
Трубка из нержавейки для самогонного аппарата – предназначение и выбор + Видео
Трубка из нержавейки для самогонного аппарата используется как для создания эффективного в работе и долговечного змеевика, так и для установки дополнительных соединений с сухопарником, подачи воды и т. п. Преимущество нержавейки перед такими материалами, как силикон, медь или латунь, заключается в практически полной инертности материала к воздействию температуры и паров спирта, долговечности и хорошей теплопроводности.
Содержание- Как выбрать трубку для самогонного аппарата?
- Делаем змеевик из нержавейки
- Способы крепления металлической трубки к аппарату
- Преимущества нержавейки
1 Как выбрать трубку для самогонного аппарата?
Нержавеющая сталь — лучший материал для создания качественного самогонного аппарата. Она легко моется, не подвержена температурным изменениям и коррозии. Прежде чем отправиться в магазин на поиски подходящей металлической трубки, нужно разобраться в марках стали: одни из них хорошо подходят для самогоноварения, другие выдерживают только воздействие воды и других неагрессивных жидкостей. Кроме того, некоторые типы стали не поддаются механическому воздействию, так что сделать на них сгиб будет весьма затруднительно.
Кроме того, некоторые типы стали не поддаются механическому воздействию, так что сделать на них сгиб будет весьма затруднительно.
Самогонный аппарат из нержавеющей стали
Наибольшей популярностью в пищевой промышленности в целом, и в самогоноварении в частности, пользуются следующие марки стали:
- AISI 304 (08Х18Н10) — отличается высокой коррозионной устойчивостью. Добавки хрома и никеля увеличивают ее стоимость, но самогонный аппарат, изготовленный из такого материала, будет служить вам очень долго.
- AISI 430 (12Х17) — хорошо поддается механической обработке. Добавка хрома делает материал гибким, пластичным, однако не уменьшает химическую инертность.
- AISI 201 (12Х15Г9НД) — бюджетная марка нержавейки, которая, благодаря сбалансированному вхождению азота и марганца, не уступает более дорогим типам стали.
2 Делаем змеевик из нержавейки
При самостоятельном конструировании самогонного аппарата часто возникает проблема изготовления змеевика из металлической трубки. Главной преградой на пути у любителей домашнего самогоноварения становится то, что материал при попытке согнуть его в дугу сплющивается, а внутренний диаметр змеевика становится непостоянным. Это грозит перепадами давления в системе, вследствие чего конденсация спиртовых паров на стенках охладителя будет происходить неравномерно. Чтобы избежать подобных неприятностей, нужно с умом подойти к решению поставленного задания.
Главной преградой на пути у любителей домашнего самогоноварения становится то, что материал при попытке согнуть его в дугу сплющивается, а внутренний диаметр змеевика становится непостоянным. Это грозит перепадами давления в системе, вследствие чего конденсация спиртовых паров на стенках охладителя будет происходить неравномерно. Чтобы избежать подобных неприятностей, нужно с умом подойти к решению поставленного задания.
Изготовление змеевика из металлической трубки
Сделать змеевик или место сгиба ровным поможет простая хитрость: один конец трубки затыкают куском пробки или деревянным конусом подходящего диаметра. Расположив заготовку из нержавейки под небольшим углом, в открытый конец медленно всыпают мелкий сухой песок, периодически утрамбовывая его постукиваниями по трубке. После того как будущий змеевик заполнится песком, второй его конец также запечатывают.
Теперь, когда внутреннее пространство трубки заполнено, давление при сгибании будет передаваться на песок, не позволяя тем самым материалу сплющиваться. Змеевик, намотанный на отрезок трубы, получится достаточно ровным и аккуратным. По завершении намотки пробки вынимают или высверливают дрелью. Если такой возможности нет, то дерево можно выжечь над огнем. Песок удаляют, и после тщательного промывания змеевик готов к работе.
Змеевик, намотанный на отрезок трубы, получится достаточно ровным и аккуратным. По завершении намотки пробки вынимают или высверливают дрелью. Если такой возможности нет, то дерево можно выжечь над огнем. Песок удаляют, и после тщательного промывания змеевик готов к работе.
3 Способы крепления металлической трубки к аппарату
Если толщина стенок позволяет нарезать на поверхности трубки резьбу, то проблем с ее подключением к самогонному аппарату возникнуть не должно. Внешняя или внутренняя резьба делается при помощи метчика для нержавеющей стали. Для тонкостенных трубок гораздо практичнее применять пайку.
Пайка трубок, швов и других частей на самогонном аппарате осуществляется исключительно бессвинцовым припоем. Хотя он намного хуже смачивает поверхность металла, но, в отличие от оловянно-свинцового припоя, является безопасным для использования в пищевых емкостях.
Пайка трубки к самогонному аппарату
На поверхность будущего места соединения кисточкой наносят активный флюс — хлорид цинка или ортофосфорную кислоту, — после чего тщательно прогревают трубку жалом паяльника. В процессе следует понемногу добавлять припой, наблюдая за равномерностью покрытия им поверхности. Если по окончании работы остались места, из-под которых проглядывает голая нержавейка, то процесс повторяют.
В процессе следует понемногу добавлять припой, наблюдая за равномерностью покрытия им поверхности. Если по окончании работы остались места, из-под которых проглядывает голая нержавейка, то процесс повторяют.
После остывания детали промывают от флюса проточной водой и сушат. Затем их укладывают друг на друга пролуженными участками и прогревают поверхность паяльником, при необходимости добавляя немного расплавленного припоя. После остывания систему следует опять промыть проточной водой. Чтобы окончательно избавиться от всех растворимых остатков флюса, самогонный аппарат собирают, наполняют обычной водой и кипятят около часа.
4 Преимущества нержавейки
Нержавеющая сталь часто используется для производства частей самогонного аппарата — перегонного куба, сухопарника (дефлегматора) и змеевика. Материал обладает следующими преимуществами:
- износостойкостью;
- малым весом;
- отличной скручиваемостью — из такой трубки можно изготовить змеевик с витками заранее определенного диаметра;
- безопасностью — нержавеющая сталь не меняет своих характеристик в агрессивной среде спиртосодержащих паров;
- благодаря бесшовной технологии изготовления, отсутствует риск разгерметизации самогонного аппарата в системе транспортировки разогретого пара к месту конденсации.

Части самогонного аппарата из нержавейки
Стоимость трубок из нержавейки выше, чем пластиковых или силиконовых аналогов, но это полностью компенсируется их долговечностью.
В то время как полимерные шланги приходится менять раз в несколько лет, металлические трубки прослужат вам намного дольше.
Змеевик для самогонного аппарата – оптимальные решения для домашнего использования 🌾 Новостной блог про мир алкогольных напитков «Світ хмелю»
В самогонном аппарате все его части важны, но змеевик отвечает непосредственно за эффективность дистилляции. Не буду томить – в идеале он должен быть изготовлен из стекла – это абсолютно химически нейтральный материал, который моментально реагирует на изменения температуры, а значит – обеспечивает эффективный теплообмен, что очень важно для протекания процесса конденсации. Но минусов у этого типа змеевиков больше, чем плюсов. В первую очередь – они отличаются хрупкостью. Кроме того, вы не сможете использовать их в «походных условиях» – только в самогонных аппаратах проточного типа охлаждения. В народе змеевик называют холодильником.
В народе змеевик называют холодильником.
Из чего делать змеевик для самогонного аппарата?
Как всегда, сначала хочу поделиться личным опытом. Самогон я гоню на даче, где, собственно, и живу 12 месяцев в году – да, зимой тут тоже очень хорошо! Поэтому и самогонный аппарат делал «под дачу» – то есть, «холодильник» у меня непроточного типа. Это емкость на 20-ть литров, пластиковая канистра, с которой срезана верхняя часть. В нижней части одной из стенок проделано отверстие, через которое выводится выпускной конец змеевика, скрученного в 6-8 колец внутри емкости. Длина змеевика в моем самогонном аппарате с перегонным кубом на 40 литров – около 3-3,5 метров.
Верхняя часть трубки свободна – на нее я просто надеваю силиконовый шланг соответствующего диаметра. Емкость ставлю у плиты, заполняю водой, а на плиту – флягу с брагой под перегон – вот и вся математика. Кстати, за все время перегонки, а это около 4-6 часов (20-25 литров браги), я воду в «холодильнике» не меняю, а лишь иногда перемешиваю. Летом, если сильно нагревается, просто добавляю лёд.
Летом, если сильно нагревается, просто добавляю лёд.
Итак, змеевик для самогонного аппарата у меня сделан из меди. Ее плюсы:
- Относительно химически нейтральна
- Высокая теплопроводность
- Коррозионная устойчивость
- Мягкость металла
Попробуйте согнуть трубку из пищевой нержавеющей стали. Получилось? Вряд ли. А медь – податлива. Из нее можно сделать змеевик в домашних условиях. Змеевик для самогонного аппарата из нержавейки придется покупать. Но у нержавейки есть серьезный плюс – более высокие показатели химической нейтральности. Дело в том, что медь в результате контакта с водой и воздухом постепенно окисляется, внутри образуется зеленоватый налет – патина. В естественных условиях на этот процесс уходит 50-150 лет, а в змеевике – 1-3 года. Патина снижает теплопроводность, проходимость трубки, в результате чего качество самогона снижается, а сам «холодильник» постепенно забивается. Но сам я уже 4 года кряду использую медь, которую уже пора заменить.
Почему трубка из нержавейки для самогонного аппарата не прослужит дольше?
Полагать, что трубка из нержавейки для самогонного аппарата такого типа прослужит дольше, тоже не стоит. Дело в том, что при любых раскладах на ее внутренней поверхности будет откладываться налет, проходимость будет снижаться, эффективность перегона – падать. При этом совершенно бесполезным занятием будет продувка трубки водой – это только усугубит ситуацию. Просто запомните – ни один «холодильник» не прослужит вам дольше 5-6 лет (в зависимости от интенсивности использования), за исключением стекла и ректификационной колонны.
Что такое ректификационная колонна или «царга»?
Многие современные заводские самогонные аппараты поставляются в комплекте с царгой. Ее размер не превышает 40-50 см, крепление на перегонном кубе – вертикальное. По сути, это ректификационная колонна. Внутренняя полость представляет собой лабиринт из пластин в форме полумесяцев, промежуточная полость – по ней бежит вода, а далее внешняя обшивка. Довольно эффективная штука, но только для аппаратов с проточным типом охлаждения. На них отложения практически не закрепляются, поэтому прослужит такой «змеевик» дольше.
Довольно эффективная штука, но только для аппаратов с проточным типом охлаждения. На них отложения практически не закрепляются, поэтому прослужит такой «змеевик» дольше.
Совет «бывалого»
Сторонник ли я ректификационных колонн? Однозначно – нет! Почему? Змеевик самогонного аппарата, купить который можно отдельно или сделать самому, это «сердце» процесса. Именно здесь конденсируется этиловый спирт, испаряясь из живой браги. Практически любой процесс должен иметь свою скорость, интенсивность. Попытки его ускорить не увенчаются успехом даже без дополнительных научных объяснений, потому что это ремесло! Вы пробовали водку, которая была бы вкуснее качественного домашнего самогона или настойки? Едва ли.
Ректификация на корню лишает самогон аромата и делает его резким. Вы получите «голый» спирт после двух перегонов, и будете вынуждены настаивать его на чем-то, чтобы придать ему вкус. Нет смысла делать фруктовую брагу под ректификацию. Сахарную – еще куда ни шло… Да, в плане очистки – ректификационная колонна эффективна, но нам же нужен не чистый спирт, а самогон!
В отдельных материалах я расскажу более детально о том, как из обычной медной трубки правильно сделать змеевик для самогонного аппарата, как длина и тип «холодильника» сказывается на процессе перегона и качестве конечного продукта.
Гибка труб из нержавеющей стали: эффективные процессы и соображения
Нержавеющая сталь является одним из самых популярных материалов в обрабатывающей промышленности. Это делает гибку труб из нержавеющей стали стандартным процессом формования при изготовлении металлических деталей для различных применений. Инженеры и проектировщики считают это основной операцией в составе системы труб и трубопроводов.
Однако необходимо правильное понимание того, как сгибать стальные трубы . Некоторые высококачественные материалы из нержавеющей стали в настоящее время широко распространены, что усугубляет проблемы с их обработкой. Поэтому очень важно знать, как выполнять процесс гибки.
В этой статье мы обсудим наиболее эффективные методы гибки стальных труб. Мы также поможем вам получить максимальную отдачу от процесса.
Основы и проблемы Гибка труб из нержавеющей стали Использование стали для изготовления прототипов на заказ может оказаться сложной задачей. Это твердый материал. Однако это пластичный и податливый материал. Он легко формируется с помощью различных процессов механической обработки в несколько форм. Гибка труб из нержавеющей стали — это процесс, который помогает придать трубам несколько ценных конфигураций.
Это твердый материал. Однако это пластичный и податливый материал. Он легко формируется с помощью различных процессов механической обработки в несколько форм. Гибка труб из нержавеющей стали — это процесс, который помогает придать трубам несколько ценных конфигураций.
Хотя нержавеющую сталь можно сгибать в различные формы, этот процесс может потребовать значительного прямого давления для специальных инструментов. Когда мы говорим о гибке высококачественных материалов из нержавеющей стали, внимание обращается на повышенную сложность гибки. Сложность часто зависит от толщины трубки.
Толстостенные трубы обычно требуют повышенного усилия для изгиба. Кроме того, для конкретных размеров и форм труб может потребоваться свой комплект гибочного оборудования. Возможность возникновения возвратной пружины также представляет серьезную проблему при гибке труб из нержавеющей стали.
Как сгибать трубы из нержавеющей стали Работать с трубами из нержавеющей стали довольно сложно. Однако некоторые приемы могут помочь упростить этот процесс. В этом разделе мы обсудим, как согнуть трубы из нержавеющей стали, используя наиболее эффективные методы.
Однако некоторые приемы могут помочь упростить этот процесс. В этом разделе мы обсудим, как согнуть трубы из нержавеющей стали, используя наиболее эффективные методы.
Гибка металлических труб на оправке часто выполняется на трубогибочном станке с вращающейся тягой. Оправка — это инструмент, помещаемый внутрь трубы, чтобы гарантировать, что ее форма не изменится при изгибе. Оправки могут поставляться с дополнительным стальным шариком, чтобы они оставались внутри изогнутых участков изгибов во время процесса гибки.
Установка для гибки труб на оправке включает:
- Пресс-матрица — эта матрица удерживает касательную (или прямую часть) трубы.
- Зажимная матрица – вращает стальную трубу вокруг гибочной матрицы.
- Оправка – поддерживает внутреннюю часть трубы вокруг изгиба и может поставляться с шарнирными шариками.
- Грязесъемная матрица – контактирует с трубкой непосредственно перед точкой касания внутреннего радиуса, протирая заготовку, чтобы предотвратить образование складок на внутреннем радиусе.

Гибка труб на оправке доминирует в области гибки труб из нержавеющей стали, особенно при работе с малыми радиусами. Когда вы думаете о том, как согнуть трубу из нержавеющей стали по радиусу, вы должны выбрать гибку на оправке. Это связано с тем, что метод обеспечивает максимальный контроль над овальностью и утончением стенки.
Использование оправки с внутренним диаметром (ID) помогает поддерживать поток материалов во время гибки. Точно так же пресс-форма поддерживает внешний диаметр (НД). Эти элементы объединяются для контроля наружного и внутреннего диаметра трубы на протяжении всего процесса гибки. Изгиб трубы на оправке помогает предотвратить наиболее распространенные проблемы с изгибом, в первую очередь, пружинение. Это также предотвращает морщины, уплощение и перегибы.
Трехвалковая гибка Валковая гибка или угловая гибка является эффективным процессом для больших заготовок. Обычно он включает в себя три валка, установленных в виде пирамиды с вертикальной или горизонтальной ориентацией фрезерования, в зависимости от размера секции.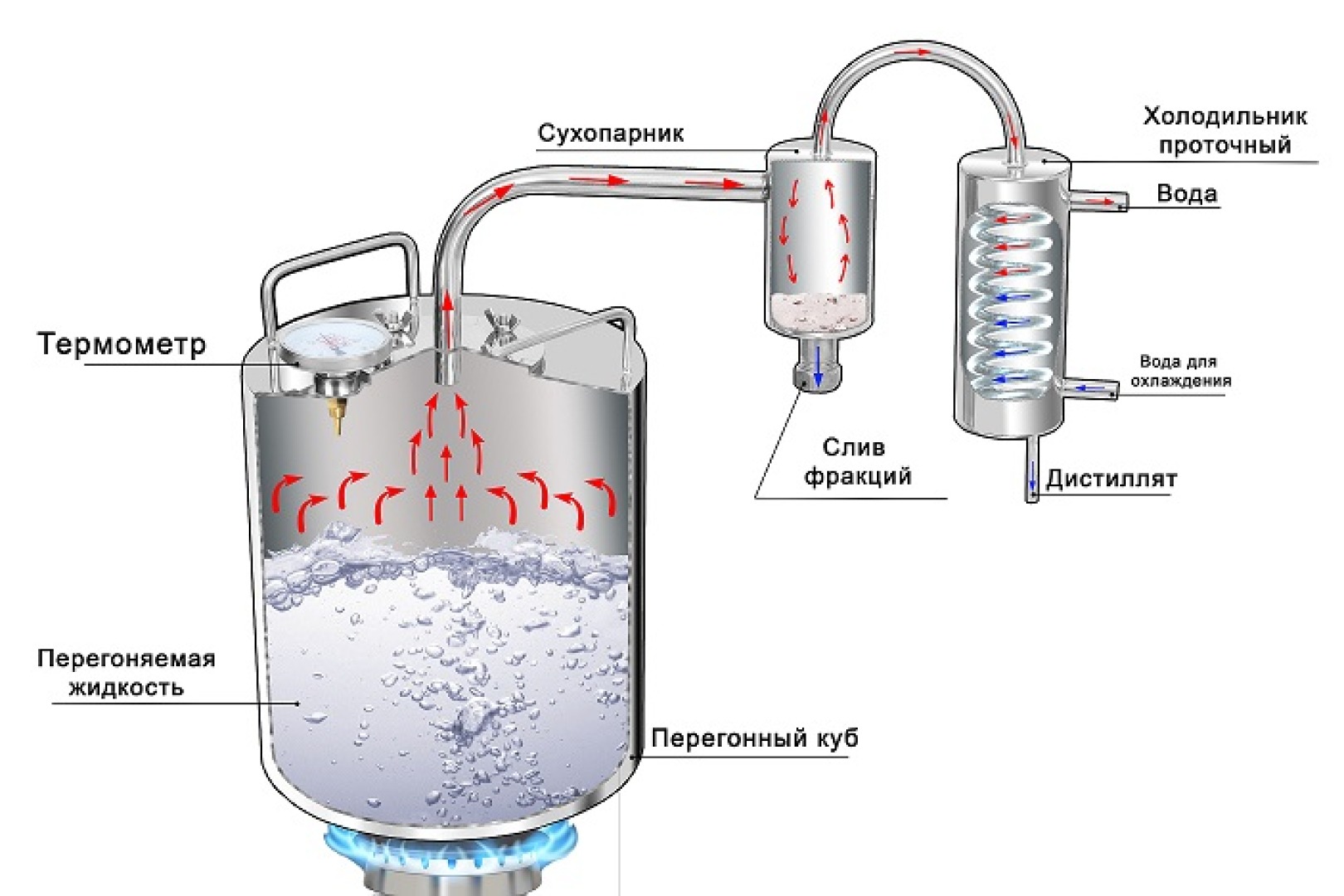 Валки движутся так, что могут создавать большие, обычно определенные радиусы.
Валки движутся так, что могут создавать большие, обычно определенные радиусы.
Машина определяет, какие валки перемещаются в какую сторону. Расположение среднего ролика определяет радиус трубы. Верхний валок может двигаться вверх и вниз на некоторых машинах для создания нужного угла. На других машинах движутся два нижних валка, а верхний валок остается неподвижным.
Для изготовления спиралей производители используют гибку вальцами. Оператор может производить непрерывные рулоны, поднимая трубу после оборота. При этом заготовка должна иметь большой радиус и шаг в один диаметр. Однако, если он имеет больший шаг витка, потребуется дополнительный рулон. Этот ролик помогает направлять трубу наружу во время формирования бухты.
Гибка вытягиванием Этот метод аналогичен процессу гибки труб на оправке, только без оправки. Это повышает точность трубной части для получения сложных смесей без деформации. В этом методе машина поддерживается с помощью зажимов.
Зажимы позволяют вытягивать трубу до формы, имеющей такой же радиус, как у трубы. С помощью этого принципа гибка вытягиванием помогает получить острые изгибы на трубе, сохраняя при этом высокую точность и согласованность.
Производители часто используют метод гибки с вращающимся вытягиванием деталей труб, используемых в несущих конструкциях и машинах. Типичными примерами являются каркасы безопасности, велосипедные рули, перила и т. д.
Гибка сжатиемДругим эффективным методом гибки труб из нержавеющей стали является гибка сжатием. Этот метод изгибает материал вокруг стационарной гибочной матрицы с использованием пресс-формы. Система включает начальный зажим трубы за задней точкой касания. После этого пресс-форма помогает «прижимать» заготовку к гибочной матрице.
Гибка труб сжатием лучше всего подходит для симметричных заготовок. Это трубки с одинаковыми изгибами с обеих сторон. Гибка этих труб происходит за один установ на станках с двумя гибочными головками. Таким образом, вы можете выбрать этот метод, когда округлость изгиба не является самым важным фактором.
Таким образом, вы можете выбрать этот метод, когда округлость изгиба не является самым важным фактором.
Гибка сжатием идеально подходит для обеспечения скорости и экономичности при стремлении получить более высокую производительность при меньших затратах. Однако мы не рекомендуем этот метод для труб с радиусом осевой линии (CLR) менее чем в два раза больше диаметра изгиба. То есть вам понадобится как минимум 2-дюймовая осевая линия для 1-дюймового изгиба трубы, чтобы получить желаемое качество изгиба.
Вас интересуют другие методы гибки других листов металла? Читайте: Как согнуть листовой металл. Если у вас есть потребность в производстве гнутых труб из нержавеющей стали, RapidDirect для вас. Просто загрузите файл вашего дизайна.
Попробуйте RapidDirect прямо сейчас!
Вся информация и загрузки защищены и конфиденциальны.
Рекомендации по Гибка труб из нержавеющей стали Размышляя о том, как согнуть стальные трубы, необходимо учитывать некоторые конструктивные соображения и факторы.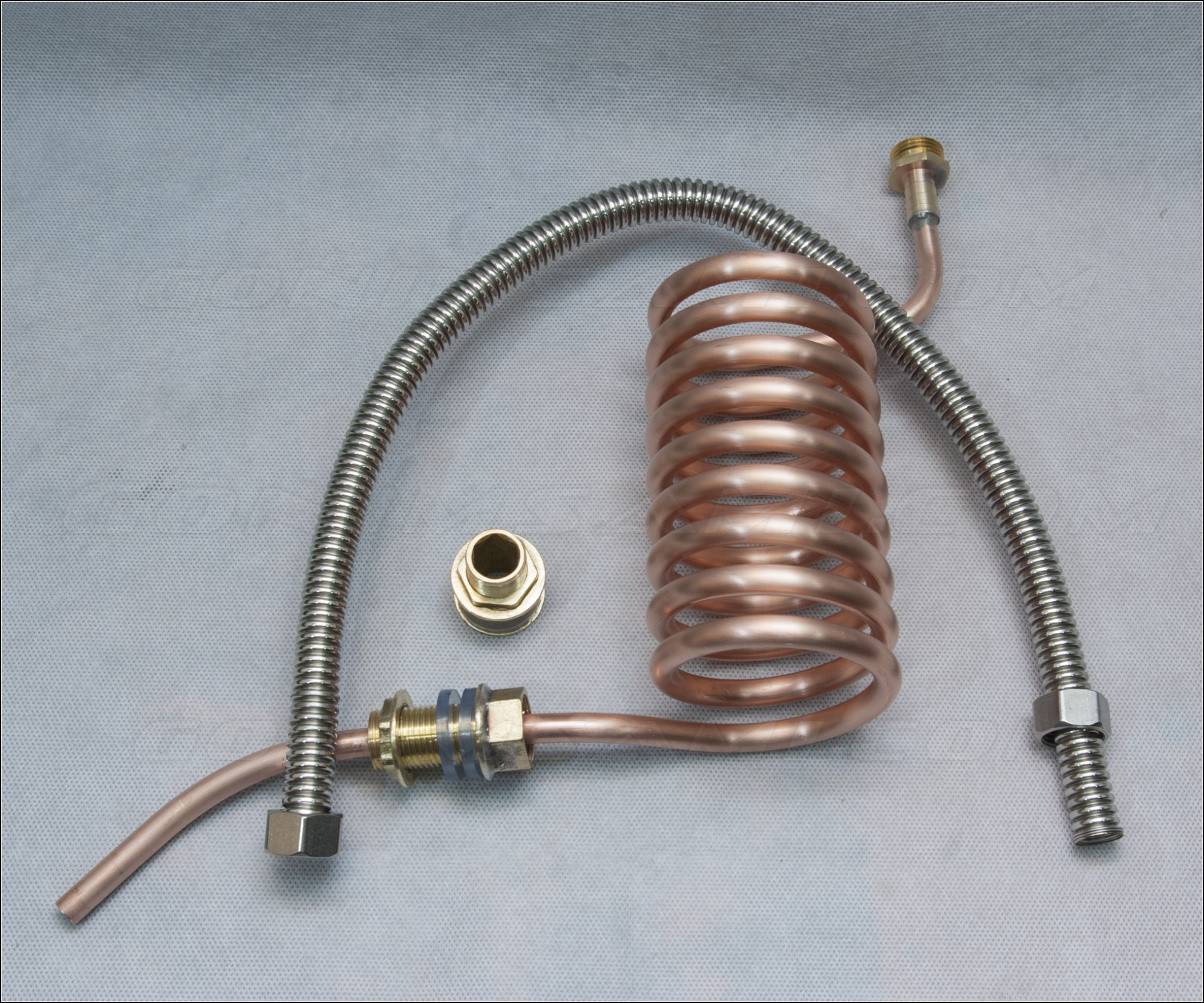 К наиболее важным из них относятся:
К наиболее важным из них относятся:
Изгиб стальных труб часто требует малого радиуса. В большинстве случаев утончение внешней стенки изгиба часто приводит к искривлению изгиба. Использование оправки для поддержки может помочь предотвратить это. Это означает, что гибка труб на оправке является наиболее надежным методом в данном случае.
Иногда достижение малого радиуса может привести к выходу стали за предел упругости. Это часто приводит к таким деформациям, как морщины и горбинки. В таких ситуациях рекомендуется трехвалковая гибка или гибка с вращающейся вытяжкой.
Более того, малые радиусы изгиба часто требуют более осторожного приложения силы. Изгиб на 180 градусов может быть возможен в зависимости от внутреннего диаметра и толщины трубы. Однако может потребоваться более широкая U-образная форма для сохранения структурной целостности и внутренней формы.
Предел текучести Другим важным фактором при гибке труб из нержавеющей стали является предел текучести. Это одна из характеристик стальных материалов, которая может приводить к образованию упругой отдачи. Материалы с более высоким пределом текучести будут иметь большее отношение упругой деформации к пластической. Такие материалы также будут демонстрировать большую упругость, чем материалы с более низким пределом текучести.
Это одна из характеристик стальных материалов, которая может приводить к образованию упругой отдачи. Материалы с более высоким пределом текучести будут иметь большее отношение упругой деформации к пластической. Такие материалы также будут демонстрировать большую упругость, чем материалы с более низким пределом текучести.
Поэтому очень важно определить предел текучести вашего стального материала перед гибкой. Каждый изгиб дает разумное количество напряжения. Следовательно, предел текучести следует рассматривать с учетом ожидаемой величины деформации.
Толщина материала Различия в толщине материала являются серьезной проблемой, когда речь идет о гибке труб из нержавеющей стали. Это особенно важно, когда производители пытаются добиться определенных допусков на изгиб. О калибре различных нержавеющих сталей часто говорят по отношению к средним значениям. Однако фактическая толщина материала в действительности находится в пределах определенного диапазона.
Таким образом, небольшое изменение толщины может значительно повлиять на угол изгиба на несколько градусов. Это часто влияет на результаты, особенно когда вам нужны жесткие допуски. Важно знать, что некоторые материалы могут нуждаться в большей изгибающей способности, чем другие, при изготовлении труб по индивидуальному заказу. Более толстые сорта нержавеющей стали потребуют большей силы, чем более тонкие.
Деформация, связанная с изгибом более толстых материалов вокруг заданных радиусов, выше, чем у более тонких материалов вокруг тех же радиусов. Чем толще стенки, тем большее давление может выдержать трубка. Точно так же трубы с более тонкими стенками более подвержены разрушению при изгибе.
Таким образом, рекомендуется правильно установить мощность изгиба, чтобы предотвратить несоответствия и деформации материала. Вы должны выбрать правильный процесс и настроить машину соответствующим образом.
Сравнение сварных труб и бесшовных труб Можно сгибать как бесшовные, так и сварные трубы. Однако бесшовные трубки часто лучше гнутся, если желаемый радиус мал. С другой стороны, более тонкие стенки сварных труб делают их пригодными для применений большего диаметра. Шов сварных труб может мешать согласованности изгибов. Это связано с тем, что на трубе образуется точка концентрации напряжений.
Однако бесшовные трубки часто лучше гнутся, если желаемый радиус мал. С другой стороны, более тонкие стенки сварных труб делают их пригодными для применений большего диаметра. Шов сварных труб может мешать согласованности изгибов. Это связано с тем, что на трубе образуется точка концентрации напряжений.
Концентрация напряжений дает сварным трубам рабочее давление на 20% ниже, чем у бесшовных труб. Мы также не можем игнорировать возможность неправильного формирования сварного шва, что может привести к тому, что труба будет не идеально круглой. Это препятствует правильному изгибу сварных труб.
Таблица радиусов изгиба труб из нержавеющей сталиРадиус изгиба трубы — это радиус, измеренный до центральной линии трубы. Инструменты для радиуса изгиба часто различаются в зависимости от трубогиба. Тем не менее, наиболее распространенные из них обычно соответствуют определенным эмпирическим правилам.
Стандартный радиус изгиба на вытяжке равен 2 x D Это означает, что для трубы с наружным диаметром 20 мм потребуется радиус изгиба 40 мм. Возможны более узкие радиусы изгиба, например ½ x D. Однако часто бывает дороже получить что-либо меньше 2 x D.
Возможны более узкие радиусы изгиба, например ½ x D. Однако часто бывает дороже получить что-либо меньше 2 x D.
Свойства материала и толщина стенки влияют на минимальный радиус изгиба валка. Таким образом, придерживаться рекомендации 7 x D технически безопасно. Также рекомендуется допустить широкий допуск на радиусы изгиба.
Применение труб из нержавеющей сталиТрубы из нержавеющей стали — это универсальный материал, используемый в различных отраслях промышленности благодаря простоте сборки. Он также может выдерживать экстремальные условия, такие как высокие температуры и давление. Это одно из свойств нержавеющей стали, которое делает ее полезной в определенных отраслях промышленности.
Например, станки с ЧПУ для автомобильной промышленности используют трубы из нержавеющей стали для производства высококачественных глушителей. Это потому, что они могут выдерживать экстремальное давление, которое проходит через них. Он также находит применение в медицинских устройствах, рамах солнечных батарей, промышленном оборудовании и электропроводке. Возможность формовать стальные трубы различной формы и толщины делает их еще более полезными.
Он также находит применение в медицинских устройствах, рамах солнечных батарей, промышленном оборудовании и электропроводке. Возможность формовать стальные трубы различной формы и толщины делает их еще более полезными.
Вы найдете трубы из нержавеющей стали для различных бытовых нужд, включая бытовые приборы, системы отопления, водоснабжения и водопровода. Вряд ли найдется отрасль, в которой не используется этот универсальный материал, начиная от аэрокосмической, автомобильной, технологической, электротехнической, строительной и пищевой промышленности.
Новаторы продолжают каждый день находить новые применения для труб из нержавеющей стали, внедряя их во все сферы жизни.
Итак, подходит ли гибка стальных труб для вашего применения? Как уже упоминалось, стальные трубы используются в различных отраслях промышленности для различных целей. Кроме того, наличие сложных машин и современных методов делает гибку труб более точной. Таким образом, выбор подходящего материала, процесса и инструмента даст вам отличный шанс добиться идеального изгиба для вашего приложения.
Если вы хотите узнать о более экономичных способах и получить надлежащее руководство по гибке стальных труб, услуги обработки с ЧПУ RapidDirect для вас! Мы также предоставляем изготовление труб по индивидуальному заказу и услуги по изготовлению, которые вы никогда не получите в другом месте. Наша команда экспертов предлагает услуги быстрого прототипирования по конкурентоспособным ценам.
Это еще не все. Наша команда экспертов предоставит профессиональные консультации по вашему дизайну. Затем мы помогаем вам производить высококачественные и востребованные стальные трубы. Мы предлагаем гарантию качества, на которую вы всегда можете положиться. Загрузите файл САПР сегодня и получите мгновенное предложение.
Попробуйте RapidDirect прямо сейчас!
Вся информация и загрузки защищены и конфиденциальны.
Часто задаваемые вопросы Насколько сложно сгибать трубы из нержавеющей стали? Гибка стальных труб может быть очень сложной из-за твердости материала. Тем не менее, выбор правильного производителя с надлежащим знанием процессов и инструментов может помочь сделать процесс более плавным.
Тем не менее, выбор правильного производителя с надлежащим знанием процессов и инструментов может помочь сделать процесс более плавным.
Выбранный вами метод зависит от ваших требований к изгибу. Изгиб на оправке предпочтителен для операций гибки с меньшими радиусами, чтобы предотвратить сплющивание, образование складок и перегибов. С другой стороны, валковая гибка идеально подходит для более тонких труб с большим радиусом изгиба.
Для каких целей используются трубы из нержавеющей стали?Во многих отраслях промышленности используются трубы из нержавеющей стали для различных целей. Они используются в бытовой технике, автомобильных и аэрокосмических деталях, электронных устройствах, сантехнических системах, медицинских устройствах и многом другом.
Рекомендации по гибке труб из нержавеющей стали
03 мая 2022 г.
Нержавеющая сталь является одним из наиболее популярных материалов, используемых для гибки труб на заказ, благодаря ее превосходной прочности и превосходной устойчивости к коррозии.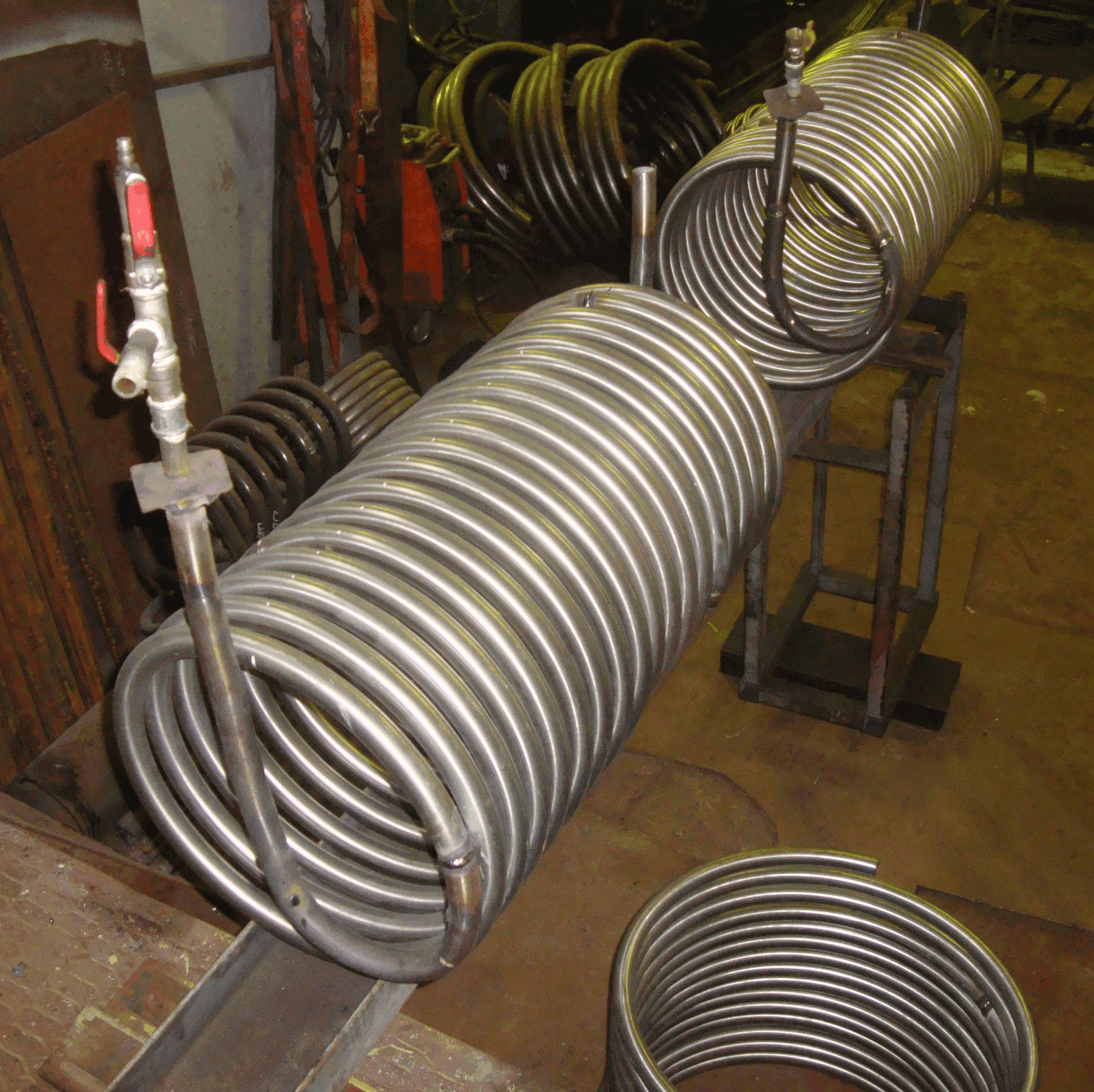 Это идеальный выбор для различных компонентов труб и трубопроводов, включая инструменты и оборудование OEM, коллекторы и линии подачи гидравлической жидкости, охлаждающие змеевики, водяные форсунки и многое другое.
Это идеальный выбор для различных компонентов труб и трубопроводов, включая инструменты и оборудование OEM, коллекторы и линии подачи гидравлической жидкости, охлаждающие змеевики, водяные форсунки и многое другое.
Когда дело доходит до гибки труб из нержавеющей стали, необходимо учитывать множество соображений, таких как толщина материала, используемый процесс гибки, желаемая конфигурация и многое другое. Обладая более чем 44-летним опытом, Triad Products Corp является экспертом в области производства металлических изделий. Продолжайте читать, чтобы определить, подходит ли нержавеющая сталь для ваших труб.
Проблемы изготовления труб из нержавеющей стали
Нержавеющая сталь — очень твердый материал, поэтому при гибке труб могут возникать определенные проблемы. Тем не менее, он также обладает отличной пластичностью и может быть легко преобразован в различные формы с использованием соответствующих инструментов и оборудования. Толщина материала будет определять величину усилия, необходимого для достижения желаемой конфигурации. Толстостенный материал и/или трубы неправильной формы потребуют значительного прямого усилия с использованием современного оборудования для гибки.
Толстостенный материал и/или трубы неправильной формы потребуют значительного прямого усилия с использованием современного оборудования для гибки.
Triad Products Corp имеет опыт гибки труб из нержавеющей стали для различных отраслей промышленности. Благодаря нашим высококвалифицированным инженерам и современному оборудованию мы можем создавать простые и сложные компоненты для любого применения.
Методы гибки труб из нержавеющей стали
Нержавеющую сталь можно сгибать различными способами. Лучший метод для вашего процесса будет зависеть от формы и радиуса, которые вы хотите получить. Общие методы гибки труб из нержавеющей стали включают:
Гибка с вращающейся вытяжкой
Гибка с вращающейся вытяжкой включает в себя зажим наружной поверхности трубы или трубки из нержавеющей стали и формование ее вокруг штампа до тех пор, пока не будет достигнут желаемый радиус изгиба. Этот процесс идеально подходит для высокоточных компонентов и изгибов с малым радиусом.
Трехвалковая гибка
При валковой гибке три ролика используются для постепенного изгиба трубы из нержавеющей стали путем приложения давления в определенных точках по мере подачи материала через машину. Трехвалковая гибка обычно используется для получения гибки с большим радиусом.
Изгиб на оправке
Изгиб на оправке аналогичен гибке на вращающемся вытяжном устройстве, но вместо этого используется оправка для обеспечения внутренней поддержки, когда труба изгибается вокруг матрицы. Изгиб на оправке используется для сохранения округлости трубы и предотвращения разрушения.
Гибка сжатием
Гибка сжатием включает в себя зажим трубы из нержавеющей стали вокруг стационарной матрицы с последующим вытягиванием вокруг нее материала для формирования изгиба. Этот процесс выполняется быстро, но его не следует использовать, когда приоритетными являются изгибы с малым радиусом.
Изгиб с помощью домкрата
Для сгибания с помощью цилиндра используется гидравлический домкрат для гибки труб из нержавеющей стали в нескольких местах, поскольку они крепятся к поворотному блоку или ролику. Этот процесс прост и экономичен, но не идеален для приложений, требующих жестких допусков.
Этот процесс прост и экономичен, но не идеален для приложений, требующих жестких допусков.
Что следует учитывать при изготовлении стальных труб по индивидуальному заказу
Прежде чем приступить к реализации проекта по гибке труб из нержавеющей стали, следует принять во внимание несколько соображений. Наиболее важные факторы, которые следует учитывать, включают:
- Радиус изгиба: В большинстве случаев применения труб из нержавеющей стали требуются изгибы с малым радиусом, требующие таких методов гибки, как гибка на вращающемся станке или гибка вальцами. В качестве опоры можно использовать оправку, чтобы предотвратить обрушение стенки.
- Предел текучести: Нержавеющая сталь имеет высокий предел текучести, что увеличивает вероятность пружинения. Перед началом проекта по гибке труб важно определить величину ожидаемой деформации.
- Толщина материала: Толщина материала влияет на силу, необходимую для достижения определенной конфигурации.
 Более толстые стенки имеют большую деформацию и потребуют большей силы, но более тонкие стенки более подвержены обрушению. Толщина материала является важным фактором при определении наиболее эффективной настройки инструмента.
Более толстые стенки имеют большую деформацию и потребуют большей силы, но более тонкие стенки более подвержены обрушению. Толщина материала является важным фактором при определении наиболее эффективной настройки инструмента. - Сварные и экструдированные: можно сгибать как сварные (швы), так и экструдированные (бесшовные) трубы. Бесшовные трубки идеально подходят, когда желаемый радиус очень мал, а сварные трубки предпочтительнее для применений большего диаметра.
Трубы из нержавеющей стали Марки
Наиболее распространенные марки, используемые для гибки труб из нержавеющей стали, включают нержавеющую сталь 304 и нержавеющую сталь 316. Выбранная вами марка материала определяет тип используемого процесса гибки, а также радиус, которого можно достичь без повреждения трубы.
Нержавеющая сталь 304
Нержавеющая сталь 304 является одним из наиболее распространенных сортов нержавеющей стали благодаря своей универсальности, коррозионной стойкости и немагнитным свойствам. Однако его прочность может создавать проблемы при гибке труб без надлежащего инструмента и оборудования. Нержавеющая сталь 304 может использоваться для создания механического оборудования, оборудования для пищевой промышленности, аэрокосмических компонентов, больничных и медицинских устройств и многого другого.
Однако его прочность может создавать проблемы при гибке труб без надлежащего инструмента и оборудования. Нержавеющая сталь 304 может использоваться для создания механического оборудования, оборудования для пищевой промышленности, аэрокосмических компонентов, больничных и медицинских устройств и многого другого.
Нержавеющая сталь 316
Нержавеющая сталь 316 содержит молибден для повышения коррозионной стойкости и превосходной прочности при высоких температурах. Хотя сплав 316 также очень прочен, он идеально подходит для использования в коррозионно-агрессивных средах, таких как морские установки, химическая обработка, фармацевтика, медицина и многое другое.
Марка нержавеющей стали, которую вы выбираете, зависит от требований вашего применения. Triad также предлагает другие марки нержавеющей стали, указанные заказчиком. Свяжитесь с нами, чтобы определить наилучшую марку материала для вашего применения.
Подходит ли гибка труб из нержавеющей стали для вашего применения?
Нержавеющую сталь нелегко согнуть без соответствующего оборудования и механизмов.