
Врезка в стальную трубу под давлением
Искать:
Врезка в трубу водопровода под давлением возникает при необходимости сделать ответвление от системы водоснабжения, без необходимости перекрытия напорной магистрали и ее последующего опорожнения.
Компания KROMBER оказывает услуги по врезке в магистральный трубопровод систем водоснабжения и отопления при следующих технических условиях существующего трубопровода:
- Материал трубопровода: Сталь, Чугун .
- Диаметр магистрального трубопровода: 100mm и выше.
- Диаметр радиального трубопровода: DN50-150 (зависит от диаметра существующего магистрального трубопровода).
- Тип подключения радиального трубопровода: Фланцевое
- Давление в системе магистрального трубопровода: Не имеет значения.
- Наличие технического колодца: Не имеет значения.
- Отсутствие воды в техническом колодце: Не имеет значения.

- Наличие подключения к электрической сети 220В: Не имеет значения.

Компания KROMBER осуществляя врезку в трубу ПНД под давлением использует только комплектующие от ведущих европейских производителей соединительных элементов и запорной арматуры: +GF+ GEORG FISCHER (Швейцария), FRIALEN (Германия), HAWLE (Австрия).
Преимущества врезки в стальную трубу под давлением.
Ниже Вы можете ознакомиться с перечнем преимуществ врезки под давлением в стальную трубу систем водоснабжения и отопления:
- Нет необходимости полного отключения коммунальных сетей и их последующего опорожнения, что актуально при осуществлении работ на городских магистралях.
- При осуществлении монтажных работ на производстве исключается остановка предприятия. Остановка технологического цикла предприятия неизбежно несет существенные финансовые убытки .
- Монтажные работы могут производиться в любое время года и вне зависимости от погодных условий.
- Отсутствие затрат на отключение систем водоснабжения или теплоснабжения, а также исключаются затраты на перезапуск системы и покрытие издержек потери носителя, которые неизбежны при проведении монтажных работ.

- Актуально для систем, которые не могут обеспечить полное или частичное перекрытие тока среды (ввиду изношенности запорной арматуры или ее отсутствия).
Преимущества сотрудничества с нашей компанией.
- Безналичный и наличный расчет (включая оплату банковской картой). Предоставление полного перечня закрывающих документов по итогам выполнения работ.
- Круглосуточная аварийная диспетчерская служба 24/7. Выполнение аварийных работ круглосуточно, вне зависимости от времени года и погодных условий.
- Сроки выполнения аварийных работ — 24 часа. Срок выполнения плановых работ и ремонтов — 72 часа (после согласования плана работ).
- Каждый необходимый вид работ оценивается согласно прейскуранту и оплачивается отдельно.
- Собственный склад комплектующих и запасных частей. Более 1 000 наименований.
- Использование комплектующих только ведущих европейских производителей: GEORG FISCHER (Швейцария), FRIALEN (Германия), HAWLE (Австрия), TECOFI (Италия), FIV (Италия).

- При производстве работ строгое соблюдение всех требований по строительству и реконструкции систем водоснабжения, водоотведения и отопления.
- Собственный инструмент , включая инструмент для проведения аварийных работ, в том числе инструмент для работ в ночное время суток и зимнее время года.
- Собственный автопарк (включая полноприводный транспорт).
- Квалифицированный персонал с более чем 18-ти летним опытом работы в теплоэнергетической отрасли инженерного бизнеса.
Поделиться:
Как врезаться в пластиковую водопроводную трубу
Если вы озадачены идеей, как врезаться в пластиковую водопроводную трубу. Значит Вам требуется подключение к центральному водоснабжению. Либо мы говорим о канализационной пластиковой трубе. Ещё речь может идти о пластиковой водопроводной трубе. Мы рассмотрим все эти варианты.
Содержание
- Варианты врезки в пластиковую трубу
- Монтаж обжимного хомута накладки
- Устройство хомута или коллектора
- Приспособление электросварочной седёлки
- Врезка посредством патрубка
- Выбор лучшего решения
- Как сделать самому или вызвать мастера
- Как сделать врезку в магистральный водопровод
- Какие документы оформляются для врезки в магистральный водопровод
- Осуществление врезки своими руками
- Ход работ
- Частые возможные ошибки
Варианты врезки в пластиковую трубу
Рассмотрим, как врезать в пластиковую водопроводную трубу в разных вариантах: посредством обжима хомутом накладкой, подключением коллектора или тройника, монтажом электросварочной седелки, обеспечение врезки посредством патрубка.
Монтаж обжимного хомута накладки
Данный узел представляет собой две детали стянутыми хомутами болтами. Крепится верхняя часть к трубе через уплотнительную прокладку препятствующая протечкам воды. Для хорошего прижима обе части накладки должны быть подобраны соответствующего размера по маркировке.
В первой верхней части устроено технологическое отверстие для подключения новой линии водоснабжения.
Возможное подключение посредством:
- Элемент запорного крана,
- наличие встроенной фрезы и защитного клапана,
- концом из металла в виде фланца,
- возможность пластикового торца под склеивание.

После размещения хомута с накладками верхнюю часть направляю в сторону планируемого отвода новой линии. Фиксируют узел болтами, которые заранее подбирают по размеру с учетом диаметра узла. Специальным устройством просверливают в магистрали отверстие через патрубок смонтированного фитинга.
Данный способ, так же позволяет выполнить подключение к пластиковой трубе находящейся под давлением воды. Для этого в узле установлен встроенный вентиль, проворачивая который происходит сверление отверстии. После получения нужного результата кран закрывается, и фреза поднимается.
Это очень выгодный способ позволяющий решить проблемы подключения к воде в тех случаях, когда нет возможности прекратить подачу водоснабжения или она крайне неудобна. Такое решение упрощает процедуру и дает возможность проведение её в оперативном режиме.
Устройство хомута или коллектора
Установка тройника можно назвать классическим вариантом решения проблемы. Вместе установки, подготовленной путем удаления части трубы с двух сторон, монтируется отдельная часть в виде тройника или коллектора. Далее производиться пайка.
Далее производиться пайка.
Приспособление электросварочной седёлки
Этот механизм напоминает выше описанный способ крепления накладки, но с отличиями. Она, так же как тройник обеспечивает плотное и надежное крепление посредством пайки на молекулярном уровне материала.
Достигается это за счет устройства в пластике накладок электрических нагревательных спиралей, которые специальным сварочным устройством, имеющий программу, настроенную под каждый узел, для исключения перегрева. После чего пластик разогреваясь до определенной температуры, не превышающей критической, приклеивается к пластику и обеспечивает плотный и крепкий контакт.
После чего пластик разогреваясь до определенной температуры, не превышающей критической, приклеивается к пластику и обеспечивает плотный и крепкий контакт.
Врезка посредством патрубка
Хороший способ на трубах низкого давления. Принцип крепления заключается в том, что с помощью патрубка и обхвата, без сварочных работ, устанавливается на трубах. Подбирается элементы устройства нужного диаметра, в противном случае узел может дать течь воды. Крепление позволит просто и быстро установить отвод.
Выбор лучшего решения
Без сомнения можно, что самым универсальным и эффективным способом, учитывая сложности монтажа узла, является накладки. В сравнении с другими способами он обеспечивает надежность и гибкость в монтаже.
Как сделать самому или вызвать мастера
Работы по врезки в водопроводную систему своими силами выполнимы в части сетей внутри домовой или квартирной границы. Методы, описанные выше, могут быть выполнены после предварительного обучения работе или при частном привлечении специалиста по монтажу.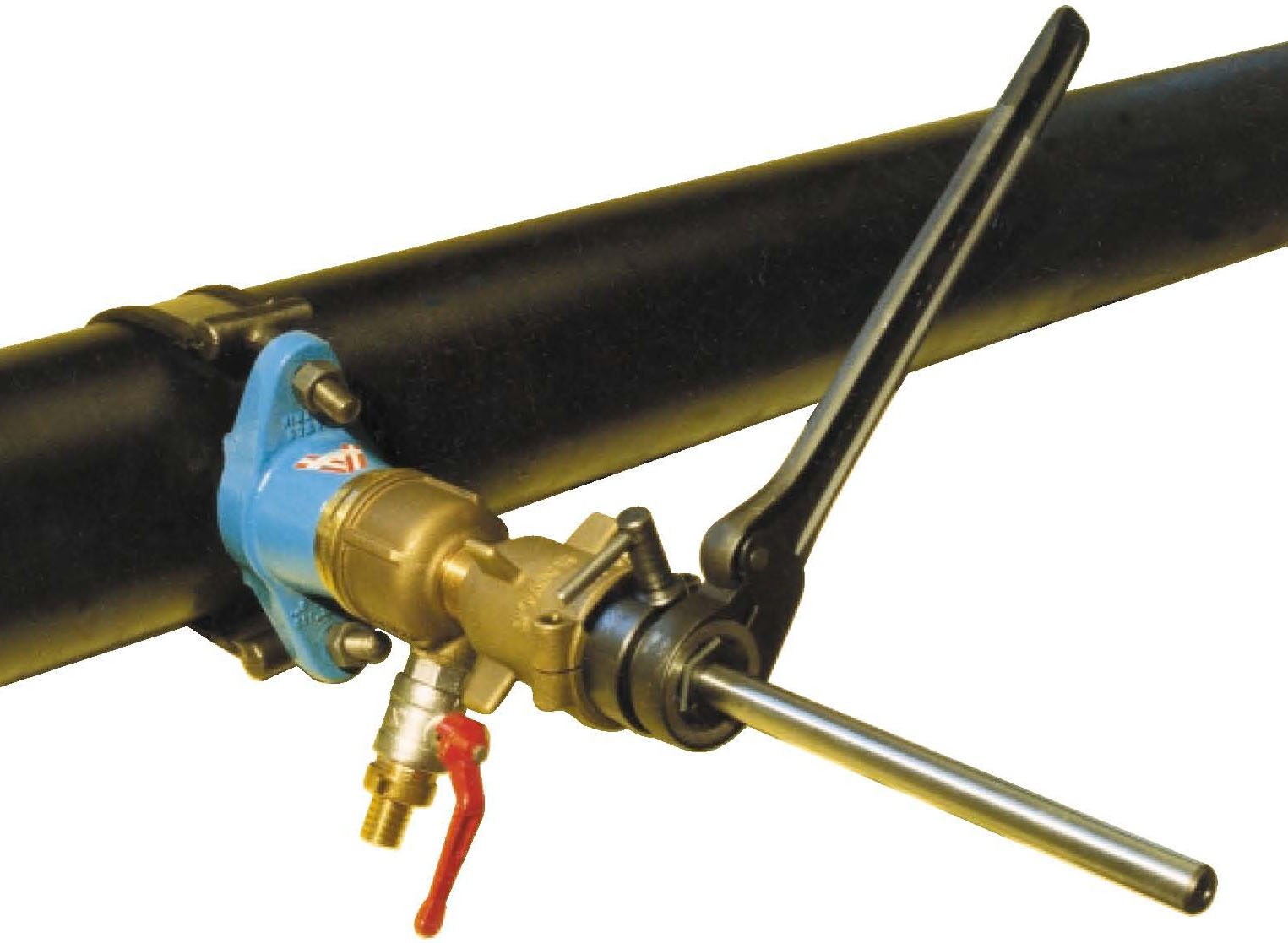 Другое дело, когда работы необходимо выполнить на магистральных сетях вне территории частного владения. В этом случае требуется обязательная подготовка и согласование по проведению работ врезки дополнительной линии.
Другое дело, когда работы необходимо выполнить на магистральных сетях вне территории частного владения. В этом случае требуется обязательная подготовка и согласование по проведению работ врезки дополнительной линии.
Как сделать врезку в магистральный водопровод
Прежде чем начать в магистральный водопровод необходимо пройти все разрешительные согласования необходимые для получения разрешения от ответственного учреждения (Водоканала). Бесспорно, лучше пройти это процесс законно, чем получить штраф за незаконную подключение, так как рано или поздно все равно выяснится при плановом осмотре и по объему расхода воды
Прежде, чем подавать документы необходимо рассчитать объем требуемой воды в дом или квартиру и как следствие размер диаметра подводящей магистрали. Как только все согласования получены и имеются разрешения можно начинать производство работ. Преимущественно при возможности предусматривается врезка в колодец существующий, но если невозможно сделать, то возможно установка нового, напротив места поставки воды.
Как только все согласования получены и имеются разрешения можно начинать производство работ. Преимущественно при возможности предусматривается врезка в колодец существующий, но если невозможно сделать, то возможно установка нового, напротив места поставки воды.
Колодец планируется устраивать на глубину залегания трассы магистральной трубы. Отвод должен смотреть в сторону дома. Далее после выполнения всех работ надлежит определенным образом провести сдачу сотрудникам контролируемой организации, с опломбировкой места учета и крана отсекающего поступающую воду.
Какие документы оформляются для врезки в магистральный водопровод
Для получения разрешения от контролирующих органов на выполнение процесса требуется подготовить пакет документов:
- проект подключения водоснабжения объекта;
- схема территории с нанесением всех коммуникаций, свежая, в масштабе 1:500;
- документы, подтверждающие право собственности на участок или недвижимость;
- письмо в ответственную организацию;
- условия технологического подключения, полученные от операционного владельца сетей.

Помимо этого необходимо направить обращение, вместе с проектом, в СЭС для получения подтверждения о подключении к магистральной сети. Проект проще всего заказать в специализированной организации для правильного и безошибочного расчета и оформления. После получения документов из СЭС пакет готов для полного согласования с Водоканалом.
Осуществление врезки своими руками
Необходимые инструменты и материалы.
Основные инструменты необходимые для выполнения работ по врезки отвода из пластиковой трубы:
- паяльник утюг;
- труборез;
- карандаш строительный;
- сварочный аппарат (в случае проведения варки электросварочной седелки).
Материалы, применяемые в процессе работ:
- пластиковая труба;
- тройник соответствующего диаметра и другой узел.
Ход работ
Прежде всего, необходимо перед началом проведения работ подготовить весь инструмент и материал необходимый для этого.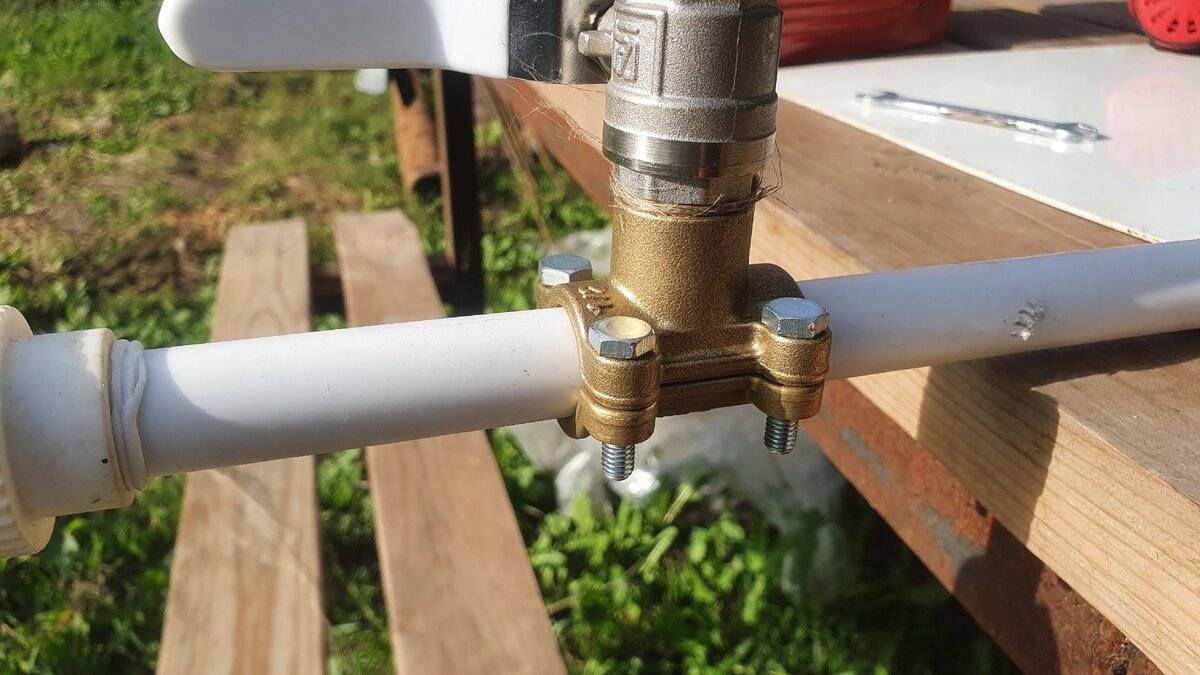 Убедившись в полной комплектации и наличием, при необходимости, нужных разрешений от контролирующих органов, приступаем к проведению работ.
Убедившись в полной комплектации и наличием, при необходимости, нужных разрешений от контролирующих органов, приступаем к проведению работ.
Подготовка и устройство колодца для врезки в магистральную сеть водоснабжения. Работы выполняются с привлечением специальной техники и сотрудников контролирующих органов, так как работы производятся на сети подведомственной им.
Параллельно проводится работы по подготовке траншеи для прокладки новой линии водоснабжения и водоотведения. Если эти линии пересекают, так же чужие магистральные сети и в проекте указано пригласить представителя при производстве работ, то это придется выполнить обязательно.
Далее выполняются работы по врезке в магистральную сеть водоснабжения, способами в зависимости от выбранного варианта и устройства.
Подключение к смонтированному узлу врезки всей новой линии системы водоснабжения до узла учета и отходящего крана, где представители поставят пломбу.
Частые возможные ошибки
Часто при подготовке к работам специалисты или владельцы участков невнимательно подготавливают материалы и элементы узлов по диаметрам и характеристикам.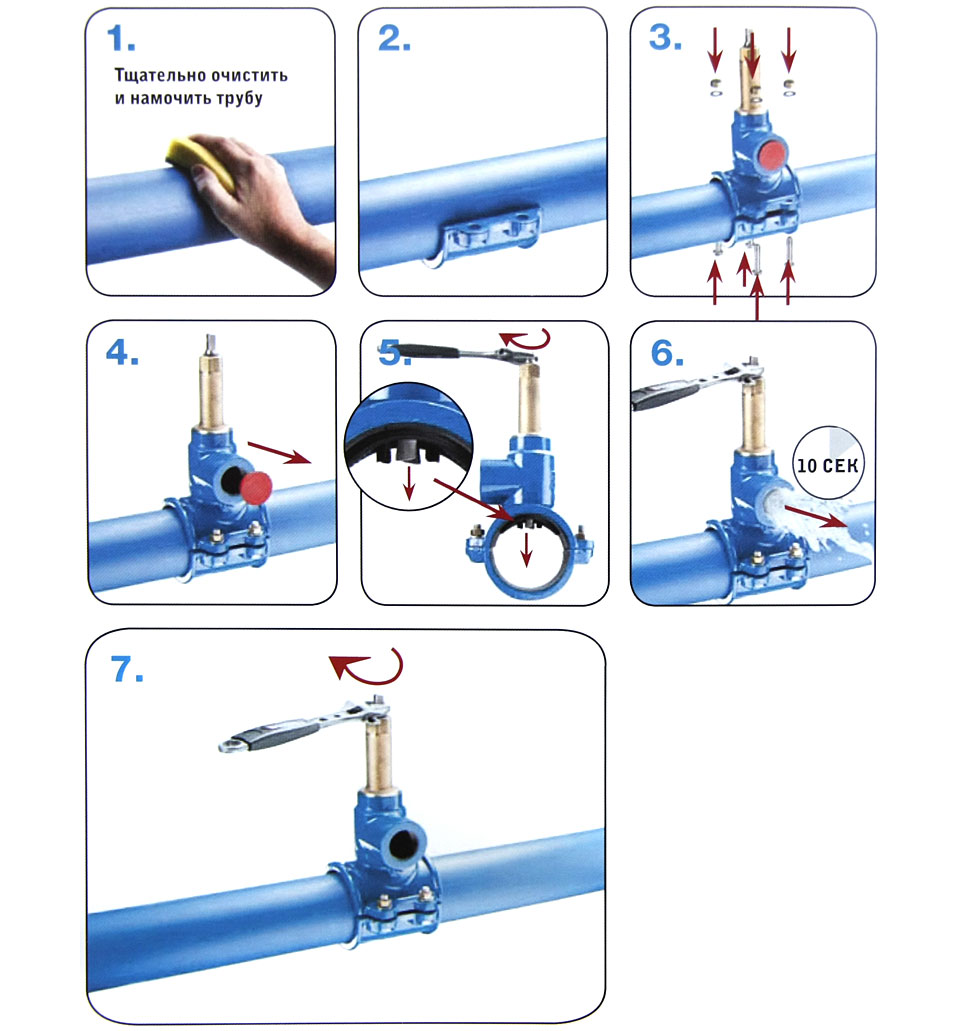 Важно предусматривать назначение использования как по размерным и по температурным характеристикам.
Важно предусматривать назначение использования как по размерным и по температурным характеристикам.
Проведение работ необходимо планировать, так же и под условие погоды, учитывать температурный режим окружающего воздуха.
При паянии материала внимательно следить за исключение пережога существующей трубы, во избежание наложения дополнительных латок и ненужных элементов, так как это ослабит место врезки.
Введение в сварку труб под уклон
11–14 сентября 2023 г. в McCormick Place в Чикаго, Иллинойс
Крупнейшее в Северной Америке мероприятие по штамповке, изготовлению, сварке и отделке металлов
По FABTECH Expo Освоение техники сварки целлюлозными электродами расширяет возможности трудоустройства НАТАН ЛОТТ И ДЖЕЙМС КОЛТОН II Натан Лотт (Nathan Lott) — менеджер по работе с клиентами, ESAB Welding and Cutting Products, Ганновер, Пенсильвания.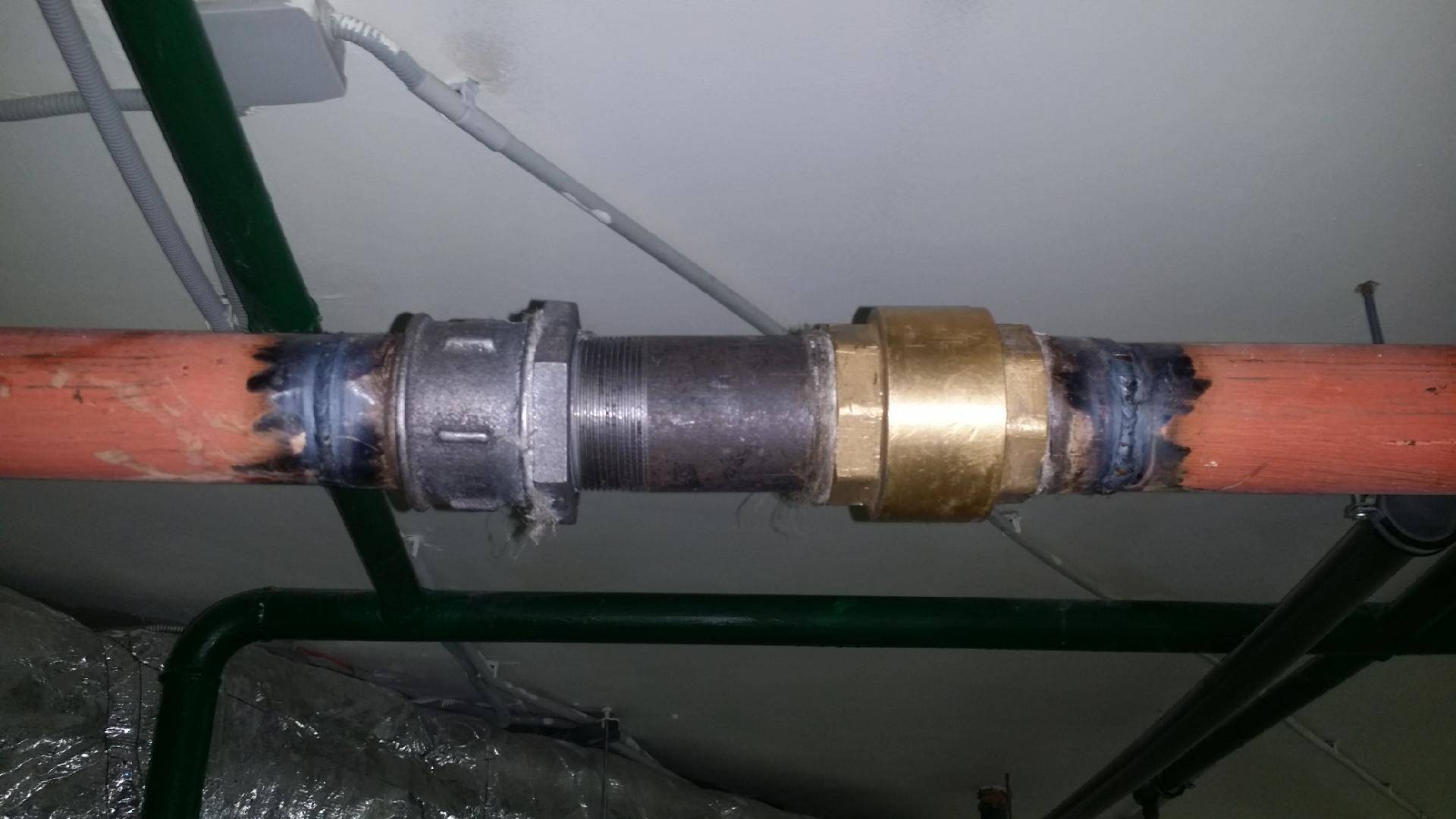
 На рисунках показана труба диаметром 6 дюймов, сортамент 80 (стенка 0,4375 дюйма). Любые конкретные параметры или размеры, используемые в реальном проекте, всегда должны соответствовать предоставленным Спецификациям процедуры сварки (WPS), а также применимым нормам, таким как API 1104, Стандарт для сварки трубопроводов и связанных с ними объектов, и Кодекс ASME по котлам и сосудам под давлением, раздел IX. Почему даунхилл и EXX10? В ситуациях, когда требуется ручная сварка в полевых условиях, SMAW остается предпочтительным процессом, поскольку он сводит к минимуму требования к оборудованию, а квалифицированные операторы могут стабильно получать качественные сварные швы. На тонкостенных трубах сварка под наклоном позволяет операторам работать «горячо и быстро», повышая производительность по сравнению со сваркой вверх по склону, которая необходима для более толстостенных труб для увеличения подводимого тепла для обеспечения полного провара. Чтобы контролировать расплавленную сварочную ванну и предотвратить скатывание шлака перед ванной, при сварке под наклоном требуется «быстрозамерзающий» целлюлозный электрод EXX10.
На рисунках показана труба диаметром 6 дюймов, сортамент 80 (стенка 0,4375 дюйма). Любые конкретные параметры или размеры, используемые в реальном проекте, всегда должны соответствовать предоставленным Спецификациям процедуры сварки (WPS), а также применимым нормам, таким как API 1104, Стандарт для сварки трубопроводов и связанных с ними объектов, и Кодекс ASME по котлам и сосудам под давлением, раздел IX. Почему даунхилл и EXX10? В ситуациях, когда требуется ручная сварка в полевых условиях, SMAW остается предпочтительным процессом, поскольку он сводит к минимуму требования к оборудованию, а квалифицированные операторы могут стабильно получать качественные сварные швы. На тонкостенных трубах сварка под наклоном позволяет операторам работать «горячо и быстро», повышая производительность по сравнению со сваркой вверх по склону, которая необходима для более толстостенных труб для увеличения подводимого тепла для обеспечения полного провара. Чтобы контролировать расплавленную сварочную ванну и предотвратить скатывание шлака перед ванной, при сварке под наклоном требуется «быстрозамерзающий» целлюлозный электрод EXX10.
 Наплавленный валик плоский с крупной рябью и покрыт тонким, рыхлым шлаковым слоем, который легко снимается, что позволяет избежать шлаковых включений при многократных проходах. Интересно отметить, что первый электрод с покрытием, запатентованный в 1904 Оскара Кьельберга был целлюлозного типа. Источники питания для EXX10
Наплавленный валик плоский с крупной рябью и покрыт тонким, рыхлым шлаковым слоем, который легко снимается, что позволяет избежать шлаковых включений при многократных проходах. Интересно отметить, что первый электрод с покрытием, запатентованный в 1904 Оскара Кьельберга был целлюлозного типа. Источники питания для EXX10  Катушки индуктивности действуют как резерв мощности, поддерживая дугу, пока оператор манипулирует электродом. Сварочные генераторы постоянного тока с их мощным магнитным полем и плавной выходной мощностью исторически устанавливали стандарт для характеристик дуги EXX10. Тем не менее, новое поколение инверторов было разработано для обеспечения оптимальных результатов при сварке целлюлозными электродами, поэтому при сварке в полевых условиях можно использовать легкие портативные устройства. Эти инверторы имеют «целлюлозный» режим работы, который имитирует «падающую» кривую вольт/ампер, предпочтительную для сварки труб. Они могут создавать более четкую, мощную и движущую дугу, которая улучшает сварку с открытым корнем и характеристики дуги EXX10, а также они имеют функцию регулируемой силы дуги, поэтому операторы могут адаптировать дугу в соответствии с областью применения и личными предпочтениями. Настройка Для спуска трубы обычно требуется прилежащий угол 60 градусов или скос 30 градусов.
Катушки индуктивности действуют как резерв мощности, поддерживая дугу, пока оператор манипулирует электродом. Сварочные генераторы постоянного тока с их мощным магнитным полем и плавной выходной мощностью исторически устанавливали стандарт для характеристик дуги EXX10. Тем не менее, новое поколение инверторов было разработано для обеспечения оптимальных результатов при сварке целлюлозными электродами, поэтому при сварке в полевых условиях можно использовать легкие портативные устройства. Эти инверторы имеют «целлюлозный» режим работы, который имитирует «падающую» кривую вольт/ампер, предпочтительную для сварки труб. Они могут создавать более четкую, мощную и движущую дугу, которая улучшает сварку с открытым корнем и характеристики дуги EXX10, а также они имеют функцию регулируемой силы дуги, поэтому операторы могут адаптировать дугу в соответствии с областью применения и личными предпочтениями. Настройка Для спуска трубы обычно требуется прилежащий угол 60 градусов или скос 30 градусов. По сравнению с 75-градусным включенным углом или 37,5-градусным скосом для сварки труб вверх (необходимо для снижения вероятности захвата шлака при использовании электрода EXX18), более узкий угол снижает требования к наплавке и повышает производительность. В зависимости от диаметра трубы скос будет заканчиваться на 1/16 дюйма. или 3⁄32 дюйма. корневая поверхность (плоская) для поддержки тепла дуги. Операторы обычно называют эти размеры корневой поверхностью «копейка» и «никель» соответственно. Поскольку для сварки трубы требуется открытый корень для обеспечения полного проплавления, WPS требуют корневого отверстия между секциями трубы, при этом корневое отверстие обычно имеет тот же размер, что и поверхность корня. В зависимости от WPS, диаметра трубы и личных предпочтений операторы могут выбирать, хотят ли они установить 1⁄16- или 3⁄32-дюйма. корневую поверхность и корневые отверстия, а также использовать 1/8- или 3/32-дюйма. электрод для корневого прохода. Если применение позволяет, авторы предпочитают выбирать никелевую поверхность основания и отверстие основания и 5/32 дюйма.
По сравнению с 75-градусным включенным углом или 37,5-градусным скосом для сварки труб вверх (необходимо для снижения вероятности захвата шлака при использовании электрода EXX18), более узкий угол снижает требования к наплавке и повышает производительность. В зависимости от диаметра трубы скос будет заканчиваться на 1/16 дюйма. или 3⁄32 дюйма. корневая поверхность (плоская) для поддержки тепла дуги. Операторы обычно называют эти размеры корневой поверхностью «копейка» и «никель» соответственно. Поскольку для сварки трубы требуется открытый корень для обеспечения полного проплавления, WPS требуют корневого отверстия между секциями трубы, при этом корневое отверстие обычно имеет тот же размер, что и поверхность корня. В зависимости от WPS, диаметра трубы и личных предпочтений операторы могут выбирать, хотят ли они установить 1⁄16- или 3⁄32-дюйма. корневую поверхность и корневые отверстия, а также использовать 1/8- или 3/32-дюйма. электрод для корневого прохода. Если применение позволяет, авторы предпочитают выбирать никелевую поверхность основания и отверстие основания и 5/32 дюйма.
 Если настройка не идеальна, исправьте ее сейчас, если это вообще возможно. Корневой проход: четыре ключевых корректировки Установите сварочный ток в соответствии с WPS, а затем согласуйте с личными предпочтениями. Типичные начальные точки: от 80 до 9.0 А для 1⁄8 дюйма. электрод и от 105 до 115 А для 5/32-дюймового. электрод. Зажгите дугу на прихваточном шве в верхней части трубы, удерживая стержень перпендикулярно трубе. Оператор отчетливо услышит дугу при ее прохождении через трубу, а за электродом откроется небольшая «замочная скважина». В этот момент наклоните электрод и начните двигаться к нижней части трубы, удерживая угол сопротивления от 5 до 15 градусов и двигаясь по прямой линии (например, без переплетения). На внешней стороне трубы будет видно очень мало света дуги. Опытные сварщики труб знают, как прочитать замочную скважину и сделать одну из четырех регулировок, чтобы контролировать размер замочной скважины, который должен примерно соответствовать ширине корневого отверстия.
Если настройка не идеальна, исправьте ее сейчас, если это вообще возможно. Корневой проход: четыре ключевых корректировки Установите сварочный ток в соответствии с WPS, а затем согласуйте с личными предпочтениями. Типичные начальные точки: от 80 до 9.0 А для 1⁄8 дюйма. электрод и от 105 до 115 А для 5/32-дюймового. электрод. Зажгите дугу на прихваточном шве в верхней части трубы, удерживая стержень перпендикулярно трубе. Оператор отчетливо услышит дугу при ее прохождении через трубу, а за электродом откроется небольшая «замочная скважина». В этот момент наклоните электрод и начните двигаться к нижней части трубы, удерживая угол сопротивления от 5 до 15 градусов и двигаясь по прямой линии (например, без переплетения). На внешней стороне трубы будет видно очень мало света дуги. Опытные сварщики труб знают, как прочитать замочную скважину и сделать одну из четырех регулировок, чтобы контролировать размер замочной скважины, который должен примерно соответствовать ширине корневого отверстия. Если оператор не видит замочную скважину, это говорит о недостаточном проникновении. Чтобы исправить ситуацию, оператор может выполнить одно или несколько из следующих действий:
Если оператор не видит замочную скважину, это говорит о недостаточном проникновении. Чтобы исправить ситуацию, оператор может выполнить одно или несколько из следующих действий:- Увеличение силы тока, обычно выполняемое на лету помощником сварщика с дистанционным управлением силой тока.
- Удерживайте более длинную дугу, что увеличивает напряжение и общее тепловложение.
- Используйте больший угол сопротивления, который возвращает больше тепла обратно в сустав.
- Уменьшить скорость движения.
- Уменьшить силу тока.
- Увеличивайте скорость движения до тех пор, пока замочная скважина не достигнет нужного размера.
- Уменьшите длину дуги, чтобы снизить напряжение и «охладить» сварочную ванну.
- Держите электрод более перпендикулярно.
 Иногда правильное давление может привести к небольшому изгибу стержня, особенно с электродом меньшего диаметра и узким корневым отверстием. При корневом проходе операторы могут столкнуться с двумя проблемами. Одна из проблем заключается в том, что дуга может отклоняться в сторону, и это может быть вызвано проблемой концентричности покрытия электрода. В SMAW кратер покрытия или чашеобразное образование покрытия, выходящее за пределы плавящегося сердечника проволоки, выполняет функцию концентрации и направления дуги. Концентрация и направление потока дуги достигается наличием кратера покрытия, чем-то похожего на сопло водяного шланга, направляющего поток металла шва. Когда покрытие не концентрично основной проволоке, неправильное направление дуги приводит к непостоянству сварных швов, плохому экранированию и неполному провару. Электрод плавится неравномерно, оставляя выступ на той стороне, где покрытие наиболее тяжелое. Это состояние часто называют «пальцевым ногтями». Чтобы избежать заедания, протолкните тонкую сторону электрода дальше в канавку, чтобы направить силу дуги в соединение.
Иногда правильное давление может привести к небольшому изгибу стержня, особенно с электродом меньшего диаметра и узким корневым отверстием. При корневом проходе операторы могут столкнуться с двумя проблемами. Одна из проблем заключается в том, что дуга может отклоняться в сторону, и это может быть вызвано проблемой концентричности покрытия электрода. В SMAW кратер покрытия или чашеобразное образование покрытия, выходящее за пределы плавящегося сердечника проволоки, выполняет функцию концентрации и направления дуги. Концентрация и направление потока дуги достигается наличием кратера покрытия, чем-то похожего на сопло водяного шланга, направляющего поток металла шва. Когда покрытие не концентрично основной проволоке, неправильное направление дуги приводит к непостоянству сварных швов, плохому экранированию и неполному провару. Электрод плавится неравномерно, оставляя выступ на той стороне, где покрытие наиболее тяжелое. Это состояние часто называют «пальцевым ногтями». Чтобы избежать заедания, протолкните тонкую сторону электрода дальше в канавку, чтобы направить силу дуги в соединение. Вторая проблема, имеющая аналогичное решение, — это дуновение дуги, когда магнитные силы пытаются подтолкнуть дугу к одной стороне соединения. В этом случае подтолкните электрод к противоположной стороне соединения и попытайтесь создать более равномерную скорость плавления. Дуговой разряд может быть вызван плохим заземлением. Убедитесь, что труба хорошо заземлена; изменение положения зажима заземления может решить проблему. Старые электроды также могут стать причиной проблем со сваркой. В то время как электроды EXX18 с низким содержанием водорода будут поглощать влагу и вызывать проблемы, целлюлоза в электродах EXX10 может высыхать, оставляя недостаточно газов для правильной работы электрода. Горячий пропуск Хороший корневой шов создаст усиление на внутренней стороне трубы, которое находится на одном уровне с внутренней частью. Снаружи корневой шов оставляет выпуклый (горбатый) валик шва с «тележными следами» шлака с обеих сторон. Отшлифуйте борт дисковой шлифовальной машиной, чтобы немного сгладить борт и обнажить гусеницы вагонов, так как они могут задерживать шлак.
Вторая проблема, имеющая аналогичное решение, — это дуновение дуги, когда магнитные силы пытаются подтолкнуть дугу к одной стороне соединения. В этом случае подтолкните электрод к противоположной стороне соединения и попытайтесь создать более равномерную скорость плавления. Дуговой разряд может быть вызван плохим заземлением. Убедитесь, что труба хорошо заземлена; изменение положения зажима заземления может решить проблему. Старые электроды также могут стать причиной проблем со сваркой. В то время как электроды EXX18 с низким содержанием водорода будут поглощать влагу и вызывать проблемы, целлюлоза в электродах EXX10 может высыхать, оставляя недостаточно газов для правильной работы электрода. Горячий пропуск Хороший корневой шов создаст усиление на внутренней стороне трубы, которое находится на одном уровне с внутренней частью. Снаружи корневой шов оставляет выпуклый (горбатый) валик шва с «тележными следами» шлака с обеих сторон. Отшлифуйте борт дисковой шлифовальной машиной, чтобы немного сгладить борт и обнажить гусеницы вагонов, так как они могут задерживать шлак. Не шлифуйте валик слишком тонко, так как он должен выдерживать тепло горячего прохода, при котором шлак поднимается вверх, чтобы он присоединялся к новому слою шлака, а не задерживался. Если WPS позволяет увеличить диаметр электрода, обратите внимание, что использование 5/32-дюймового. электрод и более нагретый электрод лучше расплавляют шлак. Однако, используя 5⁄32- или 3⁄16-дюймовый. Электрод позволит наложить больше металла шва в канавку, чтобы заполнить канавку быстрее. При использовании большего количества металла сварного шва необходимо соблюдать осторожность при использовании электродов большего размера, чтобы использовать правильную технику, чтобы избежать разрывов, которые могут попасть в ловушку. При выполнении горячего прохода может потребоваться легкое переплетение, чтобы заполнить шов, а удержание более длинной дуги также помогает расширить бассейн и увеличить поступление тепла. В противном случае электрод не требует особых манипуляций, пока не достигнет дна сустава.
Не шлифуйте валик слишком тонко, так как он должен выдерживать тепло горячего прохода, при котором шлак поднимается вверх, чтобы он присоединялся к новому слою шлака, а не задерживался. Если WPS позволяет увеличить диаметр электрода, обратите внимание, что использование 5/32-дюймового. электрод и более нагретый электрод лучше расплавляют шлак. Однако, используя 5⁄32- или 3⁄16-дюймовый. Электрод позволит наложить больше металла шва в канавку, чтобы заполнить канавку быстрее. При использовании большего количества металла сварного шва необходимо соблюдать осторожность при использовании электродов большего размера, чтобы использовать правильную технику, чтобы избежать разрывов, которые могут попасть в ловушку. При выполнении горячего прохода может потребоваться легкое переплетение, чтобы заполнить шов, а удержание более длинной дуги также помогает расширить бассейн и увеличить поступление тепла. В противном случае электрод не требует особых манипуляций, пока не достигнет дна сустава. Здесь при сварке трубы в положении 5G или 6G бассейн может иметь тенденцию к провисанию. Если вы работаете с помощником, попросите помощника уменьшить силу тока. Кроме того, многие операторы используют шаговое движение: перетащите электрод вперед, чтобы расплавить шлак, отойдите на диаметр электрода назад, чтобы дать переднему краю ванны возможность остыть, затем двигайтесь вперед и повторяйте. Если бассейн становится жидким и хочет опережать дугу при переходе из положения «2 часа» в положение «4 часа», существует ошибочное представление о том, что силу тока следует уменьшить. Чаще всего решение состоит в том, чтобы увеличить силу тока и использовать дополнительную силу дуги, чтобы протолкнуть бассейн обратно в соединение. Кроме того, может потребоваться увеличить скорость движения, чтобы оставаться впереди пула. При переходе к нижней части трубы обязательно сохраняйте угол сопротивления. Большой процент дефектов сварки возникает из-за неправильного угла наклона электрода между 4 и 8 часами.
Здесь при сварке трубы в положении 5G или 6G бассейн может иметь тенденцию к провисанию. Если вы работаете с помощником, попросите помощника уменьшить силу тока. Кроме того, многие операторы используют шаговое движение: перетащите электрод вперед, чтобы расплавить шлак, отойдите на диаметр электрода назад, чтобы дать переднему краю ванны возможность остыть, затем двигайтесь вперед и повторяйте. Если бассейн становится жидким и хочет опережать дугу при переходе из положения «2 часа» в положение «4 часа», существует ошибочное представление о том, что силу тока следует уменьшить. Чаще всего решение состоит в том, чтобы увеличить силу тока и использовать дополнительную силу дуги, чтобы протолкнуть бассейн обратно в соединение. Кроме того, может потребоваться увеличить скорость движения, чтобы оставаться впереди пула. При переходе к нижней части трубы обязательно сохраняйте угол сопротивления. Большой процент дефектов сварки возникает из-за неправильного угла наклона электрода между 4 и 8 часами. Обратите внимание, что после корневого прохода WPS может потребовать электрод E7010 или E8010; независимо от электрода типа EXX10 методика будет одинаковой. Также обратите внимание, что некоторые производители электродов предлагают электроды EXX10 и EXX10 «плюс». Электроды «плюс» создают чуть более узкую и менее плавную дугу, поэтому операторы предпочитают их для корневого прохода. Стандартные электроды EXX10 создают чуть более плавную дугу, которая помогает смачивать боковые стенки на горячем проходе и распределять лужу на заполняющем и закрывающем проходах. Наполнение и крышка Для заполнения и закрытия операторы обычно используют самый большой разрешенный электрод, часто 3/16 дюйма. чтобы обеспечить большее осаждение и помочь создать более широкий пул. На самом деле, кепку, сделанную за один проход, часто называют «кепкой для пула». Для первого прохода заполнения используйте переплетение, чтобы обеспечить соединение со стенкой трубы. Перемещение электрода из стороны в сторону и создание перевернутой U-образной формы является обычным явлением, так как удерживает более длинную дугу, чем для предыдущих проходов.
Обратите внимание, что после корневого прохода WPS может потребовать электрод E7010 или E8010; независимо от электрода типа EXX10 методика будет одинаковой. Также обратите внимание, что некоторые производители электродов предлагают электроды EXX10 и EXX10 «плюс». Электроды «плюс» создают чуть более узкую и менее плавную дугу, поэтому операторы предпочитают их для корневого прохода. Стандартные электроды EXX10 создают чуть более плавную дугу, которая помогает смачивать боковые стенки на горячем проходе и распределять лужу на заполняющем и закрывающем проходах. Наполнение и крышка Для заполнения и закрытия операторы обычно используют самый большой разрешенный электрод, часто 3/16 дюйма. чтобы обеспечить большее осаждение и помочь создать более широкий пул. На самом деле, кепку, сделанную за один проход, часто называют «кепкой для пула». Для первого прохода заполнения используйте переплетение, чтобы обеспечить соединение со стенкой трубы. Перемещение электрода из стороны в сторону и создание перевернутой U-образной формы является обычным явлением, так как удерживает более длинную дугу, чем для предыдущих проходов. В сочетании с правильным углом сопротивления эти методы предотвращают провисание центра бассейна. Поскольку одним из наиболее распространенных дефектов является недостаточное заполнение, может потребоваться добавление «зачистки» для наращивания металла шва так, чтобы он был заподлицо или почти заподлицо с верхней частью соединения. Точки между позициями 2 и 5 и 7–10 часов печально известны низкими точками в центре, и может потребоваться добавление прохода стриптизерши в этой области. Проход на заглушке должен доводить металл сварного шва до точки, в которой заглушка находится заподлицо не выше 1/16 дюйма над поверхностью трубы. Без необходимости врезки в стенку трубы можно использовать меньшие токи, чем для заполняющего(их) прохода(ов). Практика делает совершенным Сварка трубы вниз по склону целлюлозными электродами не сложнее, чем сварка вверх по склону, но для этого требуются другие методы. Навыки, полученные для сварки в гору, просто не применимы. Например, метод «взмах и пауза», необходимый для сварки на подъем EXX10, не подходит для сварки на спуск, а шлаковые системы для основных и рутиловых электродов обеспечивают совершенно разные характеристики.
В сочетании с правильным углом сопротивления эти методы предотвращают провисание центра бассейна. Поскольку одним из наиболее распространенных дефектов является недостаточное заполнение, может потребоваться добавление «зачистки» для наращивания металла шва так, чтобы он был заподлицо или почти заподлицо с верхней частью соединения. Точки между позициями 2 и 5 и 7–10 часов печально известны низкими точками в центре, и может потребоваться добавление прохода стриптизерши в этой области. Проход на заглушке должен доводить металл сварного шва до точки, в которой заглушка находится заподлицо не выше 1/16 дюйма над поверхностью трубы. Без необходимости врезки в стенку трубы можно использовать меньшие токи, чем для заполняющего(их) прохода(ов). Практика делает совершенным Сварка трубы вниз по склону целлюлозными электродами не сложнее, чем сварка вверх по склону, но для этого требуются другие методы. Навыки, полученные для сварки в гору, просто не применимы. Например, метод «взмах и пауза», необходимый для сварки на подъем EXX10, не подходит для сварки на спуск, а шлаковые системы для основных и рутиловых электродов обеспечивают совершенно разные характеристики. В Технологическом колледже Пенсильвании студенты тратят 80 часов на вводный курс по сварке труб на спуске. Курс обеспечивает хорошую основу и позволит студентам узнать, есть ли у них способности к этому процессу. Однако, как и во всех сварочных работах, есть только один способ приобрести мастерство: провести время в кабине и попрактиковаться — спускаться вниз.
В Технологическом колледже Пенсильвании студенты тратят 80 часов на вводный курс по сварке труб на спуске. Курс обеспечивает хорошую основу и позволит студентам узнать, есть ли у них способности к этому процессу. Однако, как и во всех сварочных работах, есть только один способ приобрести мастерство: провести время в кабине и попрактиковаться — спускаться вниз.5 способов соединения ПВХ с медной трубой
Вы когда-нибудь задумывались, можно ли соединить трубы из разных материалов? На самом деле, вы можете! В этой статье мы предоставим вам пошаговую инструкцию, как соединить ПВХ с медными трубами. Наряду с подробными инструкциями мы также перечислим наиболее рекомендуемые фитинги в зависимости от ваших потребностей.
Каковы основные различия между ПВХ и медными трубами?
ПВХ и медные трубы являются двумя наиболее популярными материалами для трубопроводов в сантехнической промышленности. ПВХ, в частности, известен своими замечательными коррозионно-стойкими свойствами, что делает его пригодным для систем канализационных труб, дренажных ловушек и линии водоснабжения . Кроме того, эта пластиковая труба выдерживает высокое давление воды.
Кроме того, эта пластиковая труба выдерживает высокое давление воды.
Между тем, по прочности, долговечности и составу материала медь выигрывает конкуренцию среди всех других труб на металлической основе. Медные трубы устойчивы как к теплу, так и к холоду, поэтому идеально подходят для водопровода. Более того, их можно легко установить над поверхностью или под землей.
Несмотря на различия, как ПВХ, так и медные трубы занимают лидирующие позиции в соответствующих категориях. Поэтому некоторые предпочитают комбинировать их либо из-за их функциональности, либо из-за материальных ограничений. И если вы планируете это сделать, есть определенные вещи и другая ключевая информация, которую вы должны осмыслить заранее.
Какие важные аспекты необходимо знать заранее?
Соединение труб из двух разных материалов может оказаться непростой задачей. Поэтому очень важно принять во внимание некоторые аспекты, прежде чем приступить к процессу. Во-первых, вы должны учитывать размеры труб, особенно толщину. Это очень важно, чтобы избежать потенциальных утечек во время установки.
Это очень важно, чтобы избежать потенциальных утечек во время установки.
Аналогичным образом, вам необходимо учитывать глубину вставки с помощью измерительного сантехнического инструмента, чтобы вы могли выбрать подходящий размер разъема. Помимо этого, вы должны тщательно очистить конец трубы. Мягко подпилите края, чтобы трубы соединились эффективно.
Как правильно соединить ПВХ с медной трубой в соответствии с фитингом?
На самом деле существует несколько способов соединения трубы из ПВХ с медной трубой. Каждый метод следует определенному руководству и различным требованиям к материалам. Таким образом, гораздо лучше подробно обсудить их один за другим для лучшего понимания и выбора правильного метода соответственно.
1. Соединение труб с помощью компрессионных фитингов
Это, безусловно, наиболее распространенный метод присоединения труб из ПВХ или ХПВХ к медным трубам. Почему? Потому что это не влечет за собой пайку. Это означает, что нет необходимости в открытом огне для соединения труб. Помимо того, что это более безопасный способ соединения труб, он очень прост в установке.
Помимо того, что это более безопасный способ соединения труб, он очень прост в установке.
Часто компрессионные фитинги настоятельно рекомендуются для более длинных соединений, возможно, более 10 метров в длину. В этом методе используются компрессионные или пластиковые переходники, которые затем служат связующим звеном между двумя трубами.
Начните процесс с пластикового фитинга и нанесите небольшое количество грунтовки на конец трубы, а также на переходник. Затем нанесите ПВХ-клей на оба конца трубы перед тем, как надеть фитинг на пластиковую трубу. Слегка поверните и держите неподвижно в течение нескольких секунд, чтобы убедиться, что цемент схватился.
После подготовки пластиковых труб вы можете получить накидную гайку, которая используется для медного фитинга. Отвинтите и сдвиньте гайку и компрессионное кольцо к концу медной трубы. После этого приложите усилие и накрутите гайку на фитинг.
Теперь, когда подготовка обеих труб завершена, вы можете затянуть гайку и убедиться, что она сжимает кольцо. Вы можете использовать плоскогубцы или трубный ключ, чтобы запечатать трубы и создать водонепроницаемое уплотнение. Поскольку соединение уже надежно закреплено, нет необходимости использовать трубную смазку или сантехнический скотч.
Вы можете использовать плоскогубцы или трубный ключ, чтобы запечатать трубы и создать водонепроницаемое уплотнение. Поскольку соединение уже надежно закреплено, нет необходимости использовать трубную смазку или сантехнический скотч.
Материалы, которые вам необходимо приобрести, включают компрессионный переходник, компрессионное кольцо и компрессионную гайку для изготовления компрессионных фитингов, и они довольно дороги. Несмотря на дорогостоящие затраты, этот метод по-прежнему популярен, поскольку обеспечивает прочное соединение, которое прослужит долго.
2. Соединение труб пайкой
Другой способ соединения труб – пайка. В этом методе вы припаиваете конец медной охватывающей трубы, применяя флюс. Затем медленно навинтите медный фитинг на конец трубы. Впоследствии вы подключаете фитинг с внутренней резьбой к медной трубе.
Выполнив эти шаги, вы можете прикрутить пластиковый фитинг с наружной резьбой. К сожалению, сам процесс пайки не дает очень прочного уплотнения. Итак, чтобы закрепить соединение между внутренней резьбой и наружной резьбой, лучше всего добавить клей.
Итак, чтобы закрепить соединение между внутренней резьбой и наружной резьбой, лучше всего добавить клей.
В общем, пайка не так уж безопасна, потому что она использует открытое пламя. Итак, если вы делаете это самостоятельно, то вам нужно быть очень осторожным, потому что это может привести к пожарам .
3. Крепление вставных фитингов
Как упоминалось ранее, компрессионные фитинги лучше всего подходят для соединений длинных труб. Итак, если вы просто делаете несколько коротких соединений, вероятно, длиной около 5 метров, то наиболее рекомендуемым вариантом являются фитинги с нажимной посадкой. Это очень простой и, пожалуй, самый быстрый способ соединения ПВХ и медных труб.
При этом вам не придется использовать клей или полагаться на пайку. Вы просто прикрепляете фитинг к обоим концам труб и медленно, но крепко нажимаете на соединение.
Так же, как и компрессионные фитинги, не требует дополнительного уплотнения с помощью тефлоновой или тефлоновой ленты. Это связано с тем, что фитинг уже поставляется с внутренним уплотнительным кольцом, которое уплотняется для обеспечения водонепроницаемого уплотнения.
Это связано с тем, что фитинг уже поставляется с внутренним уплотнительным кольцом, которое уплотняется для обеспечения водонепроницаемого уплотнения.
Но прежде чем покупать вставные фитинги, важно знать точные размеры. Кроме того, вам нужно иметь представление о типах вставок, чтобы выбрать лучший вариант. Некоторыми из наиболее распространенных вставных соединений являются коленчатые фитинги, тройники и муфты 1/2″ или 3/4″. На рынке также доступна нажимная посадка с клапаном.
4. Фитинги, обеспечивающие максимальное укус акулы
Следующим в списке популярных сантехнических соединений является не что иное, как фитинги с укусом акулы. Это использовалось как для коммерческих, так и для жилых соединений труб. Кроме того, он довольно известен с точки зрения лучистых систем отопления.
Установка фитинга для укуса акулы начинается с разрезания трубы из ПВХ. Вы также можете использовать инструмент для снятия заусенцев, чтобы сгладить края трубы. Затем вы вставляете трубу в фитинг, который затем обеспечивает водонепроницаемое уплотнение. Следовательно, нет необходимости в лентах, поскольку этот метод обеспечивает герметичное соединение.
Следовательно, нет необходимости в лентах, поскольку этот метод обеспечивает герметичное соединение.
Примечательной особенностью при использовании приспособления для укусов акул является тот факт, что вы можете использовать его повторно до 4 раз. Поэтому, если есть необходимость в регулировке, вы просто берете разъединительный ключ и втягиваете соединение. Кроме того, укусы акул бывают разных размеров, что делает их очень популярными среди пользователей, занимающихся своими руками, и сантехников.
5. Установка резьбовых адаптеров
Теперь последняя рекомендация: у нас есть резьбовые адаптеры. Этот метод подчеркивает уместность использования охватываемого пластикового конца, а также охватывающего металлического конца. Его не следует менять местами, потому что переходник с наружной резьбой может повредить пластмассовый переходник с внутренней резьбой, если его сильно надавить.
Итак, для начала вам понадобится тефлоновая лента или, если у вас ее нет, подойдет трубочная смазка. Используйте любой из них, чтобы закрепить резьбовые соединения. Затем привинтите концы трубы к адаптеру соответствующим образом. Вы должны быть осторожны, чтобы не перетянуть соединение, потому что это может привести к трещинам.
Используйте любой из них, чтобы закрепить резьбовые соединения. Затем привинтите концы трубы к адаптеру соответствующим образом. Вы должны быть осторожны, чтобы не перетянуть соединение, потому что это может привести к трещинам.
Где купить различные соединительные фитинги и адаптеры
Сантехнические установки и соединения, безусловно, отличный способ использовать свои технические навыки. Хотя самостоятельная установка и ремонт могут быть полезными и забавными, это может быть сложной задачей, если у вас нет подходящих материалов.
Поэтому вам нужно отправиться в местный хозяйственный магазин, чтобы купить все важные детали. Или, если хотите, вы можете выбрать онлайн-платформы, такие как Amazon и Home Depot, для своих сантехнических нужд. Но, конечно, при покупке в Интернете нужно заранее проверять рейтинги, отзывы и репутацию.
Кроме того, важно учитывать некоторые ключевые свойства. Например, если вы покупаете вставной фитинг или резьбовой переходник, то лучшим вариантом будет что-то устойчивое к коррозии и не содержащее свинца.
Настоятельно рекомендуется выбирать материал, устойчивый к ржавчине и другим химическим веществам, чтобы сэкономить деньги на преждевременной замене. Помимо материалов, вам также нужен легкий доступ к различным сантехническим инструментам, таким как трубные ключи, плоскогубцы, разъединяющие зажимы, резаки для труб и захваты для кротов, среди прочего.
Все это может быть изрядной инвестицией, но это, безусловно, полезно, особенно если у вас есть склонность выполнять все сантехнические работы самостоятельно. На самом деле, это может помочь вам сэкономить тысячи долларов с дорогой ремонт сантехники, если у вас нет страховки домовладельца .
Заключение
Установка сантехники – это увлекательное занятие, которое, вероятно, увлечет многих домовладельцев, желающих сэкономить на оплате труда.