Допустимые и недопустимые контакты металлов. Популярные метрические и дюймовые резьбы / Хабр
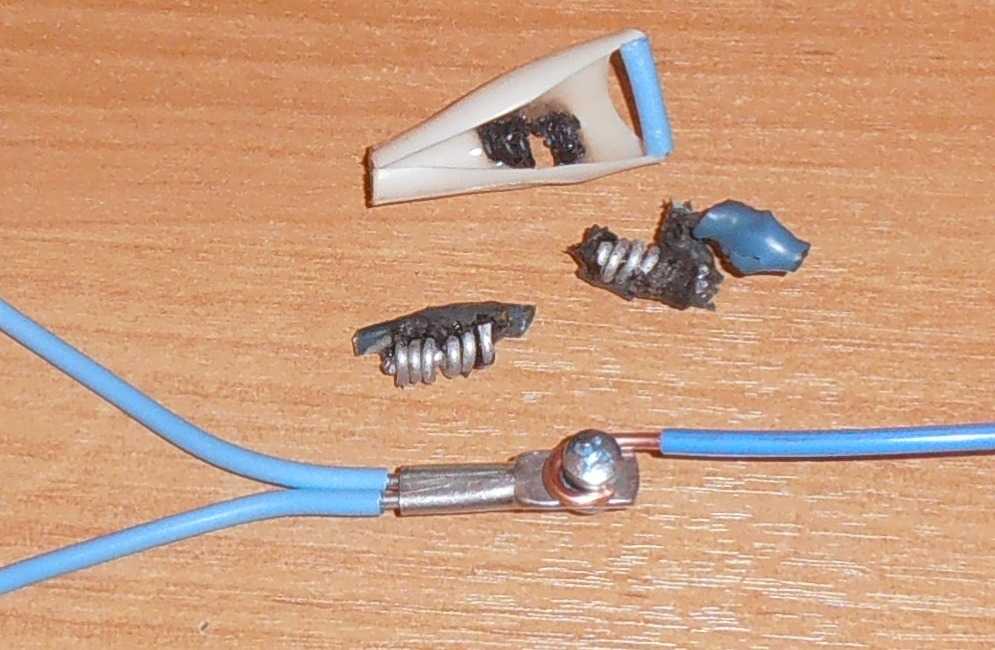
Электронику часто называют наукой о контактах. Многие знают, что нельзя скручивать между собой медный и алюминиевый провода. Медная шина заземления или латунная стойка для платы плохо сочетаются с оцинкованными винтиками, купленными в ближайшем строительном супермаркете. Почему? Коррозия может уничтожить электрический контакт, и прибор перестанет работать. Если это защитное заземление корпуса, то прибор продолжит работу, но будет небезопасен. Голая алюминиевая деталь вообще может постепенно превратиться в прах, если к ней приложить даже низковольтное напряжение.
Доступные нам металлы не ограничиваются только медью и алюминием, существуют различные стали, олово, цинк, никель, хром, а также их сплавы. И далеко не все они сочетаются между собой даже в комнатных условиях, не говоря уже о жёстких атмосферных или морской воде.
В советских ГОСТах было написано почти всё о допустимых контактах металлов, но если изучение чёрно-белых таблиц из 1000 ячеек мелким шрифтом утомляет, то правильный ответ на «медный» вопрос — нержавейка, либо никелированная сталь, из которой, кстати, и сделан почти весь «компьютерный» крепёж. В эпоху чёрно-белого телевидения были другие понятия об удобстве интерфейса, поэтому для уважаемых читателей (и для себя заодно) автор приготовил цветную шпаргалку.
В эпоху чёрно-белого телевидения были другие понятия об удобстве интерфейса, поэтому для уважаемых читателей (и для себя заодно) автор приготовил цветную шпаргалку.
И, раз уж зашла речь о металлообработке, заодно автор привёл таблицу с популярными в электронике резьбами и соответствующими свёрлами, отобрав из объёмных источников наиболее релевантное по тематике портала. Не все же здесь слесари и металлурги, экономьте своё время.
Преамбула
Да, в век 3D-печати популярность напильника с лобзиком несколько потускнела. Но клетка Фарадея для РЭА по-прежнему является преимуществом, не забываем и про защитное заземление. Да, для печати корпусов РЭА уже доступен электропроводный (conductive) ABS-пластик, но судя по источнику, его удельное сопротивление примерно в миллион раз больше меди. Дескать, пыль уже не липнет, но для заземления всё равно многовато. Напечатать же стальные детали корпуса ПК в домашних условиях пока никак невозможно, да мы и алюминий-то с оловом никак не освоим…
Что же делать? Нашему брату приходится действовать методом Микеланджело, используя для творчества вместо каменной глыбы купленные в DIY-магазине заготовки, либо вообще старые корпуса ПК. Работая как-то с корпусом от старого сервера IBM из шикарной миллиметровой стали, автор впал в ступор, потому что имеющаяся резьба была крупнее М3, но мельче #6-32 (позже выяснилось, что это М3,5). Зачем вообще понадобилось в 2003-м году использовать метизы М3,5, останется загадкой, но о существовании дробной метрической резьбы автор даже не подозревал.
Работая как-то с корпусом от старого сервера IBM из шикарной миллиметровой стали, автор впал в ступор, потому что имеющаяся резьба была крупнее М3, но мельче #6-32 (позже выяснилось, что это М3,5). Зачем вообще понадобилось в 2003-м году использовать метизы М3,5, останется загадкой, но о существовании дробной метрической резьбы автор даже не подозревал.
UPD
Для моддеров, кстати, рынок предлагает новые, удобные инструменты арсенала домашней мастерской, и про один из них (осциллорез) я рассказываю в отдельной публикации. Арсенал принадлежностей прекрасно дополнит более привычные циркулярные мини-пилы (aka «дремели»), а отсутствие эффекта «запрессовки зубьев» упростит обработку вязких металлов типа меди и алюминия. Инструмент лёгкий, не такой неуклюжий и опасный, как «болгарка». Можно пилить металл практически на уровне носа и без риска получить рубящий удар от заклинившего или осколок от «взорвавшегося» диска. А так бывает в красочно описанных уважаемыми читателями случаях с УШМ: 300-граммовый блин «болгарки» делает 200 оборотов в секунду, потребляя до 2кВт электричества, и требует чуть ли не костюм сапёра.
Допустимые и недопустимые контакты металлов по ГОСТ 9.005-72
DISCLAIMER: Предоставляется «как есть». Если уважаемый читатель занимается моделизмом, автомобилизмом или робототехникой, в ГОСТе также приведены: Таблица №2 для жестких и очень жестких атмосферных условий, Таблица №3 для контактов, находящихся в морской воде. Ниже я предлагаю выдержку из Таблицы №1 для средних атмосферных (т.е. комнатных) условий. Буква «А» означает «ограниченно допустимый в атмосферных условиях», подробности в самом ГОСТе.
Кликабельно (спасибо, НЛО):
UPD:
Ещё цветные шпаргалки (благодарю greatvovan):
для средних атмосферных условий
для жестких и очень жестких атмосферных условий
Пара слов о металлах
Металлурги, поправляйте, если что не так. Коррозия очень объёмная и сложная тема, и я не претендую на полноту её освещения. Я лишь даю выборочные зарисовки, чтобы сформировать у читателя нужные ассоциативные ряды.
Коррозия очень объёмная и сложная тема, и я не претендую на полноту её освещения. Я лишь даю выборочные зарисовки, чтобы сформировать у читателя нужные ассоциативные ряды.
Оцинковка
Оцинкованная сталь — основная рабочая лошадка народного хозяйства. В виде различных метизов «оцинковка» встречается в магазинах стройматериалов гораздо больше, чем, например, «премиумная» нержавейка. Фабричные корпуса ПК, технологические ящички и шкафчики для оборудования чаще всего выполнены из оцинкованной холоднокатанной стали толщиной порядка 1мм (чем дешевле корпус, тем тоньше лист). «Оцинковка» достаточно прочна и хорошо проводит ток, в промышленности требуется заземление. Если разрезать корпус, то под слоем краски какого-нибудь унылого RAL7035 будет тончайшее цинковое покрытие, а под ним, скорее всего, та самая углеродистая холоднокатанная сталь. Лично у меня нет причин не доверять ГОСТ 9.005-72, поэтому после колхозинга фабричных изделий вообще не рекомендую делать электрический контакт на месте среза стали, лучше постарайтесь сберечь цинковое покрытие.
Алюминий
Алюминий и его сплавы бывают анодированные (с защитным слоем) и обычные (неанодированные). Алюминий легко обрабатывать в домашних условиях, но помните о коррозии. Не используйте голый алюминий в качестве проводника даже с низковольтным напряжением, иначе ток медленно обратит деталь в прах. Обработанным в мастерской алюминиевым и дюралюминиевым деталям показана полная
 Для простоты можно принять, что при контакте с другими металлами и покрытиями алюминий будет корродировать сам по себе, без помощи внешнего электричества.
Для простоты можно принять, что при контакте с другими металлами и покрытиями алюминий будет корродировать сам по себе, без помощи внешнего электричества.Витая пара из омедненного алюминия (Copper Clad/Coated Aluminium, CCA) — это отдельная история, в домашних условиях кабель всё равно не производится.
Медь
Медь мягкая и довольно неаппетитно окисляется на воздухе, поэтому изделия из меди заключают в герметичную оболочку или лакируют. Латунные бляхи солдатских ремней и стойки для электронных печатных плат лучше сопротивляются окислению и выглядят аппетитнее позеленевшей меди, особенно если их периодически полировать (я про бляхи, конечно). При этом ни медь, ни её сплав с цинком (латунь) «не дружат» с чистым цинком и его покрытиями. Зато медь совмещается с хромом, никелем и нержавейкой. А если вы держите в руках какую-нибудь клемму, то она наверняка из лужёной (покрытой оловом) меди.
Олово
Олово мягкое, но зато стойкое к коррозии (в комнатных условиях) и электрически совместимое почти со всеми, кроме чугуна, низколегированных и углеродистых сталей, магния.
UPD:
На холод изделие выносить нельзя, а при минусовых температурах лучше не эксплуатировать вообще.
Никель
Никелем покрыты блестящие «компьютерные» винтики. Такое покрытие совместимо с медью и бронзой, латунью, оловом, хромом и нержавеющей сталью. Никель несовместим с цинком и алюминием (для алюминия лучше контакт с нержавеющей сталью, см. ниже).
Нержавейка
Нержавеющая сталь — королева металлов сталей: прочная, пластичная, стойкая к коррозии, электропроводная, круто выглядит. Слишком тугая, чтобы резать и гнуть её дома в промышленных масштабах. Хромистые и хромисто-никелевые нержавейки электрически плохо совместимы с цинком и «голой» сталью, зато дают надёжный контакт с медью без помощи олова.
Пара слов про case modding
Если вы занимались сборкой ПК, то наверняка знаете, что болтики для монтажа приводов CD/DVD, «ноутбучных» дисков 2.5″ и флоппи-дисководов (ха-ха) используют метрическую резьбу M3. В корпусах ПК и жёстких дисках 3.5″ используется более грубая дюймовая резьба #6-32 UNC. Почему? Мягкий металл любит более грубую резьбу, к тому же адепты дюймовой системы пока лидируют на рынке технологий. Стойка 19″ использует (вы не поверите) дюймы в качестве основной меры, однако для монтажа оборудования я встречал только оцинкованные клетевые шайбы и винты с метрической резьбой М6. Дюймово-метрический дуализм в технологиях…
Обустройство своей инженерной кухни я начал с того, что купил защитные очки, набор качественных свёрл по металлу, небольшой вороток и метчики на резьбы M3 и #6-32 UNC, а заодно M4 и M6. Плашки не понадобились.
Плашки не понадобились.
Популярые виды резьбы, используемой в компьютерной технике
ГОСТ 19257-73 рекомендует использовать следующие диаметры свёрл для металлов. Наверное, стоит учитывать и количество метчиков в наборе: чем твёрже материал, тем больше необходимость в «предварительных» метчиках. У меня их по три штуки, два «грубых» и один «финишный». А как правильно, кстати?
UPD
А как правильно — читайте комментарии, на публикацию-таки зашли мастера слесарного дела, только я не успел отсортировать всю информацию. Пользователь golf2109 любезно принёс сюда прямо из мастерской два правых столбца таблицы для обозначения того, как мягкость (вязкость) металла влияет на диаметр отверстия под резьбу, благодарю за поддержку.
| Диаметр резьбы | Стандартный шаг, мм | Диаметр сверла, мм | ||
| ГОСТ | Fe | Al | ||
| M2 | 0. 4 4 |
1,6 | 1.5* (-0.1) | |
| M2,5 | 0.45 | 2.0 | 1.8* (-0.2) | |
| M3 | 0.5 | 2.3 (-0.2) | ||
| M3.5 | 0.6 | 2.9 | 2.7* (-0.2) | |
| M4 | 0.7 | 3.3 | 3.2 | 3.0 (-0.3) |
| M5 | 0.8 | 4.2 | 3.9 (-0.3) | |
| M6 | 1.0 | 5.0 | 4.9 | 4.6 (-0.4) |
| M8 | 1.25 | 6.8 | 6.7 | 6.3 (-0.5) |
| M10 | 1.5 | 8.5 | 8.0 (-0.5) | |
| #6-32 UNC | 0.794 | 2.85 | 2.7* | 2.5* (-0.35) |
* Я рискнул прикинуть калибры двух дополнительных свёрл для стали и алюминия там, где по ним у меня нет данных в источниках. Обратите внимание, резьба #6-32 UNC по наружному диаметру находится между M3 и M4, а по шагу резьбы вообще ближе к M5.
Обратите внимание, резьба #6-32 UNC по наружному диаметру находится между M3 и M4, а по шагу резьбы вообще ближе к M5.
UPD
Если сверлите что-то толще миллиметрового листа, читайте спойлер про СОЖ.
про СОЖ
Довольно большое значение и при сверлении, и при нарезании резьб имеет смазка и охлаждение обрабатываемых деталей и инструмента. Настоятельно рекомендую при подаче сверла не спешить и пользоваться техническими жидкостями. Режущая кромка сверла легко перегревается от сухой детали, и получается металлический отпуск. Поверьте, такой отпуск не нужен: он вызывает необратимые изменения в структуре металла и деградацию его прочностных свойств (сверло тупится гораздо быстрее, чем должно). Что делать? Вот несколько советов, которые автор встречал в разных местах.
Не сверлите большим сверлом сразу, разбейте операции примерно по 3мм: т.е. отверстие 10мм сперва проходим 3мм, потом 6мм.
Хорошенько отметьте отверстие керном. Одолжите у ребёнка пластилин, сделайте бортик вокруг планируемого отверстия так, чтобы получился мини-бассейн размером с монету. Если под рукой нет *вообще ничего*, хорошенько смешайте ложку подсолнечного масла с ложкой жидкого мыла и налейте в этот мини-бассейн, хуже не будет. Но если нужно просверлить насквозь, скажем, гирю 16кг, погуглите книгу народных рецептов «сож своими руками». Желаю всем начинающим удачной пенетрации: как говорится, берегите ваши свёрла-метчики смолоду, ведь их ждут новые идеи и интересные изобретения!
На известной китайской площадке можно приобрести «пальцевые» винтики (thumb screw), причём и на #6-32, и на M3. Материал и цвет разный.
Источники
» ГОСТ 9.005-72. Единая система защиты от коррозии и старения. Машины, приборы и другие технические изделия. Допустимые и недопустимые контакты металлов. Общие требования.
» ГОСТ 19257-73. Отверстия под нарезание метрической резьбы.Диаметры.
» Unified Coarse Thread ANSI B1.1 (резьбы UNC ANSI B1.1).
Медные контакты
Медь удовлетворяет всем требованиям к материалу для изготовления контактов, за исключением коррозионной стойкости и того, что оксиды меди имеют низкую проводимость. Медь является самым распространенным контактным материалом, используемым как для разборных, так и для коммутирующих контактов. В разборных соединениях применяют антикоррозионные покрытия рабочих поверхностей. Для производства контактов штамповкой используют листовую медь в виде медных листов или лент. Так же применяются шины, круглые прутки и проволока медная, которой придают нужную форму в мягком состоянии, затем готовые изделия термообработкой переводят в твердое.
Виды медных контактов
В коммутирующих контактах медь применяется при нажатиях свыше 3 Н для всех режимов работы, кроме продолжительного. Для продолжительного режима медь не рекомендуется, но если она применена, то следует принять меры по борьбе с окислением рабочих поверхностей. Медь может использоваться и для дугогасительных контактов. При малых контактных нажатиях (Р
Медь может использоваться и для дугогасительных контактов. При малых контактных нажатиях (Р
Плавка меди для контактов
Плавку шихты контактной меди марок М0 и Ml производят под слоем прокаленного древесного угля в огнеупорных тиглях в индукционных бессердечниковых печах емкостью до 150 кг, питаемых от ламповых высокочастотных генераторов типа МГП-102А мощностью до 100 кВт.
При появлении первых порций жидкого металла поверхность его засыпают измельченным боромагниевым шлакообразующим материалом с дозировкой 0,5 кг на 50 кг расплава меди. При расплавлении всей шихты металл перемешивают графитовым стержнем.
Нагретый до температуры 1180° С металл перед разливкой раскисляют присадкой фосфористой меди с содержанием фосфора 0,015%. Поверхность металла в разливочном ковше обязательно должна иметь угольно-шлаковый покров. Заливку производят через стопорное устройство в днище ковша до полного заполнения прибылей.
Контроль химического состава металла каждой плавки производится в спектральной лаборатории, а значение электрического удельного сопротивления проверяют в электроизмерительной лаборатории. Выбитые остывшие отливки очищают от оболочек легкими ударами деревянного молотка, после чего они направляются па дробеструйную очистку. Прибыли обрезают на ленточной пиле.
Выбитые остывшие отливки очищают от оболочек легкими ударами деревянного молотка, после чего они направляются па дробеструйную очистку. Прибыли обрезают на ленточной пиле.
Технология изготовления литых контактов с естественным воздушным охлаждением и с водяным охлаждением одинакова. При водяном охлаждении предусматривается встройка водоохлаждающих трубок в рабочие полости пресс-форм для модельного состава с обеспечением фиксирования консолей трубок, предотвращающего возможное их смещение при заполнении пресс-формы модельным составом и последующих операциях.
В аппаратах с алюминиевыми токопроводами места контактирования обычно плакируют тонкостенными медными накладками. Электрическое соединение медных накладок с алюминиевым телом контакта осуществляют точечной холодной сваркой. В основе холодной сварки металлов лежит способ сближения двух освобожденных от жировых, масляных и оксидных пленок металлических поверхностей на атомные расстояния, приводящие к вступлению в действие молекулярно-атомных сил сцепления с образованием цельнометаллического соединения.
+7(495)988-30-04
Дополнительные мобильные телефоны —
+7(915)332-61-30 +7(916)328-86-67
МЕДЬ
- МЕДНЫЙ ПРОКАТ
- СВОЙСТВА МЕДИ
- ГОСТы на МЕДЬ
- Контакты и реквизиты
- РАСЧЁТ ВЕСА МЕТАЛЛА
МЕТАЛЛОПРОКАТ
- ЛАТУНЬ
- МЕДЬ
- БРОНЗА
- АЛЮМИНИЙ
- ТИТАН
- ОЛОВО
- НИКЕЛЬ
- ЦИНК
- РАСЧЁТ ВЕСА МЕТАЛЛА
Медно-алюминиевые соединения | Физика Фургон
Категория Выберите категориюО фургоне физикиЭлектричество и магнитыВсе остальноеСвет и звукДвижение вещейНовая и захватывающая физикаСостояния материи и энергииКосмосПод водой и в воздухе
Подкатегория
ПоискЗадайте вопрос
Последний ответ: 31.10.2011
В:
Я работаю обходчиком в энергетической компании и постоянно устанавливаю электрические соединения между медью и алюминием. У меня на работе есть теория, что алюминий должен ложиться поверх меди. Это правда? И если да, то почему? Какая разница быть выше или ниже. Я посмотрел на гальваническую коррозию и понял процесс, при котором анод (думаю, медь) распадается на катод (алюминий) в присутствии электролита. Но что я не могу найти, так это причину, по которой они должны быть в определенном порядке. Большое спасибо за вашу помощь, я с нетерпением жду вашего ответа.
У меня на работе есть теория, что алюминий должен ложиться поверх меди. Это правда? И если да, то почему? Какая разница быть выше или ниже. Я посмотрел на гальваническую коррозию и понял процесс, при котором анод (думаю, медь) распадается на катод (алюминий) в присутствии электролита. Но что я не могу найти, так это причину, по которой они должны быть в определенном порядке. Большое спасибо за вашу помощь, я с нетерпением жду вашего ответа.
— Дэн (21 год)
Guilderland NY
A:
Под «сверху» я предполагаю, что вы имеете в виду на самом деле выше, а не дальше от какой-то опорной конструкции. Я не могу придумать какой-либо простой причины, по которой это имело бы значение, поскольку задействованные гравитационные силы очень слабы по сравнению с локальными электрическими и химическими эффектами. Я могу придумать одну причину, по которой это может иметь значение. В нижней части скапливается больше воды. Возможно, по какой-то причине большее количество мокрого алюминия хуже, чем большее количество мокрой меди. Есть ли у ваших коллег понимание того, почему это должно иметь значение?
Есть ли у ваших коллег понимание того, почему это должно иметь значение?
Хотя это не сильно помогло, возможно, публикация этой статьи вызовет больше компетентных комментариев от других читателей.
Mike W.
(опубликовано 31.10.2011)
Дополнение №1: коррозия меди/алюминия вершина. Например, в системе «звезда» есть нейтральный провод, идущий от полюса к полюсу, для которого мы используем алюминий. При заземлении у нас есть медь. Таким образом, конец медного провода можно соединить выше или ниже алюминиевой нейтрали. Я не могу исследовать какие-либо веские доказательства того, почему это имеет значение.
— Дэн (21 год)
A:
Упс- В первом ответе я поменял местами два металла — исправил.
Кто-нибудь из электрохимиков может помочь?
Mike W.
(опубликовано 02.11.2011)
Дополнение №2: коррозия алюминия над медью объясняется в публикации BURNDY «Теория и применение разъемов». Следующее обсуждение посвящено конкретному заданному вопросу.
 Так называемое правило ABC — алюминий ‘медь Бове (которое также может быть анодом ‘ катодом Бове, но никто не помнит, что есть что) было создано как эмпирическое правило, относящееся конкретно к физическим расположение разнородных металлов на открытом воздухе (например, воздушные распределительные линии). Для этого обсуждения имейте в виду, что алюминий очень аноден по отношению к меди и, в некоторой степени, ко всем другим металлам, обычно используемым в нашей системе подачи энергии и вокруг нее. При наружном применении капли дождя будут собирать ионные соли с катодного материала. Если катодный материал физически расположен над анодным материалом, миниатюрные катоды, содержащиеся в каплях, будут стекать на анод. Каждая капля содержит все необходимые компоненты для создания небольших гальванических элементов (или электролитических элементов), которые сильно разъедают анод. Таким образом, катодные капли будут «поглощать» анод с течением времени по мере того, как анодный материал подвергается коррозии.
Так называемое правило ABC — алюминий ‘медь Бове (которое также может быть анодом ‘ катодом Бове, но никто не помнит, что есть что) было создано как эмпирическое правило, относящееся конкретно к физическим расположение разнородных металлов на открытом воздухе (например, воздушные распределительные линии). Для этого обсуждения имейте в виду, что алюминий очень аноден по отношению к меди и, в некоторой степени, ко всем другим металлам, обычно используемым в нашей системе подачи энергии и вокруг нее. При наружном применении капли дождя будут собирать ионные соли с катодного материала. Если катодный материал физически расположен над анодным материалом, миниатюрные катоды, содержащиеся в каплях, будут стекать на анод. Каждая капля содержит все необходимые компоненты для создания небольших гальванических элементов (или электролитических элементов), которые сильно разъедают анод. Таким образом, катодные капли будут «поглощать» анод с течением времени по мере того, как анодный материал подвергается коррозии. Говоря о соединении, описанном в вопросе, с медным проводом, расположенным сверху, дождь будет смывать соли меди на алюминий, коррозия алюминиевого разъема очень быстро. Даже с оксидным ингибитором потеря алюминиевого материала из-за постоянного гальванического воздействия ухудшит силу зажима соединения и точки контакта. Результатом чаще всего является преждевременное выгорание, хотя при растяжении может также произойти физический разрыв ослабленного алюминиевого материала. Когда алюминий помещается сверху, гальванический элемент переключается, и оба материала прослужат НАМНОГО дольше. На самом деле соединение все еще будет подвергаться коррозии, поскольку трудно предотвратить осаждение воды на границе раздела алюминий-медь. Конечно, скорость коррозии зависит от воздействия, частоты и даже температуры влажных условий. Вот почему рекомендуется по возможности использовать одинаковые материалы (т. е. медь-медь, алюминий-алюминий). Однако в тех случаях, когда соединение разнородных металлов абсолютно неизбежно (а такие случаи случаются), правило ABC работает, чтобы увеличить срок службы соединения.
Говоря о соединении, описанном в вопросе, с медным проводом, расположенным сверху, дождь будет смывать соли меди на алюминий, коррозия алюминиевого разъема очень быстро. Даже с оксидным ингибитором потеря алюминиевого материала из-за постоянного гальванического воздействия ухудшит силу зажима соединения и точки контакта. Результатом чаще всего является преждевременное выгорание, хотя при растяжении может также произойти физический разрыв ослабленного алюминиевого материала. Когда алюминий помещается сверху, гальванический элемент переключается, и оба материала прослужат НАМНОГО дольше. На самом деле соединение все еще будет подвергаться коррозии, поскольку трудно предотвратить осаждение воды на границе раздела алюминий-медь. Конечно, скорость коррозии зависит от воздействия, частоты и даже температуры влажных условий. Вот почему рекомендуется по возможности использовать одинаковые материалы (т. е. медь-медь, алюминий-алюминий). Однако в тех случаях, когда соединение разнородных металлов абсолютно неизбежно (а такие случаи случаются), правило ABC работает, чтобы увеличить срок службы соединения. Гэри Ди ТрояМенеджер проекта IMPLOBURNDY LLC
Гэри Ди ТрояМенеджер проекта IMPLOBURNDY LLC — Gary Di Troia
Atlanta, GA USA
A:
Большое спасибо за прекрасное описание!
Mike W.
(опубликовано 27.04.2015)
Последующее наблюдение на этом ответе
Связанные вопросы
Плазма и электричество
Bumpy Eggshells
292. раствор
удаление пластиковых микрошариков
сопротивление натянутой проволоки
Потеряющая деионизированная вода
Ключевой извести и энергия
Никель-хрома в детекторе металлов
Сопротивление против температуры
Объем Sugar Discolole in Water
5. Объем Sugar Discolole in Water
5.
Вопросы и ответы по Expore в смежных категориях
- Химия
- Проводимость и сопротивление
В контакте с другими металлами
Дом » Горячее цинкование (HDG) » Как долго длится HDG? » В контакте с другими металлами
Там, где цинк вступает в контакт с другим металлом, существует вероятность коррозии через биметаллическую пару.
 Степень коррозии зависит от положения другого металла по отношению к цинку в гальваническом ряду и в меньшей степени от относительного размера площади поверхности двух контактирующих металлов.
Степень коррозии зависит от положения другого металла по отношению к цинку в гальваническом ряду и в меньшей степени от относительного размера площади поверхности двух контактирующих металлов.Каждый раз, когда биметаллическая сборка содержит металлические системы, подверженные гальванической коррозии, необходимо тщательно учитывать соотношение площади катода и площади анода. Коррозионный ток, протекающий между катодом и анодом, не зависит от площади, но скорость проникновения на аноде зависит от тока на единицу площади, то есть от плотности тока. Поэтому нежелательно иметь большую поверхность катода в контакте с малой поверхностью анода. Скорость проникновения коррозии увеличивается по мере увеличения отношения площади поверхности катода к площади анода.
Например, при использовании голой стальной пластины с цинковой заклепкой отношение площади поверхности катода к площади поверхности анода велико, и заклепка быстро выйдет из строя из-за ускоренной коррозии. При соединении цинковой пластины с заклепкой из нержавеющей стали соотношение площадей между катодом и анодом меняется на противоположное, и хотя затрагивается большая площадь поверхности, глубина проникновения невелика; крепеж не должен выйти из строя из-за коррозии.

Поведение гальванизированных покрытий при контакте с различными металлами обобщено в таблице ниже. Приведенная информация предназначена для того, чтобы избежать ситуаций, когда может возникнуть коррозия при контакте оцинкованных поверхностей с другим металлом.
Следующая информация содержит более подробную информацию о других распространенных металлах, используемых в строительстве, которые могут контактировать со сталью, оцинкованной горячим способом. Для получения более подробной информации о гальванической коррозии и горячем цинковании при контакте с разнородными металлами см. нашу основную страницу «Разнородные металлы в контакте».
Медь и латунь
Если при установке требуется контакт между оцинкованными материалами и медью или латунью во влажной среде, может произойти быстрая коррозия цинка. Даже сточные воды с медных или латунных поверхностей могут содержать достаточно растворенной меди, чтобы вызвать быструю коррозию. Если использование меди или латуни в контакте с оцинкованными предметами неизбежно, следует принять меры предосторожности для предотвращения электрического контакта между двумя металлами.
 Стыки следует изолировать непроводящими прокладками; соединения должны выполняться с помощью изолирующих крепежных деталей типа втулки. Конструкция должна обеспечивать, чтобы вода не рециркулировала, а вода текла от оцинкованной поверхности к поверхности из меди или латуни, а не наоборот.
Стыки следует изолировать непроводящими прокладками; соединения должны выполняться с помощью изолирующих крепежных деталей типа втулки. Конструкция должна обеспечивать, чтобы вода не рециркулировала, а вода текла от оцинкованной поверхности к поверхности из меди или латуни, а не наоборот.Другие цинковые покрытия
Электрохимическая коррозия не опасна при контакте оцинкованной стали с другими цинковыми покрытиями. Общие примеры включают использование механически оцинкованных болтов для соединения высокопрочной конструкционной стали HDG, а также соединения между металлизированными балками моста и оцинкованными поперечинами. Поскольку толщина цинкового покрытия напрямую связана с долговечностью покрытия, компонент с самым тонким цинковым покрытием будет первым подвергаться коррозии.
Окрашенная сталь
Теоретически сталь HDG можно успешно комбинировать с окрашенной сталью, но это предполагает прочное лакокрасочное покрытие, за которым тщательно ухаживают.
 Предпочтительно красить оба металла, чтобы свести к минимуму воздействие гальванического покрытия в случае повреждения окрашенных компонентов или воздействия погодных условий.
Предпочтительно красить оба металла, чтобы свести к минимуму воздействие гальванического покрытия в случае повреждения окрашенных компонентов или воздействия погодных условий.Алюминий
При использовании в средах с коррозионной активностью от слабой до умеренной и/или при влажности от слабой до умеренной контакт между оцинкованной поверхностью и алюминием вряд ли вызовет существенную инкрементальную коррозию. Однако в очень влажных условиях или в коррозионной среде (включая атмосферу, близкую к водоемам с соленой водой) эти материалы могут потребовать электрической изоляции друг от друга, чтобы конструкция функционировала должным образом.
Нержавеющая сталь
При использовании в средах с коррозионной активностью от слабой до умеренной и/или при влажности от умеренной до умеренной контакт между оцинкованной поверхностью и нержавеющей сталью вряд ли вызовет существенную инкрементальную коррозию. Однако в очень влажных условиях или в коррозионной среде (включая атмосферу, близкую к водоемам с соленой водой) эти материалы могут потребовать электрической изоляции друг от друга, чтобы конструкция функционировала должным образом.
Атмосферостойкая сталь
Когда оцинкованные болты используются на атмосферостойкой стали, цинк сначала жертвует собой, пока на атмосферостойкой стали не образуется защитный слой ржавчины. Как только этот слой ржавчины образуется, он образует изолирующий слой, который предотвращает дальнейшее жертвенное воздействие цинка. Цинковое покрытие должно быть достаточно толстым, чтобы продержаться до образования слоя ржавчины, обычно несколько лет. Большинство болтов с горячим цинкованием имеют достаточное цинковое покрытие, чтобы продержаться до тех пор, пока на атмосферостойкой стали не образуется защитный слой ржавчины, с минимальной потерей срока службы покрытия.
HDG и черная арматура в бетоне
I , если оцинкованная сталь и черная сталь предназначены для соединения в бетоне между различными слоями сетки открытой панели или только верхней частью арматуры в свайном фундаменте в грунте, с ускорением коррозия цинка возникает после депассивации оцинкованной арматуры в бетоне 10 .