ОСТ 36-26-77 Общие технические требования
%PDF-1.5 % 2 0 obj > /Metadata 4 0 R /PageLabels 5 0 R /PageLayout /OneColumn /Pages 6 0 R /PieceInfo > >> /StructTreeRoot 7 0 R /Type /Catalog >> endobj 4 0 obj > stream 2012-08-09T20:21:39+04:00Acrobat PDFMaker 10.1 для Word2016-06-14T16:31:50+05:002021-07-04T22:13:13+03:00Acrobat Distiller 10.1.3 (Windows)ОСТ 36-26-77application/pdf

Сварные и другие неразъемные соединения трубопроводов
Общие положения
Подготовка к производству монтажных работ
Производство монтажных работ
4.1. К сварке стыков стальных трубопроводов Рy свыше 10 МПа (100 кгс/см2), I-IV категории (по СН 527-80) допускаются сварщики при наличии у них документов в соответствии с Правилами аттестации сварщиков, утвержденными Госгортехнадзором СССР. К сварке стыков стальных трубопроводов V категории могут быть допущены сварщики, не прошедшие указанной аттестации, но заварившие пробные стыки.
4.2. Сварщики (по любому виду сварки) . впервые приступающие к сварке трубопроводов на монтаже данного объекта или имевшие перерыв в своей работе более 2 мес, а также все сварщики в случаях применения новых сварочных материалов или оборудования, независимо от наличия у них документов об аттестации, должны заварить пробные стыки в условиях, тождественных с теми, в которых производится сварка трубопроводов на данном объекте.
4.3. Пробные стыки стальных трубопроводов должны подвергатьсявнешнему осмотру, механическим испытаниям по ГОСТ 6996—66, в соответствии с обязательным приложением 3, а также проверке сплошности неразрушающими методами контроля в соответствии с требованиями пп. 4.8, 4.10-4.14 настоящих правил.
В случаях неудовлетворительного качества сварки пробных стыков, выявленного:
а) при внешнем осмотре, стык бракуют и другим методам контроля не подвергают;
б) при проверке сплошности неразрушающими методами контроля, сварщик, допустивший брак, сваривает еще два пробных стыка и, если при этом хотя бы один из стыков при контроле неразрушающими методами будет забракован, сварку пробных стыков бракуют;
в) при механических испытаниях, производят повторное испытание удвоенного количества образцов, взятых из этого же стыка или из вновь сваренного данным сварщиком стыка, и, если хотя бы один из образцов при повторных механических испытаниях будет забракован, сварку пробных стыков бракуют.
В указанных выше случаях сварщик, выполнявший сварку забракованных пробных стыков, может быть допущен вновь к сварке пробных стыков трубопроводов только только сдачи испытаний по программам, утвержденным министерством (ведомством) СССР.
4.4. К выполнению неразъемных соединений из цветных металлов и сплавов, к сварке и склеиванию пластмассовых трубопроводов допускаются рабочие, прошедшие подготовку и сдавшие испытания по программам, утвержденным министерством (ведомством) СССР.
4.5. Сварку стальных трубопроводов разрешается производить при температурах. указанных в правилах, утвержденных Госгортехнадзором СССР, ведомственных нормативных документах и отраслевых стандартах.
Сварку трубопроводов из цветных металлов, а также сварку и склеивание пластмассовых трубопроводов разрешается производить при температуре окружающего воздуха не ниже 5 °С.
4.6. Поверхность концов труб и деталей трубопроводов, подлежащих соединению, перед сваркой должна быть обработана и очищена в соответствии с требованиями ведомственных нормативных документов и отраслевых стандартов.
4.7. Перед монтажом стальных трубопроводов сварные соединения труб и деталей должны выдерживаться до полного их остывания, а пластмассовых трубопроводов с клеевыми соединениями — не менее 2 ч.
4.8. Контроль качества сварных соединений стальных трубопроводов должен производиться путем: систематического операционного контроля; механических испытаний образцов, вырезанных из пробных стыков; проверки сплошности стыков с выявлением внутренних дефектов одним из неразрушающих методов контроля, а также последующих гидравлических или пневматических испытаний согласно разд. 5 настоящих правил. Методы контроля качества сварных соединений приведены в ГОСТ 3242—79.
Проверка качества сварных швов трубопроводов V категории ограничивается осуществлением операционного контроля.
В случаях, оговоренных в проекте, следует производить испытание сварных соединений из нержавеющих сталей на склонность к межкристаллитной коррозии в соответствии с ГОСТ 6032—75 и ведомственными нормативными документами.
4.9. Операционный контроль должен предусматривать проверку состояния сварочных материалов, качества подготовки концов труб и деталей трубопроводов, точности сборочных операций, выполнения заданного режима сварки.
4.10. Контроль сварных соединений стальных трубопроводов радиографическим или ультразвуковым методом следует производить после устранения дефектов, выявленных внешним осмотром и измерениями, а трубопроводов РY свыше 10 МПа (100 кгс/см2) — после выявления дефектов магнитопорошковым или цветным методом.
Сварные швы не должны иметь трещин, прожогов, кратеров, грубой чешуйчатости, подрезов глубиной более 0,5 мм. [В сварных швах трубопроводов РY свыше 10 МПа (100 кгс/см2) подрезы не допускаются].
4.11. Объем контроля сварных соединений стальных трубопроводов неразрушающими методами в процентах к общему числу стыков, сваренных каждым сварщиком (но не менее одного стыка), должен составлять для трубопроводов:
Рy опыте 10 МПа (100 кгс/см2) ……….. ……..100
……..100
I категории ………………………………………….. 20
II„ ………………………………………………. 10
III „ ………………………………………………..2
IV„ …………………………………………………1
В качестве неразрушающих методов контроля следует с учетом конкретных условий применять преимущественно ультразвуковой, электрорентгенографический и рентгенографический с использованием фотобумаги.
Контролю должен подвергаться весь периметр стыка.
Для трубопроводов I-IV категории контролю подлежат стыки, наихудшие по результатам внешнего осмотра.
Контроль корня шва сварных соединений трубопроводов Рy свыше 10 МПа (100 кгс/см2) из сталей всех групп при толщине стенки 16 мм и более следует производить радиографическим методом, а окончательный контроль готовых сварных соединений из сталей групп С, ХГ, ХМ — преимущественно ультразвуковой дефектоскопией.
Готовые сварные соединения трубопроводов Рy свыше 10 МПа (100 кгс/см2 ) перед проведением радиографического или ультразвуковогоконтроля следует контролировать магнитопорошковым или цветным методом. При этом контролю подлежат поверхность шва и прилегающая к нему зона шириной 20 мм от краев шва.
При этом контролю подлежат поверхность шва и прилегающая к нему зона шириной 20 мм от краев шва.
4.12. Оценку качества сварных соединений стальных трубопроводов по результатам радиографического контроля следует производить по балльной системе согласно обязательному приложению 4. Сварные соединения должны быть забракованы, если их суммарный балл равен или больше для трубопроводов:
Рy свыше 10 МПа (100 кгс/см2) ………… 2
I категории ……………………………………. 3
II„………………………………………….3
III „………………………………………….5
IV „………………………………………….6
Сварные соединения, оцененные указанным или большим баллом, подлежат исправлению, после чего дополнительному контролю подвергают удвоенное от первоначального объема контроля количество стыков, выполненных сварщиком, допустившим брак.
Сварные соединения трубопроводов III и IV категории, оцененные соответственно суммарным баллом 4 и 5, исправлению не подлежат, но дополнительному контролю подвергают удвоенное количество стыков, выполненных этим сварщиком.
Если при дополнительном контроле хотя бы один стык будет забракован (а для трубопроводов III и IV категории оценен соответственно суммарным баллом 4 и 5), контролю подвергают 100 % стыков, выполненных данным сварщиком. Если при этом будет забракован хотя бы один стык, сварщика отстраняют от сварочных работ на трубопроводах.
4.13. Чувствительность радиографического контроля должна соответствовать (по ГОСТ 7512-82) для трубопроводов Py свыше 10 МПа (100 кгс/см2), I и II категории — классу 2, для трубопроводов III и IV категории — классу 3.
4.14. По результатам ультразвукового контроля сварные соединения трубопроводов Рy свыше 10 МПа (100 кгс/см2) считаются качественными, если отсутствуют:
а) протяженные плоскостные и объемные дефекты;
б) объемные непротяженные дефекты с амплитудой отраженного сигнала, соответствующей эквивалентной площади 2 мм2 и более — при толщине стенки трубы до 20 мм включительно и 3 мм2 и более — при толщине стенки свыше 20 мм;
в) объемные непротяженные дефекты с амплитудой отраженного сигнала, соответствующей эквивалентной площади до 2 мм2 — при толщине стенки трубы до 20 мм включительно и до 3 мм2 — при толщине стенки свыше 20 мм, в количестве более трех на каждые 100 мм шва.
Сварные соединения стальных трубопроводов I—IV категории должны удовлетворять требованиям, установленным отраслевыми стандартами. При получении неудовлетворительных результатов контроля ультразвуковым методом хотя бы одного стыка производят контроль удвоенного количества стыков, выполненных данным сварщиком. При неудовлетворительных результатах повторного контроля производят контроль 100% стыков. Сварщик, допустивший брак, может быть допущен вновь к сварке трубопроводов только после сдачи испытаний по программам, утвержденным министерством (ведомством) СССР.
4.15. Исправлению путем местной выборки и последующей полварки (без повторной сварки всего соединения) подлежат участки сварного шва стальных трубопроводов, если размеры выборки после удаления дефектного участка шва не превышают значений, указанных в табл. 1.
Таблица 1
Глубина выборки, % к номинальной толщине стенки труб или расчетному сечению шва | Суммарная протяженность, % к номинальномунаружному периметру сварного соединения |
Для трубопроводов Рy св. | |
До 15 Св. 15 до 30 „ 30 „50 Св. 50 | Не нормируется До 35 „ 20 „ 15 |
Для трубопроводов I—IV категории | |
До 25 Св.25 до 50 Св. 50 | Не нормируется До 50 „ 25 |
 10 МПа (100 кгс/см2)
10 МПа (100 кгс/см2)Сварное соединение, в котором для исправления дефектного участка требуется произвести выборку размером более допустимой по табл. 1, должно быть полностью удалено, а на его место вварена „катушка».
Исправлению подлежат все дефектные участки сварного соединения, выявленные при внешнем осмотре и измерениях, контроле ультразвуковым, магнитопорошковым или цветным методом.
В стыках, забракованных по результатам радиографического контроля, исправлению подлежат участки шва, оцененные наибольшим баллом, определяемым согласно п. 4.12 и обязательному приложению 4. В случае, если стык забракован по сумме одинаковых баллов, исправлению подлежат участки с непроваром.
В случае, если стык забракован по сумме одинаковых баллов, исправлению подлежат участки с непроваром.
Одно и то же место стыка допускается исправлять не более одного раза. Исправление дефектов подчеканкой запрещается.
Все подвергавшиеся исправлению участки стыков должны быть проверены неразрушающими методами.
Сведения об исправлении и повторном контроле стыков должны быть внесены в производственную документацию согласно обязательному приложению 2.
4.16. Испытаниям на твердость металла шва должны подвергаться сварные соединения стальных трубопроводов Рy свыше 10 МПа (100 кгс/см2), а также трубопроводов Рy до 10 МПа вкл. (100 кгс/см2) из сталей групп ХМ и ХФ, прошедших термическую обработку.
По результатам измерения твердости сварные соединения считаются качественными при выполнении следующих условий:
а) снижении твердости наплавленного металла не более чем на 25 НВ нижнего значения твердости основного металла;
б) превышении твердости наплавленного металла не более чем на 20 НВ верхнего значения твердости основного металла;
в) превышении разности в твердости основного металла и металла в зоне термического влияния не более чем на 50 НВ.
При разности в твердости, превышающей допустимую, соединения следует вновь подвергать термической обработке, и, если разность в твердости превышает допустимую после повторной термической обработки, следует произвести стилоскопирование металла шва и основного металла всех однотипных соединений, сваренных данным сварщиком за время после последней контрольной проверки. При несоответствии химического состава наплавленного металла заданному стыки бракуют.
4.17. Контроль качества сварных и паяных соединений следует выполнять путем их внешнего осмотра, а также гидравлического или пневматического испытания трубопроводов в соответствии с указаниями, изложенными в разд. 5 настоящих правил.
4.18. По внешнему виду паяные швы должны иметь гладкую поверхность с плавным переходом к основному металлу. Наплывы, плены, раковины. посторонние включения и непропай не допускаются.
4.19. Дефектные места паяных швов разрешается исправлять пайкой с последующим повторным испытанием, но не более двух раз.
4.20. Контроль качества соединений пластмассовых трубопроводов должен включать входной, операционный и приемочный контроль (внешний осмотр и измерения, ускоренную проверку качества сварных соединений и их механические испытания).
4.21. При входном контроле сварных и клеевых соединений следует проверять качество материалов и изделий на соответствие требованиям стандартов и ведомственных нормативных документов.
4.22. Операционный контроль сварных соединений должен предусматривать проверку качества сборки труб под сварку, качества поверхностей концов труб, чистоты рабочих поверхностей нагревательного инструмента и контроль сварочного режима.
Операционный контроль клеевых соединений должен предусматривать проверку качества подготовки поверхностей под склеивание, соблюдения величины зазоров при сборке труб и режимов технологического процесса склеивания.
4.23. Осмотру и измерению подлежат все сварные и клеевые соединения. Внешний их вид должен отвечать следующим требованиям:
а) валик сварного соединения, полученный в результате контактной сварки встык, должен быть симметричным и равномерно распределенным по ширине и периметру;
б) валик сварного соединения не должен иметь резкой разграничительной линии, его поверхность должна быть гладкой, без трещин, газовых пузырей и инородных включений; при сварке враструб валик должен быть равномерно распределен по торцу раструба;
в) при г зовой прутковой сварке поливинилхлоридных труб не должно быть пустот между прутками, пережога материала изделий и сварочных прутков, неравномерного усиления сварного соединения по ширине и высоте, а его поверхность должна быть выпуклой и иметь плавное примыкание к основному материалу;
г) при склеивании труб зазор между ними должен быть заполнен клеевой пленкой, равномерно выступающей по периметру соединения.
4.24. При контактной сварке встык в случае обнаружения в соединении дефектов соответствующие участки труб вырезают и вваривают „катушки» длиной не менее 200 мм. При прутковой сварке дефектные участки могут быть исправлены без вырезания.
4.25. Ускоренную проверку качества сварных соединений следует выполнять для настройки сварочного оборудования и внесения коррективов в сварочный режим при получении новой партии труб путем испытания образцов на растяжение, изгиб и отдир в соответствии с требованиями ведомственных нормативных документов.
4.26. Механическим испытаниям на растяжение и сдвиг следует подвергать сварные соединения трубопроводов II и III категории.
Контролю подлежит 0,5 % общего количества соединений, выполненныхна одном объекте, в том числе не менее одного от общего количества соединений, выполненных одним сварщиком. Отбираемые для контроля образцы должны быть прямолинейными. Сварное соединение должно быть расположено в центре вырезанного участка. Размеры и показатели качества испытуемых образцов принимают в соответствии с требованиями ведомственных нормативных документов.
Время между сваркой и испытанием образцов на растяжение и сдвиг должно быть не менее 24 ч.
При получении неудовлетворительных результатов при испытании на растяжение или сдвиг хотя бы одного соединения производят повторную проверку на удвоенном их количестве. При неудовлетворительных результатах повторной проверки все сварные соединения бракуют и вырезают.
Индивидуальные испытания смонтированного оборудования и трубопроводов
Приложение 1
Приложение 2
Приложение 3
Приложение 4
Технология сварки — TSTC
Подать заявку
Кампусы Виртуальные турыПоиск
Контакт Давать 800-792-8784Главная / Программы / Технология сварки
ИгратьПрименить сейчас
Инжиниринг и производство
Сварка объединяет мир.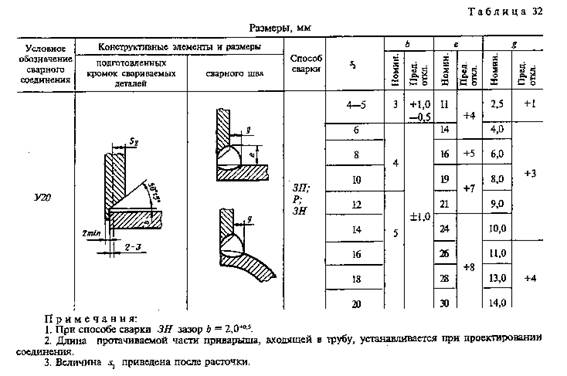 Вот почему профессия сварщика — это устойчивая к рецессии карьера. Вы могли бы быть востребованы везде. Особенно это касается штата Техас. У нас больше сварщиков, чем где бы то ни было. Эта карьера является основой производства, в том числе бурно развивающихся отраслей в нашем штате: нефтехимической, производственной, производственной, аэрокосмической и авиационной.
Вот почему профессия сварщика — это устойчивая к рецессии карьера. Вы могли бы быть востребованы везде. Особенно это касается штата Техас. У нас больше сварщиков, чем где бы то ни было. Эта карьера является основой производства, в том числе бурно развивающихся отраслей в нашем штате: нефтехимической, производственной, производственной, аэрокосмической и авиационной.
Ориентировочная стоимость: 11 666 долларов США -$18 420
Все кампусы
Ассоциированная степень
Сертификат
Онлайн
Лично
Гибрид
Дневной класс
Ночной класс
$ Гарантия возврата денег
Успех начинается с искры
Практическое обучение с использованием новейших технологий в лучшем техническом колледже штата. Размеры классов небольшие. Обучение проходит один на один. У вас будут все возможности учиться на лучшем оборудовании с лучшими преподавателями, которые будут лично сопровождать вас на каждом этапе пути.
Размеры классов небольшие. Обучение проходит один на один. У вас будут все возможности учиться на лучшем оборудовании с лучшими преподавателями, которые будут лично сопровождать вас на каждом этапе пути.
Подробная информация о программе сварки
Учитесь на точно таком же передовом, первоклассном оборудовании, которое используют профессиональные сварщики в своей работе. Независимо от того, где вы живете в великом штате Техас, вы можете найти наши курсы по сварке поблизости. TSTC предлагает программу Welding Technology во всех наших кампусах — во всех 10 из них.
Подать заявку сейчас, чтобы начать работу
Стипендии
Вам не нужно сжигать свой сберегательный счет, чтобы получить работу сварщика — есть возможность оплатить свое образование, чтобы вы могли построить свою новую карьеру как как можно скорее.
Комиссия по трудовым ресурсам Техаса и другие организации ищут высококвалифицированных специалистов в этой области. Тем, кто попросит, доступны гранты и стипендии, поэтому не стесняйтесь воспользоваться этими возможностями финансовой помощи.
Хотите узнать больше?
Узнайте, какие стипендии вам доступны.
Ближайшие даты
Посмотреть полный академический календарь
Дипломные планы
Поиск дипломных планов:Абилин Брекенридж Браунвуд Округ Ист-Уильямсон Округ Форт-Бенд Харлинген Маршалл Северный Техас Сладкая вода Вако
Разбивка учебного планаСпециализация по сварке труб
Сертификат об окончании CER2
Гибрид
Месяцев до завершения16
РАСЧЕТНАЯ СТОИМОСТЬ$15 350
КОНТАКТЫАбилин Грегори Николас
Округ Ист-Уильямсон Самара Фленер
Округ Форт-Бенд Джерролл Ходж
Харлинген Мануэль Ахумада Исаак Ривас
Маршалл Рассел Хатчерсон
Северный Техас Джозеф Франсиа
Вако Эдвард Санчес
Посмотреть все Посмотреть меньше
Разбивка учебного плана Технологии сварки. Процессы сварки
Процессы сварки
Сертификат завершения CER2
Гибрид
Месяцев до завершения16
РАСЧЕТНАЯ СТОИМОСТЬ$15 350
КОНТАКТЫАбилин Грегори Николас
Форт Бенд Джерролл Ходж
Округ Ист-Уильямсон Самара Фленер
Маршалл Рассел Хатчерсон
Северный Техас Джозеф Франсиа
Вако Эдвард Санчес
Посмотреть все Посмотреть меньше
Разбивка учебного планаТехнология сварки
Ассоциированный специалист по прикладным наукам AAS
Гибрид
Месяцев до завершения16
СМЕТА$18 420
КОНТАКТЫАбилин Грег Николас
Округ Ист-Уильямсон Самара Фленер
Округ Форт-Бенд Джерролл Ходж
Харлинген Мануэль Ахумада Исаак Ривас
Вако Эдвард Санчес
Суитуотер Тейлор Элстон
Брекенридж Стивен Хоуп
Браунвуд Даниэль Агирре
Посмотреть все Посмотреть меньше
Разбивка учебного планаСварка конструкций
Сертификат соответствия CER1
Гибрид
Месяцев до завершения12
РАСЧЕТНАЯ СТОИМОСТЬ$11 666
КОНТАКТЫАбилин Грегори Николас
Брекенридж Стивен Хоуп 254-559-7728
Браунвуд Даниэль Агирре 325-641-3921
Округ Ист-Уильямсон Самара Фленер
Округ Форт-Бенд Джерролл Ходж
Харлинген Мануэль Ахумада Исаак Ривас
Маршалл Рассел Хатчерсон
Северный Техас Джозеф Франсиа
Суитуотер Тейлор Элстон 325-236-8284
Вако Эдвард Санчес
Посмотреть все Посмотреть меньше
18 420 долларов
11 666 долларов
Представьте себе
свою будущую карьеру в
Сварка
44 160 долл. США
США
35 470 долл. США
Детали анализа работыГарантия возврата денег
Это так же ясно, как и звучит. Мы гарантируем, что вы найдете работу в течение шести месяцев после выпуска, или мы выпишем вам чек на полную стоимость обучения!
Посмотреть квалификационные программы01
Получить диплом
02
Устроиться на работу
03
Или получить возмещение
Связанные программы
Инжиниринг и производство
Электромеханическая технология Индустрия автоматизации полагается на технических специалистов для поддержания производительности и эффективности. Какая мощная возможность для вас!
Какая мощная возможность для вас!
Сладкая вода
ГОСТ 33259 Тип 11 Серия 2 Pn16 RF Фланец с приварной горловиной A350 Lf2 Cl1
Низкотемпературная углеродистая сталь ASME B 16.5 ASTM A350 LF2 WN/SO/глухой фланец
Отправить запрос
Мы предлагаем большие возможности в области качества и разработки, мерчандайзинга, продаж, маркетинга и эксплуатации фитингов SW из нержавеющей стали A182 F321 / F347, заглушки UNS N08800, пластины из сплава 600. Давайте совместными усилиями сотрудничать на взаимовыгодной основе! Мы здесь, чтобы ответить на ваши вопросы с понедельника по субботу и надеемся на сотрудничество с вами. «Качество во-первых, технологии во-первых, честность и надежность» всегда были принципом нашего бизнеса. Пожалуйста, не стесняйтесь обращаться к нам за малым бизнесом, и мы считаем, что поделимся лучшим торговым опытом со всеми нашими продавцами.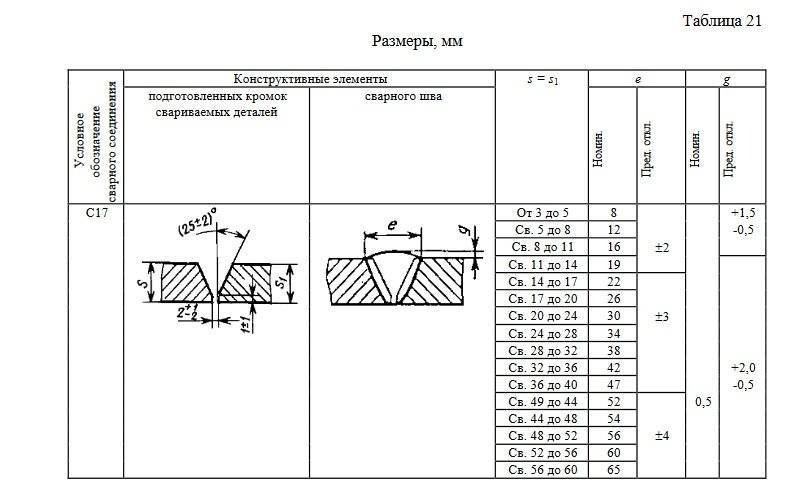
Фланцы CS A350 LF2 Номинальные значения давления
| TEMP °C | 9 0269 150300 | 400 | 600 | 900 | 1500 | 2500 | ||
| -29 ТО 38 | 19,6 | 51,1 | 68,1 | 102,1 | 153. 2 | 255,3 | 425,5 | |
| 50 | 19,2 | 50,1 | 66,8 | 100,2 | 150,4 | 250,6 | 90 269 417,7||
| 100 | 17,7 | 46,6 | 62,1 | 93,2 | 139,8 | 233 | 388,3 | 2 25,4375,6 |
| 200 | 13,8 | 43,8 | 58,4 | 87,6 | 131,4 | 219 | 365 | |
| 12,1 | 41,9 | 55,9 | 83,9 | 125,8 | 209,7 | 349,5 | ||
| 300 | 10,2 | 39,8 | 53,1 | 79,6 | 119,5 | 199,1 | 331,8 | |
| 325 | 9,3 | 38,7 | 51,6 | 77,4 | 116,1 | 193,6 | 322,6 | |
| 350 | 8,4 9 0271 | 37,6 | 50,1 | 75,1 | 112,7 | 187,8 | 313 | |
| 7,4 | 36,4 | 48,5 | 72,7 | 109,1 | 181,8 | 303,1 | ||
| 400 | 6,5 | 34,7 | 46,3 | 69,4 | 104,2 | 173,6 | 289,3 | |
| 425 | 5,5 | 28,8 | 3 8,4 | 57,5 | 86,3 | 143,8 | 239,7 | |
| 450 | 4,6 | 23 | 30,7 | 46 | 69 | 115 | 191,7 | |
| 475 | 3,7 | 17,4 | 90 269 23,234,9 | 52,3 | 87,2 | 145,3 | ||
| 500 | 2,8 | 11,8 | 15,7 | 23,5 | 35. 3 3 | 58,8 | 97,9 | |
| 538 | 1,4 | 5,9 | 7,9 | 11,8 | 17,7 | 29,5 | 49,2 | |
| TEMP °C | 150 | 300 | 400 | 600 | 900 | 1500 | 2500 |
Углеродистая сталь ASTM A350 LF2 Фланцы Химический состав
| C% | Mn% | Si% | S% | P% | Cr% | Ni% |
| 0,30 | 0,6/1,35 | .15/.30 | .040 макс | .035 макс | 0,30 макс | 0,40 макс | 9 0286
Тепловое расширение фланца ASTM A350 LF2
| Свойства | Метрическая система | Британская система |
|---|---|---|
| Коэффициент теплового расширения (@0-100°C/32-212°F) | 10,4 мкм/м°C | 5,78 мкдюйм/дюйм°F |
| Теплопроводность | 21,6 Вт/м·К | 150 БТЕ дюйм/ч·фут².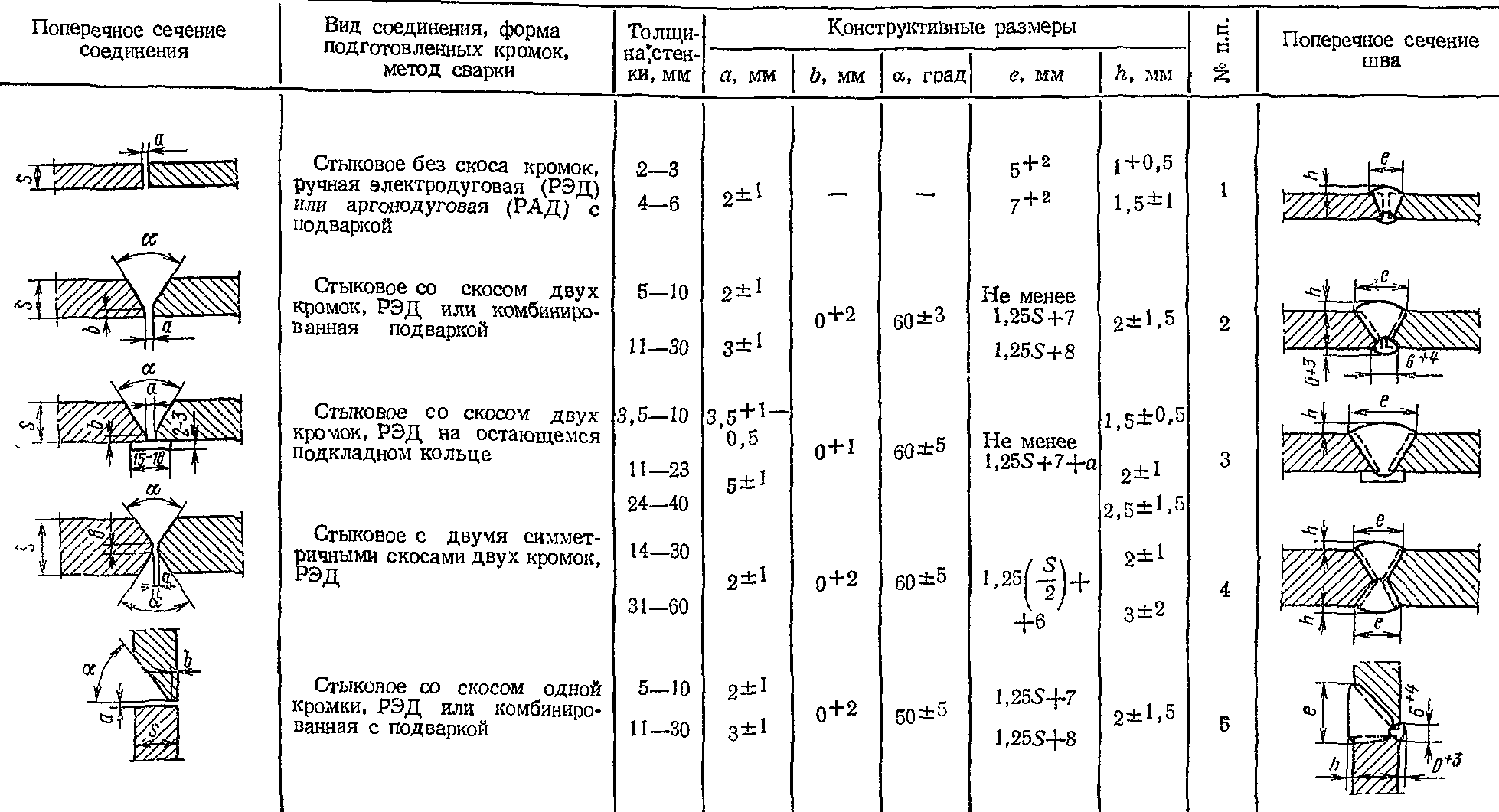 °F °F |
Фланцы из углеродистой стали ASTM A350 LF2 Механические свойства 9 0003
| СВОЙСТВА | Британские |
|---|---|
| TS Мин. фунт/кв. дюйм (МПа) | 70 000 (485) |
| YS Мин. фунт/кв. дюйм (МПа) | 36 000 (250) |
| 22% | |
| RA мин. | 30% |
| Твердость, Bhn | Макс. 197 |
| -50°F по Шарпи | Мин. |
| Энергия, фут/фунт (Дж):- | |
| Набор из 3 шт. Образец* | 15 (20) |
| Для одного образца | 12 (16) |