
Изготовление трубогиба для профильной трубы своими руками
Изготовление трубогиба для профильной трубы своими руками
Многим домашним умельцам приспособление для гибки труб было бы весьма кстати, но покупать такой станок не каждому по карману. Можно пойти иным путем и собрать ручной трубогиб для профильной трубы из доступных подручных материалов, имея базовые навыки металлообработки и используя нашу инструкцию.
Подбираем материалы для станины
Хотя для сгибания труб используется прокатка с небольшим приложенным усилием, основание станка должно быть прочным и устойчивым. Иногда есть смысл закрепить инструмент на жестком полу, чтобы при обработке массивных деталей сложной формы установка не опрокинулась.
Одно простое правило поможет правильно подобрать материал: станина по конструкционной мощности должна быть сопоставима с обрабатываемой трубой, иначе деформироваться будет сам станок. Если станина набирается из нескольких элементов, они должны иметь как продольные, так и поперечные ребра жесткости.
В быту проще всего разжиться угловой сталью 80х80х7, 100х100х8 или около того. Из четырех отрезков длиной по 60–80 см свариваются две Т-образные детали, при такой сборке их можно (и нужно!) хорошо проварить по обоим продольным швам. Получившиеся профили соединяются двумя накладками в передней и задней части. Накладной уголок длиной 320–400 мм (в зависимости от ширины полок) накладывается ребром кверху, таким образом получается удобная плоскость, чтобы качественно выполнить соединение и получить 2 поперечных ребра жесткости. Еще 4–5 коротких (по 160–200 мм) фрагмента угловой стали устанавливаются снизу для еще лучшего скрепления половинок между собой и придания поперечной жесткости.
Для надежного соединения детали предпочтительно сваривать с изнанки, разложив их на заведомо плоской поверхности. Помните, что от сварки детали «ведет», поэтому сперва собираем станину на 5–6 мм прихватах, выравниваем, а затем обвариваем полностью. Примечательно, что при отсутствии сварки соединение можно выполнить на болтах, но они должны иметь диаметр не менее 12–14 мм, то есть возникает трудность сверления.
Прокатные валки — купить или изготовить.
Во многих проектах трубогибов подразумевается использование шарикоподшипников, что не совсем верно. Их минус в неспособности выдерживать значительную радиальную нагрузку, подшипники будут «укатываться» достаточно быстро за исключением роликовых и многорядных.
Вы не пожалеете, если потрудитесь найти полиуретановые или полиамидные ролики, которые обычно встречаются среди комплектующих для грузовых тележек. Оптимальный типоразмер — 60–80х90–100 мм, то есть продолговатой формы. Подшипник внутри должен быть, как мы уже выяснили, роликовым и необслуживаемым. Подшипника может не быть вовсе, мы рассмотрим и такой вариант.
Валки с полимерной обкладкой лишены недостатка стальных — они практически не проскальзывают по детали во время работы. Таким станком можно будет гнуть также хромированные или окрашенные детали, не повреждая покрытие. По поводу долговечности беспокоиться не следует — колесная продукция описанных типоразмеров рассчитана на нагрузку в 0,75–1 тонну и выше, то есть станок сможет выдержать прижимное усилие не менее 2 т, чего вполне достаточно.
Примечание: никто не отрицает достоинств металлических валков, в целом они подходят даже лучше полиуретановых. Но специальные ролики для трубогибов достаточно сложно встретить в ассортименте комплектующих, а их изготовление не каждому под силу, к тому же их поверхность должна подвергаться цементации.
Рассматриваемая конструкция приспособлена для прокатки профильных труб квадратного сечения, но, имея несколько комплектов роликов с разной формой поверхности, можно успешно гнуть и овальные, и круглые трубы, и даже сложный профиль, если нужно. Ну а способов придать ролику нужный форм-фактор имеется множество, лишний повод навестить знакомого токаря.
Механизм прижима
Делим станину пополам по длине и намечаем у боковых краев места установки вертикальных стоек. Их изготавливаем из отрезков такого же уголка, как и на станине, складывая их квадратом. Стойки нужно сместить чуть ближе к центру, примерно на 20–25 мм. Таким образом, получается просвет шириной 120–160 мм. Более чем достаточно.
Более чем достаточно.
Высоту стоек подсчитать несложно. Диаметр двух роликов, просвет для трубы в 100–120 мм и еще примерно 100 мм для свободного хода — итого примерно 400–450 мм. Варьируйте это значение в зависимости от габаритов используемого механизма сжатия. Стойки накрываются перекладиной, имеющей вертикальное ребро жесткости. Для этих целей неплохо обзавестись небольшим отрезком швеллера 70х40х8 мм.
Вторая часть механизма — основа для закрепления прижимного ролика. Ее лучше изготовить в виде рамки из уголка номинального размера, которая будет скользить по стойкам как по направляющим. Между рамкой и перекладиной размещается механизм прижима. Это может быть обычный трапецеидальный винт или автомобильный гидравлический домкрат — вы сами выбираете и тип и метод крепления, благо условия станины позволяют сделать это несколькими способами.
Ролик крепится под рамку на двух обычных уголках, повернутых друг к другу с отверстиями под ось в вертикальных полках.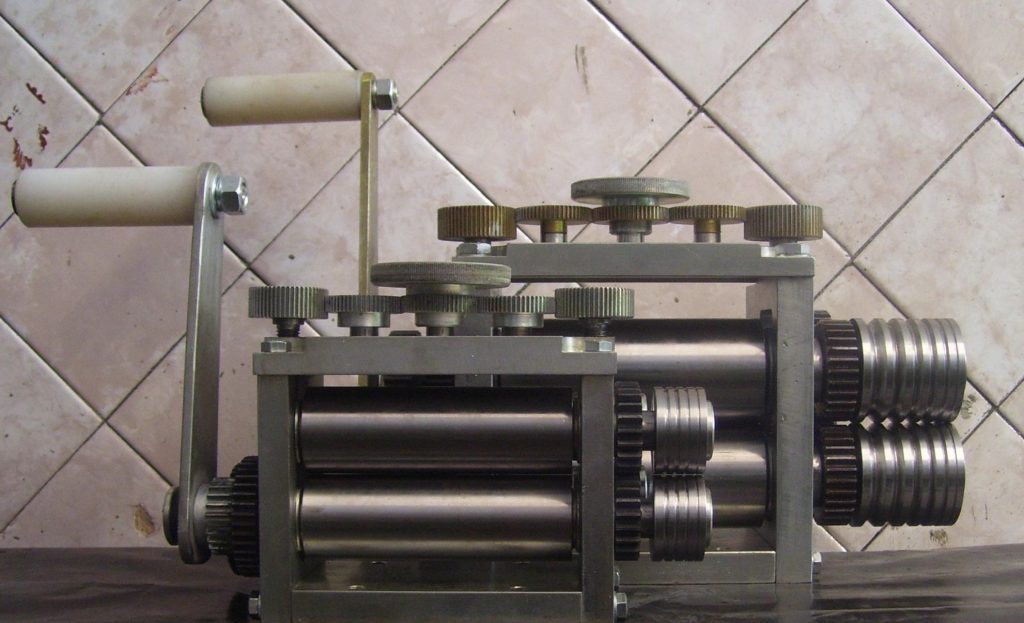 Ролик на прижимном механизме может использоваться с подшипником, ну а приводные устроены несколько иначе.
Ролик на прижимном механизме может использоваться с подшипником, ну а приводные устроены несколько иначе.
Синхронизированный привод
Один из недостатков валков с подшипниками — сложность передачи вращающего усилия. На деле гораздо проще разместить валок без подшипника на закаленной шпильке соответствующего диаметра, а ее — в двух корпусных подшипниках, жестко закрепленных на станине. Обычно высота вала у таких подшипников вполне соответствует радиусу полиуретановых роликов, они помещаются с запасом 15–20 мм без дополнительных подкладок. Два ролика без подшипника крепятся на разных концах станины так, чтобы в боковой проекции отступы между крайними и центральным роликом составляли по 1,5–2 их собственных диаметра.
Если вы практикуете профессиональный подход — сделайте в станине небольшие прорези 120–140 мм длиной, чтобы регулировать положение роликов в зависимости от толщины обрабатываемой детали и желаемого радиуса изгиба. Это также потребует установки натяжного ролика для цепи, провис которой будет постоянно меняться.
Сам приводной механизм предельно прост: шпильки с обеих сторон ограничены стопорными кольцами, канавки можно нарезать дрелью и ножовкой по металлу. С одной стороны шпильки выступают примерно на 40–60 мм, к ним приварены обычные однорядные цепные звездочки. Перед сваркой разнородных металлов может быть полезно их слегка погреть и отпустить.
Рычаг привода выполняется обычным воротком, одна ось которого закреплена в трубке примерно равного внутреннего диаметра. Ее достаточно просто приварить под низ станины, продеть вороток и зафиксировать его конец стопорным кольцом. Естественно, предварительно на ось должна быть посажена и приварена приводная звездочка. Звездочки для натяжения и успокоения цепи можно закрепить прямо в станине, в этом случае шестерня под цепь должна иметь ступицу для посадки на вал или подшипник. Ось успокоителя достаточно легко приваривается к внутренней полке крайнего уголка станины.
Как усовершенствовать станок
Трубогиб описанной конструкции ничем не уступает аналогам, продающимся на рынке: прочный, надежный, комплектующие легко достать. Для большего удобства его рекомендуется поднять на уровень пояса, закрепив на верстаке или установив на ножки. Также не будут лишними ограничители наклона трубы, чтобы изгиб велся по окружности, а не по спирали.
Для большего удобства его рекомендуется поднять на уровень пояса, закрепив на верстаке или установив на ножки. Также не будут лишними ограничители наклона трубы, чтобы изгиб велся по окружности, а не по спирали.
Помните, что изготовленный вами станок — это достаточно прочная база с хорошим потенциалом модернизации. Если вы планируете серийное производство или хотите повысить точность, дополните станок простейшей гидравлической системой, чтобы сделать прокатку более легкой и равномерной.
Источник: www.rmnt.ru
Валец для трубогиба своими руками دیدئو dideo
949
53
Валец для трубогиба своими руками без токарного станка.
трубогиб, своими руками, как сделать трубогиб, профилегиб, трубогиб своими руками, самодельный трубогиб, ручной трубогиб, самоделки, холодная ковка, как согнуть трубу, вальцы, профильная труба, сделай сам, трубогиб для профильной трубы, станок, самодельный, самоделки для труб, tube bender, как гнуть трубу, трубогиб с чертежами, размеры трубогиба, купить трубогиб, чертеж трубогиба, трубогиб своими руками размеры, трубогиб размеры, профилегиб своими руками размеры, профилегиб своими руками чертежи, трубогиб чертеж, трубогиб из подручных средств, станки, ролики, схема трубогиба, трубогиб для профильной трубы своими руками чертежи, оборудование, как собрать трубогиб, техника, своими, трубогиб ручной, трубогиб для трубы, трубогиб чертежи, без токарки, трубогиб своими руками чертежи, прокатать профиль, выбрать трубогиб, руками, сварить трубогиб, производство, для профильной трубы, профелегиб, сварка, прокатный станок, как, вал, валы, вальцы своими руками, домкрат, экономия, прикольно, свой дом, частный дом, даже ребенок, весело, сможет, сад, рассада, деревня, помидоры, семена, трубогиб профильной трубы для зимней теплицы своими руками, из, тиски, простейший, за 3 часа, подробно, правильно выбрать трубогиб, трубогиб домкрат или винт, как согнуть дуги, выбрать чертеж трубогиба, выбрать схему трубогиба, круглая труба, трубогиб схема, легко, дешево, парник, огород, теплица, самоделка, трубогиб инструкция, как работает трубогиб, валы для трубогиба, дача, согнуть трубу, поделки, смех, хайп, гнуть трубу, изготовление трубогиба, юмор, pipe bender, профильный трубогиб своими руками, профильная труба своими руками, трубогиб ручной своими руками, профелегиб с чертежами, изготовить своими руками, самодельный трубогиб из домкрата, профилегибочный станок, труба, профиль, гибка, профилегиб ручной своими руками, гибка профильной трубы, трубы, гибочный станок для профильной трубы, самодельный трубогиб для круглой трубы, трубогиб гидравлический, трубогиб профильный, ручной трубогиб своими руками, сделать, теплица своими руками, токарь, металл, дуги для козырька, дуга для теплицы, трубогиб из домкрата, удивительно, что можно сделать, проф.
Published by: Welder DIY
Published at: 3 years ago
Category: مردم و وبلاگ
Вальцы ролики трубогиб без токарки для профильной трубы своими руками холодная ковка как сделать трубогиб профилегиб трубогиб своими руками самодельный трубогиб ручной трубогиб самоделки как согнуть трубу вальцы профильная труба сделай dideo دیدئو трубогиб своими руками для трубы трубогиба как профильной ручной труба размеры трубу чертежи
Стоят ли прокатные станки?
Сборка сигареты с каннабисом с помощью машины для скручивания соединений в настоящее время является выбором большинства потребителей. Это пристрастие не случайно, а из-за его многочисленных преимуществ. По этому случаю мы просветим вас по этому вопросу и покажем вам лучшую модель на рынке.
Это пристрастие не случайно, а из-за его многочисленных преимуществ. По этому случаю мы просветим вас по этому вопросу и покажем вам лучшую модель на рынке.
Станки для раскатывания суставов
Траву можно приготовить разными способами. Традиционно эта процедура выполнялась вручную. Люди отвечали за складывание бумаги или материала для упаковки вещества. Этот метод долгое время был единственным вариантом.
С развитием технологий стало очевидно, что в какой-то момент должны появиться другие альтернативы. Кроме того, способ раскатки соединений вручную был доступен далеко не всем. Объяснение простое. В прошлом трава вызывала неприятие в обществе. По этой причине те, кто употреблял травы, были очень осторожны.
Однако стигмы не помешали энтузиастам продолжать расти. Естественно, всем хотелось иметь возможность делать косяки своими руками. Так появились машины для скручивания сигар. Это было незадолго до того, как большинство людей захотели заполучить его.
Сегодня все еще есть потребители, которые предпочитают скручивать швы вручную.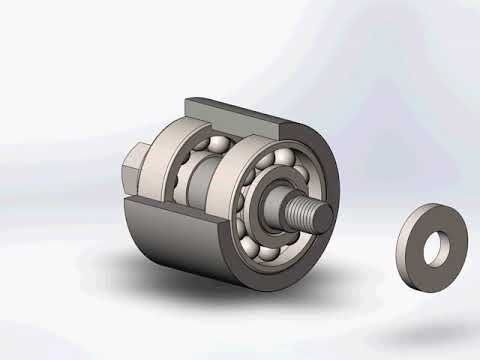 Этот кустарный метод остался прерогативой немногих, а машины доступны каждому. Поэтому неудивительно, что теперь они занимают господствующее положение.
Этот кустарный метод остался прерогативой немногих, а машины доступны каждому. Поэтому неудивительно, что теперь они занимают господствующее положение.
Преимущества этих машин
Если машины для раскатывания швов так популярны, это потому, что они доказали свою полезность и практичность. Доказательством этого являются бесчисленные преимущества, которые они обеспечивают при использовании, а именно:
Простота использования
Вопреки распространенному мнению, машины для завальцовки швов очень просты в эксплуатации. Это в основном потому, что они не содержат слишком много движущихся частей. Таким образом, даже если ваши моторные навыки не самые лучшие, вы сможете понять их работу с первого дня.
Как будто вышесказанного было недостаточно, эти устройства обычно поставляются с несколькими инструкциями. Они довольно подробные, так что у вас не останется никаких сомнений при их чтении. Это избавит вас от необходимости просить кого-то о помощи, что не всегда возможно.
Стоит также отметить, что какую бы модель вы ни купили, работать на станке будет проще, чем вручную. Вам потребуется меньше времени, чтобы привыкнуть к нему, чем к ручной прокатке. Таким образом, идеально получить одну из этих машин, если вы не хотите слишком все усложнять.
Стоимость
Машины для раскатывания швов очень недороги для всех марок. Многие из них не достигают даже 10 долларов. Таким образом, даже с довольно небольшим бюджетом вы можете получить эффективную модель, которая оставит вас довольными.
Следует также принять во внимание, что эти машины работают с точностью, с которой руки никогда не смогут сравниться. В этом смысле для вас почти невозможно по ошибке тратить бумагу, скручивая косяки. Поскольку машина вряд ли совершит ошибку, вы потратите гораздо меньше.
Скорость
Несомненно, скорость прокатного станка не имеет себе равных. Изготовление одного косяка вручную может занять довольно много времени, не говоря уже о том, чтобы скрутить несколько. Тем не менее, это устройство может подготовить его всего за минуту. В некоторых случаях время изготовления может быть сокращено до 20 секунд. Это будет зависеть от того, насколько продвинута модель, и от вашего опыта использования машины. Но правда в том, что это всегда будет гораздо более быстрый вариант, чем любой другой.
Тем не менее, это устройство может подготовить его всего за минуту. В некоторых случаях время изготовления может быть сокращено до 20 секунд. Это будет зависеть от того, насколько продвинута модель, и от вашего опыта использования машины. Но правда в том, что это всегда будет гораздо более быстрый вариант, чем любой другой.
Под этим мы не подразумеваем, что вращать шарниры вручную бесполезно. Наоборот, это занятие очень хорошо помогает расслабиться. Хотя лучше всего остановить свой выбор на нем, когда вам нужно раскатать один косяк. Если вы хотите свернуть несколько, придерживайтесь машины.
Стандартизация дозировки Трава до сих пор во многих местах не полностью принята. Часто существует много предубеждений относительно его использования и его воздействия на людей. Это отторжение тем более выражено, чем больше размер сустава. Это клеймо все еще присутствует даже в странах, где трава начинает нормализоваться. Тем не менее, хороший способ избежать этой ситуации — использовать стандартную дозировку. Это именно то, что предлагает вам машина для раскатывания швов.
Это именно то, что предлагает вам машина для раскатывания швов.
Как правило, эти машины настроены на швы одного размера. Из-за этого все, что они производят, имеют приемлемый, незаметный и достаточный размер для потребителей. Возможно, если раскатать косяк вручную, размеры будут более заметны.
Следовательно, это не займет много времени, чтобы привлечь любопытных. Кроме того, машина производит соединения, очень похожие на сигареты. Это делает их гораздо более способными к маскировке, чем при ручной обработке.
Единообразие результатов
Для многих завальцовка сустава является искусством. Чтобы понять это утверждение, нужно сначала попробовать это сделать. Кроме того, как только мы заметим всю сложность, мы будем прекрасно знать, что это требует техники, концентрации и большой практики. Поэтому получение достойного стыка занимает много времени. Прокатная машина не представляет этой проблемы. Его результаты не меняются, поскольку он имеет заранее определенный дизайн. Другими словами, все суставы будут выглядеть одинаково. Тем самым вы избавите себя от многих хлопот.
Другими словами, все суставы будут выглядеть одинаково. Тем самым вы избавите себя от многих хлопот.
У вас может не быть ни времени, ни оберток, чтобы спокойно проводить время, пока вы учитесь. Если вы действительно не готовы пожертвовать собой, чтобы стать мастером качения суставов, нет смысла пытаться. Вместо этого ищите машину, которая сделает всю работу за вас.
Недостатки этих машин
Помимо выдающихся качеств, раскаточные машины могут иметь определенные недостатки. Ничто из этого не умаляет их достоинств или функциональности. Тем не менее, вы должны знать о них с самого начала.
Ограничения модели
Выше мы отмечали, что машины для раскатывания швов обычно поставляются со стандартной пресс-формой. Отсюда следует, что результат всегда будет одинаковым. Это хорошо, если, конечно, вы не захотите попробовать другой косяк.
Машины не поставляются с системой установки размера. Они предназначены для производства одинакового размера с одинаковым содержанием.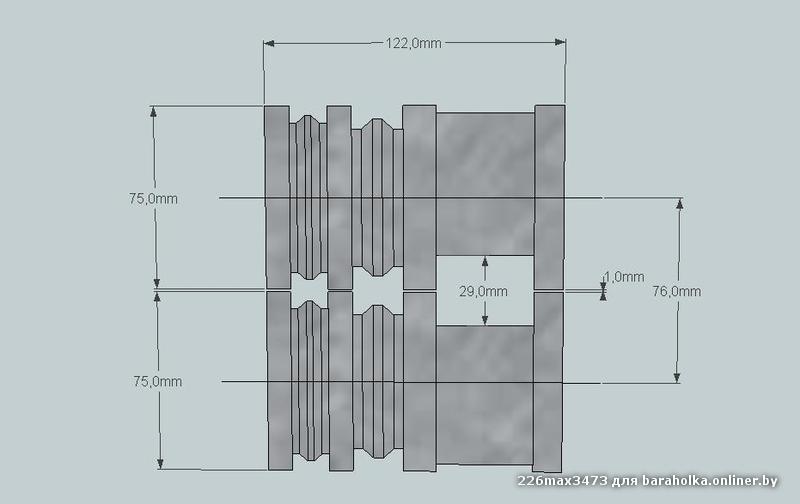 По этой причине вы не можете сделать больший или меньший косяк. Вы должны соответствовать установленной модели. Это предотвращает любую возможность экспериментировать с размерами. Одно из самых больших удовольствий для любого потребителя — настроить сустав в соответствии со случаем.
По этой причине вы не можете сделать больший или меньший косяк. Вы должны соответствовать установленной модели. Это предотвращает любую возможность экспериментировать с размерами. Одно из самых больших удовольствий для любого потребителя — настроить сустав в соответствии со случаем.
Сводка для вечеринки — это не то же самое, что свертка для одиночной сессии. Стоит отметить, что есть модели большего размера, чем стандарт. Есть некоторые до 5 дюймов. Однако проблема остается прежней. Вы будете обречены потреблять одну и ту же дозу, которая в итоге может стать монотонной.
Проблемы с прокаткой
Основой всех машин для прокатки швов является корпус прокатки. Один отвечает за скручивание бумаги и придание ей формы. Это самая важная часть процесса, но найти некачественную оболочку несложно. Особенно когда они сделаны из винила.
Плохая втулка будет разбалансировать соединения, что будет очень заметно на результате. Также возможно, что он будет слишком сильно сжимать бумагу. Как и следовало ожидать, все это сильно портит впечатление от курения каннабиса. Конечно, казалось бы, решение — просто искать машину с хорошим корпусом. Ну, по идее, это то, что вам нужно сделать. К счастью, эти комплекты не слишком дороги, хотя вам все равно придется нелегко.
Как и следовало ожидать, все это сильно портит впечатление от курения каннабиса. Конечно, казалось бы, решение — просто искать машину с хорошим корпусом. Ну, по идее, это то, что вам нужно сделать. К счастью, эти комплекты не слишком дороги, хотя вам все равно придется нелегко.
Неисправный крепеж
Распространенной проблемой на машинах для завальцовки швов является крепеж. Во многих случаях они неправильно отрегулированы. В результате каннабис выходит из машины при попытке скрутить косяк.
Вы, конечно, можете сами попробовать отрегулировать замок. Тем не менее, сила рук мало что может с этим поделать. Кроме того, предполагается, что вы вложили деньги в оборудование. Вы должны получить его в идеальном состоянии, без каких-либо дефектов, которые вы должны лично устранить. В любом случае ключом к обнаружению дефекта закрытия является наблюдение за ним во время соединения. Если он остается закрытым сам по себе, значит, он в идеальном состоянии. Если вы заметили, что он открывается, вам придется искать другую машину.
Неприятие некоторыми потребителями
Мы ставим этот недостаток на последнее место, потому что он не кажется нам полностью обоснованным. На самом деле его важность будет полностью зависеть от вас самих и от того, насколько вы обращаете внимание на чужое мнение.
Некоторые любители конопли очень консервативны. В этом смысле они не слишком благосклонны к тем, кто использует машины для скручивания суставов. Они видят в этом действие, понижающее уровень опыта. К счастью, их не большинство, но они могут испортить вам настроение, критикуя использование вами этих устройств.
Если вы знаете, что любая критика заденет вас, этот недостаток становится серьезной проблемой. Если же вы не будете обращать ни малейшего внимания на их комментарии, то вам не о чем беспокоиться. В обоих случаях лучше всего держаться подальше от таких людей: они вам не нужны для удовольствия.
Лучшая машина для накатки швов
Достигнув этого момента, вы можете задаться вопросом, какую машину для накатки швов выбрать.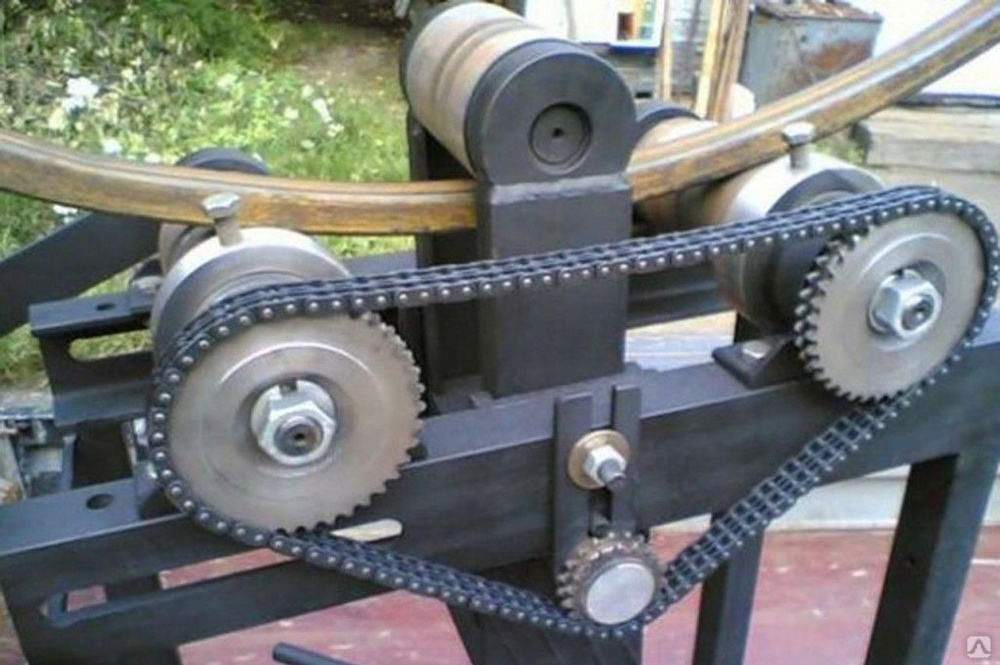 Ну, в этом разделе у нас есть ответ для вас: Кашмир 110. Вот причины нашего выбора:
Ну, в этом разделе у нас есть ответ для вас: Кашмир 110. Вот причины нашего выбора:
Идеально подходит для начинающих
Кашмир 110 имеет простую систему. Нельзя сказать, что он не самого высокого качества, но он прост в эксплуатации. Это идеальная альтернатива, если вы никогда раньше не использовали совместную машину и не знаете, как она работает.
С Kashmir 110 вам почти ничего не придется делать. Машина настроена так, что всего за несколько шагов вы можете получить желаемый шов. Вам не нужно никакого опыта или ловкости рук, чтобы управлять им. Эта характерная простота модели убережет вас от лишней траты времени. Вы даже не почувствуете ни малейшего напряжения при перекатывании суставов, так как нет риска ошибиться.
Стандартный размер на любой вкус
Станок Kashmir 110, как следует из названия, предназначен для изготовления швов шириной 110 миллиметров. Этот сайт является более чем идеальным эталоном на любой вкус. Хотите ли вы каннабис для короткой сессии или что-то более обширное, этого размера будет достаточно.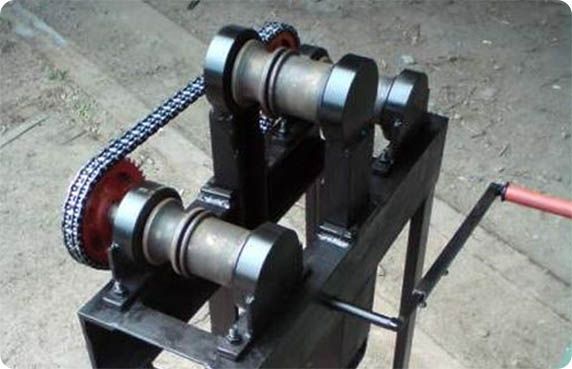
С другой стороны, при 110 мм можно остаться незамеченным. Такого размера будет достаточно, чтобы косяк стал похож на обычную сигарету. Никто не заметит, что такое настоящий контент. В то же время вы сможете носить его
удобно помещается в кармане, не занимая слишком много места.
Долговечность
Кашмир 110 имеет отличный срок службы. Материалы, используемые при его изготовлении, легко подстраиваются под частоту использования каждым потребителем. Если вы используете машину время от времени, она прослужит вам долгое время.
Впрочем, если вы используете его постоянно, это тоже не проблема. Кашмир разработан, чтобы выдерживать длительные сеансы. Все детали остаются целыми и на месте после длительного использования. Это гарантирует вам каждый раз наилучшие результаты без ущерба для целостности сустава.
Удобство переноски
Размеры Kashmir 110 делают его очень удобным в транспортировке. Благодаря этому вы можете взять его с собой куда угодно.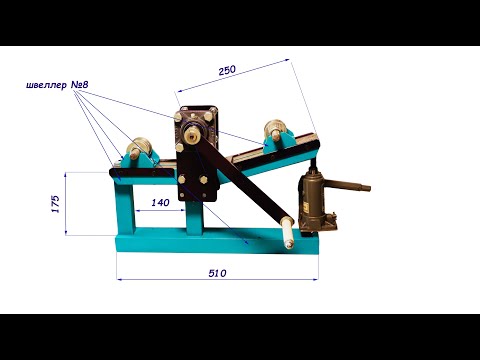 Вы сможете насладиться прекрасным каннабисом в любое время и в любом месте. Еще одним аспектом, влияющим на удобство транспортировки, является вес машины. Кашмир 110, будучи таким маленьким, на самом деле очень мало весит. Так что даже если вы возите с собой много груза, вы этого не заметите.
Вы сможете насладиться прекрасным каннабисом в любое время и в любом месте. Еще одним аспектом, влияющим на удобство транспортировки, является вес машины. Кашмир 110, будучи таким маленьким, на самом деле очень мало весит. Так что даже если вы возите с собой много груза, вы этого не заметите.
В корзину
схемы самоделки трубогибы
В хозяйстве профильный трубогиб используется не так часто, чтобы покупать дорогое оборудование заводского изготовления.
Когда возникает такая необходимость, простой трубогиб можно сделать в частном порядке, предварительно решив, какая именно эта конструкция подходит для поставленной задачи.
В данной статье подробно разобраны разновидности станков для гибки труб, описаны принципы их действия и способы построения.
Содержание статьи:
- Типы станков для гибки профильной трубы
- Классификация гибочных станков по типу привода
- Типы гибочных станков по способу установки
- Классификация станков по способу гибки
- 0 Делаем гидравлический трубогиб
- Трубогиб своими руками
- Опция поворотной платформы
- Трехвалковый прокатный станок
- Как просто согнуть профильную трубу?
- Выводы и полезное видео по теме
Виды станков для гибки профильной трубы
Существует множество модификаций оборудования для изменения конфигурации профильных труб. Это связано с минимальным радиусом изгиба. При пренебрежении этим важным параметром в месте изгиба происходит изменение прочностных характеристик материала в худшую сторону. Также необходимо знать некоторые технологические тонкости. и учитывать их при работе.
Это связано с минимальным радиусом изгиба. При пренебрежении этим важным параметром в месте изгиба происходит изменение прочностных характеристик материала в худшую сторону. Также необходимо знать некоторые технологические тонкости. и учитывать их при работе.
При выборе конструкции учитывать материал заготовки, диаметр, толщину стенки.
Классификация гибочных машин по типу привода
В зависимости от типа привода машины, предназначенные для гибки любых труб, бывают ручными, электромеханическими и гидравлическими.
Приручить. Это предельно простые механизмы, которые доступны для самостоятельного изготовления даже человеку, не посвященному в тонкости работы с металлом.
Станок для гибки профильной трубы своими руками — незаменимый помощник в изготовлении каркасов, декоративных элементов, самостоятельном монтаже вентиляционной системы
Электромеханический. Такая машина имеет привод в виде электродвигателя — шагового или обычного, подключаемого через понижающую передачу. Последнее решение обеспечивает качественный изгиб за счет правильного распределения напряжений.
Последнее решение обеспечивает качественный изгиб за счет правильного распределения напряжений.
Устройство непростое в изготовлении, требует специальных знаний и хотя бы немного профессионализма.
Электрическая гибочная машина в большинстве случаев имеет трехвальную конструкцию. Профильная труба пропускается между роликами. Элемент, расположенный в центре, может менять свои координаты по вертикали. При вращении центрального вала профилированная труба меняет свою геометрию
Гидравлический. Привод в этой модели ручной. В отличие от простой ручной конструкции, в схему включен гидроцилиндр, что значительно снижает мышечное усилие, прилагаемое при сгибании.
Ролики дают возможность изгибать профильную трубу в любом необходимом направлении. Ручной профилегиб с гидравликой при своем небольшом весе может гнуть сортимент труб шириной до 10 см.
Гидравлический цилиндр гибочного станка оказывает давление на поверхность трубы за счет механического воздействия. Это приводит в движение шток цилиндра. В результате возникающей нагрузки изделие деформируется. Давление в поршне можно увеличить двумя способами — вручную и с помощью электронасоса
Это приводит в движение шток цилиндра. В результате возникающей нагрузки изделие деформируется. Давление в поршне можно увеличить двумя способами — вручную и с помощью электронасоса
Виды отводов по способу установки
Существует деление отводов профиля и в зависимости от способа установки. Различают стационарное, портативное и носимое оборудование. Стационарные машины могут иметь форму простой бетонной плиты со стержнями или сплошного оборудования.
Компактные переносные трубогибы имеют опорную стойку, а у носимой модели опоры нет, она выбирается каждый раз при использовании оборудования.
Классификация машин по способу гибки
Конструкция профилегибочного станка и его производительность зависят от метода гибки. Существует 3 основных метода гибки. Первый – экструзия, когда геометрия профильной трубы изменяется с помощью деформирующего ролика, выполняющего роль пуансона. Матрица в этом случае отсутствует.
Для выполнения операции необходимы 2 прочные опоры с противоположных сторон изгиба, которые также служат матрицей. В качестве таких опор используют поворотные башмаки или ролики.
В качестве таких опор используют поворотные башмаки или ролики.
Поскольку усилие нарастает постепенно и постоянно имеет перпендикулярное направление по отношению к трубе, метод позволяет получить хороший конечный результат. Применяем метод только для работы в небольшом объеме.
Второй нажимается. Для получения изгиба используется принцип слесарных тисков – между плашкой и пуансоном помещается отрезок трубы.
Профили последних для получения качественной гибки должны точно повторять геометрию детали. А также в расчете необходимо учитывать остаточную деформацию металла. В домашних условиях этот метод применим, когда не требуется большой точности.
Станок для изменения формы профильной трубы прокаткой состоит из трех цилиндрических роликов, цепи, привода и основания. Диаметр роликов должен соответствовать параметрам деформируемой профильной трубы
Третий — прокатка — универсальный способ гибки как тонкостенных, так и толстостенных труб. Гибка получается протягиванием заготовки между роликами — одним вращающимся и двумя поддерживающими.
Кроме вышеперечисленных, гибка труб также может осуществляться следующими способами:
Галерея изображений
Фото
Гибка трубы осуществляется с помощью трех вращающихся роликов. Причем радиус изгиба определяет их расположение по отношению друг к другу
При гибке трубы арбалетным трубогибом она упирается в два ролика, а шаблон, который находится на штоке приспособления, изгибает ее между опорами
Принцип работы данного трубогиба заключается в гибке трубы в холодном состоянии путем обкатывания валиком вокруг гибочного блока
С помощью хомута труба плотно фиксируется на валике устройства. Проходя между роликом и шаблоном, труба принимает необходимую форму
Вальцовочный метод гибки труб
Арбалетный метод гибки труб
Трубогибка
Гибка труб навивкой
Независимо от выбранной конструкции, при самостоятельном изготовлении станка для гибки труб необходимо учитывать рекомендации специалистов. При выборе материала для станины необходимо исходить из того, что толщина металла должна быть не менее 1/6 ширины профилированной трубы.
Итак, если предстоит гнуть трубу, имеющую сечение прямоугольником с параметрами 50 х 25 мм, то во избежание деформации станины при гибке нужно брать швеллер или уголок толщиной не менее 10 мм. Опорная плита и пуансон с матрицей должны быть в 2 раза толще.
Оптимальный диаметр роликов — не менее трех размеров сечения. Полка швеллера и уголка, взятые для изготовления каркаса, должны быть в 2 и 3 раза больше ширины трубы соответственно. Если предстоит работа по гибке профильных труб прямоугольного сечения 50 х 25 мм, понадобится швеллер 100 х 10 или уголок 150 х 10.
Делаем гидравлический трубогиб
Рассмотрим гидравлический станок, в котором гибка происходит за счет проталкивания центральной трубы через центр пробойником, закрепленным на поднимающемся стержне. В результате тесного контакта заготовки, опирающейся на два неподвижных ролика, с подвижным пуансоном последний принимает свою форму.
Такой автомат называется арбалетом из-за схожести формы пробойника с формой арбалета. Его основными деталями являются основание (1), гидродомкрат (2), пуансон (3) и крепежные элементы в виде болтов. Компоновку узлов станка выполняют по эскизу
Его основными деталями являются основание (1), гидродомкрат (2), пуансон (3) и крепежные элементы в виде болтов. Компоновку узлов станка выполняют по эскизу
Для разметки рабочей поверхности откладывают вертикальную ось и на указанном на чертеже расстоянии от края и оси отмечают расположение нижних отверстий. Затем отметьте расположение верхних отверстий, отступив нужное расстояние от края. Соединяют прямой линией с центром этих отверстий и откладывают на ней равные отрезки.
Оси промежуточных отверстий будут на пересечении отметок, сделанных с наклонной осью. Отверстия на рабочей поверхности нужны для контроля радиуса изгиба заготовки профиля. Так как рабочая поверхность состоит из двух зеркальных частей, вторая размечается таким же образом.
Высота машины определяется параметрами домкрата и расстоянием, указанным на чертеже символом «а». Чтобы согнуть профильную трубу шириной 15 мм, этот зазор в нерабочем состоянии домкрата должен быть примерно равен 20 мм.
В этой конструкции усилие, передаваемое пуансоном, сосредоточено в его верхней части. В результате этого воздействия внешний радиус трубы испытывает растяжение, что может вызвать истончение стенки, а в некоторых случаях и разрыв. Поэтому данный станок не рекомендуется использовать для деформации тонкостенных заготовок.
В результате этого воздействия внешний радиус трубы испытывает растяжение, что может вызвать истончение стенки, а в некоторых случаях и разрыв. Поэтому данный станок не рекомендуется использовать для деформации тонкостенных заготовок.
Трубогиб своими руками
На таком оборудовании заготовка приобретает заданную форму путем прокатки. В домашней мастерской проще сделать 3-х катковую конструкцию с ручным приводом. Рассмотрим два варианта таких машин.
Поворотная платформа Опция
Принцип конструкции такого станка для гибки труб с поперечным сечением, отличным от круглого, следующий:
- Основная станина соединена через сочленение с поворотной платформой, которая задает угол изгиба.
- Платформа приводится в движение домкратом, опирающимся на нее рабочей штангой.
- Протяжка профиля осуществляется вращением рукоятки, расположенной на промежуточном валу.
Для изготовления основания станка и стоек необходим швеллер с высотой стенки от 150 до 200 мм в количестве около 3 м. В качестве опор для подшипников, основания роликов подойдет стальная труба с внутренним диаметром, равным наружному диаметру подшипников, которая разделена на 6 коротких отрезков.
В качестве опор для подшипников, основания роликов подойдет стальная труба с внутренним диаметром, равным наружному диаметру подшипников, которая разделена на 6 коротких отрезков.
Поворотный стол не единственный вариант регулировки параметров изгиба профильной трубы, это можно сделать с помощью крайних роликов. Для этого в опорных плитах и швеллере делаются отверстия, чтобы элементы были подвижными. Крайнюю площадку можно поднять любым домкратом, найденным в хозяйстве
Из швеллера делается основание и две площадки. Отступив с одной стороны около 0,5 м, из того же швеллера сваривают вертикальную стойку. Для этого два сегмента соединяют в пары, чтобы сделать подставку прочной.
Строго соблюдая горизонтальность, монтируют стационарную платформу, а к ней приваривают заднюю стойку. Далее берут отрезок профильной трубы и наращивают ограничители высотой не менее толщины профильной трубы, деформацию которой предполагается выполнять на изготавливаемом станке.
Направляющая платформа соединяется с основной рамой дверными петлями. На удлиненные упоры и кромки обеих площадок с помощью сварки устанавливаются подшипники и усиливают конструкцию уголками. Валы вставляются в подшипники, а к середине крепится ручка.
На удлиненные упоры и кромки обеих площадок с помощью сварки устанавливаются подшипники и усиливают конструкцию уголками. Валы вставляются в подшипники, а к середине крепится ручка.
Домкрат устанавливается под край направляющей площадки и крепится к основанию с помощью болтового соединения.
Сборка трубогиба с поворотной платформой осуществляется в следующей последовательности:
Фотогалерея
Фото
Для изготовления трубогиба потребуются такие материалы: труба, швеллер — 2,5м, подшипники , домкрат, петли, ролики
Необходимо разрезать швеллер на две части — одна из них будет основной площадкой, а вторая — направляющей. Они соединяются с помощью металлических петель.
Следующим шагом отрежьте 6 отрезков трубы шириной 2 см и согните их для крепления подшипников
Отрезав ролики необходимой длины, их нужно соединить с подшипниками и приварить к рабочей площадке
центральный ролик необходимо приварить на высоте 8-9 см над площадкой. Это нужно для того, чтобы под ним прошла профильная труба
Это нужно для того, чтобы под ним прошла профильная труба
Далее сваркой делаем основу для нашего трубогиба. Она должна быть немного больше рабочей поверхности станка
С помощью сварки соединяем рабочую площадку с основанием и проверяем надежность всех соединений
На последнем этапе окрашиваем изделие, ждем пока краска высохнет и проверяем нашу самоделку
Шаг 1 — подготовка инструментов и материалов
Этап 2 — построить рабочую платформу
Этап 3 — отрезать трубу для подшипников
Этап 4 — соединить ролики и подшипники
Этап 5 — приварить центральный ролик
Этап 6 — построить основу для катка
Шаг 7 – соединение всех частей изделия
Шаг 8 – проверка исправности станка
Трехвалковый прокатный станок
На данном станке труба укладывается на ролики, расположенные по бокам. Верхний подвижный валик опускают на изделие сверху и таким образом фиксируют его. Далее вращаем ручку и через цепь передаем движение на валы. Труба растягивается и меняет свою геометрию.
Труба растягивается и меняет свою геометрию.
Постепенно увеличивая давление, затягивая прижимной болт, и вытягивая заготовку, добиваются изгиба трубы под необходимым углом.
Трехвалковая машина оснащена тремя роликами. Подключив к такому станку электродвигатель мощностью 1,5 кВт, можно за один раз сгибать трубы сечением до 8 см
Чтобы станок работал по этой схеме, необходимо подготовьте полку и фасонные металлические изделия для каркаса, валов, 4 крепких пружин, цепи, подшипников, крепежа и других деталей. Для монтажа подшипников требуется 3 вала с параметрами, соответствующими звездочкам и подшипникам.
Два вала предназначены для бокового размещения, а третий (прижимной) — для подвешивания на рессорах. Эти предметы, скорее всего, придется заказывать в мастерской, а остальные можно сделать своими руками.
В состав прижимного вала входят подшипники, шестерни и кольца. В кольцах нарезана резьба под стяжные болты и сделаны канавки. В полках швеллера выполняют посадочные места под прижимной вал.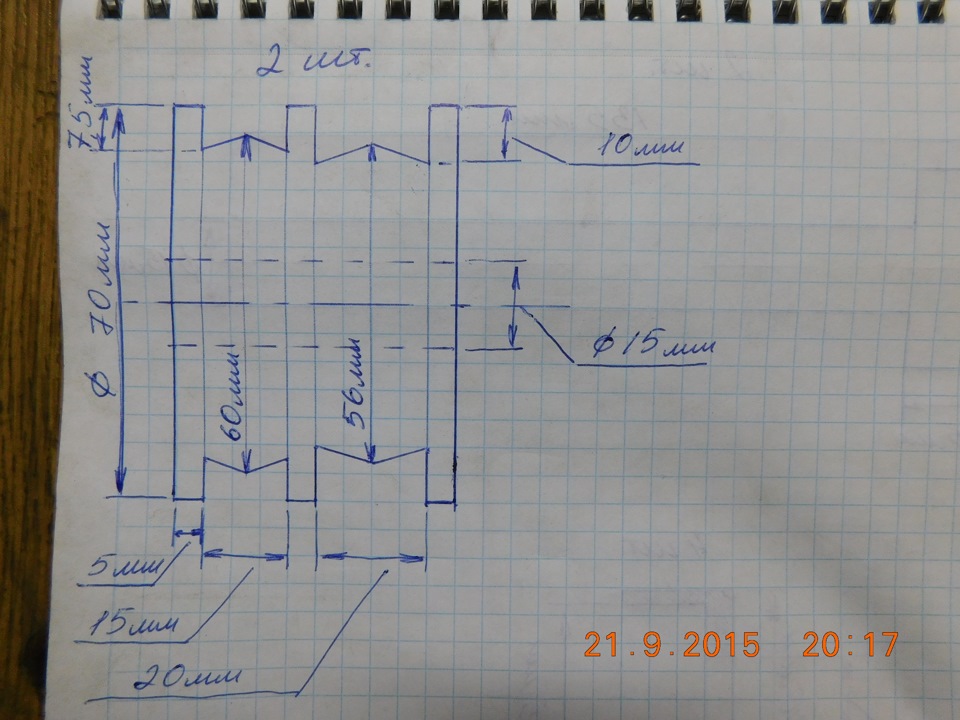 На завершающем этапе производится сборка конструкции начиная с установки каркаса.
На завершающем этапе производится сборка конструкции начиная с установки каркаса.
После подвешивается прижимной вал на пружинах, прикрепленных к полке с помощью шпоночного соединения. Опорные валы устанавливаются по бокам и между ними натягивается цепь, используя в качестве держателя магнитный уголок.
На одном из них, закрепляя ручку с вращающейся трубкой, затем выполняют установку домкрата. Прикрепите его к платформе с помощью болтов и сварки.
При установке вала подвески соблюдается определенная последовательность: сначала устанавливается на полку, к ней привариваются гайки под рессоры, площадка переворачивается и соединяется с рессорами. Следует отметить, что с увеличением расстояния между роликами усилия на изгиб уменьшаются.
Для сборки прокатного трубогиба вам потребуется:
Фотогалерея
Фото
Для начала необходимо приобрести или заказать валы необходимого размера в токарной мастерской. Для обеспечения подвижности этих элементов на них закреплены шестерни и подшипники.
Вооружившись болгаркой и сварочным аппаратом, каркас будущего трубогиба изготавливается из профильного металлопроката
На этом этапе необходимо прикрутить прижимной вал к каркасу изделия и приварить гайки крепления пружин
В самом верху конструкции приваривается с помощью сварочного аппарата кусок профиля для крепления пружин
Далее к раме будущего трубогиба необходимо прикрутить два нижних опорных вала
устройство приводится в движение цепью. Протягивается между валами и закрепляется, чтобы не провисал
Для облегчения использования станка к нему приделана ручка для вращения вала — это защитит руки пользователя от образования мозолей
На последнем этапе трубогибочный станок рекомендуется покрасить, а после высыхания можно приступать к испытаниям устройства
1 этап — Изготовление вала
2 этап — строительство рамы будущего станка
Этап 3 – установка зажимного вала
Этап 4 – установка пружин
Этап 5 – крепление валов
Этап 6 – установка цепи
Этап 7 – установка ручки гибочного станка
Этап 8 — покраска изделия
На нашем сайте есть еще несколько статей, в которых подробно описаны варианты самодельных приспособлений для гибки профильных труб, рекомендуем ознакомиться:
Как согнуть профильную трубу в простой способ?
Самым примитивным приспособлением для изменения формы профильной трубы является использование деревянного шаблона. Его можно использовать в случае гибки тонкостенных труб из стали или алюминия. Для изготовления такого импровизированного станка берут доски, скрепляют их между собой любым способом и вырезают шаблон.
Его можно использовать в случае гибки тонкостенных труб из стали или алюминия. Для изготовления такого импровизированного станка берут доски, скрепляют их между собой любым способом и вырезают шаблон.
Шаблон лучше сделать съемным, тогда можно сделать их несколько с разным радиусом. Его не обязательно делать из дерева, его также можно заменить металлическими крючками, разместив их по начерченному контуру
В месте контакта с трубой толщина шаблона должна быть больше высоты поперечного сечения профильной трубы на несколько сантиметров. Край шаблона выполняют с уклоном, иначе труба может соскользнуть.
Конструкция снабжена упором и крепится к какой-либо устойчивой основе. Трубу помещают между плоскостью шаблона и упором и начинают изгибать материал, начиная с края трубки. Если начать процесс гибки от центра, то тонкостенная труба может расплющиться.
В трубу можно вставить металлический стержень диаметром, равным проходному отверстию трубы, а можно просто взять кусок трубы и надеть на конь заготовки.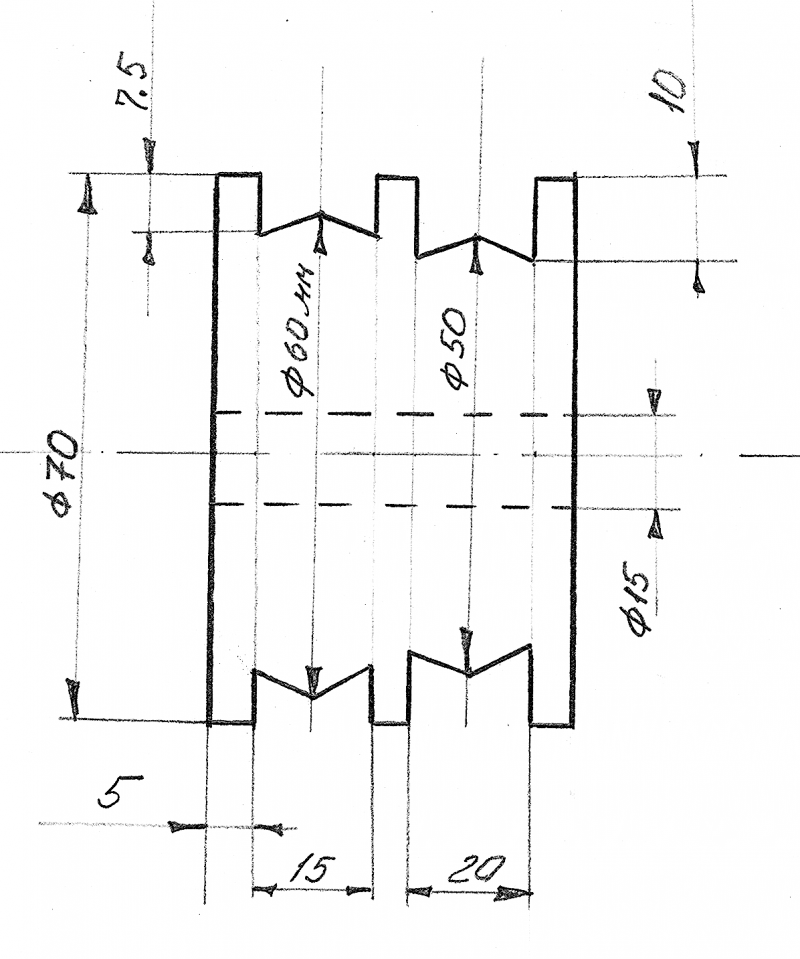 В любом случае так будет удобнее.
В любом случае так будет удобнее.
Галерея изображений
Фото
Гибка труб песком
Горячая гибка профильных труб
Гибка труб пружиной
Гибка труб болгаркой
Подробнее о том, как согнуть профильную трубу без специального оборудования , читать .
По такому же принципу делают более мощные машины. В этом случае усилие создается с помощью лебедки, а труба закрепляется крепче, чтобы она не порвалась.
Выводы и полезное видео по теме
Основные правила изготовления станка для обработки профильных труб:
Трубогибочный станок, близкий к заводскому проекту:
Из всех вариантов профилегибочных станков , следует выбрать конструкцию, наиболее подходящую для целей его использования. Иногда достаточно простейшего механизма, чтобы без особых финансовых затрат обеспечить себя необходимым количеством гнутого профиля.