
Все способы врезки в водопроводную трубу без сварки
Понятно, что использовать сварку может не каждый, так как свой собственный аппарат редко у кого есть. А те, у кого он есть, по возможности не станут лишний раз его включать, особенно в квартире. Дело это хлопотное, сопровождается, как правило, раскаленными брызгами металла, искрами и т.п.
А делать врезки приходится часто. То трубу заменить, то счетчик учета поставить, то фильтр, то что-то подключить (например, посудомоечную машину). Попробуем разобраться, как обойтись без сварки и врезаться в водопроводную трубу. Существует несколько способов, и применение любого из них зависит от конкретной ситуации (места соединения труб, их прокладки и т.д.).
Установка коллектора
Такой вариант более подходит для частных домов, где имеется достаточно как жилых, так и подсобных помещений. К входу такого коллектора подсоединяется водопроводная труба. Сам коллектор имеет несколько выходов, на каждом из которых установлен вентиль (запорная арматура).
Коллекторы бывают различных моделей, с разным числом выходов. Остается только подключить к любому из них требуемую трубу. Можно подключать и шланги (например, от стиральной машинки), если использовать специальные переходники. Кстати, есть коллекторы небольшие, которые удобно устанавливать и в городских квартирах.
Установка тройника
Если необходимо сделать от водопроводной трубы всего лишь один отвод, то можно использовать обычный разветвитель (тройник). Если проложены в системе водоснабжения трубы металлические (для «пластика» сварка тем более не нужна), то лучше найти их соединение и раскрутить его. В это место и вставить тройник. Естественно, трубы придется чуть раздвинуть. Или одну немного укоротить и нарезать резьбу, а перед этим, конечно, перекрыть подачу воды.
Резка трубы
Можно при помощи болгарки разрезать водопроводную трубу, опять-таки, чтобы установить, например, тройник. Нужно по размеру тройника вырезать часть трубы, и на обоих концах труб нарезать резьбу, так, как я уже рассказывал в этой статье.
Врезка в тонкую трубу
В ней высверливается отверстие. На него накладывается резиновый уплотнитель и специальный хомутик с отводом (седелка) — они продаются в отделах сантехники. Хомут фиксируется на трубе стягивающими винтами.
Однако если есть такая возможность, то следует поменять в квартире (в доме) все металлические трубы на пластиковые (металлопластиковые). Они не ржавеют, служат намного дольше, их не нужно красить. Вот тогда и сварка вообще больше не понадобится.
Врезка в трубопровод | Гид по отоплению
Нередко возникает необходимость (или желание) в модернизации или ремонте действующей системы отопления, что наверняка повлечёт за собой врезку в трубопровод дополнительного оборудования. Это могут быть насосы, краны, вентили, патрубки, фильтры и т.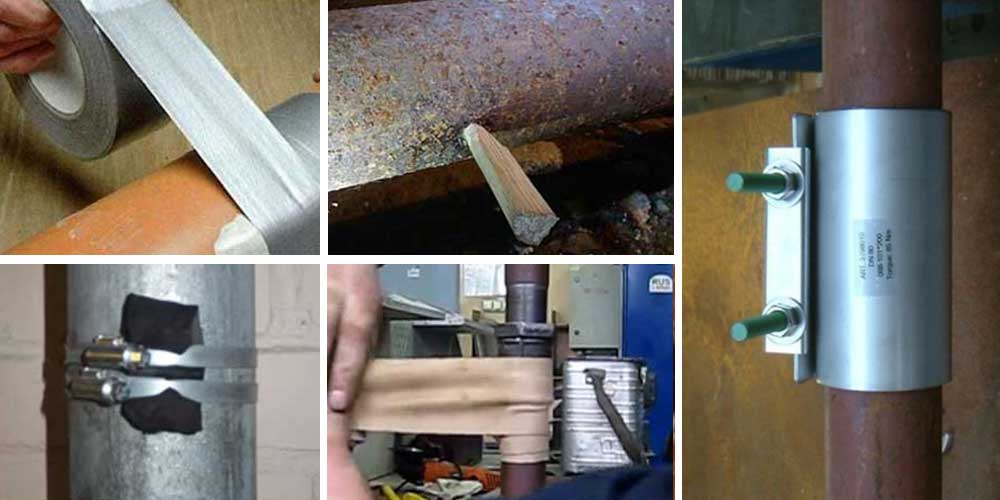 д. Здесь приходится рассматривать два фактора, влияющих на технологию монтажа. Во-первых, это материал труб: одно дело, если они стальные, и совсем другое дело, если они пластиковые. Во-вторых, это возможность слива теплоносителя. Если она почему-то не была предусмотрена, ситуация осложнится. Но даже в этом случае, как показывает практика, выход есть.
д. Здесь приходится рассматривать два фактора, влияющих на технологию монтажа. Во-первых, это материал труб: одно дело, если они стальные, и совсем другое дело, если они пластиковые. Во-вторых, это возможность слива теплоносителя. Если она почему-то не была предусмотрена, ситуация осложнится. Но даже в этом случае, как показывает практика, выход есть.
Хомут для врезки в трубу.
Существуют определённые принципы, которых следует придерживаться при установке нового оборудования. К ним относятся: минимизация утечки теплоносителя (особенно из закрытых систем), сохранение эксплуатационных показателей системы (температурного режима, КПД), максимальное сокращение времени производства работ (для чего все материалы и инструменты должны быть приготовлены заблаговременно).
Врезка в стальной трубопровод
Врезаться в стальной трубопровод можно тремя способами:
- с помощью газосварки;
- методом резьбовых соединений и
- с использованием специального фитинга (седёлки).

Водоотводы разных диаметров.
Первые два способа предполагают освобождение участка трубопровода от теплоносителя. Третий способ применяется в тех случаях, когда слив теплоносителя невозможен или проблематичен (например, в многоквартирных домах придётся вызывать представителя коммунальной службы для временного отключения целого подъезда).
Газосварка – достаточно распространённый способ, когда предполагается врезать элемент, не требующий замены или обслуживания (тройник, крестовину, отводящий патрубок и т.п.). Однако здесь потребуется газосварочное оборудование и специалист, умеющий с этим оборудованием работать. Если вы сам не газосварщик, лучше пригласить профессионала, который сделает качественный сварной шов с соблюдением всех требований пожарной безопасности. Такая врезка в трубу системы отопления – самая надёжная: не зря соединение газопроводов допускается только таким способом.
Водоотвод для стальных труб 1/2.
Резьбовое соединение – хороший вариант для врезки различного рода трубопроводной арматуры, которую при необходимости можно легко демонтировать для замены или ремонта. Здесь тоже потребуется специальный инструмент: «болгарка» или ножовка по металлу (для резки трубы) и плашка соответствующего диаметра (для нарезки резьбы). Ещё будет нужна пакля или фум лента для герметизации резьбового соединения. Правда, бывают участки, куда добраться нарезным инструментом крайне сложно (например, если труба походит вплотную к стене и отжать её невозможно). Тогда придётся искать другое, более доступное место.
Здесь тоже потребуется специальный инструмент: «болгарка» или ножовка по металлу (для резки трубы) и плашка соответствующего диаметра (для нарезки резьбы). Ещё будет нужна пакля или фум лента для герметизации резьбового соединения. Правда, бывают участки, куда добраться нарезным инструментом крайне сложно (например, если труба походит вплотную к стене и отжать её невозможно). Тогда придётся искать другое, более доступное место.
Хомут врезной резьбовой.
Врезка в трубопровод под давлением с использованием специального хомута (седёлки) и дрели – заманчивый, но в то же время рискованный способ, требующий опыта и сноровки. Ошибка в действиях (например, поломка сверла) приведёт к разливу большого количества теплоносителя, а то и к потопу с соответствующими последствиями. Разумеется, чем выше напор, тем больше масштаб бедствия. Поэтому нужно сделать всё возможное, чтобы этот напор сбросить до минимума.
Технология работ здесь следующая. Подбирается хомут, соответствующий диаметру трубы. Хомут жёстко фиксируется на трубе с помощью четырёх болтов в том месте, где предполагается сделать врезку. Заранее готовится шаровой кран с наконечником «папа», который будет вкручиваться в резьбовую головку хомута. Если напор большой, кран лучше вкрутить заранее, чтобы как можно быстрее перекрыть поток выливающейся жидкости. Правда, в этом случае потребуется длинное сверло, да и сам процесс сверления усложнится. Если же напор слабый, кран можно вкрутить позже: больших потерь теплоносителя не произойдёт, а работать будет гораздо легче.
Подбирается хомут, соответствующий диаметру трубы. Хомут жёстко фиксируется на трубе с помощью четырёх болтов в том месте, где предполагается сделать врезку. Заранее готовится шаровой кран с наконечником «папа», который будет вкручиваться в резьбовую головку хомута. Если напор большой, кран лучше вкрутить заранее, чтобы как можно быстрее перекрыть поток выливающейся жидкости. Правда, в этом случае потребуется длинное сверло, да и сам процесс сверления усложнится. Если же напор слабый, кран можно вкрутить позже: больших потерь теплоносителя не произойдёт, а работать будет гораздо легче.
Водоотвод для стальных труб 3/4.
Через резьбовую головку (с краном или без) аккуратно сверлится отверстие в трубопроводе. Как только струя жидкости вырвалась наружу, сверло вынимается, а кран перекрывается. Теперь к резьбовому наконечнику крана можно подсоединить нужный элемент трубопроводной арматуры. В теории, вроде бы, всё понятно. В YouTube на эту тему можно найти достаточно много наглядной информации и вдохновиться на подвиг. Но если у вас нет хотя бы небольшого опыта выполнения сантехнических работ – лучше не рисковать, а довериться профессионалам.
В YouTube на эту тему можно найти достаточно много наглядной информации и вдохновиться на подвиг. Но если у вас нет хотя бы небольшого опыта выполнения сантехнических работ – лучше не рисковать, а довериться профессионалам.
Врезка в пластиковый трубопровод
Врезаться в пластиковый трубопровод системы отопления гораздо проще: здесь такие технологии как газосварка или нарезка резьбы вообще исключаются в силу специфики материала. Поэтому остаётся два варианта: разрезание трубопровода и вставка фитинга на выбранном участке (при отсутствии напора) либо врезка в трубу под давлением.
В полипропиленовый трубопровод фитинг можно впаять с помощью специального паяльника. Врезка в трубу из металлопластика производится с помощью фитинговых тройников (обжимных или компрессионных). В любом случае предварительно вырезается участок трубы нужной длины (труборезом или ножницами), на место которого вставляется фитинг.
Технология врезки под напором такая же, как и для металлической трубы, а вот сложность работы будет меньше: сверлить пластик намного проще.
Видео
как вварить, врезка, как срезаться в стальную трубу без сварки, вварка в металлическую трубу разного диаметра
Содержание:
Врезать трубу в трубу необходимо в том случае, если определенная часть трубопровода должна подключаться к уже существующим коммуникациям – например, канализации или водопроводу. Такую работу можно выполнить даже своими руками, предварительно разобравшись с тонкостями работы. О том, как врезать трубу в трубу, и пойдет речь в этой статье.
Виды врезок в трубы
Перед тем, как врезать трубу в трубу, нужно разобраться с некоторыми вопросами, касающимися классификации врезок.
Врезки делятся на виды в зависимости от нескольких факторов:
- Назначение. Врезаться можно в водопроводные, канализационные и отопительные системы.

- Материал труб. Врезать можно трубы из пластика, чугуна, стали, полипропилена и металлопластика.
- Метод врезки. Для того, чтобы врезать трубу в трубу, можно воспользоваться сваркой или хомутами.
Учитывая все эти факторы, можно прийти к очевидному выводу – в каждом отдельном случае врезка трубы будет осуществляться по собственному алгоритму, поэтому им нужно уделить больше внимания.
Канализационные системы
Врезка в трубу канализации может потребоваться при монтаже системы с нуля или в том случае, если необходимо добавить несколько сантехнических приборов, требующих канализационного отвода.
Есть два принципиально разных способа врезки в канализацию, для одного из которых требуется разрезать трубу, а во втором можно обойтись без такого вмешательства (прочитайте: «Как сделать врезку в канализационную трубу – проверенные способы от мастера»). В любом случае, перед работой нужно знать, как врезаться в металлическую трубу без сварки и с ней, чтобы подобрать оптимальный вариант.
Разрезной способ врезки трубы в трубу
Для врезки в канализацию обычно используется разветвляющий тройник. Алгоритм работы не зависит от того, какой материал был изначально выбран для создания системы.
Для реализации разрезного метода потребуется такой набор инструментов и материалов:
- Ножовка;
- Разветвляющий тройник;
- Патрубок-компенсатор;
- Герметик;
- Заглушка на трубу (требуется в том случае, если труба не будет подключаться к системе сразу).
В случае с металлическим стояком процесс монтажа будет выглядеть следующим образом:
- Сначала точно измеряется высота переходника, после чего необходимо в соответствии с полученным результатом сделать разметку на стояке;
- Размеченный отрезок трубы вырезается ножовкой, а на освобожденное место должен устанавливаться тройник;
- Дальше работа зависит от того, из чего сделан стояк: для металлического потребуется установка разветвителя при помощи сварки, а в случае с пластиковым стояком потребуется смонтировать подходящие раструбы, и только после этого собирать конструкцию.

Пластиковый стояк
Врезка в пластиковый стояк осуществляется так же, как и в предыдущем случае, но имеет ряд нюансов:
- Сначала нужно узнать габариты компенсатора, после чего их стояка вырезается часть соответствующего размера;
- Разрезанные края стояка перед дальнейшей работой нужно зачистить, чтобы избежать проблем, связанных с отсутствием герметичности;
- Верхняя часть разреза обрабатывается герметиком, после чего на конструкцию надевается патрубок;
- Следом при помощи герметика обрабатывается и нижняя сторона разреза, после чего можно фиксировать тройник;
- Узкая сторона компенсатора тоже намазывается герметиком и вставляется в тройник так, чтобы полученное соединение было достаточно плотным;
- Последний шаг – установка заглушки или окончательный сбор канализационной системы.
Как можно заключить из всего сказанного выше, особой разницы между монтажом металлических и пластиковых труб нет. Небольшие отличия заметны только в сложности разреза материала и способе соединения – например, металлические стояки могут фиксироваться сваркой или болтами.
Небольшие отличия заметны только в сложности разреза материала и способе соединения – например, металлические стояки могут фиксироваться сваркой или болтами.
Способ врезки без разреза
При необходимости врезка трубы в трубу может осуществляться и без разреза. Для работы потребуется переходник, при помощи которого выполняется врезка трубы в трубу разного диаметра.
Врезка в стальную трубу без сварки выполняется по следующему алгоритму:
- Сначала нужно договориться с жильцами верхних этажей о том, чтобы в это время никто не пользовался сантехническими приборами;
- В трубе высверливается отверстие, диаметр которого должен соответствовать диаметру подключаемого переходника;
- Установленный переходник фиксируется при помощи болтов и гаек.
Такой способ врезки не очень хорош: зачистить полученные заусеницы и шероховатости не получится, поэтому при использовании канализации все эти элементы будут буквально притягивать к себе различный мусор. Чтобы хотя бы отчасти компенсировать этот фактор, нужно при работе проявлять чудеса аккуратности. Если поразмышлять на тему того, как врезаться в трубу без сварки, в голову может прийти мысль отказаться от такой затеи.
Чтобы хотя бы отчасти компенсировать этот фактор, нужно при работе проявлять чудеса аккуратности. Если поразмышлять на тему того, как врезаться в трубу без сварки, в голову может прийти мысль отказаться от такой затеи.
Системы водоснабжения
Врезка в водопроводную трубу требуется в нескольких случаях:
- При соединении домашней сети с внешними коммуникациями;
- При установке счетчиков;
- При необходимости подключения различных бытовых приборов.
Для того, чтобы врезаться в магистральный водопровод, проходящий возле дома, необходимо получить провести несколько исследований, получить массу разрешений и согласовать все действия с соответствующими органами (прочитайте: «Как выполняется врезка в трубу водопровода – варианты для разных материалов»). Делать это могут только службы, имеющие лицензию на осуществление данной деятельности, и профессиональные бригады, имеющие такой же набор полномочий. Самостоятельно заниматься этим нельзя, поэтому рассматривать процесс врезки в магистраль бессмысленно.
А вот создать несколько дополнительных линий водоснабжения в доме или квартире, к которым уже подведена вода, можно и своими руками. Естественно, точка врезки должна находиться за счетчиком, если он имеется. Зачастую при прокладке водопровода используются пластиковые трубы, имеющие немало достоинств.
Вварка трубы в трубу пластиковой магистрали выполняется просто:
- Первым делом нужно остановить подачу воды в систему;
- Точки врезки разрезаются при помощи болгарки или трубореза;
- В вырезанный участок монтируется тройник;
- К тройнику крепится вентиль, обеспечивающий контроль уровня подачи воды;
- После установки всех элементов вода запускается обратно в систему, после чего водоснабжением можно полноценно пользоваться.
Тройник устанавливается в трубу двумя методами:
- Монтаж по схеме установки стандартной электромонтажной муфты.
 Стыки конструкции предварительно обрабатываются при помощи сварки.
Стыки конструкции предварительно обрабатываются при помощи сварки. - Монтаж при помощи цанговых креплений и пресс-фитингов.
Заключение
Врезка в трубу – это простой, но порой очень нужный процесс, который без проблем выполняется самостоятельно. Перед работой необходимо подготовить все материалы с инструментами и тщательно разобраться в том, как вварить трубу в трубу.
Врезка в пластиковую трубу без сварки
Частный дом или дача на протяжении всего срока эксплуатации перестраиваются, улучшаются, обустраиваются. Иногда эти манипуляции совершаются вынуждено, по причине износа какой-либо конструкции или системы, а иногда появляется желание их модернизировать для повышения комфорта в доме. Но, какие бы причины не лежали в основе процесса, порой приобретает актуальность такая операция, как врезка в трубу без сварки. К примеру, без этой процедуры невозможно организовать дополнительный канализационный слив при монтаже стиральной машины или наоборот создание дополнительной точки водоотбора для подключения бытового прибора к системе водоснабжения.
Очерчиваем круг задач
Если нужно врезка в водопроводную трубу, к примеру, то самым логичным на первый взгляд будет очень простой способ:
- Разрезается труба.
- Вваривается или вставляется тройник.
- Выполняется подключение к тройнику.
Если дело приходится иметь с водопроводным или отопительным трубопроводом еще «советского пошиба», то есть металлическим, то подобная манипуляция вида «лоб в лоб» является весьма эффективным способом решения задачи. Но такие трубы на практике встречаются все реже и реже, они безжалостно и повсеместно вытесняются системами из пластика и его производных. Поэтому, на сегодня более актуальным будет вопрос о том, как врезаться в пластиковую трубу.
Поэтому, на сегодня более актуальным будет вопрос о том, как врезаться в пластиковую трубу.
Естественно, эта работа не является такой уж простой, как кажется на первый взгляд, хотя с другой стороны с ней сможет справиться и непрофессионал, если вооружится нашими советами, а также проявит старание и волю. И для начала, нужно понимать объем работ, с которым придется столкнуться.
Возможные проблемы при врезке:
- Перепиливается труба и в нужном месте очень точно по размерам вырезается кусок под тройник. При этом нужно учитывать, что труба может очень близко примыкать к поверхности стены, а еще может быть замурованной наполовину в стену.
- Возможно, потребуется стыковка по принципу «папа-мама». Конец каждой трубы снабжен расширением – раструбом, в котором имеется резиновый уплотнитель. Именно в этот раструб придется вставлять другую трубу.
- Также, скорее всего, придется произвести замену одной целой трубы на две меньших по размеру. А между ними нужно будет выполнить монтаж отрезка трубы с патрубком, через который будет выполняться подключение.

Врезка в водопровод с помощью патрубка
На самом деле ответ на вопрос о том, как врезаться в водопроводную трубу может быть очень простым. Один из способов этого процесса вообще не требует разрезания элемента трубопровода. Для начала приобретается, в любом специализированном магазине кусок трубы с патрубком, естественно, такого же диаметра, как и труба водопровода.
Врезка без разрезания — несколько простых шагов
Из приобретенного отрезка трубы нужно вырезать патрубок, но таким образом, чтобы на его торце получился элемент типа «пол-трубы». Именно он должен обеспечивать надежное перекрытие места будущей врезки. Проще говоря, должна образоваться как бы вторая стенка трубы. В определенном заранее месте сверлится отверстие, диаметр которого должен соответствовать диаметру патрубка.
На всю внутреннюю поверхность фланца равномерным слоем наносится любой невысыхающий герметик, к примеру, «Body 940». Его стоит искать в автомагазинах, в отделах автокосметики. Этим же составом смазывают участок вокруг отверстия, но до самого отверстия не нужно доходить где-то на 1 см.
Этим же составом смазывают участок вокруг отверстия, но до самого отверстия не нужно доходить где-то на 1 см.
Далее при монтаже такого криволинейного фланца на трубу придется воспользоваться я таким крепежным элементом, как хомут для врезки в трубу. Вернее их понадобится две штуки, чтобы притянуть края по обе стороны. Затягивать хомуты нужно очень аккуратно, но так, чтобы герметик начал выдавливаться из-под фланца. Остатки смазки удаляются.
Внимание! Если выполняется врезка в полиэтиленовую трубу водопровода (канализации), где фиксируется небольшое давление, то использованием хомутов является необязательным условием. Можно фланец, использовав широкую изоленту, просто «прибинтовать».
Бывают случаи, когда более рациональным решением будет использование готового тройника, с большим размером поперечного сечения. При этом с него нужно спилить тот отрезок трубы, где нет патрубка. В этом случае общая процедура будет включать продольное разрезание трубы, высверливание в оставшемся отрезке отверстия, а затем монтаж к нему патрубка.
Готовые спецсредства для врезки — сиделки и адаптеры
Поводом для врезки в общедомовую систему канализации может стать самое обыденное событие – устройство дополнительной раковины, установка добавочного крана, подключение посудомоечной или стиральной машины и пр. Справиться с такими задачами в любое время и квалифицированно может любой, если применит специальные конструкционные элементы, которые имеются сейчас на рынке – адаптеры, фланцы и др. Благодаря этим простым и доступным переходящим устройствам может быть найдено оптимальное решение в каждом конкретном случае. Причем, врезка в ПВХ трубу будет выполнена без особых материальных и временных затрат. Существует несколько способов врезки в канализационную систему с применением специальных элементов:
- Внедрение адаптеров. Если врезаться нужно в трубу диаметром 100-110 мм, то выполняется монтаж адаптера диаметром 50 мм.
- Использование врезок. Когда работать предстоит с трубами диаметром 32-40 мм, то используются элементы размером 12-22 мм, оснащенные пластиковым штуцером.

Врезка без давления
Врезка в ПНД трубу с помощью купленного готового адаптера будем качественно выполнена, если сделаны всего несколько последовательных шагов:
- Перекрыта водоподача в канализацию.
- Коронкой подходящего размера, надетой на дрель, просверлено отверстие.
- На трубу надевается адаптер и затягивается болтами.
- Если врезка без болтов, то поверхность трубы вначале обезжиривается, прикладывается спецсредство и затягивается гайка.
Врезка под давлением
Бывают такие ситуации, когда необходимо выполнить врезку в эксплуатируемую систему, находящуюся под давлением. Здесь применяется специальная трубопроводная арматура – седелка для врезки.
Важно! Седелка на трубу – это деталь трубопровода, которая состоит из 2-х частей, обжимающих трубу с 2-х сторон. В быту седелку очень часто называют – «хомут для врезки».
С помощью этой детали выполняется быстрая и надежная врезка второстепенного ответвления от магистрального трубопровода систем питьевого или технического водоснабжения, канализационных систем, дренажей и иных систем, трубопроводы которых создании из полиэтиленовой трубы.
Врезаться в трубопровод под давлением поможет седелка
При этом отводящий патрубок может поворачиваться относительно напорной трубы на 360 градусов. Сама седелка выполняется из того же ПНД материала, что и труба. К напорному трубопроводу такой хомут приваривается с применением электромуфтовой сварки.
Таким способом выполняется врезка в действующие трубопроводы, в которых создано давление до 10 бар – газ, и до 16 бар – вода. При этом технология не подразумевает наличие утечек или образование стружки. Полученное соединение является необслуживаемым и неразъемным. Оно не подвержено коррозийным воздействиям и будет служить не менее 50 лет.
При выполнении врезки в трубу любой сложности важно помнить, что качественно сделанная работа позволит избежать дорогостоящего ремонта всей системы, а также без особых хлопот будет выполнен монтаж любого отвода.
Оцените статью: Поделитесь с друзьями!Соединение металлических труб без сварки и резьбы под углом
В промышленности, коммунальной сфере, а также при проведении ремонта в частном доме, многие сталкиваются с необходимостью осуществления соединения металлических труб, которые используются для водоснабжения, газоснабжения, отопления и т.д. в некоторых ситуациях нет возможности использования сварочной технологии, и соединение труб без сварки и резьбы будет правильным решением.
Почему используют альтернативный вариант?
Причин тому, что используется соединение металлических труб без сварки и резьбы очень много, и самые распространённые это:
- Очень высокая цена проведения сварочных работ. Если нужно производить стыкование незначительного количества элементов, применение сварочного оборудования будет нецелесообразным.
- Сложные характеристики работ. Очень часто в строительном сегменте отсутствуют условия проведения достойных сварочных работ, это стеснённые помещения, а также технический фактор – отсутствие электроэнергии, без которого не сможет работать ни один сварочный аппарат.
- Отсутствие мобильности. В некоторых ситуациях, например, имеется прорыв трубы или срочно нужно заменить стояк газоснабжения, нет времени искать и доставлять сварочное оборудование. Только в этом случае можно прибегнуть к врезке в металлическую трубу без сварки.
Это основные факторы, которые влияют на проведение работ, связанные с отсутствие и необходимостью использования технологического сварочного оборудования.
Какие фитинги используют?
Для того чтобы знать как соединить трубы без сварки и резьбы, необходимо использовать специальные технологии и возможности, где фитинги являются основным связующим звеном цепочки соединение труб без сварки и резьбы Gebo. Общая классификация фитингов представлена двумя вариантами, это:
- Прямые компоненты. Предназначены для соединения одинаковых сечений трубы с обеих сторон.
- Переходной. Используется соединение разных диаметров трубы.
Использование фитингов для соединения труб
Переходные фитинги помогают решить задачу как соединить трубы разных диаметров без сварки, при этом данный класс делится на:
- Отводы или угловые фитинги. Используются для соединения трубных отрезков, которые ответвляются под разными углами, то есть, производится изменение направления под определенным углом наклона.
- Тройники. В этом случае допускается подсоединение дополнительного узла и компонента к основной ветке магистрального трубопровода.

- Муфтовые соединения труб без сварки и резьбы под углом. Этот вариант используется для наращивания прямого участка общей ветки сети. Муфтовой элемент является самым распространёнными и подходит для несложных технологических операций, где нет необходимости производит полную замену всей конструкции трубы.
- Крестовины. Этот фитинг предназначен для создания многочисленного потока, который устремляется по разным направлениям.
- Штуцера. Для этого фитинга предусматривают подсоединение гибкого отвода основанному звену трубы.
- Переходные элементы. Используют для подсоединения разных диаметров трубы. В качестве переходников используют ниппели, футорки, сгоны.
- Колпачки, а также элементы заглушки. Этот элемент используют для остановки продвижения жидкости и газа по трубе, то есть, заглушка служит окончанием трубы.
Самое большое распространение получили обжимные фитинги, которые используются как для уличного соединения металлических труб без сварки, так и для внутридомового применения.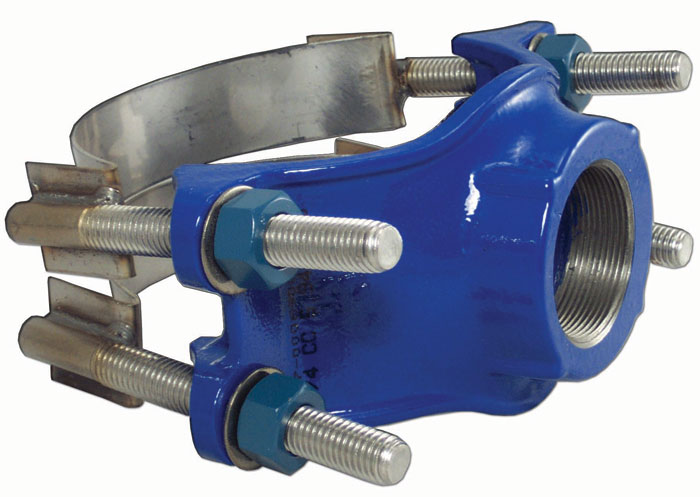
Особенности обжимных фитингов
Учитывая популярность обжимных фитингов, можно уверенно сказать, что при помощи данной технологии можно полностью решить задачу как врезаться в металлическую трубу без сварки. Арматура представлена как прессовой вариант, который оснащен одним или двумя прижимными кольцами. Именно при помощи обжимных колец, производится соединение стальных труб без сварки и резьбы. Непосредственные компоненты в виде колец намертво прессуются к трубе, но в случае аварийной ситуации придётся произвести срезку фитинга, и только после этого заменить на новые компоненты.
Конструкция обжимного фитинга
Многие считают, что эта задача не решает вопрос, как соединить 2 трубы без сварки, но по опыту специалистов, именно этот метод признан перспективным и лучшим по многим параметрам. Почему же специалисты считают, что только этот способ способен полностью решить вопрос как соединить две трубы без сварки? Только прессование способно выполнить сложное технологическое решение проблемы, где другие технологии не могут эффективно справиться с поставленной задачей.
Преимущества обжимной арматуры можно охарактеризовать следующими данными:
- Не нужно использовать дорогостоящее сварочное оборудование.
- После окончания монтажа, герметичность будет на том же уровне, как и во всей трубопроводной системе.
- Соединение всех трубных элементов будет соответствовать требованиям по ГОСТ.
- Только пресс-фитинги имеют отличный показатель вибрационной усталости.
Можно отметить, что такие фитинговые соединения используются не только в трубопроводной системе. Отличные показатели зафиксированы в метрологии, при производстве газотурбинных и компрессорных станков и оборудования, а также при разработке оборудования КИП и А, а также в ряже технологических процессов, где используется высокий уровень рабочего давления в различных системах.
Как правильно осуществлять стыковку?
Для того чтобы точно принять решение, какие фитинги и иные элементы идеально подходят для стыковки, нужно помнить, что трубы делятся на следующие категории:
- Жёсткие трубы.
 Это металлические, чугунные, а также из цветного металла. К этой группе относят трубы ПВХ.
Это металлические, чугунные, а также из цветного металла. К этой группе относят трубы ПВХ. - Гибкие трубные элементы. К данному классу принято относить полиэтиленовые трубы, а также металлопластиковые и полипропиленовые.
Далее рассмотрим наиболее правильные и распространённые варианты соединения.
- Соединяем две трубы при помощи муфты, при этом используем крепления и прочие технологические насадки. Муфты могут быть изготовлены из разного материала металла, а также имеют разные диаметры.
- Применение фланцевых соединений. В данном случае обязательно применяем резиновую прокладку, которая входит в компонент фланцевого соединения.
- Соединение при помощи муфты Гебо.
- Соединение при помощи ремонтно-монтажной обоймы.
Соединение муфтой Гебо
Теперь попробуем разъяснить, что такое соединение муфтой Гебо. Этот тип относится к разновидности компрессионного соединения. В данном случае соединение осуществляется очень быстро, без привлечения дополнительных инструментов и оборудования.
- Надеваем технологическую гайку.
- Используем конструкционные кольца – зажимные, уплотняющие, а также специальные прижимные.
- Надеваем на конструкцию трубы муфту, примерно на 50% от ее длины, далее затягиваем гайкой.
- Оставшуюся часть соединяем с фитингом в точно такой же последовательности.
Соединения муфтой Гебо
Соединение обоймой
Ремонтно-монтажная обойма также является эффективным способом соединения без сварки. В данном случае используется муфта, а также тройник, который имеет две части. Общее стягивание всех компонентов производится при помощи обычных болтов соединения. Как правило, такой вариант используют для временного устранения течи или для выполнения аварийных работ, в следующем необходимо осуществить либо сварку, либо замену конструкции, либо использовать другую технологию.
- Добиваемся идеально гладкой поверхности для тех мест, где будет использоваться соединение. Очищаем место от краски и ржавчины.
- Надеваем резиновый вариант уплотнителя, который должен быть предварительно смазан силиконовым герметиком.

- На обе оставшиеся половинки натягиваем резиновые уплотнители и соединяем при помощи болтовых элементов.
«Важно!
Обязательно делайте обхват для уплотнителя полным, чтобы обеспечить надёжную герметизацию конструкционных элементов.»
Кроме этого, в ряде случаев используются дополнительные технологические приёмы для соединения. Краб – системы используют для стыковки частей труб, которые находятся по углом 90 градусов. Не рекомендуется использовать краб – систему для труб с большими диаметрами. Крепёжные хомуты используются для стыковки и соединения элементов труб, которые не относятся к инженерной коммуникации, например для козырьков дома, вольеров и прочих конструкционных решений.
Описание способов соединения на видео
Врезка в пластиковую трубу своими руками при давлении в водопроводе
В быту пластиковые трубы сегодня встречаются даже чаще, чем металлические. Легкость материала, нечувствительность его к коррозии, простота монтажа – все это делает продукцию из пластика наиболее оптимальным вариантом.
Легкость материала, нечувствительность его к коррозии, простота монтажа – все это делает продукцию из пластика наиболее оптимальным вариантом.
Врезка в металлическую трубу
Поэтому и вопрос – как сделать врезку в пластиковую трубу, актуален для многих домашних умельцев.
Особенности технологии
Механизм процесса достаточно прост. Чтобы врезаться в трубопровод, нужно на требуемом участке высверлить отверстие. Если речь идет о любом магистральном варианте – водопроводная, канализационная система, где отключить воду возможности нет, необходимо сразу же решать задачу и с перекрытием воды именно на рабочем участке.
Особенности технологии
То есть, нужно добиться сразу 2 целей: сделать отверстие и перекрыть воду под давлением с помощью какого-то запорного механизма. Причем арматура должна предусматривать и возможность монтажа следующей ветки.
Сверление трубы
Врезка в пластиковую канализационную трубу или, наоборот, крепление ветки к чугунной магистральной, требуют соблюдения 2 главных правил:
- диаметр трубы, в которую врезаются, больше трубы, которую монтируют;
- диаметр сверла должен в точности совпадать с диаметром врезаемого отрезка.

Конструкция такого устройства зависит от типа трубопровода. Кроме того, необходимо учитывать и масштаб самой работы.
Магистральный трубопровод
Магистральный трубопровод подразумевает подачу жидкости под давлением , причем весьма ощутимым, а это означает применение специального оборудования и специальных запорных механизмов. Чтобы добраться до магистрали, нужно вырыть траншею, для чего, как правило, лопат недостаточно, а понадобятся услуги экскаватора. Осуществлять какие-либо работы по подключению к магистральным системам можно лишь при получении специального разрешения, подтверждающего квалификацию мастера. Все это делает возможность самостоятельной врезки в магистраль занятием крайне затратным и невыгодным.
Канализационная труба
В бытовые канализационные и водопроводные системы врезку пластиковой трубы действительно можно сделать самому, причем как в пластиковый, так и стальной трубопровод.
Технология монтажа в металлический трубопровод
Сегодня частные дома и квартиры обслуживают чугунные и стальные трубы. Для установки в них нового отрезка используются специальные приспособления – хомуты. Конструкция последних может быть разной, да и правила работы с металлическими сплавами различны.
Для установки в них нового отрезка используются специальные приспособления – хомуты. Конструкция последних может быть разной, да и правила работы с металлическими сплавами различны.
Врезка в стальной трубопровод своими руками требует выполнения следующих рекомендаций:
- для работы лучше всего применять седельный хомут. Используют разные виды в зависимости от системы – канализационная, водопровод, отопление. Кроме собственно седла – части, примыкающей к трубе, устройство включает сверло и запорный клапан;
- перед монтажом поверхность трубопровода зачищают от ржавчины и грязи;
- устройство закрепляют с помощью болтов, используют уплотнительные прокладки;
- высверливают отверстие и тут же устанавливают запорный вентиль;
- закручивают вентиль, перекрывая подачу воды. Устанавливают специальную аппаратуру для сверления отверстия под трубу. Направляющая муфта позволяет сверлить в необходимом направлении;
- после этого закрепляют фитинг или переходник и подключают новую ветку.
 На фото – момент монтажа.
На фото – момент монтажа.
Чугун по сравнению со сталью является материалом более хрупким. Врезка пластиковой трубы в чугунную проводится по такой же схеме, но с соблюдением дополнительных требований: для сверления используют биметаллические коронки и приспособления особого вида. Важным является не позволять коронке перегреваться и работать только на малых оборотах. Самостоятельно устанавливать чугунный трубопровод практические нереально.
Врезка в пластиковую трубу под давлением
Эта операция на бытовом уровне довольно легко осуществляется своими руками. Главный плюс монтажа в доме – возможность перекрыть подачу воды. Однако и в тех случаях, когда это невозможно, задача легко решается с помощью электросварного хомута-седелки.
Седелки оснащены сверлильным механизмом, нагревательной спиралью и выполняются из специального, более прочного пластика.
- На седелках наличествует штрих-код, расшифровка которого предоставляет полную информацию о вводимых параметрах: время сварки, длительность остывания и так далее.

- Закрепляется приспособление с помощью болтов.
- Подключают сварочный аппарат и приваривают отводы.
- Спустя час – пластик за это время остывает, высверливают отверстия специальной фрезой и устанавливают запорную арматуру. Затем приступают к монтажу пластиковой трубы.
На видео демонстрируется как использовать седелки для врезки в пластиковые трубы.
видео-инструкция по монтажу своими руками, втулка-вата, сколько стоит, фото и цена
Бывают случаи, когда система водоснабжения нуждается в расширении, это касается как подключения дополнительного сантехнического оборудования, так и новых контуров. В таких случаях осуществляется врезка дополнительного отвода в основную водопроводную трубу.
В данной статье мы разберём наиболее часто использующиеся для выполнения такой задачи способы.
Фото врезанной пластиковой трубы в общий водопровод
Металлический водопровод
Стальной трубопровод в квартире
На сегодняшний день такие системы повсеместно вытесняются, чему способствует их высокая цена и подверженность коррозийным процессам. На их место приходят более практичные пластиковые изделия. Но кое-где ещё можно встретить и стальные трубы, поэтому давайте немного внимания уделим и им.
С помощью сварки без давления
Осуществление врезки в общую металлическую магистраль водоснабжения
Вам понадобятся:
| Название | Назначение |
| Сварочный аппарат | Осуществление соединения металлических изделий |
| Автоген | Вырез отверстия необходимого диаметра |
| Патрубок с резьбой | Промежуточный элемент для подсоединения нового отвода |
| Запорная арматура | Перекрытие подачи воды в новое ответвление |
Образец автогена
Основная проблема всего мероприятия в ответе на вопрос, сколько стоит упомянутое оборудование? Достаточно дорого, поэтому чаще к выполнению данной задачи проще пригласить специалистов со своим профессиональным инструментом.
Сама же инструкция выглядит достаточно просто:
- Перекрываем движение воды в магистрали.
- Автогеном прорезаем нужное отверстие.
- Привариваем к созданному проёму патрубок.
- Устанавливаем на резьбу запорную арматуру.
Совет: обязательно не забудьте после выполнения всех работ восстановить антикоррозийную защиту в месте соединения, так как сварка её наверняка уничтожила.
- Включаем подачу жидкости.
Также в качестве альтернативы может быть вырезан некоторый отрезок трубы и на его место приварен тройник с дополнительным выводом.
Под давлением без сварки
Врезка, осуществлённая под давлением
Здесь основным инструментом будет специальное устройство для сверления труб под давлением.
Прибор для врезки в трубу под давлением
Итак, как врезаться в водопроводную трубу под давлением?
Примечательно, что в случае с пластиковым трубопроводом используется схожая технология:
- Удаляем изоляцию и зачищаем поверхность водопровода.

Совет: сечение отводящей трубы должно быть меньше сечения действующей, в обратном случае вы просто его порвёте при сверлении.
- На подающую трубу устанавливаем фланец с выводом и фиксируем его при помощи хомута своими руками.
- К фланцу подсоединяем задвижку и к ней монтируем упомянутое устройство для сверления.
Схема всей конструкции, которая собирается для осуществления врезки
- Сквозь открытую задвижку вводим фрезу нужного диаметра и вырезаем отверстие.
- Убираем сверлильное оборудование, перекрыв подачу воды из установленного патрубка.
Это мы рассмотрели, как врезаться в водопроводную трубу без сварки, если она из стали, а теперь перейдём к полипропиленовым изделиям.
Пластиковый водопровод
Водопровод из полипропиленовых труб
Пластиковый трубопровод более практичен в сочетании с водой и главное дешевле, поэтому его всё чаще можно встретить в квартирах и частных домах. Обработка данного материала также выполняется проще, что относится и к врезке в него, для которой предусмотрены специальные устройства, облегчающие выполнение задачи.
Обработка данного материала также выполняется проще, что относится и к врезке в него, для которой предусмотрены специальные устройства, облегчающие выполнение задачи.
Переходим к ответу на вопрос, как врезаться в пластиковую водопроводную трубу?
Криволинейный фланец
Можно, конечно же, вырезать часть трубопровода и установить на его место тройник, но в случае близкого расположения конструкции к стене такая операция будет трудновыполнима. К тому же лишний раз нарушать целостность трубы также нежелательно. Поэтому пойдём другим более продуманным путём.
Для выполнения вам потребуются:
| Название | Назначение |
| Отрезок трубы с патрубком | При монтаже становится основой криволинейного фланца |
| Дрель с насадкой-коронкой | Сверление отверстия |
| Клей герметик | Герметизация стыков |
| Уплотнитель | Уплотняет место подсоединения отвода |
| Хомуты | Стягивание и фиксация патрубка |
Приступаем к выполнению задачи:
- Разрезаем отрезок трубы вдоль на две части так, чтобы после этого он ровно ложился на основной трубопровод, составляя его вторую стенку.

- Высверливаем отверстие с помощью дрели и коронки равное диаметру заготовленного патрубка.
Вырезание нужного отверстия
- Накладываем на получившийся проём пластиковую заготовку.
- Места стыков промазываем герметиком.
- Получившийся фланец стягиваем с обратной стороны водопровода хомутами.
- Монтируем в патрубок резиновый уплотнитель, также может подойти втулка-вата.
- Вставляем в уплотнённое гнездо трубу отвода.
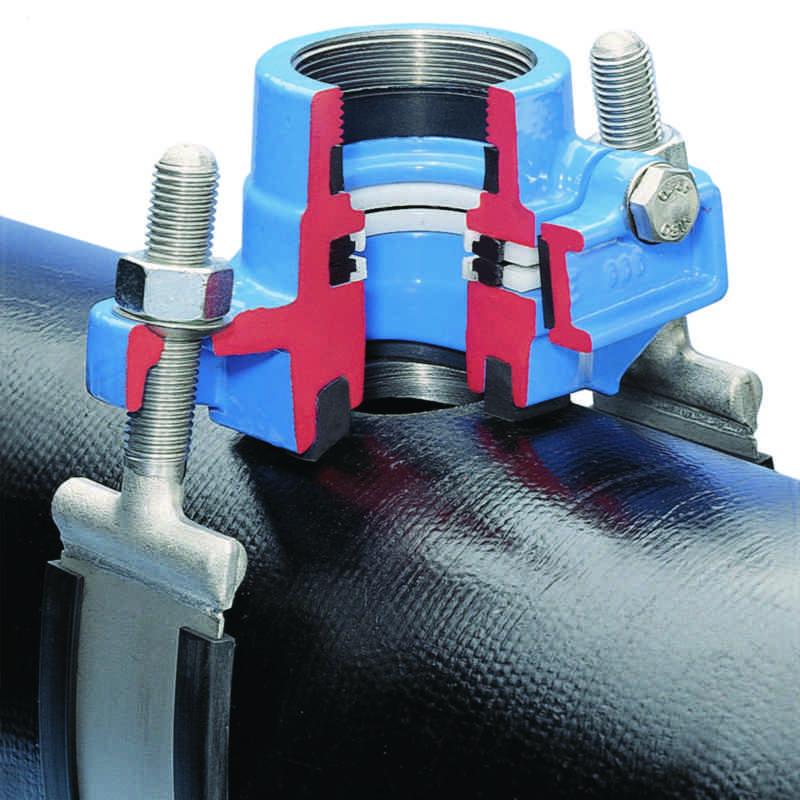
Седелка
Специальный хомут для врезки в пластиковую трубу со схемой поперечного сечения
Седелка представляет собой приспособление из двух хомутов и отверстия под осуществление сверления, после которого происходит врезка крана в водопроводную трубу. Такое устройство позволяет выполнить задачу при любом уровне давления в трубопроводе без каких-либо специальных навыков. Достаточно внимательно отнестись к работе.
Для домовых подключений также применяют седелки, имеющие встроенную фрезу и клапан. Они устанавливаются даже при давлении, достигающим 16 бар, с использованием муфтовой сварки и остаются неразъёмными. Их эксплуатационный срок составляет пятьдесят лет.
Они устанавливаются даже при давлении, достигающим 16 бар, с использованием муфтовой сварки и остаются неразъёмными. Их эксплуатационный срок составляет пятьдесят лет.
Заключение
Если существующую систему водоснабжения необходимо расширить, то используется врезка дополнительного отвода. Применяемые для этого методы отличаются в зависимости от материала труб, а также наличия в них давления во время выполняемых работ. При этом примечательно, что стальные конструкции встречаются всё реже, и более актуальными являются рекомендации по врезке в полипропиленовый водопровод (см.также статью “Каким преимуществом обладают пластиковые водопроводные трубы и фитинги к ним”).
Сверление трубы под давлением
Видео в этой статье предоставит вашему вниманию дополнительную информацию, имеющую отношение к представленным материалам. Будьте внимательны, и у вас всё получится!
12 способов сломать ржавую и застрявшую сантехнику
Застрявший смеситель для раковины Застрявший или заржавевший сантехнический прибор и детали — это боль для любого домовладельца. Все начинается с терпения. Некоторые из этих идей могут помочь, если вы решите заняться проблемой. Внутри дома обычно есть изрядное количество сантехнических приборов с резьбой, которые домовладелец, имеющий под рукой, может поработать самостоятельно. Ржавые или ржавые фитинги необходимо в какой-то момент обработать, но это нужно делать осторожно и с применением других подходов.Если одно не работает, переходите к следующему. Ключевым моментом является возможность добраться до приспособления и закрепить обе стороны стыка, чтобы они могли разъединиться и не повредить какие-либо трубы, особенно водопровод, который находится внутри стены.
Вот идеи о том, что другие люди считают успешными при работе с застрявшей сантехникой. Описанные здесь концепции должны быть адаптированы к индивидуальной ситуации. Сантехники проводят всю карьеру, обучаясь наилучшим образом в каждой ситуации, поэтому мы не можем охватить все на одной странице.Надеюсь, это поможет вам дать несколько советов.
Типы застрявшей сантехники
Типы соединений могут быть смесителями или аэраторами, запорами к водопроводу для раковин или трубопроводной арматурой, которая обеспечивает соединения. Они часто ржавеют из-за конденсата и с течением времени. Конденсат из бачка унитаза ржавеет и разъедает болты, которыми он крепится к унитазу. Он также может стекать с болтов унитаза.
Другие застрявшие детали
Другой областью, вызывающей беспокойство домовладельца или сантехника, могут быть гайки и муфты, которыми крепятся трубы и арматура.Циклы времени, воды, конденсации и тепла на металлических поверхностях — это враг и серьезная причина, по которой домовладельцу приходится заменять и ремонтировать бытовую сантехнику. Мы продаем Pipe Break, которые помогут с проектом, но их ключевая идея здесь — быть источником некоторых идей о том, как отломать ржавые сантехнические крепления, чтобы приспособления не сломались или не повредились в процессе откручивания болтов. Никто не хочет открыть эту банку с червями и создать большую проблему, чем то, с чего вы начали! Профессиональные сантехники знают приемы, с помощью которых можно решить большинство проблем с водопроводом, и за эти годы видели множество вещей, поэтому внизу мы также перечисляем несколько способов помочь найти надежного сантехника рядом с вами.
- Запланируйте перед запуском
- Отключить воду
- Подтвердите открытие местного поставщика запчастей
- Физически и химически очистить территорию
- Используйте правильный инструмент с хорошим контактом
- Закрепите обе части
- Каждое действие имеет равную и противоположную реакцию
- Сильно и осторожно надавить
- Сделайте обратное
- Нанести проникающее масло
- Постучите по проблемной области и сотрясите ее
- Если не ослаблено, закрепите и увеличьте давление
- Нагреть или охладить помещение
- Огранка
- Позвоните профессионалу!
1 план впереди
Потратьте пару минут, чтобы осмотреть окрестности, чтобы составить план, как действовать, причем главным соображением будет план Б, если все пойдет не так.В сантехнике просто есть потенциал для подводных камней, поэтому имеет смысл спланировать, что может пойти не так. Иногда бывает трудно найти нужные типы разъемов, особенно в случае старых источников сантехники, и может потребоваться что-то иное, чем просто большие коробки в магазинах. полезно знать, какая компания специализируется на поставках запчастей, которые могут вам понадобиться. Если вы склонны пытаться исправить ситуацию самостоятельно, убедитесь, что у вас есть инструменты заранее, чтобы не запутаться в воскресенье вечером или в праздничные дни, когда все будет закрыто.Имейте ведро, которое поместится под фитинг, чтобы собрать воду после открытия, пару полотенец или тряпок для пролитой воды, и вы готовы к работе.
2 Отключить воду
Вторая часть заблаговременного планирования — это знать, что что-то случается, и быть готовым к худшему. Хорошая идея — отключить подачу воды в дом перед началом работ, которые могут оказать довольно сильное воздействие на водопровод. Проверьте и убедитесь, что вы можете перекрыть подачу воды в здание.Это клапан, который, возможно, не использовался много лет и может оказаться хуже, чем проблема, над которой вы пытаетесь работать. Итак, просто проверьте, потому что невозможность использовать главный выключатель после того, как вы сломали деталь водопровода по ошибке или слишком сильно, может еще больше усугубить проблему, о которой вы когда-либо хотели бы думать. Если есть одна замороженная деталь, их может быть больше в системе.
Знание о том, что сантехнический прибор или его деталь застрял, означает, что в ваших руках будет определенная борьба, но идеи, представленные здесь, должны упростить этот процесс и, мы надеемся, предотвратить более крупный проект.Работа, связанная со старой сантехникой и водой, может пойти не так, и если что-то пойдет не так, будьте готовы к неожиданностям. Х галлонов в минуту может течь много воды там, где она вам не нужна, пока вы не доберетесь до места отключения в другом месте в доме. Вы можете поспорить, что пробежка будет напряженной! Так что, если вы работаете с водопроводом, отключите воду в магистрали на всякий случай. Что вам терять? Вы можете избежать частого ремонта гипсокартона, ремонта деревянных полов и, надеюсь, не придется откачивать подвал.
3 Реализуйте проект при наличии материалов
Если при запуске дом снабжения сантехникой закрыт, проект ждёт.
Может быть важно знать заранее, что есть в вашем доме с сантехникой и что есть в больших магазинах. Главное — знать часы, в которые они открыты, на случай, если вам понадобится специальная часть, которую вы не ожидали. Вы, конечно, не хотите начинать что-то неизвестное непосредственно перед тем, как большинство магазинов закроются и в конечном итоге останутся без воды в течение длительного периода во всем доме или даже в его части.
4 Физическая и химическая очистка территории
Концепция такая же, как и в первый день занятий в магазине, где учат паять трубы. Г-н Корссо начал с того, что «необходимо, чтобы территория была физически, механически и химически чистой». Это касается и разборки сантехники. Потратьте пару минут и уберите все скопившиеся вещества с пораженного участка, который вы пытаетесь ослабить. Проволочная щетка отлично подходит для очистки всего, что накопилось, например, ржавчины или извести.Затем все, что осталось, можно хорошо растворить с помощью такого продукта, как CLR — Calcium Lime and Rust Remover. Он также отлично подходит для удаления зеленых пятен из ванны, где на некоторое время протек кран. Если белый лайм тяжелый, может потребоваться некоторое замачивание и несколько применений.
5 Используйте правильный инструмент с хорошим контактом
Передача крутящего момента на крепеж, особенно застрявший, НЕОБХОДИМО выполнять с помощью подходящего инструмента. Если возможно, обязательно используйте два инструмента: один для перемещения части, которую необходимо снять, а другой, удерживаемый в противоположном направлении, для стабилизации остальной части водопровода, чтобы она не подвергалась слишком большому крутящему моменту и не ломалась.
Чем больше будет контакта между инструментом и крепежом, тем больше шансов на успех. Взять удобный инструмент и заставить его работать по сравнению с правильным инструментом, обеспечивающим полный плотный контакт между инструментом и работой, может быть рецептом катастрофы. Хорошим примером являются накидные гаечные ключи с открытым зевом, которые держатся максимально плотно и предотвращают изгиб, который может произойти с помощью разводного ключа. Это похоже на использование тисков, когда нужно использовать гаечный ключ, или отвертку с головкой Филиппа неправильного размера, срезающую головку.Работа становится все труднее.
Еще один хороший пример: стопорные клещи обычно НЕ являются удовлетворительным решением, так как стопорные клещи гораздо более склонны к проскальзыванию и повреждению. Ущерб от быстрой и легкой попытки неправильного инструмента. подобно тискам, может раздавить или повредить трубу. Фиксирующие ключи, которые прилагают много усилий для сжатия, могут быть подобны «Божьему подарку мастеру», но могут быть работой дьявола с сантехникой и медными трубами.
6 Каждое действие имеет равную и противоположную реакцию
Если есть место, используйте два трубных ключа, потянув их в противоположном направлении, чтобы сломать ржавые трубы, попробуйте! Итог: если вы схватитесь за трубу и начнете сильно ее тянуть, то вы будете тянуть за то, что удерживает трубу на месте в стене или полу.Если соединение заржавело, ремни, которые удерживают трубу, также могут быть слабыми, и вы можете приложить много рычагов к трубе, чтобы добраться до нее, если это случайный разрыв. Итак, сбалансируйте усилие на одной стороне соединения с усилием на другой стороне.
7 Приложите сильное мягкое давление
Есть старая поговорка, которая поможет вам запомнить, как повернуть деталь, которую вы хотите удалить из разъема. Это небольшой джингл, который звучит примерно так: «Правильно тугой, левый расслабленный.«Это может помочь вам не бороться с самим собой. Также помните, что поговорка подходит по отношению к соединителю и месту, где вы стоите. Я думаю, что это антропоцентрично. Теперь это громкое слово!
Ваша первая попытка — это на самом деле всего лишь оценка и предположим, что это тест. Первое усилие — посмотреть, разобьется ли он «нормальным» усилием. Если вы читаете это, возможно, вы уже знаете, что у вас есть проблема, и вы прошли этот этап. Помните, продуманный подход работает лучше, чем затопление комнаты.Суждение и чувство проблем приходят только с опытом. Даже если соединение или гайка, которые вы разбираете, выглядят плохо, во многих случаях они могут развалиться легче, чем вы ожидаете.
8 Делай противоположное
Иногда цель состоит в том, чтобы немного подвигаться. Это может противоречить логике, но попытка затянуть соединитель часто срабатывала, чтобы начать процесс разъединения скрученного крепежа, будь то соединитель для водопровода или гайка и болт. Люди утверждают, что это не может работать таким образом, но, случайно, у нас есть видео, показывающее, что более жесткий подход может сработать.Итак, попробуйте потянуть влево, чтобы напрячься, с целью получить первое небольшое движение. Что тебе терять?
Таким образом, если сделать обратное, деталь может вырваться наружу, тогда вы можете изменить направление и попытаться ослабить деталь. Вы можете немного подвигаться, ровно столько, чтобы оно заработало. Если с этого все и началось, то нужно работать взад и вперед, чтобы помочь разделить соединение. Попытайтесь пойти противоположным путем, чтобы затянуть приспособление или гайку водопроводной трубы с помощью подходящего инструмента и наибольшей площади контакта с ржавой частью, которая застряла и не сдвинется с места.Надежда состоит в том, чтобы сломать тиски, которые ржавчина создала на двух частях. Эти попытки также помогают улучшить работу следующего шага, поскольку похоже, что пришло время перейти к проникновению масла. Попытка удалить деталь также, вероятно, приводит к появлению микротрещин в ржавчине. Хорошее проникающее масло будет работать лучше, если на самом деле в пораженном месте есть микротрещины. Ржавчина делает металл толще, делая соединение более плотным. Цель состоит в том, чтобы нанести продукт на участок, смягчить молекулярные связи в ржавчине, смазать участок и отделить деталь, не повредив ее.Возможное развитие этих небольших трещин помогает подготовить почву для следующего шага в работе.
9 Нанесите проникающее масло
Заклинило перекрытие туалета требует проникающего масла. Нанесите масло с наилучшей проникающей способностью . Теперь вы знаете, что у вас есть проблема. После выполнения шагов 1-9 требуются некоторые усилия для ее решения, поэтому небольшое количество лучшего проникающего масла, независимо от затрат на проникающее масло, того стоит! Это особенно верно, если это сэкономит ваше время и позволит избежать перспективы усложнения проекта.Обрызгайте разрыв трубы на пораженный участок, покрытый ржавчиной. Очень низкое поверхностное натяжение и способность использовать микротрещины на ржавой поверхности позволяют Pipe Break проникнуть в ржавчину. Следующим шагом, который также указан на нашей странице, Руководстве оператора, является как можно более резкое и безопасное нажатие на область.
С этого момента, с каждой попыткой, имеет смысл добавлять еще немного проникающего масла. Каждое приложенное усилие может помочь проложить путь в трещины и щели ржавчины, чтобы проникающее масло могло работать.Есть еще пара вещей, которые можно попробовать и каждый раз добавлять масло, и ожидание — это второстепенное дело, чтобы предотвратить серьезные ремонтные работы сантехники.
Нарезание резьбы похоже на использование вибратора для ослабления застрявших гаек. Он перемешивает мусор и позволяет проникающему маслу глубоко проникнуть. Вся эта вибрация помогает отсоединить разъем. Некоторые люди взяли небольшие электрические диоды, которые вибрируют, чтобы помочь проникнуть проникающему маслу в пораженные участки, когда они могут оставить что-то на время, чтобы помочь маслу пройти между двумя частями.Есть и другие способы применения ударных волн, которые вам нужны, чтобы улучшить способность масла проникать в ржавчину и переносить смазку и собственный смягчитель ржавчины в критическую зону.
Острые металлические удары лучше отреагируют на материал, чем кусок дерева или резиновый молоток. Звонящий удар и вибрация — это цель, но также важно подобрать инструмент к ситуации и типу отделки. Иногда может помочь другая идея. Подход заключается в использовании кернера, то есть кернера с острым концом.Удар может действовать как продолжение того, чего может достичь молоток. Острие удара может помочь получить некоторую прибыль в этой области и может помочь проникнуть в область, которую нельзя будет коснуться напрямую. Удар можно использовать, чтобы ударить по стороне разъема, чтобы попытаться вибрировать область и толкать ее в нужном направлении, чтобы оба действия работали вместе. Установите кернер на приспособление или гайку и резко ударьте по нему молотком. Наденьте гаечный ключ на приспособление или гайку и резко ударьте по рукоятке молотком, чтобы ослабить приспособление.
Другой способ ослабить заклинившую трубную муфту или гайку, если первое нанесение проникающего масла не помогло, — это положить гаечный ключ обратно на деталь, крепко удерживать его на месте и постучать по нему, чтобы получить одновременно вибрацию и многое другое. рычаг на застрявшей части, чтобы оба были увеличены. Если это не сработает, необходимо принять решение. Подождите и дайте проникающему маслу Pipe Break работать на ночь или на более длительный период времени, или начните резать и пробовать другой трюк.
Если вам нужно самое лучшее проникающее масло, вы можете получить его здесь. Купить Pipe Break в банке или ящике
10 Если не ослаблять, зафиксируйте и увеличьте давление
Конструктивно идея состоит в том, чтобы скрепить детали, чтобы они не двигались любыми возможными способами, чтобы предотвратить дальнейшее скручивание назад на том, что должно остаться. Используйте инструменты большего размера и, если необходимо, наденьте кусок трубы на ручку, чтобы удлинить ручку и получить больше рычага. С более крупными инструментами появляется больше рычагов воздействия, поэтому убедитесь, что вы настроены противодействовать ему или противостоять ему.Пора быть по-настоящему осторожными!
Нанесите более проникающее масло. Возможно, вы создаете трещины, чтобы масло проникало в нужную область. Подождите еще немного, чтобы он сработал. Смочите поверхность проникающим маслом.
11 Нагреть или охладить зону
Может помочь использование физики расширения или сжатия материала. Идея состоит в том, чтобы использовать дифференциальное расширение или сжатие двух металлических частей, чтобы освободить части, застрявшие из-за ржавчины или минеральных отложений, путем создания отверстия.Всегда имеет смысл работать поэтапно, поэтому, прежде чем переходить к обогреву, сначала попробуйте безопасный источник тепла. Затем увеличивайте масштаб на основе результатов. Вы можете использовать фен на сильном огне в качестве источника нагрева металла, чтобы он немного расширился, чтобы дать вам преимущество в бою. Нацельте это на проблему. Металл расширяется быстрее снаружи и может потрескаться или ослабить ржавчину и водные отложения, которые не позволяют ему двигаться.
Чтобы получить больше тепла и более быстрое сосредоточение тепла в одном месте, профессионалы используют пропановую горелку для точечного нагрева области.Если что-то легковоспламеняющееся рядом с местом, где будет использоваться тепло, вы должны, по крайней мере, смочить окружающую территорию какой-либо струей воды и использовать лист металла, чтобы защитить горючие материалы поблизости. Очень важно не допускать возгорания любых горючих материалов. Многие дома сгорели из-за несоблюдения всех мер предосторожности или из-за того, что они думали, что это всего лишь мгновение. Если использовалось легковоспламеняющееся проникающее масло, убедитесь, что оно стерто и смочено в области.
В зависимости от ситуации может работать и обратное, и для усадки детали можно использовать холод.Если деталь состоит из большого количества основного металла, вы можете просто охладить застежку, а не всю массу металла. Все еще остается попытка заставить два одинаковых куска металла немного сжаться, чтобы создать отверстие для проникновения проникающей нефти в маленькие трещины, образовавшиеся в результате сжатия одной детали.
Одним из ключевых факторов при использовании источников тепла является пожарная безопасность и пожарная безопасность. Если вы использовали легковоспламеняющееся проникающее масло, при увеличении нагрева вы должны иметь дело с повышенной воспламеняемостью.Если вы не получите результатов с первого раза, пройдите несколько циклов нагрева, а затем охлаждения, чтобы повысить ваши шансы на создание слабого места, которое поможет развить небольшие трещины для проникающего масла.
Нагрейте застрявшее приспособление или водопроводную гайку с помощью фена или теплового пистолета. Возможно, вы не захотите слить всю воду из приспособления перед нагревом, так как вода будет отводить тепло для внутренней части, и застежка будет иметь большее изменение температуры быстрее.Тепло заставит приспособление или гайку расшириться, что может привести к их ослаблению. Если у вас металлический прибор, нагрейте его пропановой горелкой, но защитите все легковоспламеняющиеся в пределах 12 дюймов от пламени термостойкой тканью. Имейте под рукой огнетушитель или ведро с водой, наденьте термостойкие перчатки и защитные очки. Не используйте пламя большего размера, чем необходимо, и держите факел в вертикальном положении. Поиграйте пламенем через приспособление, чтобы нагреть его равномерно. Поверните приспособление или гайку, пока они еще горячие. Если приспособление или водопроводная гайка все еще не ослаблены, пора переходить к шагу 12.
12 Cut
Если приспособление или гайка все еще не сдвинулись с места, и вы выполнили все описанные выше шаги, но ничего не помогло, похоже, пора разрезать части или соединитель, чтобы отделить застрявшую часть. Подумайте обо всех своих возможностях, имеющихся у вас инструментах, инструментах, с которыми вы знакомы и будьте в безопасности.
Резка должна быть последним средством, и можно сосредоточить внимание на двух областях.
- Отрезать кусок механически
- Сожги кусок
Механическая резка
Существуют всевозможные способы разрезания застрявших деталей сантехники, но два фактора, которые контролируют это, обычно — это пространство, доступное для установки инструмента в рабочее положение, и когда резка будет выполнена, как это повлияет на ремонт при установке. Вернуться вместе.
Один из способов — разрезать трубу или то, что застряло, а другой — разрезать крепеж. Нарезать гайки по бокам, затем отделить части отверткой или клином так, чтобы крепеж был удален, а остальные части можно было использовать повторно. Естественно, это требует некоторой тонкости, чтобы не разрезать слишком глубоко. Второй разрез на другой стороне застежки может затруднить разъединение частей.
Отрезание только крепежа обычно выполняется с помощью холодного долота, инструмента Dremel, ручного шлифовального станка или ножовки.Один из способов резать в труднодоступных местах полотном для ножовки — это снять его с пилы, закрепить часть полотна с помощью пары обмоток изоленты, а затем вы можете удерживать его и резать в местах, где пила не подходит . Иногда использование инструмента Dremel ускоряет движение ножовки вперед и назад.
Ножовка по металлу, режущая пила, пропановая горелка и Dremel могут использоваться в ограниченных местах, а угловая шлифовальная машина с металлическим отрезным диском — для больших. Некоторым людям посчастливилось использовать молоток и зубило для холодного охлаждения или электрическое долото с более мягкими металлами, чтобы сломать застрявший соединитель.Попробуйте пропановую горелку перед ацетиленовым резаком, так как он имеет более высокую температуру
Гореть горелкой
Если у вас нет другого выбора, кроме как сжечь детали, чтобы их снять, можно использовать ацетиленовую или пропановую горелку и соблюдать ВСЕ соответствующие меры безопасности. Эти меры безопасности выходят за рамки этой страницы. Если вы их не знаете, не делайте этого. Если вы находитесь в этом месте, возможно, пора вызвать сантехника. Не сжигайте дом дотла!
Вещи, которые могут вам понадобиться
Этот список вещей, которые могут вам понадобиться для освобождения застрявшей сантехники, будет варьироваться в зависимости от конкретного проекта.Естественно, чем больше не работает, значит, вам нужно больше вещей из списка ниже.
- Ведро и тряпки
- Плоскогубцы
- Ключ рожковый
- Набор гаечных ключей
- Ключ трубный
- Проволочная щетка
- Средство для удаления кальция, извести и ржавчины (например, CLR)
- Молот
- Жесткий резиновый молоток
- Кернер
- Проникающая смазка (разрыв трубы)
- Ножовка по металлу
- Инструмент Dremel
- Шлифовальный круг
- Сабельная пила
- Лед
- Бутылка для воды и пульверизатора
- Пропановая горелка
- Горелка для ацетилена
- Огнетушитель, при использовании любого из фонарей
Предупреждение
× Внимание! Не используйте пропановую горелку для очистки пластиковых сантехнических приборов.Он легко может перегреть пластиковые детали и расплавить их. С факелами не поджигайте деревянные шпильки.
Если вы выполняете проект самостоятельно и у вас нет хорошего проникающего масла, подумайте о том, чтобы получить проникающее масло Pipe Break.
Как найти хорошего местного сантехника
Если у вас нет застрявшего или заржавевшего сантехнического оборудования, из-за которого у вас возникают проблемы, вот несколько сайтов, которые могут помочь вам найти хорошего сантехника рядом с вами:
Как починить медную трубу…БЕЗ пайки !!
Сегодня вы узнаете, как починить медную трубу.
Вот история:
В прошлое воскресенье я получил отчаянное сообщение от жены…
… вода текла с потолка кухни !!!!!!!
Что бы вы, , сделали в этой ситуации?
Если у вас нет немедленного ответа, вам повезло.
Серьезно, КАЖДЫЙ домовладелец должен знать, как исправить протекающие медные пироги.
Давайте углубимся.
Зачем учиться чинить протекающие медные трубы
Сколько стоит сантехник в воскресенье?
Ты не хочешь узнать… поверь мне.
Итак, полезно знать, как устранить утечки в медных трубах.
После сегодняшнего дня вы сможете сделать это самостоятельно.
Вот необходимые вам расходные материалы
Вам не нужны все эти инструменты.
Но о них приятно знать.
Каков первый шаг при оценке утечки воды?
Как начать ремонт медных трубОставьте воду включенной, если вода не льется с потолка.
Таким образом вы сможете определить местонахождение протекающей трубы.
Я знаю, что это звучит НЕВОЗМОЖНО, но это помогает обнаружить утечку.
Пощупайте потолок или стену на предмет мягкости.
Распилите небольшой квадрат или прямоугольник в потолке из гипсокартона.
Ага, это страшно, но ты должен это сделать — ПЛЮС твой гипсокартон испорчен, так что кого это волнует, лол.
Сделайте свой лучший слепок Magnum PI и проверьте, нет ли утечки в трубе.
Усы НЕ обязательны.
Вот что я обнаружил:
… утечка мелкого отверстия в медной трубе, FUN TIMES
Как только вы обнаружите утечку трубы, отключите воду в доме.
Слейте воду из трубопроводов, я сделал это в баке для стирки.
Извините, это грязь. Я не ожидал, что проведу этот урок в воскресенье вечером !!
Уф, устранение утечки воды может быть стрессовым.
Какой самый простой способ устранить утечку в трубе?
Можно ли устранить утечку в медной трубе без пайки?Да
Одним словом:
SharkBites
К счастью, в моем ящике для инструментов было несколько запасных 1/2 дюймовых муфт SharkBite
Они скользят по трубам из меди, ПВХ или PEX.
И каждый может ими пользоваться.
Начните ремонт, вырезав негерметичный кусок трубы.
Это на удивление слабительное (в видео я показываю вам мой любимый инструмент для этого)
Держать емкость под трубой — неплохая идея.
Когда вы его разрежете, вся лишняя вода будет стекать — предыдущий опыт и резкие слова жены научили меня этому!
Если вы используете медь, выберите тип L, потому что она толще, чем тип M, и прослужит дольше.
Очистите медную трубу от заусенцев с помощью инструмента для резки труб или универсального ножа.
Это УЛЬТРА важно для SharkBites (или пайки, если вы выберете этот путь).
Затем зачистите первый дюйм медной трубы наждачной бумагой.
Почему я люблю SharkBitesФитинги SharkBite великолепны, потому что вы просто вставляете их в трубы.
Серьезно, я почти уверен, что моя 11-летняя дочь сможет ими пользоваться.
Убедитесь, что они подходят к концу трубы на 1 дюйм.
Используйте инструмент для измерения глубины SharkBite или измерительную ленту, чтобы сделать отметку.
Наденьте SharkBite на трубу и убедитесь, что она находится заподлицо с меткой.
Супер просто.
Поскольку у нас возникли проблемы с медью, я решил использовать PEX в качестве замены трубы.
Отрежьте конец квадрата из полиэтиленгликоля с помощью резака для трубок из полиэтилентерефталата, Milwaukee отлично подойдет.
(ПРИМЕЧАНИЕ: трубочистки из PEX тоже отлично подходят для резки сигар)
В потолке я вырезал медь на расстоянии 2 дюймов от Т-образного фитинга.
На этой трубе тоже пришлось удалить заусенцы и наждачную бумагу.
Затем я сделал отметку в 1 дюйм для фитинга SharkBite.
Как установить SharkBites на медные трубыВ моей медной линии был провис, поэтому я решил использовать две муфты SharkBite 1/2 дюйма.
Если медная леска не провисает, можно использовать переходник SharkBite.
Фитинг скольжения может скользить по трубе и позволяет без проблем прикрепить заменяемую трубу.
Измерьте расстояние между двумя муфтами SharkBite и добавьте 2 дюйма к своему размеру.
Я плохо разбираюсь в измерениях, но это легко.
Это размер вашего нового отрезка трубы.
После квадратной резки, удаления заусенцев и покрытия наждаком вы просто вставляете его в две муфты SharkBite.
В видеоуроке есть несколько дополнительных советов…
… ПЛЮС крутой СЮРПРИЗ.
Я объясняю раздачу в видео
Что дальше
Фитинги SharkBites и PEX — отличные варианты, если вы хотите избежать пайки.
Наше руководство по работе с трубами из PEX отлично подойдет, если вы никогда его не использовали.
Если вы занимаетесь реконструкцией ванной комнаты и хотите упростить процесс, зарегистрируйтесь в видеотеке наставника по ремонту ванной комнаты
Мы покажем, как построить душевые кабины (Schluter, Wedi, Curbless и т. Д.), Укладывать плитку, улучшать ванные комнаты в подвале и т. Д. и больше.
Дополнительное руководство бесценно
Зарегистрируйтесь сегодня
Ура,
Как использовать JB Weld ExtremeHeat сейчас »
e Блог о JB Weld ExtremeHeat» NAPA Know HowОдними из самых сложных в ремонте деталей являются те, которые должны выдерживать очень высокие температуры.Конечно, температура блока цилиндров может достигать 180-220 градусов, но это ничто по сравнению с чрезмерным нагревом выхлопных газов, когда температура может легко достигать 1200 градусов на стандартном невысоком двигателе. Высокопроизводительные двигатели, такие как двигатели с наддувом или турбонаддувом, могут стать еще горячее, вплоть до того, что коллекторы или коллекторы раскалены докрасна. Когда двигатель выключен, детали довольно быстро охлаждаются, чтобы снова нагреться, этот цикл нагрева наносит ущерб металлу, что в конечном итоге приводит к трещинам под напряжением.
Чугун очень сложно сваривать, это можно сделать, но ремонт обычно бывает довольно некрасивым и длится недолго. Для правильной сварки чугуна необходимо вывести деталь из эксплуатации, предварительно нагреть деталь до температуры, близкой к температуре сварки, заварить поврежденное место и затем медленно довести деталь до комнатной температуры. Большинство ремонтных мастерских не имеют возможности сделать это, поэтому JB Weld ExtremeHeat является таким популярным продуктом для ремонта при высоких температурах.
Что может исправить JB Weld ExtremeHeatВ отличие от стандартной эпоксидной смолы JB Weld, ExtremeHeat представляет собой продукт отверждения на воздухе, разработанный специально для применения в условиях высоких температур, выдерживая постоянное нагревание до 2400 градусов по Фаренгейту.Это значит, что ваш ремонт продержится даже в условиях сильной жары. Однако все это сопровождается некоторыми оговорками. JB Weld ExtremeHeat не является клеем, как эпоксидная смола JB Weld, то есть он не предназначен для склеивания двух частей вместе; он предназначен для ремонта трещин и дырок в сильно нагретых деталях.
Пример № 1 — В выпускном коллекторе образовалась трещина от напряжения около болта. JB Weld ExtremeHeat — идеальное решение для ремонта.
Пример № 2 — Выпускной коллектор разделился на две части.JB Weld ExtremeHeat НЕ будет ремонтировать две части вместе, это ситуация замены или ремонта сварного шва.
У этой головки цилиндров сломано проушина для болтов выпускного коллектора. Это НЕ подлежит ремонту с помощью ExtremeHeat. Для этого вам понадобится JB Weld Original. Как использовать JB Weld ExtremeHeatИспользовать JB Weld ExtremeHeat легко: всего четыре основных шага, которые вернут вас в дорогу.
У нас в цехе был плохо сваренный участок выхлопной трубы. Утечка довольно сильная. Хотя мы могли бы его сварить, если у вас нет сварщика, ExtremeHeat может взять его в машину.Prep — Как и любой ремонт со связующим, поверхность должна быть чистой, очень чистой. Любой мусор, грязь, масло, жир или другие загрязнения снизят эффективность ремонта. Используйте химический очиститель для удаления масла и жира и наждачную бумагу для удаления мусора и придания шероховатости поверхности, чтобы JB Weld ExtremeHeat хорошо прикусил деталь. Для этой работы достаточно наждачной бумаги зернистостью 80.
Используя кусок Scotch-Brite ™, мы обработали трубку шероховатостью, удалив все остатки ржавчины и грязи. Он должен выглядеть таким чистым.Трещины и отверстия размером менее 1/8 дюйма необходимо открывать минимум на 1/8 дюйма. Вместо того, чтобы поддевать трещину, используйте шлифовальный станок, напильник, сверло или наждачную бумагу, чтобы открыть трещину или отверстие.
Смесь — JB Weld ExtremeHeat — однокомпонентная замазка, откройте емкость и хорошо перемешайте до получения однородного цвета и консистенции.
Товар оседает на полке, так что его придется неплохо перемешать. После смешивания он должен быть однородного цвета.Нанесите — С помощью шпателя, деревянной палочки или даже пальца нанесите пасту на пораженный участок.Втирайте пасту в отверстие / трещину, пока она полностью не заполнится. Не беспокойтесь об использовании слишком большого количества, вы всегда можете отшлифовать излишки после того, как они застынут. Отверстия представляют собой небольшую проблему, поскольку паста может просочиться и образовать небольшой хвостик с другой стороны, до которого вы не сможете добраться. Если это так, попробуйте работать в два этапа: сделайте небольшой ремонт основания, дайте пасте застыть, а затем вернитесь и добавьте еще немного, чтобы завершить ремонт, сохраняя чистую заднюю сторону отверстия.
Мы зачерпнули немного ExtremeHeat на разбрасыватель наполнителя для металлического корпуса.Вы можете положить то, что не используете, обратно в банку. Замазку нанесли на НКТ, проталкивая ее под зазор. После распространения мы даем ему отдохнуть в течение нескольких часов, прежде чем проверять его.Отверждение — время отверждения JB Weld ExtremeHeat составляет 2–4 часа для настаивания, а полное отверждение — через 24 часа. Очень важно дать пасте полные 24 часа времени отверждения, прежде чем снова вводить деталь в эксплуатацию. Вы можете проверить завершение ремонта, воткнув в него ноготь.Если гвоздь идет в ремонт, он еще не готов. По истечении времени настройки вы можете ускорить процесс отверждения с помощью источника тепла, не являющегося пламенем, например, фена для волос или теплового пистолета.
Если ногтем можно произвести отпечаток, значит, он не закреплен. После затвердевания ремонтный слой будет немного темнее, чем раньше, и твердым, как камень. При необходимости вы можете отшлифовать его и даже просверлить JB Weld ExtremeHeat и постучать по нему.JB Weld ExtremeHeat идеально подходит для ремонта всевозможных горячих деталей, включая выпускные коллекторы, глушители, каталитические нейтрализаторы, выхлопные трубы, блоки цилиндров, камины, коптильни / топки и многие другие предметы, подверженные образованию трещин.Он хорошо работает со сталью, железом, медью, нержавеющей сталью и большинством других металлов, которые выдерживают высокие температуры.
Ознакомьтесь со всеми химическими продуктами, доступными на NAPA Online, или доверьтесь одному из наших 17 000 пунктов обслуживания AutoCare NAPA для текущего обслуживания и ремонта. Для получения дополнительной информации о том, как использовать JB Weld ExtremeHeat, поговорите со знающим экспертом в местном магазине NAPA AUTO PARTS.
Как сваривать чугун
Сварка чугуна в домашних условиях возможна — при определенных условиях
Эффективная сварка чугунных деталей на собственном предприятии может сэкономить время и деньги, но здесь есть проблемы.Нарушение сварки часто может привести к растрескиванию или другому повреждению. Если задействованы критически важные детали, может быть разумным обратиться к опытным сварщикам на сварочное оборудование, чтобы обеспечить успешный результат.
Если сварка выполняется на заводе, очень важно изучить шаги, необходимые для эффективного изготовления сварной детали. Прежде чем приступить к работе, необходимо сделать четыре основных шага:
- Определить сплав
- Тщательно очистить отливку
- Выберите температуру предварительного нагрева
- Выберите подходящую технику сварки
Определите сплав
Чугуны — это семейство железоуглеродистых сплавов. Их высокое содержание углерода (обычно 2–4%) придает чугуну характерную твердость. Однако эта твердость достигается за счет пластичности. Он менее податлив по сравнению со сталью или кованым чугуном. Циклы нагрева и охлаждения во время сварки вызывают расширение и сжатие металла, вызывая растягивающее напряжение. Чугун не растягивается и не деформируется при нагревании или напряжении — вместо этого он трескается, что делает его чрезвычайно трудным для сварки.Эту характеристику можно улучшить, добавляя различные сплавы.
Некоторые сплавы чугуна легче сваривать, чем другие:
- Серый чугун
Серый чугун — наиболее распространенная форма чугуна. Углерод осаждается в виде чешуек графита во время производства в кристаллическую микроструктуру перлита или феррита. Он более пластичен и поддается сварке, чем белый чугун. Тем не менее, это по-прежнему представляет проблему для потенциальных сварщиков, поскольку чешуйки графита в сером чугуне могут попадать в сварочную ванну, вызывая охрупчивание металла шва.
- Белый чугун
Белый чугун сохраняет углерод в виде карбида железа, не выделяя его в виде графита. Кристаллическая микроструктура цементита очень твердая и хрупкая. Белый чугун обычно считается несвариваемым. - Ковкий, шаровидный или ковкий чугун
Все эти чугуны менее хрупкие из-за различий в микроструктуре, обусловленных производством. Все три имеют сфероидальную углеродную микроструктуру, созданную их уникальными производственными процессами.
Лучший способ определить, какой у вас чугун: белый или серый, — это проверить исходную спецификацию. Спектрохимический анализ может предоставить эту спецификацию постфактум. Когда эти точные способы невозможны, есть несколько способов проверить в магазине.
Серый чугун будет иметь серый цвет вдоль точки излома из-за графита в его микроструктуре. Белое железо более белое по трещине из-за цементита. К сожалению, испытание на разрушение полезно только в том случае, если сварщик знает, что материал серый или белый.Это старые, более традиционные формы чугуна. Они также чаще встречаются в определенных классах товаров. Однако ковкий чугун, относительный новичок, также имеет довольно белый цвет по линии излома и гораздо более поддается сварке.
Искровое испытание может также использовать опытный металлург для определения типа чугуна.
Очистить отливку
Независимо от сплава, все отливки должны быть должным образом подготовлены перед сваркой. При подготовке отливки к сварке важно удалить все поверхностные материалы.Отливка должна быть полностью чистой в области сварного шва. Удалите краску, жир, масло и другие посторонние материалы из зоны сварки. Лучше всего на короткое время осторожно и медленно подавать тепло в зону сварки, чтобы удалить захваченный газ из зоны сварки основного металла.
Простым методом проверки готовности поверхности чугуна является нанесение сварочного шва на металл — он будет пористым, если присутствуют какие-либо примеси. Этот проход можно отшлифовать и повторить процесс несколько раз, пока пористость не исчезнет.
Предварительный нагрев
Все чугуны подвержены растрескиванию под напряжением. Контроль температуры — единственный наиболее важный фактор во избежание трещин.
Сварка чугуна требует трех этапов:
- Предварительный нагрев
- Низкое тепловложение
- Медленное охлаждение
Основной причиной регулирования температуры является тепловое расширение. Когда металл нагревается, он расширяется. Никакого напряжения не возникает, когда весь объект нагревается и расширяется с одинаковой скоростью, но напряжение будет расти, когда тепло локализуется в небольшой зоне теплового воздействия (HZ).
Локальный нагрев вызывает ограниченное расширение — HZ удерживается более холодным металлом вокруг него. Степень возникающего напряжения зависит от температурного градиента между HZ и отливкой. В стали и других пластичных металлах напряжение, возникающее в результате ограниченного расширения и сжатия, снимается за счет растяжения. К сожалению, это может вызвать растрескивание в период усадки, поскольку чугуны имеют относительно низкую пластичность. Предварительный нагрев уменьшает температурный градиент между отливкой и HZ, тем самым сводя к минимуму растягивающее напряжение, вызванное сваркой.Как правило, методы сварки при более высоких температурах требуют предварительного нагрева при более высоких температурах. Когда адекватный предварительный нагрев невозможен, лучшей стратегией является минимизация тепловложения — выберите процесс низкотемпературной сварки и сварочные стержни или проволоку с низкой температурой плавления.
Скорость охлаждения — еще один фактор, напрямую влияющий на напряжения, возникающие в сварном шве. Быстрое охлаждение вызывает усадку, что приводит к образованию хрупких сварных швов с легкими трещинами. Напротив, низкое охлаждение снижает напряжение затвердевания и сжатия.
https://www.reliance-foundry.com/wp-content/uploads/pre-heat-welding.mov
Предварительный нагрев перед сваркой
Все чугуны подвержены растрескиванию под напряжением, но этого можно избежать с помощью предварительного нагрева. Посмотрите видео, чтобы увидеть, как нагревают металл перед сваркой.
Сварочная техника
Методы сварки следует выбирать в зависимости от их пригодности для свариваемого сплава чугуна. Наиболее распространенными процессами сварки являются сварка палкой, кислородно-ацетиленовая сварка и пайка.
Сварка палкой
Ручная сварка, также известная как дуговая сварка в среде защитного металла или MMA, использует плавящийся электрод, покрытый флюсом. Могут использоваться различные типы электродов в зависимости от области применения, требуемого соответствия цвета и объема механической обработки, которую необходимо выполнить после сварки.
Существует три основных типа присадок, которые хорошо подходят для сварки чугуном штучной сваркой:
- Электроды с чугунным покрытием
- Электроды из медного сплава
- Электроды из никелевого сплава
Электроды из никелевого сплава являются наиболее популярными для сварки чугуна.По данным New Hampshire Materials Laboratory Inc., никель-железный шов прочнее с более низким коэффициентом теплового расширения, что снижает сварочные напряжения и повышает устойчивость к растрескиванию.
Электрическая дуга между электродом и зоной сварки плавит металлы и вызывает плавление. Дуга должна быть направлена на сварочную ванну, а не на основной металл, так как это минимизирует разбавление. Рекомендуется использовать самую низкую настройку тока, одобренную производителем, чтобы минимизировать тепловую нагрузку.Предварительно нагрейте детали как минимум до 250 ° F перед сваркой чугунными или медными электродами. Никелевые электроды можно использовать без предварительного нагрева.
При сварке палкой используются разные типы электродов в зависимости от области применения, соответствия цвета и количества механической обработки, необходимой после сварки.Кислородно-ацетиленовая сварка
При кислородно-ацетиленовой сварке также используются электроды, но вместо дуги, генерируемой током, энергию для сварки обеспечивает кислородно-ацетиленовая горелка. Чугунные и медно-цинковые электроды подходят для кислородно-ацетиленовой сварки чугуна.
Следует проявлять осторожность, чтобы не окислить чугун во время сварки ацетиленом, так как это приводит к потере кремния и образованию белого чугуна в сварном шве. Сварочный пруток следует плавить в расплавленной сварочной ванне, а не непосредственно в пламени, чтобы минимизировать температурные градиенты.
Сварка припоем
Сварка пайкой — это распространенный метод соединения чугунных деталей из-за минимального воздействия на сам основной металл. Сварочный пруток обеспечивает присадку, которая прилипает к поверхности чугуна.Из-за более низкой точки плавления наполнителя по сравнению с чугуном, наполнитель не разбавляется чугуном, а прилипает к поверхности.
Чистота поверхности имеет решающее значение для этой техники сварки, поскольку соединение зависит от качества присадки, смачивающей поверхность основного металла. Согласно Machine Design, использование флюса для предотвращения образования оксидов во время пайки является обычным явлением. Это жидкость, которая способствует смачиванию, позволяя наполнителю течь по соединяемым металлическим частям.Он также очищает детали от оксидов, чтобы наполнитель более плотно прилегал к металлическим деталям. Кроме того, флюсы используются при сварке для очистки металлических поверхностей.
Следует тщательно выбирать методы сварки в зависимости от свариваемого сплава чугуна.Чистовая
Растрескивание обычно возникает во время фазы термического сжатия — растягивающее напряжение нарастает по мере охлаждения и сжатия сварного шва. Если напряжение достигает критической точки, сварной шов трескается.
Вероятность растрескивания можно уменьшить, приложив сжимающее напряжение для противодействия растягивающему напряжению во время охлаждения.Сварщики используют метод, называемый упрочнением (умеренные удары ударным молотком) по деформируемому сварному шву, пока сварной шов еще мягкий. Упрочнение снижает риск образования трещин в сварном шве и HZ, но его следует предпринимать только при работе с относительно пластичным металлом сварного шва.
Последний этап сварки — контроль охлаждения. В этом процессе используются изоляционные материалы, чтобы максимально замедлить охлаждение, или периодическое нагревание сварного шва для замедления процесса естественного охлаждения.
Сварка собственными силами
Если поручить сварку чугуна профессионалу, это может гарантировать качество сварного шва, ремонт сварного шва можно выполнить на месте с тщательной подготовкой.Следуйте инструкциям по определению сплава, подготовке материала и выбору наиболее подходящей техники сварки.
Источники
10 советов, которые могут улучшить ваши сварочные навыки
Этот краткий курс практических указателей адаптирован к потребностям любой фермы в ремонте металла.
1. Режимы Glob или Spray для толстой стали
Большинство фермеров могут не осознавать, что регулировка напряжения, силы тока и скорости подачи проволоки на аппаратах для сварки проволокой может обеспечить режимы передачи, точно настроенные для толстого металла.По словам Карла Хоэса из Lincoln Electric, ограничивающим фактором для режимов шарового или распыления является то, что их можно использовать только на «металле толщиной ⅛ дюйма и толще и только при выполнении плоских и горизонтальных угловых швов».
Шаровая передача (короткая дуга): Напряжение, сила тока и скорость подачи выше, чем в стандартном режиме короткого замыкания. Это приводит к тому, что большие шарики проволоки выходят из конца проволоки и попадают в сварочную ванну. Этот режим обеспечивает сварку глубокого проплавления на толстом материале, но при этом образуется много брызг.
Распылительная дуга: Вольты, токи и скорость подачи проволоки выше, чем в шаровом режиме. Он производит поток крошечных капель расплава, которые распыляются по дуге от проволоки к металлу. Для истинного распыления вам потребуется газ, богатый аргоном. Распылительная дуга позволяет использовать проволоку большого диаметра, поэтому осаждается много металла, и получается бусинка великолепного вида. Его можно использовать только для плоских или горизонтальных угловых швов; лужа очень жидкая. Обязательно замените сопло вашего пистолета на устройство длиной около 3 дюймов или больше.
2. Очистить от загрязнений
«Фермеры обычно не могут должным образом подготовить металл перед сваркой», — говорит Джон Лейснер из Miller Electric. «Это включает удаление краски, ржавчины, грязи и других поверхностных загрязнений, но это также означает шлифовку трещин». Лейснер легко понимает, что подготовка металла — это последнее, о чем вы думаете, когда требуется ремонт сварного шва в разгар сезона или во время кормления скота.
«Я не говорю, что зона ремонта должна быть абсолютно нетронутой», — говорит он, добавляя, что сварные швы алюминия являются исключением (см. Совет № 6 по сварке алюминия).«По крайней мере, ударьте по месту ремонта проволочной щеткой с электроприводом, чтобы удалить ржавчину и грязь».
Очистка удаляет загрязнения, которые попадают в металл во время сварки; если они останутся, они поставят под угрозу ремонт. Если очистка невозможна, избегайте ремонта с помощью сварочного аппарата MIG. «Используйте сварочный аппарат и стержень 6011. Кроме того, снизьте скорость передвижения. Это дает время пузырькам газа выкипеть из расплавленного сварного шва до того, как эти примеси попадут внутрь сварного шва », — говорит он.
Водород сварочный враг №1
Водород — это наихудшая примесь, разрушающая сварные швы. Поскольку водород повсюду (в воде, грязи, ржавчине, краске, навозе, смазке), он представляет собой серьезную проблему для сварщиков. Что можно сделать, чтобы сбить водород? Чистый, чистый и еще чистый. «Водород, наряду с высоким остаточным напряжением и чувствительной к трещинам сталью, может привести к растрескиванию через несколько часов или дней после сварки», — говорит Хоуз из Lincoln Electric. «Высокопрочные стали (обычно используемые в почвообрабатывающих орудиях), толстые металлические секции и ограниченные детали более подвержены водородному растрескиванию.”
3. Правила для угла, направления и скорости
Одним из удивительных аспектов сварки является то, что даже начинающий сварщик может добиться успеха. Тем не менее, Хоуз и Лейснер предупреждают, что существуют некоторые жесткие правила, обеспечивающие длительный ремонт сваркой.
Тяни или толкай: Здесь правило простое. «Если при этом образуется шлак, вы тянете», — говорит Лейснер. Другими словами, вы перетаскиваете стержень или проволоку при сварке с помощью устройства для сварки стержневой или флюсовой проволокой. В противном случае вы будете проталкивать проволоку сваркой в среде инертного газа (MIG).
Рабочий угол: При сварке проволокой держите пистолет под углом от 10 ° до 15 ° в направлении, в котором продвигается сварной шов. При сварке штангой поддерживайте угол подъема от 20 ° до 30 ° в направлении протягивания. При сварке углового (тройникового) шва держите пруток или проволоку (независимо от процесса сварки) под углом 45 ° между двумя металлическими частями.
Расстояние между дугами: Отрегулируйте скорость движения так, чтобы сварочная дуга оставалась в пределах одной трети передней части сварочной ванны. Для сварки проволокой (сердечник или MIG) соблюдайте рабочее расстояние от до ½ дюйма.При сварке штангой соблюдайте расстояние ⅛ дюйма между концом стержня и заготовкой. «Длина дуги не должна превышать диаметр сердечника электрода», — говорит Лейснер.
Скорость: Наблюдайте за сварочными лужами и гребнем (где затвердевает расплавленный металл). По словам Хоэза, при сварке проволокой (MIG или флюсовой сердцевиной) гребень должен находиться примерно на дюйма позади проволочного электрода. При слишком низкой скорости движения образуется широкий выпуклый борт с неглубоким проникновением, что также приводит к отложению слишком большого количества металла.С другой стороны, слишком высокая скорость перемещения создает неглубокий сварной шов, который дает узкий и сильно выпуклый валик. Большинство скоростей движения для различных шарниров значительно ниже 40 дюймов в минуту.
4. Выбор газа MIG
Для сварки MIG предпочтительным надежным защитным газом является 100% углекислый газ (co²). Это экономично и позволяет получать сварные швы с глубоким проплавлением.
Тем не менее, есть время инвестировать в более дорогие защитные газы, которые включают:
- 75% аргона и 25% co² для получения красивых сварных швов (при 100% co² образуется много брызг) и для сварки при высоком уровне тока.
- 85% аргона и 15% co² для сварки толстолистовой стали или металла с большим количеством прокатной окалины или ржавчины.
- 90% аргона и 10% co² для сварки распылением, а также для тяжелых или толстых металлических секций.
- 100% аргон или смесь аргона и гелия для сварки алюминия.
- 90% аргона, 7,5% гелия и 2,5% co² для сварки нержавеющей стали.
5. Список покупок сельскохозяйственных электродов
Множество проданных проводов и стержней затрудняет выбор электродов.Лейснер и Хоуз приводят этот список покупок сельскохозяйственных электродов, которые подходят для большинства ремонтных работ.
Проволока MIG: Хороший общий диаметр проволоки MIG составляет 0,035 (наиболее распространенный) или 0,045 дюйма. Но учитывайте 0,025 дюйма при сварке тонких материалов толщиной дюйма или меньше. Причина в том, что проволока меньшего диаметра более стабильна при сварке при меньшем токе, что обеспечивает меньшую силу дуги и меньшую склонность к прожиганию металла.
Проволока с флюсовым сердечником: Одной из самых популярных проволок с флюсовым сердечником является E71T-1, поскольку «она хороша для сварки в нерабочем положении (вертикальная, потолочная), обеспечивает быстрое застывание шлака и высокую скорость наплавки», — говорит Лейснер.«Если вы выполняете сварку в неправильном положении (потолочный сварной шов), вы можете использовать проволоку E71T-8», — говорит Хоуз. Если вы свариваете металл с покрытием или оцинкованный металл (например, ножку с зернистостью), используйте проволоку E71T-14, так как у нее есть сердечники, которые взрываются в дуге. Это приводит к улетучиванию стальных покрытий, таким образом, сводя к минимуму растрескивание и пористость сварных швов. Все эти проволоки обеспечивают более высокую производительность наплавки, чем стержневые электроды, и их шлак удаляется легче.
Электрод-стержень: Пруток общего назначения — это электрод 6011, говорит Лейснер, поскольку он обеспечивает хороший проникающий сварной шов.По его словам, для более толстого материала, который «требует более глубокого проплавления, используйте электрод 6010».
«Если вы свариваете более тонкую заготовку там, где вам нужно меньше проплавления, перейдите на электрод 6013». Самый распространенный размер стержня — ⅛ дюйма. «Используйте стержень большего диаметра для более толстого металла и стержень меньшего диаметра для более тонкого металла», — советует Хоуз.
6. Сварка алюминия
Растущее присутствие алюминия в сельскохозяйственном оборудовании вызывает необходимость ремонта металла.Хорошая новость заключается в том, что любой сварщик может обрабатывать алюминий, и этому процессу относительно легко научиться. Но есть некоторые правила, которым вы должны следовать, — говорит Хоуз. Эти правила включают:
Купите приводные ролики с U-образной канавкой, которые поддерживают проволоку, но не сминают ее. Держите регулировку ведущего ролика на незакрепленной стороне.
Замените прокладку кабеля на тефлоновую, нейлоновую или аналогичную прокладку.
Используйте только аргон или аргон-гелий.
Выберите алюминиевую присадочную проволоку диаметром 3/16 или 1/6 дюйма.Эти большие провода легче протянуть вниз по кабелю пистолета.
Используйте контактный наконечник примерно на 0,0115 дюйма больше диаметра проволоки.
Удалите жир, масло, навоз или грязь с помощью органического растворителя, такого как ацетон, слабого щелочного раствора, такого как сильное мыло, или обезжиривателя на основе цитрусовых. Избегайте сильных щелочных или кислотных чистящих средств.
Почистите ремонт с помощью новой проволочной щетки из нержавеющей стали (используется только при сварке алюминия), чтобы удалить окисленный алюминий, который естественным образом образуется на поверхности металла.Оксиды алюминия плавятся при 3700 ° F, в то время как основной металл плавится при 1200 ° F. Оксиды на ремонтной поверхности препятствуют проникновению присадочного металла.
Разогрейте ремонт до 230 ° F. чтобы минимизировать растрескивание. Делайте прихваточные швы в начале и в конце ремонта, чтобы облегчить предварительный нагрев и предотвратить деформацию.
Используйте короткий пистолет и прямой кабель. Если вы много занимаетесь сваркой алюминия, подумайте о покупке пистолета для катушки.
Вдавите в сварной шов, чтобы уменьшить загрязнение и улучшить покрытие защитным газом.
Сварка горячая и быстрая, используя более высокие значения силы тока и напряжения, а также скорости хода сварного шва, чтобы предотвратить прожог.
Заполните кратер сварного шва в конце шва. Кратеры — основная причина растрескивания сварных швов алюминия, предупреждает Хоуз. Чтобы заполнить кратер, продолжайте подавать проволоку в конце сварного шва, изменив направление движения назад над сварным швом примерно на 1 дюйм.
7. Секрет ремонта высокопрочной стали
По словам Хоэза, производители все чаще обращаются к использованию трудно свариваемых металлов, таких как высокопрочная сталь, особенно в почвообрабатывающих орудиях.При ремонте высокопрочной стали очень важно подготовиться, предварительно удалив всю ржавчину, краску, жир и влагу, чтобы добраться до оголенного металла. Затем предварительно прогрейте место ремонта перед сваркой.
«Чем выше содержание углерода в стали (обычно используется в высокопрочных сталях), тем больше требуется предварительного нагрева», — говорит Хоуз. «Предварительный нагрев необходим для предотвращения растрескивания после сварки». При ремонте высокопрочных сталей используйте электрод с малым диаметром и низким содержанием водорода, например стержень 7018, добавляет Лейснер.Наконец, сохраняйте низкую скорость сварочного хода; это сохраняет сварочную ванну в расплавленном состоянии, давая возможность пузырькам газообразного водорода закипеть. В результате получается более качественный сварной шов.
8. Почему трескаются сварные швы?
Hoes говорит, что сварные швы трескаются по одной или нескольким из следующих причин:
- Перед сваркой не зашлифовать трещины до дна.
- Формование бусин меньшего размера. Сварные швы всегда должны быть немного шире, чем глубина.
- Формирование вогнутых или полых бусинок.Такие сварные швы могут привести к растрескиванию середины валика. Сварные швы всегда должны быть выпуклыми или горбатыми.
- Неправильная очистка ремонта. Если после ремонта оставить ржавчину, краску, жир, грязь или влагу, в сварной шов попадет водород, который может вызвать растрескивание.
- Без предварительного нагрева перед сваркой. Это особенно необходимо, когда свариваемая сталь имеет более высокое содержание углерода или сплава.
- Избегайте использования электродов с низким содержанием водорода для ремонта трудно свариваемых сталей (с высоким содержанием углерода или сплава).
- Невозможность заполнить кратеры в конце сварного шва.
- Неправильное усиление ремонта сварного шва.
- Не накладывать первый валик на многопроходные сварные швы достаточного размера, плоской или выпуклой формы. Это препятствует растрескиванию до тех пор, пока не будут добавлены более поздние валики для поддержки.
Лейснер говорит, что жесткие детали более склонны к растрескиванию. Если возможно, приваривайте к свободному концу таких деталей и оставляйте зазор 1/32 дюйма между пластинами для свободного движения усадки при остывании сварного шва.Очистите каждую бусину, пока она еще горячая, чтобы снять напряжение.
9. Сварка вне позиции
Гравитация — ваш враг при работе вне рабочего места, поэтому противодействуйте ее эффектам (особенно при сварке проволокой), используя немного меньшее напряжение и меньшую скорость подачи проволоки, чтобы создать меньшую лужу, — говорит Хоуз. По словам Лейснера, изменение полярности для концентрации тепла на кончике электрода приводит к более холодной сварке, что позволяет сварочной ванне остывать быстрее и предотвращать ее стекание. Вот еще несколько советов от обоих экспертов по сварке в нерабочем положении:
Горизонтальные швы: Уменьшите рабочий угол до 0 ° или 15 °, а затем выполняйте сварку в стабильном темпе, чтобы сварочная ванна оставалась на месте.
Вертикальные сварные швы: На стали толщиной 3/16 дюйма и более выполняйте сварку нисходящим движением. Однако это движение может быть проблемой; сварочная ванна может опередить дугу и стать изолятором, уменьшая проплавление. На стали толщиной 1/16 дюйма и более сваривайте восходящим движением из стороны в сторону, перемещая дугу справа в центр, а затем влево, чтобы создать треугольник.
Сварные швы над головой: Уменьшите силу тока и двигайтесь быстро, чтобы сварочная ванна оставалась узкой.Используйте круговые движения и взмахи, чтобы сварочная лужа не вылилась из сварного шва.
10. Когда армировать
Усиление ремонта сваркой «определенно необходимо, если трещина находится в месте, где вы не можете подготовить ее поверхность для сварки», — говорит Лейснер. «Всегда укрепляйте точки, подверженные высоким нагрузкам, например, петли складного оборудования».
Усиление также необходимо, если деталь сломалась более одного раза в том же месте или рядом с тем же местом, что и предыдущий ремонт, добавляет Хоуз.
При армировании обязательно скосите края под углом 30 °, где новый металл встречается со старым. Это обеспечивает лучшее проплавление.
Для более тяжелых участков материала оставьте небольшой участок (пространство) внизу стыка. Для этого сначала скосите края, а затем отшлифуйте нижнюю часть скоса до толщины никеля.
Вот последний совет по усилению. «Материал толщиной более дюйма обычно следует сваривать за несколько проходов», — говорит Лейснер.
Основные термины сварки
Ниже приведены мои нетехнические определения некоторых
основные сварочные условия. Они хороши для любителей дома и тех, кто только собирается
в сварочное поле. Большинство людей не хотят садиться и учиться сварке
словарный запас, и я их не виню, я тоже. Но если вы выучите это,
вы будете на голову выше большинства новичков.
Нажмите здесь, чтобы просмотреть наши сварочные печи, и на номер
узнайте о преимуществах правильного хранения сварочных материалов!
Arc Blow — дуга ходить везде, куда вы НЕ ХОТИТЕ.Это происходит только в округе Колумбия, бывает много вваривается в угол и, как полагают, каким-то образом вызвано магнетизмом. Иногда помогает переместить рабочий зажим в другое положение на стали.
Дуга Резка — может выполняться стержнем 6010 или 6011 на станке до «warp 10». (очень горячие) Можно использовать и другие стержни, но эти два самый лучший. Здесь вы прорезаете сталь, используя силу дуги. Это не сделает самый красивый разрез, но подойдет в крайнем случае, когда у вас нет фонарика.
Дуга Строжка — это когда сталь или металл разрезают дугой из углерода. электрод. Электрод представляет собой твердый углеродный слой, обернутый медью для обеспечения проводимости. В Stinger имеет сжатый воздух, и когда кнопка нажата, он выпускает воздух в расплавленный разрезаемый металл. Машина повернута на «деформацию 10», что означает, что вы используют ОЧЕНЬ много ампер (тепло).
Примером может служить то, что мы зашли в работа, где 5 резервуаров из нержавеющей стали высотой около 10 этажей имели почти все сварные швы провалить рентгеновское обследование.Мы выдолбили сварной шов снаружи, а затем снова сварили. Мы затем выдолбил сварные швы изнутри и снова приварил к нашему предыдущему сварному шву.
Толстый нержавеющую сталь нельзя резать горелкой, и даже если бы это было возможно, из-за тепла она деформация. Дуговая строжка обеспечивает концентрацию тепла в месте пропила.
Сплав — это элемент, добавленный к металлу. Примером может служить низкоуглеродистая сталь с добавлением хрома (резист ржавчина) и никель (делает его менее восприимчивым к окислению, которым является ржавчина), который делает форму из нержавеющей стали.(наиболее распространенная нержавеющая сталь 304)
Чередование Current — меняет направление с положительного на отрицательное по синусоиде. волна. Это создает неустойчивую дугу при большинстве сварочных процессов, поэтому постоянный ток является предпочтительным.
Сила тока — измеряет ток электричества и то же самое, что и ток, который является вашим теплом.
Arc — это то, что между конец электрода и основной металл. Сопротивление вызывает тепло.
Автомат Сварка — это сварка, выполненная таким оборудованием, как роботы.
Резервное копирование Полоса — это полоса или отрезок стали, стыкующийся до открытого зазора между два куска стали. Сварочные стержни 6010 можно использовать для открытой стыковой сварки, но 7018 не может и требует опорной полосы для обеспечения поверхности для электрода. чтобы приварить. Некоторые резервные планки обрезаются, а некоторые остаются на месте.
Бусина — наплавленный присадочный металл на и в рабочей поверхности, когда проволока или электрод плавится и вплавляется в сталь.Бусина стрингера — это узкая бусина с тянущее движение или легкие колебания, в то время как бусинка плетения шире и больше колебание.
Фаска — угол срезанной или отшлифованной кромки заготовки чтобы обеспечить большее проплавление для более прочного сварного шва.
Взорвано — что ты будет, если сварить или порезать емкости с испарениями. НИКОГДА не сваривайте и не резайте какие-либо контейнер, если он не новый или вы не знаете, что он был очищен и сертифицирован по безопасности! Контейнеры могут быть токсичными, легковоспламеняющимися или взрывоопасными.
Щетка — сталь ручная щетка с проволочной щетиной, дисковая щетка для ручной шлифовальной машины, чашечная щетка для ручной шлифовальной машины, или колесная щетка для настольной шлифовальной машины. Они используются для очистки прокатной окалины, окисления, грязь, масло и т. д. со стальных поверхностей. Чистота имеет первостепенное значение на заготовку, чтобы убедиться в отсутствии дефектов сварного шва. Важно использовать нержавеющую стальная щетка и щетка из мягкой стали.
Строительный шов — здание
вверх по поверхности стальной детали, такой как зубья звездочки, поверхность
промежуточное колесо (удерживает гусеницу на гусеничном ходу, например, бульдозеры)
или краны), или ковш на фронтальном погрузчике.В большинстве случаев это намного дешевле
Сварщик собирает компонент, а не заменяет его. Наращивать
Сварные швы обычно выполняются электродами с твердой поверхностью.
Это тоже хороший способ
чтобы новый студент-сварщик научился правильному повторному запуску и врезке.
Разоренный Аут — невыполнение испытания сварного шва из-за дефектов сварных швов. «Он разорился на своих испытательных пластинах и не был принят на работу ».
Butt Joint — просто то, что это такое … две части столкнулись друг с другом.Только верх и нижняя поверхность может быть сварной. Без хорошего проплавления этот сварной шов не имеет прочность многопроходного углового шва или соединения со скосом.
Заглушка — последний валик шва с разделкой кромок, его можно сделать плетеным движением вперед и назад, или с бусинками, привязанными друг к другу.
Также то, что вам нужно надеть на голове при сварке Mig в вертикальном положении или во время любого другого процесса над головой, чтобы не допустить образования горячих искр с твоей головы. (см. Кассинг.) Шляпы сварщика имеют маленький счет и такие высокие им нужна сигнальная лампа, чтобы самолет не врезался в них. Это так их можно повернуть и натянуть на ухо при сварке трубы и головы наклонен. Вы ДАЖЕ не хотите, чтобы капля расплавленного металла попала вам в ухо! Ты Вы можете буквально услышать его шипение, когда страдаете от ожога. Сварочные шапки могли выиграть любой конкурс уродливых шляп со всеми безумными точками в горошек, узорами пейсли и прочими безумными конструкции.
Cardinal Sin of Welding — см. Поднутрение.
Коалесценция — ах, это когда металл или сталь сплавлены (стыкованы) кузнечиком.
с покрытием Электрод — это флюс на присадочном металле сварочного стержня. Они использовали использовать неизолированные стержни только в горизонтальном положении. Кто-то заметил, что ржавый стержень работал лучше, чем новый, поэтому они начали экспериментировать с разными покрытия на разные стержни. Они обнаружили, что некоторые покрытия создают экранирование. газ, защищавший сварочную ванну от загрязнений в атмосфере.Загрязняющие вещества вызвать пористость и продольное растрескивание. Сварочная ванна защищает сварной шов был гладким и прочным и мог использоваться в разных положениях, а не просто плоский. Я могу только представить, сколько раз эти голые стержни застревали!
Вогнутость — Это когда валик углового сварного шва провисает внутрь от корневой грани к корню.
Расходные материалы
Вставка — это место, где присадочная проволока или пруток находится в зазоре, и вы привариваете их к отверстию.
основной металл вместе с проволокой или прутком.Он становится единым целым с кузнечиком сварного шва.
Выпуклость — это когда валик углового сварного шва выступает наружу из корня.
к лицу.
Угловое соединение — Одно из пяти основных сварных соединений. Это это когда края двух пластин стыкуются друг с другом под углом 90 градусов. Это обычно имеет канавку для заполнения, обеспечивающую хорошее проникновение.
Защитное стекло или Защитная пластина — Прозрачная стеклянная или пластиковая линза в бленде или очках для резки защищает линзу № 5 (для резки) или № 10, 11, 12 (для сварки) от попадания брызги на них.Жалко меня, черт возьми, когда студент забывает положить его когда меняют линзу. Затем они сваривают его, и брызги портят # стекло, которое недешево! Вы должны часто менять накладки, так как они ограничивают ваш вид, когда они забрызганы или поцарапаны.
Трещина — Где сварной шов трескается или раскалывается. Хорошим примером может служить сварка чугуна. Если он не был предварительно нагрет и не подогрет должным образом, или если используется неправильный электрод, это взломает БОЛЬШОЕ ВРЕМЯ.Иногда трещина будет проходить прямо перед сварным швом. бассейны во время сварки.
Вы должны предварительно нагреть, пост-нагревать и спустить чугунную катанку, который содержит никель. Уловка, чтобы предотвратить распространение трещины, — это просверлить отверстие до и после трещины, которую вы собираетесь сваривать. Выполните сварку, а затем заполнить дыры. Отверстия не дают трещине распространяться.
Кратер — В конце сварного шва вы прожигаете сталь, не оставляя присадки. металл, оставляющий углубление в основном металле.При перезапуске вы хотите чтобы начать в конце трещины, приварите обратно туда, где шов остановился, а затем продолжайте движение в направлении сварки. Это предварительно нагревает и обеспечивает хорошее соединение. в бусинку, которую вы только что положили.
Критическая температура — Это когда основной металл переходит из состояния солидуса в состояние ликвидуса по мере его нагрева во время сварочный процесс. Это как раз в тот момент, когда оно перестает быть твердой массой, таять и становиться жидкостью.Это отличный термин для обсуждения за коктейлем вечеринка, чтобы заставить вас казаться умным, ОСОБЕННО, если ваша аудитория мало знает о сварка!
Ток — В электрической цепи ток является проточным. электричества. То, на что вы свариваете, сопротивляется потоку, и в результате образуется тепло. AMPS являются мерой вашего тока. Чтобы получить немного более технический, ток отрицательно заряженные электроны проходят через проводник, который обычно представляет собой проволоку.
Цилиндр r — В чем мы храним кислород и ацетилен для резки, и ЗАЩИТНЫЙ ГАЗ для Сварочные процессы MIG и TIG.Они бывают разных размеров, и вам нужно изучить перед покупкой. Если у вас будет слишком мало одного, вы действительно устанете заправлять это все время.
Дефект — Что-то не так со сварным швом. Основные дефекты: продольные трещины, пористость, шлаковые включения и «кардинальный» Грех «сварки… Подрезка.
Глубина плавления — Насколько глубока ваша присадочный металл проникает в металл с поверхности.
Постоянный ток — Сварка постоянным током — это самая плавная сварка с наименьшим количеством брызг.В
ток течет в одном направлении, от отрицательного к положительному. (Катод к аноду)
It
это похоже на то, когда вы включаете водяной шланг и вода вытекает. С DC
ток ВСЕГДА течет в одном направлении. Однако вы можете изменить сварку
приводит к изменению полярности.
Отрицательный электрод постоянного тока — Электричество ВЫХОД ИЗ сварочного стержня или проволоки рассеивается в заготовке, поэтому дает меньшее проникновение. Около 1/3 тепла приходится на конец стержня и 2/3 тепла. на заготовке.Это то, что вы хотите использовать для тонких металлов.
Прямой Положительный токовый электрод — Электричество течет НА сварочный стержень или проволоку и, следовательно, больше нагревают стержень или конец проволоки. Это дает вам 2/3 тепла на стержне и 1/3 на заготовке, что дает большее проникновение для толстых металлы, потому что сила дуги проникает в сталь перед нанесением присадочного металла.
Пластичность — Металл изгибается и остается изогнутым, не ломаясь.
Рабочий цикл — это сколько времени машина может проработать за десять минут до того, как он перегревается.
10% = 1 минута из каждых 10.
20% = 2 минуты из каждых 10.
Включено до 100%, при котором будет работать все время без остановки.
Для
машина на заводе или строительной площадке, вам нужен 100% рабочий цикл.
Для
ваша мастерская по хобби вы можете обойтись с 20 или 30%.
Даже в самом загруженном Фабрика через десять минут закончится.Если вы сварка клеем вы можете пробежать чуть больше минуты. Тогда ты собираешься поднять капюшон, проверить из того, что делают все остальные, подумай о том, что ты собираешься делать той ночью, Отколотите шлак, почистите сварной шов, проверьте, сколько сейчас времени, замените стержни и НАКОНЕЦ возвращаемся к сварке.
Edge Joint — Внешний край двух пластин встали на 90 градусов параллельно друг другу.
Подготовка кромки — До при сварке кромки плиты или трубы следует позаботиться о том, чтобы сварной шов был качественным.Это могут быть вырезаны резаком или скошены, обработаны шлифовальным станком, напильником или все три.
Электрод — Электроды либо покрыты флюсом, либо просто оголены. В области электрод называется стержнем при сварке штангой, а электрод — проволокой. Дуговая сварка MIG и порошковой проволокой.
Существует МНОГО разных типов электродов.
В Использовались голые стержни времен Второй мировой войны, которые можно было использовать только в горизонтальном положении. Это было ОЧЕНЬ легко воткнуть эти стержни, и я могу только представить, как это должно быть неприятно. были использовать их.Однажды парень заметил, что подобранный им ржавый стержень приварен лучше, чем новенькие.
Эксперименты с разными типами покрытий как кремний и калий, было установлено, что флюс на стержне не только помогает он горит лучше, но производит защитный газ, защищающий сварочную ванну от атмосфера.
Держатель электрода — ручной зажим, удерживающий сварку стержень и проводит электричество из стержня в ОТРИЦАТЕЛЬНОМ ЭЛЕКТРОДЕ ПРЯМОГО ТОКА, или в стержень в ПОЛОЖИТЕЛЬНОМ ЭЛЕКТРОДЕ ПРЯМОГО ТОКА.
Лицевая сторона — На пластине или сварка труб: ROOT PASS, HOT PASS, FILLER PASS и CAP. Корень проникает через заднюю часть пластины, колпачок находится на поверхности, которую вы сварка, то есть лицо.
Вентилятор : Сварочные аппараты имеют вентилятор для охлаждения машины и предотвращения ее перегрева. (см. ОБЯЗАТЕЛЬНЫЙ ЦИКЛ) Некоторые фанаты работают постоянно, в то время как другие запускаются «по запросу», что означает, что он включается при необходимости и отключается, когда не требуется.
(Хорошая идея взорвать отключать сварочный аппарат сжатым воздухом не реже одного раза в месяц. Это сохраняет пыль от накопления и возможного нарушения внутренней электрической работы. На всех машинах есть вентиляционные прорези, и каждый из них должен быть продуван.)
Железо Металл — Железо получают из руды, добываемой на Земле. Смотри как Сталь сделана. Черный означает, что металл — это железо или железо со сплавами.
Наполнитель Металл — металл, добавленный в сварочную ванну.Сварной шов можно выполнять с присадочный металл. Тонкий металл иногда сваривают путем плавления двух основных металлов. все вместе.
Flash Burn — Это ожог от радиации. от УЛЬТРАФИОЛЕТОВЫХ лучей сварочной дуги. Он может обжечь кожу, как к солнечным ожогам и даже волдырям на роговице. Вы не понимаете этого до нескольких часов спустя когда кажется, что кто-то втирает тебе горячий песок в глаза.
Два моих студенты сваривали слишком близко друг к другу, и я сказал им двигаться, но они сказал, что они были в порядке.Да, что я знаю? Я делал это только 30 долбаных лет по сравнению с их тремя или четырьмя месяцами!
Уэлп, в ту ночь они были в отделении неотложной помощи получают мазь для глаз и красивое отделение неотложной помощи за 300 долларов законопроект.
Вы никогда не должны находиться там, где можно увидеть свет сварочной дуги без защитные линзы, даже если они не сбоку от глаз. В моем магазине громко объявляем «СМОТРИТЕ В ГЛАЗА!» прежде чем зажигать дугу, чтобы предупредить чтобы закрыть глаза.
Угловой шов — король сварных швов, потому что он используется во многих приложениях, в основном на тройниковых соединениях. . (См. СОЕДИНЕНИЯ.)
Два куски металла стыкуются вместе под углом 90 градусов, бусинка проходит на полпути в каждый кусок. В зависимости от толщины может потребоваться одна бусинка или несколько бусинок. ПРИВЯЗАНЫ друг к другу.
Поверхность углового сварного шва — Поверхность или верх сварной шов.
Стойка углового сварного шва — От пересечения стыка до конец сварного шва.На каждую тарелку будет по ножке.
Угловой шов Носок — это конец сварного шва на конце ножки. Опять будет один за каждую тарелку.
Корень углового сварного шва — Место начала сварного шва на пересечении стыкованных плит.
Горловина углового шва — Расстояние от корень к лицу.
Для приведенных выше определений FILLET WELD см. Miller’s Tig.
Страница сварки для хорошей иллюстрации…
http: // www.millerwelds.com/education/TIGhandbook/pdf/TIGBook_Chpt7.pdf
Поток Измеритель — Давление в баллоне ЗАЩИТНОГО ГАЗА может достигать 2400 фунтов. на дюйм. Расходомер снижает это давление до рабочего давления, обычно около 20-20 ° С. 25 кубических футов в час.
Flux :
Очищает поверхность и при горении
создает ЗАЩИТНЫЙ ГАЗ, который защищает БАССЕЙН или ЛУЗУ от атмосферных воздействий.
загрязняющие вещества, вызывающие ДЕФЕКТЫ.
Дуговая сварка порошковой проволокой (FCAW) — Длинную тонкую плоскую полоску пропускают через серию штампов, пока она не начнет скручиваться. По сторонам.Затем добавляется FLUX, и он проходит через штампы до тех пор, пока не будет свернутый в трубчатую проволоку.
Подобно ТВЕРДОЙ СТАЛЬНОЙ ПРОВОЛОКЕ, он катится и используется аналогично MIG, обычно устанавливается на ОТРИЦАТЕЛЬНЫЙ ЭЛЕКТРОД ПРЯМОГО ТОКА. Когда проволока расплавляется и превращается в НАПОЛНИТЕЛЬНЫЙ МЕТАЛЛ, ПОТОК горит и образует ЗАЩИТНЫЙ ГАЗ.
Следовательно, не требуется ЗАЩИТНЫЙ ГАЗ, поэтому его можно использовать на сквозняках или даже на ветру, в отличии от его двоюродного брата МИГа.
Испытание на свободный изгиб — Также называется управляемым изгибом тест, это разрушительный тест.Из испытательной пластины вырезается купон, сварной шов шлифованный, затем купон (обычно 1 ½ дюйма в ширину и 7 дюймов в длину) сгибается. в JIG. Затем он ВИЗУАЛЬНО ПРОВЕРЯЕТСЯ на предмет трещин и дефектов.
Это
это один из способов демонстрации КВАЛИФИКАЦИИ для получения сертификата. Сварка — это одно
из самых требовательных профессий, потому что сварщик всегда должен доказывать свою квалификацию.
У меня 30-летний опыт работы в цехе, профсоюзе металлургов, образование,
но если бы я пошел работать, скажем, в электростанцию, со сварщиком, который
поля всего пару лет, я бы еще сдать тест с ними!
Критически для выполнения сложных работ требуется квалификация РЕНТГЕНОВСКОГО ИЗЛУЧЕНИЯ, которая является неразрушающей, но показывает все!
Дым — Если вы опытный ПУТЕШЕСТВЕННИК или НОВИЧК, при резке и сварке всегда следует остерегаться испарений.
От GALVANIZED пары цинка, вызывающие тошноту, к более опасному газу фосгену, который может выделяться от УЛЬТРАФИОЛЕТОВЫХ ЛУЧЕЙ вокруг некоторых чистящих средств ДЫМ может быть опасен!
Всегда убедитесь, что у вас есть надлежащая вентиляция, особенно в закрытых помещениях!
Предохранитель — Если вы покупаете сварочный аппарат для домашнего использования, убедитесь, что у вас есть подходящие предохранитель, чтобы вы не взорвали все. В старых домах убедитесь, что проводка были обновлены, иначе вы можете вызвать пожар при их перегреве.
Fusion — Как сказано в COALESCENCE, слияние — это плавление и слияние с основой. металл или РОДИТЕЛЬСКИЙ МЕТАЛЛ вы свариваете кузнечика.
Это тоже слово за то, что доктор хочет сделать с моей лодыжкой, которую я сломал, когда упал три истории. Хочет взять кусок моей бедренной кости и прикрепить его к лодыжке. Беда То есть, для заживления бедра потребуется больше времени, чем для заживления лодыжки! Итак … этот маленький операции не будет.Черт возьми, мне все равно больно, когда я не сплю!
Оцинкованный — Электрохимический процесс, при котором низкоуглеродистую сталь погружают в жидкий цинк для
сделать его антикоррозийным. Я был удивлен, узнав, что это делается уже 150 лет!
Когда
при сварке оцинкованной стали сначала нужно прожечь цинковое покрытие и
он производит ДЫМ, который может вызвать у вас тошноту, как будто вас ударили в
кишка.
Молоко до, во время и после сварки должно помочь, но
правильная вентиляция и вообще не дышать ею — лучше всего.
Газовая металлическая дуга Сварка (GMAW) — см. «МИГ»
Газовая дуговая сварка вольфрамом — см. «TIG»
Шов с разделкой кромок — Когда требуется очень прочный сварной шов, например, когда две колонны соединены вместе на высотном здании, важно чтобы получить максимальное проникновение и сплавление. Это делается путем обрезки ФАСКИ, чтобы что вы можете приварить твердое тело от КОРНЯ к ЛИЦЕВОЙ МЕТАЛЛ.
Тепло
Затронутая зона — кое-что, что многие сварщики не принимают во внимание, но должны.Любое время
при сварке металла или стали вы нагреваете область рядом со сварным швом. После этого
нагревается, охлаждается с разной скоростью в зависимости от температуры в магазине
или поле.
На строительных объектах зимой это может происходить очень быстро.
И нагрев, и охлаждение могут влиять на свойства в зависимости от того, какая основа
металл, на котором вы свариваете.
Зона термического влияния на низкоуглеродистой стали обычно
ничего страшного. Однако, если вы свариваете чугун, например, без должной
предварительный нагрев и последующий нагрев, он треснет прямо у вас на глазах.
Инвертор — Относительно новые, впервые услышал о них лет 13 назад. Источник питания для сварочные аппараты, которые намного эффективнее обычных трансформаторов. машины используют и, следовательно, гораздо меньшие единицы.
Когда я впервые начал сварку тридцать лет назад в магазине черного железа я использовал сварщика, который выглядел как большой атомная бомба с ящиком наверху. Он был не менее четырех футов в ширину, два фута глубокий и высотой около трех футов.
Сегодня у них есть машины, которые могут все
что можно, плюс еще несколько, и они размером с небольшой чемодан, а это много
удобнее для магазина и поля.
Железные рабочие — Есть здесь пара значений. Первый — это союз, к которому я принадлежу, Интернационал Ассоциация рабочих мостов, строительного, декоративного и арматурного железа. В виде название подсказывает, мы работаем над конструкциями, начиная от высотных офисных башен, к плотинам, электростанциям и т. д.После трехлетнего обучения я стал структурным сварщик. Есть и другие банды (бригады), такие как Raising Gang, Plumb Gang, Bolt-up Банды и Разные Банды. Хотя я работал над ними всеми, я потратил большую часть Я провела время в различных сварочных банках, потому что сварка — это моя настоящая любовь!
Это это также термин для машин, как ОГРОМНЫХ, так и достаточно маленьких, чтобы их можно было переносить. по вакансиям. Он может резать металл, резать углы и пробивать отверстия. Ты собираешься инвестировать минимум около пары тысяч за меньшую модель.Даже не хочу подумать, сколько стоят большие.
Прерывистый сварной шов: Очень распространенный ошибка в сварке это слишком много сваривать! Многие сварщики, особенно новичок в торговле: «чем больше шов, тем лучше он будет держаться». Ну, это НЕ правда! Часто один или два дюйма сварного шва каждые пару дюймов держится так же хорошо, как и сплошной сварной шов.
На большинстве работ, будь то в магазин или поле, сварные швы будут на чертеже, чтобы вы знали, что именно делать.Инженеры определяют, какой вид сварного шва лучше всего подходит для данного соединения.
Есть два типа прерывистых сварных швов. Приведу пример из завод по производству черного чугуна, на котором я когда-то работал:
1) «Цепь» на Луч двадцать футов, мы найдем центр, скажем, в десяти футах. Отметим два дюймов, по одному дюйму с каждой стороны от центра. Затем из центра этого сварного шва мы сделаем отметку на расстоянии двенадцати дюймов. На этой отметке мы бы измерили один дюйм на каждом боковая сторона.Таким образом, мы измеряли расстояние от центра до центра каждого сварного шва. В большинстве конструкций почти все измеряется от центра.
По другую сторону луч, мы бы отразили следы первой стороны.
Очевидно, что концы луч не выходил правильно по порядку, поэтому было важно, чтобы мы и поставьте по два дюйма на каждый конец, даже если он был рядом с двумя другими отметки, которые мы сделали.
2) «Staggard» После нанесения отметок на одном сторону балки, мы поместим другую сторону между метками на первой боковая сторона.
Эти сварные швы достаточно прочные, чтобы их удерживать, и сваривать их — излишне. эти стыки прочные. Когда сварщики переусердствуют, они лажают. несколькими способами…
- Нагревают основной металл, который может измениться его свойства неблагоприятно.
- Они тратят ненужное время. В магазине и поле «Время — ДЕНЬГИ!»
- Они тратят материалы, используя
стержни, которые с каждым годом стоят все больше и больше.
Приспособление — Приспособление удерживайте металл или сталь, над которыми вы работаете, на месте во время изготовления.Они может быть стальным зажимом в тисках или С-образном зажиме, болтами прихваточными к столу или очень сложные кадры. Позиционеры в крупных производственных цехах удерживают заготовку, вращают, вращать или вращать, чтобы можно было сваривать в плоском или горизонтальном положении.
Шарнир — Пересечение, где встречаются два разных раздела PARENT METAL. Быть в списке под СВАРНЫЕ СОЕДИНЕНИЯ. На электростанции спрашивали, сколько стыков мы сварили каждый день.
Было много разных типов, таких как балка к балке, балка к колонне, х подтяжки и т. д.Хотя это не был точный отчет, он дал бригадиру представление о том, что делалось.
Отличная глава о JOINTS принадлежит Миллеру
Tighandbook …
http://www.millerwelds.com/education/TIGhandbook/pdf/TIGBook_Chpt7.pdf
Замочная скважина — При сварке открытого стыка или сварного шва с открытыми канавками с помощью STICK, MIG или TIG, откроется «замочная скважина». Когда стороны тарелки выгорят на каждой На стороне СВАРОЧНОГО БАССЕЙНА образовано отверстие, обеспечивающее хорошее ЗАВЯЗКУ и ПРОНИКАНИЕ.
Замочная скважина не должна становиться слишком большой, иначе сварочный бассейн будет водопад из задней части сустава.
Если замочная скважина становится слишком большой, остановитесь Немедленно сварку, дайте пластине остыть и произведите надлежащую регулировку, чтобы исправить проблема. (Слишком много тепла, неправильный угол стержня или слишком долгое пребывание в луже может быть причиной.)
Профсоюзы — Хороший сайт со списком профсоюзов
http://www.trcp.org/unions.aspx.
В
мой опыт работы с железом, я бы сказал, что у вас больше всего шансов на сварку
в следующем…
Boilermakers
Iron Рабочие
Трубопроводчики
Трубопроводы
Листовой металл
Рабочие
Отводы — это линии от станка к тому, что вы проводите сварку по току. Это множество медных проводов, вплетенных в один для проведения электричества, затем покрытый непроводящей резиной или пластиком сворачивать.
Важно убедиться в отсутствии разрывов или разрывов на выводах. обнажая оголенный провод, который может вызвать дугу на заземленной поверхности. Помимо шока или пожароопасность, особенно плохо, если он соприкоснется с находящимся под давлением газовый баллон!
Liquidis — Слово, которое заставляет вас казаться умным, когда вы означают самую низкую температуру, при которой сталь или металл находятся в жидком состоянии. Угадайте, что такое «твердое» называется? (См. SMART TALK)
Сварочный аппарат — Оборудование работает сварочный шов, пока человек смотрит, чтобы убедиться, что он работает правильно.Они также будут визуально осмотрите выполненный сварной шов. Будь то робототехника или машинная сварка, большинство компаний предпочитают тех, кто занимается сваркой в полевых условиях, потому что они «почувствовать» это.
Сварщики-подмастерье действительно чувствуют приварить TIE-IN к стали. Когда я ПРИКЛЮЧАЮ СВАРКУ с 7018, я буквально чувствую стержень слегка поддается, так как сливается со сталью.
Руководство Сварка — Сварку выполняет человек.В SMAW (палке) держат ЖАЛОЙ и манипулируя СВАРОЧНЫМ ЭЛЕКТРОДОМ, чтобы управлять СВАРОЧНЫМ БАССЕЙНОМ. В МИГ они используют проволоку для подачи пистолета МИГ, чтобы сделать то же самое. В TIG они используют горелкой и ручной подачей присадочного прутка.
Скорость плавления — Сколько стержня (электрода), проволоки или стержня TIG плавится за определенное время.
Точка плавления — Аааа, кузнечик, вот куда идет металл
от SOLIDUS к LIQUIDUS.См. УМНЫЙ РАЗГОВОР.
MIG (GMAW или газовый металл Дуговая сварка) — Технически это может называться GMAW, но в магазине и на местах все, что я когда-либо слышал, было Миг.
При сварке МИГ используется сплошная стальная проволока, свернутая в рулон. на катушке и подается через сварочный провод с вкладышем в нем. Водители толкают, тянут или оба, чтобы пропустить проволоку через провод к СВАРКУ.
Использует несколько разные смеси, но чаще всего я использовал либо плотный углекислый газ, либо или смесь инертного газа аргона и CO2 (обычно 75/25.75% аргона, 25% CO2) для защиты ЛУЧИ сварочного шва от атмосферы.
Стр. 2 — Основные термины сварки
Это Список условий сварки представлен вам компанией Keen Ovens, лидером в области сварочного хранения. Духовки.
Терминология сварки Определения и сокращения
А — С
А
АЦЕТОН:
Легковоспламеняющаяся летучая жидкость, используемая в ацетиленовых баллонах для растворения и стабилизации ацетилена под высоким давлением.
АЦЕТИЛЕН:
Легковоспламеняющийся газ, состоящий из углерода и водорода. Используется в качестве топливного газа в процессе кислородно-ацетиленовой сварки.
ФАКТИЧЕСКАЯ ГОРЛО:
См. ГОРЛО ФИЛЕЙНОЙ СВАРКИ.
AIR-ACETYLENE:
Низкотемпературный факел, получаемый путем сжигания ацетилена с воздухом вместо кислорода.
ВОЗДУШНАЯ РЕЗКА:
Процесс дуговой резки, при котором металлы, подлежащие резке, плавятся под действием тепла угольной дуги.
СПЛАВ:
Смесь с металлическими свойствами, состоящая из двух или более элементов, из которых по крайней мере один является металлом.
ПЕРЕМЕННЫЙ ТОК:
Электрический ток, который меняет свое направление с регулярной периодичностью.
АММЕТР:
Прибор для измерения электрического тока в амперах с помощью индикатора, активируемого движением катушки в магнитном поле или продольным расширением провода, по которому проходит ток.
ОТЖИГ:
Обширный термин, используемый для описания цикла нагрева и охлаждения стали в твердом состоянии. Термин отжиг обычно подразумевает относительно медленное охлаждение.При отжиге температура операции, скорость нагрева и охлаждения, а также время выдержки металла при нагревании зависят от состава, формы и размера обрабатываемого стального изделия, а также от цели обработки. Наиболее важными целями отжига стали являются следующие: снятие напряжений; вызвать мягкость; для изменения пластичности, ударной вязкости, электрических, магнитных или других физических и механических свойств; изменить кристаллическую структуру; для удаления газов; и получить определенную микроструктуру.
ARC BLOW:
Отклонение электрической дуги от нормального пути из-за магнитных сил.
ARC BRAZING:
Процесс пайки, при котором тепло получается от электрической дуги, образованной между основным металлом и электродом или между двумя электродами.
ДУГОВАЯ РЕЗКА:
Группа процессов резки, в которых резка металлов осуществляется плавлением с теплотой дуги между электродом и основным металлом. См. УГЛЕРОДНАЯ РЕЗКА, ДУГОВАЯ РЕЗКА, ДУГОВАЯ РЕЗКА И ДУГОВАЯ РЕЗКА.
ДЛИНА ДУГИ:
Расстояние между концом электрода и сварочной ванной.
ДУГОВАЯ КИСЛОРОДНАЯ РЕЗКА:
Процесс кислородной резки, используемый для резки металлов путем химической реакции кислорода с основным металлом при повышенных температурах.
НАПРЯЖЕНИЕ ДУГИ:
Напряжение на сварочной дуге.
ДУГОВАЯ СВАРКА:
Группа сварочных процессов, в которых плавление достигается путем нагрева электрической дугой или дугой с использованием или без использования присадочного металла.
AS WELDED:
Состояние сварочного металла, сварных соединений и сварных деталей после сварки и до любых последующих термических, механических или химических обработок.
СВАРКА АТОМНЫМ ВОДОРОДОМ:
Процесс дуговой сварки, при котором плавление достигается путем нагревания дугой, поддерживаемой между двумя металлическими электродами в атмосфере водорода. Можно использовать или не использовать напорный металл и / или присадочный металл.
АУСТЕНИТ:
Немагнитная форма железа, характеризующаяся кристаллической структурой гранецентрированной кубической решетки.Он производится путем нагрева стали выше верхней критической температуры и имеет высокую растворимость в твердых веществах для углерода и легирующих элементов.
ОСЬ ШВА:
Линия, проходящая по длине сварного шва, перпендикулярная поперечному сечению в его центре тяжести.
Б
BACK FIRE:
Кратковременное горение пламени в острие, за которым следует щелчок или хлопок, а затем немедленное повторное появление или выгорание пламени.
BACK PASS:
Проход для нанесения обратного шва.
BACK UP:
При сварке оплавлением и осадкой локатор, используемый для передачи всей или части силы осадки на заготовки.
BACK WELD:
Сварной шов, нанесенный на обратную сторону сварного шва с одной кромкой.
ЗАДНЯЯ СВАРКА:
Метод сварки, при котором пламя направлено на готовый шов.
ОПОРНАЯ ПОЛОСА:
Кусок материала, используемый для удержания расплавленного металла в основании сварного шва и / или увеличения теплоемкости соединения, чтобы предотвратить чрезмерное коробление основного металла.
BACKING WELD:
Сварной валик, наносимый на основание соединения с одной канавкой, чтобы обеспечить полное проплавление корня.
BACKSTEP:
Последовательность, в которой приращения сварного шва наносятся в направлении, противоположном направлению продвижения.
ГОЛЫЙ ЭЛЕКТРОД:
Электрод для дуговой сварки, не имеющий другого покрытия, кроме покрытия, нанесенного при волочении проволоки.
ДУГОВАЯ СВАРКА ГОЛЫМ МЕТАЛЛОМ:
Процесс дуговой сварки, при котором плавление достигается путем нагрева неэкранированной дугой между неизолированным или слегка покрытым электродом и изделием.Давление не используется, а присадочный металл получается из электрода.
ОСНОВНОЙ МЕТАЛЛ:
Металл, подлежащий сварке или резке. В сплавах это металл, присутствующий в наибольшей степени.
СВАРНЫЙ ШОВ:
Тип сварного шва, состоящий из одной или нескольких ниток или переплетений, нанесенных на непрерывную поверхность.
БУСИРОВКА:
См. СВАРКА СТРУЖНЫМ ШИРОМ и ПЛЕТЕНИЕ БУСА.
УГОЛ СКУСА:
Угол, образованный между подготовленным краем элемента и плоскостью, перпендикулярной поверхности элемента.
КУЗОВАЯ СВАРКА:
См. КУЗОВНУЮ СВАРКУ.
BLOCK BRAZING:
Процесс пайки, в котором соединение осуществляется за счет тепла, полученного от нагретых блоков, приложенных к соединяемым деталям, и цветного присадочного металла, температура плавления которого выше 800 ºF (427 ºC), но ниже температуры плавления основной металл. Наполнитель распределяется в шве за счет капиллярного притяжения.
ПОСЛЕДОВАТЕЛЬНОСТЬ БЛОКА:
Построение последовательности непрерывных многопроходных сварных швов, в которых отдельные отрезки сварного шва полностью или частично нарастают перед наплавкой промежуточных отрезков.См. ПОСЛЕДОВАТЕЛЬНОСТЬ ПОСТРОЕНИЯ.
ПРОДУВНОЕ ОТВЕРСТИЕ:
см. ГАЗОВЫЙ КАРМАН.
BOND:
Место соединения сварочного металла и основного металла.
BOXING:
Операция продолжения углового сварного шва вокруг угла элемента в качестве продолжения основного сварного шва.
ТОПКА:
Группа сварочных процессов, при которых соединение паза, углового соединения, внахлестку или фланца соединяется с использованием цветного присадочного металла с температурой плавления выше 800 ºF (427 ºC), но ниже, чем у основных металлов.Присадочный металл распределяется в шве за счет капиллярного притяжения.
ПАРНАЯ СВАРКА:
Метод сварки с использованием присадочного металла, который разжижается при температуре выше 450 ºC (842 ºF) и ниже твердого состояния основных металлов. В отличие от пайки, при сварке пайкой присадочный металл не распределяется в соединении за счет капиллярного действия.
МОСТ:
Дефект сварки из-за плохого проплавления. Пустота в основании сварного шва перекрывается металлом сварного шва.
ИЗГОТОВЛЕНИЕ:
Деформация, вызванная нагревом в процессе сварки.
ПОСЛЕДОВАТЕЛЬНОСТЬ НАСТРОЕК:
Порядок, в котором наплавленные валики многопроходного сварного шва накладываются по отношению к поперечному сечению стыка. См. ПОСЛЕДОВАТЕЛЬНОСТЬ БЛОКА.
СОЕДИНИТЕЛЬНОЕ СОЕДИНЕНИЕ:
Соединение между двумя деталями таким образом, чтобы сварной шов, соединяющий детали, находился между плоскостями поверхности обеих соединяемых деталей.
BUTT WELD:
Сварка стыкового соединения.
BUTTER WELD:
Сварной шов, образованный одной или несколькими нитями или валиками, уложенными на непрерывную поверхность для получения желаемых свойств или размеров.
К
КАПИЛЛЯРНОЕ ПРИТЯЖЕНИЕ:
Явление, при котором адгезия между расплавленным присадочным металлом и основными металлами вместе с поверхностным натяжением расплавленного присадочного металла вызывает распределение присадочного металла между правильно подогнанными поверхностями паяемого соединения.
ОСАЖДЕНИЕ КАРБИДА:
Состояние, возникающее в аустенитной нержавеющей стали, которая содержит углерод в перенасыщенном твердом растворе. Это состояние нестабильно.Перемешивание стали во время сварки вызывает выпадение в осадок излишков углерода в растворе. Этот эффект также называется распадом сварного шва.
УГЛЕРОДНО-ДУГОВАЯ РЕЗКА:
Процесс резки металлов теплом дуги между углеродным электродом и изделием.
УГЛЕРОДНАЯ СВАРКА:
Процесс сварки, при котором плавление осуществляется дугой между углеродным электродом и изделием. Можно использовать или не использовать напорный и / или присадочный металл и / или экранирование.
ПЛАМЯ НАГРЕЖДЕНИЯ:
Пламя оксиацетилена, в котором присутствует избыток ацетилена.Также называется избытком ацетилена или уменьшением пламени.
КАСКАДНАЯ ПОСЛЕДОВАТЕЛЬНОСТЬ: Последующие шарики останавливаются на коротком расстоянии от предыдущей, создавая каскадный эффект.
УПЛОТНЕНИЕ КОРПУСА:
Процесс поверхностного упрочнения, включающий изменение состава внешнего слоя сплава на основе железа за счет диффузии внутрь из газа или жидкости с последующей соответствующей термической обработкой. Типичными процессами упрочнения являются науглероживание, цианирование, нитроцементация и азотирование.
ЦЕПНЫЕ ПРЕРЫВНЫЕ ФИЛЕВЫЕ ШВЫ:
Две линии прерывистых угловых швов в Т-образном соединении или внахлестку, в которых сварные швы в одной линии приблизительно противоположны швам в другой линии.
ФАСКА:
Подготовка контура под сварку, кроме сварного шва с квадратной канавкой, на краю соединительного элемента.
COALESCENCE:
Соединение или сплавление металлов при нагревании.
ЭЛЕКТРОД С ПОКРЫТИЕМ:
Электрод, на который снаружи нанесен флюс путем погружения, распыления, окраски или других аналогичных методов. При горении покрытие выделяет газ, охватывающий дугу.
СВАРКА С ОБЩИМ УПРАВЛЕНИЕМ:
Выполнение ряда точечных или выступающих сварных швов, при которых несколько электродов, одновременно контактирующих с изделием, постепенно работают под управлением электрического коммутационного устройства.
КОМПОЗИТНЫЙ ЭЛЕКТРОД:
Электрод из присадочного металла, используемый при дуговой сварке, состоящий из более чем одного металлического компонента, соединенного механически. Он может включать или не включать материалы, улучшающие свойства сварного шва или стабилизирующие дугу.
КОМПОЗИТНОЕ СОЕДИНЕНИЕ:
Соединение, в котором термический и механический процесс используются для соединения основных металлических частей.
Вогнутость:
Максимальное перпендикулярное расстояние от поверхности вогнутого сварного шва до линии, соединяющей пальцы.
ПОСТОЯННЫЙ НАГРЕВ:
Дополнительное тепло, прикладываемое к конструкции во время сварки.
КОНУС:
Коническая часть газового пламени рядом с отверстием наконечника.
РАСХОДНАЯ ВСТАВКА:
Предварительно нанесенный присадочный металл, который полностью вплавлен в основание соединения и становится частью сварного шва.
ВЫПУСКНОСТЬ:
Максимальное перпендикулярное расстояние от поверхности выпуклого углового шва до линии, соединяющей пальцы.
УГЛОВОЕ СОЕДИНЕНИЕ:
Соединение между двумя элементами, расположенными примерно под прямым углом друг к другу в форме L.
ПОКРЫТИЕ СТЕКЛА:
Прозрачное стекло, используемое в защитных очках, щитках для рук и шлемах для защиты стекла фильтра от разбрызгивания материала.
ЭЛЕКТРОД С ПОКРЫТИЕМ:
Металлический электрод с покрытием, стабилизирующим дугу и улучшающим свойства сварочного металла. Материал может представлять собой внешнюю обертку из бумаги, асбеста и других материалов или покрытие из флюса.
ТРЕЩИНА:
Разрыв типа трещины, характеризующийся острой вершиной и большим отношением длины и ширины к смещению раскрытия.
КРАТЕР:
Углубление в конце дугового шва.
КРИТИЧЕСКАЯ ТЕМПЕРАТУРА:
Температура перехода вещества из одной кристаллической формы в другую.
ПЛОТНОСТЬ ТОКА:
Ампер на квадратный дюйм площади поперечного сечения электрода.
НАКОНЕЧНИК ДЛЯ РЕЗКИ:
Наконечник газовой горелки, специально приспособленный для резки.
РЕЗКА:
Устройство, используемое при газовой резке для управления газами, используемыми для предварительного нагрева, и кислородом, используемым для резки металла
ЦИЛИНДР:
Переносной цилиндрический контейнер, используемый для хранения сжатого газа.
D — F
Д
ДЕФЕКТ:
Непрерывность или неоднородность, которые по своей природе или совокупному эффекту (например, общая длина трещины) делают деталь или продукт неспособными соответствовать минимальным применимым стандартам или спецификациям приемки. Этот термин обозначает отклоняемость.
РАЗМЕЩЕННЫЙ МЕТАЛЛ:
Присадочный металл, добавленный во время операции сварки.
ЭФФЕКТИВНОСТЬ НАПЛАВЛЕНИЯ:
Отношение веса наплавленного металла к весу нетто израсходованных электродов без учета шлейфов.
ГЛУБИНА СПЛАВЛЕНИЯ:
Расстояние от исходной поверхности основного металла до точки, в которой плавление прекращается во время операции сварки.
УМЕР:
а. Сварка сопротивлением. Элемент, обычно имеющий форму рабочего контура, используемый для зажима свариваемых деталей и проведения сварочного тока.
г. Кузнечная сварка. Устройство, используемое при кузнечной сварке, в первую очередь для формирования изделия в горячем состоянии и приложения необходимого давления.
ПЛАСТИННАЯ СВАРКА:
Процесс кузнечной сварки, при котором плавление осуществляется путем нагревания в печи и приложения давления с помощью штампов.
DIP BRAZING:
Процесс пайки, в котором соединение осуществляется путем нагрева в ванне расплавленного химического вещества или металла и с использованием цветного присадочного металла, имеющего температуру плавления выше 800 ºF (427 ºC), но ниже, чем у основных металлов. Наполнитель распределяется в шве за счет капиллярного притяжения. Когда используется металлическая ванна, она обеспечивает присадочный металл.
ОТРИЦАТЕЛЬНЫЙ ЭЛЕКТРОД ПРЯМОГО ТОКА (DCEN):
Расположение выводов для дуговой сварки на постоянном токе, при котором работа является положительным полюсом, а электрод — отрицательным полюсом сварочной дуги.
ПОЛОЖИТЕЛЬНЫЙ ЭЛЕКТРОД ПРЯМОГО ТОКА (DCEP):
Расположение выводов для дуговой сварки постоянным током, при котором работа является отрицательным полюсом, а электрод — положительным полюсом сварочной дуги.
DISCONTINUITY:
Нарушение типичной структуры сварного изделия, например отсутствие однородности механических, металлургических или физических характеристик материала или сварного изделия. Нарушение непрерывности не обязательно является дефектом.
DRAG:
Расстояние по горизонтали между точкой входа и точкой выхода режущего потока кислорода.
ЭЛЕКТРОПРОВОДИМОСТЬ:
Свойство металла, которое позволяет ему постоянно деформироваться при растяжении до окончательного разрушения. Пластичность обычно оценивается испытанием на растяжение, при котором измеряется и рассчитывается величина удлинения и уменьшение площади разрушенного образца по сравнению с исходным образцом для испытаний.
DUTY CYCLE:
Процент времени в течение произвольного периода тестирования, обычно 10 минут, в течение которого источник питания может работать с номинальной мощностью без перегрузки.
E
КРАЕВОЕ СОЕДИНЕНИЕ:
Соединение между краями двух или более параллельных или почти параллельных элементов.
ПОДГОТОВКА КРАЯ:
Контур, подготовленный на кромке соединительного элемента под сварку
ЭФФЕКТИВНАЯ ДЛИНА ШВА:
Длина сварного шва, на которой выходит правильно подобранное поперечное сечение.
ELECTRIC ARC:
Существует несколько процессов, в которых используется электрическая дуга. К ним относятся:
- сварка под флюсом
- приварка шпильки
- плазменно-дуговая сварка
- электрогазовая сварка
- Сварка атомарно-водородным
- Дуговая точечная сварка
- подводная дуговая сварка
ЭЛЕКТРОД:
а.Металл-дуга. Присадочный металл в виде проволоки или прутка, голый или покрытый, через который проходит ток между электрододержателем и дугой.
г. Углерод-дуга. Углеродный или графитовый стержень, по которому ток проходит между электрододержателем и дугой.
c. Атомный Hydroqen. Один из двух вольфрамовых стержней, между точками которого поддерживается дуга.
г. Электролитическое производство кислорода и водорода. Проводники, по которым ток входит и выходит из воды, которая разлагается при прохождении тока.
e. Сварка сопротивлением. Деталь или части аппарата для контактной сварки, через которые сварочный ток и давление прикладываются непосредственно к изделию.
СИЛА ЭЛЕКТРОДА:
а. Динамический. При точечной, шовной и выступающей сварке — сила (фунты) между электродами во время фактического сварочного цикла.
г. Теоретический. При точечной, шовной и выступающей сварке сила, не считая трения и инерции, прилагаемая к электродам машины для контактной сварки благодаря начальному приложению силы и теоретическому механическому преимуществу системы.
г. Статический. При точечной, шовной и выступающей сварке — сила между электродами в условиях сварки, но при отсутствии тока и движения в сварочном аппарате.
ДЕРЖАТЕЛЬ ЭЛЕКТРОДА:
Устройство, используемое для механического удержания электрода и подачи к нему тока.
ELECTRODE SKID:
Скольжение электрода по поверхности изделия при точечной, шовной или выступающей сварке.
ВЫТИСНЕНИЕ:
Подъем или выступ на поверхности металла.
ТРАВЛЕНИЕ:
Процесс подготовки металлических образцов и сварных швов для макрографического или микрографического исследования.
Факс
ЛИЦЕВОЕ УСИЛЕНИЕ:
Усиление сварного шва на той стороне стыка, с которой производилась сварка.
ЛИЦЕВАЯ СВАРКА:
Открытая поверхность сварного шва, выполненного дуговой или газовой сваркой, на стороне, с которой выполнялась сварка.
FAYING SURFACE:
Та поверхность элемента, которая контактирует с другим элементом, к которому он присоединен.
FERRITE:
Практически чистая форма железа, существующая ниже более низкой критической температуры и характеризующаяся кристаллической структурой объемно-центрированной кубической решетки. Он магнитный и имеет очень небольшую твердую растворимость углерода.
НАПОЛНИТЕЛЬНЫЙ МЕТАЛЛ:
Металл, добавляемый при сварке.
FILLET WELD:
Сварной шов приблизительно треугольного поперечного сечения, используемый при соединении внахлест, соединяющий две поверхности примерно под прямым углом друг к другу.
ФИЛЬТР СТЕКЛО:
Цветное стекло, используемое в защитных очках, шлемах и щитах для защиты от вредных световых лучей.
ПЛАМЕННАЯ РЕЗКА:
см. КИСЛОРОДНАЯ РЕЗКА.
ЗАЖАЖКА ПЛАМЯ:
См. КИСЛОРОДНАЯ ЗАЖАЖКА.
ПЛАМЕННАЯ ЗАКАЛКА:
Метод упрочнения стальной поверхности путем нагрева газовым пламенем с последующей быстрой закалкой.
МЯГЧЕНИЕ ПЛАМЕНИ:
Способ размягчения стали путем нагрева газовым пламенем с последующим медленным охлаждением.
FLASH:
Металл и оксид вытеснены из соединения, выполненного методом контактной сварки.
ВСПЫШНАЯ СВАРКА:
Процесс контактной сварки, при котором плавление осуществляется одновременно по всей площади соприкасающихся поверхностей за счет тепла, полученного в результате сопротивления току между двумя поверхностями и приложения давления после нагрева, по существу завершен.Прошивка сопровождается вытеснением металла из стыка.
ВОСПРОИЗВЕДЕНИЕ:
Горение газов внутри резака или за пределами резака в шланге, обычно с пронзительным шипящим звуком.
ПЛОСКОЕ ПОЛОЖЕНИЕ:
Положение, в котором сварка выполняется с верхней стороны соединения и лицевой стороны сварного шва, приблизительно горизонтально.
ПЛЕНКА:
Процесс, в котором соединение осуществляется путем нагревания расплавленным цветным присадочным металлом, наливаемым на соединение, до тех пор, пока не будет достигнута температура пайки.Наполнитель распределяется в шве за счет капиллярного притяжения. Смотрите BRAZING.
РАСХОДОМЕР:
Используется для регулирования газов, используемых при сварке, таких как гелий и аргон.
FLOW WELDING:
Процесс, в котором плавление осуществляется путем нагрева расплавленным присадочным металлом, наливаемым на свариваемые поверхности, до тех пор, пока не будет достигнута температура сварки и не будет добавлен необходимый присадочный металл. Присадочный металл не распределяется в шве за счет капиллярного притяжения.
FLUX:
Чистящее средство, используемое для растворения оксидов, выделения захваченных газов и шлака, а также для очистки металлов при сварке, пайке и пайке.
ПЕРЕДНЯЯ СВАРКА:
Метод газовой сварки, при котором факел направляется на основной металл перед завершенным сварным швом.
КУЗОВАЯ СВАРКА:
Группа сварочных процессов, в которых плавление осуществляется путем нагрева в кузнице или печи и приложения давления или ударов.
ИСПЫТАНИЕ НА СВОБОДНЫЙ ИЗГИБ:
Метод испытания образцов сварных швов без использования направляющей.
ПОЛНЫЙ ФИЛЕЙНЫЙ ШОВ:
Угловой сварной шов, размер которого равен толщине соединенного более тонкого элемента.
ТОПКА ПЕЧИ:
Процесс, в котором соединение осуществляется нагревом печи и цветным присадочным металлом, имеющим температуру плавления выше 800 ºF (427 ºC), но ниже, чем у основных металлов. Наполнитель распределяется в шве за счет капиллярного притяжения.
FUSION:
Тщательное и полное перемешивание между двумя кромками основного металла, подлежащего соединению, или между основным металлом и присадочным металлом, добавленным во время сварки.
ЗОНА ПЛАВЛЕНИЯ (ПРОНИКНОВЕНИЕ НАПОЛНИТЕЛЯ):
Площадь плавления основного металла, определяемая по поперечному сечению сварного шва.
г — я
г
ГАЗОВАЯ УГЛЕРОДНАЯ СВАРКА:
Процесс дуговой сварки, при котором плавление осуществляется путем нагрева с помощью электрической дуги между угольным электродом и изделием. Экранирование обеспечивается инертным газом, таким как гелий или аргон. Можно использовать или не использовать напорный металл и / или присадочный металл.
ГАЗОВАЯ СВАРКА МЕТАЛЛА (МИГ) (GMAW):
Процесс дуговой сварки, при котором плавление осуществляется путем нагрева электрической дугой между металлическим электродом и изделием.Экранирование обеспечивается инертным газом, таким как гелий или аргон. Можно использовать или не использовать напорный металл и / или присадочный металл.
ГАЗОВЫЙ КАРМАН:
Сварочная полость, образованная улавливанием газов, выделяемых металлом при охлаждении.
ГАЗОВАЯ СВАРКА Вольфрамовым электродом вольфрамовым электродом (TIG) (GTAW):
Процесс дуговой сварки, при котором плавление осуществляется путем нагревания электрической дугой между вольфрамовым электродом и изделием, в то время как инертный газ образуется вокруг области сварного шва для предотвращения окисления. Флюс не используется.
ГАЗОВАЯ СВАРКА:
Процесс, при котором тепло при сварке получается из газового пламени.
GLOBULAR TRANSFER (ARC WELDING):
Тип переноса металла, при котором расплавленный присадочный металл переносится через дугу большими каплями.
GMAW:
Газовая дуговая сварка металлическим электродом (также известная как MIG, дуговая сварка порошковой проволокой, дуговая сварка со струйной дугой и сварка коротким замыканием) используется для 70% сварочных работ сегодня. Обеспечивает высокую скорость сварки, узкий валик и глубокое проплавление. В процессе используется электродная проволока с непрерывной подачей и защитный газ.
ОЧКИ:
Устройство с цветными линзами, защищающими глаза от вредного излучения при сварке и резке.
КАНАВ:
Отверстие между двумя элементами, которое должно быть соединено сваркой с разделкой кромок.
УГОЛ КАНАВКИ:
Общий угол наклона канавки между деталями, соединяемыми сварным швом с канавкой.
ЛИЦО КАНАВКИ:
Эта поверхность элемента, входящая в канавку.
РАДИУС КАНАВКИ:
Радиус J- или U-образной канавки.
СВАРОЧНЫЙ ШОВ:
Сварной шов, выполненный путем нанесения присадочного металла в канавку между двумя соединяемыми элементами.
ЗАЗЕМЛЕНИЕ:
Подключение рабочего кабеля к работе.
GTAW:
Сварка с использованием электрической дуги и неплавящегося вольфрамового электрода в горелке с водяным охлаждением. Также называется сваркой TIG или HELLIARC.
ИСПЫТАНИЕ НА НАПРАВЛЯЕМЫЙ ИЗГИБ:
Испытание на изгиб, при котором испытуемый образец изгибается до определенной формы с помощью зажимного приспособления.
H
МОЛОТНАЯ СВАРКА:
Процесс кузнечной сварки.
РУЧНОЙ ЩИТ:
Устройство, используемое при дуговой сварке для защиты лица и шеи. Он оснащен линзой со стеклянным фильтром и предназначен для того, чтобы держать его в руке.
ЖЕСТКАЯ ОБЛИЦОВКА:
Особая форма наплавки, при которой покрытие или оболочка наносится на поверхность с основной целью уменьшения износа или потерь материала в результате истирания, ударов, эрозии, истирания и кавитации.
ЖЕСТКАЯ ПОВЕРХНОСТЬ:
Нанесение твердого износостойкого сплава на поверхность более мягкого металла.
ЗАКАЛКА:
а. Нагрев и закалка некоторых сплавов на основе железа от температуры выше критического диапазона температур с целью получения твердости, превышающей твердость, получаемую при отсутствии закалки сплава. Этот термин обычно ограничивается образованием мартенсита.
г. Любой процесс повышения твердости металла подходящей обработкой, обычно включающий нагрев и охлаждение.
ЗОНА, ВЛИЯЮЩАЯ НА ТЕПЛО:
Та часть основного металла, структура или свойства которой были изменены теплом сварки или резки.
ВРЕМЯ НАГРЕВА:
Продолжительность каждого импульса тока при импульсной сварке.
ТЕПЛОВАЯ ОБРАБОТКА:
Операция или комбинация операций, включающая нагрев и охлаждение металла или сплава в твердом состоянии с целью получения определенных желаемых условий или свойств. Отопление и охлаждение с единственной целью механической обработки исключаются из значения определения.
НАГРЕВАТЕЛЬНЫЕ ВОРОТА:
Отверстие в термитной форме, через которое свариваемые детали предварительно нагреваются.
ШЛЕМ:
Устройство, используемое при дуговой сварке для защиты лица и шеи. Он оснащен фильтрующим стеклом и предназначен для ношения на голове.
ВРЕМЯ УДЕРЖАНИЯ:
Время, в течение которого давление поддерживается на электродах после прекращения подачи сварочного тока.
ГОРИЗОНТАЛЬНАЯ СВАРКА:
Процесс сварки валиком или встык, при котором его линейное направление горизонтально или наклонено под углом менее 45 градусов к горизонтали, а свариваемые детали расположены вертикально или приблизительно вертикально.
HORN:
Держатель электрода машины для точечной контактной сварки.
HORN SPACING:
В аппарате для контактной сварки — свободный рабочий зазор между выступами или плитами под прямым углом к глубине горловины. Это расстояние измеряется с параллельными и горизонтальными рогами в конце хода вниз.
HOT SHORT:
Состояние, которое возникает, когда металл нагревается до этой точки перед плавлением, когда вся прочность теряется, но форма все еще сохраняется.
Пайка водородом:
Способ пайки в печи в атмосфере водорода.
ГИДРОМАТИЧЕСКАЯ СВАРКА:
См. СВАРКА С КОНТРОЛЬНЫМ ДАВЛЕНИЕМ.
ГИГРОСКОПИЧЕСКИЙ:
Легко впитывает и удерживает влагу.
I
ИСПЫТАНИЕ НА УДАР:
Испытание, при котором по образцу внезапно наносятся один или несколько ударов. Результаты обычно выражаются в единицах поглощенной энергии или количества ударов заданной интенсивности, необходимых для разрушения образца.
ДУГОВАЯ СВАРКА МЕТАЛЛА С ПРОПИТАННОЙ ЛЕНТОЙ
Процесс дуговой сварки, при котором плавление осуществляется путем нагрева электрической дугой между металлическим электродом и изделием. Экранирование достигается за счет разложения пропитанной ленты, намотанной вокруг электрода, когда она подается на дугу. Давление не используется, а присадочный металл получают из электрода.
ИНДУКЦИОННАЯ ПАТКА:
Процесс, в котором соединение осуществляется за счет тепла, полученного в результате сопротивления изделия потоку индуцированного электрического тока, и с использованием цветного присадочного металла, температура плавления которого выше 800 ºF (427 ºC), но ниже что из неблагородных металлов.Наполнитель распределяется в шве за счет капиллярного притяжения.
ИНДУКЦИОННАЯ СВАРКА:
Процесс, в котором плавление осуществляется за счет тепла, полученного в результате сопротивления работы потоку индуцированного электрического тока, с приложением давления или без него.
ИНЕРТНЫЙ ГАЗ:
Газ, который обычно химически не соединяется с основным металлом или присадочным металлом.
МЕЖПРОХОДНАЯ ТЕМПЕРАТУРА:
В многопроходном сварном шве самая низкая температура наплавленного металла шва перед началом следующего прохода.
Дж —
МДж
СОЕДИНЕНИЕ:
Часть конструкции, в которой соединяются отдельные детали из основного металла.
ПРОНИКНОВЕНИЕ СОЕДИНЕНИЯ:
Максимальная глубина прохождения канавочного шва от его поверхности до стыка без учета армирования.
К
KERF:
Пространство, из которого был удален металл в процессе резки.
л
LAP JOINT:
Соединение между двумя перекрывающимися элементами.
СЛОЙ:
Слой металла шва, состоящий из одного или нескольких валиков сварного шва.
НОЖКА ФИЛЕЙНОГО ШВА:
Расстояние от основания стыка до носка углового сварного шва.
LIQUIDUS:
Самая низкая температура, при которой металл или сплав становятся полностью жидкими.
МЕСТНЫЙ ПРЕДВАРИТЕЛЬНЫЙ ОБОГРЕВ:
Предварительный нагрев определенной части конструкции.
МЕСТНОЕ СНИЖЕНИЕ НАПРЯЖЕНИЙ:
Термическая обработка для снятия напряжения определенной части конструкции.
м
КОЛЛЕКТОР:
Множественный коллектор для подключения нескольких цилиндров к одной или нескольким линиям подачи резака.
МАРТЕНСИТ:
Мартенсит — это микрокомпонент или структура в закаленной стали, характеризующаяся игольчатым или игольчатым рисунком на поверхности полировки. Он имеет максимальную твердость по сравнению с любой структурой, образованной продуктами разложения аустенита.
МАШИННАЯ СВАРКА:
Шовный сварной шов, выполненный внахлестку, при которой толщина внахлестку уменьшается приблизительно до толщины одного из нахлестанных соединений путем приложения давления, когда металл находится в пластическом состоянии.
ТОЧКА ПЛАВЛЕНИЯ:
Температура, при которой металл начинает плавиться.
ДИАПАЗОН ПЛАВЛЕНИЯ:
Диапазон температур между солидусом и ликвидусом.
СКОРОСТЬ ПЛАВЛЕНИЯ:
Вес или длина электрода, плавящегося за единицу времени.
ДУГОВАЯ РЕЗКА МЕТАЛЛА:
Процесс резки металлов плавлением с использованием тепла металлической дуги.
ДУГОВАЯ СВАРКА МЕТАЛЛА:
Процесс дуговой сварки, при котором металлический электрод удерживается таким образом, что тепло дуги плавит электрод и изделие, образуя сварной шов.
МЕТАЛЛИЗАЦИЯ:
Метод наплавки или склеивания металла для ремонта изношенных деталей.
MIG:
Дуговая сварка металлическим газом. Также называется MIG для инертного газа металла. Пистолет держит электрод, который совпадает с присадочным стержнем. Заполняющий стержень подается с катушки, что избавляет от необходимости останавливаться и запускаться. Используется в основном для сварки алюминия и стали.
СМЕСИТЕЛЬНАЯ КАМЕРА:
Та часть сварочной или режущей горелки, в которой газы смешиваются для сгорания.
МУЛЬТИИМПУЛЬСНАЯ СВАРКА:
Выполнение точечной, выпуклой и высаженной сварки более чем одним импульсом тока.При использовании переменного тока каждый импульс может состоять из части цикла или количества циклов.
MULTIPASS WELDS:
Когда несколько сварных швов применяются в одном проекте.
N — P
№
НЕЙТРАЛЬНОЕ ПЛАМЯ:
Газовое пламя, в котором уравновешиваются объемы кислорода и ацетилена и оба газа полностью сгорают.
NICK BREAK TEST:
Метод проверки прочности сварных швов путем надрезания каждого конца сварного шва с последующим резким ударом молотка по образцу для разрыва сварного шва от зазубрины до зазубрины.Визуальный осмотр покажет любые дефекты сварного шва.
ЦВЕТНЫЕ:
Металлы, не содержащие железа. Алюминий, латунь, бронза, медь, свинец, никель и титан — цветные металлы.
НОРМАЛИЗАЦИЯ:
Нагрев сплавов на основе железа примерно до 100 ºF (38 ºC) выше критического диапазона температур с последующим охлаждением ниже этого диапазона в неподвижном воздухе при обычной температуре.
NUGGET:
Зона плавленого металла контактной сварки.
О
OFW: Сокращенное обозначение газокислородной сварки.В оксигруппу входят три процесса, включая ацетилен, кислородно-кислородную сварку и газовую сварку под давлением.
НАПРЯЖЕНИЕ ОТКРЫТОЙ ЦЕПИ:
Напряжение между клеммами сварочного источника при отсутствии тока в сварочной цепи.
ПОЛОЖЕНИЕ НАЗАД:
Положение, в котором сварка выполняется с нижней стороны стыка и лицевой стороны сварного шва, приблизительно горизонтально.
НАКЛАДКА:
Выступ металла сварного шва за пределы соединения на носке сварного шва.
ОКИСЛЯЮЩЕЕ ПЛАМЯ:
Пламя ацетилена с избытком кислорода. Несгоревший избыток имеет тенденцию окислять металл шва.
ОКСИАЦЕТИЛЕНОВАЯ РЕЗКА:
Процесс кислородной резки, в котором необходимая температура резки поддерживается пламенем, полученным при сгорании ацетилена с кислородом.
СВАРКА ОКСИАЦЕТИЛЕНА:
Процесс сварки, при котором требуемая температура достигается за счет пламени, образующегося при сгорании ацетилена с кислородом.
КИСЛОРОДНАЯ РЕЗКА:
Процесс кислородной резки, при котором необходимая температура резки поддерживается с помощью дуги между электродом и основным металлом.
OXY-CITY GAS CUTTING:
Процесс кислородной резки, в котором необходимая температура резки поддерживается пламенем, полученным при сжигании городского газа с кислородом.
КИСЛОРОДНАЯ РЕЗКА:
Процесс резки черных металлов путем химического воздействия кислорода на элементы в основном металле при повышенных температурах.
КИСЛОРОДНАЯ СТРОЖКА:
Применение кислородной резки, при котором формируется фаска или канавка.
КИСЛОРОДНО-ВОДОРОДНАЯ РЕЗКА:
Процесс кислородной резки, при котором необходимая температура резки поддерживается пламенем, полученным при сжигании городского газа с кислородом.
КИСЛОРОДНО-ВОДОРОДНАЯ СВАРКА:
Процесс газовой сварки, при котором требуемая температура сварки достигается за счет пламени, образующегося при сгорании водорода с кислородом.
КИСЛОРОДНАЯ ГАЗОВАЯ РЕЗКА:
Процесс кислородной резки, при котором необходимая температура резки поддерживается пламенем, получаемым при сжигании природного газа с кислородом.
КИСЛОРОПРОПАНОВАЯ РЕЗКА:
Процесс кислородной резки, в котором необходимая температура резки поддерживается пламенем, полученным при сгорании пропана с кислородом.
п
PASS:
Металл сварного шва наплавлен за одну общую последовательность вдоль оси сварного шва.
ОБРАБОТКА:
Механическая обработка металлов ударами молотка. Упрочнение имеет тенденцию к растяжению поверхности холодного металла, тем самым снимая напряжения сжатия.
ВНИМАТЕЛЬНАЯ ИНСПЕКЦИЯ:
a. Флуоресцентный. Смываемый водой пенетрант с высокой флуоресценцией и низким поверхностным натяжением. Он втягивается в небольшие отверстия на поверхности за счет капиллярного действия. Под воздействием черного света краситель флуоресцирует.
г. Краситель. Процесс, включающий использование трех некоррозионных жидкостей. Сначала используется раствор для очистки поверхности. Затем наносится пенетрант и дается постоять не менее 5 минут. После выдержки пенетрант удаляется более бедным раствором и наносится проявитель.Пенетрант красителя, который остался в неоднородности поверхности, будет вытягиваться проявителем на поверхность, что приведет к появлению ярко-красных индикаторов.
УПОРНАЯ СВАРКА:
Процесс контактной сварки, при котором разряд электрической энергии и приложение высокого давления происходят одновременно или при котором электрический разряд происходит незадолго до приложения давления.
ПЕРЛИТ:
Перлит — это пластинчатый агрегат феррита и карбида железа, образующийся в результате прямого превращения аустенита в нижней критической точке.
ШАГ:
Расстояние между центрами сварных швов.
ПРИВАРНАЯ ЗАГЛУШКА:
Сварной шов выполняется в отверстии в одном элементе соединения внахлест, соединяя этот элемент с той частью поверхности другого элемента, которая выходит через отверстие. Стенки отверстия могут быть или не быть параллельными, и отверстие может быть частично или полностью заполнено металлом сварного шва.
ТОЧЕЧНАЯ СВАРКА:
Процесс точечной сварки, при котором давление прикладывается вручную к одному электроду. Другой электрод прижимается к любой части металла почти так же, как заземление при дуговой сварке.
ПОРИСТОСТЬ:
Наличие газовых карманов или включений при сварке.
ПОЛОЖЕНИЯ СВАРКИ:
Вся сварка выполняется в одном из четырех положений: плоском, горизонтальном, потолочном и вертикальном. Предельные углы различных положений в некоторой степени зависят от того, является ли сварной шов угловым или канавочным.
POSTHEATING:
Нагревание узла после сварки, пайки, пайки, термического напыления или резки.
ИНТЕРВАЛ ПОСЛЕ СВАРКИ:
При контактной сварке время нагрева между окончанием времени сварки или интервалом сварки и началом времени выдержки.В течение этого интервала сварной шов подвергают механической и термической обработке.
ПРЕДВАРИТЕЛЬНЫЙ НАГРЕВ:
Нагревание основного металла перед сваркой или резкой.
СВАРКА С КОНТРОЛЬНЫМ ДАВЛЕНИЕМ:
Выполнение ряда точечных или выступающих сварных швов, в которых несколько электродов работают постепенно под контролем устройства контроля давления.
СВАРКА ДАВЛЕНИЕМ:
Любой процесс или метод сварки, в которых давление используется для завершения сварки.
ИНТЕРВАЛ ПРЕДВАРИТЕЛЬНОЙ СВАРКИ:
При точечной, выступающей сварке и сварке с осадкой — время между окончанием времени сжатия и началом времени сварки или интервала сварки, в течение которого материал предварительно нагревается. При сварке оплавлением это время, в течение которого материал предварительно нагревается.
КВАЛИФИКАЦИЯ ПРОЦЕДУРЫ:
Демонстрация того, что сварные швы, выполненные с помощью определенной процедуры, могут соответствовать установленным стандартам.
ПРОЕКЦИОННАЯ СВАРКА:
Процесс контактной сварки между двумя или более поверхностями или между концами одного элемента и поверхностью другого.Сварные швы локализуются в заранее определенных точках или выступах.
ПУЛЬСАЦИОННАЯ СВАРКА:
Процесс точечной, выступающей или шовной сварки, при котором сварочный ток прерывается один или несколько раз без сброса давления или изменения положения электродов.
ТОЛЧНАЯ СВАРКА:
Выполнение точечной или выступающей сварки, в которой сила равна силе тока, прерывается один или несколько раз без сброса давления или изменения положения электродов.
ТОЛЧНАЯ СВАРКА:
Выполнение точечной или выступающей сварки, при которой усилие прикладывается вручную к одному электроду, а деталь или опорный стержень заменяет другой электрод.
Q — S
Q
QUENCHING:
Внезапное охлаждение нагретого металла маслом, водой или сжатым воздухом.
R
РЕАКЦИОННОЕ НАПРЯЖЕНИЕ:
Остаточное напряжение, которое иначе не могло бы существовать, если бы свариваемые элементы или детали были изолированы как свободные тела без соединения с другими частями конструкции.
ПОНИЖЕНИЕ ПЛАМЕНИ:
См. ПЛАМЯ КАРБЮРИРОВАНИЯ.
РЕГУЛЯТОР:
Устройство, используемое для понижения давления в цилиндре до подходящего рабочего давления горелки.
УСИЛЕННЫЙ СВАР:
Металл сварного шва, образовавшийся над поверхностью двух прилегающих листов или пластин, сверх того, что требуется для указанного размера сварного шва.
ОСТАТОЧНОЕ НАПРЯЖЕНИЕ:
Напряжение, остающееся в конструкции или элементе в результате термической и / или механической обработки.
СОПРОТИВЛЕНИЕ ПЕЧИ:
Процесс пайки, в котором соединение осуществляется за счет тепла, полученного в результате сопротивления прохождению электрического тока в цепи, частью которой является обрабатываемая деталь, и с использованием цветного присадочного металла с температурой плавления выше 800 ºF. (427 ºC), но ниже, чем у неблагородных металлов.Наполнитель распределяется в шве за счет капиллярного притяжения.
РЕЗИСТЕНТНАЯ СВАРКА:
Группа процессов контактной сварки, при которой сварка выполняется одновременно по всей площади контакта соединяемых деталей.
ТОЧЕЧНАЯ СВАРКА СОПРОТИВЛЕНИЯ (RSW):
Использует электрический ток, который проходит через металл. Не требует присадочного стержня. Процесс легко автоматизировать и требует небольшого тепловложения.
СОПРОТИВЛЕНИЕ СВАРКИ:
Группа сварочных процессов, в которых плавление осуществляется за счет тепла, полученного в результате сопротивления потоку электрического тока в цепи, частью которой является обрабатываемая деталь, и за счет приложения давления.
ОБРАТНАЯ ПОЛЯРНОСТЬ:
Расположение выводов для дуговой сварки постоянным током, при котором работа является отрицательным полюсом, а электрод — положительным полюсом сварочной дуги.
ИСПЫТАНИЕ НА ТВЕРДОСТЬ по Роквеллу:
В этом испытании прибор измеряет твердость, определяя глубину проникновения пенетратора в образец при определенных произвольных фиксированных условиях испытания. Пенетратором может быть стальной шарик или алмазный сферокон.
КОРЕНЬ:
См. КОРЕНЬ СОЕДИНЕНИЯ и КОРЕНЬ СВАРЯ.
КОРЕНЕВАЯ ТРЕЩИНА:
Трещина в сварном шве или основном металле, возникающая в основании сварного шва.
КОРНЕВАЯ КРАЯ:
Кромка свариваемой детали, примыкающая к корню.
КОРНЕВАЯ ЛИЦА:
Часть подготовленной кромки элемента, которая должна быть соединена сварным швом с разделкой кромок, который не имеет фаски или бороздки.
КОРЕНЬ СОЕДИНЕНИЯ:
Та часть свариваемого соединения, где элементы подходят ближе всего друг к другу. В поперечном сечении основание соединения может быть точкой, линией или областью.
КОРЕНЬ ШВА:
Точки, как показано в поперечном сечении, в которых основание сварного шва пересекает поверхности основного металла.
ОТКРЫТИЕ КОРНЯ:
Разделение между элементами, которые необходимо соединить в основании соединения.
ПРОНИКНОВЕНИЕ КОРНЯ:
Глубина, на которую сварной шов с канавкой доходит до основания стыка, измеряется по средней линии поперечного сечения корня.
S
ШАРФ:
Скошенная поверхность стыка.
SCARFING:
Процесс удаления дефектов и дефектов, возникающих при прокатке стальных заготовок, с использованием низкоскоростной кислородной горелки для снятия швов.
SEAL WELD:
Сварной шов, используемый в основном для обеспечения герметичности и предотвращения утечки.
СВАРКА ШВА:
Сварка продольного шва листового металла путем стыковки или перекрытия стыков.
SELECTIVE BLOCK SEQUENCE:
Последовательность блоков, в которой следующие друг за другом блоки завершаются в определенном порядке, выбранном для создания заданного образца напряжения.
:
Процесс контактной сварки, при котором два или более сварных шва выполняются одновременно с помощью одного сварочного трансформатора, при этом полный ток проходит через каждый сварной шов.
РАЗДЕЛЕНИЕ ЛИСТА:
При точечной, шовной и выступающей сварке — зазор вокруг сварного шва между стыковочными поверхностями после сварки.
ЗАЩИТНАЯ СВАРКА:
Процесс дуговой сварки, при котором защита от атмосферы обеспечивается за счет использования флюса, разложения покрытия электрода или инертного газа.
ПЛЕЧО:
См. КОРЕННЮЮ ЛИЦУ.
НАПРЯЖЕНИЕ НА УСАДКУ:
См. ОСТАТОЧНОЕ НАПРЯЖЕНИЕ.
СВАРКА ОДНИМ ИМПУЛЬСОМ:
Выполнение точечной, выпуклой и высаженной сварки одиночным импульсом тока.Когда используется переменный ток, импульс может состоять из части цикла или количества циклов.
РАЗМЕР ШВА:
а. Пазовый сварной шов. Проникновение в шов (глубина снятия фаски плюс врезание корня, если указано).
г. Угловые швы равнополочные. Длина участка наибольшего равнобедренного прямоугольного треугольника, который можно вписать в поперечное сечение углового шва.
г. Угловые швы с неравномерной опорой. Длина участка наибольшего прямоугольного треугольника, который может быть вписан в поперечное сечение углового сварного шва.
г. Фланец под приварку. Толщина металла шва, измеренная в основании сварного шва.
ПРОПУСТИТЬ ПОСЛЕДОВАТЕЛЬНОСТЬ:
См. ПОСЛЕДОВАТЕЛЬНОСТЬ ПЕРЕДАЧИ.
ВКЛЮЧЕНИЕ ШЛАКА:
Неметаллический твердый материал, застрявший в металле сварного шва или между металлом сварного шва и основным металлом.
SLOT WELD:
Сварной шов, выполненный в удлиненном отверстии в одном элементе соединения внахлестку или тройник, соединяющий этот элемент с той частью поверхности другого элемента, которая выходит через отверстие. Отверстие может быть открытым с одного конца и может быть частично или полностью заполнено металлом сварного шва.(Паз, сваренный угловым сварным швом, не следует рассматривать как соответствующий этому определению.)
ЗАКРЫТИЕ:
Добавление отдельного элемента или частей материала в соединение до или во время сварки с получением сварного соединения, которое не соответствует требованиям чертежа или спецификации.
SMAW: При дуговой сварке защищенным металлом (стержнем) используется плавящийся электрод, в сердечнике которого находится твердый металлический стержень. Стержень и электрод плавятся и становятся частью сварного шва. Электрод покрыт флюсом для защиты сварного шва от загрязнения.
ПАЙКА:
Группа сварочных процессов, при которых происходит слияние материалов путем их нагрева до подходящей температуры и использования присадочного металла, температура ликвидуса которого не превышает 450 ºC (842 ºF) и ниже солидуса основных материалов. Наполнитель распределяется между плотно прилегающими поверхностями стыка за счет капиллярного действия.
SOLIDUS:
Самая высокая температура, при которой металл или сплав становится полностью твердым.
РАСПОРНАЯ ПОЛОСА:
Металлическая полоса или стержень, вставленные в основание стыка, подготовленные для сварного шва с разделкой кромок, чтобы служить в качестве основы и поддерживать отверстие в корне во время сварки.
SPALL:
Небольшие сколы или фрагменты, которые иногда выделяются электродами во время сварочных работ. Эта проблема особенно характерна для электродов с толстым покрытием.
БРЫЗГИ:
Частицы металла, выбрасываемые во время дуговой и газовой сварки, не являющиеся частью сварного шва.
ТОЧЕЧНАЯ СВАРКА:
Процесс контактной сварки, при котором плавление осуществляется за счет тепла, полученного в результате сопротивления прохождению электрического тока через детали, удерживаемые вместе под давлением электродами.Размер и форма индивидуально сформированных сварных швов ограничены размером и контуром электродов.
РАСПЫЛИТЕЛЬНЫЙ ПЕРЕНОС:
Тип переноса металла, при котором расплавленный присадочный металл перемещается в осевом направлении через дугу маленькими каплями.
СВАРКА РАСПЫЛЕНИЕМ: другой термин для дуговой сварки распылением или GMAW.
ШАГОВАЯ ПЕРЕДАЧА ФИЛЕЙНОЙ СВАРКИ:
Две линии прерывистой сварки на стыке, таком как тройник, при этом приращения скругления в одной линии смещены относительно таковых на другой линии.
СВАРКА НА СОХРАНЕННОЙ ЭНЕРГИИ:
Выполнение сварного шва с использованием электрической энергии, аккумулируемой электростатическим, электронным или электрохимическим способом с относительно низкой скоростью и доступной при требуемой скорости сварки.
ПРЯМАЯ ПОЛЯРНОСТЬ:
Расположение выводов для дуговой сварки постоянным током, при котором работа является положительным полюсом, а электрод — отрицательным полюсом сварочной дуги.
СНИЖЕНИЕ НАПРЯЖЕНИЙ:
Процесс уменьшения внутренних остаточных напряжений в металлическом объекте путем нагрева до подходящей температуры и выдержки в течение определенного времени при этой температуре.Эта обработка может применяться для снятия напряжений, вызванных литьем, закалкой, нормализацией, механической обработкой, холодной обработкой или сваркой.
СТРОЧНАЯ СВАРКА:
Метод дуговой сварки металла деталей толщиной 3/4 дюйма (19 мм) или более, при котором наплавленный металл наплавляется слоями, состоящими из цепочек валиков, наносимых непосредственно на поверхность скоса.
СТАНДАРТНАЯ СВАРКА:
Процесс дуговой сварки, при котором плавление осуществляется путем нагревания электрической дугой между металлической шпилькой или аналогичной деталью и другой заготовкой до тех пор, пока соединяемые поверхности не нагреются должным образом.Их объединяют под давлением.
Дуговая сварка под флюсом:
Процесс дуговой сварки, при котором плавление осуществляется путем нагревания электрической дугой или дугой между неизолированным металлическим электродом или электродами и изделием. Сварка защищена слоем гранулированного легкоплавкого материала на рабочем месте. Давление не используется. Присадочный металл получают из электрода, а иногда и из дополнительной сварочной проволоки.
ПОВЕРХНОСТЬ:
Нанесение присадочного металла на металлическую поверхность для получения желаемых свойств или размеров.
т — я
т
ПРИЕМНИК:
Сварной шов, предназначенный для удержания частей сварной конструкции в правильном положении до тех пор, пока не будут выполнены окончательные сварные швы.
ТРОЙНИК:
Соединение между двумя элементами, расположенными примерно под прямым углом друг к другу в форме T.
ТЕМПЕР ЦВЕТА:
Цвета, которые появляются на поверхности стали, нагретой при низкой температуре в окислительной атмосфере.
ВРЕМЯ ТЕМПЕРАТУРЫ:
При контактной сварке — та часть периода после сварки, в течение которой протекает ток, пригодный для отпуска или термообработки.Ток может быть одно- или многоимпульсным, с различными интервалами нагрева и охлаждения.
ЗАПУСК:
Повторный нагрев закаленной стали до некоторой температуры ниже нижней критической температуры с последующим охлаждением с желаемой скоростью. Целью отпуска стали, закаленной закалкой, является снятие возникающих напряжений, восстановление части ее пластичности и повышение ударной вязкости путем регулирования или корректировки охрупченных структурных компонентов металла. Температурные условия отпуска могут быть выбраны для данного состава стали, чтобы получить практически любую желаемую комбинацию свойств.
ПРОЧНОСТЬ НА РАЗРЫВ:
Максимальная нагрузка на единицу исходной площади поперечного сечения, которую выдерживает материал во время испытания на растяжение.
ИСПЫТАНИЕ НА НАПРЯЖЕНИЕ:
Испытание, при котором образец ломается путем приложения возрастающей нагрузки к обоим концам. В ходе испытания определяются упругие свойства и предел прочности материала. После разрыва сломанный образец можно измерить на удлинение и уменьшение площади.
THERMIT CRUCIBLE:
Сосуд, в котором происходит реакция термита.
THERMIT MIXTURE:
Смесь оксида металла и мелкодисперсного алюминия с добавлением легирующих металлов по мере необходимости.
THERMIT MOLD:
Форма, формируемая вокруг свариваемых деталей для приема расплавленного металла.
ТЕРМИЧЕСКАЯ РЕАКЦИЯ:
Химическая реакция между оксидом металла и алюминием, в результате которой образуется перегретый расплавленный металл и шлак оксида алюминия.
ТЕРМИТНАЯ СВАРКА:
Группа сварочных процессов, в которых плавление осуществляется путем нагрева перегретым жидким металлом и шлаком в результате химической реакции между оксидом металла и алюминием с приложением давления или без него.Присадочный металл получают из жидкого металла.
ГЛУБИНА:
В аппарате для контактной сварки — расстояние от центральной линии электродов или валиков до ближайшей точки столкновения для плоских поверхностей или листов. В машине для шовной сварки с универсальной головкой глубина горловины измеряется на машине, предназначенной для поперечной сварки.
ГОРЛО ФИЛЕЙНОЙ СВАРКИ:
а. Теоретический. Расстояние от начала корня стыка, перпендикулярного гипотенузе наибольшего прямоугольного треугольника, которое может быть вписано в поперечное сечение углового шва.
г. Действительный. Расстояние от корня углового шва до центра его грани.
TIG:
TIG — это еще одно название для GTAW (газовая дуговая сварка вольфрамом). В этом процессе используются неплавящийся вольфрамовый электрод и горелка с воздушным или водяным охлаждением. В процессе используется электрическая дуга для выработки тепла, он стоит дороже, чем другие процессы, но значительно чище.
ТРЕЩИНА НОСКА:
Трещина в основном металле, возникающая на носке сварного шва.
НОС ШВА:
Место соединения лицевой поверхности сварного шва и основного металла.
ФАКЕЛ:
См. РЕЗКАЛЬНЫЙ ФАКЕЛ или СВАРОЧНЫЙ ФАКЕЛ.
РЕЗЕРВНАЯ Пайка:
Процесс пайки, при котором соединение осуществляется нагреванием газовым пламенем и использованием цветного присадочного металла с температурой плавления выше 800 ºF (427 ºC), но ниже температуры основного металла. Присадочный металл распределяется в стыке капиллярного притяжения.
ПОПЕРЕЧНАЯ СВАРКА:
Выполнение шва в направлении, по существу перпендикулярном глубине горловины аппарата для шовной сварки.
Вольфрамовый электрод:
Неполный металлический электрод, используемый при дуговой сварке или резке, в основном из вольфрама.
U
ТРЕЩИНА ПОД ЗАГОЛОВКОЙ:
Трещина в зоне термического влияния, не доходящая до поверхности основного металла.
UNDERCUT:
Канавка, вплавленная в основной металл, прилегающая к носку или основанию сварного шва и оставленная незаполненной металлом сварного шва.
ОБРЕЗАНИЕ:
Нежелательная кратер на краю сварного шва, вызванный неправильной техникой плетения или чрезмерной скоростью сварки.
UPSET:
Локальное увеличение объема в области сварного шва в результате приложения давления.
СВАРКА В ПРЕКРАЩЕНИИ:
Процесс контактной сварки, при котором плавление осуществляется одновременно по всей площади соприкасающихся поверхностей или постепенно вдоль стыка за счет тепла, полученного в результате сопротивления прохождению электрического тока через область контакта этих поверхностей. Давление прикладывается до начала нагрева и поддерживается в течение всего периода нагрева.
УСИЛИЕ РАЗБОРКИ:
Сила, действующая на свариваемые поверхности при оплавлении или сварке с осаждением.
В
ВЕРТИКАЛЬНОЕ ПОЛОЖЕНИЕ:
Положение сварки, при котором ось шва приблизительно вертикальна. При сварке труб труба находится в вертикальном положении, а сварка выполняется в горизонтальном положении.
Вт
ПОСЛЕДОВАТЕЛЬНОСТЬ БЛОКА ПЕРЕДАЧИ:
Последовательность сварки блоков, в которой последовательные блоки сварки завершаются произвольно после завершения нескольких блоков запуска.
WANDERING SEQUENCE:
Продольная последовательность, в которой приращения сварного шва наносятся случайным образом.
ВОСКОВЫЙ ИЗОБРАЖЕНИЕ:
Восковое формование вокруг свариваемых деталей методом термитной сварки до формы, необходимой для готового шва.
WEAVE BEAD:
Тип сварного шва с поперечным колебанием.
WEAVING:
Метод наплавки металла шва, при котором электрод колеблется. Обычно это достигается полукруглым движением дуги вправо и влево от направления сварки.Плетение служит для увеличения ширины отложения, уменьшения нахлеста и способствует образованию шлака.
WELD:
Локальное сплавление металлов путем нагрева до подходящей температуры. Можно использовать или не использовать напорный металл и / или присадочный металл. Наплавочный металл имеет температуру плавления примерно такую же или ниже температуры плавления основных металлов, но всегда выше 800 ºF (427 ºC).
WELD BEAD:
Наплавленный шов в результате прохода.
МАНОМЕТР:
Устройство, предназначенное для проверки формы и размера сварных швов.
СВАРНЫЙ МЕТАЛЛ:
Та часть сварного шва, которая была расплавлена во время сварки.
СИМВОЛ СВАРКИ:
Рисунок, используемый для обозначения желаемого типа сварного шва.
СВАРОЧНОСТЬ:
Способность материала образовывать прочное сцепление под давлением или при затвердевании из жидкости.
СЕРТИФИКАЦИЯ СВАРОЧНИКА:
Письменное свидетельство о том, что сварщик произвел сварные швы, соответствующие установленным стандартам.
КВАЛИФИКАЦИЯ СВОЕЙ ПРОИЗВОДИТЕЛЬНОСТИ:
Демонстрация способности сварщика выполнять сварные швы, соответствующие установленным стандартам.
СВАРКИ:
a. Электродный вывод. Электрический проводник между источником тока дуговой сварки и электрододержателем.
г. Ведущий работы. Электрический проводник между источником тока дуговой сварки и заготовкой.
ПОЛОЖЕНИЯ ДЛЯ СВАРКИ:
Имеется четыре положения сварки, включая плоское, горизонтальное, потолочное и вертикальное.
ДАВЛЕНИЕ СВАРКИ:
Давление, оказываемое во время операции сварки на свариваемые детали.
ПРОЦЕДУРА СВАРКИ:
Подробное описание методов и практик, включая все процедуры сварки стыков, используемых при производстве сварного изделия.
ПАТРУБКА:
Присадочный металл в виде проволоки или прутка, используемый в процессах газовой сварки и пайки, а также в тех процессах дуговой сварки, в которых электрод не обеспечивает присадочный металл.
СИМВОЛ СВАРКИ:
Собранный символ состоит из следующих восьми элементов или таких из них, которые необходимы: контрольная линия, стрелка, основные символы сварного шва, размеры и другие данные, дополнительные символы, символы отделки, хвостовая часть, спецификация, процесс или другие ссылки.
ТЕХНИКА СВАРКИ:
Подробные сведения о ручной, машинной или полуавтоматической сварке, которые в рамках ограничений предписанной процедуры сварки стыков контролируются сварщиком или оператором сварки.
НАКОНЕЧНИК ПО СВАРКЕ:
Наконечник газовой горелки, специально приспособленный для сварки.
СВАРОЧНЫЙ ГОРЕЛ:
Устройство, используемое при газовой сварке и пайке горелкой для смешивания и регулирования потока газов.
ТРАНСФОРМАТОР СВАРОЧНЫЙ:
Устройство для подачи тока заданного напряжения.
СВАРКА:
Узел, составные части которого изготовлены сваркой.
СКОРОСТЬ ПОДАЧИ ПРОВОЛОКИ:
Скорость в мин / сек или дюйм / мин, при которой присадочный металл расходуется при дуговой сварке или термическом напылении.
РАБОЧИЙ ПРОВОД:
Электрический провод (кабель) между источником тока дуговой сварки и деталью.
Х
РЕНТГЕНОВСКИЙ:
Метод радиографического контроля, используемый для обнаружения внутренних дефектов сварного шва
Y
Предел текучести:
Предел текучести — это нагрузка на единицу площади, при которой происходит заметное увеличение деформации образца с небольшим увеличением нагрузки или без нее; Другими словами, предел текучести — это напряжение, при котором происходит заметное увеличение деформации с незначительным увеличением напряжения или без него.