
Монтаж системы отопления из полипропиленовых труб своими руками
Содержание:1. Основы производства полипропиленовых труб для отопления
2. Достоинства отопительных контуров из полипропилена
3. Сварка и монтаж системы отопления из полипропиленовых труб
4. Правила сварки труб между собой
Чтобы грамотно сделать систему теплоснабжение в постройке любого типа, важно не только соблюсти все процедуры установки, но и предварительно выбрать оборудование, которое будет использовано для такой работы, в частности, материал, из которого будут изготовлены трубы. Сегодня широкую популярность приобрел монтаж системы отопления из полипропиленовых труб, а также медных изделий и труб из металлопластика.
Классический вариант отопительного контура, выполненного из черного металла, сегодня применяется все реже. Предпочтение же чаще отдается монтажу системы отопления из полипропилена.Конструкция этих труб включает в себя следующие структурные элементы:
- непосредственно сами трубы;
- тройники;
- фитинги;
- муфты;
- отводы.
Основы производства полипропиленовых труб для отопления
Основным материалом для изготовления труб такого типа выступает пропиленовый полимер, который обрабатывается экструзионным способом. Такая обработка делает возможным хорошее сцепление структурных частей трубы. Если говорить о специальной арматуре запорного типа, а также фитингах, то эти элементы полипропиленовых труб для отопления производятся путем инжекционного прессования.Монтаж системы отопления полипропиленовыми трубами может быть выполнен с применением не только однотонного материала (прочитайте также: «Монтаж систем отопления дома по правилам»).Для того чтобы выбрать желаемый оттенок трубы, всегда можно обратиться к специалистам по установке, которые готовы предоставить многочисленные фото вариантов этих труб самых разных цветов.Современный строительный рынок предлагает широкую цветовую гамму таких изделий, что позволяет удачно вписать отопительный контур в тот или иной интерьер.
Система отопления из полипропиленовых труб часто предусматривает использование армированных деталей, обработка которых выполняется посредством алюминия или стекловолокна.
Специалисты не рекомендуют применять трубы без армирования, они подойдут лишь для устройства системы водоснабжения, так как показатель их температурного расширения является очень высоким. Это значит, что стояк отопления из полипропиленовых труб обязательно должен быть предварительно обработан специальным покрытием, предотвращающим увеличения объема всей конструкции под воздействием высокой температуры.
- внутренний, состоящий непосредственно из полипропилена;
- слой, основу которого может составлять либо фольга на алюминиевой основе, либо стекловолокно;
- внешний слой, также включающий в себя полипропилен.
Достоинства отопительных контуров из полипропилена
Использование полипропиленовых труб в отоплении обусловлено массой преимуществ, среди которых можно отметить следующие:- срок службы полипропиленовых труб отопления составляет от 25 до 50 лет;
- благодаря особому составу внутренние стенки таких труб не подвержены образованию коррозии;
- даже в условиях высоких температур полипропилен стойко переносит химические воздействия;
- теплоноситель в отопительном контуре из полипропилена не издает неприятных шумов;
- надежность стыков этих элементов позволяет оборудовать надежную и целостную конструкцию;
- выполняя такую процедуру, как пайка отопления полипропиленовыми трубами, не потребуется использовать сложное строительное оборудование, так как достаточно будет лишь воспользоваться стандартным аппаратом для сварки или паяльником;
- стоимость труб из полипропилена доступна для рядового потребителя;
- благодаря особым свойствам такого материала, он не пропускает сквозь себя кислород, что позволяет защитить систему от образования в ней ржавчины и от порчи деталей из металла;
- прочность полипропиленовых труб весьма высока;
- не менее важное свойство этих изделий – их экологичность и безвредность для жильцов.

Сварка и монтаж системы отопления из полипропиленовых труб
Смонтировать отопительную систему из полипропиленовых труб собственноручно вполне реально, причем для выполнения такой работы нет необходимости обладать специальными строительными навыками. Важно лишь четко соблюдать весь алгоритм действий, предписанный инструкцией по установке, и грамотно выполнять все процедуры.Как уже упоминалось, чтобы оборудовать такую систему теплоснабжения, потребуется наличие самих труб, фитингов, а также инструментов для сварки. Что касается последних, то здесь важно использовать определенный ряд строительного оборудования.Так, к сварочным инструментам, предназначенным для соединения частей полипропиленовых труб, принято относить следующие:
- оборудование, именуемое сварочным аппаратом и представляющее собой нагреватель или паяльник;
- насадки на трубы;
- специальное устройство – шейвер, которому отводится роль удаления фольги на основе алюминия;
- инструмент для разрезания труб, например, кусачки или труборез;
- фаскосниматель.
Правила сварки труб между собой
Порядок работы при соединении труб из полипропилена между собой путем сварки должен быть следующим:- Для начала следует насадить фитинг на специально предназначенный для этого нагревательный штырь, а с обратной стороны вставить трубу в гильзу.
- После этого детали следует продержать на паяльнике такое количество времени, чтобы они в достаточной степени размягчились и были готовы для скрепления между собой (как правило, это время зависит от толщины трубных стенок). При желании фото с параметрами сроков выдержки изделий на паяльнике всегда можно найти у специалистов по монтажу такого оборудования.

- Далее, сняв детали с нагревателя, их требуется быстро и плотно соединить друг с другом путем сжатия.
Монтаж труб отопления своими руками
Системы отопления, водоснабжения, водоотведения, канализации
Оглавление:
- Разводка трубопровода
- Монтаж трубопровода
- Видео
Самостоятельный монтаж труб домашнего отопления довольно непростое дело, но вполне выполнимое. В основе работы лежит сварка отдельных участков трубы в целую систему отопления, подключение радиаторов и отопительного котла. Чтобы выполнить сварку металлических труб, вам придется воспользоваться услугами сварщика. Такая процедура сулит лишние расходы, а также дым и копоть от сварки в квартире. Ну а если вы решили выполнить монтаж труб отопления своими руками, используйте для работы полипропиленовые трубы.
| Понедельник | Открыто 24 часа |
| Вторник | Открыто 24 часа |
| Среда | Открыто 24 часа |
| Четверг | Открыто 24 часа |
| Пятница | Открыто 24 часа |
| Суббота | Открыто 24 часа Сейчас открыто |
| Воскресенье | Открыто 24 часа |
Разводка трубопровода
Схема системы отопления
От правильной разводки трубопровода зависит работоспособность вашей системы отопления. Существуют различные схемы систем отопления, но выделяют две, самые популярные:
Система верхнего разлива воды очень выгодна своей независимостью от принудительной циркуляции воды. Нагретая в котле вода будет подниматься по трубе в верхнюю точку и по трубопроводу опускаться через радиаторы в нижнюю (обратную) трубу. С обратной трубы вода снова стекает в котел для подогрева. Для работы этой системы трубопровод монтируют по уровню. Надо, чтобы от выхода котла в сторону его входа, по всему трубопроводу был небольшой уклон для произвольной циркуляции воды.
Нагретая в котле вода будет подниматься по трубе в верхнюю точку и по трубопроводу опускаться через радиаторы в нижнюю (обратную) трубу. С обратной трубы вода снова стекает в котел для подогрева. Для работы этой системы трубопровод монтируют по уровню. Надо, чтобы от выхода котла в сторону его входа, по всему трубопроводу был небольшой уклон для произвольной циркуляции воды.
Система верхнего разлива воды
Выгодна такая система тем, что не требует установки насоса для циркуляции воды. Вы экономите на электричестве, а при его отключении отопительная система продолжает работать. Недостаток системы заключается лишь в ее неэстетичности. Верхняя труба применяется большего диаметра, чем в системе с нижним разливом. Такой трубопровод сложнее спрятать в стене. Кроме того, сэкономив на электричестве и приобретении насоса, вы переплатите за увеличенное потребление энергоносителя, применяемого для работы котла.
Система нижнего разлива воды позволяет применять пластиковые трубы малого диаметра. Циркуляцию воды в трубопроводе будет обеспечивать насос. Такой вид системы имеет большее КПД, чем рассмотренный выше.
Система нижнего разлива воды
К достоинствам монтажа трубопровода относится укладка тонкой пластиковой трубы под полом здания и подключение к ней системы теплого пола. К радиатору из-под пола будут выходить два маленьких отрезка трубы для подключения. Минус данной системы состоит в ее зависимости от насоса. Отключили электроэнергию или сломался насос — системой отопления вы пользоваться не сможете.
Монтаж трубопровода
Все работы начинайте с составления плана отопительной системы. Если вы решили выполнить монтаж отопления из полипропиленовых труб, потренируйтесь выполнять пайку соединений на ненужных кусках трубы. Это спасет вас от лишнего брака в работе. Исходя из составленного плана, приобретите необходимое количество полипропиленовых труб, фитинги, краны, паяльник.
- В стенах и перекрытиях здания, где будет проходить трубопровод, пробейте перфоратором отверстия.

- Ножницами для резки труб нарежьте необходимых размеров куски, на краях снимите маленькую фаску, для лучшего входа трубы в фитинг. На армированной трубе зачищаете край от фольги на расстоянии глубины фитинга. Армированная труба, покрытая сверху пластиком, в зачистке не нуждается.
- Разогрейте паяльник и подготовьтесь к пайке. Рассчитайте так, чтобы большую часть пайки конструкции выполнить на столе. У стены должны остаться последние точки пайки для соединения всей конструкции. Такой способ монтажа облегчит вам работу, и вы не будете в неудобной позе с паяльником на полу паять каждый стык трубы.
- Вставьте край трубы в насадку паяльника с одной стороны, и одновременно фитинг — с другой стороны. Прогрейте при температуре 260°C. Снимите заготовки с паяльника и соедините, вставив трубу в фитинг. Почувствовав упор стенки фитинга, не делайте больше давления на трубу. Иначе сдавленный край может уменьшить диаметр пропускного отверстия. Через пару секунд заготовки спаяются. Для пайки труб разного диаметра необходимо свое время, которое можно найти в этой таблице:
Время для пайки труб разного диаметра
- Выполнив пайку всех возможных участков на столе, уложите заготовки на свое постоянное место и закрепите трубы в специальных держателях. Далее вам придется спаять на весу все заготовки в единый трубопровод.
- На следующем этапе приступайте к подключению к вашей системе радиаторов. На каждый вход и выход радиатора желательно установить шаровой кран. При выходе одного радиатора из строя, кранами можно будет отключить его, а вся система отопления будет продолжать свою работу. При установке кранов все резьбовые соединения уплотняйте ФУМ лентой. В кран вкрутите фитинг с переходом с резьбы на пластик и припаяйте к общей системе трубопровода. Но такой вид соединения будет неразъемным. Для замены радиатора вам придется перерезать трубу, а потом опять выполнять пайку. Чтобы избежать такой проблемы, установите между фитингом и краном разъемное соединение — американку.

- Полностью готовую систему отопления продуйте компрессором, направив поток воздуха в верхнюю трубу — подачу. Воздух беспрепятственно должен пройти по всему трубопроводу и радиаторам и выйти в нижнюю трубу — обратку. Если воздух не проходит, значит, во время пайки вы сделали брак и запаяли проходное отверстие трубы. Тут уж ничего не поделаешь, придется местами резать трубопровод и искать бракованную пайку.
- После успешного испытания подключите трубы к насосу и отопительному котлу. Имейте в виду, что котел должен располагаться в самой нижней точке от всей трубопроводной системы и отдельной комнате. Подключение делаете все теми же фитингами с переходом резьбы на пластик.
- Закачайте в систему воду, стравите с радиаторов воздух и проверьте все соединения.
Разводка труб выполнена
После этого ваша система отопления готова к работе, можете включать насос и разжигать котел. А полипропиленовые трубы дадут вам гарантию качественной работы системы, минимум на 50 лет.
Видео
В этом видео специалист поделится своими знаниями и расскажет, как выполнить монтаж системы отопления дома своими руками:
ООО ДИЗАЙН ПРЕСТИЖ
8(495)744-67-74
( Пока оценок нет )
видео урок, инструкция как паять
Для обеспечения качественного результата сварки потребуется стандартный набор инструментов и расходных материалов:
- Сварочное оборудование.
- Резак.
- Шабер.
- Обезжиривающее средство.
- Маркер, измерительные приборы и ветошь для очистки изделий от сторонних элементов.
Подготовка к работе
Для проведения правильного монтажа требуется провести ряд операций:
- Подготовить рабочее место. Перед осуществлением сварочных работ требуется проветрить помещение и очистить его от пыли. На рабочем участке не должно находиться сыпучих элементов, оседающих на горячей поверхности трубы, это приводит к снижению качества шва.
 Оптимальный температурный режим варьирует в пределах 18 — 30°С. Дополнительно следует обеспечить принудительную вентиляцию.
Оптимальный температурный режим варьирует в пределах 18 — 30°С. Дополнительно следует обеспечить принудительную вентиляцию. - Разработать схему водопровода. Указав длину отрезков водопровода и параметры комплектующих на чертеже.
- На сварочном оборудовании устанавливаются насадки, производится включение.
Диффузионная пайка
Для реализации метода потребуется доборная арматура и электронагреватель. Весь процесс заключается в проведении следующих действий:
Размещаются насадки на греющей части паяльника, его температура должна достигнуть отметки 260 гр. В насадки размещаются фитинги (на 2-3 секунды), подвергающиеся нагреву и частичному плавлению.
Инструкция пайки своими руками
- Используя линейку, маркер и резак, отмечается отрезок трубы, необходимой для спила. До этого делается пробная резка трубы, позволяющая проверить уровень заточки прибора.
- С торца снимается фаска и, ликвидируются заусеницы. При сечении труб от 4 см ее торец срезается под углом в 35-45°, что позволяет предотвратить появление задиров при пайке.
- Перед тем как спаять полипропиленовые трубы, необходимо проверить соединяемые изделия на отсутствие наружных повреждений и плотного прохождения элемента водопровода в соединительную часть без люфтов и перекосов. Если люфт не соответствует по параметрам, необходимо выбрать другую доборную часть.
- Соединительные части прочищаются спиртом или оцетоном. На окончании труб с помощью маркера помечается уровень погружения с учетом зазора в 1 мм, позволяющего предупредить деформацию изделий при спайке.
- Выбирается пара нагревательных насадок заданного диаметра. Их покрытие очищается обезжиривающим раствором с использованием ветоши и осуществляется проверка свободного вхождения в них соединительных изделий без большого люфта.
- Готовится электрический паяльник. На его греющей части крепятся заданные насадки, паяльник монтируется на подставке и подводится к электрической сети. На термостате нагревательного устройства выставляется метка для достижения желаемой температуры.

Вставка труб
Вставка соединительных деталей осуществляется после автоматического отключения термостата. Время нагрева — 2-3 секунды. При трудном погружении изделий в насадки, можно их немного прокрутить вдоль оси. Поверх внутренней насадки размещается фитинг. На внешнюю насадку устанавливается конец трубы.
Их извлечение после прогрева производится в обратном порядке. Это объясняется большей толщиной стенок соединительной части и необходимостью в длительном нагреве.
Стыковка труб
После прогрева изделия снимаются с насадок паяльника и плавно размещаются друг в друга до достижения отмеченных маркером границ. Повороты соединений по отношению друг к другу не допустимы. Необходимо контролировать соосность образованного стыка.
По факту скрепления, изделия выдерживаются в фиксированном положении на протяжении 2-3 секунд, ориентируясь на табличные данные параметров спайки.
Если при нагреве детали неплотно размещаются на насадках, в момент плавления можно их слегка прокручивать. Однако, следует придерживаться угла поворота до 10 гр. В момент соединения изделия должны фиксироваться в одном положении.
Эксплуатация трубопровода допускается через час после соединения. При наличии дефектов на определенном участке трубы, его следует отрезать и заново сварить.
Плюсы методики
- Легкость монтажа.
- Дешевизна доборных элементов и электрического паяльника.
К недостаткам можно отнести неудобство применения прибора на труднодоступных участках.
Раструбная сварка армированных труб
Сварка труб, армированных алюминием, требует предварительного удаления наружного полипропилена и алюминиевой прослойки на глубину плавления. Этому послужит специальный резак или острый нож. Это требование не распространяется на трубы, армированные стекловолокном.
Нагрев и стыковка труб осуществляется по технологии:
- Подготовительный этап.
После обрезки и зачистки концов трубы, измеряется угол среза. Он должен составлять 90° для придания плотности состыковки при соединении. На трубе отмечается глубина сварки с учетом прибавки 2 мм.
- Сварочные работы. Одновременно вставляются изделия в дорн и в гильзу. Продержав заданное количество времени, производится соединение сварных элементов.
- При остывании конструкции не рекомендуется производить механическое воздействие.
Стыковая сварка
Стыковочная сварка чаще применяется для труб с большим сечением и толщиной. Технология пайки состоит из нескольких этапов:
- Обработки торцовой части с помощью резака.
- Разогрева через сварочное зеркало зачищенной части.
- Сварки расплавленных изделий с помощью механического давления.
Этот метод хорошо зарекомендовал себя, благодаря прочности шва (не ниже самого изделия) и автоматизации процесса. Весь процесс может производиться в полевых условиях.
Способ сварки электрофитингом
Электрофитинги являют собой разные соединительные детали с особой конструкцией, во внутренней части размещены встроенные электрические нагреватели с выведенными наружу контактами.
Ход работ:
- Для начала процесса требуется запустить аппарат через автоматический режим на заданный промежуток времени (см.
 таблицу). Отключение произойдет автоматически. Дополнительно следует проверить уровень выталкивания пластика через контрольные точки на инструменте.
таблицу). Отключение произойдет автоматически. Дополнительно следует проверить уровень выталкивания пластика через контрольные точки на инструменте. - Нарезаются отрезки заданной длины и обрабатываются обезжиривающим средством. Трубы очищаются с наружной стороны, а фитинг — с внутренней. Маркером ставится метка для прохождения фитинга.
- Готовые изделия вставляются в электрический фитинг и фиксируются, к внешним контактам подключается сварочное оборудование посредством провода. Под воздействием встроенного электронагревательного элемента осуществляется частичное плавление внутренней части фитинга и спайка с трубой.
Холодная сварка
Реже используется метод по соединению труб через агрессивный клей. Аналогично пайке, склеивание труб начинается с заготовки элементов:
- Нарезки.
- Очистке от жира.
- Установки меток глубины проникновения.
Нанесение клея производится на соединительные элементы по отдельности. В заданном положении детали находятся близко 15 сек. Сам процесс эксплуатации производится через час. На протяжении этого времени соединенные изделия должны оставаться в неподвижном состоянии.
Метод соединения труб клеем сопоставим со сваркой. Но данная технология используется при монтаже холодного водоснабжения.
Сварка на труднодоступных участках
Для осуществления сложных монтажных работ необходимо разбить магистраль на составные части. Их пайка производится по отдельности. Затем осуществляется переход к самой большой и неудобной части.
Присоединяются изделия с меньшими параметрами. Один участок трубы жестко фиксируется на стене, предоставляя возможность отогнуть соединяемый элемент для размещения в насадке. Монтаж нагретых элементов должен производиться одновременно.
Сварка с использованием компрессионных фитингов
Краткая инструкция:
- Используя фаскосниматель, удаляются заусенцы и создается фаска для сохранения уплотнительного кольца при прохождении труб через фитинг.
- Замеряется на контуре глубина вхождения в фитинг для определения сопряжения труб со стопором.
- Труба обрабатывается смазкой.
- Подготавливается фитинг. Его можно полностью разобрать или послабить зажимную гайку.
- Осуществляется компрессионная сварка труб с переходником. Надевается зажимная гайка на трубу, на ней устанавливается цанга и корпус. На другом конце трубы размещается уплотнитель, закручивается гайка сначала рукой, потом ключом.
- Если в процессе участвует разборной фитинг, трубу заводят до стопорного кольца и зажимают гайку.
Распространенные ошибки
На первых этапах знакомства с технологией соединения труб не исключена возможность образования ряда ошибок. Для их предотвращения ниже приведен ряд рекомендаций:
- Недостаточный уровень прогрева паяльника приводит к снижению температурного режима. Это влияет на снижение качества сварки и образования протечки. Для исключения подобной ситуации, перед первой пайкой устройство прогревают до получения номинальной температуры (на протяжении 5 мин. и более) и не отключают его от сети до окончания всех работ.
- Под особый контроль попадает время плавления полипропилена на этапе прогрева. Если передержать изделие, материал сильно размягчается и деформируется. Отверстие может стать полностью перекрытым.
- Длительная стыковка изделий между собой образует плохой сварной шов. Детали успевают охладиться, что негативно отражается на результате.
- До начала работ рекомендуется проверить все фитинги.
При наличии трещин или геометрических нарушений формы изделий, трубопровод получится низкого качества.
- Вся комплектация должна быть изготовлена одним производителем. Выпуск изделий под разными брендами основные отличия в температуре плавления.
Если первая спайка завершилась неудачно, не рекомендуется применять фитинг повторно. Окончание трубы потребуется срезать.
Важные рекомендации
Кроме времени термического воздействия, необходимо придерживаться определенных правил пайки, напрямую влияющих на качество и эффективность технологии:
- В процессе эксплуатации сварочное оборудование должно быть подключено. Минимальное время между 2-мя пайками составляет не менее 5 мин.
- Нагрев двух соединительных изделий должен производиться одновременно.
- Предварительная разметка на поверхности трубопровода обеспечит соблюдение правильной глубины сварочных швов. Она также выступает в качестве ориентира для правильного размещения двух деталей по отношению друг к другу.
- Не рекомендуется проворачивать детали на этапах соединения и остывания нагретых частей. Это способствует нарушению целостности сварного слоя и утере герметичности.
Таблица с размерами и временем сварки
Для получения качественного соединения, следует ориентироваться на параметры сечения элементов и температуры внешней среды:
Приведенная в табличных данных длительность нагрева соединительных элементов актуальна для проведения работ при температуре 20°С. Для более суровых условий требуется увеличить длительность нагрева.
По завершению монтажных работ следует обязательно пустить воду через магистраль и проверить места стыков на отсутствие протечки.
Видео уроки
Пайка полипропиленовых труб — как правильно паять своими руками
Полипропиленовые трубы выдерживают высокое давление, температуру, легко монтируются и служат более 50 лет. Для соединения звеньев трубопровода проводится пайка полипропиленовых труб при помощи сварочного аппарата. Чтобы стыки были герметичными и прочными, нужно соблюдать некоторые рекомендации.
Виды ППР-труб
Полипропилен относится к группе термопластов. При нагревании до температур, ниже предела текучести, полимер переходит в вязкоэластичное состояние. Оно обратимо, поэтому материал при охлаждении снова становится твердым. Это свойство используется при сварке ППР.
Промышленность выпускает трубы диаметром от 10 до 1600 мм с толщиной стенки 2-61 мм. Для бытовых нужд применяют преимущественно сечения от 16 до 110 мм.
Трубный ассортимент изготавливают из разновидностей полипропилена:
- монополимера РР;
- блок-сополимеров РР-Н, РР-В;
- рандом-сополимера РР-R.
Различия между ними заключаются в строении полимерных цепочек и структуре межмолекулярных связей.
Изделия из ППР обладают необходимой прочностью и химической стойкостью, но достаточно высоким термическим расширением. При нагреве на 50 °С труба длиной 10 м удлиняется на 60 мм.
Чтобы уменьшить деформации, проводится армирование полипропилена стекловолокном или алюминиевой фольгой. Наибольшее распространение такие материалы получили в системах низко- или высокотемпературного отопления, где среда испытывает значительные колебания температуры.
В маркировке продукции содержится информация об изготовителе, типе и диаметре трубы, толщине стенки, классе эксплуатации, номинальном рабочем давлении. Дополнительно может быть указан номер российского или международного стандарта.
Область применения труб определяется рабочим давлением:
- PN10, PN16 — для холодного водоснабжения;
- PN20 — для холодного и горячего водоснабжения;
- PN25 — для отопления.
О назначении может сказать цвет пластика:
- белый и серый — для внутреннего холодного или горячего водопровода, отопления;
- черный —для наружных систем;
- зеленый — для полива, холодных трубопроводов небольшой протяженности.
Особенности монтажа
Пайка полипропиленовых труб ведется с помощью тепловой контактной или электроимпульсной сварки. Термопластичный полимер на соединяемых участках при нагреве размягчается, а при затвердевании образует монолитный стык. Узлы являются неразборными.
Для тепловой сварки используется специальный паяльник с греющими насадками различного диаметра. Оптимальная температура пайки полипропиленовых труб 260-300°С. При сборке системы рекомендуется применять изделия одного производителя, что гарантирует совместимость труб и фитингов по диаметру и химическому составу.
При монтаже используются:
- муфты, тройники, углы, переходники, отводы, обводы из ППР;
- комбинированные изделия для соединения с металлом;
- шаровые краны;
- обратные клапаны;
- фильтры;
- водорозетки.
К стене трубопровод крепится с помощью кронштейнов, хомутов, опор.
Устройство и принцип работы ручного паяльника для ППР
Сварочный аппарат для пайки полипропиленовых труб помогает быстро и качественно смонтировать систему водоснабжения, отопления, дренажа или полива. Инструмент состоит из корпуса с ручкой, металлической платформы («утюга», цилиндра) для крепления насадок и подставки.
Прибор работает от сети 220 В, потребляемая мощность 600-2000 Вт. Температура нагрева задается терморегулятором в пределах 50-300°С. Определить готовность к работе можно по светящимся индикаторам. В платформе предусмотрены отверстия под насадки для трубопроводов наиболее распространенных диаметров 20, 25, 32 мм. В некоторых моделях комплектация расширена до 40, 50 или 63 мм.
В некоторых моделях комплектация расширена до 40, 50 или 63 мм.
Насадки устанавливаются попарно — гильза предназначена для разогрева участка трубы, дорн для раструба муфты или корпуса арматуры. Покрытие может быть стальным или тефлоновым. В отличие от металла полимерный материал обладает низкой адгезией, намного лучше очищается от пластикового припоя.
В штырьевых паяльниках используются колодочные насадки. Они состоят из двух частей и закрепляются к нагревателю болтами. Такие сварочные аппараты применяют для пайки в труднодоступных местах.
Как правильно паять полипропиленовые трубы согласно инструкции:
- Установить нужные насадки.
- Прибор включить в сеть.
- Задать требуемую температуру с помощью терморегулятора.
- Дождаться сигнала индикатора.
- Надеть трубу на одну насадку, фитинг на другую.
- Выждать время, указанное в таблице инструкции.
- Снять нагретые элементы, соединить, прижать без усилия.
- Дать остыть в течение нескольких минут.
Некоторые производители укомплектовывают прибор металлическим кейсом для хранения и переноски, ножницами для резки полипропиленовых труб, защитными перчатками. Электроинструмент доступен по цене и прост в применении, что сделало его популярным как у профессионалов, так и домашних мастеров.
Пайка неармированных труб
Сваривать ППР-трубы рекомендуется при температуре воздуха не ниже +5°С, так как на морозе пластик становится хрупким. Для монтажа понадобятся фитинги, паяльник, шестигранник для закручивания насадок, ножницы, рулетка, карандаш, перчатки. Насадки больших диаметров устанавливают ближе к основанию, меньшие — к краю нагревательной платформы.
На терморегуляторе выставляют температуру в диапазоне 240-280°С. После отключения контрольного индикатора можно приступать к пайке.
Резка
Труба перед свариванием должна быть подготовлена. Ее нарезают на участки согласно схеме трубопровода заранее или непосредственно при монтаже. Для резки используют специальные ножницы по полипропилену, дающие ровный рез.
Для резки используют специальные ножницы по полипропилену, дающие ровный рез.
Ножницы могут быть различной конструкции — с обратной пружиной, храповым или роликовым механизмом, электроприводом. Широкое основание позволяет установить трубу правильно по отношению к режущей части.
Допускается применение ножовок по металлу. Для получения качественного среза инструмент нужно держать строго перпендикулярно оси трубы.
Снятие фаски
По технологии монтажа полипропиленовых трубопроводов требуется снять с торцов фаску глубиной 1 мм под углом 30°. Этой операцией часто пренебрегают, считая, что она не нужна. Тем не менее, благодаря срезанию лишнего объема и формированию утонченного окончания трубы соединение в нагретом виде намного легче собирается и меньше деформируется. Расплавленный материал не продавливается в просвет и не снижает его площадь.
Фаску можно снять строительным ножом, специальным точильным станком или самодельным устройством с режущим лезвием.
Видео как снять фаску у алюминевых и неалюминевых труб
Очищение и обезжиривание
Снятие пыли, загрязнений и жира производится ветошью, смоченной ацетоном. Эта мера способствует более равномерной диффузии между разогретыми границами трубы и фитинга, увеличивает срок службы узла.
Разметка
Если достаточного опыта сварки нет, рекомендуется сделать предварительную разметку. Для этого на торце трубы отмеряют расстояние, равное глубине раструба фитинга плюс 2 мм, и ставят карандашом отметку. Можно установить ограничительный хомут.
Рекомендуемые расстояния до риски в зависимости от диаметра трубы:
Если фронт работы большой, удобно пользоваться самодельным шаблоном.
Прогрев и соединение
Время нагрева насадок зависит от толщины стенки трубы. Чем она больше, тем дольше должно быть температурное воздействие. Рекомендуемые производителями величины указываются в инструкции к сварочному аппарату.
Чем она больше, тем дольше должно быть температурное воздействие. Рекомендуемые производителями величины указываются в инструкции к сварочному аппарату.
Трубу насаживают на разогретую гильзу до ограничительной метки, а фитинг — на дорн. Через несколько секунд детали аккуратно снимают, соединяют с небольшим усилием, выдерживают технологическую паузу и охлаждают естественным путем без механический воздействий. После каждого применения насадки очищают от остатков налипшего материала.
Превышать время нагрева не рекомендуется. В результате полипропилен становится слишком вязким и образует наплывы, которые могут сузить просвет и нарушить проходимость соединения.
Нельзя допускать несоосности аппарата и деталей при сварке. На участках длиной более 2 м нужно подложить подставки. Сложные звенья лучше заранее спаять на горизонтальной площадке — полу или столе, а затем уже вварить готовый узел в трубопровод.
Как паять полипропиленовые трубы с армированием
Армирующий слой, уменьшающий температурные деформации, изготавливается из алюминиевой фольги или стекловолокна. Он может располагаться на внешней поверхности или в толще стенки. Трубы, армированные стекловолокном, сваривают аналогично обычным полипропиленовым. Стеклянные нити не препятствуют диффузии материалов, при отвердении структура не меняется.
Фольга при сварке создает непроницаемый барьер для смешивания молекул полимера, поэтому металл предварительно удаляют на глубину стыка. Для этого применяют специальные ручные зачистки или насадки на перфоратор.
Зачистки работают по принципу точилки для карандашей. Они срезают верхний слой полипропилена и металл. На поверхности после обработки не должны остаться частицы фольги. Дальше пайка проводится обычным способом с подбором соответствующих фитингов.
Как паять полипропиленовые трубы в труднодоступных местах
Часто бывает, что к соединению сложно добраться даже с компактным ручным паяльником. Это участки под потолком, в углах, нишах или места с близко расположенным сантехническим оборудованием. В этом случае применяются следующие способы сварки:
В этом случае применяются следующие способы сварки:
- Сложный узел сначала собирают отдельно, затем приваривают к трубе в удобном месте.
- Нагревают последовательно прямую и ответную часть с минимальным промежутком времени и быстро соединяют, чтобы детали не успели остыть.
- Используют одновременно 2 комплекта насадок, устанавливая их в нагреватель зеркально. При этом одна из веток не должна быть жестко закрепленной.
- Предварительно разогретые на штырьевом паяльнике насадки слегка откручивают, снимают и расплавляют ими соединяемые участки.
Поскольку сварку нужно проводить быстро, для работы в труднодоступных местах не обойтись без помощника.
Гидравлические испытания
Качественные соединения при внешнем осмотре не имеют несоосности более 5°, складок, трещин или других дефектов. По кромке раструба должен образоваться валик, выступающий за торец трубы. Если он неоднородный или слоистый, при сварке был нарушен температурный режим или в стык попала грязь.
Гидравлические испытания проводят при давлении, превышающем максимально допустимое в 1,5 раз. Так для трубопровода с РМ 25 атм. это 40 атм. Время нагнетания 30 мин.
Через 10 и 20 минутах давление снижают, проверяют соединения на герметичность. Затем давление повторно повышают. Если обнаружены утечки и потеря по манометру более 0,2 бар, участок трубопровода с дефектами нуждается в замене. Если вы нанимаете специалиста, стоимость пайки полипропиленовых труб будет выше, чем при самостоятельном монтаже. Зато вы на 100% сможете избежать протечек из-за некачественных стыков и, следовательно, сэкономите на переделках.
Техника безопасности при пайке труб
Чтобы не нанести вред своему здоровью, при сварке полимеров нужно соблюдать правила:
- Организовать в помещении хорошую вентиляцию.
- Надевать рукавицы для предотвращения ожогов.
- Не держать рядом с рабочим местом горючие материалы и жидкости.
- Выполнять правила обращения с электроинструментом.

Желательно иметь поблизости аптечку для оказания первой помощи.
Как не допустить ошибок
Качеству сварки может навредить несоблюдение технологии. Чтобы не пришлось заменять отдельные участки или весь трубопровод, рекомендуется:
- не работать при низких температурах воздуха;
- не превышать время нагрева;
- не крутить детали соединения, снимая с насадок;
- не применять излишних усилий при стыковании;
- не использовать насадки с поврежденным покрытием;
- очищать и обезжиривать поверхности;
- не сваривать металлический трубопровод рядом с фитингом из ППР, который при нагреве может расплавиться.
Видеоинструкция по монтажу полипропиленовых труб
Заключение
Пайка полипропиленовых труб своими руками проводится с помощью компактного сварочного аппарата. Для получения качественных соединений нужно использовать комплектующие одного производителя. При строгом соблюдении технологии стыки будут герметичными, прослужат не менее срока эксплуатации самого трубопровода.
Пайка полипропиленовых труб своими руками (видео)
Монтаж полипропиленового водопровода в квартире производится с помощью сварочного аппарата (паяльник) с насадками различного диаметра и ножниц для резки труб (труборез).
полипропиленовые трубы и фитинги
9 обязательных правил при монтаже разводки из этого материала:
- Поверхности сварочного аппарата (паяльника) и насадок имеют тефлоновое покрытие, в процессе эксплуатации оберегайте их от царапин, ударов.
- Материал и оборудование, если внесёны с мороза, выдержать до комнатной температуры, только после этого приступайте к работе — это обязательное условие.
- Труба и фитинги должны быть чистыми и сухими (при необходимости обезжирить или протереть ветошью).

- Срез необходимо делать перпендикулярно оси трубы.
- На паяльнике выставляете температуру равную 280 градусов, как погаснут контрольные лампы можно приступать к спаиванию.
- Труба вставляется во внутреннюю сторону насадки, а фитинг на наружную. Лёгким усилием, ровно, плавно насадить. На трубе появится характерный валик, во избежание заужения давление прекратить, выдержать рекомендуемое данному диаметру трубы время, снять и соединить друг с другом, плавно вводя трубу в фитинг. Ни в коем случае не вращать. Выровнять. Я ещё и наплыв приминаю (красивее получается).
- Момент, когда снял с насадки и соединил между собой, называется технологическая пауза. Она должна быть, как можно короче. Повторюсь, если по оси, соединил не ровно — не вращать! Лучше перепаять затратив другой фитинг, иначе будет протечка. Выдержать пока, так сказать «схватится». Существует руководство, которого необходимо придерживаться, в нём указаны: глубина варки, время нагрева, время соединения и остывания. Для труб разного диаметра эти параметры различны. Поставляется сие руководство в комплекте со сварочным аппаратом.
- На разогретые поверхности ни в коем случае не допустимо попадание воды, попадёт хоть капля — будет протечка. Бывает попадают ворсинки льна, но из-за короткой технологической паузы возможности их убрать нет времени, как ни странно протечки по стыку нет, но желательно это не допускать, кто знает, как это место поведёт себя лет через десять.
- Во время монтажа будьте внимательны: даже самое лёгкое прикосновение открытым участком кожи к паяльнику, даёт серьёзный ожог. При монтаже ни в коем случае не допустимо, по этой причине присутствие детей.
При соблюдении этих рекомендаций, успех обеспечен.
На фото паяльник, которым пользуюсь. Стоимость его не велика, а деньги затраченные на его приобретение перекрыл с лихвой.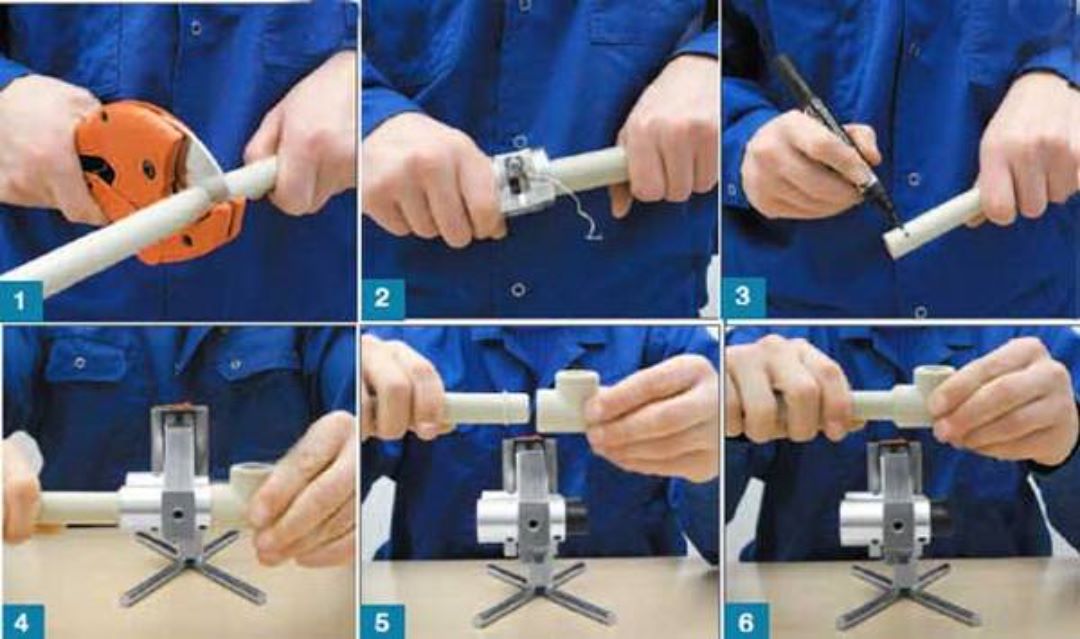
паяльник и труборез
Посмотрите, как я сделал разводку в этом видео:
В рамках статьи всего не опишешь.
Подробный процесс по монтажу водопровода можно прочесть в моей электронной книге, она бесплатна, необходимо лишь ввести данные своей электронной почты. Уверен, книга — достойное пособие по этой работе, и не важно из какого материала.
Заинтересовавшемуся этой статьёй, не лишним будет знать:
А так ли прост монтаж полипропиленовых труб (видео)?
Надёжные краны для водопровода.
Надёжный электроинструмент для монтажа.
Если возникли какие вопросы, или есть дополнения прошу в комментарии. Гостям блога рекомендую подписаться на получение анонсов статей себе на почту, форма откроется при прокрутке страницы вниз.
А у меня на этом сегодня всё, успехов в монтаже, с уважением Андрей.
Если информация будет полезна друзьям, клик по иконке соцсети.
Поделиться с друзьями в сети:
1
Похожие статьи
характеристики, диаметр, пайка своими руками, как самому сделать отопление из пластиковых труб, фото и видео примеры
Home » Пластиковые трубы для отопления: характеристики, диаметр, пайка своими руками, как самому сделать отопление из пластиковых труб, фото и видео примеры
Пластиковые трубы для отопления: характеристики, диаметр, пайка своими руками, как самому сделать отопление из пластиковых труб, фото и видео примеры
Многие хозяева прекрасно знают, что оборудовать систему отопления в жилище можно самыми разными способами и при помощи самых различных материалов. В последнее время весьма широкую популярность приобрели пластиковые трубы для отопления характеристики которых и объясняют широкое распространение этих структурных частей системы теплоснабжения.
Содержание:
Чтобы разобраться с тем, как самому сделать отопление из пластиковых труб, необходимо рассмотреть особенности этих изделий, изучить их преимущества и недостатки, а также определить, какие инструменты необходимы для их монтажа. Именно об этом далее и пойдет речь.
Виды пластиковых труб для отопления
При выборе таких конструкций, как трубы пластик для отопления также следует подбирать в индивидуальном порядке, так как основных разновидностей этого материала существует две:
- полипропилен;
- сшитый полиэтилен.
Для того чтобы разобраться с тем, как сделать отопление из пластиковых труб, необходимо рассмотреть технические особенности двух этих вариантов пластика.
Технические характеристики пластиковых труб для отопления
Основой полипропилена выступают особые гранулы, имеющие белый оттенок. По плотности этот материал уступает воде, а температура его плавления варьируется в пределах от 130 до 170°C в зависимости от того, какое количество добавок стабилизирующего характера используется.
Важно помнить, что при эксплуатации пластика в условиях температуры, значительно меньшей точки плавления, этот материал склонен к размягчению, что отрицательно сказывается на его прочности. По этой причине наибольшей рабочей температурой пластика должен быть показатель в 95°C.
Трубы пластиковые для системы отопления, изготовленные из полипропилена, изнутри имеют гладкую поверхность. Говоря о достоинствах такого материала, стоит отметить отсутствие каких-либо скапливаемых внутри этих изделий отложений, а также подчеркнуть отсутствие склонности к образованию коррозионного налета. Более того, пластмассовые трубы для отопления из полипропилена являются диэлектриками, что полностью исключает возможность поражения жильцов дома током в случае замыкания. Отчасти этим и обусловлен
выбор полипропиленовых труб для отопления
жилых домов.
Техническими характеристиками полипропилена являются следующие:
- в случае работы при температуре, равной 20°C, давление составляет 20 атмосфер, а при температуре в 25°C – 25 атмосфер;
- максимально допустимый параметр температуры – 90 – 95°C, но зачастую он варьируется от 70 до 90°C;
- если оборудование работает на максимальной температуре, то рабочее давление не должно превышать 6 – 7 атмосфер.
Оборудуя пластиковое отопление монтаж полипропилена следует также выполнять с учетов теплового расширения этого материала, которое является довольно большим. Однако значительно уменьшить его показатель можно, обработав поверхность полипропиленовых труб армированием на основе стекловолокна или алюминиевой фольги.
Сшитый полиэтилен как основа для труб отопления
Ввиду того, что стандартный полиэтилен очень легко плавится, изготовить пластиковое отопление своими руками с его помощью практически невозможно. Однако сегодня существует принципиально новый метод производства этого материала путем так называемой сшивки.
Этот вариант обработки полиэтилена предполагает применение химических или лучевых составов, призванных образовать между полимерными молекулами поперечные связи, а не только продольные. Это, в свою очередь, позволит существенно увеличить показатель температуры плавления, а также повысит прочность самого материала.
Отопление из пластиковых труб, выполненное с помощью сшитого полиэтилен, имеет ряд некоторых особенностей (подробнее: «
Чем хорош сшитый полиэтилен для отопления – преимущества и недостатки труб
«).
Техническими характеристиками стандартного изделия, изготовленного из такого сырья, являются следующие:
- применяется данный вариант труб для обустройства отопления радиаторного типа, а также для обеспечения системы подачи холодной и горячей воды;
- отопительные трубы пластиковые, выполненные из сшитого полиэтилена, имеют рабочее давление, равное 10 кгс/см²;
- говоря о нормальной температуре для таких изделий, нужно сказать, что максимально допустимым значением в данном случае является параметр в 110°C. Даже если на трубе не окажется никаких видимых механических повреждений, то существенное повышение температуры значительно повлияет на срок службы таких пластиковых труб, безусловно, в отрицательную сторону.
При правильном использовании такого оборудования пластиковые трубы для отопления диаметры которых могут иметь самый разный показатель, способны прослужить не менее полувека, что весьма немало (прочитайте: «
Выбор диаметра труб для отопления — важно не ошибиться
«). Тем не менее, стандартный гарантийным сроком для таких изделий является промежуток времени в десять лет.
Кроме того, несмотря на то, что диаметры пластиковых труб для отопления, изготовленных из сшитого полиэтилена, и эти же параметры у полипропиленовых моделей во многом схожи, стоимость одного метра полиэтиленового образца превышает цену за один метр для полипропилена.
Диаметр пластиковых труб для отопления, выполненных из полиэтилена, также важно учитывать и потому, что, несмотря на гораздо меньшее температурное расширение по сравнению с полипропиленовыми трубами, оно все же имеет место быть (прочитайте также: «
Монтаж системы отопления из полипропиленовых труб своими руками
«).
Особенности установки пластикового отопления своими руками
Если говорить об особенностях монтажа двух этих вариантов отопительных трубы, то следует отметить, что их резка будет идентичной и будет выполняться посредством особого резака. При отсутствии такого инструмента вполне можно воспользоваться обычной ножовкой, оснащенной полотном по металлу, либо болгаркой.
Но соединение составных частей этих труб будет принципиально разным, поэтому на специфических моментах такой работы, как скрепление функциональных частей отопительных труб из пластика, следует остановиться более подробно.
Процесс пайки пластмассовых труб для отопления
Полиэтилен имеет некоторую специфическую особенность: после его сшивания труба в случае растягивании через некоторое время вновь возвращается в свое исходное состояние.
Это свойство, как правило, является основополагающим при монтаже фитингами:
- Изначально в пространство в трубе следует ввести конец специально предназначенного для такой работы инструмента, который именуется экстендером.
- После это трубу необходимо растянуть в несколько этапов, постепенно погружая в нее наконечник.
- В образовавшееся отверстие следует поместить штуцер фитинга.
- После его обжатия сам фитинг требуется оснастить запорным кольцом из латуни или пластика. Такой вариант крепления является монолитным, поэтому снять трубу с фитинга можно, лишь срезав ее.
Соединение пластиковых труб для отопления между собой
Основной вид работы, которым будет актуальным в данном случае – это пайка пластиковых труб отопления из полипропилена.
Весь процесс проходит следующим образом:
- Нагревательная часть простого и удобного в обращении паяльника оснащается насадкой соответствующего диаметра.
- Далее инструмент разогревается до температуры 260 – 280°C, а затем в пустую часть насадки на несколько секунд нужно погрузить трубу. В этот же момент фитинг, который состоит из муфты, тройника, уголка и пр., нужно закрепить на второй стороне насадки.
- После того, как поверхности должным образом оплавились, их необходимо соединить, причем делать это нужно, не проворачивая трубу, иначе на пластике появятся волны, что негативно скажется на качестве стыка.
Для того чтобы полностью разобраться в особенностях устройства отопления из пластиковых труб, всегда можно изучить дополнительные фото- и видеоматериалы, которые обычно есть в наличии у специалистов по монтажу такого оборудования. Кроме того, квалифицированные мастера смогут дать нужный совет касательно устройства системы и помочь с проведением любых ремонтных работ.
Характеристики пластиковых труб для отопления на видео:
Похожие статьи
Как припаять медную трубу в стене: 16 шагов (с иллюстрациями)
Как дела, ребята, добро пожаловать в другую статью. В этой статье / видео я расскажу обо всех процедурах безопасного и правильного выполнения пайки в обычной домашней стене, которая может состоять из электрических проводов, труб, звукоизоляции или других различных материалов. Если вы никогда раньше не паяли, это видео даст вам все, что вам нужно знать, чтобы делать это безопасно и правильно с помощью основных инструментов и материалов, которые вы можете найти в местном хозяйственном магазине.
Кроме того, в статье / видео я буду показывать вам несколько интересных советов и приемов, чтобы облегчить вам выполнение работы.
Пайка в труднодоступном месте означает, что вы должны принять некоторые необходимые меры предосторожности, которые обычно не требуются, например, при пайке на открытом пространстве или возле бетонной стены. В обычной домашней стене могут быть электрические провода, трубы или даже сам деревянный каркас, который может загореться, поэтому мы рассмотрим все эти меры предосторожности позже в этой статье.
Инструменты и материалы, которые я использовал в этом видео:
Труборез AutoCut 1/2 «: https://amzn.to/2Xlyq
Труборез AutoCut 3/4: https://amzn.to/2GZFrkf
Рукоятка с трещоткой AutoCut 1/2 «: https://amzn.to/2GZFrkf
Рукоятка с трещоткой AutoCut 3/4″: https://amzn.to/2GZFrkf
Резак-карандаш: https://amzn.to/2GZFrkf
Ручной резак: https://amzn.to/2GZFrkf
Проволочная щетка для фитинга 1/2 «: https://amzn.to/2GZFrkf
Проволочная щетка для фитинга 3/4″: https: // amzn.to / 2GZFrkf
Пропан (синий баллон): https://amzn.to/2GZFrkf
Пропеновый газ (желтый баллон): https://amzn.to/2GZFrkf
Бессвинцовый луженый флюс: https: / /amzn.to/2GZFrkf
Бессвинцовый флюс (водорастворимый): https://amzn.to/2GZFrkf
Щетки для флюса: https://amzn.to/2GZFrkf
Бессвинцовый припой: https: / /amzn.to/2GZFrkf
Пламегаситель: https://amzn.to/2GZFrkf
Кремневый ударник: https://amzn.to/2GZFrkf
Абразивные диски: https: // amzn.to / 2GZFrkf
Универсальный нож: https://amzn.to/2GZFrkf
Развертка для карандашей: https://amzn.to/2GZFrkf
Универсальный инструмент для удаления заусенцев (синий): https: // amzn. to / 2GZFrkf
Медь в вашем доме: сделай сам
Основы
Ремонт дома и проекты становятся все более популярными с каждым днем. Люди любят свои дома, проявляют к ним интерес и им нравится чувствовать, что они могут содержать и улучшать их. При наличии правильных инструкций и подготовки домашний ремонт легко сделать самостоятельно, он может стать веселым семейным занятием и сэкономить деньги на вызове профессионала.
Медная сантехника основана на процедуре, называемой пайкой, и это не так сложно, как вы думаете. Следующие ниже инструкции и методы позволяют создать герметичные паяные соединения между трубкой и фитингами из меди и медного сплава. Следуя этим простым инструкциям и не забывая работать аккуратно, вы сможете получить идеально спаянные соединения.
1. ИЗМЕРЕНИЕ
Измерьте и отметьте трубку карандашом.
2. РЕЗКА
Отрежьте трубку до измеренной длины.Резку можно выполнить несколькими способами. Трубку можно разрезать дисковым труборезом, ножовкой, абразивным кругом, стационарной или переносной ленточной пилой. Необходимо следить за тем, чтобы трубка не деформировалась во время резки. Независимо от метода разрез должен быть перпендикулярен длине трубки, чтобы трубка правильно вошла в колпачок фитинга.
3. РАЗВЕРТЫВАНИЕ
Разверните все обрезанные концы трубки до полного внутреннего диаметра трубки, чтобы удалить небольшой заусенец, образовавшийся при разрезании.Это очень важно. Если эту шероховатую внутреннюю кромку не удалить расширением, может возникнуть эрозионная коррозия из-за локальной турбулентности и повышенной локальной скорости потока в трубе. Правильно развернутый кусок трубы обеспечивает гладкую поверхность для лучшего потока.
Удалите все заусенцы на внешней стороне концов трубок, образовавшиеся в результате резки, чтобы обеспечить надлежащее проникновение трубки в колпачок фитинга.ПРИМЕЧАНИЕ: ВНИМАНИЕ !!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!
К инструментам, которые можно использовать для развёртывания концов трубок, относятся расширительное лезвие на трубореза, полукруглые или круглые напильники, карманный нож или подходящий инструмент для удаления заусенцев.При использовании мягкой трубки вы должны быть очень осторожны, чтобы не деформировать конец трубки из-за чрезмерного давления.
4. ЧИСТКА
Удаление всех оксидов и поверхностного масла с концов трубок и фитингов имеет решающее значение для правильного поступления металлического припоя в соединение. Если их не удалить, это может повлиять на капиллярное действие, снизить прочность сустава и вызвать разрушение.
Слегка очистите концы трубок с помощью песчаной ткани или нейлоновых абразивных подушек на расстоянии, немного превышающем глубину чашек фитинга.
Очистите чашки фитинга, используя абразивную ткань, абразивные губки или подходящую щетку подходящего размера.
Капиллярное пространство между трубкой и фитингом составляет приблизительно 0,004 дюйма. Металлический припой заполняет этот зазор за счет капиллярного действия. Это расстояние имеет решающее значение для того, чтобы металлический припой попал в зазор и образовал прочное соединение.
Медь — относительно мягкий металл. Если удалить слишком много материала с конца трубы или чашки фитинга, неплотная посадка может привести к плохому соединению.
5.НАНЕСЕНИЕ FLUX
Используйте флюс, который растворяет и удаляет следы оксида с очищенных поверхностей от повторного окисления во время нагрева и способствует смачиванию поверхностей металлическим припоем.
ПРЕДУПРЕЖДЕНИЕ: Не наносить пальцами. Химические вещества, содержащиеся в флюсе, могут быть вредными при попадании в глаза, рот или открытые порезы. Будьте осторожны при нанесении флюса. Небрежное обращение может вызвать проблемы спустя долгое время после установки системы. Если используется чрезмерное количество флюса, остатки флюса могут вызвать коррозию.В крайних случаях такая флюсовая коррозия может пробить стенку трубы, фитинга или и того, и другого.
6. СБОРКА И ПОДДЕРЖКА
Вставьте конец трубки в чашку фитинга, убедившись, что трубка прилегает к основанию чашки фитинга. Небольшое вращательное движение обеспечивает равномерное покрытие флюсом. Удалите излишки флюса с внешней стороны шва ватной тряпкой.
Поддержите трубку и фитинг в сборе, чтобы обеспечить равномерное капиллярное пространство по всей окружности соединения.Равномерность капиллярного пространства обеспечит хороший капиллярный поток расплавленного припоя. Чрезмерный зазор в стыках может привести к растрескиванию припоя в условиях напряжения или вибрации.
Теперь соединение готово к пайке. Подготовленные и готовые к пайке соединения должны быть завершены в тот же день, а не оставлены незавершенными на ночь.
7. ОТОПИТЕЛЬ
Начните нагревание пламенем перпендикулярно трубке. Медная трубка передает исходное тепло в чашку фитинга для равномерного распределения тепла в области соединения.Степень этого предварительного нагрева зависит от размера стыка. Предварительный нагрев сборки должен охватывать всю окружность трубы, чтобы довести до подходящего состояния предварительного нагрева. Однако для стыков в горизонтальном положении избегайте прямого предварительного нагрева верхней части стыка, чтобы избежать сжигания паяльного флюса. Практика и опыт укажут количество тепла и необходимое время.
Затем переместите пламя на чашку фитинга. Переместите пламя поочередно между чашкой фитинга и трубкой на расстояние, равное глубине чашки фитинга.Опять же, предварительно нагрейте окружность, как описано выше, с горелкой у основания чашки фитинга. Прикоснитесь припоем к стыку. Если припой не плавится, удалите его и продолжайте нагрев.
ВНИМАНИЕ: Не перегревайте соединение и не направляйте пламя на поверхность чашки фитинга. Перегрев может сжечь флюс, что снизит его эффективность, и припой не попадет в соединение должным образом.
Когда припой расплавится, приложите тепло к основанию чашки, чтобы способствовать капиллярному действию в втягивании расплавленного припоя в чашку к источнику тепла.
Тепло обычно подается с помощью воздушно-топливной горелки. В таких горелках используется ацетилен или сжиженный газ. Также можно использовать электроды для пайки сопротивлением. В них используются нагревательные электроды, и их следует учитывать, когда возникает проблема с открытым пламенем.
8. НАНЕСЕНИЕ ПАЙКИ
Для соединений в горизонтальном положении начните наносить припой немного не по центру в нижней части соединения. Когда припой начнет плавиться от тепла трубки и фитинга, протолкните припой прямо в соединение, удерживая горелку у основания фитинга и немного впереди точки нанесения припоя.Продолжайте эту технику через нижнюю часть фитинга и вверх с одной стороны к верху.
Теперь затвердевший припой в нижней части соединения создал эффективную перегородку, которая предотвратит вытекание припоя из соединения при заполнении боковой и верхней части соединения.
Вернитесь к начальной точке, немного перекрывая друг друга, и продолжайте движение вверх по незавершенной стороне к вершине, снова с небольшим перекрытием. Во время пайки за точкой нанесения припоя могут появиться небольшие капли, указывающие на то, что стык заполнен до этой точки и больше не будет принимать припой.На протяжении всего процесса используются все три физических состояния припоя: твердое, пастообразное и жидкое.
Для стыков в вертикальном положении выполните аналогичную последовательность проходов внахлест, начиная с любого удобного места.
9. ОХЛАЖДЕНИЕ И ОЧИСТКА
Дайте готовому стыку естественным образом остыть. Шоковое охлаждение водой может вызвать нагрузку на сустав. Когда остынет, удалите остатки флюса влажной тряпкой.
Как паять медную трубу (важные советы !!)
Сжечь дом дотла…
Это первое, что приходит на ум, когда вы думаете о пайке медных труб?
Может быть, я единственный, кто так думает, лол.
В первый раз мне пришлось паять трубу в отсеке для балок на нашей кухне.
В нашей трубе образовалась мелкая дыра, и потолок медленно превратился в кашу.
Пайка на удивление проста, если вы изучите все основы.
Я уверен, что после прочтения или просмотра сегодняшнего руководства вы сможете паять медь за 1 час или меньше.
Эти инструменты и расходные материалы делают пайку намного проще.
Обучение пайке медных труб начинается с резки и подготовки.
Итак, приступим: D
Резка и подготовка медных труб (это интереснее, чем Lego)Для резки медных труб используется множество различных инструментов.
Два моих любимых инструмента — труборез AutoCut и Ridgid № 15.
Инструменты AutoCut зажимаются на трубе, и вы просто поворачиваете их в соответствии со стрелкой.
У них нет развертки для удаления заусенцев. Так что вам придется делать это с помощью отдельного инструмента для развёртывания.
Ridgid № 15 (который я дал в другом руководстве) режет медную трубу и имеет расширитель.
Отлично подходит для труб на открытых пространствах, а инструмент AutoCut отлично подходит для труб в узких местах.
Всегда расширяйте медную трубу изнутри, а затем очищайте ее металлической щеткой или наждачной бумагой.
Продуйте трубу, чтобы убедиться, что все медные биты удалены.
Никогда не кладите только что очищенную трубу.
Грязь на трубе будет мешать пайке.
Нанесите тонкий слой флюса на внешнюю сторону медной трубы.
Я говорю «тонкий», потому что вы не хотите, чтобы избыток флюса попадал внутрь трубы, это может привести к точечной коррозии и, в конечном итоге, к утечкам через мелкие отверстия.
Проволочной щеткой очистите внутреннюю часть любого фитинга и выдуйте его.
Снова нанесите тонкий слой флюса на внутреннюю часть фитинга.
Соберите трубы и фитинги.
Убедитесь, что трубы максимально плотно прилегают к фитингам.
Теперь вы готовы приступить к пайке.
Woohoo, пусть начнется веселье !!
Пайка медных трубок (играть с огнем всегда весело!)Огнетушители необходимы при пайке.
Как бы я ни любил играть с огнем, я все же не хочу сжечь свой дом.
Противопожарные щитки предотвращают возгорание гипсокартона или шпилек, но они могут тлеть.
Если вы видите дым, идущий из отсека для шипов, опрыскайте его водой, чтобы предотвратить пожар.
Безопасность прежде всего!
Пропановые горелки доступны по цене и подходят для любых паяльных работ своими руками.
Синий конус — самая горячая часть пламени.
Установите конус на 1-2 дюйма трубы за фитингом. Нагрейте этот отрезок трубы примерно 10 секунд.
Затем поместите пламя сразу за чашкой фитинга.
Перемещайте пламя вперед и назад, чтобы нагреть всю площадь фитинга.
При этом постоянно промажьте переход фитинга / трубы припоем.
Сгорать флюс очень просто. D
Нанесение припоя мазками гарантирует, что вы потратите наименьшее количество тепла, необходимого для пайки ваших труб.
Не волнуйтесь, я покажу вам, как это сделать, в моем видео.
Мне очень хотелось, чтобы в видео было много замечательных советов, поэтому оно получилось немного длинным.
Вы будете паять примерно через 1 час 😀
Что дальше
Мой самый большой совет — практиковаться, практиковаться, практиковаться.Серьезно, сумка с 90-градусной фурнитурой стоит всего 4 доллара.
Купите 2-футовую секцию медной трубы и прикрепите 8-10 фитингов, и вам будет очень удобно паять медную трубу.
Если вы все еще не хотите паять медь, вы можете узнать, как починить трубу, используя эти советы.
Возьмите наше бесплатное руководство, если вы делаете ремонт ванной комнаты своими руками — в нем рассказывается, как отремонтировать ванную комнату за 10 дней или меньше
Отправить мне руководство
Как всегда, спасибо за чтение, просмотр и участие наше потрясающее сообщество.
Задайте свои вопросы ниже, и мы будем рады помочь.
Ура,
P.S. В нашем интернет-магазине есть отличные товары для домовладельцев, занимающихся ремонтом ванных комнат. Вы найдете душевые системы, инструменты для укладки плитки и многое другое.
Как: паять фитинги для медных труб
Сантехник
Соединения выполняются между секциями железной трубы с помощью резьбовых фитингов. Однако стенки медной трубы слишком тонкие и мягкие для нарезания резьбы, поэтому используется другой вид фитинга, называемый фитингом для пота.Это называется так, потому что процесс соединения различных элементов с помощью припоя включает их нагревание пропановой горелкой до тех пор, пока они не потеют.
Для пайки фитинга не требуется особого волшебства, хотя само присутствие пропановой горелки делает эту процедуру, которую необходимо выполнять осторожно. Создание плотного соединения без утечек — это больше вопрос тщательной подготовки деталей, чем навыков или опыта.
STEP 1
Полировка труб и фитингов.Отдельные отрезки трубок, соединяющих элементы водопроводной системы, соединяются на фитингах. Фитинги бывают разных конфигураций, включая колена, Ц, сорокапятку, муфты и другие. Однако независимо от того, какую примерку вы потеете, первым шагом к процессу является сглаживание и полировка стыкуемых участков.
Разметьте расположение труб и фитингов и отрежьте трубы до нужной длины. Убедитесь, что концы обрезаны под прямым углом. Используйте универсальный нож, чтобы срезать заусенцы с порезов.
На каждом стыке отполируйте внешнюю часть трубы с помощью сантехнической ленты (также называемой наждачной бумагой, она продается узкими полосками). Еще один удобный вариант для полировки поверхностей труб перед их запотеванием — это синтетическая тканая абразивная подушечка. Продаются как губки для зачистки, они напоминают салфетки для мытья посуды, но очищают и осветляют медь несколькими легкими движениями.
Отполируйте отверстия фитингов, используя щетку для очистки труб. Полировка обеих поверхностей имеет решающее значение: дефекты, оставшиеся на соединяемых поверхностях, могут позже привести к утечкам, потому что припой не будет правильно склеиваться.
STEP 2
Залить фитинги флюсом. Нанесите водопроводный флюс на внутреннюю часть каждого припаиваемого фитинга. Используйте одну из недорогих флюсовых щеток, предназначенных для этой задачи, так как она сохраняет ваши пальцы и руки в чистоте. Флюс имеет консистенцию тонкой смазки и при нагревании втягивает припой в фитинг. Вставьте трубу в фитинг, поверните ее, чтобы флюс равномерно распределился, и сотрите излишки выдавливаемого флюса.
ШАГ 3
Зажигание резака.Теперь вы готовы к факелу. Я всегда ношу перчатки при использовании фонарика. Это небольшая мера предосторожности, и на этом этапе вся работа, требующая большой ловкости пальцев, завершается.
Чтобы зажечь резак, слегка приоткройте вентиль; вы услышите легкое шипение выходящего газа. Форсунка устроена так, что кислород из атмосферы помещения втягивается во впускные отверстия, смешиваясь с пропаном. Зажгите пламя искровым инструментом или зажигалкой с открытым пламенем.
ШАГ 4
Обогрев арматуры.Горячая точка в пламени находится не ближе всего к соплу, как ошибочно думают многие, а примерно на полпути по его длине. Расположите горелку так, чтобы пламя нагревало непосредственно арматуру (а не трубу). Подходов к этому почти столько же, сколько и водопроводчиков, но мой любимый прием — держать горелку в одном положении, при этом средняя точка пламени нагревает ту часть фитинга, которая наиболее удалена от стыка (стыков). потел. Это помогает гарантировать, что все соединение будет горячим при нанесении припоя.Одним из аспектов, по поводу которого нет разногласий, является необходимость защиты окружающих легковоспламеняющихся поверхностей. За фитингом следует положить лист огнестойкого материала, чтобы защитить их.
STEP 6
Нанесение припоя. Пусть флюс будет вашим проводником: когда он пузырится и начинает испаряться, температура плавления припоя достигнута. Прикоснитесь припоем к трубе. Если он тает при контакте, будьте уверены, он достаточно горячий.
Уберите пламя с фитинга перед нанесением припоя (припой плавит тепло фитинга, а не пламя горелки).Если возможно, нанесите припой сверху, чтобы сочетание силы тяжести и капиллярного действия могло втянуть припой в соединение. Возможно, вам придется нанести припой на несколько точек вокруг стыка.
Выполните все соединения на фитинге сразу (как на тройнике с тремя трубами или на колене с двумя). Трубка остается довольно горячей в течение нескольких минут, поэтому не прикасайтесь к ней голой кожей.
После того, как все фитинги остынут, проверьте линии. Если фитинг протекает, вы не можете вернуться и просто нанести еще припой.С сожалением вынужден сообщить, что стык необходимо повторно нагреть до размягчения припоя; затем стык нужно разобрать, элементы очистить, флюсовать, нагреть и снова спаять.
Инструкции по проектированию: крепление тепловых трубок к сборке
Тепловые трубки обычно используются для охлаждения электроники транспортировка тепла из одного места в другое. Они могут быть частью системы, которая охлаждает некоторые очень горячие компоненты, но они используются, как правило, в нескольких довести охлаждение до электронных сборок.Вот несколько распространенных насадок методы, используемые при сборке систем охлаждения на основе тепловых трубок.
Пресс-фитинг
Сначала рассмотрим систему охлаждения, в которой несколько тепловых трубок объединены с рядом охлаждающих металлических пластин. Как показано, ребра могут быть механически запрессованы на тепловых трубках, что приводит к структуре, подобной изображенной на Рисунке 1.
Рисунок 1: Штампованные металлические пластины, расположенные на концах некоторых тепловых трубокНа этом ребристом конце сборки тепло передается от трубы к ребрам, где она рассеивается в воздух.Эти ребра обычно штампуются из листового металла, а также штампуются отверстия. При правильном размере ребра плотно прилегают к выступающим тепловым трубкам. Теплопередача обычно очень хорошая. Чтобы оптимизировать теплопередачу, ребра можно припаять к трубам, но запрессовка в плотные отверстия должна обеспечивать более чем достаточную производительность.
Пайка
Другие концы этих радиаторов впаяны в пазы на алюминиевой пластине.(Рис. 2) Это алюминиевая пластина, а тепловые трубки — медные. Для пайки нам нужно никелировать алюминий. Затем в канавки добавляем паяльную пасту, после чего в канавки вставляются тепловые трубки.
Рис. 2. Тепловые трубки, впаянные в пазы на никелированной алюминиевой теплораспределительной пластине.Паяльная паста обычно представляет собой низкотемпературную паяльную пасту, обычно на основе оловянно-висмутовых сплавов с температурой плавления около 138 ° C. Это важно, потому что температура тепловых трубок не может превышать 250 ° C. иначе вода в тепловых трубках закипит, и тепловые трубки лопнут.Так, в процессе сборки в эти канавки помещалась паяльная паста, затем вставьте тепловые трубки, а затем закрепите их каким-нибудь приспособлением, чтобы поддерживать контакт.
Затем вся сборка проходит через печь для оплавления паяльной пасты. Печь оплавления будет точно контролировать температуру воздуха внутри, а также будет иметь какой-то циркуляционный вентилятор, чтобы деталь нагревалась равномерно и быстро. Контроль температуры в духовке имеет решающее значение, чтобы избежать превышения максимальной температуры тепловых трубок.Другие методы оплавления для нагрева сборки могут включать паяльник, горелку или термофен. Но эти методы могут быть рискованными и сложными. Трудно равномерно нагреть деталь и контролировать температуру, которой подвергается тепловая трубка.
Термоэпоксидные смолы
В прототипной среде вы можете использовать эпоксидную смолу для прикрепления тепловых трубок к сборкам. Доступен ряд теплопроводящих эпоксидных смол. Их теплопроводность колеблется от 1 до 6 Вт / мК.Когда тепловая трубка заделывается эпоксидной смолой в сборку, линия соединения настолько тонкая, что на самом деле разница температур не слишком велика, даже по сравнению с припоем. Может быть разница в несколько градусов, что обычно допустимо для прототипа, когда вы находитесь в режиме тестирования и знаете, что может быть разница температур в несколько градусов. Это легко рассчитать по характеристикам эпоксидной смолы.
Рис. 3. Добавление термостойкой смолы в канавки в теплораспределительной пластине перед установкой тепловых трубок.Чтобы начать процесс эпоксидного покрытия, сначала вы либо смешиваете эпоксидную смолу, либо используете смесительную трубку. Вы наносите тонкий слой в канавку, а затем вставляете тепловую трубку. Показанные здесь канавки предназначены для предварительно изогнутых и очень точно подогнанных тепловых трубок. На месте плоская пластина, которая устанавливается сверху и зажимается во время отверждения эпоксидной смолы.
В данном примере эпоксидная смола отверждается при комнатной температуре. После того, как тепловые трубки вставлены и зажаты, сборку можно удобно оставить на некоторое время при комнатной температуре, чтобы смола застыла.В течение более короткого времени сборка может быть помещена в печь с высокой температурой — не с температурой пайки, но все же достаточно горячей, чтобы ускорить время отверждения.
Рисунок 4A. Тепловые трубки с достаточно глубокими канавками расположены на одном уровне с поверхностью пластины для лучшего теплового контакта с платой. Рисунок 4B. Тепловые трубки с достаточно глубокими канавками расположены на одном уровне с поверхностью пластины для лучшего теплового контакта с платой.При встраивании тепловых трубок в поверхность рекомендуется обрабатывать канавки немного глубже, чем на тепловых трубках.Затем вы можете создать приспособление, похожее на негатив этой пластины, с приподнятыми участками, где расположены эти тепловые трубки. Такое приспособление будет вдавливать тепловые трубки в эти канавки. После наложения эпоксидной смолы или пайки тепловые трубки и основание будут на одной высоте для оптимального теплового контакта.
В этом случае следует использовать плоские тепловые трубки. Они может максимально увеличить площадь контакта с горячими компонентами. И в приложениях там, где компоненты не контактируют напрямую с трубой, часто проще использовать круглые тепловые трубки.Это потому, что круглые тепловые трубки легче изгибаются и имеют немного лучшие тепловые характеристики, чем плоские тепловые трубки. Так по возможности используем круглые тепловые трубки, но когда они встраиваются в поверхность, и они контактируют с компонентами, тогда мы используем плоский нагрев трубы.
Дополнительная информация
Приведенная выше статья взята из описательного видеоролика Advanced Thermal Solutions, Inc., который вы можете найти на странице ATS YouTube по адресу: https: // www.youtube.com/watch?v=I5CQsBWKtOg
Ремонт замерзшей трубы с помощью пайки
При работе с замерзшими трубами обращайте внимание на причину замерзания. Находятся ли трубы слишком близко к внешней стене или на внешней стене есть крошечная трещина, через которую на трубу обдувается поток холодного воздуха? Обязательно выполните изоляцию, чтобы холодный воздух не попадал в трубу, но не изолируйте между трубой и теплым домом. Утечки в медной трубе
Это трудная работа, поэтому предотвратите ее повторение.Использование термоленты — лишь временное решение. Изоляция и защита — это постоянное решение.
Если вы не можете найти время, чтобы сделать это правильно, когда вы найдете время, чтобы сделать это заново?
Оцинкованная стальная труба с утечками часто требует вырезания поврежденного участка и последующего соединения нового участка со старым с помощью муфты. Муфта — это разъемная муфта, которая позволяет соединять трубы с двух разных направлений.
Утечки в медных трубах исправить легче, потому что стыки соединяются вместе, а затем припаиваются горелкой с использованием бессвинцового припоя и канифольного флюса.
Довольно часто покупатели приходят в строительный магазин и нуждаются в фитинге немного большего размера, чем стандартный размер меди. Это связано с тем, что лед в трубе расширил медь до немного большего размера. К сожалению, не существует муфт увеличенного размера, поэтому поврежденный медный трубопровод большого размера необходимо вырезать, чтобы установить муфту.
Подготовьте место для пайки, сначала открыв все краны до и после поврежденного участка, чтобы слить всю воду. Если немного воды продолжает выходить из любого конца трубы, вы можете использовать хлебные шарики без корки, засунутые в трубу, чтобы впитать воду, пока вы спаиваете соединение: они растворяются при включении воды.Вы также можете приобрести специальные заглушки для воды, которые можно вставить в трубу, чтобы вода не капала.
Обязательно отшлифуйте трубу и фитинги, чтобы удалить все окисление и грязь, прежде чем использовать хлеб или пробки, потому что у вас не так много времени, чтобы вода растворила их. Даже небольшое количество воды в трубе будет рассеивать достаточно тепла от горелки, чтобы помешать правильной пайке стыка. Это может свести с ума.
Подготовьте медь и фитинг, отшлифуя обе поверхности наждачной бумагой среднего размера, пока поверхность не станет блестящей и чистой.После шлифовки деталей не прикасайтесь к ним голыми руками, потому что кожный жир может испортить паяное соединение.
Покройте обе поверхности канифольным флюсом и соберите. Используя горелку на среднем огне, нагрейте фитинг до тех пор, пока припой не потечет между медью и фитингом. Вам нужно нанести припой только в одной точке между фитингом и трубой. Когда припой плавится, капиллярное действие втягивает припой повсюду между фитингом и трубой. Найдите серебряное кольцо вокруг фитинга, чтобы убедиться, что припой действительно растек по всему фитингу.
После того, как области припаяны, вы можете повторно нагреть трубу, чтобы стереть излишки припоя с трубы и фитинга.
Когда я нахожусь в труднодоступном месте, где я действительно не хочу утечки, я повторно нагрею и перепаяю соединение во второй раз.
Медные желоба для пайки «Wonder How To
Как к
: Припаяйте медную трубку вместе с этим простым DIYЭто простое руководство от Buildpedia покажет каждому мастеру, как «потеть трубу», то есть как спаять ее вместе.Это простой метод, который легко освоить. Вам понадобится набор припоя, трубы, которые нужно припаять, ацетелиновая горелка и еще несколько вещей.
Как к
: Медные водопроводные трубы для пайки припоем для ремонта сантехникиЭто обучающее видео, которое поможет продемонстрировать, как паять медную водопроводную трубку с потом при ремонте сантехники.Если вы не можете себе позволить нанять профессионального сантехника для ремонта всей сантехники, в этом видео-руководстве вы узнаете, как выполнить эти работы самостоятельно. Вам понадобится газ или пропа … подробнее
Как к
: Паять медные трубы с этим старым домомПосмотрите это видео из This Old House, чтобы узнать, как паять медные трубы.Шаги: 1 Используйте наждачную шкурку для очистки медных трубок снаружи. 2 Очистите арматуру изнутри металлической щеткой. 3 Нанесите флюс на трубу и фитинг с помощью кислотной щетки. 4 Наденьте фитинг на трубу. 5 Теплообменник с про … больше
Как к
: Паяльные медные водоводыВ этом уроке мы узнаем, как припаять медные водоводы.Сначала возьмите песчаную ткань и тщательно очистите внешнюю часть трубки. Затем возьмите щетку для очистки и очистите внутреннюю чашку с каждой стороны фитинга. Нанесите флюс на внутреннюю часть фитинга, затем вставьте трубку в … подробнее
Как к
: Паяльная медная трубка для сантехникиВозьмите на себя задачу ремонта домашней сантехники — как еще вы собираетесь использовать паяльную лампу? Посмотрите это видео, чтобы узнать, как паять медную трубу или «пропаривать» ее.Сделайте простой ремонт сантехники легким ветерком, изучив основы.
Как к
: Припой медные трубы правильноПайка — это удобный навык, который можно использовать в вашем распоряжении.Вы, вероятно, не захотите сразу приступить к этому, не попрактиковавшись в некоторых обрезках, но вы можете научиться спаять медные трубы вместе. Вам нужно будет убедиться, что все детали, с которыми вы работаете, чистые и сухие, чтобы … подробнее
Как к
: Припой медных труб для сантехникиПайка медных труб — это базовый сантехнический навык, который после освоения позволит вам выполнять многие проекты по ремонту и благоустройству дома своими руками — например, замену медных водопроводов или установку нового патрубка.Это может быть как искусство, так и наука, поэтому более …
Как к
: Припой медных трубВ этом информационном видео от пользователя YouTube curlmarx мы шаг за шагом покажем, как справиться с пугающим процессом пайки или «вспотевания» медных труб для самостоятельной работы в домашних условиях.Он иллюстрирует материалы и инструменты, которые вам понадобятся для успеха … подробнее
Как к
: Припой медных трубНеадекватная пайка при условии, что она прошла проверку, может вызвать утечки, коррозию и обратный вызов.Но качественная пайка медных трубопроводов может длиться всю жизнь. Чтобы узнать о профессиональных методах пайки для мастеров-сантехников, взгляните на эту двухкомпонентную … подробнее
Как к
: Паяные медные трубы и фитингиВ этом видеоуроке по ремонту дома показано, как паять медные трубы и фитинги.Этот прием незаменим при ремонте дома, особенно в сантехнике. Посмотрите это обучающее видео и узнайте, что нужно для пайки медных труб и фитингов.
Как к
: Трубки для пайки и препарирования медных трубЧтобы припаять медные трубы, начните с использования острого лезвия и соскребите конец трубы, которую вы собираетесь паять.Это позволит удалить все заусенцы с трубы. Затем возьмите стальную вату и очистите трубу, чтобы она была красивой, чистой и блестящей. Следующим шагом будет нанесение флюса. …более
Как к
: Обрамляйте вещи дешево, припаивая рамы для картинИз этого видео вы узнаете, как создать двухмерное изображение из недорогих материалов и паяльника.Используемая техника называется лужением с использованием стекла со скошенной кромкой, медной фольги, припоя и флюса. Лужение отлично подходит для обрамления засушенных цветов и листьев и требует всего лишь … больше
Как к
: Вентилятор в ванной с этим старым домомПосмотрите это видео из This Old House, чтобы узнать, как удалить воздух из вентилятора в ванной.Шаги: 1. Прикрутите увлажнитель к стене возле печи. 2. Срежьте изоляцию с воздуховода с помощью канцелярского ножа. 3. Разместите шаблон для вырезания отверстий сбоку от воздуховода. 4. Просверлить пилотное отверстие через … больше
Как к
: Установите раковину с этим старым домомПосмотрите это видео из This Old House, чтобы узнать, как установить раковину.Шаги: 1. Отключите воду 2. Отрежьте часть существующей дренажной трубы и установите новый тройник 3. Соберите трубу из ПВХ и фитинги для новой дренажной / вентиляционной системы 4. Приклейте дренажную / вентиляционную систему к существующим вентиляционным отверстиям …
Как к
: Изготовление узлов тора из мягких металловУзлы-торы — это красивые узлы, образованные путем обертывания линии вокруг тора и связывания концов вместе, чтобы образовалась петля.Полученный узел имеет вид звезды, если смотреть сверху. 36 примеров с наименьшим количеством пересечений можно увидеть на странице Knot Atlas на … подробнее
Как к
: Трубы медные для потаПосмотрите, как опытный домашний мастер демонстрирует шаги, необходимые для пропотевания (соединения и пайки) медных труб, в том числе, как их подготовить, какие инструменты использовать и как исправить любые ошибки, которые вы можете сделать, в этом бесплатном онлайн-видео о домашнем ремонте.Часть 1 из 16 — Как пропотеть медные трубы … больше
Как к
: Установить запорный вентиль водонагревателяПосмотрите это видео из This Old House, чтобы узнать, как установить автоматический запорный клапан для водонагревателя.Шаги: 1 Выключите воду в водонагреватель. 2 Слейте воду из водонагревателя с помощью электрического насоса и садового шланга. 3 Перекройте подачу газа, затем отсоедините газовую линию от … больше
Как к
: Изготовление узлов из мягких металловВ математике узел — это замкнутый круг в трехмерном пространстве, который пересекает сам себя несколько раз.Поскольку он закрыт, у него нет концов, которые можно было бы завязать, а это означает, что вы фактически не можете завязать такой узел. Однако, если вы свяжете концы вместе после того, как создадите узел в стандартном … подробнее
Как к
: Установите полотенцесушитель с этим старым домомПосмотрите это видео из This Old House, чтобы узнать, как установить полотенцесушитель.Этапы: 1. Слить воду из системы водяного отопления; отключите подачу воды к старому радиатору. 2. С помощью сабельной пилы перерезать трубопроводы горячего водоснабжения и обратки от старого радиатора; снимаем радиатор. 3. Разрезать … больше
Как к
: Соедините стальные и медные трубы с этим старым домомШаги: 1.Выключите воду и питание водонагревателя. 2. Используйте садовый шланг для слива воды из бака обогревателя. 3. Отрежьте медную трубу прямо над корродированным соединением, используя трубный нож. 4. Используйте два трубных ключа, чтобы ослабить старый штуцер. 5. Снимите старый штуцер со стальной трубы … подробнее
Как к
: Установите морозостойкий кран с этим старым домомПосмотрите это видео из This Old House, чтобы узнать, как установить морозостойкий кран.Шаги: 1. Выключите воду и слейте воду из старого крана для шланга, также называемого подоконником. 2. Очистите медную водопроводную трубу, ведущую к крану для шланга, наждачной бумагой. 3. Отрежьте трубу трубкой … подробнее
Как к
: Припой с паяльникомВ этом уроке мы узнаем, как паять паяльником.Вам понадобятся: луженые подушки, оплетка для распайки и добавочный компонент. Прежде чем добавлять проволоку, сначала нагрейте медь. Вам нужно, чтобы кислота стекала из сердечника на медь, чтобы создать поверхность, …
Как к
: Защитите свою дверь от высокого напряженияВ этой статье я покажу вам, как создать простой, но эффективный способ отпугнуть злоумышленников.Конечно, есть способы обойти этот подход, но он отлично подходит для офисных шалостей и общего развлечения. Проект требует небольших знаний в области электроники и схемотехники … подробнее
Как к
: Чем заняться на WonderHowTo (9-11-15)WonderHowTo состоит из нишевых сообществ под названием Worlds.Если вы еще не присоединились к одному из них (или создали свой собственный), ознакомьтесь с тем, что происходит в сообществе ниже. Заходите каждую среду, чтобы узнать о новых мероприятиях и проектах. На этой неделе: математические скульптуры, горящий Xb … подробнее
Как к
: Создание зон в системе горячего водоснабжения с помощью This Old HouseПосмотрите это видео из This Old House, чтобы узнать, как создавать зоны в системе горячего водоснабжения.Шаги: 1 Перекрыть линию холодной воды к котлу; отключили электричество к котлу. 2 Слейте воду из котла, если нет слива в полу, удалите воду с помощью электронасоса. 3 Скоро прорежьте медную трубу … больше
Как к
: Почините бачок для унитаза с этим старым домомПосмотрите это видео из This Old House, чтобы узнать, как починить потный унитаз.Шаги: 1. Выключите воду и слейте воду из труб. 2. Врежьте тройник в ближайшую трубу с горячей водой. 3. Соберите в сухом виде различные медные трубы и фитинги к клапану защиты от запотевания. 4. Спаяйте вместе … больше
Как к
: Установить воздушный клапан для системы водяного отопленияПосмотрите это видео из This Old House, чтобы узнать, как установить воздушный клапан для системы водяного отопления.Шаги: 1. Перекройте подачу воды в бойлер. 2. Разметьте трубу для резки, чтобы можно было установить воздушный клапан. 3. Используйте сабельную пилу, чтобы вырезать секцию … больше
Как к
: Создайте свой собственный гитарный усилитель Mini Altoids примерно за $ 5Я люблю издавать гудки и шлепки с библиотекой звуков Arduino, но иногда архаичные 8-битные мелодии просто не справляются.Если вы хотите, чтобы ваш робот устрашал ваших врагов демоническим синтетическим голосом, вам просто понадобится карманный бумбокс на ходу или вы хотите миниатюрную гиту … подробнее
Как к
: Поточные трубы для герметичного соединенияВ этом видеоуроке зрители узнают, как потеть трубы.Материалы, необходимые для пропуска потовых труб: газ M-APP, калибр, припой, паяльная паста, труборез, блестящие и медные трубы. Начните с обрезки медной трубы до желаемого размера. Потом почисти немного сантехника … ещё
Новости
: Модифицируйте старые сотовые телефоны в роботов-пауковРадуются арахнофилии и техносексуалы.Этот причудливый, летучий робот требует всего 5 минут работы. Эта простая игрушка стала возможной с помощью небольшого количества припоя, батарейки AAA, медного провода и вибромотора старого мобильного телефона. Как Bristlebot EvilMadScientist, этот … еще
Как к
: Создайте интеллектуальную инфракрасную доску с WiimoteСэкономьте кучу денег, создав собственное светодиодное перо, которое будет работать с интеллектуальной доской / интерактивной доской с функцией мультитач.Вам также понадобится WiiMote (Wii Remote) для использования вместе с самодельными светодиодными ручками, которые вы будете делать в этом видео. Чтобы начать работу с этим потрясающим проектом, вам нужно … еще
Как к
: Сделайте недорогие солнечные батареи из сломанныхЧто касается мира бытовой электроники, то нет ничего более экологичного, чем переработка солнечных батарей.В этом видеоуроке вы узнаете, как спаять сломанные солнечные панели, дав им новую жизнь в качестве функционального зарядного устройства для батарей AA, которое вырабатывает около 6 вольт в … подробнее
Как к
: Припой электролюминесцентный провод ELХотите узнать, как паять ЭЛ или электролюминесцентный провод? Это отличный урок по разрезанию оболочки и пайке коронирующих проводов 40 калибра.Это очень тонкие провода, и вам не захочется их порезать во время зачистки. Вам также понадобится медная лента, чтобы помочь соединиться … подробнее
Как к
: Создайте экологически чистую направленную антенну WiFiУзнайте, как создать экологически чистую направленную антенну Wi-Fi, из этого простого видео-руководства.Чтобы следить за этим дома, вам понадобятся следующие вещи: медный клин, разъем N-типа, несколько винтов, зажимной N-штекер, косичка и беспроводная карта. Вам также понадобится … еще
HowTo
: Повысьте уровень сигнала Wi-Fi с помощью консервной банкиДешевый повторитель Wi-Fi от Budget Hack основан на давней концепции добавления оловянной фольги в кроличьи уши вашего телевизора.Материалы дешевые, а проект относительно простой (если вы готовы научиться паять). Вам понадобятся: две банки из-под молока или аналогичные F- … еще
Как к
: Ремонт наушников пайкойОбучая основам пайки, вы сможете узнать, как починить сломанные наушники.Должны быть два провода, защищенные покрытием: серебристый металлический и оранжевый медный. Взяв пластину для колонок, должно быть два кон … подробнее
Освойте силу
: Как бить людей кончиками пальцевВ этой статье я покажу вам, как сделать простой, но эффективный генератор статического электричества.По сути, это устройство позволяет вам нести постоянный статический заряд на вашем теле и разряжать его на любом заземленном или противоположном полюсе. Вырабатываемая электроэнергия … Продолжай
Изготовление электромагнитного оружия
: Генератор ЭМИ, часть втораяВ этой статье я расскажу о триггерах и катушках, второй части серии (см. Первую здесь).Обычно простой генератор ЭМИ состоит из четырех компонентов; конденсатор, трансформатор, триггер и катушка из медной проволоки. Компонент трансформатора можно варьировать, но … подробнее
Как сделать спиральный пистолет
: Превращая электричество в скоростьВ этой статье я покажу вам, как построить ружье.Спиральное ружье — это устройство, которое стреляет магнитными снарядами с высокой скоростью, используя электричество. Для спирального ружья не требуется взрывчатое вещество, поэтому можно стрелять бесконечно долго при наличии боеприпасов … подробнее
Как к
: Магазин труб PEX для сантехникиPEX, или сшитый полиэтилен, является распространенной альтернативой медным трубам.