
Пайка алюминия – флюс, припой, как и чем паять правильно
- Особенности процесса
- Используемые материалы
- Подготовка деталей
- Источники нагрева
- Технологические приемы пайки
- Сфера применения процесса
- Использование подручных средств
Пайка алюминия, как справедливо считают многие специалисты, является достаточно сложным в выполнении технологическим процессом. Между тем такое мнение можно считать верным лишь в отношении тех ситуаций, когда спаять изделия из алюминия пытаются, используя для этого припои и флюсы, которые применяются для соединения деталей из других металлов: меди, стали и др. Если же используется специальный флюс для пайки алюминия, а также соответствующий припой, то данный технологический процесс не представляет особых сложностей.
Пайка алюминия с использованием пропановой горелки
Особенности процесса
Сложности, которые вызывает пайка алюминия при помощи традиционных припоев и флюсов, объясняются рядом факторов, преимущественно связанных с характеристиками данного металла.
Перед осуществлением пайки изделий из алюминия их поверхности необходимо тщательно очистить от оксидной пленки, для чего можно использовать механическую обработку или применять флюсы, в состав которых входят сильнодействующие компоненты.
Подготовленные к пайке дюралевые детали
Сам алюминий, в отличие от оксидной пленки на его поверхности, обладает достаточно низкой температурой плавления: 660 градусов, что также осложняет технологический процесс выполнения пайки. Такая характеристика алюминия приводит к тому, что при нагреве детали из него быстро теряют прочность, а при определенной температуре, находящейся в интервале 250–300 градусов, конструкции из данного металла начинают терять устойчивость.
Основу большей части легкоплавких припоев, использующихся для пайки, составляют олово, кадмий, висмут и индий. С этими элементами алюминий плохо вступает в соединения, что делает паяные соединения, полученные с их использованием, очень непрочными и ненадежными. Хорошей взаимной растворимостью обладают алюминий и цинк, поэтому данный элемент при его использовании в припоях обеспечивает полученному соединению высокую прочность.
Характеристики флюсов для пайки мягкими припоями
Состав флюсов, применяемых для пайки алюминия
Используемые материалы
При выполнении пайки изделий из алюминия можно использовать припои оловянно-свинцовой группы, если тщательно очистить поверхность деталей и применять высокоактивные флюсы. Соединения, полученные с их помощью, по причине плохой взаимной растворимости алюминия, олова и свинца отличаются невысокой надежностью, также они склонны к развитию коррозионных процессов. Чтобы сделать подобные соединения более устойчивыми к коррозии, их необходимо покрывать специальными составами.
Соединения, полученные с их помощью, по причине плохой взаимной растворимости алюминия, олова и свинца отличаются невысокой надежностью, также они склонны к развитию коррозионных процессов. Чтобы сделать подобные соединения более устойчивыми к коррозии, их необходимо покрывать специальными составами.
Наиболее качественное, надежное и устойчивое к коррозии паяное соединение, позволяют получать припои, в составе которых содержится цинк, медь, кремний и алюминий.
Припои, включающие в свой состав данные элементы, производят как отечественные, так и зарубежные компании. Наиболее распространенными отечественными марками являются ЦОП40, содержащий в своем составе 40% цинка и 60% олова, и 34А, в составе которого содержится алюминий (66%), медь (28%) и кремний (6%). Цинк, содержащийся в припое для пайки изделий из алюминия, определяет не только прочность полученного соединения, но и его коррозионную устойчивость.
Самую низкую температуру плавления из всех вышеперечисленных имеют оловянно-свинцовые припои. Наиболее высокотемпературными являются те, в составе которых содержится алюминий и кремний, а также материалы, содержащие алюминий вместе с медью и кремнием. К последним, в частности, относится припой популярной марки 34А, температура плавления которого находится в интервале 530–550 градусов.
Для информации: материалы на основе алюминия и кремния плавятся при температуре 590–600 градусов.
Учитывая температуру плавления, применяют такие припои в тех случаях, когда соединить необходимо крупногабаритные детали из алюминия, в которых обеспечивается хороший теплоотвод, либо изделия, выполненные из алюминиевых сплавов, плавящихся при достаточно высоких температурах.
Но, конечно, максимальное удобство в работе демонстрируют низкотемпературные припои, одной из распространенных марок которых является HTS-2000.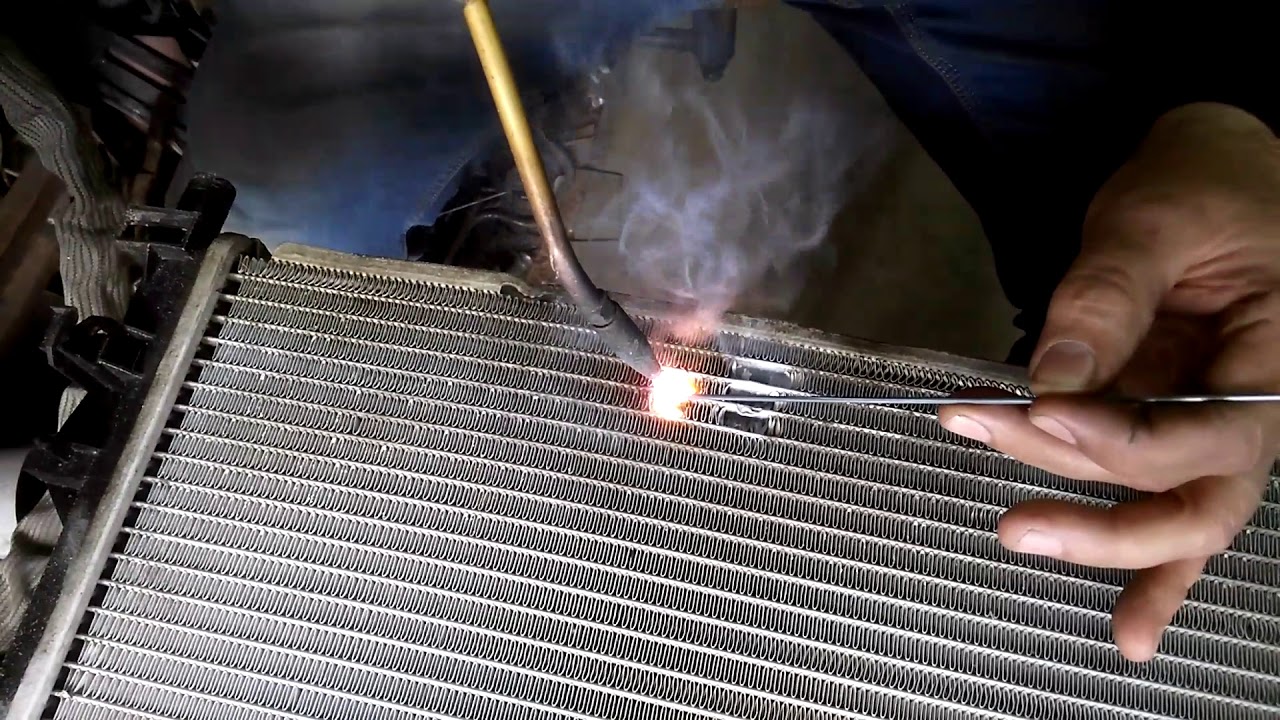
Припой HTS-200 для спайки деталей из алюминия и цветных металлов
Технология пайки алюминия обязательно предполагает использование специального флюса, который необходим для того, чтобы улучшить соединяемость основного металла с материалом припоя. Именно поэтому подходить к выбору такого материала необходимо очень ответственно. Особенно актуально это требование в тех случаях, когда детали из алюминия необходимо спаять при помощи оловянно-свинцового припоя. Состав флюсов содержит элементы, которые и формируют его активность по отношению к алюминию. К таким элементам относятся: триэтаноламин, фторборат цинка, фторборат аммония и др.
Флюс Ф-64 для пайки легких сплавов без предварительной механической обработки поверхностей
Одним из наиболее популярных отечественных материалов является флюс марки Ф64. Популярность Ф64 обусловлена тем, что данный материал отличается повышенной активностью. Благодаря такому качеству выполнять пайку с флюсом Ф64 можно, даже не зачищая поверхность алюминиевых деталей от тугоплавкой оксидной пленки.
Из популярных высокотемпературных флюсов следует выделить материал марки 34А, в состав которого входит 50% хлорида калия, 32% хлорида лития, 10% фторида натрия и 8% хлорида цинка.
Подготовка деталей
Для получения качественного и надежного соединения недостаточно просто знать, как паять алюминий, важно также правильно подготовить поверхности соединяемых деталей к пайке. Заключается такая подготовка в обезжиривании поверхностей и удалении с них окисной пленки.
Для обезжиривания используют традиционные средства: ацетон, бензин или любой подходящий растворитель.
Удаление окисной пленки перед пайкой, которое также несложно выполнить своими руками, преимущественно совершается при помощи механической обработки, для чего можно использовать шлифовальную машинку, наждачную бумагу, металлическую щетку или сетку из нержавеющей проволоки.
Зачистка поверхностей перед пайкой с помощью шлифовальной насадки на болгарку
Как известно, окисная пленка на поверхности алюминия образовывается практически моментально при ее контакте с окружающим воздухом. Такой процесс происходит и на зачищенной перед пайкой поверхности, но смысл выполнения зачистки состоит в том, что вновь образующаяся пленка значительно тоньше удаленной, поэтому флюсу будет гораздо легче с ней справиться.
Источники нагрева
В качестве элемента, при помощи которого выполняется прогрев габаритных соединяемых деталей из алюминия и расплавление припоя, преимущественно используется газовая горелка, работающая на пропане или бутане. Если вы решили спаять изделия из алюминия своими руками в условиях домашней мастерской, то можно использовать и обычную паяльную лампу.
Удобная в использовании газовая паяльная лампа
При выполнении нагрева необходимо очень внимательно следить за тем, чтобы не расплавились соединяемые детали. С этой целью к поверхности деталей как можно чаще прикасаются припоем, чтобы проконтролировать начало его плавления. Это и будет свидетельством того, что достигнута рабочая температура.
Нагревая детали и припой перед началом пайки, также необходимо следить за пламенем газовой горелки: смесь газа и кислорода, которая его формирует, должна быть сбалансированной. Делать это необходимо по той причине, что сбалансированная газовая смесь активно нагревает металл, но не оказывает серьезного окислительного действия. О том, что газовая смесь сбалансирована, свидетельствует ярко-синий цвет пламени, которое имеет небольшой размер. Если пламя горелки слишком маленькое по размеру и имеет бледно-голубой цвет, то это является свидетельством того, что в газовой смеси слишком много кислорода.
Для пайки небольших изделий из алюминия используются электрические паяльники и припои, плавящиеся при невысокой температуре.
Технологические приемы пайки
Пайка деталей, выполненных из алюминия, по технологии выполнения практически ничем не отличается от процесса соединения изделий, изготовленных из других металлов. Сначала соединяемые детали обезжириваются и тщательно зачищаются, после этого их выставляют в нужное положение относительно друг друга. Затем на зону будущего соединения необходимо нанести флюс и начать ее прогрев вместе с припоем до рабочей температуры.
Процесс пайки деталей из алюминиевого сплава
При достижении рабочей температуры кончик припоя начнет плавиться, поэтому им необходимо постоянно прикасаться к поверхности деталей, контролируя процесс нагрева.
Пайка изделий из алюминия, для выполнения которой используется безфлюсовый припой, имеет свои особенности. Заключаются они в том, что для того, чтобы проникновению припоя к поверхности детали не препятствовала окисная пленка, его кончиком необходимо совершать чиркающие движения по месту будущего соединения. Таким образом нарушается целостность пленки, и припой беспрепятственно соединяется с основным металлом.
Заключаются они в том, что для того, чтобы проникновению припоя к поверхности детали не препятствовала окисная пленка, его кончиком необходимо совершать чиркающие движения по месту будущего соединения. Таким образом нарушается целостность пленки, и припой беспрепятственно соединяется с основным металлом.
Посмотреть, как пайка выполняется практически, можно на обучающем видео.
Есть еще один технологический прием, позволяющий разрушить оксидную пленку в процессе пайки. Сделать это можно при помощи стержня из нержавеющей стали или металлической щетки, которыми водят по месту соединения и уже расплавленному припою.
Чтобы получить максимально прочное соединение методом пайки, соединяемые поверхности необходимо подвергнуть предварительному лужению.
Сфера применения процесса
Большое практическое значение имеет не только пайка алюминия в домашних условиях.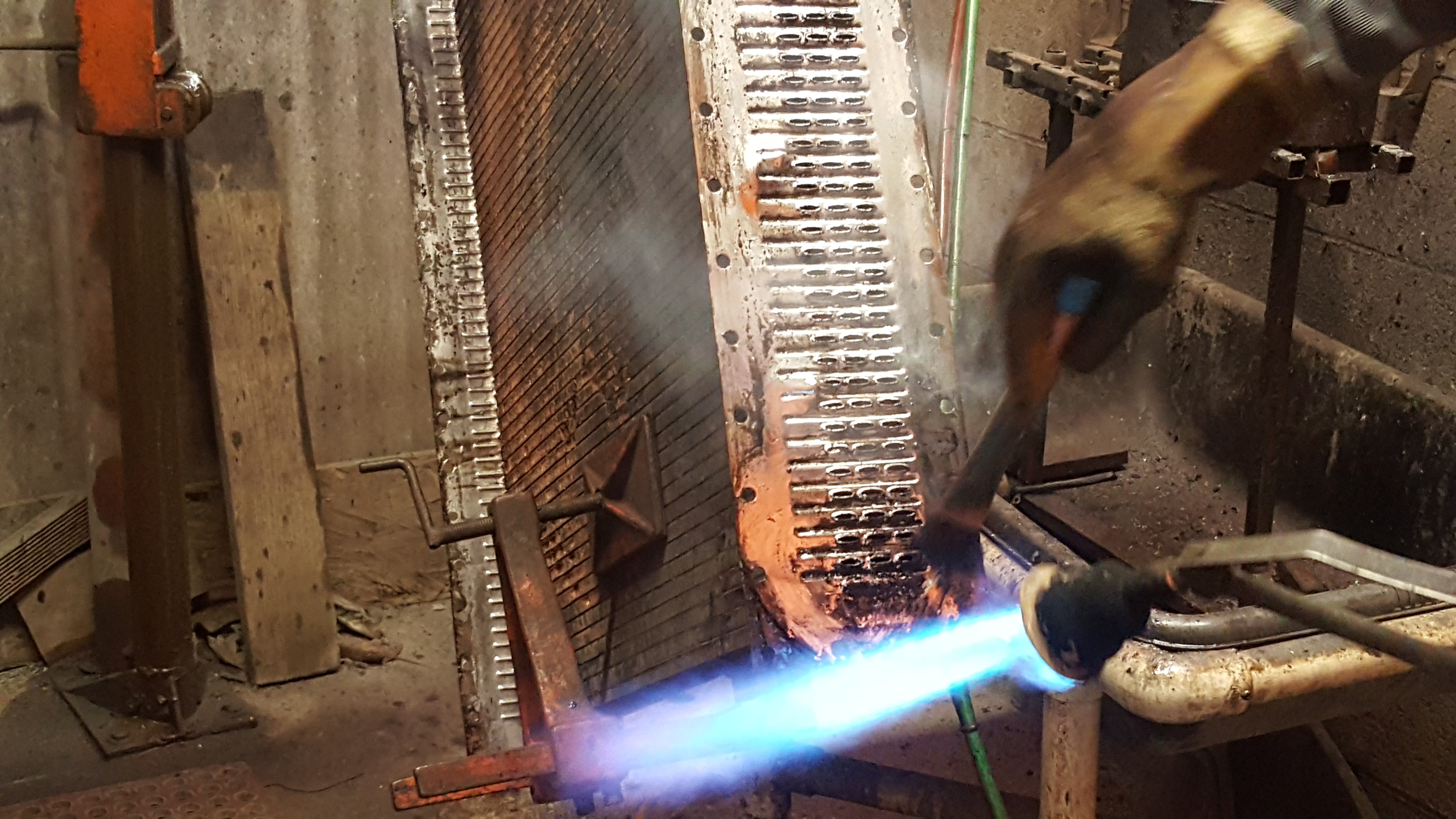 Данную технологию также активно используют на ремонтных и производственных предприятиях. Применяя метод пайки, можно получать соединения, отличающиеся высокой прочностью, надежностью и эстетической привлекательностью.
Данную технологию также активно используют на ремонтных и производственных предприятиях. Применяя метод пайки, можно получать соединения, отличающиеся высокой прочностью, надежностью и эстетической привлекательностью.
При работе с тонким листовым алюминием пайка позволяет избежать деформацию материала
Большой популярностью данная технология пользуется при выполнении ремонтных работ с автотранспортными средствами, тракторами и мотоциклами. Объясняется такая популярность тем, что при пайке не происходит изменение структуры соединяемого металла, поэтому подобный способ соединения во многих случаях является даже более предпочтительным, чем сварка.
Практически безальтернативной пайка является тогда, когда необходимо восстановить герметичность алюминиевого радиатора или картера, отремонтировать изношенную или разрушенную деталь, изготовленную из алюминиевого сплава. Удобно и то, что сделать такой ремонт можно и своими руками, для этого не потребуется сложного и дорогостоящего оборудования.
Отремонтированный в домашних условиях автомобильный радиатор
Прогары, сколы и трещины, образовавшиеся в блоке цилиндров, изготовленном из алюминиевого сплава, также можно успешно отремонтировать при помощи пайки. Очень полезна данная технология в том случае, если необходимо восстановить изношенную внутреннюю резьбу. При этом изношенное резьбовое отверстие заполняется расплавленным припоем, а затем в него вворачивается болт. После того как припой застынет, болт из отверстия выворачивается, а внутри него оказывается сформированная по необходимым параметрам резьба. Такая несложная операция позволяет получить новую резьбу, которая по своим прочностным характеристикам ничем не уступает исходной.
Кроме этого, пайка успешно применяется для ремонта и восстановления герметичности труб, изготовленных из алюминия и сплавов данного металла. Такие трубы сейчас активно используются во многих технических устройствах. При помощи пайки вы можете своими руками, не прибегая к дорогостоящим услугам квалифицированных специалистов, отремонтировать многие предметы из алюминия и его сплавов, использующиеся в быту: посуду, лестницы, различные детали интерьера, водосточные желоба, элементы сайдинга и др. При помощи пайки можно не только ремонтировать, но и своими руками изготавливать любые конструкции из алюминия.
Такие трубы сейчас активно используются во многих технических устройствах. При помощи пайки вы можете своими руками, не прибегая к дорогостоящим услугам квалифицированных специалистов, отремонтировать многие предметы из алюминия и его сплавов, использующиеся в быту: посуду, лестницы, различные детали интерьера, водосточные желоба, элементы сайдинга и др. При помощи пайки можно не только ремонтировать, но и своими руками изготавливать любые конструкции из алюминия.
Использование качественных расходных материалов и строгое следование технологии, которой совсем несложно обучиться и по видео урокам, позволяет получать методом пайки соединения, отличающиеся высоким качеством, надежностью, привлекательным и аккуратным внешним видом.
Использование подручных средств
Нередки ситуации, когда под рукой нет активного флюса и припоя, который специально предназначен для соединения деталей из алюминия, а спаять их необходимо срочно. В таких ситуациях можно выполнить пайку обычным припоем, состоящим из алюминия и олова или олова и свинца. В качестве флюса в данном случае можно использовать канифоль.
В качестве флюса в данном случае можно использовать канифоль.
Оксидная пленка при использовании данного метода пайки разрушается под слоем канифоли, в которую можно дополнительно добавить металлические опилки. Для ее разрушения применяется специальный паяльник со скребком, который необходимо предварительно залудить. Скребок наряду с опилками разрушает оксидную пленку на поверхности деталей, а канифоль не дает образоваться новой. Кроме того, скребок-паяльник, перемещая расплавленный припой по месту будущего соединения, обеспечивает его лужение.
Конечно, такой способ пайки очень хлопотный и не всегда гарантирует получение качественного и надежного соединения, поэтому использовать его можно только в крайних случаях. Целесообразнее всего потрать время и деньги на приобретение качественных припоя и флюса и не переживать за качество формируемого с их помощью соединения.
устройство, как раскрутить, видео и фото
Алюминий обладает самой высокой теплоотдачей из всех металлов, из которых делают радиаторы для водяных контуров отопления, но такие приборы очень капризны и инструкция выдвигает целый ряд требований по их монтажу и эксплуатации. Прежде всего, собирая отопительный контур, вам следует учесть тот момент, чтобы ни один из узлов не был сделан из меди (фитинги, теплообменник котла), а в качестве теплоносителя здесь нужна не обычная вода, а антифриз с присадками от накипи и коррозии, который можно купить в магазине или сделать самостоятельно.
Но нас в данном случае интересует не процесс подключения и эксплуатации, а ремонт таких приборов, о котором мы расскажем, а ещё мы хотим пригласить вас к просмотру видео в этой статье.
Секционные радиаторы из алюминия
Алюминиевые радиаторы
Методы производства
На фото: производство отопительных приборов
Примечание.
Радиаторы из алюминия для водяного отопления делают двумя способами, путём литья, когда вся секция отливается целиком, то есть, там нет никаких швов и путём экструзии пластичного алюминиевого сплава.
Но экструзионный метод подразумевает сборку из трёх частей – самой секции, а также верхнего и нижнего коллектора, соединяя их между собой специальным клеящим составом ( цена , конечно, меньше, но при этом теряется качество).
Этапы изготовления прибора
- У разных производителей процесс изготовления литьевых алюминиевых приборов отопления может отличаться – очень многое зависит от цеха, станков и лицензии, но в общей сложности принцип производства всё равно остаётся неизменным;
- В литьевой машине соединяют части формы и с помощью плунжера по каналам подают сплав в камеру с ограниченным давлением;
- После этого должно пройти время до тех пор, пока расплав не кристаллизуется (это происходит при остывании), после чего деталь освобождают из формы и оставляют для полного охлаждения;
- После окончательного остывания рубят облой и приваривают горлышко, проверяя после этого секцию на герметичность.
 После чего их погружают в ванну, где внутренняя часть покрывается антикоррозийным составом. После этого каждую деталь подвергаю т сушке и охлаждению;
После чего их погружают в ванну, где внутренняя часть покрывается антикоррозийным составом. После этого каждую деталь подвергаю т сушке и охлаждению; - Для дополнительной устойчивости к коррозии, а также с эстетическими целями, каждую секцию окрашивают с помощью электростатического поля порошковой эмалью. После завершения всех этих процедур производится сборка радиатора, что, кстати, вы можете сделать и своими руками в домашних условиях (увеличить или уменьшить количество секций на одном приборе).
Комплектующие для монтажа
Комплектация радиаторов от BASE, ALP, ALUM, FORZA
Помимо самого непосредственного прибора отопления завод-изготовитель зачастую комплектует его различными деталями, которые необходимы для монтажа в отопительном контуре и эксплуатации. Эти комплектующие включают в себя заглушки и переходники с наружной левой/правой резьбой n1 ̎ — используется на внутреннюю резьбу n1/2 ̎ и/или n1/4 ̎ (зависит от схемы подключения и диаметра труб).
Некоторые производители включают в комплект дополнительных деталей кран Маевского. Помимо этого, для фиксации любого радиатора (навесного или напольного) нужны кронштейны, которые могут поставляться производителем, либо их нужно покупать отдельно.
Удлинитель протока
В тех случаях, когда необходима сборка радиатора с количеством секций, превышающим 10, то для его равномерного нагрева используют удлинитель протока, который можно приобрести в магазине, либо сделать самостоятельно, используя медную трубу, диаметром 18 мм и однородную втулку. Также для комплектации радиаторного водяного отопления вам понадобятся трубы (стальные, медные, полипропиленовые) и к ним однородные фитинги.
Сборка, разборка и ремонт
Примечание. Если вы думаете, как паять алюминиевый радиатор , то это говорит о том, что вас интересует не отопительный прибор, а автомобильный.
Следовательно, заварить алюминиевый радиатор можно только на автомобиле, а в секционных батареях такая функция не имеет смысла – здесь секции подлежат замене.

Сливаем воду перед демонтажем
Итак, разборка алюминиевых радиаторов отопления начинается с его демонтажа с места врезки в отопительном контуре, а это означает, что в батарее обязательно останется вода, даже если полностью слить систему. Но систему можно и не сливать – перед каждым отопительным прибором на трубах подачи и возврата должна быть врезана запорная арматура, которая представляет собой шаровый кран с «американкой» — кран перекрывается и гайка «американки» скручивается с фитинга в футорке.
Но при этом вам нужно слить оставшуюся там воду, так что даже если в системе использовано верхнее боковое подключение, то раскручиваете заглушку с нижней футорки и подставляете какую-либо ёмкость, чтобы стекла вода.
Устройство алюминиевого радиатора отопления для его подключения
Вода не стечёт полностью, поэтому после того, как вы снимете радиатор с кронштейнов, поверните его боком («на попа») и слейте воду окончательно, после чего вам следует открутить все дополнительные приборы, как то, термостатическую головку, кран Маевского и дополнительные фитинги, если там таковые имеются.
Теперь давайте разберёмся, как раскрутить алюминиевый радиатор и для этого нам понадобится специальный ключ типа К-1, который представляет собой стальной стержень с фигурной головкой на конце (кругляк с двумя параллельными плоскостями). Ворот здесь может вставляться в головку стержня через сквозное отверстие, а может быть просто к нему приварен.
Разборка по секциям
Секции в радиаторе сверху и снизу соединяются ниппелем, внутренняя часть которого имеет форму, которую мы описывали для головки ключа – труба с двумя параллельными плоскостями, поэтому, вам нужно попасть головкой именно на тот ниппель, где вы собираетесь произвести демонтаж.
Сделать это несложно – прикладываете стержень поверх отопительного прибора, чтобы головка была своей срединой на стыке секций и, удерживая в этом месте ключ рукой (чтобы не отмечать), вставляете его в канал. Вполне возможно, что вам не удастся раскрутить ниппель, используя для этого в качестве рычага только один ворот – как правило, на не го надевают кусок трубы, чтобы сделать этот рычаг длиннее.
Заключение
Если вы используете в качестве теплоносителя покупной или самодельный антифриз, то накипь не образуется, но если всё-таки она возникает (при заправке системы чистой водой) то нужно принимать меры. А удалить известковый налет с алюминиевых радиаторов можно этиловым спиртом или винным уксусом, размешанным с водой – просто погрузите батарею на ночь в ванну, а потом промойте проточной водой.
Ремонт радиатора | Stroudsburg and Poconos PA
Ремонт промышленных радиаторов с болтовым креплением
Для многих применений, от больших грузовиков до промышленного рабочего оборудования, для управления охлаждением требуется радиатор с болтовым креплением. Команда Cicioni имеет большой складской запас радиаторов для тяжелых условий эксплуатации с болтовым креплением для любого применения. Свяжитесь с Cicioni Radiator и поговорите с экспертом, который проведет вас через процесс заказа лучшего радиатора, отвечающего вашим потребностям.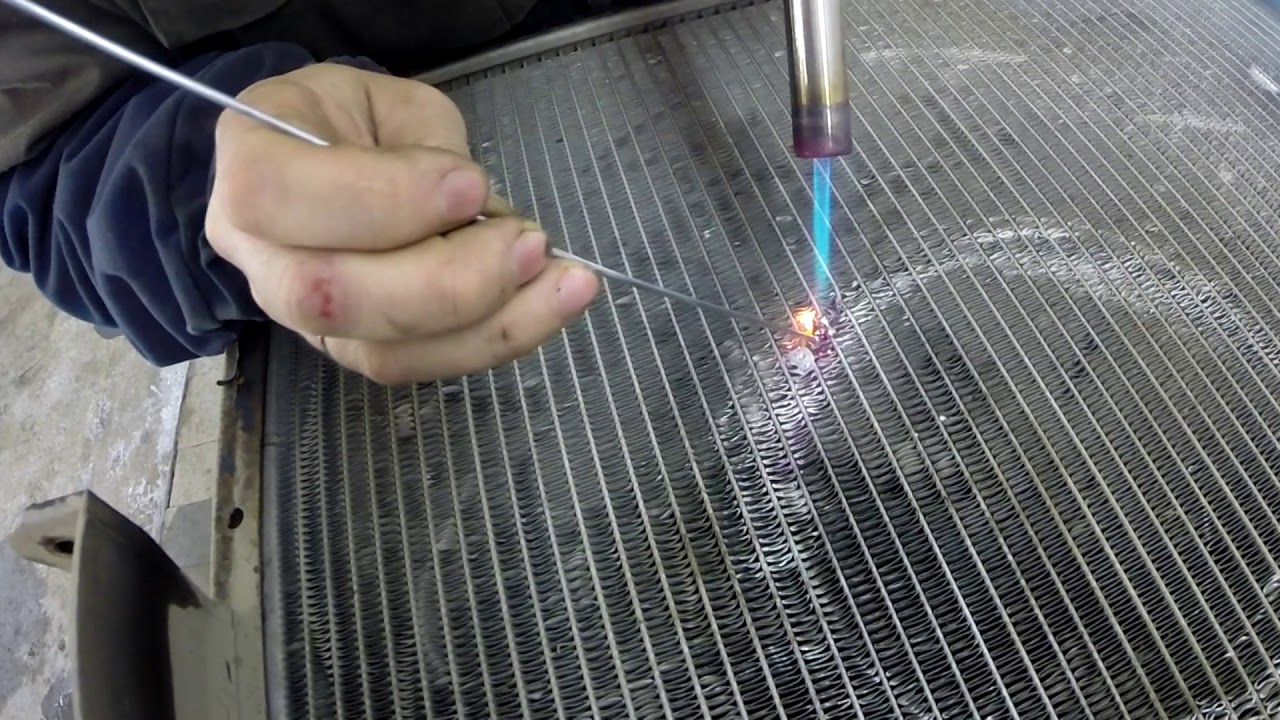
Пластмассовые и алюминиевые радиаторы
Вопреки тому, что люди говорили или верят, пластиковые радиаторы, механически закрепленные с помощью обжимной ленты или сварки, ремонтопригодны, но не во всех случаях. Если окажется, что он не подлежит ремонту, мы можем заменить или изготовить полностью новый алюминий.
Ремонт охладителя наддувочного воздуха в долине Лихай
Неисправный охладитель наддувочного воздуха может привести к перегреву автомобиля или оборудования, потере мощности и сокращению расхода топлива. Cicioni Radiator Repair Works обеспечит правильное охлаждение вашего двигателя в кратчайшие сроки благодаря нашему обслуживанию охладителя наддувочного воздуха.
Чтобы решить вашу проблему, мы очистим, промоем, протестируем и оценим ваш охладитель наддувочного воздуха. Мы отремонтируем, восстановим или заменим продукты, которые будут соответствовать спецификациям OEM или превосходить их.
Услуги Cicioni Охладители наддувочного воздуха для всех марок и моделей транспортных средств и тяжелого оборудования для различных применений, включая применение в грузовых автомобилях, промышленности и бездорожье.
Мы работаем с 1957 года и имеем сертификат A+ от Better Business Bureau.
Время выполнения заказа на ремонт или замену охладителя наддувочного воздуха в Пенсильвании, Нью-Джерси, Нью-Йорке, Германии и Мэриленде измеряется в днях, а не в неделях.
Ремонт масляного радиатора
Масляный радиатор выполняет две функции: смазку и охлаждение, и обычно располагается рядом с радиатором для обеспечения максимальной эффективности охлаждения. Устройство помогает поддерживать масло в прохладном состоянии и в соответствии с рабочими характеристиками. Помните, что масло предназначено не только для смазки; масло также играет жизненно важную роль, отводя тепло от двигателя.
Если масло не менять регулярно, оно может собирать мусор и оседать в тонких охлаждающих каналах масляного радиатора, что может привести к выходу из строя. Если ваш двигатель теряет мощность, дает пропуски зажигания или температура масла часто повышается, возможно, потребуется ремонт или замена масляного радиатора.
Пренебрежение неисправным масляным радиатором может привести к поломке двигателя.
Ремонт алюминиевых стержней и пластин
Cicioni может отремонтировать, восстановить или заменить алюминиевые стержни и пластины, находящиеся внутри большинства маслоохладителей, охладителей наддувочного воздуха и других теплообменников.
Когда мы отремонтируем или заменим ваш алюминиевый стержень и пластину, новая система будет соответствовать первоначальным спецификациям или превосходить их.
Ремонт топливных баков
Cicioni может очистить, испытать, отремонтировать, приварить хомуты, разрезать пополам, укоротить, удалить вмятины для всех типов топливных баков по всей долине Лихай.
Ремонт теплообменника
Теплообменник предназначен для передачи тепла между двумя или более жидкостями. Со временем теплообменники могут выйти из строя.
Cicioni Radiator Repair Works с 1957 года занимается ремонтом, обслуживанием и обслуживанием теплообменников.
Cicioni может решить ваши проблемы с теплообменником, выезжая на место, чтобы диагностировать проблему и порекомендовать решение, например, ремонт и/или восстановление, если это возможно, или установку сменных змеевиков и коллекторов, если это необходимо.
Теплообменники часто используются для кондиционирования воздуха в зданиях и транспортных средствах и обычно называются воздушными змеевиками или просто змеевиками благодаря их обычным змеевидным внутренним трубкам. Змеевики HVAC типа жидкость-воздух или воздух-жидкость обычно создаются с использованием модифицированной схемы с поперечным потоком.
В теплообменниках часто используются такие жидкости, как вода, водно-гликолевый раствор, пар или хладагент. Для нагревательных змеевиков наиболее распространены горячая вода и пар.
Ремонт или техническое обслуживание промышленных чиллеров
Чиллер отводит тепло от жидкости, используя парокомпрессионный или абсорбционный холодильный цикл. Эта жидкость либо проходит через теплообменник для охлаждения оборудования, либо через какой-либо другой технологический поток. Охлаждение приводит к выбросу тепла, которое необходимо рассеивать или использовать для обогрева.
Охлаждение приводит к выбросу тепла, которое необходимо рассеивать или использовать для обогрева.
Крупные промышленные, коммерческие и учреждения используют чиллеры для удаления влаги или охлаждения воздуха. Чиллеры могут быть с водяным, воздушным или испарительным охлаждением.
Когда ваш чиллер выходит из строя или нуждается в обслуживании, вы можете рассчитывать на то, что профессионалы ремонтной мастерской Cicioni прибудут вовремя и вернут вашу систему в рабочее состояние как можно скорее.
Ремонт парового змеевика
Однотрубные или двухтрубные паровые змеевики могут быть отремонтированы или заменены профессиональной командой Cicioni Radiator Repair Works.
В однотрубных змеевиках используются коллекторы возврата конденсата и соединения на противоположных концах змеевика. Узел коллектора помогает равномерно распределять пар по трубам сердцевины змеевика. В двухтрубных (распределительных) змеевиках используется внутренняя труба меньшего размера с точно расположенными направленными перфорациями, которые направляют поток конденсата к обратному коллектору.
Если какая-либо из этих частей вашего парового змеевика выйдет из строя, ремонтная мастерская Cicioni Radiator Repair Works всегда готова помочь с покупкой и установкой замены или ремонтом существующего устройства.
Ремонт конденсатора
Системы теплопередачи используют конденсатор для конденсации вещества из газообразного в жидкое состояние путем его охлаждения. При этом тепло выделяется из вещества и передается в окружающую среду.
Компания Cicioni имеет опыт работы с конденсаторами многих типов, в том числе с крупными промышленными установками, используемыми на производственных предприятиях.
В вашем домашнем холодильнике для охлаждения продуктов используется небольшой конденсатор. Тем не менее, та же самая концепция также применяется в гораздо большем масштабе во многих отраслях промышленности, включая промышленные химические процессы, такие как дистилляция, паровые электростанции и другие системы теплообмена.
Специалисты Cicioni могут определить причину неисправности и порекомендовать лучший способ как можно быстрее запустить конденсатор.
Как я выполнял процесс пайки алюминия с помощью простых инструментов?
Привет, мои дорогие читатели! алюминий Процесс пайки заинтересовал меня 5 лет назад, когда мне пришлось срочно паять радиатор охлаждения моего Grasshopper. Ниже покажу его фото и место пайки на радиаторе, который еще работает.
Недавно кто-то спросил меня, как лучше всего паять алюминий? Решил прочитать все вменяемые статьи и личные мнения по пайке алюминия и уместить на одной странице. Так родилась эта статья. Идти!
Что такое процесс пайки алюминия?Пайка – это процесс сварки, при котором используется добавление металла, отличного от основного металла. Особенность процесса заключается в капиллярном действии добавляемого материала под швом.
Кроме того, мы закрепляем детали очень близко друг к другу. И мы проводим работу через молекулярный переход между поверхностями металла, без сплавления между основным материалом и дополнительным материалом.
В настоящее время существует ряд дополнительных стержней, содержащих множество сплавов с никелем, серебром, золотом и т. д. Добавляющий стержень имеет температуру плавления, и приложение потока необходимо для обеспечения хорошей капиллярности стержня во время пайки.
Каковы изменения температуры в процессе пайки алюминия?Поскольку температура плавления добавок обычно низкая. Мы можем осуществить процесс пайки алюминия с использованием смеси горючих газов и атмосферного воздуха с низкой теплопередачей. Это оборудование распространено как воздух-газ и обычно используется в трубопроводном и холодильном оборудовании.
При пайке используется дополнительный стержень, плавящийся при температуре выше 450°С. Точно так же он может варьироваться в зависимости от сплава, а основные металлы соединения могут быть разной природы.
В принципе, при пайке может использоваться как воздушно-топливное, так и кислородно-топливное пламя. В промышленных процессах с большими производственными масштабами, таких как производство кондиционеров, холодильников, радиаторов и т. д., используются автоматизированные паяльные станции.
В промышленных процессах с большими производственными масштабами, таких как производство кондиционеров, холодильников, радиаторов и т. д., используются автоматизированные паяльные станции.
Как правило, , алюминий Процесс пайки более распространен для стальных соединений, а в качестве дополнительного материала используется бронза, поставляемая на стержнях, которые погружаются в поток или которые уже имеют поток в поверхностном слое.
На практике сталь использует нагрев до красноватого цвета в точке, где добавочный материал может расплавиться, а действие потока создает прочный адгезионный слой.
Как правило, сопротивление паяного сварного соединения меньше, чем у соединения, сваренного кислородно-пламенной сваркой.
Преимущества сварки пайкой:- Применение более низких температур означает меньшую деформацию детали;
- Свариваемые стальные детали не должны быть полностью отлиты для создания соединения;
- Мы можем сваривать основные материалы различной природы, что невозможно при огнестойкой сварке.

Любой, кто пробовал паять алюминий, знает, что обычный припой к нему совершенно не прилипает. Это происходит из-за стабильной пленки оксида алюминия, которая имеет плохую адгезию к припою. Более того, эта пленка очень быстро покрывает алюминий и его сплавы. Вы не успеете его почистить — легкий металл уже окислился.
Таким образом, все алюминий Процесс пайки и методы пайки сначала борются с пленкой, а затем заботятся о адгезии.
Как удалить оксидную пленку?
Пленка оксида алюминия удаляется двумя способами: механическим и химическим. Кроме того, оба метода удаляют глинозем в безвоздушной среде, то есть без доступа кислорода. Начнем с самого сложного, но самого правильного и надежного метода удаления – химического.
Использовать масло без воды
Вторым по сложности методом является удаление окиси алюминия под масляной пленкой. При этом масло должно содержать минимум воды — трансформаторное или синтетическое масло подходит. Кроме того, можно подержать масло при температуре 150 – 200 градусов несколько минут, чтобы из него испарилась вода и оно не разбрызгивалось при нагревании.
При этом масло должно содержать минимум воды — трансформаторное или синтетическое масло подходит. Кроме того, можно подержать масло при температуре 150 – 200 градусов несколько минут, чтобы из него испарилась вода и оно не разбрызгивалось при нагревании.
Вообще под масляной пленкой тоже нужно заниматься удалением окиси. Точно так же вы можете потереть наждачной бумагой, поцарапать скальпелем или использовать зазубренное жало. Более того, когда мне нужно было припаять радиатор охлаждения двигателя, я вычитал метод чипа. Берем гвоздь; подпилите его напильником, чтобы получить стальную стружку. Далее наносим масло на место пайки и насыпаем стружку.
Пайка vs пайка алюминияПаяльником с широким жалом пытаемся потереть место пайки, чтобы между жалом и алюминием была стружка. В случае с массивным радиатором я дополнительно подогрел место лужения термовоздушной паяльной станцией…
Затем каплей берем припой на жало, погружаем его в масло в месте пайки и снова растираем. Более того, для лучшего лужения мы можем добавить канифоль или другой флюс. Происходит так называемая наплавка под флюсом. Кроме того, в видео показана хорошая иллюстрация пайки алюминия маслом.
Более того, для лучшего лужения мы можем добавить канифоль или другой флюс. Происходит так называемая наплавка под флюсом. Кроме того, в видео показана хорошая иллюстрация пайки алюминия маслом.
Припой для пайки алюминия
Припой для алюминия Процесс пайки часто производится в основном из алюминия или цинка. Производители добавляют в состав различные добавки для улучшения свойств припоев: снижения температуры плавления, улучшения прочности, смачиваемости и т. д. Припои поступают к нам из Франции, Германии и Америки. Расскажу и про отечественные.
Паяльник для пайки алюминияПайка алюминия паяльником должна учитывать площадь спаиваемых деталей. Алюминий, как и медь, является хорошим проводником тепла, а значит, от паяльника должно исходить больше тепла, чем рассеивать его спаянные детали.
Жало паяльника лучше брать с большей площадью встречались упоминания о зубчатых жалох. Это делается для облегчения удаления оксидной пленки под масляным слоем.