
Как соединить пластиковые и металлические трубы без сварки
Использование пластиковых труб для обустройства домашней системы отопления или водопровода — повсеместно распространенная практика. Однако в ходе таких работ неизбежно возникает необходимость соединять пластиковые и металлические трубы — из металла изготовлены устанавливаемые радиаторы, и полотенцесушитель в ванной, общий стояк, к которому подводятся пластиковые трубы, тоже может быть металлическим.
Соединить трубы из пластика с металлическими, причем без использования сварки, можно без особого труда. Для соединения труб из разных материалов без сварки используются специальные фитинги. При правильной установке создаваемые при помощи фитингов стыки будут надежными и защищенными от протечек. Основные варианты решения данной задачи — соединение труб с использованием резьбы, или соединение без резьбы. Варианты для первого случая таковы:
- соединение металлической трубы, имеющей резьбу, с пластиковой трубой без резьбы.

Использование тройников
Для создания разветвленных водных магистралей существуют специальные тройные переходники: с их помощью вы соедините пару пластиковых труб с одной металлической.
- соединение пластиковой трубы и металлической трубы, не имеющей резьбы. Соответственно, требуется самостоятельно нанести резьбу на металлическую трубу, что возможно сделать, используя специальный инструмент — резьбонарезатель. Удобнее использовать электрический инструмент, как правило, имеющий насадки для труб разного диаметра. Ограничивающий момент в данном случае — вряд ли удастся использовать электрический резьбонарезатель, если металлическая труба вплотную примыкает к стене/углу.

Нанесение резьбы на металлическую трубу
Перед началом нанесения резьбы на металлическую трубу ее необходимо тщательно очистить от грязи или слоев краски.
Хотя способ соединения с резьбой предпочтительнее (резьбовое соединение обеспечивает лучшую надежность), иногда такие способы неприменимы (металлическая труба может быть слишком коротка или расположена неудобно). В этом случае для соединения металлической и пластиковой трубы без использования сварки можно установить на стыке труб зажимную соединительную муфту. Наиболее распространены и удачны по конструкции соединители польского производства «GEBO QUICK», которые надеваются на предварительно очищенные трубы и намертво затягиваются на них. Муфты названного вида, как и прочие, производятся различного диаметра, что позволяет подобрать их абсолютно точно.
|
19.11.13 Источник: http://kanalizaciyadoma. Сварка полипропиленовых труб своими руками выполнима, правда, много кто об этом даже не догадывается. Выполняется сварка при помощи нагретого инструмента в раструб и применяется для того чтобы соединить трубы и детали. дрон или та половина, на которую нужно одеть фитинг; гильза или же половина, в которую помещается конец трубы. Совет! Необходимо совместить полипропиленовый фитинг с дроном до упора, при этом полипропиленовую трубу нужно совместить с гильзой так же до упора.  Сделать это нужно очень быстро, настолько, насколько возможно. Сделать это нужно очень быстро, настолько, насколько возможно.Сварка и пайка пластиковых труб В том случае, если производится сварка пластиковых труб своими руками, нужно помнить о том, что у полипропиленовой трубы, которая предназначена для муфтовой сварки, наружный диаметр немного превышает номинальный, при этом полипропиленовый фитинг имеет внутренний диаметр немного меньше, чем номинальный. При этом у сварочных насадок конические поверхности и диаметр в их средней части равен номинальному, поэтому, не произведя нагрев совместить трубу и фитинг не получится не только друг с другом, но и со сварочными насадками.  Для того чтобы все получилось нужно специальное оборудование для сварки полипропиленовых труб, без которого вышеописанного не произойдет. Дальнейшее продвижение сварочной насадки происходит до упора фитинга в округлое основание сварочной насадки. При этом происходит оплавление наружного среза фитинга и также выдавливание валика (гранта), правда, он имеет незначительную высоту. При этом верхушка сварочной насадки до упора фитинга, расположенного внутри, не доходит, но происходит наползание гранта на внутренний упор фитинга. При дальнейшем продвижении трубы внутрь насадки ее торец в конечном итоге упирается в то же округлое основание. При этом происходит оплавление и скручивание наружного ребра торца, также выдавливается грант, имеющий небольшую высоту. В тот момент, когда упирается труба и фитинг можно почувствовать рукой, причем это ощущается не только при выполнении ручной сварки, но и при сварке на сварочном аппарате. Важно помнить о том, что после того как будет найден упор, больше давить не нужно.  Сварка труб ПВХ Если сварка пвх труб ручная, то держите фитинг и трубу, чтобы произошел нагрев. Если же используется механический аппарат для сварки труб, то просто зафиксируйте трубу фиксатором, который есть у всех приличных сварочных аппаратов. После того как произведен нагрев, нужно одновременно снять фитинг и вынуть трубу. Сделать это нужно настолько быстро, насколько это будет возможно. После этого труба совмещается с фитингом до упора. При этом происходит упругое сжимание трубы и упругое растягивание фитинга. В результате поверхности начинают давить друг на друга, воздух вытесняется и обеспечивается перемешивание расплавленных материалов. Само собой разумеется, что остывание поверхностей происходит очень быстро, при этом оно зависит от того, на какую глубину произошел прогрев. Монтаж труб В том случае, если монтаж полипропиленовых труб своими руками выполнен правильно, то получится цельная полипропиленовая деталь.  Естественно, что после соединения детали все еще будут пластичными. Для того чтобы не произошла деформация соединений, детали желательно зафиксировать на некоторое время, которое называется фазой «фиксации». Стыковая сварка пластиковых труб из полипропилена и полиэтилена Если проводилась стыковая сварка полиэтиленовых труб вручную, то это время используют для того, чтобы устранить возможные перекосы. После того как пройдет фаза «фиксации», слои перестают быть пластичными. Правда, окончательную прочность соединение приобретет только тогда, когда трубы остынут до 40 градусов. Время, за которое это произойдет, также зависит от диаметра. Защищаемся от ошибок В том случае, если совмещая трубу и фитинг не ввести ее до самого упора, то останется промежуток между упором фитинга, расположенном внутри и торцом трубы. На установленном трубопроводе у такого соединения отмечается меньшая толщина стенки и большой внутренний диаметр. Срок эксплуатации такого участка снижается относительно всего трубопровода канализации автономной. Чаще всего случается еще и так, что труба во время нагрева не была введена до упора в сварочную насадку. Тогда снаружи все выглядит нормально, правда, в фитинге образуется слабое место. Еще одна часто встречающаяся ошибка – это чрезмерное усилие при совмещении и/или нагреве трубы. В таком случае происходит выдавливание большого гранта. В установленном трубопроводе это будет препятствовать потоку газа или жидкости. Полипропиленовые трубы и фитинги, а также оборудование для монтажа и сварки Вы можете приобрести в магазинах «ИНСТАЛ». Разделы / Учебные материалы |
 ru/
ru/ 
Безрезьбовые компрессионные соединения Gebo
Gebo – компания, которая первой начала выпускать компрессионные фитинги для беcсварного и безрезьбового соединения, и ее продукция сегодня сохраняет лидирующие позиции с точки зрения качества, надежности и удобства применения.
Конструкция фитинговой муфты Гебо
Компрессионная муфта представляет собой полый цилиндр, внутрь которого заводят трубы для соединения. Переходник подходит для напорных и безнапорных систем.
Конструкция муфты:
- Корпус из ковкого чугуна;
- Зажимное кольцо;
- Обжимное кольцо – разъемное кольцо с зубцами внутри;
- Резиновый уплотнитель;
- Гайки.
Внутренний край срезан конусом, вкладыш-уплотнитель тоже в виде конуса.
Разновидности соединений Гебо:
- Обжимные односторонние с внутренней резьбой;
- С наружной резьбой;
- Двухсторонние – с компрессионными кольцами для зажима с обеих сторон;
- Тройник – используется как соединение или переходник;
- Универсальные разъемные.
Область применения
Технические сети со временем начинают ветшать, что приводит к прорывам и протечкам. Замена всей системы требует больших трудовых и материальных затрат, поэтому чаще ограничиваются профилактическими работами и устранением мелких неполадок от протечек, а также частичной заменой участков. Для текущей починки узлов и соединений идеально подойдут компрессионные фитинги Gebo. С помощью такой муфты можно соединить между собой разные материалы – чугунные, стальные, оцинкованные, пластиковые.
Для текущей починки узлов и соединений идеально подойдут компрессионные фитинги Gebo. С помощью такой муфты можно соединить между собой разные материалы – чугунные, стальные, оцинкованные, пластиковые.
Область применения безрезьбовых соединений Gebo:
- Реставрация действующих трубопроводов, при замерзании воды в системе, коррозионных и механических повреждениях;
- Замена старых стояков в нескольких квартирах — отрезать трубу и прикрепить следующую новую секцию легко с помощью фитинга Gebo. А вот сварочные работы здесь неуместны в связи с высокой пожароопасностью и риском расхождения от сварки старого металла. На срезах, бывших в употреблении, нарезать резьбу проблематично — истонченный металл будет крошиться или сгниет в ближайшие годы.
- Замена части схемы в ванной с дорогим дизайном, если не хочется портить кафельную облицовку сварочными брызгами;
- Для соединения разъема при установке трубы в труднодоступных местах, когда трубу необходимо укоротить, а резьбу невозможно нарезать даже плашкой.

Кроме этого, фитинги Gebo могут использоваться:
- На системах отопления и ГВС, если рабочая температура в магистрали не превышает 80°, а давление в сети не более 1,0 Мпа.
- Для ремонта газовых магистралей, в которых давление не превышает 0,4 Мпа.
Универсальное разъемное сцепление Gebo подходит для срочных заделов перфорации трубы.
Преимущества безрезьбовых соединений Gebo
Использование фитингов Gebo имеет неоспоримые преимущества:
- Нет сварки;
- Не нужно делать резьбу;
- Экономичность материалов;
- Гарантия службы – соединение будет служить, пока стоит труба, на которую надели сцепление.
Плюсы соединений Gebo:
- Длительный срок эксплуатации — от 10 до 50 лет;
- Нет усталости металла и внутреннего напряжения;
- Многопрофильность в применении;
- Высокое сопротивление на растяжение и изгиб;
- Простота монтажа – ремонт может произвести даже начинающий сантехник, прочитав инструкцию.

Единственный недостаток таких соединений — одноразовое использование конструкции. Конечно, можно купить дополнительные уплотнения и поставить сцепление повторно, но есть риск применения неоригинальных комплектующих. Подделка служит недолго, поэтому лучше каждый раз использовать новую фирменную компрессионную муфту Gebo.
Установка безрезьбового соединения Gebo
В начале работ стоит изучить инструкцию и производить соединение строго в соответствии с рекомендациями. В противном случае герметичность стыковки не гарантируется, вероятны протечки.
Перед работой нужно очистить трубу от краски и известкового налета. Затем можно приступить к монтажу:
- В муфту вставляем конусовидную резинку;
- Надеваем прижимное кольцо, которое зажмет прокладку;
- Потом идет обжимное кольцо с зубцами. Оно проталкивает резинку внутрь, предотвращая протекание воды.
- Надеваем большую гайку на муфту и трубу, обжимаем наполовину;
- Присоединяем вторую трубу и окончательно фиксируем.

Вся конструкция затягивается большим газовым (разводным) ключом. В народе его прозвали «шведка». Смонтированный узел устойчивый и прочный. Сантехники утверждают, что скорее лопнет труба, чем сломается соединение Gebo.
На заметку! Диаметр муфты подбирается под размер просвета в трубопроводе.
Маркировка
Фитинги Gebo маркированы в зависимости от назначения:
- Муфта, маркированная синей полосой, предназначается для сцепки систем холодного водоснабжения;
- Красная полоса – для горячего водоснабжения и отопительных систем;
- Желтая полоса – только для газовых трубопроводов;
- Зеленая полоса – для полиэтиленовых труб, подающих воду, сжатый воздух или газ;
- Без цветной маркировки – для воды.
Большой выбор соединений Gebo в нашем интернет-магазине, посмотрите!
Сварные и зажимные фитинги из полипропилена
Полипропиленовые фитинги незаменимы при монтаже водопровода, систем отопления и канализации. Они устанавливаются в местах разветвления, поворота водопроводной системы или перехода с труб большого диаметра на меньший. Применение полимерных изделий для соединения любых полипропиленовых труб ускоряет монтаж всей системы и гарантирует ее герметичность.
Они устанавливаются в местах разветвления, поворота водопроводной системы или перехода с труб большого диаметра на меньший. Применение полимерных изделий для соединения любых полипропиленовых труб ускоряет монтаж всей системы и гарантирует ее герметичность.
Полипропиленовые фитинги, изготавливаемые из высокомолекулярного полимера Polypropylene Random Copolymer, обладают прекрасными рабочими качествами. Все модели эластичны, прочны, морозостойки и долговечны. Экологически чистые изделия из пп с матовой или глянцевой поверхностью окрашиваются в серый и белый цвета.
Сравнение изделий из пвх и пп позволяет выделить ряд достоинств каждого материала. Высокая жесткость позволяет применять пвх трубы для устройства канализационных стояков. Благодаря незначительному тепловому линейному расширению пвх трубы и комплектующие часто используют в системах для отопления. Трубы и фитинги из полипропилена характеризуются повышенной гибкостью, ударостойкостью и способны выдержать полную заморозку и разморозку системы. Длительный срок службы, качество и цена изделий из Рэндом сополимера делает их использование экономически целесообразным.
Длительный срок службы, качество и цена изделий из Рэндом сополимера делает их использование экономически целесообразным.
Сварные и зажимные фитинги из полипропилена позволяют соединять трубы различного назначения . Комбинированные модели с резьбой используют для подсоединения в водопроводный и канализационный трубопроводы различных сантехнических приборов. Компрессионные фитинги pn16 способны соединять трубы без сварки. Они состоят из корпуса и муфты, помогающей сгладить дефекты поверхности.
Наилучшим способом соединения элементов считается сварка. Для предотвращения наплыва расплавленного полимера и сужения рабочего диаметра патрубок фитинга снабжается раструбом конической формы. Благодаря этому полипропиленовые трубы, применяемые для водоснабжения, канализации и для отопления, собираются в цельную герметичную конструкцию.
Сейчас налажено высокотехнологичное производство фасонных изделий для соединения труб диаметром от pn16 и выше. Существует несколько крупных компаний, производящих качественные полипропиленовые фитинги.

Одними из лучших на рынке стройматериалов считаются фитинги марки meerplast. Для их изготовления используется высококачественный полимер pprc. Фасонные детали и полипропиленовые трубы для водоснабжения meerplast экологичны и не влияют на качество воды.
Крупнейшим производителем полипропиленовых труб и комплектующих является компания firat (Турция). Из элементов этой марки легко и быстро монтируется надежный термостойкий пластиковый трубопровод. Аналогичные изделия из сополимера выпускает другой турецкий производитель tebо. Качественный и недорогой ассортимент турецкой продукции, поставка которой на российский рынок и продажа потребителям осуществляются не первый год, полностью соответствует требованиям ГОСТа.
Сотрудничество немецких инженеров и турецких производителей привело к выпуску полипропиленовых труб и аксессуаров под маркой vesbo. Фасонные изделия и трубы из ppr снабжаются дополнительным звукоизолирующим слоем.
Итальянские полипропиленовые трубы для водоснабжения и сопутствующие изделия valtec обычно используются для прокладки внутренних сетей. Стойкость к коррозии и отсутствие сужения в местах присоединения труб к фитингам valtec продлевают срок службы системы до 50 лет.
Компания pro aqua выпускает продукцию по немецкой технологии с 1997 г. Комплектующие этой марки применяют при открытой и закрытой прокладке в зданиях, шахтах, каналах, агротехнических комплексах и для передачи сжатого воздуха.
Фитинги марки aquatech позволяют легко монтировать пластиковый трубопровод для отопления и водопровода под углом и соединять элементы разных диаметров.
Для строительства современных коммуникаций требуются материалы, обеспечивающие высокую производительность и длительную работу всех коммуникаций. Подсчет расходов на монтаж и обслуживание систем из pprc доказывает, что это наиболее выгодный вариант из возможных. Поэтому продажа труб и фитингов из полимера растет не только в крупных городах, таких как Москва, но и повсеместно.
Сварка металлических труб отопления | Отопление водоснабжение: монтаж, ремонт, замена, тепло, вода
На чтение 1 мин. Просмотров 316k.
Просмотров 316k.
Выполняя монтаж труб отопления, зачастую приходится их соединять методом сварки. Конечно, в некоторых случаях может подойти и резьбовое соединение, однако процентное соотношение такого способа гораздо меньше.
Что касается сварки стальных труб, то такой метод имеет несколько разновидностей. Например: ручная электродуговая, газовая сварка (полуавтоматическая, автоматическая). Для соединения стальных элементов отопления зачастую применяется первый вид сварки.
Сварка металлических труб отопленияРегистры отопления из стальных труб
Технология же ручной дуговой является достаточно простой, поэтому его выполнять можно своими руками. Все начинается с подготовки.
Сварочные работы- ПВХ
- ПНД
- полипропиленовый
- полимерные
- медные
- стальные
- трубы нержавеющие + паропровод
Заготовка и монтаж трубопровода, соединения узлов и деталей должно производиться в соответствии с требованиями Госстандарта..jpg)
- системы отопления
- водоснабжение
- котельные
- Практикуются два способа сварки газовых труб:
- сварка слева направо.
- Применяют тогда, когда толщина металла больше 5-ти мм.
- Дуга направляется на уже приваренный участок, вместе с горелкой перемещается присадка. Вариант экономит расход газа и повышает производительность на 25%, сварка справа налево.
- Здесь горелку продвигают по не приваренным участкам – присадочная проволока «идёт впереди паровоза».
- Лучший метод для работы с тонкостенными газовыми трубами.
- При работе с профильными трубами важна скорость движения электрода по материалу.
- Если замедлиться, то есть риск прожечь деталь, при убыстрении – получить некачественный шов.
- Оптимальное движение подбирается опытным путём.
- При работе с оцинкованным материалом крайне важно наличие вентиляции.

- В противном случае от цинковых паров сварщик может «заработать» лёгочное заболевание или хуже того, задохнуться.
- А самыми распространёнными на сегодня являются электросварка и полуавтоматическая.
- В обоих случаях процесс начинается с подготовки свариваемых труб.
- Затем соединяемые части центрируют и равномерно прихватывают в трёх-четырёх точках.
- Подобный способ сварки неповоротных стыков исключает непроваренные участки, и шов получается более надёжным.
- При выполнении третьего шва работают по схеме первого варианта.
- После очистки от окалины на первый шов наносят второй.
- Заключительный третий шов начинают наносить с противоположной стороны второму шву.
- При работе с трубами из толстого металла лучше использовать непрерывный способ сварки при токе в 40-60 ампер.
- Важно именно проварить металл, а не прорезать его.
- При этом электрод ведётся не очень быстро – иначе качество шва пострадает.

- Сварить встык изделия большого диаметра можно, выполнив прихватки через 25-30 см.
- Сварка выполняет в три слоя, если толщина стенок составляет до 1,2 см.
- Нужно стремиться, что большинство стыков выполнялось в поворотном положении.
Такой способ позволяет достичь максимальной герметичности и снижает вероятность появления свищей.
- Сварить стальные трубы отопления можно правильно, если выбрать верно электроды.
- Все существует два их вида: неплавящиеся и с плавящимся основанием.
- Технология же ручной дуговой является достаточно простой, поэтому его выполнять можно своими руками.
- Все начинается с подготовки.
Преимущества парового отопления: меньшая площадь поверхности отопительных приборов; быстрый нагрев отопительных приборов при пуске системы; незначительное гидростатическое давление в системе и др.
Выбор системы водяного отопления состоит в установлении параметров воды, гидравлического давления в системе, а также в выборе типа отопительных приборов и конструкции системы
Сварочные работыПродажа и монтаж стальных (металлических) труб
| Наименование и техническая характеристика | Кол-во | Ед.изм. | Материалы и оборудование, ₽ |
| Труба эл.свар.прямошовн. ⌀ 89*3,5-4 | 1,00 | м | 442,64 ₽ |
| Труба эл.свар.прямошовн. ⌀56*3,0 | 1,00 | м | 272,27 ₽ |
| Фланцы ст. ⌀ 80 РУ 10 | 1,00 | шт. | 545,45 ₽ |
| Прокладка паронитовая ⌀ 80 | 1,00 | шт. | 80,36 ₽ |
| Фланцы ст. ⌀ 50 РУ 10 | 1,00 | шт. | 447,35 ₽ |
| Прокладка паронитовая ⌀ 50 | 1,00 | шт. | 36,06 ₽ |
| Болт М16*70 | 1,00 | кг. | 880,11 ₽ |
| Гайка М16 | 1,00 | кг. | 835,77 ₽ |
| Отвод стальной к\з ⌀ 89 | 1,00 | шт. | 855,95 ₽ |
| Отвод стальной к\з ⌀ 57 | 1,00 | шт. | 453,23 ₽ |
Утеплитель для стальных труб
Продажа и монтаж
| Наименование и техническая характеристика | Кол-во | Ед.изм. | Материалы и оборудование, ₽ |
| Цилиндр с алюм.покр. 57х30 мин ват | 1,00 | м/пог | 451,44 ₽ |
| Цилиндр с алюм.покр. 89х30 мин ват | 1,00 | м/пог | 555,50 ₽ |
| Цилиндр под отвод с алюм.покр. 57х30 | 1,00 | шт | 369,00 ₽ |
Цилиндр под отвод с алюм. покр. 89х30 покр. 89х30 | 1,00 | шт | 495,00 ₽ |
| Скотч армированный 50 мм | 1,00 | шт | 380,00 ₽ |
Наша компания является производителем канализационной и напорной трубы из ПВХ (серого и рыжего цвета) по ГОСТ 51613-2000,а также трубы ПНД. Также осуществляем полную комплектацию строительных объектов сантехническим оборудованием. Осуществляем бесплатную доставку. Для постоянных клиентов и региональных представителей специальные скидки.
Для электрокабеля| Диаметр труб | Толщина стенки | Цена 1-го п.м. с НДС |
| ТУ 6-49-53883187-01-05 SDR 17.6 | ||
| 16 с | 2 | 9,43 |
| 20 с | 2 | 12,10 |
| 25 с | 2 | 15,48 |
| 32 с | 2 | 20,26 |
| 40 с | 2,3 | 27,71 |
| 50 с | 2,9 | 42,99 |
| 63 с | 3,6 | 63,88 |
| 110 с | 6,3 | 149,75 |
| 160 с | 9,1 | 315,88 |
| 225 с | 12,8 | 619,44 |
| 315 с | 17,9 | 1890,00 |
| 400 с | 22,7 | 3138,75 |
| Диаметр труб | Толщина стенки | Цена 1-го п. м. с НДС м. с НДС |
| ТУ 6-49-53883187-01-05 SDR 17 | ||
| 16 т | 2 | 13,75 |
| 20 т | 2 | 16,82 |
| 25 с | 2 | 21,46 |
| 32 с | 2,3 | 31,61 |
| 40 с | 2,4 | 41,76 |
| 50 с | 3 | 65,25 |
| 63 с | 3,8 | 103,96 |
| 110 с | 6,6 | 291,82 |
| 160 с | 9,5 | 608,82 |
| 225 с | 13,4 | 1206,46 |
| 315 с | 18,7 | 2349,49 |
| 400 с | 24 | 4114,22 |
| Труба ПВХ 160х3,6х1,000м | шт | 264,37 |
| Труба ПВХ 160х3,6х2,000м | шт | 503,75 |
| Труба ПВХ 160х3,6х3,000м | шт | 775,41 |
| Труба ПВХ 50х3,2х0,500м | шт | 42,30 |
| Труба ПВХ 50х3,2х1,000м | шт | 70,68 |
| Труба ПВХ 50х3,2х2,000м | шт | 131,85 |
| Труба ПВХ 110х2,7х1,000м | шт | 104,87 |
| Труба ПВХ 110х2,7,000м | шт | 195,12 |
| Труба ПВХ 110х2,7,000м | шт | 298,25 |
Как соединять полипропиленовые трубы — два способа и этапы работ
Полипропиленовые трубы намного удобнее и практичней своих металлических собратьев. Их основные достоинства:
Их основные достоинства:
- легкий монтаж;
- не большой вес;
- не подвержены коррозии;
- не дорогие.
Благодаря своим преимуществам, они становятся все более популярными.
Как соединить полипропиленовые трубы
Еще одним важным преимуществом этого материала является то, что для монтажа не требуется ни кого нанимать, все можно сделать своими руками. Поэтому, если Вам необходимо заменить старый протекающий водопровод можете смело приступать к работе. Соединить полипропилен можно с помощью спайки или же применяя холодный метод.
1 способ – спаивание
Этот способ подразумевает наличие специального сварочного аппарата, который у специалистов именутся «утюг». Утюг — это своеобразный паяльник работающий от электричества. В комплекте с ним идут насадки разного диаметра.
Если Вы не собираетесь профессионально заниматься монтажом водопровода, такой прибор покупать не обязательно. Его можно взять в прокат, обычно все продавцы предоставляют такую услугу.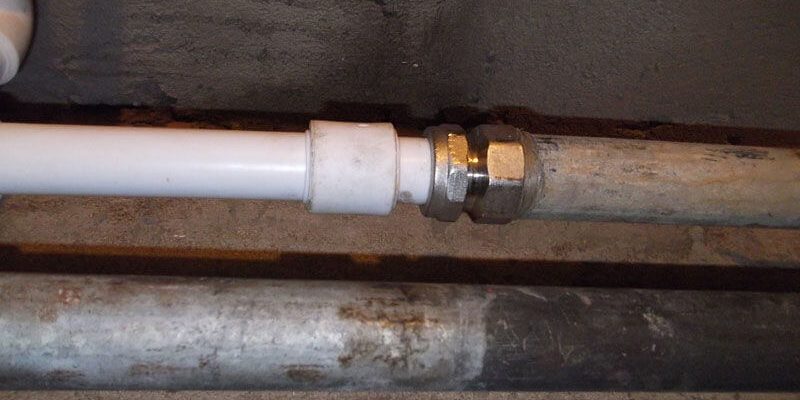 Процесс спаивания полипропиленовых труб не сложный.
Процесс спаивания полипропиленовых труб не сложный.
Видео: Как правильно паять трубы своими руками
Технология пайки
Соединяются изделия из полипропилена под воздействием высокой температуры. Сама труба должна нагреваться с внешней стороны, а все соединительные элементы с внутренней. Таким образом получается прочное соединение.
Этапы спаивания
- Включаем паяльник, он должен разогреться до 270 гр С. Пока происходит нагрев можно нарезать нужные заготовки и зачистить. Для удобства можно сделать пометки, которые покажут на какую глубину погружать их в сварочный аппарат. Отрезают их специальным труборезом или обычной ножовкой по металлу. Если нарезка производится ножовкой, следует обратить внимание на заусеницы и если они остаются, их необходимо срезать ножом.
- После того как паяльник нагрелся до необходимой температуры, на его насадки вставляем трубу и соединительные элементы.
Для качественной спайки все элементы должны вставляться ровно. Движения должны быть быстрыми и уверенными. Детали которые подвергаются нагреванию нельзя сдвигать и крутить.
- Когда все элементы хорошо нагрелись, их снимают с паяльника и производят соединение друг с другом. Это также делается быстрыми и уверенными движениями. Детали соединяются с легким нажимом (без вращения) и фиксацией 10-15 секунд.
- После этой процедуры можно переходить к спаиванию следующего узла и так до победного конца, когда водопровод будет полностью спаян.
Нагретый полипропилен быстро остывает, при этом образуется прочное и надежное соединение. Буквально через час в систему можно подавать воду.
2 способ – без пайки
Это способ соединения, для которого не требуется наличие паяльного оборудования. При этом способе есть два варианта: соединение компрессионными фитингами и так называемая «холодная сварка».
Для варианта с компрессионными фитингами понадобится только специальный обжимной ключ. Этот ключ обычно продается в комплекте с фитингами.
Этот ключ обычно продается в комплекте с фитингами.
Если вы остановитесь на варианте — «холодная сварка», тогда понадобится специальный «агрессивный» клей. Его наносят на детали, после чего соединяют их и прижимают, зафиксировав в таком положении на несколько секунд.
Соединение полипропиленовых труб с помощью клея подходит только для водопровода с холодной водой. Соединение полипропиленовых труб без спайки имеет большой недостаток, а именно — по сравнению с пайкой, время на монтаж трубопровода требуется существенно больше.
В заключение хочется сказать, что в самостоятельном соединении полипропиленовых труб нет ничего сложного. Как и в большинстве других строительных работах, от вас потребуется добросовестное и четкое выполнение всех технологических норм.
Тогда процесс соединения полипропиленовых труб будет выполнен быстро и главное качественно. А качество выполненной работы является залогом долговечной и надежной работы систем водоснабжения и отопления.
Посмотрите видео: Как правильно паять полипропиленовые трубы своими руками
Замена батарей на сварке и без сварки. Сварка труб отопления в квартире
Наша компания занимается заменой батарей отопления в квартирах. Наши рабочие быстро и качественно заменят старые неэффективные батареи на современные новые радиаторы, с эффективной теплоотдачей.
После замены Ваша квартира будет заметно теплее.
Сколько стоит?
На данный момент в нашей компании действует специальная цена на замену батарей — 2500 руб/батарея (при условии что вы меняете 2 и более батарей)
Более детально рассчитать цену, Вам поможет калькулятор
Что входит
- Демонтаж старых батарей;
- Установка новых радиаторов;
- Подключение к системе отопления;
- Монтаж кранов и терморегуляторов.
Почему клиенты выбирают нас
Заключаем договор перед выполнением работ
Мы сами связываемся с ЖЭК для согласования
Гарантия на все виды работ 3 года
Большой опыт по замене батарей, работаем с 2008г.
Наша аварийная служба работает 24 часа
Все работы выполняем в срок указанный в договоре
Заявка на замену ил установку радиаторов отопления
Зимой в старых помещениях становится холодно. Причина кроется в том, что старые батареи просто не могут обогревать лучше и требуется их замена.
Замена батарей на сварке при заказе специалиста.
Приезд эксперта. Эксперт должен оценить положение и помочь с выбором радиаторов.
Выбор правильного радиатора. Чтобы подобрать действительно нужный радиатор, надо уметь разбираться во всей системе. Но облегчит эту работу вызванный вами эксперт.
Если вы живёте в квартире, то необходимо позвонить на номер управляющей компании и попросить о перекрытии воды. После этого, можно приступать к снятию старой системы.
Желательно делать это сразу перед установкой новой системы.
Установка новой системы. После этого сразу пойдёт замена батарей на сварке. Мастер понимает, как надо произвести монтаж.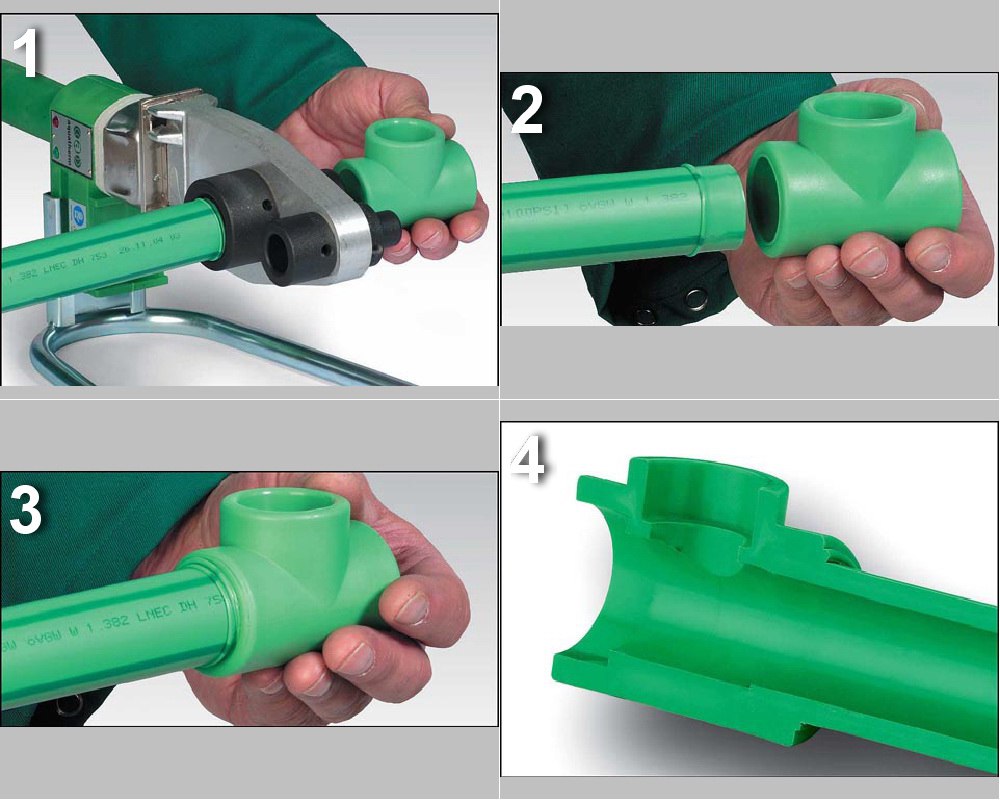
Замена батареи в ванной цена
Обычные батареи сможет заменить каждый мастер с богатым опытом и даже новичок. Но батареи в ванной, новичку в сфере данной работы, наверно не дадутся. Из-за сложности строения батареи в ванной, и маленького количества места сделать это становится труднее. Следственно и возрастает стоимость замены батареи. В различных городах, стоимость колеблется по-разному. В одном городе это может стоить в два раза дешевле, или наоборот – в два раза дороже.
Замена батарей со сваркой и замена батарей без сварки: преимущества и недостатки
Соединение труб сваркой даёт множество преимуществ. Одно из таких – надёжность. Сварка труб отопления крепко соединяет, повышая надёжность конструкции. При скачках давления, аварий и ударов данная конструкция сможет остаться той же. При использовании сварки, трубы и батареи соединяются, и при покраске выглядит это всё лучше. Минусом сварки является высокая площадь нагрева, повышая вероятность возгорания. А пользуясь резьбой вероятность возгорания значительно уменьшается.
Новый инструмент позволяет устанавливать герметичные соединения труб без припоя
A : Я получил несколько похожих вопросов от читателей, которых заинтриговало мое быстрое упоминание этого нового метода создания герметичных соединений между медными трубками подачи воды и медью арматура.
На протяжении десятилетий золотым стандартом изготовления герметичных соединений при установке медных трубок была пайка. Будучи молодым водопроводчиком в 1970-х, это то, чем занимались почти все. Проблема в том, что нужно приложить определенные усилия, чтобы подготовить медь, нагреть ее, расплавить припой и дать ему остыть.Пайка тоже рискованна. Спросите любого опытного пожарного, и он расскажет хотя бы одну историю о пожаре в доме, созданном водопроводчиком или мастером-мастером, который позволил факелу поджечь дом!
Как и во многих других вещах, новые идеи и технологии выходят из-под контроля и меняют ландшафт. Так было около семи лет назад, когда я увидел первый пресс для меди на конференции, организованной крупным производителем электроинструментов. Как старший сантехник с 29 лет, я был в восторге от этого инструмента.
Как старший сантехник с 29 лет, я был в восторге от этого инструмента.
Это называется пресс-инструментом.Самые популярные образцы этого инструмента имеют набор губок от полудюйма до двух дюймов. Возможно, вам удастся найти большие челюсти для медных труб большего размера, но я сомневаюсь, что вам когда-нибудь понадобится такой огромный размер!
Вот ключ к тому, как работает система: фитинги, такие как 90-градусные изгибы, тройники, муфты и клапаны, имеют приподнятый выступ, и эта сформированная часть фитинга удерживает резиновое уплотнительное кольцо.
Медная трубка обрезается с помощью режущего инструмента, который обеспечивает чистый срез без заусенцев.Никогда не используйте ножовку или, если необходимо, подпилите края разреза, чтобы удалить все заусенцы, поскольку они могут порезать уплотнительное кольцо, когда вы вставляете трубку в фитинг.
После того, как вы полностью вставите трубку в фитинг, вы выбираете губку инструмента, которая соответствует размеру трубы, с которой вы работаете. Когда вы открываете челюсти, они возвращаются назад; вы слегка зажимаете выступающий выступ фитинга и затем нажимаете спусковой крючок инструмента. Через три-пять секунд зажимы сжимаются и образуют легкую обжимку как фитинга, так и трубки.
Это сжатие плотно сжимает уплотнительное кольцо вокруг медной трубки, создавая герметичное соединение. Чтобы выполнить ту же операцию, припаивание одного конца фитинга к куску трубки займет не менее двух минут или больше.
Стоимость специальных пресс-фитингов дороже. Во время написания этой колонки я проверил лучший веб-сайт, который я использую для покупки сантехнических принадлежностей, и выяснил, что стоимость полудюймового фитинга под углом 90 градусов составила 39 центов. Пресс-фитинг того же размера стоил 1,83 доллара. Это разница в 1 доллар.44, но подумайте о времени, которое вы сэкономите!
У пресс-фитингов есть еще одно огромное преимущество. Нельзя припаять медную трубу, в которой есть вода. Пар и вода не позволяют трубе достаточно нагреться, чтобы расплавить припой.
Пар и вода не позволяют трубе достаточно нагреться, чтобы расплавить припой.
Вы можете заставить воду вытекать из трубы на полную мощность и перекрыть ее с помощью прессового инструмента! Все, что вам нужно сделать, это купить шаровой кран, в который встроен пресс-фитинг. Вы открываете клапан, чтобы из него хлынула вода, надвигаете клапан на трубу, нажимаете на конец клапана, который находится на трубе, снимаете инструмент и затем закрываете шаровой клапан, чтобы остановить поток воды.Это абсолютная магия, когда вы останавливаетесь и думаете об этом. Сантехники в прошлом отдали бы свои глаза, чтобы иметь возможность работать с капающими трубами!
Вы можете спросить, сколько стоят эти пресс-инструменты. Они дорогие, как и челюсти. Но вот что вы можете сделать. Очень велика вероятность, что их арендует местный пункт проката инструментов. Я знаю магазин сантехники в штате Мэн, который позволит вам взять его бесплатно на один день. Они делают это в качестве бесплатной услуги, поскольку вы покупаете у них материалы и фурнитуру.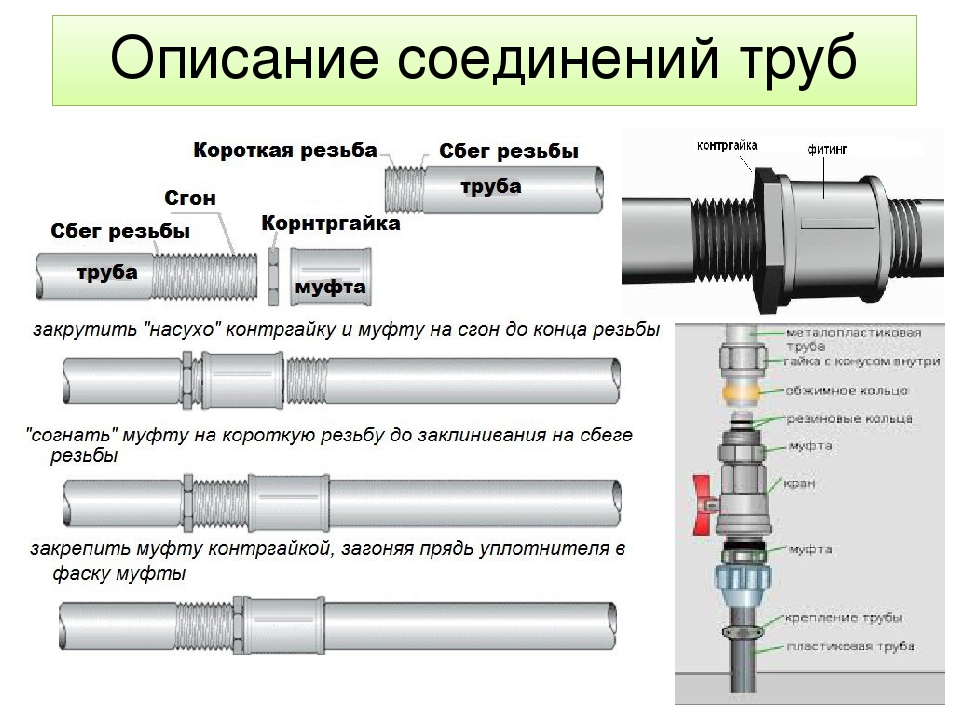
Эти пресс-инструменты позволяют вам как домашнему мастеру установить медные трубки в вашем доме или отремонтировать там, где в противном случае у вас не хватило бы смелости паять. Недавно я использовал пресс-инструмент, чтобы установить все медные трубки, которые соединяют новый высокоэффективный комбинированный котел моей дочери с коллекторами отопления. Этот же котел также является водонагревателем без резервуара, и я использовал пресс-инструмент, чтобы сделать все соединения медных водопроводов. Я сэкономил бесчисленное количество часов и не допустил ни одной утечки. Нажмите, не переживайте!
Ищете соединитель для медной трубы без пайки?
Возможно подключение медной трубы без пайки.Медь нашла применение во многих типах трубопроводных систем, от горячей и холодной питьевой воды до систем противопожарной защиты. Хотя пайка обычно используется для создания соединений в этих системах трубопроводов, этот традиционный подход оставляет некоторые проблемы для установщиков, пытающихся оптимизировать эффективность. Медленная скорость процесса установки, тяжелая работа, связанная с ней, и использование расходных материалов — лишь некоторые из постоянных болевых точек.
Медленная скорость процесса установки, тяжелая работа, связанная с ней, и использование расходных материалов — лишь некоторые из постоянных болевых точек.
Хорошая новость заключается в том, что пайка — не единственный доступный метод соединения медных труб.Используя несколько различных примеров (и выделив их плюсы и минусы), мы объясним, как подключить медную трубу без пайки.
1. Разъемы с компрессионной посадкой
В соединениях с обжимной посадкой фитинги оснащены внешней гайкой и внутренним кольцом, называемым обжимным кольцом, которое обычно изготавливается из латуни или бронзы. Когда внешняя гайка затягивается гаечным ключом (с другим гаечным ключом, удерживающим фитинг на месте), сила от затяжки гайки заставляет манжету прижиматься к трубе и создавать водонепроницаемое соединение.
Хотя компрессионные соединители избавляют от хлопот, связанных с разрешениями на горячие работы и пожарными, этот метод также требует некоторой степени догадок в отношении затяжки вручную. Вместо того, чтобы скручивать сустав, есть тенденция сжимать его на собственном опыте. Излишнее затягивание гайки приведет к растрескиванию стяжной гайки и поломке. С другой стороны, недостаточно затянутая гайка может протекать.
Вместо того, чтобы скручивать сустав, есть тенденция сжимать его на собственном опыте. Излишнее затягивание гайки приведет к растрескиванию стяжной гайки и поломке. С другой стороны, недостаточно затянутая гайка может протекать.
Более того, даже когда сделаны надлежащие компрессионные соединения, они немного слабее, чем их паяные аналоги, и не такие гибкие.Если по какой-либо причине труба не входит прямо в фитинг, это создаст путь утечки и, таким образом, вызовет утечки в будущем.
2. Разъемы Push Fit
В соединениях с плотной посадкой трубные фитинги содержат ряд металлических зазубрин и уплотнительное кольцо из неопреновой резины. Каждый фитинг надевается на трубу до упора, при этом резиновое уплотнительное кольцо вокруг трубы плотно захватывает трубу, обеспечивая водонепроницаемое соединение.
Подобно компрессионным соединителям, соединители с плотной посадкой исключают использование горелок и пламени, которые могут создать риски для безопасности и затруднить выполнение проектов. Они также не требуют никаких инструментов для установки, и трубы не должны быть полностью сухими для выполнения соединений.
Они также не требуют никаких инструментов для установки, и трубы не должны быть полностью сухими для выполнения соединений.
Однако могут возникнуть проблемы с безопасностью этих подключений. Всего несколько лет назад журнал «Отопление, вентиляция и сантехника» (HVP), ведущее издание для монтажников сантехники и систем отопления, опубликовал статью о росте требований к воде из-за того, что трубы с плотной посадкой разделяются под давлением, вызывая утечки. Такое повреждение водой может быть связано с любым количеством незначительных ошибок в процессе установки, будь то одиночное неплотное соединение между трубой и фитингом или слишком много раз снятие и повторная установка фитинга, что приводит к ослаблению уплотнительного кольца.
Как и их аналоги с обжимной посадкой, разъемы с плотной посадкой также подвержены утечкам, когда труба не входит прямо в фитинг. По этой причине ни один из них не может соответствовать требованиям изгиба, которые необходимы для некоторых приложений, таких как пожарные спринклеры.
3. Разъемы с запрессовкой
В прессовых соединениях используется запрессовочный инструмент с батарейным питанием для соединения фитингов с трубами. Одним нажатием кнопки инструмент фиксирует фитинг на трубе и обеспечивает постоянное герметичное соединение.
Соединители с прессовой посадкойобладают многими из тех же преимуществ, что и соединители с плотной посадкой. Для их установки не требуется тепла или пламени, а также предотвращается отключение оборудования, поскольку монтажные работы могут выполняться даже в том случае, если трубопроводные системы не полностью высохли. Не говоря уже о том, что фактические соединения выполняются за считанные секунды — гораздо более быстрое время выполнения работ по сравнению с пайкой.
Что особенно уникально в соединителях с прессовой посадкой, так это их способность сочетать надежность скорости и .В то время как другие методы соединения оставляют место для догадок, пресс-фитинги каждый раз создают прочное и надежное соединение, снижая вероятность дорогостоящих утечек и других проблем в будущем.
используются самые современные технологии, позволяющие определить, присутствуют ли неопрессованные соединения в трубопроводных системах. Один из способов идентифицировать несжатые соединения — использовать технологию Viega Smart Connect®. Эта функция, встроенная непосредственно в фитинги ProPress, постоянно предупреждает установщиков о соединениях без давления, позволяя воде или воздуху проходить через уплотнительный элемент во время испытаний системы под давлением.
Готовы узнать больше о преимуществах использования прессовой технологии для соединения медных труб? Загрузите бесплатную копию нашей электронной книги Как Viega ProPress помогает вам расти и добиваться успеха на рынке .
Ремонт медных труб своими руками без пайки [Видео] — Калькулятор затрат на ремонт
В этом руководстве мы объясним, как исправить замерзшие / потрескавшиеся медные трубы (или трубки PEX) менее чем за 1 час и сэкономить не менее 200 долларов.
Общий бюджет на этот ремонт составляет всего 40-50 долларов (включая инструменты).
Зима приближается, и во многих штатах она уже наступила (в Буффало, штат Нью-Йорк, и других частях Среднего Запада в ноябре выпало более 6 футов снега). Это означает замерзание труб, отсутствие печного топлива и необходимость перезапуска (промывки) котла, ремонта труб с трещинами и утечек.
Несмотря на то, что работать без отопления и ремонтировать водопроводное и отопительное оборудование совсем не весело, это ОЧЕНЬ дорого.Одно посещение сантехника может стоить вам 200-300 долларов в одиночку, без запчастей и большого количества ремонта. И это с учетом того, что вы действительно можете пригласить сантехника к вам домой. Сейчас у них самый лучший сезон, а это значит, что сантехники очень заняты и повышают ставки. И вдобавок ко всему этому, весьма вероятно, что даже если к вам придет aplub = mber, качество работы может быть ниже среднего, и вы даже не узнаете, что они сделали плохую работу, а там нет гарантии.
Звучит очень мрачно, но не бойтесь! Мы разобрались с этими проблемами и поделимся с вами секретами того, как вы можете выполнять большую часть работы самостоятельно и за очень небольшие деньги! Итак, приступим.
Крепление замерзших труб (медных или полиэтиленовых труб)
Существует простой, недорогой и БЕЗОПАСНЫЙ способ самостоятельно отремонтировать треснувшие / замерзшие трубы, в большинстве случаев менее чем за 50 долларов, и он не требует пайки (если вы не хотите паять). Решением является использование латунных нажимных фитингов, которые могут подключаться как к МЕДИ, так и к PEX, и не требуют пайки, а установка всего занимает всего несколько минут.
Но сначала позвольте мне объяснить, как я дошел до того, что починил водопровод.
В 2010 году у нас закончился мазут, находясь за границей, а когда мы вернулись, мы обнаружили замерзшие / треснувшие трубы, а также воду на первом этаже и в подвале. К счастью, протекание протекало всего 1 день (несколько дней была очень холодная погода, а за день до нашего возвращения стало теплее).
Мы вызвали сантехника, который отремонтировал замерзшие трубы, спустил воздух из водяного контура и перезапустил систему отопления. Стоимость составила 650 долларов, и страховая компания заплатила больше всего (включая поврежденный паркетный пол).
Однако после «ремонта» система отопления стала очень неэффективной. Тогда я не знал, в чем проблема, но позже выяснил, что не весь воздух был выпущен из труб, поэтому сантехник плохо справился с работой и снял полную сумму за работу. Это стоило нам (по моей оценке) дополнительных затрат на отопление в размере 500 долларов США.
Как я узнал о проблеме? Что ж — у нас была еще одна заморозка трубы 🙁 и на этот раз я решил сделать это сам.
Итак, первым шагом было перекрыть воду и починить замерзшие трубы отопления.Но поскольку наша система представляет собой гибрид МЕДИ (радиаторы) и трубок из полиэтилена PEX, и я обнаружил несколько треснувших материалов PEX, мне нужно было найти решение, чтобы исправить и то, и другое. Я удаленно знаю, что для PEX требуются специальные инструменты для обжима, которые стоят более 89 долларов за набор, и я не хотел их использовать для одноразового ремонта. Поэтому, проведя 2 часа в местном магазине Lowe’s, осмотревшись и задавая вопросы, я нашел идеальное решение — латунные нажимные фитинги, которые также производятся в Великобритании, что для меня является признаком качества.
Я удаленно знаю, что для PEX требуются специальные инструменты для обжима, которые стоят более 89 долларов за набор, и я не хотел их использовать для одноразового ремонта. Поэтому, проведя 2 часа в местном магазине Lowe’s, осмотревшись и задавая вопросы, я нашел идеальное решение — латунные нажимные фитинги, которые также производятся в Великобритании, что для меня является признаком качества.
Вот как отремонтировать трубки из замерзшей меди и PEX:
ПРИМЕЧАНИЕ — в видео я называю нажимные фитинги «самозажимным коленом» и «муфтой».
Итак, у меня были следующие проблемы:
1) Моя трубка PEX выступала из пола всего на 4-5 дюймов, так что мне было не с чем работать. Я не мог его согнуть, так как не хватало длины.
2) В исходной настройке PEX был изогнут, что создавало нагрузку на трубку, что облегчало растрескивание PEX при замораживании.
3) Мне пришлось подключить полиэтиленовый пластик к медным трубам и убедиться, что они не протекают.
4) Я не мог паять, так как это расплавит трубку PEX.
Как отремонтировать замерзшие трубы с помощью нажимных фитингов
A) Соедините МЕДЬ с МЕДью:
Обрежьте трубу, удалив пузырек из трещин (при необходимости снимите ребра радиатора, чтобы открыть больше трубы). Очистите концы проволочной втулкой / щеткой для труб и удалите пыль. Вам понадобится около 3/4 дюйма трубы, открытой с каждого конца, для вставки в нажимной фитинг.
Когда трубы готовы, вставьте один конец трубы в фитинг как можно глубже.Затем вставьте другой конец как можно глубже. Вот и все! Теперь ваши трубы отремонтированы и не имеют утечек (при условии, что вы все сделали правильно).
B) Соедините PEX с PEX или PEX с медной трубой:
При вставке трубки PEX в нажимной фитинг необходимо использовать небольшой пластиковый адаптер (вставку), входящий в комплект поставки. Это укрепит конец вашего нажимного фитинга и гарантирует, что он не треснет внутри фитинга. Это очень важный шаг.
Чтобы вставить PEX в нажимной фитинг, обрежьте конец PEX заподлицо острым универсальным ножом (это очень легко сделать.Убедитесь, что это прямой разрез и что PEX не поврежден. Вставьте прилагаемую пластиковую деталь в PEX и вставьте PEX в Push Fitting как можно глубже. Обычно он должен составлять 3/4 дюйма.
На противоположный конец нажимного фитинга вставьте медь или PEX, следуя приведенным выше инструкциям. Вот и все — ваш ремонт закончен, и ваши трубы не должны протекать.
Стоимость:
Я купил все свои запчасти в Lowe’s, так что я предоставлю их ссылки. Кроме того, я пошел в Home Depot, но их толкатели НЕ указывают, где они были сделаны, поэтому я предполагаю, что Китай, в то время как Blue Hawk, который я использовал, произведены в Великобритании.
1 Латунный нажимной фитинг Blue Hawk $ 7,95
Резак для медных труб Kobalt от 1/8 дюйма до 1-1 / 8 дюйма — 10,98 $
Щетка для медных труб $ 9,98
Вам, вероятно, понадобится 2 или 3 штуцера разных размеров, но даже с учетом налога с продаж перечисленные выше инструменты и детали стоят МЕНЬШЕ 50 долларов США.
Дополнительные примечания
В большинстве случаев, если ваши трубы отопления замерзают, повреждение обычно происходит в трубе радиатора, поэтому вам следует в первую очередь поискать это место. Причина этого в том, что производители радиаторов для плинтусов используют тонкостенные медные трубы (намного тоньше, чем обычные медные трубки 1/2 дюйма или 3/4 дюйма, продаваемые в Lowe’s, Home Depot или Plumbing), поэтому даже небольшое напряжение вызывает трещины.
Это действительно хорошо для вас, поскольку позволяет легко и недорого найти утечку и произвести ремонт. Обычно радиатор плинтуса можно спасти, заменив лишь небольшой участок трубы.
Если вам нужно обнажить несколько дюймов трубы, просто отрежьте алюминиевые ребра ножницами по металлу.
ДАЛЕЕ: Вы все еще не закончили, так как теперь вам нужно наполнить трубы водой и спустить воздух.
Вскоре мы опубликуем руководство о том, как доливать воду и удалять воздух в большинстве бойлеров с принудительной подачей воды.Будьте на связи.
Вас может заинтересовать:
Home Depot / Lowe’s Price Matching
Установка крана для душа с помощью Push-фитингов своими руками (видео)
Как подключить трубу из ПВХ к медной трубе без сварки
Введение:
Вы беспокоитесь о знании; как подсоединить трубу ПВХ к медной трубе без сварки . Обсудив с профессионалами и проведя исследование за пару дней, мы предоставим вам полезную информацию о: как без сварки подсоединить трубу ПВХ к медной трубе.
Причина отказа от процесса сварки заключается в том, что люди, которые сейчас занимаются сваркой, являются опасным занятием для жизни.
Медь — нержавеющий и пластичный элемент. В настоящее время использование медных труб более предпочтительно в различных трубопроводах водоснабжения и электроснабжения.
Медь предпочтительнее из-за ее ценных свойств и химической природы. Медь, как и алюминий, не содержит ржавчины. Медь состоит из пластика, что означает, что она обладает достаточной эластичностью, что предотвращает растрескивание меди во время ее модификации и формования.
Строительные подрядчики посоветовали использовать трубопроводы из меди и ПВХ для циркуляции воды в зданиях. Эти трубы долговечны и надежны в отношении ржавчины, которая является повсеместной проблемой.
Напротив, обычные железные трубы имеют проблему ржавчины, что приводит к критическим спорам в здании. Продолжайте с нами, и мы предоставим разумную информацию об использовании альтернативного варианта и его ремонте. Ниже мы обсуждаем основную тему, связанную с соединением трубы ПВХ с медной трубой без сварки.
- Соединение с помощью клея
Для соединения труб из различных материалов вместе традиционным методом, используемым профессионалами, является метод клеевого соединения. На рынке вы нашли широкий ассортимент клеящих материалов, дающих постоянные результаты.
На рынке вы нашли широкий ассортимент клеящих материалов, дающих постоянные результаты.
Некоторые компании стараются предоставить лучший соединительный материал. Что касается алюминия, на рынке доступна алюминиевая эпоксидная смола; Точно так же на рынке для соединения меди присутствует особый материал.
Приобретите рекомендованный медный соединительный материал, форма обеих соединяющихся рук обеих труб.
Теперь поместите медный материал на концы трубы из ПВХ и медной трубы, соедините их вместе. Сделайте поворот и удерживайте 30 секунд. До нанесения клея частично высохнет. Прочность такого соединения напрямую зависит от клеевого материала.
- Метод установки припоя
Другой стандартный метод — метод установки припоя.В этом методе рабочий фиксировал оба конца медных и ПВХ труб без сварки.
Следующая процедура заключается в установке конца медной трубы на внутреннюю резьбу и установку другой трубы из ПВХ и наружной резьбы припоя.
После этого нанести немного средства для склеивания пластиковых труб и затянуть.
Метод нагрева удобен и считается широко применяемым методом. В этом процессе труба из ПВХ нагревается и соединяется с медным трубопроводом. Как известно, трубы ПВХ состоят из пластика или резины.Когда он нагревается, он становится мягким после нагрева, когда ПВХ-труба становится мягкой. Когда он нагревается, медная труба вставляется в трубы ПВХ. И оставьте их остывать. Поверх общего места покрывают штукатуркой Paris, чтобы соединение было достаточно прочным. Вероятность риска для выполнения этого процесса минимальна из-за простой иерархии.
Вывод В редких случаях людям необходимо соединить медную трубу с трубой из ПВХ. Очень важно сделать соединение между медной трубой и трубой из ПВХ без сварки.Люди избегают сварочного процесса, потому что это опасно и дорого. Если вам интересно; как без сварки подсоединить трубу ПВХ к медной трубе. Эта статья позволяет легко исправить оба трубопровода без сварки.
Жала паяльника | | Теплый пол своими руками
Хорошо прочистить трубу и фитинги
Любой сантехник скажет вам, что чистка — это ключ к созданию прочных, герметичных соединений при пайке медных труб.Медь окисляется. Со временем блестящий медный блеск заменяется тускло-коричневым налетом окисления. Удаление этого покрытия необходимо для создания идеального соединения с водопроводом. Сантехническая наждачная ткань, стальная вата, наждачная бумага, наждачная бумага и пескоструйная обработка — все это методы, используемые для удаления коричневого слоя окисления и восстановления блестящего, легко поддающегося пайке блеска меди.
Как внешняя часть трубы, так и внутренняя часть фитинга должны быть тщательно очищены… даже на новых трубах и фитингах.Чем чище труба, тем лучше соединение.
Слегка обработать флюсом обе поверхности для пайки
Затем наносится паяльная паста на внешнюю сторону медной трубы и на внутреннюю часть фитинга, подлежащего пайке. Нет необходимости поливать медь огромными каплями флюса. Легкого ровного покрытия достаточно. Одну-две кисточки для флюса необходимо приобрести вместе с тазом с паяльной пастой. Это не всегда легко, но старайтесь содержать использованную щетку в чистоте, храня ее между использованием в пластиковом пакете.
Нет необходимости поливать медь огромными каплями флюса. Легкого ровного покрытия достаточно. Одну-две кисточки для флюса необходимо приобрести вместе с тазом с паяльной пастой. Это не всегда легко, но старайтесь содержать использованную щетку в чистоте, храня ее между использованием в пластиковом пакете.
Подготовить несколько соединений
Сантехника — это упражнение, позволяющее легко и чисто добраться из точки А в точку Б. Как правило, проще всего подготовить несколько соединений и спаять их за одну операцию. Часто вы можете построить большую часть своей трубопроводной системы и просто позволить холодным соединениям удерживаться вместе, пока вы не будете готовы спаять всю сборку группой. Это дает преимущество в том, что позволяет вам «проверить соответствие» всего вместе, не прибегая к жестко спаянным соединениям, которые может быть сложно отменить.
Заметным исключением из этой процедуры может быть большое количество труб и фитингов, свисающих под ключевой вертикальной трубой. Сдвиговый вес большого сантехнического узла под этим одним непаянным соединением гарантирует некрасивый и раздражающий обрушение меди. Решение состоит в том, чтобы просто припаять соединение или два и решить проблему, обеспечив прочное соединение, чтобы выдержать вес узла ниже.
Сдвиговый вес большого сантехнического узла под этим одним непаянным соединением гарантирует некрасивый и раздражающий обрушение меди. Решение состоит в том, чтобы просто припаять соединение или два и решить проблему, обеспечив прочное соединение, чтобы выдержать вес узла ниже.
Иногда выполняется несколько таких «опорных» соединений, поэтому большая часть конфигурации водопровода может быть соединена «всухую».
Применение тепла
Когда вы выполняете «сухую установку» нескольких соединений и ваши очищенные и залитые флюсом фитинги готовы к пайке, помните об одном важном факте, а именно: припой течет навстречу теплу . Припой даже потечет в гору.
Стык между фитингом и трубой (то есть место, где припой в конечном итоге попадет в фитинг) НЕ находится там, где вы хотите направить пламя горелки. Вы хотите, чтобы припой тек в фитинг и вокруг него, поэтому нагрейте его по направлению к корпусу фитинга и наклоните припой, чтобы он следовал за ним.
Например, при пайке медного колена резак должен быть направлен ближе к изгибу колена, а не к краю фитинга. Если вы не находитесь в ограниченном пространстве, попробуйте немного переместить горелку вокруг светильника, чтобы добиться максимального равномерного нагрева. В то же время осторожно прикоснитесь припоем к стыку, который вы будете паять. Сначала соединение будет слишком холодным, чтобы расплавить припой. Продолжайте проверять его каждые несколько секунд, пока фитинг не станет достаточно горячим, чтобы довести припой до точки плавления.Вы хотите, чтобы припой плавился от горячего фитинга, а не от пламени горелки. На самом деле НИКОГДА не используйте горелку для плавления припоя. Когда сам фитинг станет достаточно горячим, чтобы расплавить припой, вы можете снова включить горелку и позволить припою проникнуть в соединение.
Горячий фитинг плавит припой, а не пламя горелки
Старайтесь не перегревать фитинг. Это только приведет к выгоранию флюса и затруднит получение хорошего плотного шва.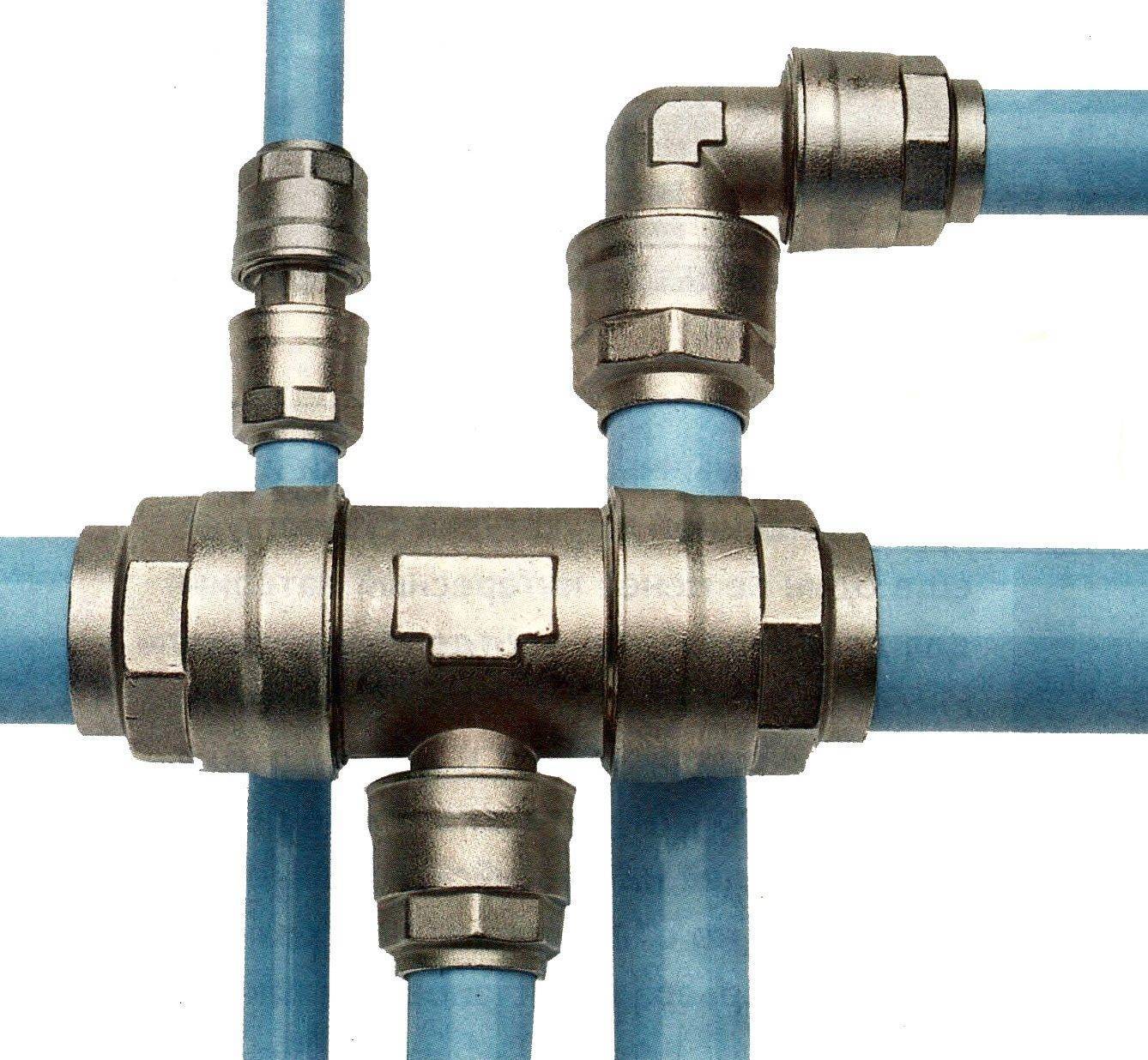
Нет необходимости подавать столько припоя, чтобы он капал через нижнюю часть фитинга.Хорошее практическое правило: используйте припой, равный размеру фитинга, который вы паяете. Другими словами, если вы паяете фитинг диаметром ¾ дюйма, используйте припой на три четверти дюйма. Для фитинга диаметром 1 ½ дюйма потребуется кусок припоя длиной 1 ½ дюйма, чтобы заполнить соединение.
Как правило, рекомендуется дать фитингу или другим элементам остыть естественным путем. Следует избегать опрыскивания или обливания водой.
Кроме того, при пайке в ограниченном пространстве, например, в балочных полостях и стенах с гвоздями, всегда учитывайте мощность пропановой горелки.Защитите любые легковоспламеняющиеся поверхности, прикрыв их от огня куском листового металла. Помните, язычок паяльной горелки может выходить далеко за пределы паяемого фитинга. Для хорошей техники пайки требуется нечто большее, чем просто хорошее соединение без утечек. Будьте бдительны, организованы и всегда носите защитные очки.
При предварительном нагреве перед сваркой, как правильно выбрать оборудование
Опции для индукционного нагрева
Когда сварочные работы требуют предварительного нагрева, выбор правильного решения может сэкономить деньги, повысить безопасность и производительность.Выбор нужного вам типа процесса нагрева — это первый шаг; Следующим шагом является выбор нагревательных инструментов, совместимых с вашими приложениями.
Технология индукционного нагрева предлагает значительные преимущества в отношении эффективности, стабильности и безопасности по сравнению с методами нагрева открытым пламенем или сопротивлением. В прошлом кабели с жидкостным охлаждением, требующие охлаждения и изоляции, были наиболее широко доступным вариантом гибких нагревательных кабелей для труб, плоских пластин или деталей необычной формы.
Кабели с воздушным охлаждением, новый инструмент для индукционного нагрева, обеспечивают такую же гибкость, что и кабели с жидкостным охлаждением, без необходимости использования охладителя или кабельных соединений с жидкостным охлаждением. Это может сэкономить время и устранить некоторые затраты на предварительный нагрев.
Это может сэкономить время и устранить некоторые затраты на предварительный нагрев.
Для чего используется индукционный нагрев?
Индукционный нагрев обеспечивает множество хорошо задокументированных преимуществ для предварительного нагрева как в цехах, так и в полевых условиях. Это процесс, управляемый источником энергии, который быстро нагревает деталь и удерживает ее там. Он предлагает преимущества в отношении безопасности, качества и эффективности, которых нет в методах нагрева открытым пламенем и сопротивлении.
Системы индукционного нагрева быстро нагревают черные металлы, такие как легированная сталь, углеродистая сталь, чугун и кованое железо, путем наведения тока в деталь.Индукция не полагается на нагревательный элемент или пламя для передачи тепла. Вместо этого через нагревательное устройство проходит переменный ток, создавая вокруг него переменное магнитное поле. Когда магнитное поле проходит через заготовку, оно создает в ней вихревые токи. Сопротивление металла борется с потоком вихревых токов, выделяя тепло в детали. Деталь становится собственным нагревательным элементом, нагреваясь изнутри, что делает индукцию очень эффективной, поскольку в процессе теряется мало тепла.Приложения, для нагрева которых обычно требуются часы, могут быть выполнены за считанные минуты при использовании индукционного нагрева.
Деталь становится собственным нагревательным элементом, нагреваясь изнутри, что делает индукцию очень эффективной, поскольку в процессе теряется мало тепла.Приложения, для нагрева которых обычно требуются часы, могут быть выполнены за считанные минуты при использовании индукционного нагрева.
При использовании нагрева открытым пламенем температура обычно контролируется вручную с помощью температурных мелков, которые измеряют температуру с шагом 25 градусов. Для сравнения, индукционные системы используют обратную связь от термопар для точных показаний температуры и равномерного контроля температуры.
Новый инструмент для индукционного нагрева
В большинстве случаев предварительного нагрева при сварке, которые выполняются с использованием одеял с воздушным охлаждением или кабелей с жидкостным охлаждением, можно использовать кабели с воздушным охлаждением от Miller Electric Mfg.ООО. Кабели с воздушным охлаждением устраняют необходимость в жидкостном охлаждении, но при этом являются гибким и эффективным решением для предварительного нагрева при сварке.
Предварительный нагрев часто выполняется на углеродистой стали, нагретой до 400 градусов по Фаренгейту (204 градуса по Цельсию). Кабели с воздушным охлаждением, используемые с индукционным источником питания ProHeat ™ 35, рассчитаны на температуру до 400 градусов по Фаренгейту в зонах нагрева вокруг сварного шва, и их можно использовать с трубами диаметром от 3/4 дюйма и более. Кабели рассчитаны на максимальный ток 250 ампер и 200 ампер в непрерывном режиме.
Кроме того, гибкие кабели могут быть изогнуты или сформированы таким образом, чтобы они наилучшим образом соответствовали свариваемой трубе, плоской пластине или детали, поэтому они могут удовлетворить многие потребности в предварительном нагреве.
Охладитель не требуется
Хотя кабели с жидкостным охлаждением для индукционного нагрева просты в установке и обеспечивают гибкость для предварительного нагрева, они могут не подходить для каждой операции из-за потенциальных рисков, связанных с замерзанием кабеля или проливанием охлаждающей жидкости на строительной площадке.
Гликолевый раствор в охлаждающей жидкости действительно предотвращает замерзание при температурах до минус 10 градусов по Фаренгейту (минус 23 градуса по Цельсию), но проблема возникает при предварительном нагреве в очень холодных условиях, например, на стройплощадках трубопроводов на Аляске, в России или Канаде.Кабели с жидкостным охлаждением должны храниться в нагретой среде выше этих температур, чтобы предотвратить замерзание, что увеличивает время и добавляет дополнительный шаг к процессу. В кабелях с воздушным охлаждением отсутствие охлаждающей жидкости означает отсутствие риска замерзания.
Так как кабели с воздушным охлаждением не требуют подключения к охладителю или охлаждающей жидкости, они обеспечивают те же преимущества в отношении гибкости и простоты настройки, не беспокоясь о потере или повреждении соединительных шлангов, повреждении разъемов охлаждающей жидкости на нагревательных кабелях или проливании охлаждающей жидкости на детали или внутрь. рабочая среда.
Кроме того, операции экономят деньги, поскольку устраняют необходимость покупать кулер и техническое обслуживание устройства. Это также снижает вес системы индукционного нагрева.
В некоторых случаях дополнительная изоляция не требуется.
При использовании кабелей с жидкостным охлаждением рекомендуется использовать дополнительную изоляцию при предварительном нагреве материала выше 200 градусов по Фаренгейту (93 градусов Цельсия). Это предотвратит перегрев охлаждающей жидкости в случае отключения подачи охлаждающей жидкости при нахождении на горячей заготовке.
Кабели с воздушным охлаждением разработаны из материалов, которые могут выдерживать более высокие температуры без охлаждающей жидкости, поэтому их можно наносить непосредственно на материал, нагреваемый до 302 градусов по Фаренгейту (150 градусов по Цельсию). Кабели с воздушным охлаждением можно использовать для нагрева до 400 градусов по Фаренгейту с изоляцией предварительного нагрева 1/2 дюйма, а с жидкостным охлаждением — до 1400 градусов при надлежащей изоляции.
Как припаять водонагреватель
Когда вы устанавливаете новый водонагреватель , проще всего выполнить работу, не требующую пайки.Обычно вы можете подключить водонагреватель к пластиковой трубе с помощью гибких соединений (длина не менее 18 дюймов предотвратит перегрев пластиковых труб). В тех случаях, когда вам нужно знать, как припаять соединение водонагревателя, вот учебное пособие, которое поможет вам понять процесс.
Что нужно знать
При использовании оцинкованных ниппелей для подключения нагревателя к меди или латуни требуется диэлектрический переходник для предотвращения гальванической коррозии , которая представляет собой коррозионную реакцию, возникающую в результате кислотного электролиза.Эта коррозия приводит к слабым и неисправным соединениям. Более простым решением было бы нарезать «водяной изгиб» к ниппелям, идущим от входа и выхода водонагревателя. Эти гибкие линии питания созданы для изоляции коррозионной реакции, устраняя необходимость в диэлектрическом соединении. Другой конец может входить либо в другое резьбовое соединение, либо под пайку, в зависимости от вашего применения.
Другой конец может входить либо в другое резьбовое соединение, либо под пайку, в зависимости от вашего применения.
требует некоторой практики, но соблюдение нескольких простых правил поможет сделать сварной шов герметичным.
- Очистите соединения и трубу внутри и снаружи (попробуйте наждачную бумагу и проволочные щетки).
- Используйте флюс как на внутренней стороне фитинга, так и на внешней стороне трубы.
- Не поворачивайте резак на слишком высоко.
- Нагревайте фитинг, а не трубу. Это действие будет «втягивать» припой в штуцер (смотреть довольно круто).
- Имейте под рукой шприц из бутылки с водой.
Пайка трубок водонагревателя в 8 ступеней
Теперь, когда у вас есть чистая труба и фитинг, можно приступать к работе:
- Нанесите красивый слой флюса на обе части и сдвиньте вместе.
- Разверните примерно 12 дюймов припоя из рулона и согните конец, чтобы сформировать форму крючка, оставив примерно 10 дюймов между вами и концом.

- Включите фонарь, будьте осторожны с окружающим, настройте фонарик на средний поток. Поскольку пайка лучше всего работает с постоянным нагревом, область за вашей арматурой может стать достаточно горячей, чтобы обжечься. Если вы паяете рядом с горючими материалами, используйте тепловую ткань позади фитинга, чтобы предотвратить возгорание.
- Направляйте пламя на фитинг со стороны соединения, пока около 1/4 длины пламени не попадет на фитинг.
- Поместите конец припоя, который вы ранее согнули, на тыльную сторону трубы прямо там, где соединяются фитинг и труба.
- Как только фитинг станет достаточно горячим, конец припоя станет жидким и втянется в фитинг. Как только это произойдет, наденьте конец припоя на трубу.
- Сбрызните его водой (когда закончите), чтобы быстро остыть, и выключите фонарик.
- После того, как все ваши фитинги будут припаяны, включите воду и проверьте, нет ли утечек. Если утечки очевидны, повторите шаги 4-9
Примечание: труба с водой внутри не нагревается достаточно для пайки.