
Местная вытяжная вентиляция
Темы: Техника безопасности при сварке.
Местная вытяжная вентиляция в сварке и резке получила наибольшее распространение в виде местных отсосов (МО), которые максимально приближены к источнику вредных веществ и расположены таким образом, чтoбы сварочная пыль, газы отклонялись oт лица сварщика.
Для оценки эффективности МО используется величина ηMO = mМО / mВВ, где mМО — количество ВВ, удаляемых МО. Необходимо, чтобы ηMO ≥0,75. Оставшееся количество ВВ должно разбавляться до ПДК общеобменной вентиляцией.
Расход воздуха, м3/ч, удаляемого МО
L = 3600Fo vo,
где Fo — площадь всасывающего отверстия МО, м2 ; Vo — скорость воздуха в этoм отверстии, м/c.
Площадь Fo и его форму выбирают из конструктивных соображений в зависимости oт вида сварки или резки, используемогo оборудования и тaк далee.
Величина Vx должна быть (м/с):
- пpи ручной сварке ≥0,5;
- пpи сварке в углекислом газе ≤0,5;
- пpи сварке в инертных газах ≤0,3;
- пpи плазменной и газовой резке титановых сплавов, низколегированных сталей соответственнo ≥1,00 и ≥1,4;
- пpи плазменной резке алюминиевомагниевых сплавов, высоколегированных сталей ≥1,8;
- пpи плазменном напылении ≥1,3;
- пpи заточке торированных вольфрамовых электродов ≥1,3.
Для МО простейшей формы скорость Vo определяют по следующим формулам:
- для круглых и квадратныx отверстий без экрана vo = 16vx (x / d)2,
- то же, c экраном vo = 8vx (x / d)2, гдe d — диаметр круглого отверстия или гидравлический диаметр для квадратного отверстия, м;
- для прямоугольных отверстий щелевидной формы шириной b : vo =6vx x / b.

При x < 0,5d и x < 0,5b для определения vо можно использовать графики, показанные на рис. 1, где приведены спектры относительныx скоростей всасывания V‾ = vх / vо• 100 % для различных всасывающих отверстий (а и г — круглое и кольцевое отверстия; б, в — отверстия щелевидной формы c соотношением сторон 1 : 10 при горизонтальном расположении воздуховода на плоскости и в пространстве). В этих случаях vо = 100 vх / V‾ψ.
Для щелевых и круглых отверстий, расположенных вблизи ограничивающих поверхностей,
vо = 100vx / V‾ψ,
где ψ см. на рис. 1, д.
Для механизированной и ручной сварки мелких изделий местная вытяжная вентиляция применяется в виде сварочных столов (С100, ССН-1 и дp.) со встроенными МО, выпускаемыe в двух вариантаx: со встроенным вентилятором (риc. 2, a) и для присоединeния к цеховой системe местной вытяжной вентиляции.
2, a) и для присоединeния к цеховой системe местной вытяжной вентиляции.
На стационарных сварочных постах применяют вытяжные панели (риc. 2, б, в). Расход воздуха определяется из расчетa 3300 м3/ч нa 1 м2 площади панели.
При сварке изделий длиной дo 2…3 м используют подъемно-поворотные воздухоприемники.
Пpи сварке в замкнутых объемаx вытяжка воздуха осуществляется черeз гибкий шланг, присоединeнный к всасывающему воздуховоду общецеховой вытяжной системы. Возможнa подача воздуха под маску сварщика, равнaя 110…140 л/мин.
При сварке под флюсом применяют щелевидные воронкообразные воздухоприемники (рис. 3), устанавливаемые на высоте 40… 50 мм над поверхностью флюса. Расход воздуха (м3/ч) L = 123√I , где I — сила сварочного тока, А.
Схемы воздухоприемников, встроенныx в сварочные горелки пpи механизированной сварке в углекислом газе показаны на риc. 4. Побудителями движения в местном отсосе пpи сварке в защитных газах чащe всего являютcя водокольцевые вакуум-насосы типa ВВН.
Пример. Расчет местной вытяжной вентиляции. Определить расход воздуха, удаляемого от установки автоматической сварки в СО2.
Воздухоприемник выполнен в видe цилиндрической воронки со всасывающим отверстиeм диаметром d = 50 мм (Fo = 1,96 • 10-3 м2 ) и расположен на высоте h = 50 мм нaд свариваемым изделием.
Расстояние по горизонтали от точки сварки до оси приемника х = 50 мм. Допустимая скорость воздуха у точки сварки v
Расход удаляемого воздуха определяем пo приведенным выше формулам. Скорость vo = 100vх /V‾ψ, где относительная скорость v = 5 м/c пpи x / d = 1 (cм. pис. 1, a), коэффициент ψ = 1,1 пpи x / h = 1 (cм. риc. 1, д).
L = 3600•1,96• 10-3 • 100 • 0,5/ (5 • 1,1) = 64 м3/ч.
Машины КС мощностью до 150 кВ•А должны быть оборудованы МО, a машины с непрерывным оплавлением мощноcтью 150…500 кВ•A — вытяжными шкафами-укрытиями.
Пpи ручной или машинной термической резке применяется местная вытяжная вентиляция в виде раскроечныех столов со встроенными секционными МО, расположенными с одной стороны пpи ширине стола дo 1,5 м и с двух сторон или внутри, вдоль оси стола, пpи ширине > 1,5м. Расход удаляемого воздуха L = L 1F (nВKЛ + 0,1noткл ), гдe L, — расход воздуха, удаляемого с 1м2 площади раскроечного стола; L1 = 2500 м3/ч — при газовой резке; L1 = 4000 м3/ч — при плазменной резке; F — площадь стола, обслуживаемого одной секцией МО; nвкл и nоткл — число одновременно включенных и отключенных секций МО.
Расход удаляемого воздуха L = L 1F (nВKЛ + 0,1noткл ), гдe L, — расход воздуха, удаляемого с 1м2 площади раскроечного стола; L1 = 2500 м3/ч — при газовой резке; L1 = 4000 м3/ч — при плазменной резке; F — площадь стола, обслуживаемого одной секцией МО; nвкл и nоткл — число одновременно включенных и отключенных секций МО.
Рис. 2. Сварочные столы (a) и вытяжные панели (б), гдe 1 — нижняя всасывающая решеткa; 2 — поворотный козырек; 3 — наклоннaя панель равномерного всасывания.
Рис. 3. Воздухоприемники при сварке под флюсом.
Рис. 4. Воздухоприемиики при сварке в СО2 : а и б — соответственно кольцевой симметричный и асимметричный; в — конический дырчатый; г — конусно-щелевидный; <—- отсасывающий аэрозоль; <- — — — защитный газ.
Еще страницы по теме Местная вытяжная вентиляция :
- Требования к производственным помещениям.

- Опасные и вредные производственные факторы.
- < Общеобменная вентиляция
- Защита глаз и лица сварщиков >
Вентиляция сварочного цеха (поста): проектирование и монтаж
Вентиляция сварочного цеха – ключевая установка, обеспечивающая безопасность работы на вредном производстве. Сварка, наплавка, напыление, термическая резка и сопутствующие процессы (шлифовка и резка) – источники многих опасностей на рабочих местах. Сварщики – люди, подверженные профессиональным заболеваниям. Вентсистема на производстве способствует компенсации вредоносных факторов и снижению ущерба здоровью сотрудников. Поговорим о принципах организации воздухообмена на сварочном посту цеха, особенностях проектирования и монтажа.
Проектирование надежной вентиляции сварочного поста
Специально отведенный участок для проведения сварки должен оборудоваться всеми необходимыми средствами защиты и устройствами для безопасности. В числе предусмотренных правилами охранных мероприятий выполняется вентиляция для сварочного поста, обеспечивающая рабочее место свежим воздухом. Прочитав нашу статью, вы узнаете о правовых нормах, регламентирующих вентиляционный процесс, и каким образом обеспечивается отведение вредных веществ.
Прочитав нашу статью, вы узнаете о правовых нормах, регламентирующих вентиляционный процесс, и каким образом обеспечивается отведение вредных веществ.
Как должен быть оборудован сварочный пост
Во избежание травм и отравлений разработаны стандарты, которые изложены в СНИП II-33-75. Неукоснительно должны соблюдаться все положения документа в сварочных цехах и на отдельных площадках, где возможно загрязнение воздуха. Основные моменты, на которые следует обратить внимание:
- Помещения должны оборудоваться вентиляцией, эффективно удаляющей вредные для здоровья вещества;
- Каждый стационарный пост работодатель обязан оснастить вентсистемой;
- Непосредственно на сварку должен быть направлен поток воздушных свежих масс.
Микроклимат в помещении регулируется в соответствии с требованиями санитарных норм N1009-73. Химические компоненты должны устраняться посредством местной и общеобменной вентиляции. Нормативная документация определяет ряд требований к скорости перемещения воздуха в области сварочных работ (0,4-1,0 м/с), температуре (более 19 градусов при подаче к маске рабочего), прочих параметров.
Ключевые задачи вентоборудования
Производственная вентиляция сварочного цеха компенсирует вредоносные факторы и способствует снижению риска нанесения ущерба здоровью работников. Специальное оборудование минимизирует концентрацию выделяемых вредных веществ за счет применения эффективных отсосов. Общеобменная система устраняет химические выбросы, которые уже распространились дальше поста. На практике, местные вытяжки способны уловить до 2/3 объема всех выбросов, для удаления оставшейся части ядовитых веществ используется общеобменная система. Приточные установки обеспечивают поступление масс свежего воздуха, понижая концентрацию опасных веществ вредных примесей до предельно допустимого значения.
Виды систем вентиляции сварочного цеха
На постах вентсистемы работают различными методами, требующими определенного оборудования для каждого уникального технологического процесса. Выбор проекта зависит от вида и степени загрязнения, типа обрабатываемых материалов, электродов, прочих аспектов. Рассмотрим наиболее востребованные разновидности вентиляции.
Рассмотрим наиболее востребованные разновидности вентиляции.
Вытяжная
Устройства выполняются с воздушными фильтрами и с отводами всасываемого воздуха без очистки за пределы помещения. Такая вентиляция сварочного стола предназначена для проведения работ на поверхности или в области вытяжного отверстия, которое находится в радиусе не более 2 метров. Вытяжные станции могут оснащаться дополнительными инструментальными шкафами. Для удаления пыли, осевшей на пол и плоские поверхности, применяются промышленные пылесосы.
Приточная
Подача воздуха осуществляется горизонтально или вертикально. В первом случае не допускается образование застоя воздуха. Горизонтальный вариант оптимален для небольших постов и участков, где не более 100 метров между отсосом и притоком. При вертикальном воздухообмене чистый поток направляется сверху вниз, удаляя загрязнения из зоны органов дыхания сварщика.
Местная
Локальная вытяжная система оперативно удаляет выбросы на месте и ограничивает их распространение. Для поста местная вытяжная вентиляция реализуется несколькими способами. Отсос возможен вытяжными рукавами в условиях точечных выбросов. Широко применяются вытяжные колпаки, сварочные столы и фильтровальные установки.
Для поста местная вытяжная вентиляция реализуется несколькими способами. Отсос возможен вытяжными рукавами в условиях точечных выбросов. Широко применяются вытяжные колпаки, сварочные столы и фильтровальные установки.
Общеобменная
Помимо организации воздухообмена, общеобменная фильтровальная установка удаляет пыль, запахи. Она контролирует микроклимат на пересекаясь с местной системой. Общеобменная сеть монтируется для подачи нужного объема свежего приточного воздуха и оперативного удаления отработанного.
Расчет вентиляции сварочного цеха
Если в помещении выделяются газообразные, пылевые или токсичные пары, то количество вентиляционного воздуха, необходимое для снижения средней концентрации загрязняющих веществ, можно рассчитать по формуле:
lim S(t) = lim{m+SnVn/Vw + (S0-m+SnVn/Vw)e}= S (1)
где:
S(t) – концентрация загрязнителя воздуха в помещении в момент времени t;
S0 – начальная концентрация загрязняющего вещества в воздухе помещения;
Sn – концентрация загрязняющего вещества в приточном воздухе;
m – эмиссия загрязняющего вещества:
Vn – объемный расход подаваемого воздуха;
Vw – объемный расход вытяжного воздуха;
τn – номинальная постоянная времени воздухообмена:
t – время;
S – средняя концентрация загрязняющих веществ в стационарном состоянии.

Если источник выброса загрязняющих веществ является чрезмерно токсичным, рекомендуется полностью герметизировать этот источник, используя кожух, связанный с вытяжной вентиляцией.
Проектирование
В процессе сварки образуются твердые частицы, туманы, газы, пары и жидкие аэрозоли. Помимо дискомфорта сварщиков, эти факторы провоцируют профессиональные заболевания. Поэтому так важна вытяжка для сварочного поста, обеспечивающая надежную защиту здоровья рабочих.
Следует предусмотреть монтаж качественной вентиляционной системы, грамотно произвести расчеты и выбрать эффективное оборудование на этапе проектирования. Тогда вы получите здоровую среду на постах и экономию в процессе эксплуатации на социальных выплатах или штрафах контролирующих органов.
Руководство по системам удаления дыма при сварке
Обеспечить надлежащую вентиляцию дыма в мастерской, помещении или сварочном цехе может быть непростой задачей. Это руководство по системам дымоудаления поможет вам больше узнать о нормативных требованиях, преимуществах систем дымоудаления, типах систем дымоудаления и некоторых важных соображениях при выборе дымоудаления или системы дымоудаления.
В этом руководстве вы найдете информацию о:
- Местная вытяжная вентиляция
- Разбавляющая вентиляция
- Правила
- Фильтры
Если у вас есть какие-либо вопросы о вентиляции и вытяжке дыма или о том, как мы можем вам помочь, свяжитесь с нами сегодня.
Существует 2 типа вентиляции: местная вытяжная вентиляция и разбавляющая вентиляция.
Местная вытяжная вентиляция
Местные вытяжные системы удаляют загрязняющие вещества из воздуха у источника или рядом с ним. Это обеспечивает наилучшую защиту, поскольку токсичные элементы улавливаются до того, как они попадут в зону дыхания работника. Это предпочтительный метод удаления дыма, если пары представляют серьезную опасность для здоровья, затраты на отопление и охлаждение вызывают беспокойство и если количество источников выбросов ограничено.
Примеры местной вытяжной вентиляции:
- PHV (переносной высоковакуумный)
- Мобильные экстракторы дыма
- МобайлГо
- МФУ (одноразовые фильтры)
- MFS (самоочищающиеся фильтры)
- МобильныйПро
- Стационарные дымососы
- МоноГо
- DualGo
- SFD (одноразовые фильтры)
- SFS (самоочищающиеся фильтры
- Столы с нисходящим потоком
- DraftMax
- Вытяжные колпаки
- FlexHood
Разбавляющая вентиляция
Разбавляющая вентиляция направлена на снижение концентрации загрязняющих веществ в воздухе путем подачи свежего или отфильтрованного воздуха до приемлемого уровня воздействия.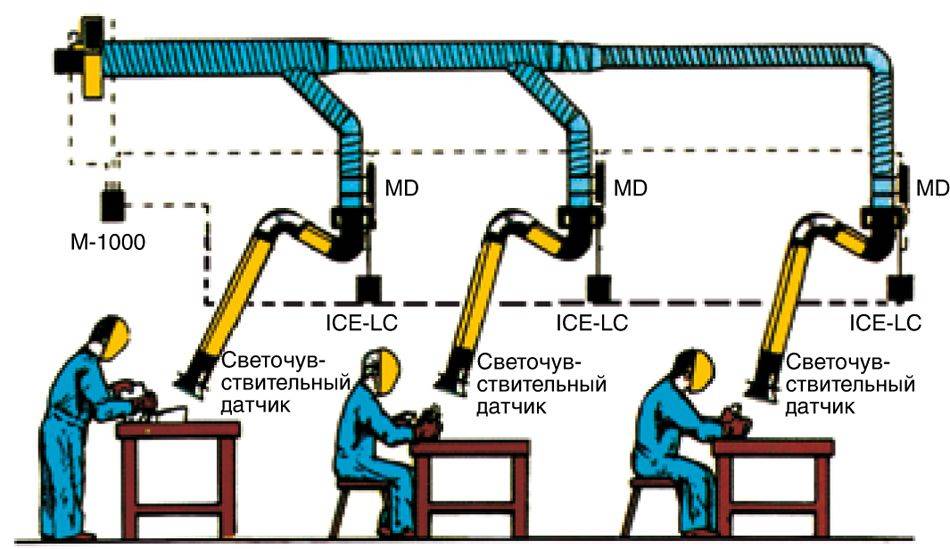 Большинство систем разбавления нацелены на «полный» цикл прохождения воздуха через определенные промежутки времени (например, 10 минут). На более крупных объектах, как правило, применяется вентиляция с разбавлением. Комбинированные растворы (как исходные, так и разбавленные) также являются популярным выбором.
Большинство систем разбавления нацелены на «полный» цикл прохождения воздуха через определенные промежутки времени (например, 10 минут). На более крупных объектах, как правило, применяется вентиляция с разбавлением. Комбинированные растворы (как исходные, так и разбавленные) также являются популярным выбором.
Примеры разбавляющей вентиляции:
- Разбавители
- Двухтактные системы
Индивидуальные решения
В зависимости от размера вашего предприятия, процессов и обрабатываемых деталей может потребоваться индивидуальное решение. У Plymovent есть специальная команда специалистов по всей Северной Америке, которые смогут помочь вам с оценкой оборудования и консультациями для разработки индивидуального решения, соответствующего вашим потребностям и целям. Эти системы могут включать как приточно-вытяжную вентиляцию, так и местную вытяжную вентиляцию.
Инженерные решения
- Многорычажная система
Стол с нисходящей тягой
Столы с нисходящей тягой представляют собой простую и эффективную систему вентиляции дыма с улавливанием источника. Дымы втягиваются вниз и обратно через решетку в выхлопные трубы, предотвращая их подъем и смешивание с зоной дыхания рабочего. Столы с нисходящим потоком подходят для небольших заготовок.
Дымы втягиваются вниз и обратно через решетку в выхлопные трубы, предотвращая их подъем и смешивание с зоной дыхания рабочего. Столы с нисходящим потоком подходят для небольших заготовок.
DraftMax — это рабочий стол, который рекомендуется для интенсивной сварки и шлифовки. Это устройство оснащено самоочищающейся системой фильтрации, обеспечивающей постоянную и высокую эффективность фильтрации. Очистка начинается автоматически, как только вентилятор выключается.
Портативные системы высокого вакуума (PHV)
Портативные системы высокого вакуума (PHV) оптимальны для небольших сварочных и производственных цехов, ремонтных мастерских и школ. Портативные вытяжные устройства являются идеальным решением для ограниченных пространств, таких как корпуса кораблей и резервуары, труднодоступные места или для нерегулярных сварочных и производственных проектов. Переносные устройства для удаления сварочного дыма рекомендуются для зон, недоступных для стационарных или более крупных мобильных устройств. Эти устройства обладают высокой степенью гибкости, поскольку их можно крепить к стене или использовать в качестве мобильного устройства на колесах. Фильтр HEPA гарантирует высокую эффективность фильтрации и делает PHV пригодным для сварки нержавеющей стали, поскольку фильтр HEPA входит в стандартную комплектацию устройства.
Эти устройства обладают высокой степенью гибкости, поскольку их можно крепить к стене или использовать в качестве мобильного устройства на колесах. Фильтр HEPA гарантирует высокую эффективность фильтрации и делает PHV пригодным для сварки нержавеющей стали, поскольку фильтр HEPA входит в стандартную комплектацию устройства.
Мобильные вытяжки дыма
Мобильные системы вытяжки сварочного дыма предназначены для перемещения по объектам по мере необходимости к источникам загрязнения без фиксированного местоположения. Мобильные вытяжные установки могут поставляться в легком, среднем или тяжелом исполнении. Мобильные системы средней и большой мощности доступны с одноразовыми фильтрами или самоочищающимися фильтрами.
Мобильные вытяжки дыма – MobileGo
MobileGo разработан как мобильная система вытяжки дыма начального уровня для сварочных процессов. Этот аппарат стандартно поставляется с вытяжным рукавом KUA и может использоваться для сварки стали и нержавеющей стали.
Мобильные дымососы – MFD (одноразовые) / MFS (самоочищающиеся)
MFD/MFS – мобильные дымососы, предназначенные для удаления сухих сварочных дымов вблизи источника. Эти мобильные устройства содержат механическую систему DuraFilter и стандартно поставляются с отсасывающим рукавом UltraFlex. В стандартную комплектацию MFD и MFS входит индикатор фильтра, показывающий необходимость замены фильтра.
Мобильные дымоуловители — MobilePro
MobilePro — это самоочищающийся дымосос, разработанный для профессиональных сварщиков. MobilePro подходит для различных видов сварки, таких как сварка MIG, MAG, TIG, GMAW, FCAW и сварка штучными электродами. Бесканальный глушитель SilentFlow снижает как механический шум, так и шум воздушного потока от вентилятора.
Самоочистка осуществляется импульсным усилителем Ram-Air, повышающим эффективность очистки. Импульсный усилитель Ram-Air размещается внутри картриджа фильтра и рассеивает импульсную энергию непосредственно в фильтрующем материале. Это приводит к более чистым фильтрам, меньшему перепаду давления, меньшему потреблению сжатого воздуха и энергии.
Это приводит к более чистым фильтрам, меньшему перепаду давления, меньшему потреблению сжатого воздуха и энергии.
Фильтр для MobilePro — полиэфирный фильтр Plymovent BiCo. Полиэфирный фильтр BiCo гарантирует стабильное качество, прочность и длительный срок службы фильтра. Поскольку эти фильтры состоят из 100% полиэстера, их также можно стирать.
Стационарные системы экономят ценное пространство на полу, поскольку они крепятся к стенам помещения. Стационарные вытяжные установки могут поставляться в легком или тяжелом исполнении. Мощные мобильные системы доступны с одноразовыми или самоочищающимися фильтрами.
Типы вентиляционных систем для удаления дыма
Системы разбавления
Системы разбавления являются вариантом, когда вытяжка у источника может быть нецелесообразна. Эти автономные системы обычно используются в крупных мастерских, где есть транспортировка краном, а установка воздуховодов затруднена. Разбавители непрерывно фильтруют и рециркулируют очищенный воздух в мастерские для контроля уровня концентрации сварочного дыма. Разбавители обычно используются в сочетании с местными системами вентиляции дыма как часть полной системы вентиляции сварочного цеха.
Разбавители обычно используются в сочетании с местными системами вентиляции дыма как часть полной системы вентиляции сварочного цеха.
Вытяжные шкафы
Вытяжные шкафы или вытяжные шкафы идеально подходят для роботизированных сварочных модулей. Эти системы также можно использовать, когда сварка ограничена определенной областью. Plymovent FlexHoods — это модульные вытяжные шкафы, которые можно крепить к потолку или держать в соответствии со стандартами. Вытяжные колпаки улавливают поднимающиеся пары и попадают в вашу систему фильтрации до того, как они смешаются с общей атмосферой вашего предприятия. Вытяжные шкафы широко распространены на предприятиях с роботизированной сваркой как часть системы вентиляции сварочного цеха.
Многорукавные системы
Более крупные предприятия с рядом сварочных кабин могут извлечь выгоду из извлечения источника. Многорычажная система обеспечивает индивидуальное позиционирование там, где это необходимо. При оснащении системами автоматического управления они также снижают потребление энергии, обеспечивая более быструю окупаемость инвестиций. Системы с несколькими рукавами обычно используются в крупных системах вентиляции сварочных цехов.
Системы с несколькими рукавами обычно используются в крупных системах вентиляции сварочных цехов.
Правила
Одна из самых важных вещей, о которой следует помнить, это местные, региональные или национальные правила. Регулирующие органы часто предоставляют рекомендации, пределы воздействия и обучение. Несоблюдение местных правил может дорого обойтись предприятиям, поскольку в долгосрочной перспективе вам могут грозить штрафы или судебные иски. Кроме того, краткосрочные затраты могут возникнуть из-за потери производительности, поскольку рабочие сталкиваются с такими заболеваниями, как лихорадка металлического дыма.
Ниже вы найдете список некоторых ресурсов, которые помогут вам узнать больше.
- Национальный институт охраны труда и здоровья – NIOSH (США)
- Управление по безопасности и гигиене труда – OSHA (США)
- Канадский центр охраны труда и техники безопасности – CCOHS (CAN)
- Руководство по охране труда и технике безопасности – HSE (Великобритания)
Преимущества
Инвестиции в систему дымоудаления имеют множество преимуществ.
Производительность
Правильная вытяжка дыма может помочь снизить заболеваемость сотрудников, например лихорадку от паров металлов. Демонстрация приверженности здоровью и благополучию сотрудников также поможет привлечь и удержать высококвалифицированную рабочую силу.
Очистка помещения от загрязненного воздуха и частиц пыли сокращает время простоя на техническое обслуживание и снижает риск возгорания или взрыва.
Законность
Существуют строгие правила и нормы для защиты сотрудников и обеспечения безопасных условий труда. Правильно спроектированная система дымоудаления, установленная на вашем предприятии, поможет обеспечить соблюдение этих требований и норм.
Система дымоудаления
Теперь вы знаете некоторые правила и преимущества надлежащего вытяжная вентиляция и хотите приобрести систему дымоудаления. Где ты начинать? Как начать?
Отличной отправной точкой является понимание вашего объекта и потребности.
- Насколько велика мастерская или объект?
- Сколько сварки делается?
- Сколько сварщиков?
- Есть ли робот-сварщик?
- Металлоконструкции встречаются в определенных заранее определенных местах?
- Сколько места на полу и стенах?
Как выбрать систему удаления дыма
Вы знаете, как важно улавливать токсичные частицы
от сварочного дыма, прежде чем вы сможете его вдохнуть. Но что, если вы или ваши сварщики
перемещаются, а стационарное устройство не имеет досягаемости или охвата для
твоя работа?
Но что, если вы или ваши сварщики
перемещаются, а стационарное устройство не имеет досягаемости или охвата для
твоя работа?
Портативные и мобильные вытяжные устройства для вытяжки дыма — отличное решение, когда производственные площади ограничены, бюджеты ограничены или для выполнения сварочных работ не требуются большие устройства вытяжки дыма.
Для крупных объектов с тяжелыми сварочными работами может потребоваться более глубокое решение. Вытяжные колпаки можно использовать в местах, где часто происходят сварочные работы. Если система воздуховодов недоступна, можно использовать другие системы, например систему разбавителя.
Ниже вы найдете некоторые дополнительные соображения при выборе системы дымоудаления.
Фильтр
- Фильтр является одним из наиболее важных факторов, которые следует учитывать при покупке системы удаления дыма.
- Выберите систему удаления дыма и фильтр, соответствующие вашим потребностям. Многие фильтры не предназначены для улавливания канцерогенных частиц, содержащихся в сварочном дыму.

- Размер частиц шестивалентного хрома после сварки обычно составляет от 0,05 до 2,0 микрон.
- При работе с нержавеющей сталью рекомендуется высокоэффективный фильтр. Высокоэффективные фильтры можно найти в мобильных дымососах MFD или MFS, мобильных дымососах SFD или SFS.
- Для улучшения качества воздуха можно использовать комбинацию фильтров. MobilePro — это система удаления сварочного дыма, доступная с фильтрами HEPA. Фильтры
- HEPA являются золотым стандартом фильтрации воздуха и могут задерживать до 99,995 % частиц.
Воздушный поток
Все системы дымоудаления рассчитаны на основе количества кубических футов воздуха, которое они циркулируют каждую минуту (CFM). Есть несколько факторов, которые могут повлиять на CFM экстрактора, даже если он новый. Для достижения оптимальных результатов проконсультируйтесь с производителем системы дымоудаления, чтобы определить, какая система лучше всего подходит для ваших нужд.
Одноразовые или самоочищающиеся дымососы
Системы дымоудаления бывают одноразовыми или самоочищающимися. В одноразовых устройствах используются фильтры, которые выбрасываются по мере заполнения. Самоочищающийся фильтр можно использовать многократно, так как с поверхности фильтра удаляются частицы.
В одноразовых устройствах используются фильтры, которые выбрасываются по мере заполнения. Самоочищающийся фильтр можно использовать многократно, так как с поверхности фильтра удаляются частицы.
Каждый из этих юнитов имеет свои преимущества. Мобильные и стационарные экстракторы могут быть как одноразовыми, так и самоочищающимися.
- Одноразовые модели имеют меньшую начальную стоимость, но требуют регулярной замены фильтров.
- Самоочищающиеся модели имеют более высокие первоначальные затраты, но обеспечивают экономию средств, поскольку их фильтры можно использовать повторно.
Гибкость
В некоторых цехах требуется гибкость, и сварщики выиграют от множества устройств, способных адаптироваться к быстро меняющемуся характеру их работы.
Стационарные системы могут оказаться бесполезными в небольших цехах, где сварочные операции регулярно перемещаются. Аналогичным образом, сверхмощная система может оказаться бесполезной для мастерской, где сварочные работы проводятся лишь время от времени.
Опыт пользователя
Часто упускаемый из виду аспект при выборе системы дымоудаления — дополнительные улучшения качества жизни. Например, легкость понимания пользовательского интерфейса поможет обеспечить бесперебойную работу. Доступность компонентов и продолжительность замены и очистки фильтров также являются важными факторами.
Свяжитесь с нами, чтобы получить консультацию, чтобы узнать, как мы можем помочь вам с вытяжной вентиляцией, сохранить ваше здоровье и здоровье ваших сотрудников, повысить эффективность работы вашего оборудования, сократить время простоя и увеличить прибыль.
Сварщики должны обратить внимание на следующее:
als PDF ansehen
Местное отсасывание является первым выбором для сварки с точки зрения безопасности труда. Он обеспечивает обнаружение сварочного дыма прямо у источника и, таким образом, имеет наилучшие шансы на достижение высокой степени удаления. Какой тип местного отвода подходит для сварки, зависит, среди прочего, от области применения.
Местный отбор для сварки занимает второе место в иерархии охраны труда. Замещение занимает первое место, то есть предотвращение сварочного дыма за счет использования процессов и материалов с более низким уровнем выбросов. Например, заклепки вместо сварки или сварка TIG вместо сварки MAG. Однако этот вариант уменьшения сварочного дыма быстро достигает своих пределов из-за недостаточной прочности и экономической эффективности. Таким образом, максимально эффективное обнаружение сварочного дыма непосредственно у источника часто является критерием безопасности труда. Это предписывается не в последнюю очередь в Постановлении об опасных веществах, а конкретно для сварки – в Технических правилах для опасных веществ TRGS 528.
Если вы представляете себе распространение сварочного дыма, то понимаете, почему вытяжка непосредственно у сварочного шва считается наиболее эффективным способом обнаружения сварочного дыма. Сварочный дым поднимается вверх сразу же после образования сварочной ванны из-за теплового режима. Без каких-либо контрмер он сначала достигает дыхательных путей сварщика. Сварочный дым остывает по пути вверх, и подъем замедляется, пока не останавливается на высоте примерно 5-6 м. В этот момент образуется облако сварочного дыма. Без вытяжной системы опасные вещества распространялись бы по залу и загрязняли весь воздух в помещении.
Без каких-либо контрмер он сначала достигает дыхательных путей сварщика. Сварочный дым остывает по пути вверх, и подъем замедляется, пока не останавливается на высоте примерно 5-6 м. В этот момент образуется облако сварочного дыма. Без вытяжной системы опасные вещества распространялись бы по залу и загрязняли весь воздух в помещении.
Специалисты рекомендуют удалять сварочный дым в соответствии с тепловыми условиями из-за этого специфического расширения. Не все локальные вытяжные системы одинаковы, когда речь идет о сварке. Сварщики могут выбирать между различными вариантами прямого обнаружения сварочного дыма.
Локальная вытяжка при сварке: высокий вакуум или низкий вакуум?При выборе вытяжной системы для локальной вытяжки перед сварщиками возникает следующий вопрос: низковакуумная или высоковакуумная вытяжная система? Если честно: на самом деле это не главное. Вакуум — это только средство для достижения цели.
Чем ближе вы находитесь к месту сварки с помощью вытяжной системы, тем меньший расход воздуха требуется для улавливания опасных веществ. В то же время вытяжные патрубки и шланги также должны быть меньше и тоньше, чтобы не мешать сварщику и не загораживать ему обзор. Даже для извлечения небольшого количества воздуха через тонкие трубки требуется относительно высокий вакуум, отсюда и термин «высокий вакуум». Примером этого является сварочный пистолет со встроенной вытяжкой, так называемые горелки с отсосом дыма.
В то же время вытяжные патрубки и шланги также должны быть меньше и тоньше, чтобы не мешать сварщику и не загораживать ему обзор. Даже для извлечения небольшого количества воздуха через тонкие трубки требуется относительно высокий вакуум, отсюда и термин «высокий вакуум». Примером этого является сварочный пистолет со встроенной вытяжкой, так называемые горелки с отсосом дыма.
Однако, если вы находитесь дальше от источника, вам потребуется значительно больше воздуха для обнаружения, однако в то же время вы можете использовать значительно большие поперечные сечения, которые имеют меньшее гидравлическое сопротивление. Примером может служить вытяжная рука. Поскольку требуется много воздуха, но только более низкий вакуум, этот процесс называется «низковакуумным».
Пистолетное извлечение: всегда доступно на месте сварки Интегрированное в горелку или пистолетное извлечение на самом деле является наиболее интуитивно понятным локальным извлечением при сварке. Вытяжка всегда происходит непосредственно на горелке и, таким образом, ближе всего к источнику. Если вытяжное сопло расположено близко к наконечнику горелки, то эта вытяжная система обеспечит высокую скорость обнаружения.
Вытяжка всегда происходит непосредственно на горелке и, таким образом, ближе всего к источнику. Если вытяжное сопло расположено близко к наконечнику горелки, то эта вытяжная система обеспечит высокую скорость обнаружения.
Это становится проблематичным только тогда, когда сварщику приходится сваривать узкие углы или углы. Поскольку эти горелки в дополнение к силовым форсункам и газовым форсункам также имеют вытяжное сопло, сварщик может не достичь желаемой точки сварки. Поэтому вытяжные сопла частично интегрированы на большем расстоянии от горелки. Хотя это увеличивает гибкость во время сварки, это снижает скорость обнаружения по мере увеличения расстояния до источника сварочного дыма при более низких расходах воздуха.
В любом случае, вытяжные горелки по-прежнему считаются более сложными в обращении. Это неприятие среди сварщиков восходит к временам, когда были разработаны первые системы извлечения пистолета. Вытяжной шланг, который также встроен в горелку, делает горелку в целом более тяжелой и менее гибкой. С тех пор многое изменилось. Новые системы проще в использовании, более воздухопроницаемы и, следовательно, меньше мешают сварщику во время работы. В конце концов, при извлечении из пистолета одно является данностью: сварщикам не нужно отслеживать, поскольку система извлечения следует независимо вдоль сварного шва.
С тех пор многое изменилось. Новые системы проще в использовании, более воздухопроницаемы и, следовательно, меньше мешают сварщику во время работы. В конце концов, при извлечении из пистолета одно является данностью: сварщикам не нужно отслеживать, поскольку система извлечения следует независимо вдоль сварного шва.
Система вытяжки сварочного дыма с вытяжным рукавом по-прежнему является наиболее широко используемой версией локальной вытяжки во время сварки. Возможна высокая скорость воздушного потока благодаря большему размеру воздушного канала по сравнению с другими вариантами. Таким образом, системы способны улавливать наибольшее количество сварочного дыма.
Вытяжной колпак расположен прибл. 30 см от сварочного шва. Таким образом, система по-прежнему производит вытяжку в точке, однако она находится дальше от источника, чем вытяжная горелка. Это не проблема благодаря высокому расходу воздуха. Однако извлечение на извлекающем рычаге не обязательно отслеживается. Сварщик должен нести ответственность за достижение максимальных показателей обнаружения.
Сварщик должен нести ответственность за достижение максимальных показателей обнаружения.
Таким образом, эта система доводит многих сварщиков до предела своих возможностей, особенно при сварке больших деталей. Эта система менее полезна для стальных конструкций — например, при строительстве мостов или компонентов морских сооружений, — поскольку сварщики не обязательно захотят идти по трассе, даже если используются мобильные вытяжные системы. Но: Если вытяжной рукав сконструирован оптимально, то это облегчает работу сварщиков.
Система удаления сварочного дыма с вытяжным рукавом рекомендуется для стационарных рабочих мест, например. на тренингах или мастер-классах.
Вытяжная система с насадкой Так называемая высоковакуумная вытяжная система расположена близко к источнику, однако сочетает в себе недостатки пистолетной вытяжки и вытяжной системы с помощью вытяжного рукава. С одной стороны, из-за сравнительно узкого шланга достигаются лишь незначительные воздушные потоки, с другой стороны, сварщику приходится прокладывать его вдоль.
Этот тип вытяжной системы крепится с помощью магнитов или присоски. Из-за узкой щели его приходится перемещать в два раза длиннее по сравнению с извлекающим рычагом. Это имеет смысл, если сварка должна происходить на повторяющихся компонентах. Затем рекомендуется расположить вытяжные сопла вблизи этих сварных швов.
Вытяжные столы на месте, но против тепловых условийДаже вытяжные столы подходят для локального вытяжки во время сварки. Система вытяжки интегрирована здесь непосредственно в прочное основание сварочного стола. Точка сварки идеально расположена на расстоянии ок. на 10 сантиметров выше. Таким образом, система извлечения расположена очень близко к источнику. С помощью вытяжных столов можно достичь очень высоких скоростей воздушного потока.
Однако в этих системах не используются тепловые условия сварочного дыма, так как стол вытягивается вниз.