
Пайка медных труб отопления своими руками
Доброго времени суток, уважаемый читатель или читательница.
В этой статье я расскажу вам правила пайки медных труб своими руками.
Сведения будут приведены максимально кратко в виде тезисов и разделены на подразделы для удобства восприятия. Итак, приступим!
Как разрезать медные трубы для отопления?
Чем резать медные трубыМедные трубы могут разрезаться при помощи различных инструментов:
Выбор инструмента тут на ваш вкус. Наиболее удобным, из всего вышеописанного, является «болгарка».
При резке медных труб этим инструментом, вы потратите меньше всего времени.
Аккуратней всего медная труба разрезается при помощи дискового трубореза, но подходит он только для труб небольшого диаметра (обычно до 28 мм).
Как это делать смотрите на видео ниже:
Как загибать медные трубы для отопления?
Как загибать медные трубы отопления?Медные трубы можно гнуть, но нужно знать следующие правила:
- Без нагрева можно гнуть только трубы диаметром меньше 22 мм.

- Если необходимо получать загибы одинакового радиуса, то следует пользоваться специальными станками.
- Минимальный радиус загиба медных труб равен 6 наружным диаметрам.
- При загибе труб диаметром больше 22 мм, необходимо нагревать место загиба. Для сохранения внутреннего диаметра трубы, ее нужно предварительно заполнить песком.
- Рекомендуемая температура для отжига медных труб 650° С. При этом труба должна стать темно-красной, но лучше для определения температуры воспользоваться пирометром.

Чтобы иметь представление о том, как загибать медные трубы при помощи инструмента, посмотрите следующее видео:
Как паять медные трубы для отопления?
Как правильно паять медные трубы для отопленияПайка — основной метод соединения медных труб и фитингов.
Существует два метода пайки медных труб:
- Мягкая пайка медных труб — происходит при температуре ниже 450º С. Для мягкой пайки применяют припой из оловянной проволоки, который плавится при относительно низкой температуре и за счет капиллярного эффекта затягивается в пространство между трубой и фитингом. Непосредственно перед пайкой необходимо обработать внутреннюю поверхность раструба и наружную поверхность конца трубы до блеска и нанести флюс. Флюс защищает металл при нагреве, но после остывания соединения флюс нужно тщательно удалить с поверхности.
- Твердая пайка медных труб — происходит при температуре выше 450º С. Перед пайкой точно так же необходимо подготовить поверхности на конце трубы и в раструбе фитинга. Если осуществляется спайка двух медных деталей, то флюс можно не применять. При спайке меди с латунью или бронзой уже нужно применять специальный флюс твердой пайки. Припой для твердой пайки отличается от припоя для мягкой.
 Здесь применяют серебряный или медно-фосфорный припой в виде прутков. Твердая пайка применяется в системах с высокими температурами жидкости.
Здесь применяют серебряный или медно-фосфорный припой в виде прутков. Твердая пайка применяется в системах с высокими температурами жидкости.
Для систем отопления и водоснабжения вполне подходит метод мягкой пайки, поэтому в домашних условиях нет смысла паять медь твердой пайкой.
Пайка медных труб: видео
Для того, чтобы лучше себе представлять процесс пайки меди, посмотрите следующее видео:
Прессовые соединения для медных труб отопления
Пресс соединения для медных трубСоединение медных труб при помощи прессовых соединений — самый быстрый и простой способ монтажа.
Его минусами являются необходимость применения специального дорогого инструмента (электрического пресса) и дороговизна фитингов.
Для систем домашнего отопления и водоснабжения метод опрессовки вполне подходит.
Если хотите увидеть как это происходит смотрите видео ниже:
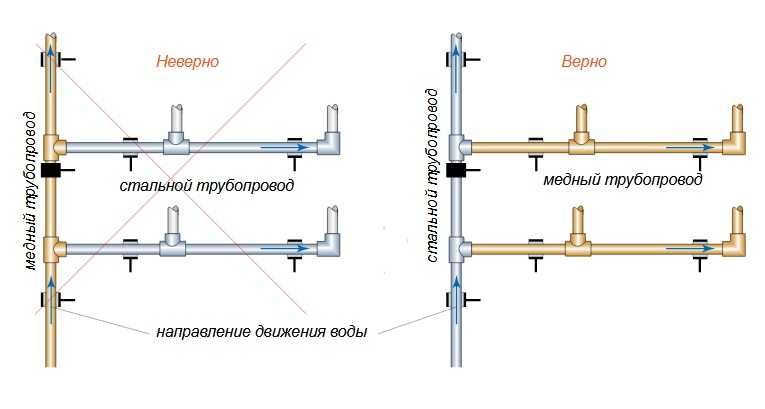
Преимущества медных труб для отопления
Медь — очень хороший материал для отопления и водопровода.
Преимущества меди прежде всего состоит в стойкости к высоким температурам.
Медью можно сразу обвязывать твердотопливные котлы и подавать по ней перегретую воду под давлением (для промышленных нужд). И все это она стойко перенесет.
Монтаж медных труб не предполагает применения электро-дуговой или газовой сварки, а выполняется при помощи маленькой и удобной горелки или электрического пресса.
Такие методы монтажа гораздо проще и быстрее по времени, чем монтаж стальных трубопроводов.
В общем, пользуйтесь медью и не пожалеете! На этом все, пишите вопросы в комментариях, пользуйтесь кнопками социальных сетей!
Как паять полипропиленовые трубы? Сколько нагревать трубы? | 5energy
Полипропиленовые трубы появились на нашем рынке недавно, но из-за своих качеств, таких как экологичность, долговечность, относительно невысокая цена и небольшой вес, полипропиленовые трубы заняли одно из ключевых мест, среди труб из других материалов. О других видах труб читайте на сайте, по вышеуказанной ссылке.
Во многом, срок службы систем отопления, с использованием труб из полипропилена, зависит от качества пайки соединений. Именно этому вопросу и посвящена данная статья.
Для пайки нам понадобится ряд достаточно специфических инструментов:
- Труборез или достаточно острый нож из надежного материала, чтобы рез был ровным
- Паяльный аппарат для труб (в простонародии «Утюг»)
- Насадки для паяльника (для труб разного диаметра)
Также нам понадобится маркер и рулетка, для того, что бы отмечать места среза и т. д.
д.
1) В первую очередь, необходимо сделать расчеты, обозначить нужные размеры трубы с помощью маркера, а также рулетки. Отметку нужно делать максимально четко. После чего, с помощью трубореза или ножа достаточной жесткости и острости отрезаем трубу. Инструмент должен быть острым, иначе вместо того что бы резать, вы просто изомнете трубу. Обратите внимание, при обрезке важно, что бы лезвия располагались строго перпендикулярно. Срез должен быть ровным, не косить ни в какую сторону.
2) Если мы имеем дело с армированной трубой, необходимо зачистить края трубы от алюминиевого слоя, иначе, со временем, при соприкосновении с водой алюминиевая фольга начнет разрушаться, что повлечет за собой крайне неприятные последствия, вплоть до прорыва трубы в местах спайки.
3) Обезжириваем поверхность, в местах планируемой спайки. Для этого подойдет любой спиртосодержащий раствор.
4) Располагаем паяльное оборудование на ровной поверхности, предварительно выключив устройство устанавливаем нагревательные элементы (насадки для труб). Как правило, на паяльном приборе располагаются две лампочки, одна из которых сигнализирует о том, что устройство подключено к сети, а другая — о том, что устройство еще не готово к работе. Как только вторая лампочка погаснет, это будет значить, что нагревательный элемент разогрелся до достаточной температуры, и можно приступать к работе.
Как правило, на паяльном приборе располагаются две лампочки, одна из которых сигнализирует о том, что устройство подключено к сети, а другая — о том, что устройство еще не готово к работе. Как только вторая лампочка погаснет, это будет значить, что нагревательный элемент разогрелся до достаточной температуры, и можно приступать к работе.
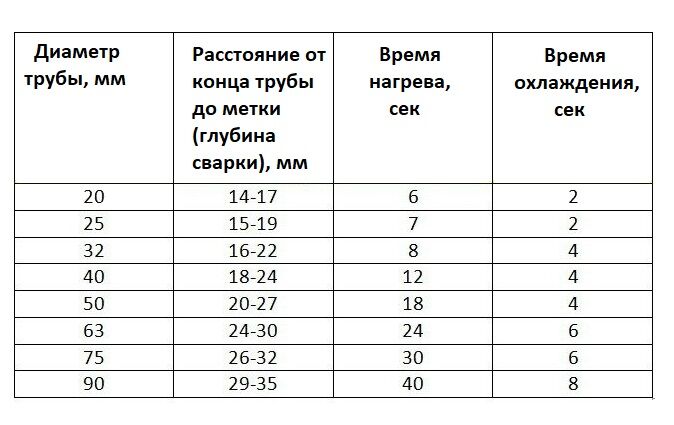
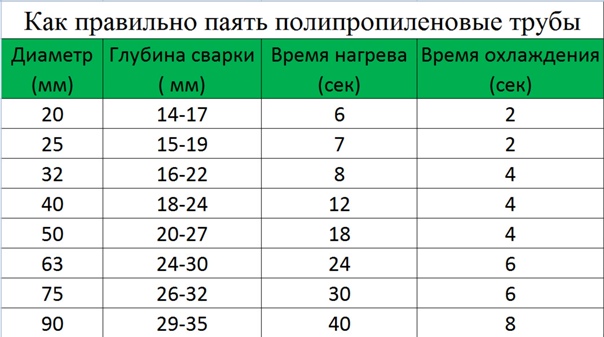
5) После нагрева насадок для труб, необходимо вставить соединяемый конец трубы в специальное место, предназначенное для трубы, через определенное время (как правило, не более 1 минуты). Время нагрева зависит от диаметра трубы. Точное время можно узнать посмотрев в таблице. Далее, труба соединяется с другой трубой. Важно, что бы процесс состыковки занимал не более 10 секунд, пока материал еще не остыл.
Процедура не сложная, но требует определенных навыков. Если вы не уверены в своих силах, лучше доверить дело профессионалу.
Важно! Не перегревайте трубы, иначе при пайке есть риск того, что пластик забъет трубу и циркуляция нарушится.
Нагрев и пайка соединения
- Нагрейте соединение: Поместите наконечник утюга так, чтобы он касался вывода компонента и площадки — цель состоит в том, чтобы получить как можно большую площадь контакта между наконечником утюга и соединением. Через точку почти не проходит тепло.
- Создание теплового моста: Добавьте небольшое количество припоя между наконечником и рабочей поверхностью — теплопередача через жидкий припой происходит намного быстрее, чем при контакте с сухой поверхностью. Вот почему так трудно использовать наконечник, который не «смачивается». Сильно нажимать не нужно. Этот шаг может не понадобиться, если на наконечнике уже имеется достаточное количество припоя после лужения после очистки.
- Нанесите припой на противоположную сторону: Нанесите припой на детали, не на железо. Делая это, вы гарантируете, что детали достаточно горячие, чтобы припой «смочился» и соединился с ними.
 Кроме того, припой будет течь к источнику тепла, поэтому нанесение припоя напротив утюга помогает распределить его и покрыть соединение.
Кроме того, припой будет течь к источнику тепла, поэтому нанесение припоя напротив утюга помогает распределить его и покрыть соединение.Для более крупных соединений вместо того, чтобы быстро заливать весь припой, непрерывно пульсируйте небольшими порциями, чтобы поддерживать свежую подачу активного флюса.
- Время: Общее время соединения должно составлять около 2-5 секунд для стандартного припоя на основе свинца 60/40, 63/37 и флюса, не требующего очистки, и до 7 секунд для бессвинцового припоя. Просто бессвинцовому припою требуется больше времени, чтобы «смочить» металл.
Смачивание – это то, насколько легко и быстро припой растекается по поверхности. Капля воды на только что покрытом воском автомобиле показывает плохое смачивание, как и припой на сильно окисленном жалом паяльника. В основном это сводится к тому, насколько молекулы жидкости притягиваются друг к другу по сравнению с поверхностью (см. поверхностное натяжение). В промышленности проводятся испытания для определения «пригодности к пайке» материалов путем измерения времени, необходимого припою для распределения по поверхности, или измерения силы, с которой бачок с жидким припоем будет давить на частично погруженный в воду компонент.
Хорошие изображения и описание смачивания и поверхностного натяжения. Содержит видео лезвия бритвы, плавающего на поверхности воды, пока не будет добавлена капля мыла.
Брошюра для испытательной станции паяемости. Прокрутите несколько страниц вниз, чтобы увидеть отличные фотографии этой машины, удерживающей один вывод чипа для поверхностного монтажа в капле припоя.
Другая связанная вики: wiki/Surface_energy
В общем цель сделать косяк как можно быстрее. Более длительное время может привести к обугливанию и повреждению платы, поднятию контактных площадок, перегреву компонентов, выгоранию и полимеризации флюса (что затрудняет его удаление) и, наконец, к более хрупкому соединению. Припой не просто замерзает на стыке, олово в припое растворяется и химически реагирует с медью в соединении, образуя новый связующий материал, называемый «интерметаллическим слоем». Хотя этот слой создает превосходную тепловую и электрическую связь, он также чрезвычайно хрупок; удвоение его толщины снижает прочность соединения на растяжение вдвое (ссылка 1).
 Поскольку этот слой растет быстрее при более высоких температурах, соединения должны выполняться при самой низкой температуре и как можно более коротком времени пайки. Этот слой также является причиной того, что повторное нагревание соединений ослабляет их. Сказав все это, я должен признать, что не знаю, сколько времени занимает слишком долго для проектов, которым не нужно работать в течение 30 лет со 100% надежностью. Через 10 секунд есть большая вероятность, что флюс израсходован.
Поскольку этот слой растет быстрее при более высоких температурах, соединения должны выполняться при самой низкой температуре и как можно более коротком времени пайки. Этот слой также является причиной того, что повторное нагревание соединений ослабляет их. Сказав все это, я должен признать, что не знаю, сколько времени занимает слишком долго для проектов, которым не нужно работать в течение 30 лет со 100% надежностью. Через 10 секунд есть большая вероятность, что флюс израсходован. - Удалите припой, затем прогладьте: Достаточно быстро вытащите утюг, чтобы не оставить шип припоя.
- Галерея хороших и плохих соединений: Припой должен плавно сползать с поверхностью и иметь блестящий вид, если он основан на свинце. Бессвинцовый припой будет иметь более тусклую и зернистую поверхность, но все равно будет хорошим соединением, если нет признаков несмачивания. Важная вещь, которую нужно искать, это любой припой, который выглядит так, как будто он не цепляется за поверхность или просто сидит сверху или рядом с поверхностью.
Галерея НАСА со всеми возможными дефектами соединения/платы, которые вы только можете себе представить. Вот еще одна большая галерея дефектов.
Отличное сравнение свинцовых и бессвинцовых соединений. п. 34
Хорошие суставы:
Отличные суставы:
Какое количество нужно? Большого количества припоя не требуется, достаточно, чтобы покрыть контактную площадку и вывод без каких-либо зазоров (фактически, IPC J-STD-001 требует только 270°). Мерой слишком большого количества припоя является то, видны ли контуры вывода в припое. Это важно, потому что вы должны иметь возможность видеть, прилип ли припой или «цеплялся» за вывод (указывая на истинное соединение), а не просто застыл вокруг него. Это относится ко всем типам соединений: лужение проводов, пайка к разъемам, компоненты для поверхностного монтажа… припой никогда не должен полностью скрывать нижележащие провода или выводы.

Нарушенное соединение (плохое): Если компонент перемещается во время затвердевания, внутренняя структура припоя будет иметь трещины, что приведет к высокому сопротивлению или ненадежному электрическому соединению, а также к хрупкому механическому соединению. Припой также выглядит тусклым и зернистым — типичные признаки «холодного» соединения, которое на самом деле не соединяется с нижележащими поверхностями.
«Холодные» соединения часто образуются, когда нижележащая площадка или вывод не нагреваются настолько, чтобы припой мог их смочить.
Ужасные косяки:
Как припаивать и отпаивать соединения
Избранное
Автор: Эндрю Букхольт (и 19 других участников)
- Избранное: 969
- Завершено: 398
Подробное руководство
Сложность
Трудно
Шаги
14
Необходимое время
Подскажите время??
Секции
1
- Как припаивать и отпаивать соединения 14 шагов
Флаги
1
Избранное руководство
Сотрудники iFixit сочли это руководство исключительно полезным.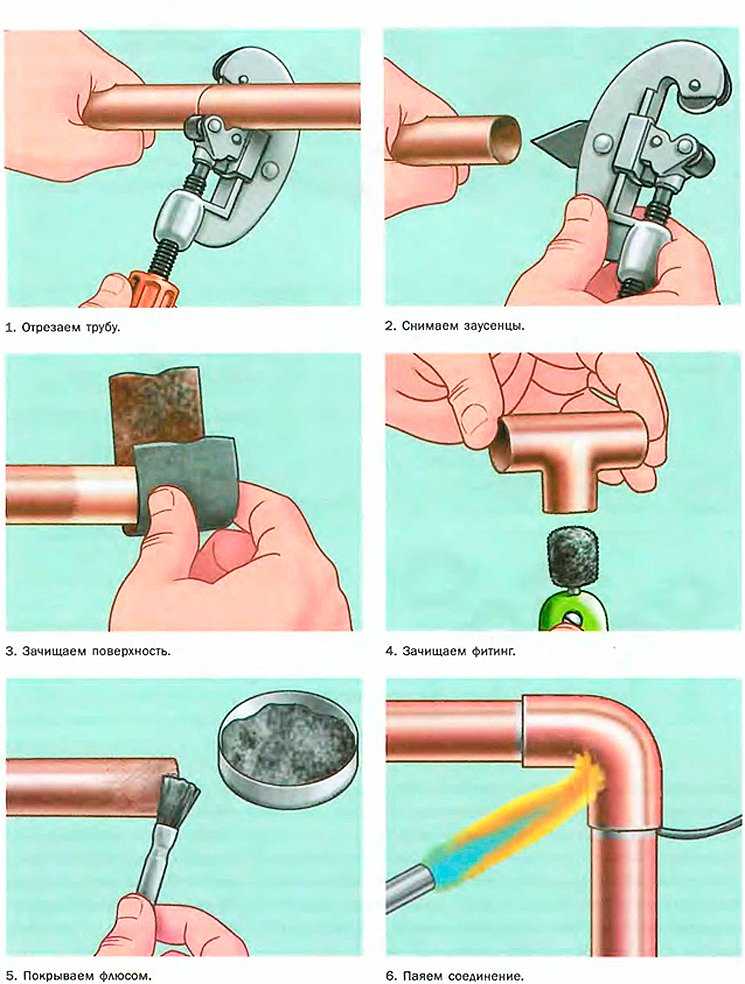
- Навыки обратной пайки
- Полный экран
- Опции
- История
- Скачать PDF
- Править
- Перевести
- Встроить это руководство
 org/HowToDirection»>
org/HowToDirection»>Для начала давайте припаяем крупный компонент к печатной плате с помощью контактных площадок для припоя.
С двух контактных площадок уже удален конденсатор. Каждая площадка нагревалась, в то время как конденсатор был отодвинут от платы.
Обратите внимание, что отверстия для пайки полностью покрыты припоем. Если открыть эти отверстия, чтобы можно было продеть провод конденсатора, установка значительно упростится.
Редактировать
Чтобы открыть отверстие, забитое припоем, нагрейте контактную площадку припоя жалом паяльника.
 Протолкните расплавленный припой с другой стороны скобой или швейной иглой.
Протолкните расплавленный припой с другой стороны скобой или швейной иглой.В нашем случае мы решили использовать отмычку под прямым углом. Свинцовый припой не будет прилипать к стали, поэтому можно использовать практически любую тонкую сталь.
Для проталкивания инструмента через отверстие может потребоваться несколько раз нагрева подушки. Как правило, нагревайте припой ровно настолько, чтобы он расплавился, а затем удаляйте жало паяльника с контактной площадки. Чрезмерный нагрев может повредить электронные компоненты.
Редактировать
 org/HowToDirection»>
org/HowToDirection»>Когда инструмент полностью пройдет через отверстие, увеличьте отверстие, нагревая верхнюю сторону площадки для пайки, вдавливая инструмент.
Теперь оба отверстия для пайки должны быть достаточно открыты, чтобы можно было вставить оголенные выводы компонента.
Редактировать
Подготовьте компонент к пайке, удалив излишки припоя с контактов. Контакты должны быть достаточно чистыми, чтобы пройти через отверстия для припоя.
Проведите жалом паяльника по длине каждого контакта, чтобы стереть припой с компонента.
 Очищайте кончик утюга между движениями, протирая его влажной губкой.
Очищайте кончик утюга между движениями, протирая его влажной губкой.Чрезмерный нагрев может повредить компоненты, поэтому не прикладывайте паяльник к компоненту на длительное время.
Редактировать
Вставьте контакты в и через отверстия, сделанные в площадках для пайки.
Для облегчения пайки слегка согните контакты, выступающие из отверстий, чтобы они держались на месте.
Редактировать
 org/HowToDirection»>
org/HowToDirection»>Для пайки каждого соединения:
Поместите жало паяльника на контактную площадку.
Наплавьте на контактную площадку ровно столько припоя, чтобы контактный провод конденсатора надежно держался на месте.
Удалите и припой, и жало паяльника из соединения, как только припой расплавится на контактную площадку.
Редактировать
 org/HowToDirection»>
org/HowToDirection»>Далее мы рассмотрим умеренно сложный процесс пайки. В нашем случае мы будем припаивать очень тонкие и тонкие выводы к печатной плате с помощью маленьких контактных площадок.
Маленькие электронные компоненты, включая провода, не могут рассеивать тепло так же быстро, как более крупные компоненты. Это делает их очень восприимчивыми к перегреву. Обязательно нагревайте соединение достаточно долго, чтобы расплавить припой.
Выводы были извлечены из контактных площадок путем нагревания стыка на верхней стороне платы при вытягивании выводов с помощью пинцета.
Редактировать
 org/HowToDirection»>
org/HowToDirection»>Обычно припой закрывает некоторые отверстия через контактные площадки на плате. Открытие этих отверстий значительно упрощает пайку.
Откройте отверстия через площадки для пайки, прижав выпрямленную скобу к блокировке, одновременно нагревая ту же площадку с другой стороны платы.
Инструмент из третьих рук (или друг) может сильно помочь в этой процедуре.
Редактировать
После очистки всех отверстий вставьте оголенные концы проводов с помощью пинцета.
Чтобы провода оставались на месте, может быть полезно сначала согнуть выводы батареи, придав им окончательную форму, а затем вставить зачищенные концы в отверстия.
Редактировать
Для пайки каждого соединения:
Поместите жало паяльника на контактную площадку.
Расплавьте достаточное количество припоя на площадке для пайки, чтобы контактные выводы прочно держались на месте.

Удалите и припой, и жало паяльника из соединения, как только припой расплавится на контактную площадку.
Редактировать
В последнем разделе выводы батареи будут припаяны к контактным площадкам для поверхностного монтажа. Соединения такого типа труднее паять, потому что провод не имеет твердой точки крепления (например, сквозного отверстия), чтобы удерживать его на месте во время пайки.
Чтобы выпаять соединение, поместите фитиль припоя поверх имеющегося шарика припоя и нажмите на фитиль припоя паяльником.
Когда припой расплавится и попадет в фитиль, снимите фитиль с соединения.
Повторите ту же процедуру для остальных отведений.
Когда участок фитиля пропитается припоем, его следует обрезать и выбросить.
Редактировать
Мы рекомендуем очищать контактные площадки для поверхностного монтажа мягкой тканью, губкой или зубной щеткой и небольшим количеством медицинского спирта.
Чтобы наплавить небольшую каплю припоя на каждую контактную площадку:
Поместите жало паяльника на контактную площадку.
Расплавьте припой так, чтобы он образовал купол на верхней части контактной площадки.
Удалите и припой, и жало паяльника с площадки для пайки, как только припой расплавится на площадке.
Редактировать
Редактировать
