
Пайка алюминиевых радиаторов — Радиаторы и интеркулеры
#1 K117HM174
Отправлено 09 November 2012 15:36
Уважаемые подскажите чем и как паять радиаторы?
- Наверх
- Вставить ник
#2 Менгон
Отправлено 09 November 2012 15:47
подскажите чем
припой для пайки алюминия hts-2000 тема по припою ХТС.
- Наверх
- Вставить ник
#3 K117HM174
Отправлено 24 February 2013 13:05
припой для пайки алюминия hts-2000 тема по припою ХТС.

это слишком кучеряво!!! вчера пробовал аргоном…..буду теперь им варить в режиме импульса -классная штука . не так страшен черт когда его малюют !!!!
- Наверх
- Вставить ник
#4 Миротворец
Отправлено 25 February 2013 06:44
буду теперь им варить в режиме импульса -классная штука . не так страшен черт когда его малюют !!!!
Ещё как страшен, попробуй горелкой трубку вокруг доньи обварить и потом фото покажи.
- Наверх
- Вставить ник
#5 K117HM174
Отправлено 25 February 2013 12:50
Ещё как страшен, попробуй горелкой трубку вокруг доньи обварить и потом фото покажи.

я только начинающий а что такое доньи?
- Наверх
- Вставить ник
#6 митька51
Отправлено 25 February 2013 13:06
а что такое доньи?
Вот та доска,к которой припаяны с одной стороны соты,а с другой бачек с патрубком.Разные толщины соты и доски,только пайка,намного технологичнее,особенно кастолином 192.
- Наверх
- Вставить ник
#7 K117HM174
Отправлено 25 February 2013 13:11
Вот та доска,к которой припаяны с одной стороны соты,а с другой бачек с патрубком.
Разные толщины соты и доски,только пайка,намного технологичнее,особенно кастолином 192.

это припой кастолин 192? как им паять? может ссылка у Вас есть скиньте мне инфу пожалуйста
- Наверх
- Вставить ник
#8 K117HM174
Отправлено 25 February 2013 13:15
Ещё как страшен, попробуй горелкой трубку вокруг доньи обварить и потом фото покажи.
хорошо попробую только как будет убитый радиатор и фотку выложу,
- Наверх
- Вставить ник
#9 митька51
Отправлено 25 February 2013 13:32
это припой кастолин 192? как им паять?
Здесь где то есть фото и описание. Но повторюсь,припой текучий,пока пользую только два вида.Один в виде прутка 3мм с флюсом порошком внутри,другой полоска с канавкой,с флюсом в канавке.Паяю пропаново кислородной горелкой.Место не требует особой зачистки,прогреваешь хорошо,почти до плавления,затем присаживаешь пруток кастолина и он растекается и заливает трещину.Единственное тяжело ловить температуру плавления соты,но при сноровке все получается.
Но повторюсь,припой текучий,пока пользую только два вида.Один в виде прутка 3мм с флюсом порошком внутри,другой полоска с канавкой,с флюсом в канавке.Паяю пропаново кислородной горелкой.Место не требует особой зачистки,прогреваешь хорошо,почти до плавления,затем присаживаешь пруток кастолина и он растекается и заливает трещину.Единственное тяжело ловить температуру плавления соты,но при сноровке все получается.
- Наверх
- Вставить ник
#10 Миротворец
Отправлено 25 February 2013 17:15
хорошо попробую только как будет убитый радиатор и фотку выложу,
Можешь не мучиться, всё равно ни одно сопло между трубок не пройдёт, только припоем и получается.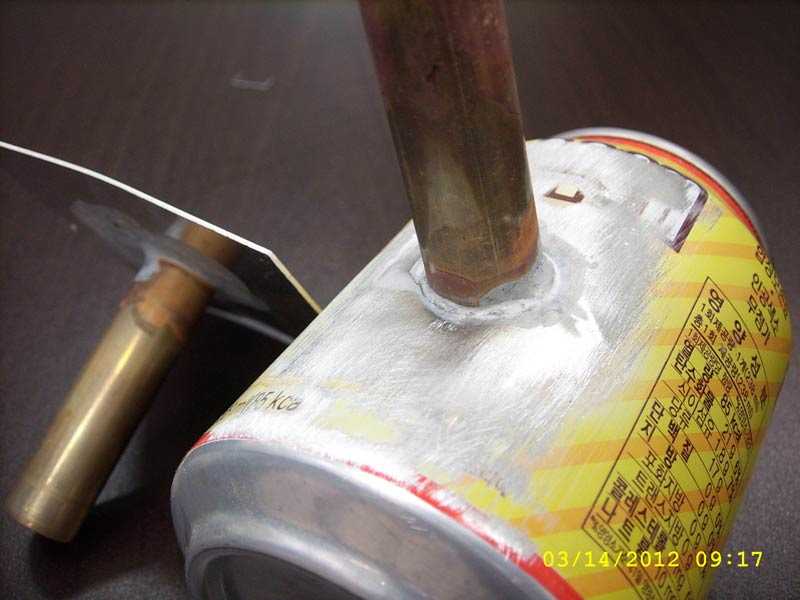
Прикрепленные изображения
- Наверх
- Вставить ник
#11 ZX7
Отправлено 25 February 2013 20:26
Здесь где то есть фото и описание.Но повторюсь,припой текучий,пока пользую только два вида.Один в виде прутка 3мм с флюсом порошком внутри,другой полоска с канавкой,с флюсом в канавке.Паяю пропаново кислородной горелкой.Место не требует особой зачистки,прогреваешь хорошо,почти до плавления,затем присаживаешь пруток кастолина и он растекается и заливает трещину.Единственное тяжело ловить температуру плавления соты,но при сноровке все получается.
а чего так скрыто чел же спросил какой припой могу ответить мне не жалко один 192 другой 196 оба кастолин
- Наверх
- Вставить ник
#12 K117HM174
Отправлено 26 February 2013 06:42
Можешь не мучиться, всё равно ни одно сопло между трубок не пройдёт, только припоем и получается.

тоесть паяете горелкой? какой? и можно ли горелкой на пропане?
- Наверх
- Вставить ник
#13 митька51
Отправлено 26 February 2013 11:40
а чего так скрыто
Ничего скрытого,все расписал как есть.
тоесть паяете горелкой? какой? и можно ли горелкой на пропане?
Паяю пропаново кислородной горелкой.
- Наверх
- Вставить ник
#14 K117HM174
Отправлено 26 February 2013 12:44
Ничего скрытого,все расписал как есть.

Ничего скрытого,все расписал как есть.
спасибо за информацию
- Наверх
- Вставить ник
#15 Миротворец
Отправлено 26 February 2013 13:53
тоесть паяете горелкой? какой? и можно ли горелкой на пропане?
Ацетиленовой Г2-4м. Можно и на пропане(мелочёвку), но на большие радиаторы мощности не хватает и паяет хуже.
- Наверх
- Вставить ник
#16 ZX7
Отправлено
Ацетиленовой Г2-4м.
Можно и на пропане(мелочёвку), но на большие радиаторы мощности не хватает и паяет хуже.
поддерживаю
- Наверх
- Вставить ник
#17 anmaik1971
Отправлено 16 March 2013 17:07
Пайка трубок тосольника, припой- пруток 4047.
- Наверх
- Вставить ник
#18 shestuhin
Отправлено 11 April 2013 15:05
[font=arial, verdana, tahoma, sans-serif]ремонт соты радиатора от [/font]Toyota[font=arial, verdana, tahoma, sans-serif][font=arial, verdana, tahoma, sans-serif] [/font][/font]Rav[font=arial, verdana, tahoma, sans-serif][font=arial, verdana, tahoma, sans-serif] [/font][/font]4.
Ток 5-10А присадка 4043 1.6
Прикрепленные изображения
- Наверх
- Вставить ник
#19 anmaik1971
Отправлено 12 April 2013 19:49
Пайка интеркулера, припой ER-4047, и пайка радиатора 192 кастолин
- Наверх
- Вставить ник
#20 goshka
Отправлено 12 April 2013 20:02
Пытался варить радиатор интеркулера от вольво 2.4, хрен там. Присадка минимальная 2.4, китаёза мой низкие токи держит плохо, радиатор современный одноразовый — бачки пластмассовые. Решил заглушить две последние соты, они были пробиты. Обрезал их под бачок, начал заваривать. На середине нормально, а на концах не идёт проварить, слишком малый ток для угла, не плавит металл. Больше току даёшь — горит пластик бачков. В общем, плюнул, позвонил клиенту, сказал, что не восстанавливаемый, а сам домой заказывать присадку для пайки.
Решил заглушить две последние соты, они были пробиты. Обрезал их под бачок, начал заваривать. На середине нормально, а на концах не идёт проварить, слишком малый ток для угла, не плавит металл. Больше току даёшь — горит пластик бачков. В общем, плюнул, позвонил клиенту, сказал, что не восстанавливаемый, а сам домой заказывать присадку для пайки.
Кстати, нашол вроде недорого, 22 евра с доставкой вышло за 24 9″ прутков, могу поделиться продаваном: http://myworld.ebay….sid=p4340.l2559
В Россию и на Украину доставляет, доставка недорогая.
- Наверх
- Вставить ник
Радиатор алюминиевый как запаять: пошаговая инструкция и рекомендации
Большинство современных автомобилей оснащаются алюминиевыми радиаторами охлаждения. Этот металл легкий, обладает хорошими антикоррозионными свойствами, а также обладает отличной теплопроводностью. К тому же он значительно дешевле меди и латуни, из которых раньше изготавливались радиаторы.
Однако у алюминия есть и недостаток. Если медный (латунный) теплообменник при повреждении можно без особых проблем отремонтировать, припаяв проблемный участок обычным способом, то с алюминиевым радиатором такой номер не подойдет. Все дело в химических характеристиках этого металла. Но нет ничего невозможного. В этой статье мы увидим, почему он течет алюминиевый радиатор, как сварить проблема и какие средства на это потребуются.
Содержание
- 1 О некоторых особенностях алюминия
- 2 Основная неисправность
- 3 С чего начать
- 4 Как и чем запаять или заклеить алюминиевый радиатор
- 5 Паяльник
- 6 Флюс
- 7 Припой
- 8 Как запаять алюминиевый радиатор автомобиля своими руками
О некоторых особенностях алюминия
Для производства автомобильных теплообменников этот металл был выбран не случайно. Дело в том, что алюминий и большинство его сплавов имеют оксидную пленку, которая образует естественный барьер, защищающий от коррозии. Эта пленка обладает стойкостью к высоким температурам и химическим веществам. Он активно противостоит обычным флюсам и сварке. Его можно разрушить только механической обработкой поверхности и специальными смесями. Вот почему трудно восстановить алюминиевый радиатор. Как сварить а главное, о том, как подготовить его к этой процедуре, мы поговорим чуть позже, а теперь давайте рассмотрим основные причины, по которым теплообменник выходит из строя чаще.
Эта пленка обладает стойкостью к высоким температурам и химическим веществам. Он активно противостоит обычным флюсам и сварке. Его можно разрушить только механической обработкой поверхности и специальными смесями. Вот почему трудно восстановить алюминиевый радиатор. Как сварить а главное, о том, как подготовить его к этой процедуре, мы поговорим чуть позже, а теперь давайте рассмотрим основные причины, по которым теплообменник выходит из строя чаще.
Основная неисправность
Несмотря на хрупкость конструкции, радиатор может служить годами. Его главные враги — некачественная охлаждающая жидкость и посторонние предметы, способные нанести механические повреждения. Антифриз или антифриз сами по себе не очень активные вещества, которые могут разрушить защитную оксидную пленку и практически не вступают в реакцию с чистым алюминием. Но если теплоноситель не соответствует установленным химическим нормам, он способствует коррозионным процессам, в результате которых постепенно разрушаются сотовые стенки устройства.
Механические повреждения радиатора чаще всего возникают при дорожно-транспортных происшествиях, столкновениях с бордюрами, пнями и так далее. Также устройство может быть случайно повреждено при ремонте автомобиля. В любом случае результат один: течь из перфорированных сот. Размер отверстия определяет возможность ремонта. Если теплообменник не сильно поврежден и размер проблемного участка составляет несколько квадратных сантиметров, можно попробовать восстановить его. Еще один вариант ремонта радиатора алюминий (как сваривать это — узнаем дальше) не существует.
С чего начать
Ремонт теплообменника начинаем со слива охлаждающей жидкости и снятия устройства с автомобиля. После этого его необходимо промыть чистой проточной водой и просушить. Если повреждения радиатора видны и вы уверены, что кроме них прибор цел, можно приступать к подготовке проблемного участка к ремонту. Но если точное местоположение отверстия (трещины) неизвестно или известно приблизительно, сначала как сварить алюминиевый радиатор, потребуется более подробная проверка.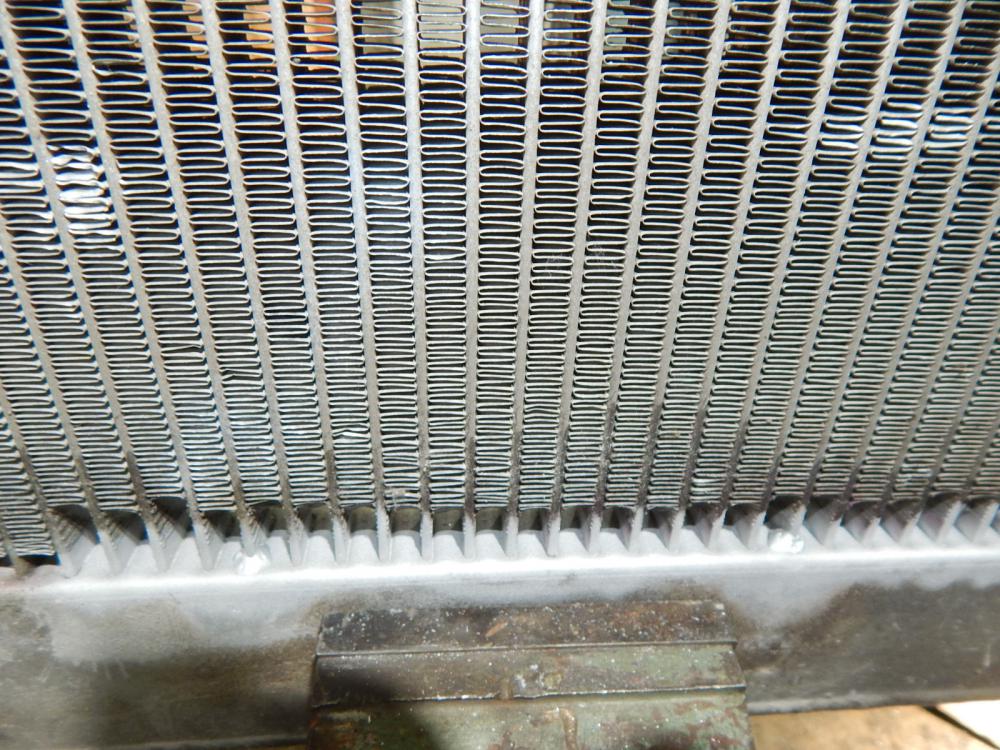
Для его реализации нам понадобится большая емкость с водой (можно унитаз), компрессор или помпа. Метод определения места повреждения аналогичен поиску места прокола шины. Только здесь нам нужно закрыть крышку устройства, а также все патрубки, кроме одной (самой тонкой). Погружаем устройство в воду и подаем воздух с помощью компрессора или насоса. Выходящие пузырьки воздуха укажут точное место повреждения.
Как и чем запаять или заклеить алюминиевый радиатор
Переходим к следующему шагу. Определив проблемную зону и оценив объем будущих работ, пора подумать, как подготовиться к ремонту алюминиевый радиатор, как сварить правильно и какие инструменты и инструменты для этого необходимы. Сразу отметим, что починить теплообменник автомобиля домашним паяльником и канифолью не получится. Здесь нам понадобятся:
- мощный паяльник;
- набор файлов;
- ацетон.
- плоскогубцы;
- сварка специального состава;
- ручей или специальный поток;
- наждачная бумага;
Рассмотрим подробнее основные инструменты и средства.
Паяльник
Что касается паяльника, то он должен иметь мощность не менее 250 Вт. Только с помощью такого инструмента можно должным образом нагреть поверхность металла, чтобы он мог успешно соединиться со сварным швом. Также можно использовать нагретые паяльники с открытым пламенем. Но лучший вариант — это небольшая газовая горелка (фонарик), работающая на смеси пропана и бутана. Он нагреет обрабатываемую область и плавно расплавит припой.
Флюс
До как сварить радиатор, вам придется иметь дело с потоком. Именно он обеспечивает надежное соединение сварного шва и ремонтируемой поверхности металла. Вы можете приобрести поток или создать свой собственный. Купить его можно в любом магазине, специализирующемся на продаже радиодеталей. На упаковках российских флюсов, предназначенных для сварки алюминия, обычно есть соответствующая надпись. Кроме того, в их названии может присутствовать маркировка F-59A, F-61A, 34A и т.д.
Как припаять радиатор автомобиля в домашних условияхбез покупки потока? Вы можете сделать это сами? Да, вы можете создать свой собственный поток. У него, конечно, не будет таких свойств, как у заводского, но со своей задачей он справится. Для его приготовления вам понадобится всего два ингредиента: канифоль и железные опилки. Канифоль, скорее всего, можно найти в вашем доме, а стружку можно получить, обработав любую часть железа напильником. Все это необходимо смешать в небольшой огнеупорной посуде и нагреть на плите. Полученная смесь представляет собой простейший поток для алюминия.
У него, конечно, не будет таких свойств, как у заводского, но со своей задачей он справится. Для его приготовления вам понадобится всего два ингредиента: канифоль и железные опилки. Канифоль, скорее всего, можно найти в вашем доме, а стружку можно получить, обработав любую часть железа напильником. Все это необходимо смешать в небольшой огнеупорной посуде и нагреть на плите. Полученная смесь представляет собой простейший поток для алюминия.
Чтобы добиться более прочного соединения между сварным швом и металлом, можно сделать так называемый флюс. Для этого нужно смешать следующие вещества в следующих пропорциях:
- хлорид калия — 56%;
- соль пищевая крупная — 7%;
- сульфат натрия — 4 %.
- криолит — 10%;
- хлорид лития — 23%;
Ингредиенты измельчаются, смешиваются и переливаются в герметичную стеклянную емкость. Храните пух в месте, защищенном от прямых солнечных лучей.
Припой
Не рекомендуется использовать оловянно-свинцовые сплавы для пайки алюминия. И дело не в их составе или силе. Дело в том, что они не могут обеспечить адекватную защиту от коррозии для соединения. Если вы решили использовать обычный сварной шов, сначала как сварить алюминиевый радиатор, вам придется позаботиться о покупке специальной краски, которая впоследствии защитит ремонтируемый участок от коррозии.
И дело не в их составе или силе. Дело в том, что они не могут обеспечить адекватную защиту от коррозии для соединения. Если вы решили использовать обычный сварной шов, сначала как сварить алюминиевый радиатор, вам придется позаботиться о покупке специальной краски, которая впоследствии защитит ремонтируемый участок от коррозии.
Но лучше сразу приобрести специальный сварной шов, предназначенный именно для этого металла. Сегодня на рынке можно найти множество припоев для алюминия, содержащих серебро, медь, цинк, кремний и т.д. Среди недорогих припоев российского производства можно отметить такие смеси, как ЦОП-40 (олово — 60%, цинк — 40%) и 34-А (алюминий — 66%, медь — 28%, кремний — 6%). Процент цинка в сварном шве определяет прочность соединения и коррозионную стойкость. Другими словами, чем больше, тем лучше.
Как запаять алюминиевый радиатор автомобиля своими руками
Перейдем к процессу сварки. Сначала проблемный участок тщательно зачищается напильником и наждачной бумагой. Если есть рейки, их нужно аккуратно удалить плоскогубцами. Далее место ремонта обезжиривают ацетоном.
Если есть рейки, их нужно аккуратно удалить плоскогубцами. Далее место ремонта обезжиривают ацетоном.
Когда подготовка к пайке завершена, можно наносить флюс. После этого приступаем к прогреву спая. Если вы используете газовую горелку или паяльную лампу, будьте осторожны, чтобы не сжечь струю раньше времени. Наносить его проще паяльником. Достаточно окунуть его рабочий элемент в смесь и перенести на обрабатываемую поверхность.
Пришло время нанести припой. Лучше если в виде прутка или проволоки. На стык наносится припой и осторожно нагревается паяльником (горелкой). Когда он распределится равномерно, необходимо дать ему остыть, после чего рекомендуется нанести второй (защитный) слой. По окончании работы образовавшиеся узелки можно удалить наждачной бумагой.
Технология пайки процессорного кулера и радиатора.
Технология шлифованных плавников
Паровые камеры
Технология пайки
Технология пайки представляет собой способ плотного соединения двух металлов с низким термическим сопротивлением с помощью паяльной пасты, которая обычно представляет собой алюминий и алюминий, медь и алюминий и медь и медь.
Медно-алюминиевая пайка для радиатора процессора
- Полностью удалить масляное пятно, грязь и изоляционный слой с основного металла перед пайкой; При пайке сначала нагрейте основной металл, сначала нагрейте толстую часть, а затем нагрейте тонкую часть; Сначала нагрейте медные детали, а затем алюминиевые; Перемещайте паяльник вперед и назад, чтобы равномерно нагреть припаиваемую деталь. Когда температура сварки достигает 450-500 ° C, добавьте припойную проволоку к паяемой части, чтобы равномерно расплавить припойную проволоку в сварной шов (пламя не может быть непосредственно выровнено с припойной проволокой для нагрева, а припойная проволока в основном плавится от температуры основного металла). Затем слегка проведите пламенем по месту пайки, чтобы обеспечить растекание и позиционирование припоя на месте пайки, снимите паяльник и дайте ему остыть естественным путем, после чего пайку можно будет завершить.
Технология пайки меди и меди для радиатора процессора
Чистая медь, также известная как красная медь, ее удельный вес составляет 8,93 г / см3, температура плавления составляет 1083 ℃, с высокой электропроводностью, теплопроводностью, пластичностью, коррозионной стойкостью и хорошими характеристиками при низких температурах. Это один из важных металлических материалов в промышленности.
Это один из важных металлических материалов в промышленности.
(1) Сильная теплопроводность, медь имеет высокую теплопроводность, что требует мощного источника тепла; радиатор процессорного кулера для пайки должен быть предварительно нагрет перед пайкой.
(2) Высокая текучесть, расплавленная медь обладает хорошей текучестью, и ее можно сваривать только в плоском положении пайки. Если необходимо выполнить стыковую пайку с одной стороны в пространственном положении, необходимо добавить опорную пластину для обеспечения провара и хорошего формирования.
Алюминий и алюминиевая пайка для процессорного кулера
Алюминий по проводимости уступает только серебру, меди и золоту. Хотя его проводимость составляет всего две трети от плотности меди, его плотность составляет только одну треть от плотности меди. Следовательно, качество алюминиевого провода вдвое меньше, чем у медного провода при передаче того же количества электроэнергии.
Оксидная пленка на поверхности алюминия не только обладает коррозионной стойкостью, но и обладает определенными изоляционными характеристиками, поэтому алюминий широко используется в электротехнической промышленности, производстве проводов и кабелей, а также в производстве проводов и кабелей.
Алюминий хорошо проводит тепло. Его теплопроводность в три раза больше, чем у железа. В производстве радиаторов алюминий можно использовать для изготовления всех видов теплообменников и материалов для рассеивания тепла.
Чат онлайн
Чат онлайн
Чат онлайн ввод…
Мы здесь, чтобы помочь вам! Если вы закроете окно чата, вы автоматически получите от нас ответ по электронной почте. Пожалуйста, не забудьте оставить свои контактные данные, чтобы мы могли лучше помочь
* Имя
* Телефон
* Содержание
03 Войти в систему с:
Паяльный радиатор Алюминий для телекоммуникации и UPS
| Место происхождения: | Shenzhen, China (Mainland) | OEM: | Да |
. Процесс: Процесс: | Да | ||
| . -T8 | |||
| Материал: | Алюминиевая тепловая трубка + AL6063 | Форма: | Квадрат |
| Упаковка: | Постоянная экспортная упаковка | 4 10104 LORI | |
| Application: | IT equipment and communication equipment | Certificate: | ISO 9001:2015,ISO 14001:2015 |
| Model Number: | LR0017 | Tolerance: | 0,01 мм |
| Отделка: | Химическое никелирование | Контроль качества: | 100% термическое испытание |
| Дополнительный процесс: | 0071 CNC-обработкаРазмер: | 250x250x200 |
Радиатор для пайки алюминий преимущества следующие Для пайки одного ребра канавка может быть обработана на нижней пластине, чтобы вставить ребро в канавку для сварки. Плотность плавника может быть до 1 мм, а высота до 150 мм.
Плотность плавника может быть до 1 мм, а высота до 150 мм.
2. Плита может быть обработана сложным образом и может быть снабжена тепловыми трубками или вакуумной камерой, что значительно увеличивает среднюю температуру.
3. Поверхность радиатора не окисляется при среднетемпературной обработке.
4. Алюминиевый радиатор с пайкой имеет гибкую форму, которая может легко обрабатываться, устанавливать положение отверстия и избегать положения устройства.
5. Низкая стоимость пресс-формы, от мини-радиатора до большого радиатора, может быть быстро запущена в массовое производство.
6. Высокая надежность, широко используется в теплоотводе ИТ-оборудования и коммуникационного оборудования.
7. Для обработки поверхности алюминий можно сваривать только после никелирования, красную медь можно сваривать после удаления ржавчины и масла.
Пайка алюминиевого радиатора предназначена для приваривания ребер к алюминию с помощью бессвинцовой среднетемпературной пайки для защиты окружающей среды.
Ребра радиатора для пайки могут быть согнутыми, L-образными ребрами, ребрами на молнии или ребрами с тепловой трубкой, а материал, как правило, AL6063, AL6061, C1100 и т. д.
В зависимости от материала, ребра пайка раковины можно разделить на пайка алюминиевого радиатора , медный припойрадиатор , медно-алюминиевый композит радиатор для пайки , радиатор для пайки с застежкой-молнией, радиатор для пайки с тепловыми трубками. По способу пайки радиатор можно разделить на высокотемпературную пайку и низкотемпературную сварку. Для высокотемпературной пайки радиатора требуется 700-800 градусов для сварки. Обычно используемый процесс пайки — это низкотемпературная пайка, низкотемпературная пайка радиатора , температура от 200 до 300 градусов, в основном без деформации, может обрабатываться с высокой точностью, может использоваться с любым оборудованием.