
устройство, чертежи, размеры и инструкция по сборке
Профильные трубы находят широкое применение при обустройстве приусадебного участка. Из них получаются крепкие беседки, теплицы, красивые и надежные козырьки над крыльцом дома. Объединяет устройство металлических конструкций необходимость в гнутом профиле, поскольку подавляющее число металлических конструкций такого типа имеют форму арок. Поскольку гнутый профиль стоит почти в два раза дороже прямого, то на помощь рачительному хозяину приходит трубогиб для профильной трубы, который можно изготовить в домашних условиях.
Содержание
- Устройство станков для сгибания труб
- Принцип работы
- Как сделать самодельное устройство
- Как рассчитать конструкцию
- Руководство по изготовлению
Устройство станков для сгибания труб
Промышленные трубогибы применяют на производстве и в промышленном строительстве. Для личного использования производители предлагают готовые станки. Простейшее готовое устройство для изгибания тонких труб или металлопластиковых материалов – это арбалетный ручной трубогиб. Для работы с профилем его не используют.
Простейшее готовое устройство для изгибания тонких труб или металлопластиковых материалов – это арбалетный ручной трубогиб. Для работы с профилем его не используют.
Есть несколько способов и приспособлений для получения гнутого профиля:
- изгиб вручную, с приспособлениями для направления или без них;
- используя рычажный профилегиб;
- используя роликовый профилегиб.
Простейший способ загнуть трубу или металлический прут – это вбить в землю направляющие колышки и физическим усилием загибать изделие по ним. Для того чтобы профиль не деформировался заломами во время работы, его заполняют песком.
Шаблонный трубогиб. Шаблон в натуральную величину делают из толстой доски, ДВП, ДСП. Для этого сколачивают щит, рисуют на нем необходимый радиус изгиба (полукруг) и выпиливают соответствующий сегмент круга.
Сгибание трубы по шаблону осуществляют следующим образом:
- шаблон закрепляют на плоскости или в тисках вертикально;
- один конец трубы фиксируют неподвижно строительными шпильками или в тисках в начале шаблона;
- на свободный конец трубы давят вручную или при помощи лебедки, придавая ей изгиб по шаблону.

Обратите внимание! Для успешного использования шаблона его ребро должно быть шире ребра изгибаемого изделия. Шаблонный трубогиб подходит для изделий из мягкого металла, небольшого сечения.
Более продвинутый вариант шаблонного трубогиба – это рычажный станок. Приспособление делается на металлической станине. На нее закрепляют посменно разные шаблоны из металла (для мягких материалов это могут быть деревянные или пластиковые шаблоны), для получения изгибов разного радиуса. Недостаток таких устройств в ограниченности получаемых изгибов профиля.
Более универсальный вариант трубогиба для профиля, который изготавливают своими руками в домашних условиях это роликовый станок. Устройство необходимо, если вы планируете периодически работать с металлической трубой.
Принцип работы
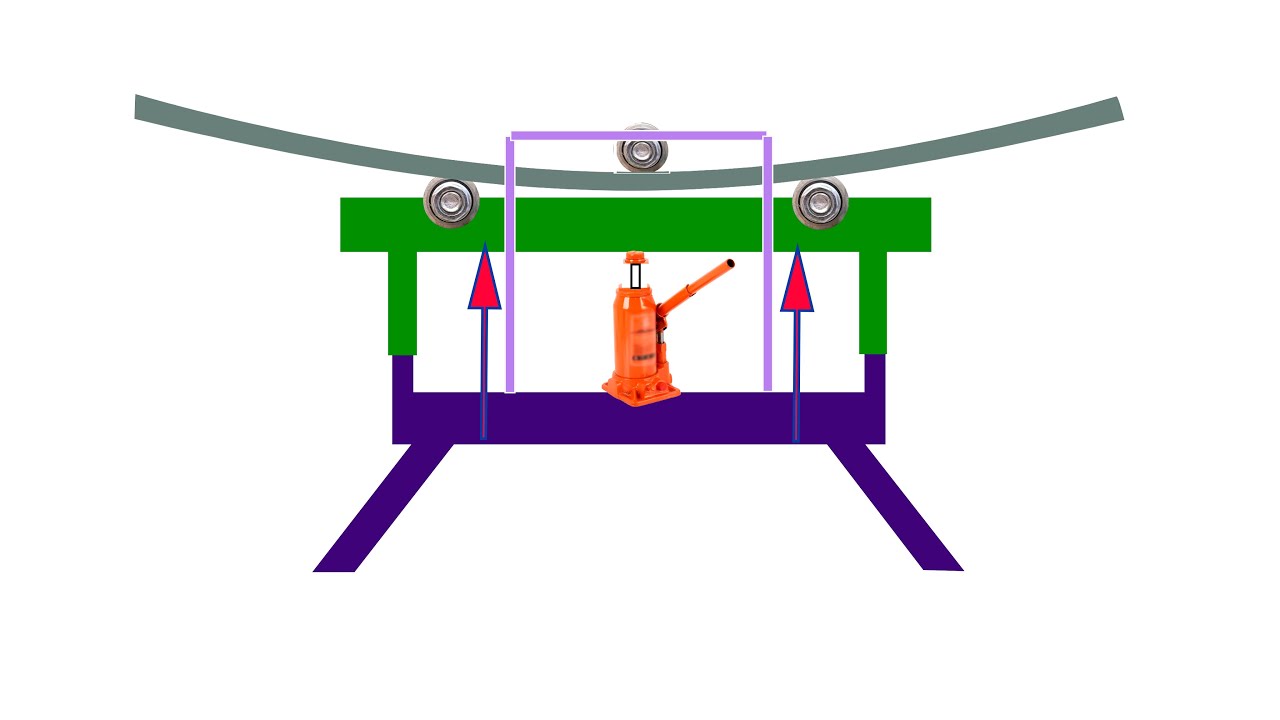
Принцип действия заключается в том, что профильную трубу протягивают между тремя валами, два из которых закреплены неподвижно, а третий давит на профиль, придавая ему желаемую форму.
В зависимости от конструкции, подвижным может быть:
- центральный верхний ролик – давление осуществляется сверху;
- крайний нижний ролик (любой, расположенный на выходе из станка) – давление осуществляется снизу, поднятием части станины.
Изгибание профиля происходит при прокатке его между роликами. Для получения крутой дуги действие повторяют несколько раз, что позволяет регулировать усилие, избегая деформации трубы (заломов, расплющивания).
Обратите внимание! Для получения равномерного изгиба, трубу каждый прокат вставляют противоположной стороной.
Для самостоятельного изготовления профилегиба потребуются навыки работы со сварочным аппаратом, болгаркой и составляющие детали, которые можно сделать из подручных материалов, купить недорого в пунктах приема металлолома или найти в старом гараже.
Как сделать самодельное устройство
Для изготовления роликового трубогиба для профильной трубы вам понадобятся:
- Толстостенный швеллер или профильная труба для изготовления опорной платформы и станины.

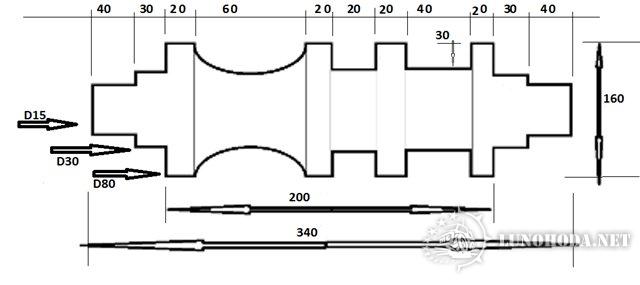
- Три прокатных вала, металлических. Надежные и долговечные ролики получаются из стального цилиндра, в котором просверливают отверстие в центре для насадки.
- Упорный винт для приведения в движение прокатного вала.
- Подшипники для прокатных валов и опорной платформы.
- Приводную цепь, которая соединит прокатные валы с механизмом их вращения.
Ручной роликовый трубогиб можно оснастить дополнительно электроприводом, но большинство домашних умельцев не видят в этом необходимости.
Что следует учесть при подборе деталей и материалов для изготовления профилегиба:
- Для опорной платформы следует брать швеллер не менее 60 мм с толстой стенкой. Более тонкий материал рискует быть деформированным при прокате профиля большого сечения.
- Упорный винт – это деталь, на которую ложится вся нагрузка в ходе работы инструмента. Резьба на нем должна быть инструментальная (прямоугольная), чтобы не деформировалась при многократных затяжках и удержании давления.
 Здесь идеально подходит винт от гидравлического домкрата. Использовать для изготовления упорного винта стальную строительную шпильку даже большого диаметра (например, на 20 мм) нельзя, так как резьба на ней треугольная, не предназначенная для такой нагрузки и многократного использования.
Здесь идеально подходит винт от гидравлического домкрата. Использовать для изготовления упорного винта стальную строительную шпильку даже большого диаметра (например, на 20 мм) нельзя, так как резьба на ней треугольная, не предназначенная для такой нагрузки и многократного использования. - Прокатные валы следует делать из закаленной стали. Их изготовление лучше доверить профессиональному токарю, поскольку потребуются не гладкие детали, а с ограничителями для удержания профиля. Идеальный вариант – валики с многоступенчатыми ограничителями для нескольких размеров. Как вариант можно сделать несколько съемных валов, под разный профиль.
- Для снижения нагрузки на ручку вращения можно установить звездочки разного диаметра, которые будут усиливать крутящий момент, и соединить их цепью. Маленькую звездочку устанавливают на ось вращения ручки, две большие – на соответствующие оси вращения роликов.
Обратите внимание! Различают две конструкции роликового трубогиба: с ведущим центральным валом или ведущими двумя нижними валами.
Преимущество профилегиба с одним ведущим валом в том, что нижние два вала можно сделать съемными. Переставляя их относительно прижимного, можно легко варьировать радиус изгиба.
Схема изготовления:
- Изготовление профилегиба начинают со сборки горизонтальной платформы и вертикальной станины. По чертежу нарезают металл и сваривают его или собирают на болтах.
- Сваривают крепежи для двух нижних валов, устанавливают их на горизонтальную платформу. Как вариант, на станину можно приварить отдельные крепления для передвижных валов, размером под подшипник.
- Сваривают подвижную платформу под верхний вал.
- Устанавливают на нее упорный винт при помощи двух подшипников. Направляющие движения верхней опорной платформы это вертикальные стойки станины.
- Соединяют подвижные детали шестеренками и цепью.
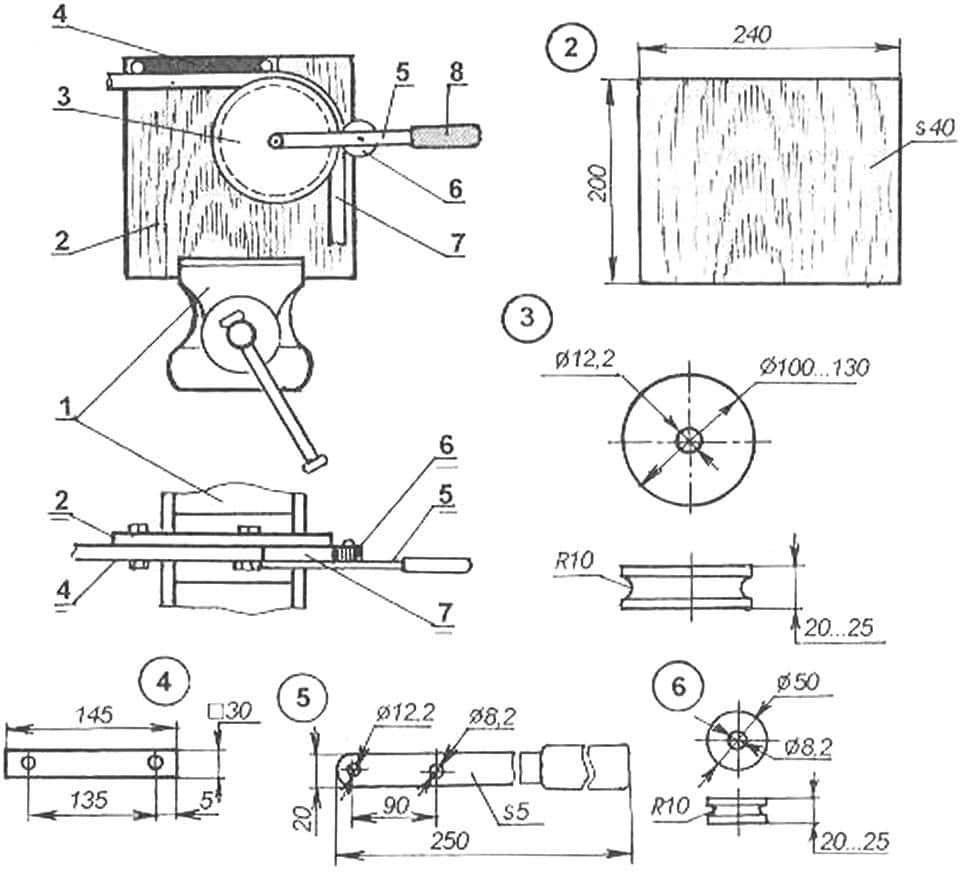
Для сгибания небольшого профиля для теплицы, беседки или декоративной арки можно изготовить более простой вариант трубогиба – улиточный.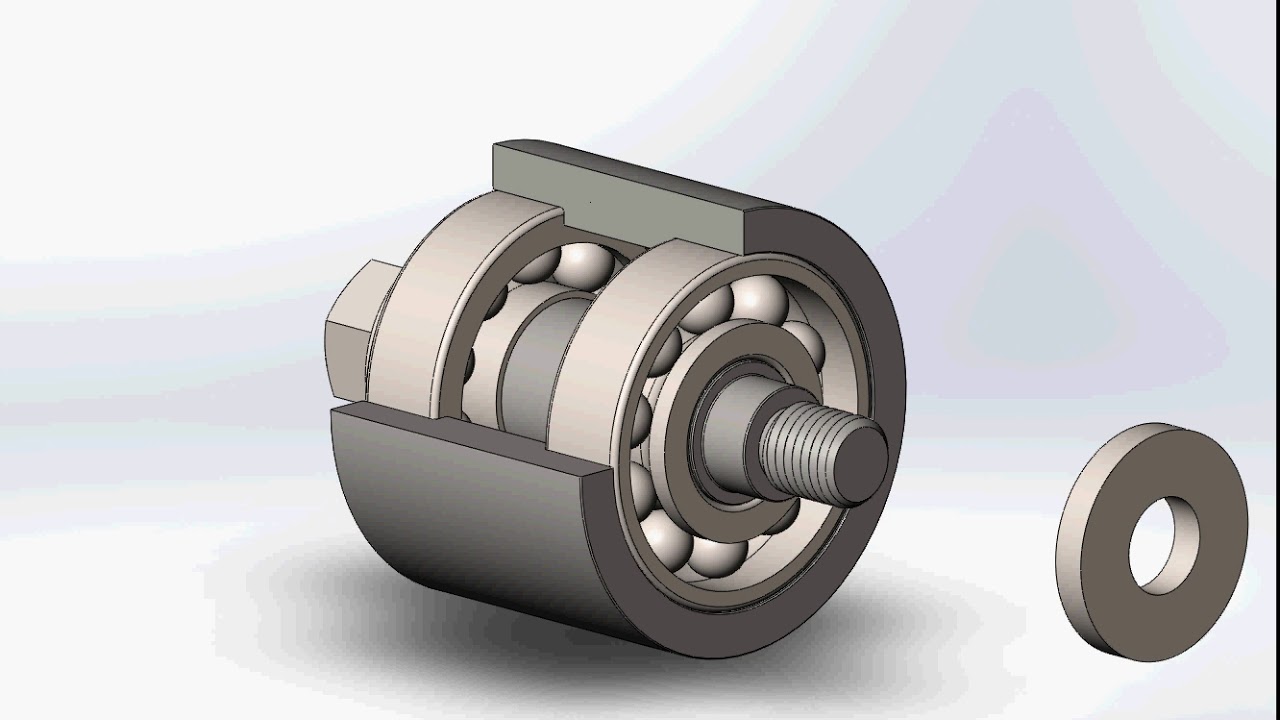 Он состоит из двух вращающихся деталей: направляющего ролика и рабочего колеса. Механизм является разновидностью шаблонного трубогиба. В качестве шаблона здесь выступает рабочее колесо.
Он состоит из двух вращающихся деталей: направляющего ролика и рабочего колеса. Механизм является разновидностью шаблонного трубогиба. В качестве шаблона здесь выступает рабочее колесо.
Как рассчитать конструкцию
В изготовлении улиточного трубогиба важно рассчитать диаметр рабочего (или упорного) колеса, поскольку от его размера зависит радиус изгиба профиля на выходе.
Для расчета используют зависимость диаметра рабочего колеса от получаемого радиуса трубы:
d + r1 + r2 + 2 = а
d – это радиус изгиба профиля;
r1 и r2 – это радиус направляющего ролика и упорного колеса.
Имеет значение дистанция между вращающимися колесами. Для ее регулировки на станине сверлят несколько отверстий, по которым передвигают ось прижимного ролика.
Руководство по изготовлению
Конструкция улиточного трубогиба состоит из:
- металлической вилки;
- направляющего ролика;
- рабочего колеса.

Изготовление начинают с ролика и рабочего колеса. Для каждой детали необходимо выточить шкив, ось под соответствующий подшипник. Рабочая поверхность ролика и колеса должна иметь боковые упоры под максимальный размер швеллера.
На втором этапе собирают вилку. Для этого вырезают из металла боковые детали, просверливают в них отверстия под оси рабочего колеса и направляющего ролика. Собирают вилку и приваривают ее к металлической платформе-основанию.
На основании должно быть отверстие для оси рабочего колеса и отверстия под крепежи самой конструкции к верстаку, поскольку работать на таком трубогибе можно только в стационарно закрепленном виде.
Трубогиб для профильной трубы чертежи и размеры
Самоделкитому назад 385 просмотра
Чертежи и размеры трубогиба для профильной трубы.
Понадобилось сделать навес перед гаражом, но платить большие деньги за гибку профильной трубы, стало просто жалко. Решил изготовить трубогиб своими руками, такой станок всегда пригодится в хозяйстве. Сделал себе самоделку не спешно за 4 дня, не считая токарных работ.
Ну и собственно результат показан на фото:
Звёзды и цепь взяты от ГРМ двигателя автомобиля.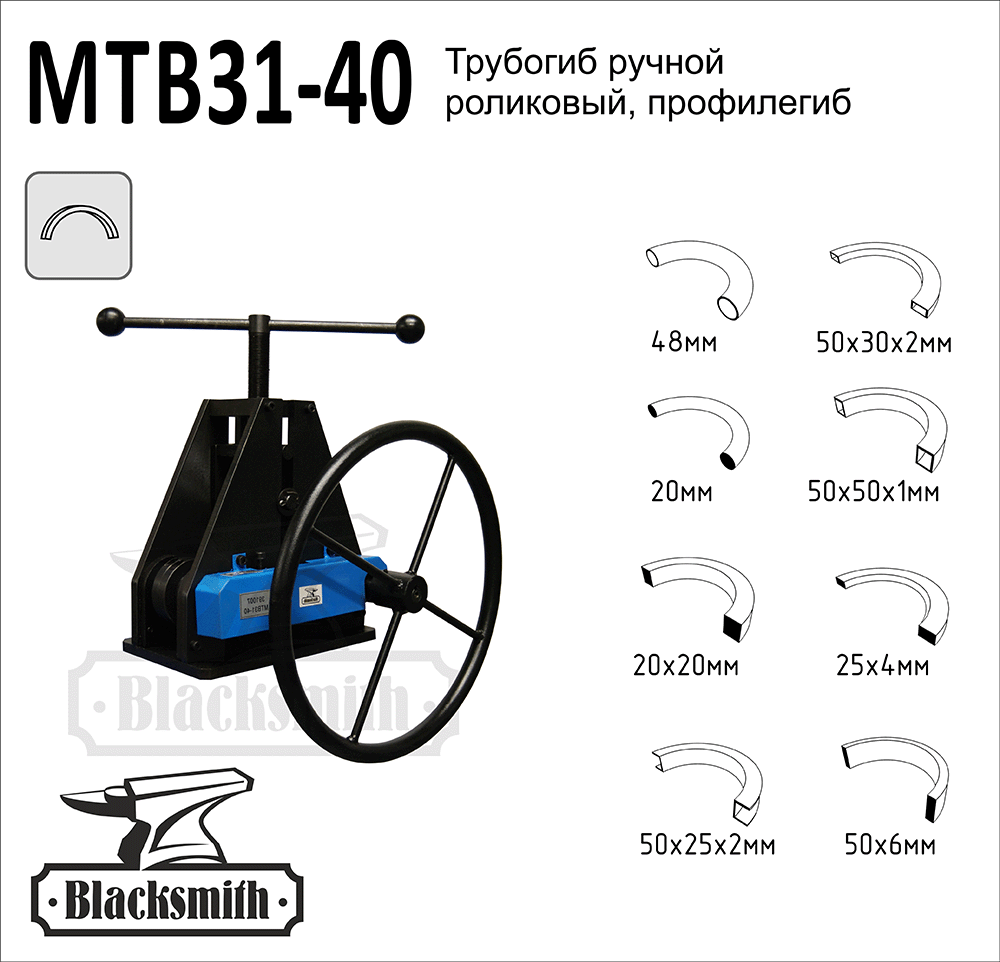
Подшипники с полуоси ВАЗ классика.
Прижимной винт взят от советских тисков, такой винт можно приобрести на пунктах приёма металлолома.
На верхнем прижимном валике имеется бортик, он позволяет гнуть большой профиль без вмятин. Профиль 20 х 20 нормально и так гнет, остальные профиля до 60 х 60 нужно гнуть только с бортиком, иначе идет либо волна либо вмятины.
Также прилагаются чертежи трубогиба.
Станок гнёт профиль отлично, без вмятин и загибов.
Такой станочек обойдётся вам намного дешевле, чем покупной, с помощью такого приспособления можно гнуть профильную трубу сечением до 60 х 60 мм.
Также прилагается небольшое видео, автора самодельного трубогиба.
Автор самоделки: Яков Краснов.
СЛУЧАЙНЫЕ СТАТЬИ
Идея сделать термофен родилась, когда мне понадобилось убрать с поверхности монтажные крепления. Время изготовления фена для пайки микросхем своими руками…
тому назад 415 просмотра
Монтаж шифера: способы укладки Содержание статьи: 1 Подготовительные работы перед укладкой шифера 1.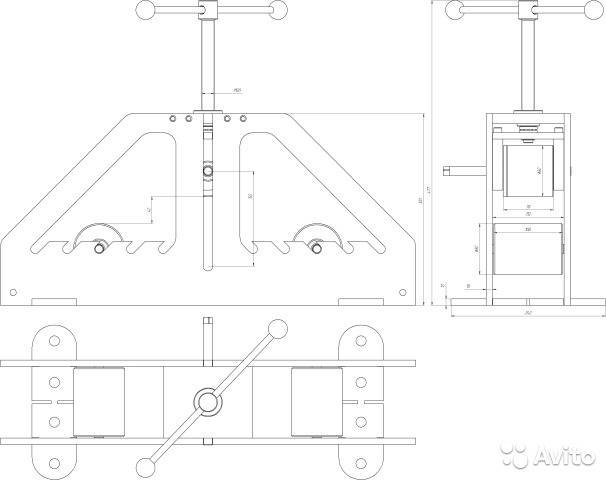 1 Способы укладки шифера 2 Монтаж шифера на…
1 Способы укладки шифера 2 Монтаж шифера на…
тому назад 361 просмотра
Одним из элементов в освещении помещения, является прожектор, этот прибор набрал большое практическое применения во всех отраслях жизни на сегодняшний…
тому назад 163 просмотра
Данный вид ножовки используется для обработки различных металлических заготовок. Она весьма востребована в современных реалиях, с ее помощью можно сделать…
тому назад 249 просмотра
В качестве арматуры на трубопроводах диаметром до 50 мм чаще всего применяются латунные шаровые краны. В частности, для полного перекрытия…
тому назад 415 просмотра
Мода на лепнину в прошлом веке постепенно пошла на убыль, однако с появлением современных имитирующих материалов стала переживать второй рождение. …
…
тому назад 217 просмотра
Профилегибочный станок R-M55H — Покрытия EPTEX
13 695,00 $
ОПИСАНИЕ
Этот износостойкий кольцевой каток добавляет гидравлическую систему промышленного класса ко многим проверенным функциям нашего ориентира R-0M105 .
- Этот кольцевой роликогибочный станок работает от однофазной сети 220 В .
- Изгибает с максимальной нагрузкой 2,75-дюймовую круглую трубу и 2-дюймовую трубу сортамента 40 .
- Работает с 3 роликами : 1 верхний формовочный ролик и 2 приводных нижних ролика .
- Вы можете использовать R-M55H в 2 положениях : вертикальном , для небольших прокатных проектов, и горизонтальном (на спине) для более длинных участков материала.
- Независимая, легко перемещаемая подставка управления позволяет регулировать положение верхнего вала и программировать упоры.
- Цифровой считыватель сообщает вам точное положение верхнего вала, чтобы обеспечить простую повторяемость для производственных циклов.
- Система прямого редуктора обеспечивает мощный полный крутящий момент даже при изгибе на полной мощности.
- Ножная педаль позволяет удобно переключаться между режимами прямого и обратного хода.
- Преобразователь частоты позволяет регулировать скорость прокатки в соответствии с материалом и проектом.
- В стандартную комплектацию входят наборы рулонов , которые можно настроить для различных применений.
- Изготовлен из толстого стального листа для обеспечения точности и сведения к минимуму гибкости.
ХАРАКТЕРИСТИКИ
| Артикул | Р-М55Х |
|---|---|
| Страна производитель | Португалия |
| Регулировка рулона | Гидравлический |
| Вместимость трубы | Размер: 2″ (40 шр.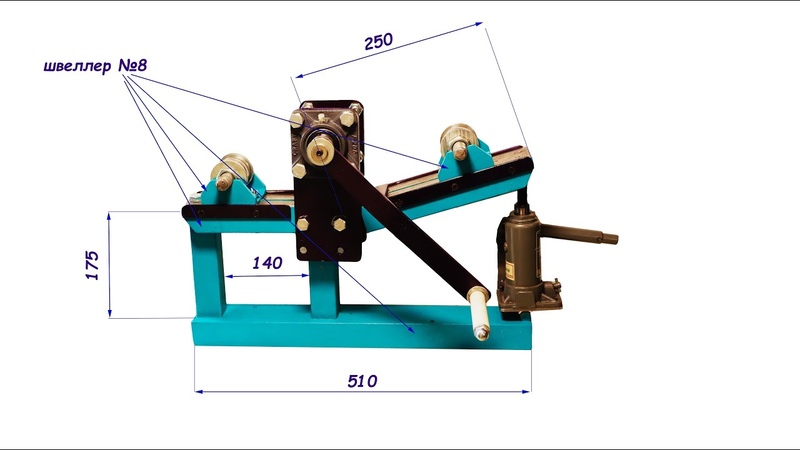 ) / мин. Диаметр: 40″ ) / мин. Диаметр: 40″ |
| Объем круглой трубы | Размер: 2,75 дюйма (0,083 дюйма) / мин. Диаметр: 60″ |
| Объем трубы квадратного сечения | Размер: 2″ (0,083″) / мин. Диаметр: 48″ |
| Цельная круглая емкость | Размер: 1,375″ / мин. Диаметр: 20″ |
| Плоская планка Easy Way | Размер: 4″ (0,5″) / мин. Диаметр: 20″ |
| Плоская перекладина Hard Way | Размер: 2,25 дюйма (0,375 дюйма) / мин. Диаметр: 20″ |
| Вместимость углового железа | Размер: 2″ (0,250″) / мин. Диаметр: 28″ |
| Диаметр вала | 1,968″ |
| Межцентровое расстояние вала | 13,12″ |
| Диаметр нижнего ролика. | 5,827″ |
| Зажим | Одноместный |
| Мощность | 220 В, однофазный |
| Транспортировочный вес | 965 фунтов |
| Тип материала | Все спецификации основаны на прочности на растяжение 60 000 фунтов на квадратный дюйм (42 кг/мм2) — низкоуглеродистая сталь. |
| Транспортировочные размеры (дюймы) | 60 x 44 x 77 |
* Технические характеристики могут быть изменены без предварительного уведомления.
California Proposition 65
Нет в наличии
Артикул: BPBRM55H082020 Категории: Промышленное оборудование, Вальцегибочные станки, Трубогибочные станки
- Описание
Описание
ОПИСАНИЕ
Этот упорный кольцевой каток добавляет гидравлической системы промышленного класса до множества проверенных функций нашего знаменитого R-M55 .
- Этот кольцевой роликогибочный станок работает от однофазной сети 220 В .
- Изгибает с максимальной нагрузкой 2,75-дюймовую круглую трубу и 2-дюймовую трубу сортамента 40 .

- Работает с 3 роликами : 1 верхний формовочный ролик и 2 приводных нижних ролика .
- Вы можете использовать R-M55H в 2 положениях : вертикальный , для небольших прокатных проектов, и горизонтальный (на спине) для более длинных участков материала.
- Независимая, легко перемещаемая подставка управления позволяет регулировать положение верхнего вала и программировать упоры.
- Цифровой считыватель сообщает вам точное положение верхнего вала, чтобы обеспечить простую повторяемость для производственных циклов.
- Система прямого редуктора обеспечивает мощный полный крутящий момент даже при изгибе на полной мощности.
- Ножная педаль позволяет удобно переключаться между режимами прямого и обратного хода.
- Преобразователь частоты позволяет регулировать скорость прокатки в соответствии с материалом и проектом.

- В стандартную комплектацию входят наборы рулонов , которые можно настроить для различных применений.
- Изготовлен из толстой листовой стали для обеспечения точности и минимизации деформации.
ХАРАКТЕРИСТИКИ
| Артикул | Р-М55Х |
|---|---|
| Страна производитель | Португалия |
| Регулировка рулона | Гидравлический |
| Вместимость трубы | Размер: 2″ (40 шр.) / мин. Диаметр: 40″ |
| Объем круглой трубы | Размер: 2,75 дюйма (0,083 дюйма) / мин. Диаметр: 60″ |
| Объем трубы квадратного сечения | Размер: 2″ (0,083″) / мин. Диаметр: 48″ |
| Цельная круглая емкость | Размер: 1,375″ / мин. Диаметр: 20″ |
| Плоская планка Easy Way | Размер: 4″ (0,5″) / мин. Диаметр: 20″ Диаметр: 20″ |
| Плоская перекладина Hard Way | Размер: 2,25 дюйма (0,375 дюйма) / мин. Диаметр: 20″ |
| Вместимость углового железа | Размер: 2″ (0,250″) / мин. Диаметр: 28″ |
| Диаметр вала | 1,968″ |
| Межцентровое расстояние вала | 13,12″ |
| Диаметр нижнего ролика. | 5,827″ |
| Зажим | Одноместный |
| Мощность | 220 В, однофазный |
| Транспортировочный вес | 965 фунтов |
| Тип материала | Все спецификации основаны на прочности на растяжение 60 000 фунтов на квадратный дюйм (42 кг/мм2) — низкоуглеродистая сталь. |
| Транспортировочные размеры (дюймы) | 60 x 44 x 77 |
* Технические характеристики могут быть изменены без предварительного уведомления.
Предложение штата Калифорния 65
Синхрогибочные станки – 210 | 220
Синхронные трубогибочные станки PHI моделей 210, 220 и 233 обеспечивают трехосную гибку с одной приводной осью для степени изгиба (DOB). При показанной конфигурации эти гибочные станки серии 200 обеспечивают высокоскоростное производство гнутых труб простой и сложной формы с наружным диаметром до 3 дюймов и труб до 2 дюймов в дюймах.
Трубогибочный станок PHI 210 Synchro Трубогибочный станок PHI 220 Synchro PHI 233 Synchro Трубогибочный станок Конфигурации варьируются от тонкой головки и профиля станины с большим зазором под станиной для минимизации помех при изгибе, а также откидного зажима (только для моделей 220 и 233), который ускоряет изготовление сложных деталей за счет отбрасывания зажима от гибочной головки перед втягиванием зажим и позиционирование его для следующего изгиба. Это устраняет проблему, связанную с тем, что труба будет мешать зажиму и гибочной головке в цикле втягивания. Наша модульная конструкция — базовая машина с множеством опций — позволяет настраивать каждую машину в соответствии с вашими потребностями.
Наша модульная конструкция — базовая машина с множеством опций — позволяет настраивать каждую машину в соответствии с вашими потребностями.
Удобный в использовании программируемый цифровой контроллер PHI специально разработан для гибки и имеет логическую структуру для правильной последовательности гибки. Он рассчитан на 100 программ, включающих от 1 до 10 сгибов на программу.
Дополнительная каретка позволяет механически задавать до 10 плоскостей изгиба (POB) и 10 расстояний между изгибами (DBB). В сочетании с контроллером машина будет синхронизировать и блокировать все три положения (POB, DOB и DBB), чтобы обеспечить правильное выравнивание трубы до того, как может произойти изгиб. Это обеспечивает легко воспроизводимые формы гнутых труб и безотходное производство.
- Качество продукции: Идеальное дублирование деталей, производство без брака, качественная оснастка, упоры POB и DBB.
- Экономия трудозатрат: Один установ для нескольких гибочных деталей.
- Надежная работа: Прочная конструкция и сверхмощные электродвигатели.
- Особенности, повышающие производительность: Прецизионный инструмент PHI, помогающий уменьшить утончение и овальность стенок. Синхронизированное позиционирование блокировки для точных деталей без брака.
| Модель 210 | Модель 220 | Модель 233 | |
|---|---|---|---|
| Крутящий момент: | 17 200 фунт-дюйм | 52 000 фунт-дюйм | 144 575 фунт-дюйм |
| Вместимость: Макс. A) Трубка B) Труба | 2″ макс. НД Примеры*: A) 2″ (50 мм) НД x 0,035″ (0,88 мм) толщина стенки x 2D минимум CLR или 1- Наружный диаметр 1/2 дюйма (37,5 мм) x толщина стенки 0,065 дюйма (1,63 мм) x минимум 2D CLR B) 1 дюйм (25 мм) НД x Schedule 40 x 3D минимум CLR | 2 дюйма макс. НД Примеры*: A) 2 дюйма (50 мм) НД x 0,125” (3,17 мм) толщина стенки x 2D минимум CLR B) 1-1/2” (37,5 мм) OD x Schedule 40 x 2D минимум CLR | 3” макс. OD ODПримеры*: A) 3” (75 мм) OD x толщина стенки 0,188 (4,7 мм) x 3D минимум CLR B) 2-1/2” IPS (73 мм) OD x Schedule 80 x 3D минимум CLR |
* На основе материала (сталь ASTM A-587 или эквивалент) с пределом прочности при растяжении 60 000 фунтов на кв. дюйм, пределом текучести 35 000 фунтов на кв. дюйм (241 МПа), удлинением 35 % | |||
| Направление изгиба | По часовой стрелке (вращение против часовой стрелки доступно по специальному заказу) | По часовой стрелке (вращение против часовой стрелки доступно по специальному заказу) | По часовой стрелке (вращение против часовой стрелки доступно по специальному заказу) |
| Радиус центральной линии (CLR) | 8 дюймов (200 мм) макс. стандарт, 12 дюймов (300 мм) дополнительно | 10 дюймов (254 мм) макс. стандарт | 15 дюймов (381 мм) макс. стандарт |
| Максимальное перемещение рычага изгиба | 195° | 180° и допуск на пружинение | 195° |
| Максимальная длина трубы на оправке | 10 футов (3,0 м), стандартная, Более длинные длины, опционально | 10 футов (3,0 м), стандартные, Более длинные длины, опциональные | 10 футов (3,0 м), стандартные, Более длинные длины опционально |
| Площадь пола машины | 15 футов (4,5 м) в длину x 44 дюйма (110 см) в ширину x 49 дюймов (122,5 см) в высоту | 15 футов (4,5 м) в длину x 51 дюйм (110 см) в ширину x 49 дюймов ( 122 см) в высоту | 18 футов (5,5 м) в длину x 73 дюйма (183 см) в ширину x 52 дюйма (130 см) в высоту |
| Транспортировочный вес | 1400 фунтов. | ||