
Муфтовая сварка полиэтиленовых труб — ЭкоМонтаж
Если для прокладки магистрали было принято решение использовать пластиковые трубы, следует учитывать целый ряд нюансов и особенностей. Муфтовая сварка полиэтиленовых труб — важное условие, которое должно быть выполнено, чтобы конструкция была надежной.
Муфтовое соединение полиэтиленовых труб
Трубы из ПНД используются для обустройства всевозможных систем. Их можно применять для простых конструкций, не имеющих внутреннего напора или, наоборот, трубопроводов, в которых имеется огромное давление. Подобные материалы не подвержены разрушению и невосприимчивы к внешним факторам. Продукция имеет различные размеры, что позволяет использовать ее для любых нужд. Сварка осуществляется при помощи следующих технологий:
- обжимной, осуществляемой, когда труба устанавливается на гильзу или специальное крепление;
- сварной, происходящей благодаря воздействию температур.
Полиэтиленовые муфты могут быть компрессионными или предназначенными для сварки. Вторые изготавливаются из плотного полиэтилена, но иногда края таких деталей оснащаются латунными или стальными вырезками. Данный вариант применяется при монтаже части металлического трубопровода в полимерную магистраль или во время монтажа контрольной арматуры.
Вторые изготавливаются из плотного полиэтилена, но иногда края таких деталей оснащаются латунными или стальными вырезками. Данный вариант применяется при монтаже части металлического трубопровода в полимерную магистраль или во время монтажа контрольной арматуры.
Процесс муфтовой сварки полиэтиленовых труб
Сварка полиэтиленовых труб муфтами подразумевает их предварительную подготовку. Вначале нужно выполнить резку изделий, а затем осуществить зачистку. При больших объемах работы применяются механические устройства.
Для получения стыка сварка ПНД подразумевает фиксацию соединяемых частей:
- в процессе их нагрева;
- при остывании полиэтилена после выполненных сварочных работ.
Наиболее долговечное соединение можно получить, если использовать позиционеры или станок. Только они могут обеспечить надежную фиксацию системы на протяжении всего процесса муфтовой сварки.
Если труба имеет нестандартное сечение, например, овальное, процесс будет усложнен вследствие наличия зазоров вплоть до нескольких миллиметров, возникающих между свариваемыми поверхностями.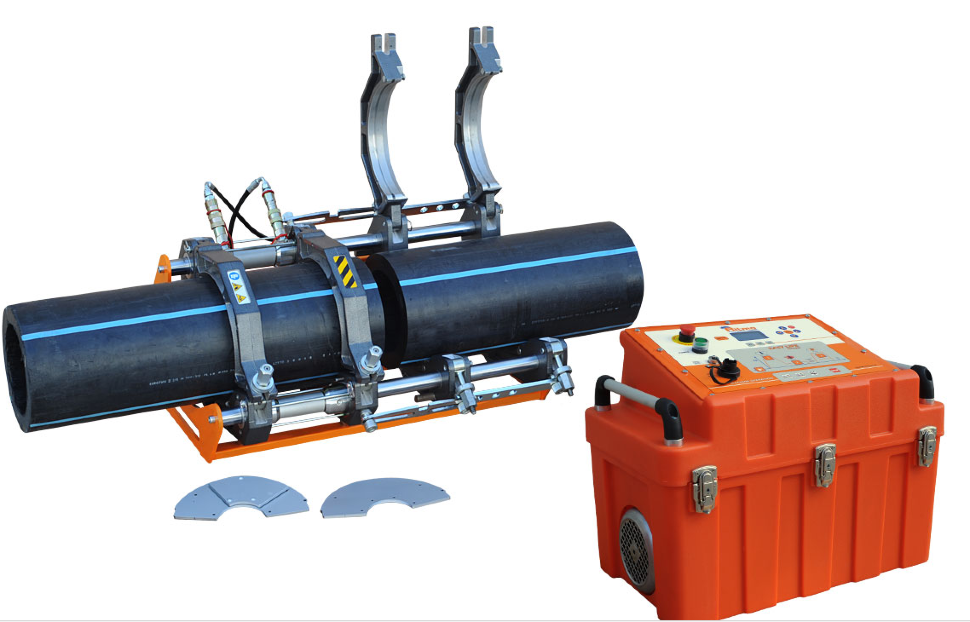 В этой ситуации помогут особые накладки, которые способны устранить дефекты, а также гарантировать надежность стыка.
В этой ситуации помогут особые накладки, которые способны устранить дефекты, а также гарантировать надежность стыка.
Сварочный аппарат для муфтовой сварки ПЭ труб
Основанием для сварки ПЭ труб является специальное оборудование — сварочный аппарат, осуществляющий нагрев муфты по заданной программе. Режим работы выбирается в связи с особенностями труб, во внимание принимается:
- толщина материала, подвергаемого сварке;
- параметры внутренней поверхности его стенок.
Основываясь на этом, устанавливают необходимую температуру нагрева, определяемую величиной напряжения, приходящего на спираль. Данные о параметрах, которые важны для сварочного процесса, имеются в штрих-коде, находящемся на корпусе муфты. Параметры считываются аппаратом, являющимся современной силовой установкой, способной всецело контролировать сварочный процесс.
При соединении труб фитингами автоматизированная система выполняет анализ, что позволяет исключить возможные ошибки.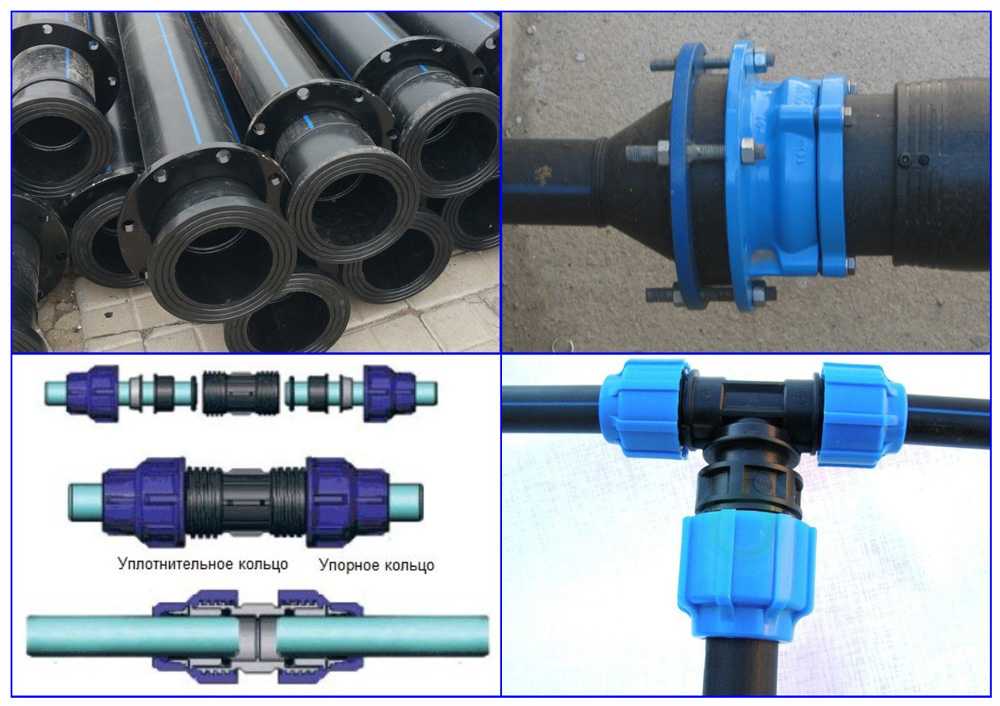
Аппаратура дает возможность сваривать полиэтиленовые трубы с разным диаметром, при необходимости соблюсти нужные условия параметры могут быть введены вручную.
Сварка муфтами эффективна для стыковки полиэтиленовых труб, имеющих одинаковый диаметр. Такой способ можно применять не только при укладке новых коммуникаций, но и использовать для ремонта как быстрое и надежное средство.
Больше информации о выполнении монтажных работ, которые требуют сварки ПЭ труб муфтами вы можете получить у специалистов компании «ЭкоМонтаж». Оставьте заявку на консультацию, и мы перезвоним:
Ваше имя*
Ваш телефон*
Сварка полиэтиленовой ПНД трубы
Длительное время в строительстве при проведении водопровода, канализации или газа для отопительных котлов использовались исключительно металлические трубы. Никакого пластика просто не было. Но последние годы на смену изделиям из стали или чугуна все чаще приходит полиэтилен. На сегодняшний день трубы из пластика практически вытеснили металлические благодаря адекватной цене, долговечности, гибкости легкости. Популярности полиэтиленовым (ПЭ) трубам добавляет гладкая, с невысокой шероховатостью поверхность стенок, химическая стойкость, ремонтопригодность, устойчивость к ударам, и, самое главное, простота монтажа сваркой из-за широкого температурного интервала вязкотекучего состояния.
Никакого пластика просто не было. Но последние годы на смену изделиям из стали или чугуна все чаще приходит полиэтилен. На сегодняшний день трубы из пластика практически вытеснили металлические благодаря адекватной цене, долговечности, гибкости легкости. Популярности полиэтиленовым (ПЭ) трубам добавляет гладкая, с невысокой шероховатостью поверхность стенок, химическая стойкость, ремонтопригодность, устойчивость к ударам, и, самое главное, простота монтажа сваркой из-за широкого температурного интервала вязкотекучего состояния.
Сварка полиэтиленовой ПНД трубы
Для соединения труб из полиэтилена примонтаже трубопроводов используется:
- сварка встык нагретым инструментом;
- фитингами;
- раструбным способом.
Выбор способа сварки зависит от множества факторов. Одним из важных показателей труб ПЭ является технология изготовления и свойства сырья.Маркировкой «ПНД» обозначаются изделия, изготовленные из полиэтилена под низким давлением и отличающиеся повышенной прочностью. Изготовленные под воздействием высокого давления трубы считаются менее прочными.
Изготовленные под воздействием высокого давления трубы считаются менее прочными.
Сварка полиэтиленовой ПНД трубы отличается технологическими особенностями и ограничениями. Маркировка SDR (стандартный размерный коэффициент) показывает отношение наружного диаметра трубы к толщинестенки. Цифры отражают степень прочности изделия и способность трубы выдерживать, не разрушаясь, механическое воздействие и перепады давления. Чем меньше число SDR, тем труба является более прочной.
Трубы одинакового диаметра с более толстыми стенками, естественно, выдерживают большие нагрузки. Предназначение труб также различается. Нельзя, например, сваривать SDR 11 с SDR 21. Давайте разберемся, почему этого нельзя делать.
Труба высокой марки полиэтилена (ПЭ-100) более устойчива к механическим воздействиям. При сварке шов получается более равномерный и качественный. Трубы с маркировкой SDR от 11-ти до 17-ти используются для монтажа водопроводных систем с напором от 10 до 16 атм. Изделия с показателем от 21 до 26 применяются в системах водообеспечения, в строениях высотой до 2-го этажа и на объектах где давление не превышает 6-8 атм.
SDR 21
Полиэтиленовая труба SDR 21 в России имеет ГОСТ 18599-2001. Такие трубы применяют для строительства водопроводов и канализации и могут монтироваться через переходники с трубами из стали ( НСПС — неразъемное соединение полиэтилен сталь). Номинальное давление жидкости для SDR 21 составляет 8 атмосфер. Для применения всистемах с большим напором жидкости они не подходят, поскольку имеют тонкие стенки, кроме того, их также нельзя использовать для закапывания в грунт. Превышение давления может вызвать аварию.
SDR 11
Большая плотность полиэтилена, используемая при изготовлении таких труб, (ГОСТ Р 50838-2009) делает возможным их применение для создания водопроводных и газовых систем с высоким давлением. Трубы выдерживают давление в 16 атм, а срок службы составляет не менее 50-и лет. Возможна укладкаизделий в грунт. Единственным недостатком является большой вес, вследствие чего необходимым является применение подъемной техники при монтаже.
Сварка ПЭ фитингов
Сварка ПНД фитингов с трубой с разными значениями SDR так же запрещено, ведь температура плавления у SDR11 и SDR21 разная (шов получится неравномерный) и это может привезти к аварийной ситуации всего трубопровода
Выводы
Сваривать элементы ПЭ трубопровода, имеющие различную маркировку, например, SDR 11 с SDR 21 нельзя, поскольку весь монтируемый трубопровод должен соответствовать максимально допустимому рабочему давлению. При использовании даже на одном участке системы трубы с показателем SDR, большим, чем у остальных труб и фитингов, весь трубопровод не должен работать при максимально допустимом рабочем давлении, превышающим показатели элемента с наибольшим SDR.
При использовании даже на одном участке системы трубы с показателем SDR, большим, чем у остальных труб и фитингов, весь трубопровод не должен работать при максимально допустимом рабочем давлении, превышающим показатели элемента с наибольшим SDR.
Руководство по укладке полиэтиленовых труб (PE)
Правила укладки полиэтиленовых (PE) трубПравила укладки полиэтиленовых (PE) труб
Общие правила укладки полиэтиленовых (PE) труб
Правильная сборка и правильная подкладка продлевают срок службы трубы. Вы можете проконсультироваться с Группой поддержки проекта ESEN по всем вопросам, связанным с укладкой труб.
Группа поддержки проекта ESEN будет рада провести необходимое обучение на нашем заводе или на вашей строительной площадке.
Стандартные правила проведения земляных работ
На землях с НАГРУЗКОЙ ДВИЖЕНИЯ площадь засыпки должна быть сжата в соответствии со стандартами. БЕТОН рубашку следует выполнять в условиях, когда невозможно обеспечить требуемую глубину пола.
| Тип нагрузки | Прочность (кН) | Прочность (фунты) | Глубина заложения (м) |
|---|---|---|---|
| AASHTO h30 (C) | 72 | 16000 | 1 |
| БС 153 ГА (С) | 90 | 20000 | 1,5 |
| ATV LKW 12 (C) | 40 | 9000 | 1 |
| ATV SLW 30 (C) | 50 | 11000 | 1 |
| ATV SLW 60 (С) | 100 | 22000 | 1,5 |
| Купер Е80 | Демириолу | — | 3 |
* Минимальная площадь трубы заливного модуля пола принята 6,9 МПа
Секция траншеи для трубы из полиэтилена (ПЭ)
Расчет давления на смятие
Трубы, проложенные под землей, подвергались некоторым нагрузкам вне грунтовой нагрузки. Это могут быть нагрузки, возникающие непосредственно при прокладке труб к морю, например, сток моря, или могут быть дополнительные нагрузки, создаваемые грунтовыми водами при прокладке трубы под землей.
Это могут быть нагрузки, возникающие непосредственно при прокладке труб к морю, например, сток моря, или могут быть дополнительные нагрузки, создаваемые грунтовыми водами при прокладке трубы под землей.
Помимо этих нагрузок, трубы переплетаются методом рубашечного плетения, облицовочный бетон делается для заполнения зазора между трубами или в проектах, где будут чрезмерные нагрузки, такие как дополнительные нагрузки в вакуумных трубах для целей всасывания, это необходимо рассчитать устойчивость (обрушение).
BUTT WELDING METHOD
| Meat Thickness (mm) | t1 Lip Height (mm) | t2 Heating Time (Second) | t3 Время извлечения железа (секунды) | t4 Время повышения давления (секунды) | t5 Время охлаждения давлением (минуты) |
|---|---|---|---|---|---|
| 0,5 | 45 | 5 | 6 | ||
| 4,5 — 7 | 1 | 45 — 70 | 5 — 6 | 6 — 10 | |
| 7 — 12 | 1,5 | 70 — 120 | 6 — 8 | 10 — 16 | |
| 12–19 | 2 | 120–190 | 8–11 | 16–24 | |
| 19 — 26 | 2,5 | 190 — 260 | 11 — 14 | 24 — 32 | |
| 26–37 | 3 | 260–370 | 14–19 | 32–45 | |
| 37 — 50 | 3,5 | 370 — 500 | 19 — 25 | 45 — 60 | |
| 50–70 | 4 | 500–700 | 25–35 | 60–80 |
Электромуфтовая (ЭФ) сварка
Способ, предусматривающий соединение полиэтиленовых труб сваркой с помощью крепежных деталей, внутренние поверхности которых покрыты проволоками специального сопротивления.
Перед основным тестом необходимо провести этот тест, чтобы проверить наличие утечек. Один конец линии должен быть закрыт и заполнен водой.
Основной тестНапорный трубопровод продолжает расширяться, несмотря на то, что во время предварительного теста он подвергался воздействию давления. Это расширение может быть прервано снижением давления.
После снижения давления следует подождать 30 минут, пока линия не завершит время сжатия. Во время этого процесса, если давление остается постоянным или увеличивается, видно уплотнение линии. В случае сомнений тест может быть продлен до 1,5 часов. При этом падение давления должно быть не более 0,25 бар. Если он падает больше, в линии есть утечка. Объем воды, выходящей во время снижения давления, должен быть меньше максимально допустимого объема воды.
Максимально допустимый объем воды (Vmax) рассчитывается следующим образом.
- Vmax: Максимально допустимый объем воды (литры)
- Di: Внутренний диаметр трубы (м)
- L: длина тестируемой линии (м)
- Pab: Падение давления (бар)
- S: Толщина стенки трубы (мм)
Какую страницу вы хотели бы посетить?
Различные способы установки полиэтиленовых труб
Полиэтиленовые трубы являются единственным типом, который можно укладывать различными способами, от обычного разрезания и укладки до очень быстрых методов, которые стали возможными благодаря его доступности и очень большой длины.
Традиционный метод укладки
Открытая траншейная прокладка в настоящее время является наиболее широко используемой техникой.
Естественная гибкость полиэтиленовой трубы позволяет избавиться от изгибов на радиусах изгиба, которые были бы слишком острыми для полиэтиленовых труб. Это свойство позволяет ему обходить подземные препятствия и легко пересекать другие сети.
Ширина выемки должна быть определена таким образом, чтобы можно было проложить трубопровод и уплотнить засыпку. Следующие допуски должны быть сделаны по обеим сторонам трубы: внешний диаметр (DN) – минимальная ширина трубы:
• от 20 до 160: 100 мм
• от 180 до 600: 300 мм (см. раздел 71)
• > до 600: 400 мм (см. раздел 71)
Максимальная длина траншеи, которая может оставаться открытой, определяется генеральным подрядчиком.
Если не указано иное, глубина траншеи обычно такова, что верхняя образующая водопроводного трубопровода заглубляется достаточно глубоко для защиты трубы от замерзания. По общему правилу минимальная рекомендуемая глубина до верхней образующей трубопроводов водопровода составляет 0,8 м, а для присоединений на приусадебных участках без движения транспорта – 0,4 м.
Ложе траншеи выкапывают с заданным уклоном и там, где это необходимо, уплотняют, устраивая ложе для каждой трубы, на которое она опирается по всей длине. Там, где это применимо, выкапываются углубления для соединения труб.
Там, где это применимо, выкапываются углубления для соединения труб.
Вода просачивается, чтобы поддерживать уровень грунтовых вод ниже дна котлована на время проведения работ. Если встречаются каменные отмели или каменная кладка, глубину котлована увеличивают не менее чем на 10 см, затем засыпают песком до первоначально установленного уровня.
Во время установки необходимо соблюдать осторожность. Основание трубы должно быть выложено слоем не менее 10 см насыпного материала, состоящего из речного песка фракцией от 0,1 до 5 мм (или от 5 до 15 мм при наличии грунтовых вод).
Трубы из полиэтилена, соединенные сваркой, обычно могут выдерживать продольные нагрузки и не требуют ни упоров, ни анкеров на изгибах или разветвлениях труб.
Лучше всего держать торцевые заглушки закрытыми до тех пор, пока соединение не будет выполнено:
- для предотвращения проникновения инородных тел и животных
- содержать трубопровод в чистоте и санитарии
- для устранения термического сжатия из-за воздушных потоков во время сварки
При укладке труб, поставляемых в бухтах, трубу следует разматывать, а не тянуть, чтобы предотвратить скручивание.
Способ укладки с помощью траншейной машины
Из-за своей доступности в бухтах и барабанах большой длины полиэтиленовые трубы особенно хорошо подходят для прокладки траншейной машиной, что является самым быстрым методом из всех, позволяющим укладывать более 1000 м трубы DN160 за один день благодаря 480-метровые барабаны.
Существует два типа траншеекопателей: колесные траншеекопатели и цепные траншеекопатели.
Колесные траншеекопатели обычно используются только на труднопроходимой местности, например, при прокладке трубопровода вдоль автомагистрали, где дорожное покрытие необходимо «разрезать». Траншеекопатель выкапывает узкую траншею, а система в задней части машины укладывает трубы и укладывает песок и предупреждающую сетку.
Цепные траншеекопатели отличаются от колесных траншеекопателей тем, что звездочка заменена ковшовой цепью, что позволяет траншейной машине копать более широкие и глубокие траншеи. Система ленточных конвейеров удаляет вынутый грунт, чтобы его можно было заменить насыпным материалом соответствующей зернистости.