Простой вариант врезки трубы в трубу + шаблон.
врезка трубы в трубу + простой вариант шаблона!
врезка, сварка, врезка труб видео, врезка труб, труба, сварщик, трубы, welding, редактор youtube, врезка под давлением, сверление труб, как врезать трубу под 45 градусов, присоединение трубы к пластине, врезка трубы из тонколистовой стали в плоскость, как варить трубы, как сварить врезку, водоснабжение, приколы, как врезать разные диаметры труб, врезка разных диаметров, сварка труб, врезка в трубу, как варить, отверстие в трубе, монтаж, инверторы фубаг, врезка труба в трубу, канализация, сваркатрубы, сварнойтв, сантехник, видео врезки труб, питере, системы пожаротушения, как приварить резьбу, пожаротушение тонкораспылённой водой, приспособление для врезок в трубы., трубопровод, траншея, отопление, сантехника, вода, иркутск, сделать врезку под давлением в москве, биметаллическая коронка, хитрые идеи для мастеров, водопровод, как просверлить отверстие, разводка воды, как вырезать отверстие, тонкораспыленная вода, купить врезку в трубу, life, резка металла, сделать врезку в новосибирске, слесаря, косяки, красноярск, экстрим, врезки в большие диаметры труб, приспособление для врезок под трубы диаметром от 20 до 108 мм, приспособление для врезок с разными зажимами, notcher for tube drilling with chain calmp, цепной зажим для труб, сверление труб коронками, электросварка, каксоединитьтрубуподдевяностоградусов, сваркадляновичков, notcher for tube drilling with different clamp, overview of notchers for tube drilling, владивостоке, купить врезку под давлением в москве, купить врезку под давлением, купить фрезу для врезки в трубу, сварк, врезка 45 градусов, нотчер сантехнический, как сделать врезку под 45 градусов, врезка разных труб под 45 градусов, #сварнойтв, #сваркатрубы, вип, эля, новая установка дверей, лайвхаки, vip, авария, седло, впезной хомут, врезка в водопровод в асбестовую трубу, ремонт, одесса, отвод под 90 г, #трубаподдевяностогралусов, #какзаваритьтрубу, развлечения, вип тв, юмор, vip tv odessa, vip tv, седло врезное, как установить трубу в септик, hawle, плассон, plasson, врезка в полиэтиленовую трубу под давлением, фриален, пластиталия, врезаться в трубу, протва, hurner, спаять трубы, пайка труб, как врезаться под давлением, врезка в плоскость, врезка в воду под давлением, fusion, сварка пэ труб, как сварить трубу, сварка труб в красногорске, монтаж пластиковых труб в москве, водопровод на даче, врезка в трубу без сварки, седелка с головной частью, седелка электросварная, врезка в пнд трубу, georg fischer, переход пэ медь, кран, движения электродом при сварке, полиэтиленовый трубопровод, труба пнд, изделия из жести, присоединение оцинкованной трубы к пластине, пластиковые фитинги, пластиковые трубы, соединение труб, подвод воды, radius, врезка трубы в плоскость, подключить кран, водопровод без сварки, врезка в водопровод под давлением, как я делаю врезку под давл
Как врезать отвод в трубу водопровода под давлением — ВикиСтрой
Это происходит, когда отключение воды в магистральной водопроводной сети невозможно или не разрешено по каким-либо причинам. Давайте же подробно рассмотрим алгоритм работы по врезке отвода в водопровод под давлением.
Давайте же подробно рассмотрим алгоритм работы по врезке отвода в водопровод под давлением.
Когда нужна врезка в водопровод
Врезка необходима в большинстве случаев, связанных с реконструкцией, ремонтом квартиры, переносом или заменой коммуникаций, установкой новых водопотребителей, в случае, когда перекрыть вводной кран невозможно, либо он отсутствует.
Итак, врезка потребуется в таких случаях:
- подключение нового потребителя, к примеру, стиральной или посудомоечной машины;
- покупка и запуск новых сантехнических точек — таких, как душ Шарко, душевая кабина или биде;
- перепланировка жилья с изменением мест размещения моек, ванн, переносом кранов, объединением или разделением санузлов — ванных и туалетных комнат;
- замена трубопроводов в случае их износа или в целях модернизации сети.
Что потребуется для врезки в металлический водопровод
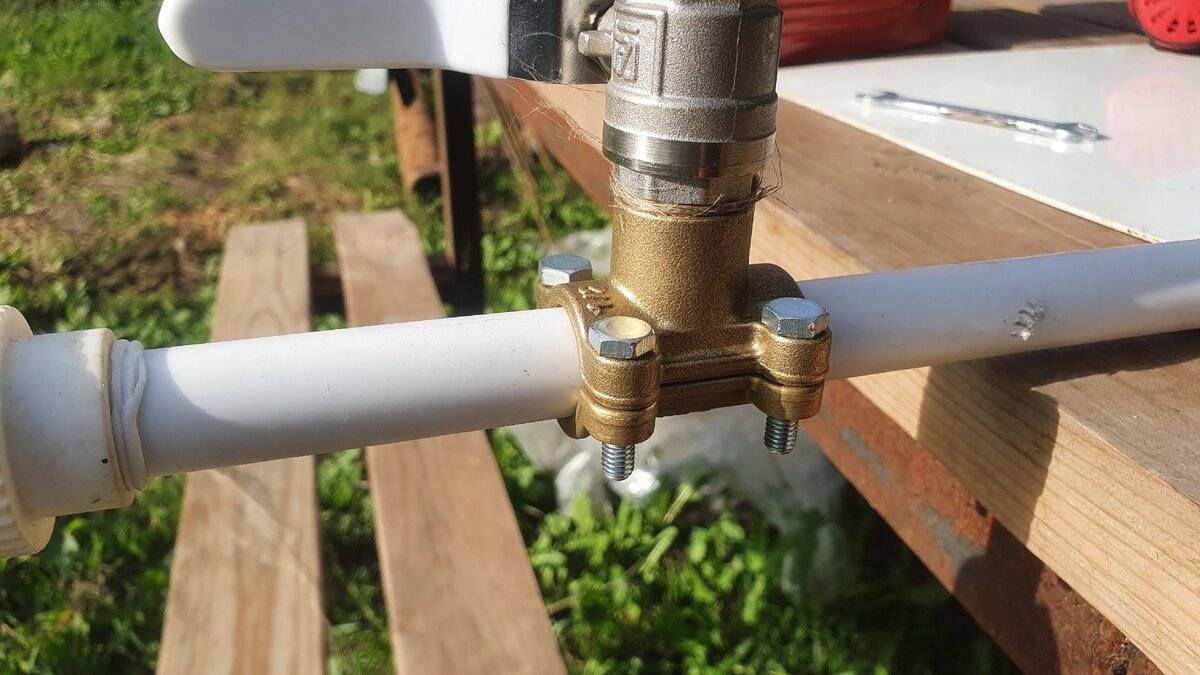
Для того чтобы врезать отвод в металлический (стальной, чугунный) внутренний водопровод, потребуется такое приспособление, как седельный хомут со сверлом. Хомут разборный — его части для закрепления на участке трубы фиксируются при помощи болтов. В зависимости от модификации седелки, хомут может продаваться в сборе с трещоткой, блокировочными болтами и промывочным краном.
Хомут разборный — его части для закрепления на участке трубы фиксируются при помощи болтов. В зависимости от модификации седелки, хомут может продаваться в сборе с трещоткой, блокировочными болтами и промывочным краном.
Данные блоки присоединяются к хомуту с использованием уплотнительных прокладок из резины. Кроме того, уплотнители толщиной до 12 миллиметров используются в местах прилегания хомута к поверхности трубы. В случае необходимости резина приклеивается непосредственно к прижимному устройству, что даст возможность контролировать точное положение прокладки во время монтажа седельного хомута.
Совет по выбору хомута: при покупке приспособления изучите состояние сварного шва в месте присоединения штуцера. Некачественный шов может привести к образованию свища.
Некоторые мастера-профессионалы и вовсе советуют выбирать не сварной, а клёпаный хомут. Кроме того, постарайтесь подобрать хомут соответствующего диаметра, в противном случае придётся подкладывать толстый слой уплотнителей.
Порядок работы с металлическими трубами
Для того чтобы врезаться в водопровод из металла под давлением, нужно провести несколько этапов работ — подготовку рабочей зоны, монтаж хомута, сверление трубы и установку шарового крана.
Разберём эти этапы детально:
Помните: состояние старых труб может быть неудовлетворительным или вовсе аварийным. При невозможности замены таких труб не переусердствуйте при их очистке во избежание повреждения водопровода.

Внимание! В целях обеспечения безопасности нужно использовать ручную либо аккумуляторную дрель.
По готовности отверстия монтируем шаровый кран. Впрочем, гораздо проще приобрести хомут с вкрученным краном, через полость которого и производится сверление. Вентиль крана перекрывается после того, как в месте сверления начинает проступать вода.
После этого нужно проверить плотность посадки зажима — нет ли течи в районе размещения прокладок. В случае обнаружения утечки следует подтянуть болты. Если же седло сухое, то всё сделано правильно. На завершающем этапе работы открываем кран, доделываем отверстие с помощью молотка и пробойника такого же диаметра, как и сверло, после чего закрываем кран.
Другой случай: пластиковый водопровод
Если требуется врезаться не в металлический, а в пластиковый водопровод, в этом случае следует использовать хомут специального типа. Такое приспособление оснащено электросварочным блоком с нагревательной спиралью, устройством для просверливания трубы (фрезой) и вентилем.
На седле хомута производителем наносится информация относительно ограничений при работе с хомутом, а именно точное время сварки, а также продолжительность охлаждения. Срок службы такого хомута составляет порядка 50 лет.
Порядок врезки в пластиковую водопроводную трубу следующий:

Очевидно, что для выполнения перечисленных работ потребуются хотя бы минимальные знания сантехнического дела. Тем не менее, внимательное изучение советов мастеров и инструкций компаний-производителей приспособлений для врезки в водопроводную трубу под давлением позволит без особого труда и достаточно качественно выполнить эту работу даже неспециалисту.
рмнт.ру
резка металла — Как отрезать трубу под прямым углом с помощью угловой шлифовальной машины
спросил
Изменено 3 года, 3 месяца назад
Просмотрено 11 тысяч раз
Я пытаюсь построить простую скамейку из дерева и стали в качестве каркаса. Каркас изготовлен из стальной трубы квадратного сечения (25 мм, толщина стенки 1,5 мм), которую необходимо обрезать по длине.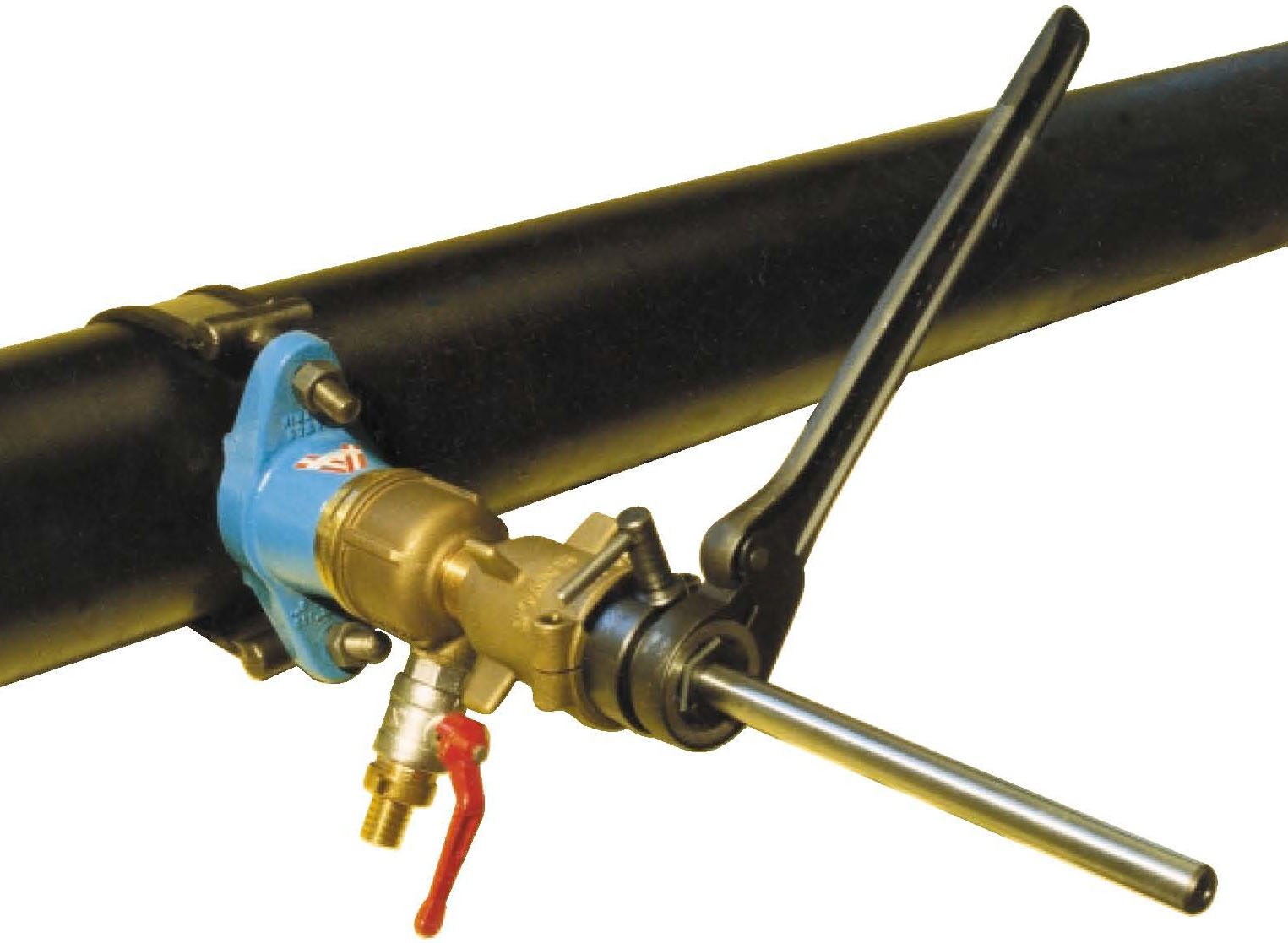 Я недавно купил угловую шлифовальную машину (то есть я новичок в ее использовании) и с помощью отрезного диска смог легко разрезать трубу. Однако, хотя поперечный разрез был прямым, разрез в вертикальном направлении всегда казался наклоненным наружу. Я удалил лишний материал с помощью шлифовального диска (к счастью, на срезе был лишний материал).
Я недавно купил угловую шлифовальную машину (то есть я новичок в ее использовании) и с помощью отрезного диска смог легко разрезать трубу. Однако, хотя поперечный разрез был прямым, разрез в вертикальном направлении всегда казался наклоненным наружу. Я удалил лишний материал с помощью шлифовального диска (к счастью, на срезе был лишний материал).
Это типичный способ резки угловой шлифовальной машиной? Я делаю что-то неправильно? И как мне получить более точные разрезы?
- металлорежущий
- углошлифовальный
То, что вы описываете, это просто неопытная работа. Вы сделали гильотинный рез, как если бы вы пилили кусок дерева.
Лучшим вариантом было бы использовать клейкую ленту, обернутую вокруг него, чтобы обозначить точку разреза, а затем прорезать каждую грань по отдельности.
3Если вы побалуете меня на секунду, у меня другое мнение
Я пытаюсь построить простую скамейку из дерева и стали в качестве каркаса.

Если вы работаете с деревом, вы можете купить отрезные диски по металлу для торцовочных и дисковых пил (пример). Это могут быть инструменты, которые у вас уже есть, и они могут дать вам нужный квадратный разрез без необходимости возиться с ручной небрежностью угловой шлифовальной машины.
Если вы будете делать это часто, вы можете приобрести держатель угловой шлифовальной машины, который позволит ей работать как миниатюрная пила. Вы можете сделать свой собственный, или вы можете купить готовый, но у всех них есть основная идея удерживать шлифовальный станок неподвижно вдоль плоскости реза и позволять ему поворачиваться вверх и вниз, чтобы сделать рез.
Это ограничит вас резкой довольно небольших заготовок, но может сделать процесс быстрым и легким, если вам нужно сделать несколько резов или точных скосов.
2 То, что я обычно делаю, когда режу трубу, зависит от того, насколько квадратной она должна быть. Если он будет опираться на поверхность или если я навинчиваю его конец, плоскостность очень важна.
Если я могу, я обычно проектирую вещи так, чтобы концы труб не обязательно были идеально прямыми, потому что это сокращает работу для всех, но иногда этого нельзя избежать.
Общая идея вырезания из нескольких частей края хороша. Один хороший совет, если вы хотите быть по-настоящему точным, состоит в том, чтобы начать резать (не проходя) в нескольких разных местах и медленно продвигаться, пока у вас не получится приличная канавка в материале — тогда вы можете начать прокусывать. края трубы и следуйте по канавке, которая уже есть (начертанные линии и карандашные пометки трудно увидеть и невозможно почувствовать).
В порядке возрастания точности и усилия, вот несколько способов разметить такой разрез:
Просто начните резать с одной точки и сделайте квадратный разрез (для правильного выполнения этого требуются довольно высокие навыки)
Вы можете отметить линию и просто провести ее по трубе от руки (быстро, но не очень надежно) — это требует определенных навыков, но не так много
Вы можете использовать одну точку, а затем надеяться, что вы сможете намотать ленту/начертить линию/и т.
 д. точно в 90 градусов на трубу. Это не всегда работает идеально, но поможет вам приблизиться к
д. точно в 90 градусов на трубу. Это не всегда работает идеально, но поможет вам приблизиться кЕсли вы хотите быть очень точным, вы можете измерить расстояние от другого конца трубы с помощью штангенциркуля, измерительной ленты или чего-то еще) до двух или трех точек вокруг разреза. Затем соедините линии с помощью ленты или начертите их (или и то, и другое!)
Если вы стремитесь получить идеально ровный срез, вы можете распылить немного жидкости для разметки (Dykem, берлинская лазурь и т. д.), а затем использовать линейку, чтобы разметить линию, прокатывая трубу. Это требует нетривиальной настройки, и в действительности в этом нет необходимости, если только вам не требуется очень точная подгонка 9.0005
Когда я режу что-либо с помощью угловой шлифовальной машины, я оставляю хороший зазор (от одной восьмой дюйма до четверти) между разрезом и окончательным размером — сам режущий диск имеет толщину, а не всегда легко увидеть небольшие отклонения, пока вы еще находитесь в разрезе.
Помните — вы всегда можете вернуться потом и отшлифовать больше материала от детали, но вы никогда не сможете вернуться и отшлифовать меньше материала — если только вы не сварщик, но это совсем другая история 😉
1Когда я работаю с квадратной или прямоугольной заготовкой, я обычно отмечаю срез мыльным камнем со всех четырех сторон и следую своей линии на каждой грани. Это позволит мне приблизиться к толщине отрезного круга от того места, где я начал, которое я все равно собираюсь заполнить сварным швом.
В любое время, когда мне нужно, чтобы круглая заготовка имела в основном квадратную форму, я перекатываю круглую заготовку, оставляя угловую шлифовальную машину на том же месте.
Кстати, если вы свариваете раму, а также новичок в этом деле, отшлифуйте фаску в месте соединения металла, чтобы помочь получить сварной шов по всей толщине металла. Это действительно помогает, если у вас есть дешевый сварочный аппарат для начинающих.
Я полностью согласен с Харпером — Восстановите Монику, и многое из того, что говорит Вольфрамовый Волшебник, свидетельствует о большом опыте. один совет, который также может помочь, — это обернуть лист бумаги вокруг заготовки (плотно), чтобы обе стороны верхней части бумаги выровнялись. Проведите любым маркером по заготовке, и результирующая линия всегда будет ровной и ровной. Это работает для квадратной заготовки, круглой заготовки и углов из любого материала.
1Зарегистрируйтесь или войдите в систему
Зарегистрируйтесь с помощью Google Зарегистрироваться через Facebook Зарегистрируйтесь, используя адрес электронной почты и парольОпубликовать как гость
Электронная почтаТребуется, но никогда не отображается
Опубликовать как гость
Электронная почтаТребуется, но не отображается
Нажимая «Опубликовать свой ответ», вы соглашаетесь с нашими условиями обслуживания и подтверждаете, что прочитали и поняли нашу политику конфиденциальности и кодекс поведения.
Сварка труб серии 300 без сварки с обратной продувкой
Сокращение времени настройки, времени продувки и использования газа
- Автор: Джим Бирн
- Обновлено 24 января 2023 г.
- 23 мая 2019 г.
- Статья
- Дуговая сварка
При сварке нержавеющих сталей серии 300 подрядчики могут отказаться от обратной продувки при сварке труб с открытым корнем и при этом добиться высокого качества сварного шва.
Сварка труб и трубопроводов из нержавеющей стали обычно требует обратной продувки аргоном при использовании традиционных процессов, таких как дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) и дуговая сварка металлическим электродом в среде защитного газа (SMAW). Но стоимость газа и время подготовки к процессу продувки могут быть значительными, особенно при увеличении диаметра и длины труб.
При сварке нержавеющих сталей серии 300 подрядчики могут отказаться от обратной продувки при сварке труб с открытым корнем и при этом добиться высокого качества сварного шва, сохранить коррозионную стойкость материала и выполнить требования спецификации процедуры сварки (WPS), переключившись с традиционной GTAW или SMAW на модифицированный процесс дуговой сварки металлическим электродом с коротким замыканием (GMAW). Модифицированный процесс GMAW с коротким замыканием также дает дополнительные преимущества в плане производительности, эффективности и простоты использования, которые могут помочь улучшить итоговую прибыль.
Сварка нержавеющей стали
Сплавы из нержавеющей стали, известные своей коррозионной стойкостью и прочностью, используются для многих применений труб и труб, включая нефть и газ, нефтехимию и биотопливо. Хотя GTAW традиционно используется для многих применений нержавеющей стали, у него есть некоторые недостатки, которые можно устранить с помощью модифицированного GMAW с коротким замыканием.
Во-первых, из-за продолжающейся нехватки квалифицированных сварщиков поиск рабочих, обладающих знаниями в области GTAW, является постоянной проблемой. Во-вторых, GTAW не является самым быстрым процессом сварки, что мешает компаниям, которые хотят повысить производительность, чтобы удовлетворить спрос клиентов. В-третьих, требуется длительная и дорогостоящая обратная продувка труб и труб из нержавеющей стали.
Что такое сварка с обратной продувкой?
Продувка – это введение газа для удаления загрязнений и обеспечения поддержки во время сварки. Обратная продувка защищает обратную сторону сварного шва, предотвращая образование тяжелых оксидов, возникающих в присутствии кислорода.
Отсутствие защиты обратной стороны при сварке труб с открытым корнем может привести к разрушению основного материала. Это разрушение известно как засахаривание, названное так потому, что оно приводит к внешнему виду поверхности, очень похожему на сахар внутри сварного шва. Чтобы предотвратить засахаривание, сварщики вставляют газовый шланг в один конец трубы, а затем блокируют концы трубы продувочными заглушками. Они также создают вентиляционное отверстие на противоположном конце трубы. Обычно они также обматывают отверстие сустава. После того, как они очистили трубу, они отслаивают часть ленты вокруг стыка и начинают сварку, повторяя процесс зачистки и сварки до тех пор, пока корневой шов не будет завершен.
Они также создают вентиляционное отверстие на противоположном конце трубы. Обычно они также обматывают отверстие сустава. После того, как они очистили трубу, они отслаивают часть ленты вокруг стыка и начинают сварку, повторяя процесс зачистки и сварки до тех пор, пока корневой шов не будет завершен.
Устранение обратной продувки
Обратная продувка может стоить операции значительного времени и денег, в некоторых случаях добавляя к проекту тысячи долларов. Переход на модифицированный процесс GMAW с коротким циклом позволяет компаниям выполнять корневые проходы без обратной продувки во многих областях применения нержавеющей стали. Сварка нержавеющей стали серии 300 является хорошим кандидатом для этого, в то время как сварка высокочистой дуплексной нержавеющей стали в настоящее время требует GTAW для корневого прохода.
Поддержание тепловложения на минимально возможном уровне помогает сохранить коррозионную стойкость заготовки. Одним из способов снижения тепловложения является сокращение количества проходов сварки. Модифицированный процесс GMAW с коротким замыканием, такой как регулируемое осаждение металла (RMD®), использует точно контролируемый перенос металла для обеспечения равномерного осаждения капель. Это облегчает сварщику контроль над сварочной ванной и, следовательно, контроль тепловложения и скорости сварки. Меньшее тепловложение позволяет сварочной ванне замерзать быстрее.
Модифицированный процесс GMAW с коротким замыканием, такой как регулируемое осаждение металла (RMD®), использует точно контролируемый перенос металла для обеспечения равномерного осаждения капель. Это облегчает сварщику контроль над сварочной ванной и, следовательно, контроль тепловложения и скорости сварки. Меньшее тепловложение позволяет сварочной ванне замерзать быстрее.
Благодаря контролируемому переносу металла и более быстрому замерзанию ванны сварочная ванна становится менее турбулентной, а защитный газ выходит из горелки GMAW относительно спокойно. Это позволяет защитному газу проходить через открытый корень, вытесняя атмосферу и предотвращая засахаривание или окисление на обратной стороне сварного шва. Это газовое покрытие необходимо только на короткое время, потому что лужа замерзает очень быстро.
Испытания показывают, что модифицированный процесс GMAW с коротким замыканием соответствует стандартам качества сварки, сохраняя коррозионную стойкость нержавеющей стали так же, как и при сварке корневого шва с помощью GTAW.
Использование модифицированного процесса GMAW с коротким замыканием для сварки труб с открытым корнем дает другие преимущества в плане производительности, эффективности и обучения сварщиков.
Изменение процесса сварки требует от компании переаттестации своих технологических процессов, но переход может обеспечить огромную окупаемость за счет экономии времени и средств — как при производстве новых изделий, так и при ремонтных работах.
Использование модифицированного процесса GMAW с коротким замыканием для сварки труб с открытым корнем дает другие преимущества в плане производительности, эффективности и обучения сварщиков. К ним относятся:
- Скорость перемещения в два-три раза выше, чем при традиционных процессах GTAW и SMAW.
Возможность устранения горячего прохода в результате возможности наплавки большего количества металла для увеличения толщины корневого прохода.

Исключительная устойчивость к большим и низким смещениям между секциями трубы. Из-за гладкого переноса металла этот процесс может легко перекрывать зазоры до 3/16 дюйма.
Постоянная длина дуги независимо от вылета электрода, что компенсирует трудности операторов, которым трудно поддерживать постоянную длину вылета. Более простая в управлении сварочная ванна и равномерный перенос металла могут сократить время обучения новых сварщиков.
Минимальное время очистки, так как процесс не оставляет после себя шлака и небольшого количества брызг, если таковые имеются.
Сокращение времени простоя при смене процесса. Одна и та же проволока и защитный газ могут использоваться для корневого, заполняющего и закрывающего проходов. Можно использовать импульсный процесс GMAW при условии, что защитный газ с содержанием аргона не менее 80 процентов используется для проходов заполнения и крышки.
Пять советов для успешного перехода на сварку MIG с коротким замыканием
Для операций, которые хотят исключить обратную продувку при сварке нержавеющей стали, важно следовать пяти ключевым советам для успешного перехода на модифицированный процесс GMAW с коротким замыканием.
- Обеспечьте минимальный корневой зазор 1/8 дюйма. Это позволяет защитному газу проходить и защищать обратную сторону сварного шва от окисления.
Очистите трубу внутри и снаружи от любых загрязнений. Используйте проволочную щетку, предназначенную для нержавеющей стали, чтобы очистить не менее 1 дюйма от края соединения.
Используйте присадочный металл из нержавеющей стали с высоким содержанием кремния, например 316LSi или 308LSi. Более высокое содержание кремния способствует смачиванию сварочной ванны и действует как раскислитель.
Для достижения наилучших результатов используйте смесь защитного газа, которая специально разработана для данного процесса, например, 90 процентов гелия, 7,5 процента аргона и 2,5 процента углекислого газа. Другой вариант — 98-процентный аргон и 2-процентный углекислый газ. У поставщиков сварочного газа могут быть другие рекомендации.
Для достижения наилучших результатов используйте конический наконечник и насадку для корневого прохода, чтобы локализовать газовое покрытие.