
Журнал сварки труб
скачать ВСН 012-88 форма 2.6 Журнал сварки труб
| Министерство _____________________ | Форма № 2.6 |
| Объединение, трест ______________ | Основание: |
| ВСН 012-88 (Часть II) | |
| Миннефтегазстрой | |
| СМУ, СУ, ПМК, КТП и дп. __________ | Строительство |
| Участок ___________________________ | Объект |
ЖУРНАЛ
сварки труб _________________________________________
(на трассе, трубосварочной базе, площадке)
на участке от км/ПК ____________ до км/ПК _______________
стыки с № _________________ по № ____________________
Производитель работ __________________________________________________
(должность, организация,
__________________________________________________
Начало работ _______________ 20___ г.
Окончание работ ____________ 20___ г.
| Сквозной порядковый номер
| Дата сварки, температура воздуха, °С | Диаметр и толщина стенки трубы, мм | ГОСТ или ТУ, марка стали, завод-поставщик труб | Температура подогрева (просушки стыка), °С | Наименование и № свариваемых элементов трубопровода | Заводские номера труб | Привязка стыка (для неповоротной сварки) | Способ сварки и положение при сварке | Марка сварочных материалов | |
| километр | пикет | |||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 |
| 1 | 11.11.2011 | 720х14 | ГОСТ | 100°С | однотрубка/однотрубка | №1 | 1 | 1+00 | Рд | LB52U 2,6мм |
| ОК52U 32мм | ||||||||||
| 2 | 12.11.2011 | 720х14 | ГОСТ | 100°С | однотрубка/однотрубка | №1 | 1 | 1+10 | Рд | LB52U 2,6мм |
| ОК52U 32мм | ||||||||||
| 2 | 13.11.2011 | 720х14 | ГОСТ | 100°С | однотрубка/однотрубка | №1 | 1 | 1+20 | Рд | LB52U 2,6мм |
| ОК52U 32мм | ||||||||||
| Фамилия, инициалы бригадира (звеньевого) и номер схемы расположения сварщиков | Номер шифра бригады или сварщика | Соблюдение технологии (подпись бригадира) | Приемка стыка | Сведения о проведении ремонта или удалении стыка | Приемка стыка после ремонта | Примечание | |||
| по внешнему осмотру подпись прораба (мастера) | по результатам контроля физическими методами или механическим испытаниям (заключение о годности стыка, номер, дата заключения) | отремонтирован, удален, дата | подпись прораба (мастера) | по внешнему осмотру, подпись прораба, мастера | по результатам контроля физическими методами (заключение о годности, номер и дата заключения) | ||||
| 12 | 13 | 14 | 15 | 16 | 17 | 18 | 19 | 20 | 21 |
| Бригадирщиков Б. Б. №1 | Б1 | (подпись бригадира) | прораба (мастера) | ВИК годен от 11.11.11 | —- | —- | —- | —- | —- |
| УЗК годен от 11.11.11 | |||||||||
| РК годен от 11.11.11 | |||||||||
| Бригадирщиков Б. Б. №1 | Б1 | (подпись бригадира) | прораба (мастера) | ВИК годен от 12.11.11 | —- | —- | —- | —- | —- |
| УЗК годен от 12.11.11 | |||||||||
| РК годен от 12.11.11 | |||||||||
| Бригадирщиков Б. Б. №1 | Б1 | (подпись бригадира) | прораба (мастера) | ВИК годен от 13.11.11 | —- | —- | —- | —- | —- |
| УЗК годен от 13.11.11 | |||||||||
| РК годен от 13.11.11 | |||||||||
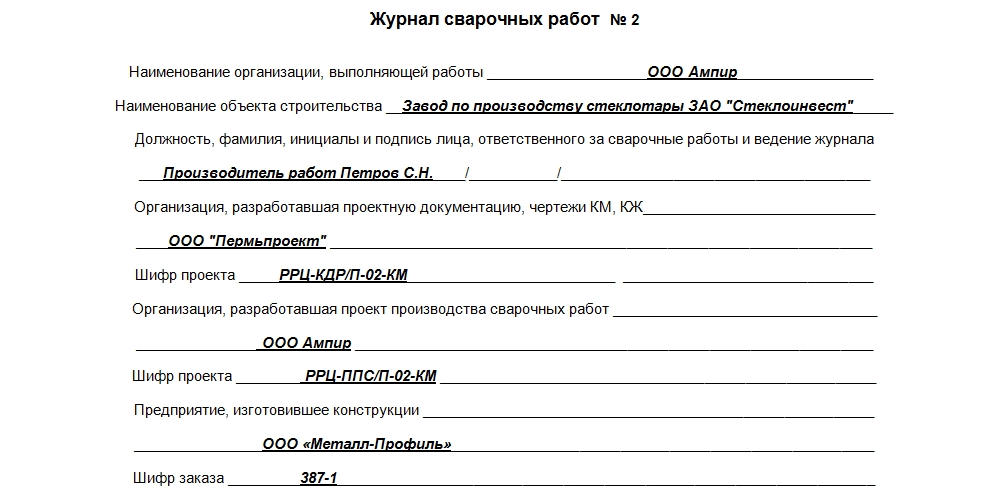
Журнал сварочных работ Образец и бланк 2020 года
Журнал сварочных работ – важный документ в работе профессиональных строителей. В этом реестре сотрудником ведется учет всех проводимых сварочных работ на объекте. Вести его имеет право только сварщик третьего разряда и выше. Приказ о его ведении издается руководителем и подписывается сотрудником, который назначен для его ведения.
ФАЙЛЫ
Скачать пустой бланк журнала сварочных работ .docСкачать образец журнала сварочных работ .doc
Обязанность вести журнал сварочных работ должна быть прописана в трудовом договоре или должностной инструкции работника. Трудовое законодательство в этом случае ясно дает понять, что невнимательность здесь недопустима. Ведь уровень ответственности при проведении всех строительных, в частности, сварочных, работ колоссальный.
Как заполняются графы
В документе на титульном листе ясно и четко даны конкретные названия граф, ошибиться здесь трудно. Так, в грамотно оформленном документе могут присутствовать:
- Название компании, которая выполняет поставленную задачу.
- На каком объекте выполняются сварные работы, его адрес и название.
- ФИО и должность сотрудника, который выполняет работы и заносит данные об их выполнении в журнал (в этом пункте предусмотрено место для подписи).
- Название компании, которая разрабатывала проектную документацию на выполнение работ. В этом пункте может стоять прочерк, если проектная деятельность не велась, а сотрудник действовал по готовым схемам и чертежам.
- Шифр проекта.
- Кто изготавливал соединяемые конструкции.
- ФИО представителя заказчика выполняемых сварочных работ с должностью и подписью сотрудника технического надзора.
- Датировка: начало и окончание ведения журнала.
Важный момент! Даже если на стройплощадке работают сразу две бригады сварщиков от разных организаций, они ведут отдельные журналы сварочных работ. И наоборот. Одна организация при переходе на другой объект обязана завести новый журнал.
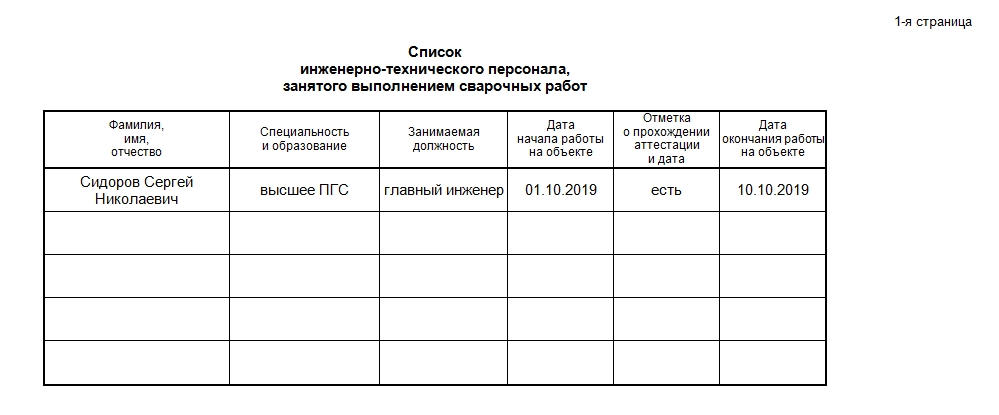
После титульного листа материально ответственному лицу следует заполнить таблицу с данными о инженерно- техническом персонале, который занимался выполнением сварочных работ. В основном это инженеры и главные инженеры. Именно эти сотрудники сочли нужным соединять металлические элементы в конкретном месте и именно таким образом.
Список может состоять из одной или нескольких строк, это зависит от количества занятых в процессе проектировки и разработки технического задания сотрудников. В любом случае надо записывать данные о работниках максимально полно, с указанием ФИО, образования, категории, специализации и должности.
Два отдельных столбца посвящены дате начала и окончания работы на описываемом объекте. Если будет происходить судебное разбирательство, то по этим данным можно будет установить виновных в происшествии лиц. Обязательно должна присутствовать в этой таблице информация, есть ли у инженера, ответственного за корректное выполнение сварочных работы, отметка об аттестации по этому виду строительной деятельности.
В случае ее отсутствия руководитель не имеет права допускать этого специалиста к контролю за выполнением сварочных работ.
После таблицы с данными об инженерах следуют данные о собственно сварщиках, которые несут ответственность за качество проделанной работы и заверяют это своими подписями в последней графе. Помимо нее, в состав второй таблицы о персонале включена информация о:
- ФИО.
- Квалификационном разряде сотрудника.
- Номере личного клейма (оно ставится на каждом выполненном ответственно сварном соединении).
- Удостоверении сварщика (срок его действия, номер, в каком пространственном положении он имеет право сваривать швы).
- Качестве сварки предоставленных пробных образцов (удовлетворительно либо неудовлетворительно).
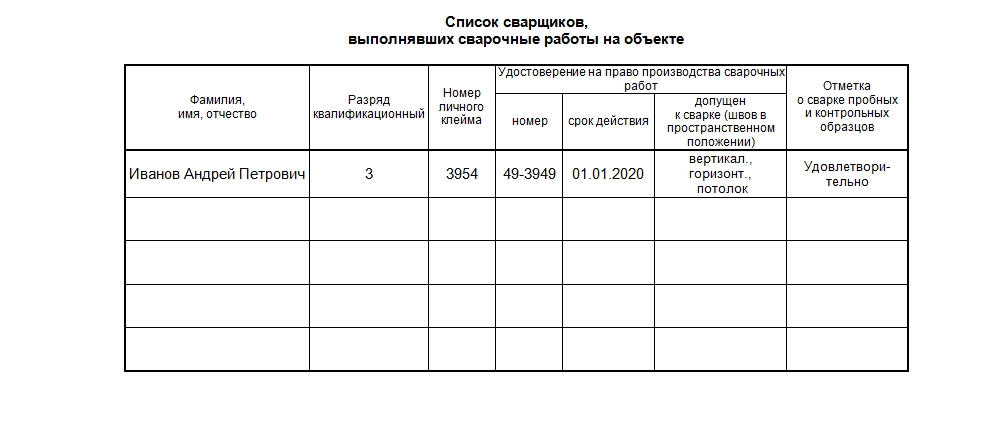
Клеймо сварщика представляет собой заготовку, состоящую из двух строк чисел высотой в 5 мм и 3 мм в рамке или без оной. Оно помогает определить, кто из сотрудников сваривал то или иное соединение. Особенно это касается сосудов, находящихся под давлением и других металлических соединений, от которых напрямую могут зависеть жизни людей.
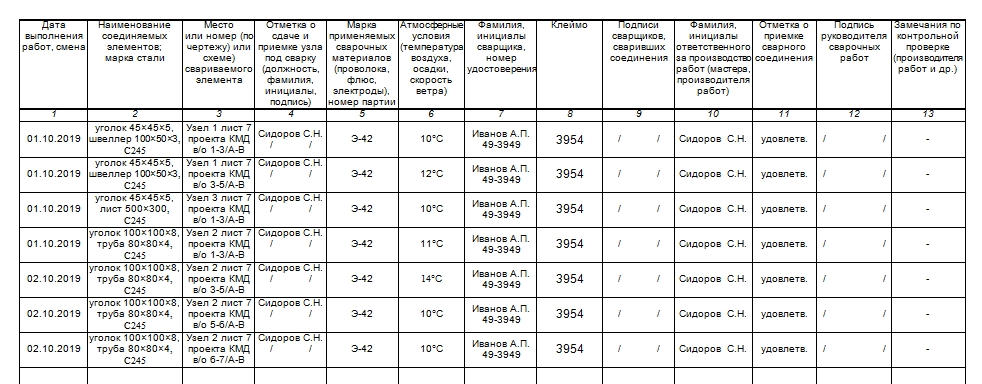
Выполнение работы
О том, какие и в каком объеме проводились работы, рассказывает основная таблица журнала, чьи графы содержат:
- Дату выполнения работ, смену.
- Название соединяемых элементов, их марку стали.
- Место и номер сварочного соединения – определяется по чертежу либо схеме.
- Отметку о сдаче и приемке сваренного узла.
- Какие применялись сварочные материалы, номер партии их поставки.
- Климатические условия (обычно указывается только температура, но скорость ветра, наличие осадков тоже желательно прописывать).
- Данные сварщика, номер его удостоверения.
- Номер клейма и личную подпись сотрудника.
- Подпись ответственного за производство работ (мастер участка, главный инженер и пр., это обязательный пункт в каждой графе.).
- Состоялся ли прием сварного соединения. Если да, то ставится «удовлетворительно».
- Примечания либо замечания к выполненной работе.
В самом конце журнала отмечается, сколько в нем страниц прошито. Прошивка журнала предполагает соединение его отдельных страниц нитями, нумерацию каждой и заклеивание этой конструкции бумажной полоской. Здесь же должна быть печать организации. Она должна частично захватывать корешок прошивки журнала. Подпись руководителя, у которого на хранении должен находиться документ, дополняет картину.
Внимание! Храниться журнал сварочных работ должен не менее 10 лет с момента составления. А если сотрудники работали во вредных условиях труда, то все 75. При желании документацию такого рода передают в архив.
Где еще описаны рекомендации по заполнению
Документ подробно описывается и приводится в СНиП 3.03.01-87. Именно в этом акте прописана документация, которая заполняется для контроля строительных работ. Иногда журнал антикоррозийной защиты совмещают с журналом сварочных работ, так как антикоррозийная защита может производиться теми же лицами сразу же после сварки.
instr_2018_1.indd
%PDF-1.6 % 525 0 obj > endobj 547 0 obj >/Font>>>/Fields[]>> endobj 522 0 obj >stream Acrobat Distiller 10.0.1 (Windows)PScript5.dll Version 5.2.22018-01-16T16:22:51+03:002018-01-16T16:18:41+03:002018-01-16T16:22:51+03:00application/pdf
Карта технологического процесса сварки полимерных труб встык нагретым инструментом
Настоящую форму можно распечатать из редактора MS Word (в режиме разметки страниц), где настройка параметров просмотра и печати устанавливается автоматически. Для перехода в MS Word нажмите кнопку .
Рекомендуем также ознакомиться с Руководством по выводу форм отчетности на печать.
Приложение 4
к Технологическому регламенту проведения
аттестации сварщиков и специалистов
сварочного производства, утвержденному
постановлением Госгортехнадзора России
от 25.06.2002 N 36
ФОРМА
карты технологического процесса сварки полимерных труб встык нагретым инструментом
Наименование изделия — | контрольное сварное соединение | |
Способ сварки — | НИ | |
НД — | СП 42-101-96; СП 42-105-99 | |
Вид соединения — | стыковое | |
Сварочное оборудование — | ССР | |
Ф.И.О. сварщика | ||
Характеристика труб (деталей): | ||
завод-изготовитель | ||
марка материала — | полиэтилен ПЭ80 | |
дата выпуска | ||
номер сертификата | ||
диаметр трубы — | 110 мм | |
толщина стенки, (SDR) — | 10 мм, (11) | |
Клеймо сварщика |
Эскиз сварного соединения | |
Конструкция сборки | Конструктивные элементы сварного соединения |
g — высота грата; |
Технологические параметры сварки труб встык нагревательным инструментом и их значения
(в соответствии с СП 42-101)
Технологический параметр | Значение* | |
1. Температура нагревателя , ° С — теплогенератор электрический с непрерывным автоматическим поддержанием заданной температуры, с антиадгезионным покрытием | 220 | |
2. Давление при оплавлении , МПа | 0,15 + 0,05 | |
3. Время при оплавлении , с, в зависимости от типа свариваемых труб | до 15 | |
4. Давление при прогреве , МПа | 0,01-0,02 | |
5. Время при прогреве , с, в зависимости от типа свариваемых труб и температуры окружающего воздуха | Температура окружающего воздуха,°С | |
от 0 до +20 | от +20 до +40 | |
70-80 | 65-75 | |
6. Время технологической паузы , с, не более | 4 | |
7. Давление при осадке , МПа | 0,15 + 0,05 | |
8. Время при охлаждении , мин, не менее, в зависимости от температуры окружающего воздуха | Температура окружающего воздуха, °С | |
от 0 до +20 | от +20 до +40 | |
7 | 8 |
________________
* Значения параметров должны быть скорректированы в зависимости от температуры окружающего воздуха.
Дополнительные технологические требования по сварке:
- очистить поверхности концов свариваемых труб сначала увлажненной, затем сухой ветошью на длину не менее 50 мм от торцов;
- установить и закрепить трубы в зажимах центратора установки для сварки;
- отцентрировать трубы по наружной поверхности таким образом, чтобы максимальная величина смещения наружных кромок не превышала 10% от номинальной толщины стенки свариваемых труб;
- отторцевать свариваемые поверхности труб непосредственно в сварочной установке;
- еще раз проверить центровку труб и отсутствие недопустимых зазоров в стыке (допускается зазор в стыке не более 0,3 мм). Зазоры измеряют лепестковым щупом (ГОСТ 882-75) с погрешностью 0,05 мм;
- произвести замер усилия при холостом ходе подвижного зажима центратора установки с закрепленной в нем трубой и скорректировать величину усилий , , .
Установить требуемые параметры режима сварки и произвести сварку контрольного соединения.
После сварки произвести охлаждение стыка под давлением осадки в течение времени .
Проставить клеймо сварщика маркером на наружной поверхности трубы.
Удалить контрольное сварное соединение из установки для сварки и провести визуальный и измерительный контроль сварного соединения.
Требования к контролю качества
Метод контроля | Наименование (шифр) НД | Объем контроля |
1. Визуальный и измерительный | СП 42-101; СП 42-105 | 100% |
2. Ультразвуковой | Инструкция* | 100% |
3. Испытание на статическое растяжение | ГОСТ 11262; СП 42-105 | 5 образцов |
________________
* Инструкция по ультразвуковому контролю сварных стыковых соединений полиэтиленовых труб, утвержденная ОАО «Росгазификация», 1999 год.
Разработал: | Фамилия И.О. |
(подпись, дата) |
Нормативные документы по сварке термопластов
Комплекс: ТРУБЫ И ФИТИНГИ ПЛАСТМАССОВЫЕ
ГОСТ Р ИСО 11413-2014 «Трубы и фитинги пластмассовые. Подготовка контрольного образца сварного соединения полиэтиленовой трубы и фитинга с закладными нагревателями»
ГОСТ Р ИСО 11414-2014 «Трубы и фитинги пластмассовые. Подготовка контрольного образца соединения труба/труба или труба/фитинг из полиэтилена (ПЭ), выполненного сваркой встык»
ГОСТ Р ИСО 12176-1-2011 «Трубы и фитинги пластмассовые. Оборудование для сварки полиэтиленовых систем. Часть 1. Сварка нагретым инструментом встык»
ГОСТ Р ИСО 12176-2-2011 «Трубы и фитинги пластмассовые. Оборудование для сварки полиэтиленовых систем. Часть 2. Сварка с закладными нагревателями»
ГОСТ Р ИСО 12176-3-2014 «Трубы и фитинги пластмассовые. Оборудование для сварки полиэтиленовых систем. Часть 3. Идентификация оператора»
ГОСТ Р ИСО 12176-4-2014 «Трубы и фитинги пластмассовые. Оборудование для сварки полиэтиленовых систем. Часть 4. Кодирование трассируемости»
ГОСТ Р ИСО 13950-2012 «Трубы и фитинги пластмассовые. Системы автоматического распознавания для выполнения соединений сваркой с закладными нагревателями»
ГОСТ Р 55276-2012 (ИСО 21307:2011) «Трубы и фитинги пластмассовые. Процедуры сварки нагретым инструментом встык полиэтиленовых (ПЭ) труб и фитингов, используемых для строительства газо- и водопроводных распределительных систем»
Без комплекса
ГОСТ Р 54792-2011 «Дефекты в сварных соединениях термопластов. Описание и оценка»
ГОСТ Р 54793-2011 «Сварка термопластов. Сварка труб, узлов трубопроводов и листов из PVDF (ПВДФ) нагретым инструментом»
ГОСТ Р 55142-2012 «Испытания сварных соединений листов и труб из термопластов. Методы испытаний»
Комплекс: СВАРКА ТЕРМОПЛАСТОВ
ГОСТ Р 56155-2014 «Сварка термопластов. Экструзионная сварка труб, деталей трубопроводов и листов»
ГОСТ EN 13705-2015 «Сварка термопластов. Оборудование для сварки нагретым газом и экструзионной сварки»