
Соединение проводов в распредкоробке методом пайки своими руками
Когда нужно соединить медные провода в распределительной коробке, я делаю скрутки и пропаиваю их. Однако в настоящий момент ходит много споров о надежности: кто-то утверждает о надежнейшем пропаянном соединении, а кто-то ругает пайку и рекомендует пружинные клеммники. Стоит заметить, что сторонники паяльника — бывалые, советской закалки электрики.
Сегодня мы не будем выяснять что лучше — на мой взгляд, объективной оценкой качества соединений будет сравнительный тест на экстремальных токах, возможно в будущем мы проведем подобный тест. Но сейчас поговорим о том, как скручивать провода в распаечных коробках и собственно их пропаивать.
Хочется заметить: несмотря на то, что процесс немудреный и его несложно освоить, выполнять его нужно с
тщательностью и аккуратностью.
Инструмент
Для выполнения всех операций нам понадобится следующий инструмент:
Паяльник 100-150 Вт с медным жалом. Обычный, без наворотов в виде несгораемого жала и прочего. Жало может быть прямым или изогнутым.
Также нам понадобятся бокорезы (кусачки), плоскогубцы (пассатижи) и строительный нож. При работе с толстыми скрутками, где например будут присутствовать жилы 4 мм², понадобятся дополнительные плоскогубцы.
К необязательному инструменту можно отнести клещи для снятия изоляции: обойтись можно и без них, однако с этим инструментом дела идут быстрее.
Выбор припоя
Выбрать подходящий припой для пайки скруток — это самый ответственный момент. От припоя зависит конечный результат.
В процессе использования разных марок припоя, я пытался выявить закономерность между качеством пайки и процентном
содержании олова. Однако таковой зависимости обнаружить не удалось.
От припоя зависит конечный результат.
В процессе использования разных марок припоя, я пытался выявить закономерность между качеством пайки и процентном
содержании олова. Однако таковой зависимости обнаружить не удалось.
Единственное, что можно утверждать с полной уверенностью — припой обязательно должен быть с флюсом внутри. Это и не удивительно: метод пайки не предусматривает обязательное нанесение флюса на скрутки, а флюс необходим.
Удобнее всего использовать припой в проволоке толщиной 1мм или около того. Продается он в катушках или пластиковых тубах.
По-большому счету, выбирать припой придется методом проб и ошибок, иного метода я не вижу. Ну и приведу несколько примеров припоев нескольких производителей:
Этот припой хорошо подходит для пайки скруток. А тот, что ниже, лучше не брать — тонкие скрутки из 2-х проводов 1,5 мм²
он хорошо спаяет, но скрутки толще он только испортит.
А тот, что ниже, лучше не брать — тонкие скрутки из 2-х проводов 1,5 мм²
он хорошо спаяет, но скрутки толще он только испортит.
Вот еще достаточно неплохой припой REXANT:
При первом выборе припоя, самым лучшим вариантом будет покупка небольшой тубы на пробу. Ну и запоминать, какие из купленных марок паяли хорошо, а какие плохо. Собственно вот такая нехитрая наука.
Помимо припоя хорошо иметь под рукой очиститель — обычный спирт. Многие медные жилы, даже новые, покрыты слоями окислов или иными налетами, которые затрудняют пайку.
Хорошим вариантом очистителя является флюс «ТАГС» — он превосходно очищает поверхность медных жил и в добавок помогает процессу пайки.
Скрутка проводов
Итак, все провода зачищаются от общей изоляции, защищающей весь кабель. Для каждой отдельной жилы берется
длина на скрутку плюс небольшой запас — основание скрутки должно быть скручено жилами с изоляцией. Вообще,
нужно стремиться уложить в коробку лишние сантиметры проводов на всякий случай.
Для каждой отдельной жилы берется
длина на скрутку плюс небольшой запас — основание скрутки должно быть скручено жилами с изоляцией. Вообще,
нужно стремиться уложить в коробку лишние сантиметры проводов на всякий случай.
Совет: старайтесь всегда поместить в распаечную коробку побольше запаса проводов, даже с учетом уже сделанных скруток. Возможно когда-то в будущем сюда будут добавляться новые линии или производиться какой-либо ремонт. Хорошим тоном будет предусмотреть ремонтопригодность коробок, даже если вы уверены в надежности и качестве своих работ.
Для самих скруток жилы зачищаются сантиметров на 10 — после скручивания лишнее откусится бокорезами. Конечная
длинна скрутки оголенных проводов должна быть не менее 4 см. Если монтаж производится в просторных
распредкоробках, длину скруток можно увеличить до 7-8 см.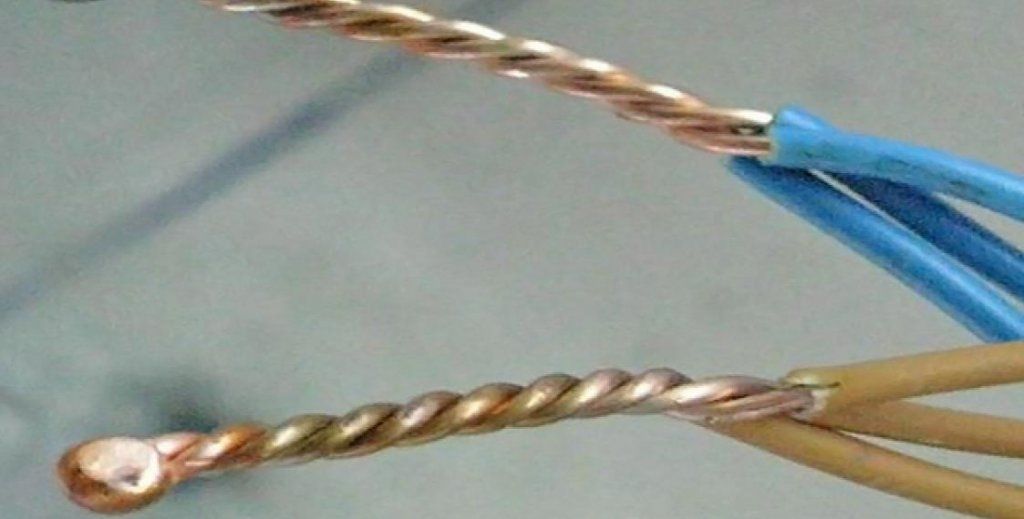 Главное чтобы скрутки поместились в коробку без
изгибов.
Главное чтобы скрутки поместились в коробку без
изгибов.
Но это я забежал немного вперед: перед скруткой оголенных жил необходимо хорошенько их протереть тряпочкой, смоченной в спирте или флюсе ТАГС. После обработки поверхность меди должна иметь однородный желтый цвет без темных участков — только тогда можно производить скручивание. Если жилы покрыты слишком толстым окислом, то перед протиранием их можно обработать мелкой шкуркой.
Когда среди скручиваемых проводов присутствуют мягкие, многожильные проводники, то их следует с особой тщательностью очищать от окислов.
Скрутка производится плоскогубцами так, чтобы несколько сантиметров с изоляцией так же стали частью скрутки.
Закручивать следует с достаточным усилием, однако нужно не перестараться и не порвать ни одной жилы. Здесь
рекомендуется предварительно потренироваться на пробных скрутках и «почувствовать» материал.
Здесь
рекомендуется предварительно потренироваться на пробных скрутках и «почувствовать» материал.
При скручивании большого количества жил или когда сечение жил большое (4 мм² например), основание скрутки нужно придерживать дополнительными плоскогубцами.
Когда скрутки закручены, их нужно укоротить бокорезами до необходимой нам длинны. Короче 4 см. не рекомендуется.
Распаечная коробка скручена, можно приступать к пропаиванию.
Пайка
Пока разогревается паяльник, нужно «нанести» припой на скрутки. Для этого проволоку припоя наматывают на каждую
скрутку с шагом 1-3 мм. Шаг намотки зависит от общей толщины всех скрученных проводов и находится экспериментально.
Наматывать припой следует в натяг, чтобы он как можно плотнее прилегал к медной поверхности.
Если в скрутке присутствуют многожильные проводники, то припоя следует наматывать больше, чем обычно. Многожильные провода требуют гораздо большего количества олова — нужно учитывать количество гибких проводников в общем объеме.
Разогретым паяльником касаемся края скрутки и ждем, пока припой не расплавится. При плавлении припоя ведем паяльник к основанию — припой должен оплавляться раньше, чем паяльник достигнет точки его расплавления. Ключевой момент: паяльник нагревает металл, а металл в свою очередь расплавляет припой. К слову: сосвем необязательно вести паяльник от края к основанию скрутки, можно и наоборот — от основания к краю.
Припой должен заполнить все пустоты между проводниками и пропаять всю скрутку. Визуально — из всех месть соприкосновения
жил друг с другом должен быть виден припой.
Расплавленный припой обязательно будет капать вниз, поэтому нужно принять все необходимые меры защиты, как себя, так и окружающего пространства.
Если есть сомнения в том, что припой заполнил все труднодоступные места, то пайку можно повторить заново. Для этого нужно хорошо протереть место пайки спиртом или ТАГС-ом, намотать припой и все повторить. В таких ситуациях сразу проявляется качество припоя: «дерьмовым» так и не получится пропаять со второго раза.
После пайки скрутки готовы к изоляции, их можно «укутывать» изолентой или термоусадочной трубкой. Так как мы не использовали
паяльной кислоты или иных агрессивных флюсов, промывать места пайки нет необходимости.
В заключение хочется сказать, что пайка соединений в коробках — дело достаточно простое. Однако придется сначала немного потренироваться и возможно, перепробовать несколько разных припоев.
Оцените публикацию: Оценка: 4.1 (20 голосов)Смотрите также другие статьи
паяльником,своими руками, горелкой, пошаговая инструкция
В статье мы рассмотрим как осуществляется пайка проводов в распределительной коробке: паяльником,своими руками, горелкой, пошаговая инструкция.
Преимущество пайки перед остальными способами соединений
Соединение проводников в распределительной коробке можно выполнять несколькими способами, однако только пайка и сварка дают монолитное соединение с минимальным переходным сопротивлением в месте контакта. Поскольку сварку проводов в домашних условиях без специальной аппаратуры выполнить затруднительно, то спаять провода может практически каждый желающий.
Поскольку сварку проводов в домашних условиях без специальной аппаратуры выполнить затруднительно, то спаять провода может практически каждый желающий.
Чтобы правильно и аккуратно спаять провода, нужен примерно такой перечень инструментов:
- Нож для зачистки изоляции;
- Бокорезы;
- Пассатижи или плоскогубцы;
- Наждачная бумага;
- Паяльник;
- Припой;
- Флюс.
Пайка проводов
Порядок работы при пайке проводников такой:
- Снятие изоляции;
- Зачистка проводов;
- Облуживание;
- Скрутка;
- Пайка;
- Изолирование.
Перед тем, как приступить к соединению проводов, нужно определиться с их длиной. Провода обрезаются таким образом, чтобы при пайке они находились снаружи распределительной коробки, а потом могли быть уложены желаемым образом. Нельзя укладывать провода в натяг. Лишний запас также неуместен в ограниченном пространстве.
Для снятия изоляции используется остро заточенный нож или специальный инструмент (Рисунок 1).
При работе ножом процесс снятия изоляции должен напоминать движения ножа при остругивании карандаша. Нельзя делать круговой надрез изоляции или подрезать ее бокорезами или пассатижами. Поперечная риска или царапина на проводе может послужить причиной обрыва. В крайнем случае, такая методика допускается только на многожильных проводах. Длина оголенного проводника для пайки должна составлять 1.5 – 3 см. Чем толще проводник, тем длиннее должна быть зачищенная часть. Ориентиром может служить количество витков при скручивании проводов. Их должно быть не менее 2-х.
Перед облуживанием поверхность жил нужно зачистить при помощи ножа или мелкозернистой наждачной бумаги от следов окисла. Зачистив провода, желательно сразу же их облудить, чтобы не образовалась пленка окисла на поверхности. На поверхности припоя окисел образуется рыхлый и не будет мешать последующей пайке, поэтому перерыв в работе после этапа облуживания не имеет ограничений по времени.
Облуженные проводники скручиваются вместе при помощи пассатижей или плоскогубцев. Скрутка должна состоять не меньше, чем из 2-х оборотов. Скрутка должна быть плотной, но не перетянутой, чтобы не отломались зачищенные концы. Идеальный вариант скрутки, когда в нее попадает часть провода с изоляцией. Торец скрутки должен быть ровный. При работе с толстыми проводами они часто на конце скрутки направлены в стороны, поэтому выступающие концы нужно обрезать. На рисунке ниже показаны различные способы скрутки проводов под пайку (Рисунок 2).
Скрученные провода спаивают при помощи паяльника таким образом, чтобы скрутка была равномерно со всех сторон покрыта слоем припоя без пропусков и наплывов. Качество спайки напрямую зависит от того, насколько хорошо были облужены зачищенные концы.
После того, как место спайки остынет, можно приступать к ее изоляции. Для этих целей применяется тканевая изоляция или специальные термостойкие пластиковые наконечники. Их длина должна быть такой, чтобы они частично заходили на изолированные участки проводов (Рисунок 3).
Нельзя применять для изоляции обыкновенную ПВХ изоленту, поскольку при нагревании проводов, например, при превышении нагрузки, ПВХ легко плавится и это может привести к короткому замыканию внутри распределительной коробки.
Выбор мощности паяльника
Для качественной пайки нужен достаточно мощный паяльник, не менее 65 Вт. Медь является очень хорошим проводником тепла, поэтому эффективно отводит тепло от области пайки. Маломощный паяльник не успеет нагреть место скрутки до того, как начнет плавиться изоляция проводов, а недостаточный прогрев может привести к так называемой «холодной пайке». Слабо разогретый припой имеет низкую текучесть и не способен равномерно покрыть всю спаиваемую область. При застывании он будет иметь матовую, зернистую поверхность, низкую прочность. Спаянные таким образом проводники будут иметь высокое переходное сопротивление и, со временем, потеряют контакт между собой. Паяльник должен прогреть место спайки за время не более 1 минуты. Поверхность припоя после застывания должна быть гладкой и иметь равномерный блеск.
Тип припоя паяльника
Среди всего множества типов припоя, для пайки медных проводов можно использовать только некоторые. Таблица характеристик наиболее распространенных марок припоев
Марка припоя | Состав, % | Температура плавления ˚С | Прочность при растяжении кг/мм | Область применения |
| Сплав Вуда | Олово — 12,5 Свинец — 25 Висмут — 50 Кадмий — 12,5 | 68,5 | – | Для пайки и лужения деталей, чувствительных к перегреву, для изготовления предохранителей, токсичен |
| Сплав д Арсе | Олово — 6,9 Свинец — 45,1 Висмут — 45,3 | 79 | – | Для пайки и лужения деталей, чувствительных к перегреву, для изготовления предохранителей |
| ПОСВ-50 Сплав Розе | Олово — 25 Свинец — 25 Висмут — 50 | 94 | – | Для пайки и лужения деталей, чувствительных к перегреву |
| ПОСВ-33 | Олово — 33,4 Свинец — 33,3 Висмут — 33,3 | 130 | – | Для пайки деталей из меди, латуни, константана с герметичным швом |
| ПОС-61 (третник) | Олово — 61 Свинец — 39 | 190 | 4,3 | Для пайки и лужения токоведущих частей из меди, латуни и бронзы с герметичным швом |
| ПОС-61М | Олово — 61 Свинец — 37 Медь — 2 | 192 | 4,5 | Для лужения и пайки тонких медных проводов и печатных проводников |
| ПОС-90 | Олово — 90 Свинец — 10 | 220 | 4,9 | Для лужения и пайки посуды для пищи и медицинских инструментов |
| ПОС-40 | Олово — 40 Свинец — 60 | 238 | 3,8 | Для лужения и пайки контактных поверхностей в радиоаппаратуре и деталей из оцинкованной стали |
| ПОС-30 | Олово — 30 Свинец — 70 | 266 | 3,2 | Для лужения и пайки деталей из меди, ее сплавов и стали |
Первые три марки припоя имеют очень низкую температуру плавления и невысокую прочность. Для пайки сильноточных цепей они не пригодны. Наоборот, последняя марка припоя слишком тугоплавка. Пайка таким припоем приведет к перегреву и плавлению изоляции. Наиболее часто применяются припои марок ПОС-40 и ПОС-61. Они стоят недорого и широко доступны. Большинство радиолюбителей используют в своей работе припой марки ПОС-61.
Для пайки сильноточных цепей они не пригодны. Наоборот, последняя марка припоя слишком тугоплавка. Пайка таким припоем приведет к перегреву и плавлению изоляции. Наиболее часто применяются припои марок ПОС-40 и ПОС-61. Они стоят недорого и широко доступны. Большинство радиолюбителей используют в своей работе припой марки ПОС-61.
Защита места пайки от окисления. Флюс
Флюс служит для защиты места пайки от окисления кислородом воздуха и растворения тончайших пленок окислов на поверхности материала. Для пайки меди наиболее часто используются такие флюсы:
Таблица характеристик наиболее распространенных флюсов для пайки меди и ее сплавов
Марка флюса | Состав |
| Канифоль | Канифоль сосновая |
| Спиртоканифоль | Канифоль 30-40%, спирт этиловый 60-70 % |
| ЛТИ-120 | Канифоль 20-25%, спирт этиловый 66-73 %, солянокислый анилин 3-7 %, триэтаноламин 1-2 % |
Самый простой и дешевый и беспроигрышный вариант – обыкновенная канифоль. Единственное затруднение при ее использовании, то, что она находится в твердом состоянии и требует навыков при нанесении на спаиваемые детали.
Единственное затруднение при ее использовании, то, что она находится в твердом состоянии и требует навыков при нанесении на спаиваемые детали.
Гораздо удобнее в использовании спиртоканифоль. Она представляет собой раствор канифоли в этиловом спирте. И имеет вид густой желтоватой жидкости со своеобразным запахом. Удобство использования заключается в том, что на место пайки ее можно нанести кисточкой или обмакнуть в баночку с флюсом скрученные проводники.
Более широкие возможности имеет активированный флюс ЛТИ-120. При его применении нет необходимости в зачистке новых проводников. Зачищать нужно только такие, которые имеют темный цвет из-за окисления поверхности. Поскольку имеются определенные трудности в зачистке многожильных проводов, то применение активированного флюса приветствуется.
Все перечисленные флюсы не требуют смывки после окончания пайки, поскольку абсолютно нейтральны по отношению к материалу проводника.
Совет #1: Спиртоканифоль легко приготовить самостоятельно, растворив порошок канифоли в 96% этиловом спирте.
Если канифоль сыпать в спирт равномерно тонкой струей при помешивании, то процесс растворения займет всего несколько минут. При отсутствии спирта в крайнем случае можно воспользоваться ацетоном. Пропорции для приготовления те же самые. Следует учитывать, что ацетон более летуч, поэтому испаряется значительно быстрее. К тому же он ядовит.
Технология пайки и лужения
Для того, чтобы спаять или облудить провода, их нужно расположить так, чтобы они располагались по возможности горизонтально и был доступ со всех сторон для жала паяльника. Вопреки многим рекомендациям, нельзя ставить скрутку вертикально, поскольку при пайке капли расплавленного припоя могут скатиться со скрутки и нарушить изоляцию в нижележащих проводниках.
Если вовремя не обнаружить и не удалить такую каплю, то она впоследствии, может вызвать короткое замыкание. Для лучшего контакта жала паяльника с проводом, конец жала должен быть плоским и хорошо облуженным. Окисленное жало имеет темный цвет, не держит припой и для пайки не годится. Зачистить жало можно с помощью мелкозернистого напильника. Зачищенный конец немедленно окунают во флюс и облуживают путем растирания капли припоя на поверхности деревянного брусочка (Рисунок 4).
Зачистить жало можно с помощью мелкозернистого напильника. Зачищенный конец немедленно окунают во флюс и облуживают путем растирания капли припоя на поверхности деревянного брусочка (Рисунок 4).
Совет #2: Удобно совместить зачистку и облуживание на кусочке наждачной бумаги, заранее присыпав его порошком канифоли и небольшими кусочками припоя.
Хорошо залуженное жало должно быть блестящим, не иметь раковин. При плавке припоя он должен оставаться на конце жала в виде небольшой выпуклости (Рисунок 5).
Рисунок 5. Правильно облуженное жало паяльника.Для облуживания провод нагревают паяльником и, одновременно, прикасаются к месту нагрева кусочком канифоли до ее плавления. Жидкий флюс наносят заблаговременно, до начала нагрева. Проводя жалом паяльника вдоль провода, равномерно покрывают его слоем припоя. Многожильные провода до скрутки не облуживают, поскольку потом скрутить их будет невозможно.
Облуженные провода скручивают между собой. Для пайки технология несколько отличается, поскольку тут требуется большее количество припоя. После нанесения флюса паяльником прогревают одновременно скрутку кончик прутка припоя. Расплавленную каплю равномерно распределяют по всей поверхности, следя, чтобы она была полностью покрыта слоем припоя. При необходимости процедуру повторяют. Здесь главное — не перегреть провода, чтобы не расплавилась изоляция. При спайке тонких проводов припой переносится на кончике жала. Многожильные провода требуют большого количество флюса, чтобы он мог заполнить все свободное пространство между жилами.
Для пайки технология несколько отличается, поскольку тут требуется большее количество припоя. После нанесения флюса паяльником прогревают одновременно скрутку кончик прутка припоя. Расплавленную каплю равномерно распределяют по всей поверхности, следя, чтобы она была полностью покрыта слоем припоя. При необходимости процедуру повторяют. Здесь главное — не перегреть провода, чтобы не расплавилась изоляция. При спайке тонких проводов припой переносится на кончике жала. Многожильные провода требуют большого количество флюса, чтобы он мог заполнить все свободное пространство между жилами.
Пайка с помощью тигля и горелки
При больших объемах работ имеет смысл выполнять их при помощи тигля, который представляет собой полый металлический цилиндр с ручкой, заполненный расплавленным припоем. Тигель может выполняться как насадка на мощный паяльник или нагреваться при помощи газовой горелки (Рисунок 6).
Рисунок 6. Электрический и газовый тигли для пайки проводовБольшой объем металла в тигле не позволяет ему быстро остывать, поэтому нагретым тиглем можно спаять последовательно несколько скруток. Основное достоинство такого способа пайки в том, что облуживание и спайка скрутки происходит практически мгновенно, когда покрытые флюсом проводники опускаются полностью в ванну с припоем.
Меры предосторожности во время пайки
При пайке, особенно при помощи тигля, нужно работать очень аккуратно, чтобы не получить ожог расплавленным припоем. Пары свинца ядовиты, поэтому при больших объемах работы нужно пользоваться респиратором.
Чего категорические нельзя делать!
Недопустимо для пайки проводов использовать кислотосодержащие активные флюсы, поскольку они требуют полного удаления после окончания работы. Остатки флюса агрессивно воздействуют на материал проводников и в самом скором времени провода будут окислены вплоть до полного разрушения. Особенно разрушительны для меди хлористый цинк или паяльная кислота.
Оцените качество статьи:
медные провода, скрутка, инструмент и припой
На чтение 7 мин Просмотров 600 Опубликовано Обновлено
Все без исключения электромонтажные схемы предусматривают наличие разветвления и соединения кабелей и проводов. Для этого требуется дополнительно устанавливать распределительную коробку, которую изготавливают из металла или полимерных материалов. Однако установить конструкцию недостаточно, важно знать технологию пайки скруток проводов в распредкоробке.
Для чего нужны распределительные коробки
Коробка для коммутации проводовНеобходимость использования распределительных коробок не должна вызывать сомнений. Чтобы в этом убедиться, следует ознакомиться с предостережениями специалистов:
- Пренебрежение монтажом конструкции – нарушение правил, изложенных на нормативных документах.
- Соблюдение пожарной безопасности. Благодаря РК существенно сокращается вероятность коротких замыканий и пожара, обусловлено это герметичностью конструкции.
- Монтаж устройства отнимет немало времени, зато в будущем модернизировать, обслуживать, ремонтировать и наращивать провода будет значительно проще.
 Например, если потребуется установить дополнительную розетку или выключатель, нужные провода удастся вывести именно из распределительной коробки.
Например, если потребуется установить дополнительную розетку или выключатель, нужные провода удастся вывести именно из распределительной коробки.
В общем, монтаж распределительной коробки обязателен. Технология установки проста, сложность может возникнуть при соединении проводов.
Общие правила коммутации
Реализация метода пайки напоминает сварочные работы, только используется обыкновенный паяльник, а не инверторный аппарат с электродами. Перед скруткой жилы нужно залудить. Для этого разогревается паяльник, погружается в канифоль и проводит по зачищенным от изоляции местам несколько раз до появления рыжеватого оттенка.
Для качественного выполнения работ нужно предварительно проверить жало паяльника. Важно, чтобы оно было чистым. Если поверхность неровная, на ней скопились загрязнения, сделать качественный припой будет невозможно. Загрязнения удаляются с помощью напильника, далее его конец повторно лудится.
Преимущества пайки в сравнении с другими способами соединения
Инструмент для снятия изоляции с проводов – стрипперСуществует несколько способов соединения проводов в распределительной коробке, однако минимальным переходным сопротивлением и монолитным соединением отличается только пайка и сварка. Спаять провода в домашних условиях может каждый желающий. Для сварки потребуется опыт и наличие специального сварочного аппарата.
Для проведения работ потребуется следующий набор инструментов:
- флюс;
- нож, предназначенный для удаления изоляционного материала;
- припой;
- бокорезы;
- паяльник;
- плоскогубцы или пассатижи;
- наждачная бумага.
Предварительно не подготовив весь необходимый инструмент и расходные материалы, приступать к работе нельзя.
Пайка проводов
Снятие изоляции с проводаЛужение и пайка кабелей в распределительной коробке проводится в несколько этапов.
- Удаление изоляционного слоя.
- Зачистка проводов до появления характерного блеска металла.
- Облуживание.
- Скрутка.
- Пайка.
- Изолирование.
Прежде чем приступать к соединению токопроводящих жил, нужно проанализировать, какая длина потребуется. Провода обрезают так, чтобы при пайке концы были расположены снаружи распределительной коробки.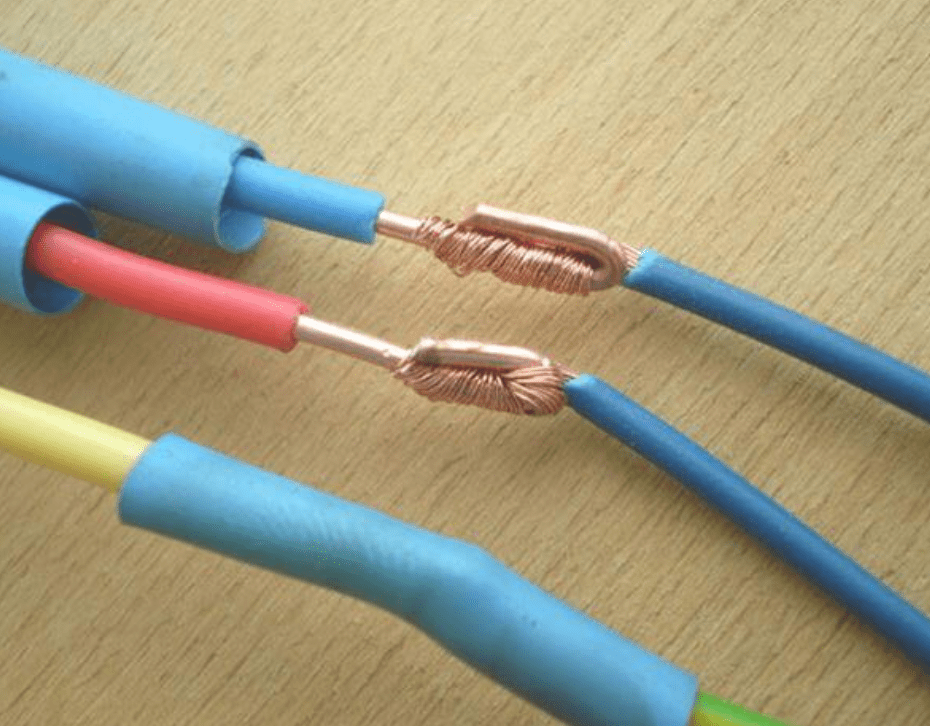 По окончании работ их укладывают любым желаемым способом.
По окончании работ их укладывают любым желаемым способом.
Пайка проводов в распределительной коробке запрещена в натяг. Запас в данном случае также неуместен.
Для удаления изоляционного слоя используется специальный инструмент – стриппер или острый нож. Работая с острым ножом, движения должны напоминать обстругивание карандаша. Запрещено подрезать изоляционный слой пассатижами или бокорезами, нельзя делать круговые надрезы. Поперечные повреждения в ближайшем будущем станут причиной обрыва.
Для провода, предназначенного для пайки, зачистка колеблется в пределах 1,5-3 см. Количество витков – не менее 2.
Основные виды соединения проводов под пайкуПровода перед пайкой тщательно зачищают и лудят, чтобы на поверхности жил не появились окислы, препятствующие нормальной проводимости и увеличивающие сопротивление. Уже облуженные проводники скручиваются с помощью плоскогубцев или пассатижей.
Пайка скрутки медных проводов в коробке имеет аналогичный алгоритм. Скрутка должна быть плотной, но при этом не натянутой, иначе концы токопроводящих жил могут попросту обломаться.
Скрутка должна быть плотной, но при этом не натянутой, иначе концы токопроводящих жил могут попросту обломаться.
В завершение скрученные провода спаивают паяльником таким образом, чтобы со всех сторон спайка была покрыта равномерным слоем. Качество работы всецело зависит от того, насколько качественно были зачищены концы.
Выбор мощности паяльника
Для качественного выполнения работ требуется использовать довольно мощные паяльники, не менее 65 Вт. Особенно это важно при работе с медными проводами, поскольку медь – хороший проводник тепла, следовательно, отводит тепло от места спайки. Если мощности устройства недостаточно, это может привести к «холодной пайке» — припой покрывает спаиваемую область неравномерно, прочность будет низкой.
Устройство должно оптимально прогревать место в течение 1 минуты и не более, поверхность припоя по окончании работ должна быть гладкой, иметь равномерный блеск.
Тип припоя
Существует большое разнообразие припоев, основные из них перечислены в таблице.
| Марка припоя | Состав (%) | Прочность при растяжении (кг/мм) | Температура плавления | Применение |
| ПОС-30 | Свинец – 70 Олово – 30 | 3,2 | 266 | Для пайки и лужения деталей, изготовленных из стали, меди и их сплавов |
| ПОС-40 | Свинец — 60 Олово – 40 | 3,8 | 238 | Для пайки и лужения контактов и деталей в радиоаппаратуре, изготовленных из оцинкованной стали |
| ПОС-90 | Свинец – 10 Олово – 90 | 4,9 | 220 | Для пайки и лужения медицинских инструментов и металлической посуды |
| ПОС-61М | Медь – 2 Свинец – 37 Олово – 61 | 4,5 | 192 | Для пайки и лужения печатных проводников и медных проводов |
| ПОС-61 (третник) | Свинец – 39 Олово – 61 | 4,3 | 190 | Для лужения и пайки токоведущих частей, изготовленных из бронзы, латуни и меди с герметичными швами |
| ПОСВ-33 | Висмут – 33,3 Свинец – 33,3 Олово – 33,3 | — | 130 | Для пайки деталей, изготовленных из константана, латуни и меди с герметичным швом |
| ПОСВ-50 (Сплав Розе) | Висмут – 50 Свинец – 25 Олово – 50 | — | 94 | Для обработки деталей, которые восприимчивы к перегреву |
| Сплав д Арсе | Висмут – 45,3 Свинец – 45,1 Олово – 6,9 | — | 79 | Для производства предохранителей, лужений и пайки деталей восприимчивых к перегреву |
| Сплав Вуда | Кадмий – 12,5 Висмут – 50 Свинец – 25 Олово – 12,5 | — | 68,5 | Важная особенность – токсичен. Предназначен для изготовления предохранителей, лужения и пайки деталей, восприимчивых к термическому воздействию Предназначен для изготовления предохранителей, лужения и пайки деталей, восприимчивых к термическому воздействию |
Последние три марки обладают низкой температурой плавления и невысокой прочностью сплава.
Защита места пайки от окисления
Флюс для пайкиДля защиты места пайки от окисления кислородом используется флюс. При работе с медью чаще всего применяются:
- Канифоль, в ее состав входит только сосновая канифоль.
- ЛТИ-120 включает в себя триэтаноламин (1-2%), солянокислый анилин (3-7%), этиловый спирт (66-73%), канифоль (20-25%).
- В состав спиртоканифоли входит этиловый спирт (60-70%) и канифоль (30-40%).
Самый простой, бюджетный и при этом распространенный вариант флюса – обычная канифоль. Единственная трудность, которая может возникнуть при работе с веществом – твердое агрегатное состояние.
Технология пайки и лужения
Простой способ луженияПриступая к пайке или лужению проводов, важно последние разместить горизонтально таким образом, чтобы жало паяльника беспрепятственно касалось всех сторон. Некоторые «специалисты» рекомендуют размещать токопроводящие жилы вертикально, но делать это не стоит, поскольку капли припоя могут начать растекаться.
Некоторые «специалисты» рекомендуют размещать токопроводящие жилы вертикально, но делать это не стоит, поскольку капли припоя могут начать растекаться.
Перед облуживанием провода нагревают паяльником и параллельно касаются места нагрева кусочком канифоли до тех пор, пока она не начнет плавиться. Если используется жидкий флюс, его наносят предварительно еще до начала нагрева. После лужения провода скручиваются.
Технология пайки немного отличается, поскольку здесь требуется большее количество припоя. На токопроводящие жилы наносится флюс и паяльником прогревается до равномерного распределения расплавленной капли. В случае необходимости процедуру можно повторить.
Пайка с помощью горелки и тигля
Приспособление для спайки проводовЕсли предстоит большой фронт работ, целесообразно использовать тигли, представляющие собой полый металлический цилиндр, оснащенный ручкой для заполнения расплавленным припоем. Это устройство может нагреваться с помощью газовой горелки или же применяться в качестве насадки на мощный паяльник.
Емкость вмещает в себя небольшое количество расплавленного припоя, пока он застывает, человек успевает сделать несколько скруток.
Меры предосторожности
Во время выполнения работ следует проявлять осторожность, поскольку расплавленный припой может оставить сильные ожоги при попадании на кожные покровы. Во всех марках припоев содержится свинец, пары которого токсичны для человека. Чтобы предотвратить отравление, работать нужно в респираторе.
При пайке проводов запрещается применять кислотосодержащие активные флюсы, поскольку после завершения работ они требуют полного удаления. Остатки флюса оказывают разрушающее действие на все материалы, особенно для меди агрессивны паяльная кислота и хлористый цинк.
В целом работа не должна вызвать сложностей, главное заранее ознакомиться с технологией выполнения, подготовить весь расходный материал и инструментарий.
Можно ли паять скрутки? | СамЭлектрик.
 ру
руВ данной статье рассмотрю соединение медных проводов в распределительной коробке при электромонтаже посредством пайки.
Несмотря, что в некоторых случаях я перешёл на разъемы Ваго , которые существенно ускоряют монтаж электропроводки, всё же считаю, что соединение проводов пайкой лучше. Сейчас на меня набросятся приверженцы сварки. Но я спорить не буду, скажу только, что мне так удобнее, а электрические и механические свойства такого соединения ничуть не хуже сварки.
Кстати, знаете, что лет 50-70 назад радиоаппаратуру собирали посредством сварки? Это относилось к ламповым (других не было) телевизорам и радиоприемникам. А потом перешли на печатный монтаж, где используется пайка. Способ с пайкой требует более высокой технологической подготовки, но скорость и простота монтажа решают всё.
Итак, публикую несколько фото, иллюстрирующих пайку проводов в распределительной коробке. Постараюсь раскрыть все свои секреты такого электромонтажа. Надеюсь, мой опыт пригодится моим читателям. В основном, с этой целью я и пишу статьи на СамЭлектрике.
Подключение проводов скруткой и пайкой. Что говорит ПУЭ?
Начнем с того, что соединение проводов скруткой в электромонтаже запрещено. По крайней мере, в ПУЭ скрутка не допускается (ПУЭ, гл.2.1). Это можно объяснить тем, что качество скрутки очень зависит от опыта, инструмента, и даже настроения электрика. И проверить это качество никак нельзя, только оценить “на глаз” или испытать повышенным током.
Пайка в ПУЭ допускается, но не рекомендуется в ГОСТ Р 50571.15-97. Мотивируется это тем, что в некоторых аварийных режимах температура соединения может достигать 300°С, припой расплавится и стечёт. Честно, я не представляю, как это может произойти, если защитные автоматы установлены нужного номинала. Но даже если это и произойдёт – по моему мнению, такую проводку нужно будет целиком менять! И уже будет не важно, расплавился припой, или нет.
Итак, чтобы никто не сомневался, привожу скриншот, что Пайка при соединении проводов — разрешена:
ПУЭ 2. 1.21
1.21ПУЭ 2.1.21
По опрессовке – да, способ хороший, но он требует дополнительного оборудования (пресс-плещи) и расходных материалов (гильзы). То же самое по сварке – нужен трансформатор (инвертор) и графитовые стержни. И опыт – сколько раз видел, что от превышения тока шарик на конце скрутки отваливался, или схватывал не все проводки в скрутке из-за малого тока.
Поэтому, я считаю, что скрутка с последующей пропайкой – лучший способ соединения проводов в распределительных коробках. Паяльник лёгкий, цена небольшая, припой и канифоль – копеечные.
Далее – подробнее об этом горячем пахнущем процессе)
Что говорят противники пайки?
Говорят, что если скрутка нагреется до 300 гр, то припой стечёт, и скрутка раскрутится. Но какой же должен быть ток, и что будет с другими частями электроустановки, если это произойдет?
Другое мнение: пропаянная скрутка ничем не хуже сварки,но,в случае добавления новых проводов к соединению – у сварки достаточно откусить сваренный кончик,распрямить провода,добавить новые,скрутить и снова сварить. А вот при хорошо скрученном и пролитом оловом соединении ( а провода жёсткие и надо не поплавить изоляцию ),разобрать его для добавления новых проводов Очень Большая Проблема.
А вот при хорошо скрученном и пролитом оловом соединении ( а провода жёсткие и надо не поплавить изоляцию ),разобрать его для добавления новых проводов Очень Большая Проблема.
Общее мнение таково: соединение должно быть надежным, и не противоречить ПУЭ. Важно и то, кто к чему привык — кто-то опрессовывает линии освещения, а кто-то скручивает медь, и всё.
Как паяю провода я? Пайка скрутки медных проводов
Начнём с того места, когда провода скручены в распределительной коробке.
1. Скрутка проводов в коробке1. Скрутка проводов в коробке
В левой коробке провода скручены в соответствии с электрической схемой электропроводки. В принципе, многие электрики на этом и останавливаются. И они на 90% правы, можно изолировать, такая проводка простоит 100 лет, больше нам не надо. Но это при условии, что в этой распред. коробке всегда будет сухо, и защитный автомат выбран правильно. Про выбор защитного автомата рекомендую мою статью – Как выбрать защитный автомат .
Встречал, когда в старых коробках было соединение скруткой алюминия и меди.Это были скрутки 50-летней давности! И всё прекрасно работало! Тут очень рискованно, и такие соединения будут жить долго при соблюдении нескольких благоприятных условий. Такие скрутки обычно подвергается жесткой критике в среде электриков, и это считается крайне непрофессиональным. Но простим, тем более, что те, кто сделал такие скрутки, уже в ином мире, где не надо соединять провода…
Пайка проводов в распределительной коробке
Достаем паяльник мощностью 65 или 100 Ватт. Мощность зависит от суммы сечений спаиваемых проводов. Например, если паять 3-4 провода сечением 1,5 кв.мм, то паяльника 65 Вт вполне хватит. Если же суммарное сечение скрученных проводов – более 10 кв.мм, то паяльник должен быть 100 Ватт или больше.
Итак, берём канифоль в куске или в пластиковой баночке. Провода должны торчать кончиками вверх. Прогреваем место скрутки, и касаем канифолью так, чтобы она плавилась и немного стекла вниз по скрутке.
2. Нанесение канифоли2. Нанесение канифоли
Особенно хорошо это видно на центральном и правом проводах. Затем берём припой в прутке, прогреваем одновременно припой и скрутку, залуживая скрутку.
Затем берём припой в прутке, прогреваем одновременно припой и скрутку, залуживая скрутку.
Припой лучше использовать с канифолью, сейчас такого много в продаже. Канифоль находится внутри прутка припоя. Если канифоли внутри нет, её необходимо больше предварительно наносить на скрутку, и тщательней контролировать время и температуру пайки. иначе канифоль может просто испариться.3. Пайка скруток в распределительной коробке
3. Пайка скруток в распределительной коробке
Если используете флюс ЛТИ (он продается в баночке с кисточкой, это удобно), то его нужно смыть, иначе возможна коррозия проводов (в чем я сильно сомневаюсь)
ЛТИ 120 нужно удалитьЛТИ 120 нужно удалить
Проводим спайку проводов. Залуживаем скрутку, чтобы припой проник во все места. При этом медь должна быть покрыта припоем на длине 40…60% длины скрутки.
4. Провода спаяны4. Провода спаяны
Нужно стараться не перегреть место пайки, чтобы не попортить изоляцию. Да и вообще стараться всё делать быстро, на автомате.
Некрасивые торчащие кончики пропаянных скруток обрезаем бокорезами (3-5 мм).
Спаяли, изолируем места пайки изолентой (обычно использую ПВХ разных цветов). И в принципе всё. Можно муровать коробки.
5. Изолируем места пайки5. Изолируем места пайки
6. Укладываем провода в распределительных коробках6. Укладываем провода в распределительных коробках
Не правда ли, в слове “заподлицо” слышится что-то подлое?))7. Закрытые коробки. Заподлицо
7. Закрытые коробки. Заподлицо
За контакт в таких коробках можно точно не беспокоиться, можно полностью их хоронить под слоем штукатурки. Хотя, лучше конечно иметь доступ к коробкам (как это предписано в ПУЭ), мало ли чего – проверить, дополнительно подключить, и т.п.
Как высказался на эту тему сs-cs.net: Если вам в 2 часа ночи захотелось посмотреть, как там поживает ваша скрутка меди с алюминием, вы должны без проблем иметь доступ в распред.коробку.
Тонкость монтажа и пайки
Концы скрутки перед пайкой надо подрезать чтобы они не торчали как на фото выше, а были одинаковыми. После обреза подровнять пассатижами, чтобы острые края не порвали изоленту.
После обреза подровнять пассатижами, чтобы острые края не порвали изоленту.
И паять только кончик, около 1-1,5см при общей длине скрутки около 3-4см. Это для возможности лёгкой разборки такого соединения. Это можно будет сделать даже без помощи кусачек — достаточно раскрутить и распаять скрутку.
Источник статьи
Мои статьи на Дзене по поводу паек, скруток, клемм и подключений:
Ремонт проводки при помощи Ваго
В защиту алюминиевой проводки
Как я скручиваю медь с алюминием
Когда можно скрутить медь и алюминий
Когда наконечники на провод вредны?
А как соединяете провода вы?
Ещё больше статей на канале Самэлектрик.ру.
Что делать, если статья заинтересовала? Лайк, подписка, комментарий!
Как правильно делать скрутки проводов: 3 надежных способа
Для выполнения всех манипуляций нам потребуются
- нож,
- изолента или термоусадочная трубка,
- зажигалка (строительный или обычный фен),
- пара плоскогубцев.
Скрутки без сварки
Способ 1:
Для начала зачищаем два провода так, чтобы «голые» концы были примерно по 4 см.
Немного подкручиваем концы, чтобы жилки не раскручивались, и начинаем закручивать жилы. Для этого прикладываем основание к основанию и начинаем плотно скручивать сразу два конца (не один вокруг другого). Закручиваем в ту же сторону, что до этого жилки на концах, чтобы в процессе основной скрутки они не распушивались.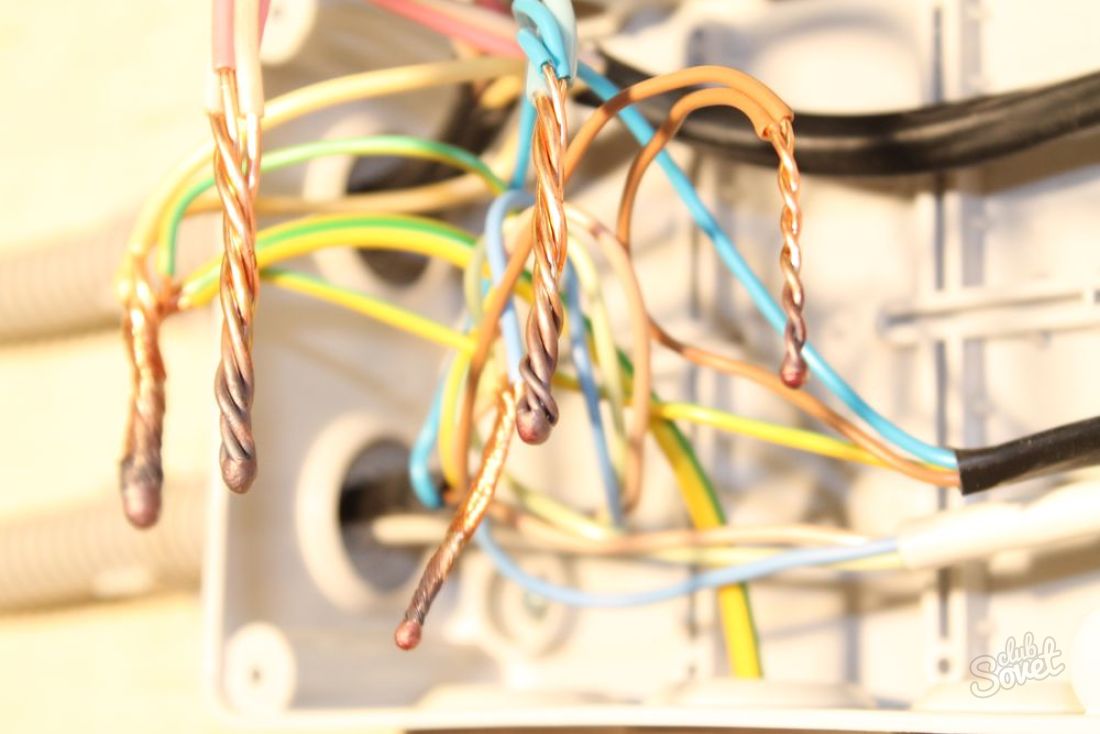 В случае с моножильными кабелями прикладываем их друг ко другу и скручивать начинаем не от основания, а с концов.
В случае с моножильными кабелями прикладываем их друг ко другу и скручивать начинаем не от основания, а с концов.
Теперь для улучшения контакта одними пассатижами зажимаем у основания, а другими начинаем подкручивать конец, улучшая плотность соединения.
Затем надеваем термоусадку длиной около 3 см (так как в процессе скручивания длина концов немного уменьшилась) и нагреваем ее, пока она не зафиксирует жестко соединение. Также можно закрыть соединение изолентой — пользуйтесь тем, что для вас проще или есть под рукой.
Наша скрутка готова.
Способ 2:
Иногда нам нужно отремонтировать удлинитель, так, чтобы скрутка не торчала из основного кабеля, а шла вдоль. В этом случае нам поможет скрутка «Британка». У нее есть несколько разновидностей, но принцип скручивания для всех одинаков: намотка каждой жилы происходит друг на друга. Как и в первом случае зачищаем два конца по 4 см.
На один провод надеваем термоусадку длиной 4,5 — 5 см, чтобы немного перекрывала зачищенное место. Если будете использовать изоленту, тогда этот этап пропускаем.
Если будете использовать изоленту, тогда этот этап пропускаем.
Затем прикладываем два провода вдоль друг друга, как на фото. Берем двумя пальцами по середине и начинаем наматывать один конец на другой.
Стараемся скручивать так, чтобы витки ложились плотно друг к другу без больших зазоров — хотя провод не будет работать на разрыв, все же плотность соединения должна быть хорошей. Затем подтягиваем плоскогубцами, надеваем термоусадку и нагреваем ее.
Скрутки для распредкоробок со сваркой
Если нам необходимо соединить два и более моножильных медных проводов и скрыть их в распредкоробке, тогда для надежного соединения лучше сварить контакты. Для этого нам дополнительно потребуется специальный сварочный аппарат с угольными электродами. Например, сварочник ТСС Компакт-160 подойдет для такой задачи. Также нужны будут графитовые электроды (можно взять стержни из пальчиковых батареек или графитовый брусок с двигателя) и флюс.
Сначала скручиваем две жилы, как на картинке, начиная с кончиков и заканчивая основанием.
Затем с помощью сварочного аппарата, завариваем концы (только их, по всей длине варить не надо).
После этого нужно изолировать скрутки изолентой/термоусадкой и аккуратно сложить в распредкоробку.
Конечно, на сварку уходит больше времени, чем, например, на зажимы WAGO или другие клеммники, но такие скрутки стоят десятилетиями, и менять их будут уже ваши внуки.
Еще кое-что интересное из мира электрики:
Теги электричество
Пайка медных проводов: пошаговая инструкция
Пайка это хороший способ соединять провода, он не уступает в долговечности и проводимости соединениям с использованием сварки, однако применяется значительно реже.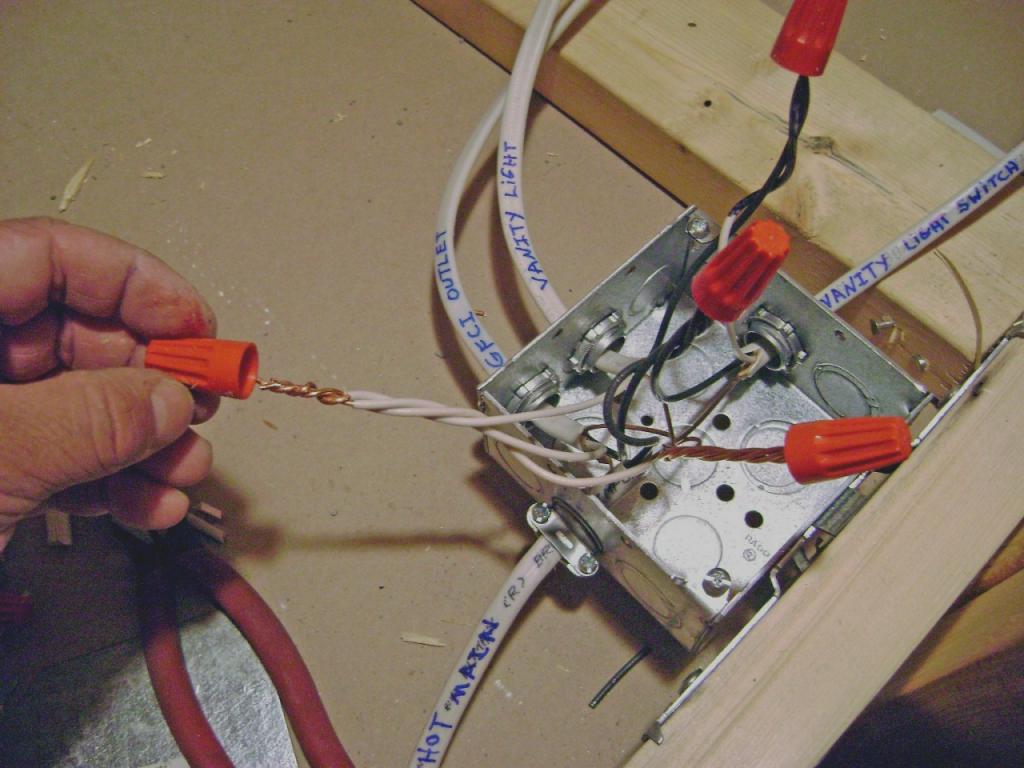 Происходит это по той причине, что пайка более сложный процесс, и перед его началом нужно изучить схему проводки. И времени на создание хорошего соединения проводов потребуется значительно больше. Однако есть и плюсы, оборудование для сварки обычно имеет высокую цену, а для пайки достаточно обычного паяльника, и канифоли, которая стоит совсем не больших денег. К тому же необязательно иметь высокую квалификацию, или проходить специальные курсы. Освоить такой способ соединения проводов может каждый при наличии времени и желания.
Происходит это по той причине, что пайка более сложный процесс, и перед его началом нужно изучить схему проводки. И времени на создание хорошего соединения проводов потребуется значительно больше. Однако есть и плюсы, оборудование для сварки обычно имеет высокую цену, а для пайки достаточно обычного паяльника, и канифоли, которая стоит совсем не больших денег. К тому же необязательно иметь высокую квалификацию, или проходить специальные курсы. Освоить такой способ соединения проводов может каждый при наличии времени и желания.
Необходимое оборудование
Лучше всего применять для пайки различных медных проводов, паяльную станцию. С её помощью можно изменять температуру жала, однако нужно также подходить к этому обдуманно. Паяльная станция стоит не дешево и смысл её брать есть только в случае довольно частого выполнения паяльных работ. В остальных случаях для того чтобы иногда соединять провода, подойдет и обычный паяльник имеющий мощность тока до 60 Вт. Такой мощности вполне достаточно чтобы произвести все необходимые работы в обычных домах, и спаивать скрутку из 3х-5ти проводов сечением 1,5-2,5 мм2.
Припои следует использовать мягкие оловянно-свинцовые, имеющие низкую температуру плавления, такие как ПОС-40, ПОС-60. Обезжиривать поверхность перед пайкой медных проводов и покрытия их припоем нужно с использованием химически нейтральной канифоли или безкислотных растворов.
Как правильно производится пайка медных проводов?
Сначала нужно удалить изоляцию примерно с 5 см проводника, потом их нужно покрыть слоем припоя (облудить). Это делается с помощью покрытия провода паяльным флюсом. Затем расплавленный припой наносится с помощью жала паяльника на проводник, после чего он получает серебристый оттенок. Чтобы увеличить прочность, провода соединяют скруткой, и затем пропаивают уже её. В итоге получается, что во время пайки припой растекается по нагретой и облуженной поверхности скрутки. Нужно проверить стык после пайки, чтобы не пришлось откручивать коробку в случаее если у вас скрытая электропроводка.
Для пайки медного очищеного провода соединенного в скрутку, на него давят жалом паяльника с необходимым количеством припоя. Скрутка разогревается и расплавленное олово, растекаясь, попадает между проводами, заполняя промежутки между ними. После того как пайка завершена провода изолируются специальной изоляционной лентой или термоусадочной трубкой.
Скрутка разогревается и расплавленное олово, растекаясь, попадает между проводами, заполняя промежутки между ними. После того как пайка завершена провода изолируются специальной изоляционной лентой или термоусадочной трубкой.
Важно! После пайки проводов их лучше прозвонить мультиметром.
Пайка проводов это не самый простой и быстрый способ соединения.
Однако она обеспечивает отличный контакт и высокую долговечность, поэтому является одним из самых лучших способов разрешенных «Правилами устройства электроустановок» (ПУЭ). Кроме того нет необходимости наличия дорогостоящего оборудования, и с этим делом может справиться обычный человек, у которого есть паяльник и возникла необходимость заняться электропроводкой в квартире или на даче. Все это означает что пайка самый простой и эффективный способ соединения проводов даже в бытовых условиях.
Видео
Можно ли паять проводку в автомобиле
Собрать клики проще всего, привлекая внимание к какой-то весьма простой, заурядной и обыденной вещи, обыгрывая ее в «желтом» стиле. Псевдосенсации и «разоблачения» хитрецы рождают из самых обычных вещей, и автомобильная тема не стала исключением. Масса автомобильных блогеров «открывают глаза» читателям на мнимую опасность совершенно обыденной бытовухи, заманивая пошловатыми заголовками. В последнее время мне на глаза часто стала попадаться тема опасности соединения автомобильной проводки с помощью пайки. Многие ведущие прикладных блогов и каналов о ремонте и обслуживании автомобилей отметились по теме в духе «если вы так сделаете, автомобиль загорится, взорвется, и все погибнут!», зачастую не обладая навыками в электротехнике и электромонтаже и действуя по принципу «слышал звон…». Мы же попробуем разобраться без дешевых сенсаций и вдумчиво.
Мы же попробуем разобраться без дешевых сенсаций и вдумчиво.
Начнем с начала. В практике ремонта немолодой машины, владелец которой обслуживает и чинит ее своими руками, нередко возникает необходимость работы с электропроводкой. Масса автомобилей, в силу возраста не являющихся дорогущими «компьютерами на колесах», вполне позволяют вольное вмешательство в электропроводку при наличии базовых навыков электромонтажа. Отремонтировать неисправные штатные электроцепи путем замены отгнивших от старости или оборванных проводов и восстановления контакта, подключить какое-то дополнительное оборудование, для чего требуется поставить промежуточное реле, врезать предохранитель, вывести разъем и тому подобное. Основные и наиболее распространенные в практике мероприятия, при которых требуется соединение проводов, выглядят так:
Все эти подключения в гаражных условиях выполняют зачастую методом скрутки проводов. Порой весьма вульгарной и грубой. И, несмотря на то что соединение на скрутке, проделанное аккуратно и тщательно, в целом работоспособно и имеет право на существование, минусов у него все же хватает. Контакт в скрутке способен ухудшаться со временем от окисления из-за нанесенного на медные жилки естественного жира с пальцев (если руки чистые), разных масел-солидолов (если руки перепачканы от ремонта), от легко попадающей извне влаги. Скруткой достаточно непросто обеспечить качественный контакт в проводах большого сечения, с протекающими токами от 10 ампер и выше – приходится зачищать скручиваемые проводники от изоляции на весьма существенной длине, что далеко не всегда возможно. Есть и другие подобные нюансы, и если вы копаетесь в машине с любовью и для себя, а не устраняете наспех неисправности перед продажей, то скруток желательно по возможности избегать.
Контакт в скрутке способен ухудшаться со временем от окисления из-за нанесенного на медные жилки естественного жира с пальцев (если руки чистые), разных масел-солидолов (если руки перепачканы от ремонта), от легко попадающей извне влаги. Скруткой достаточно непросто обеспечить качественный контакт в проводах большого сечения, с протекающими токами от 10 ампер и выше – приходится зачищать скручиваемые проводники от изоляции на весьма существенной длине, что далеко не всегда возможно. Есть и другие подобные нюансы, и если вы копаетесь в машине с любовью и для себя, а не устраняете наспех неисправности перед продажей, то скруток желательно по возможности избегать.
В условиях же автозавода или мастерской хорошего уровня подключения и соединения в электропроводке выполняют, разумеется, не на скрутках, а посредством обжимки через втулки/ гильзы/ скобки или с помощью ультразвуковой сварки. Ультразвуковое устройство для сварки проводов – профессиональный прибор, и в арсенале гаражного мастера он не встречается. А вот обжим гильзами или скобами – процедура нехитрая, инструмент (обжимные клещи, кримпер) и расходники – недорогие, и соединить провода таким методом можно не хуже, чем на заводе.
А вот обжим гильзами или скобами – процедура нехитрая, инструмент (обжимные клещи, кримпер) и расходники – недорогие, и соединить провода таким методом можно не хуже, чем на заводе.
Впрочем, многие обладают навыками пайки и ловко владеют паяльником, припоем и канифолью. Пропаять соединение вместо обжима гильзой – почему нет, если паяльник под рукой, а вот кримпера как раз нет? Однако ж нередко звучит мнение, что пайка в электропроводке автомобиля неприемлема. В чем причина? Объясняем!
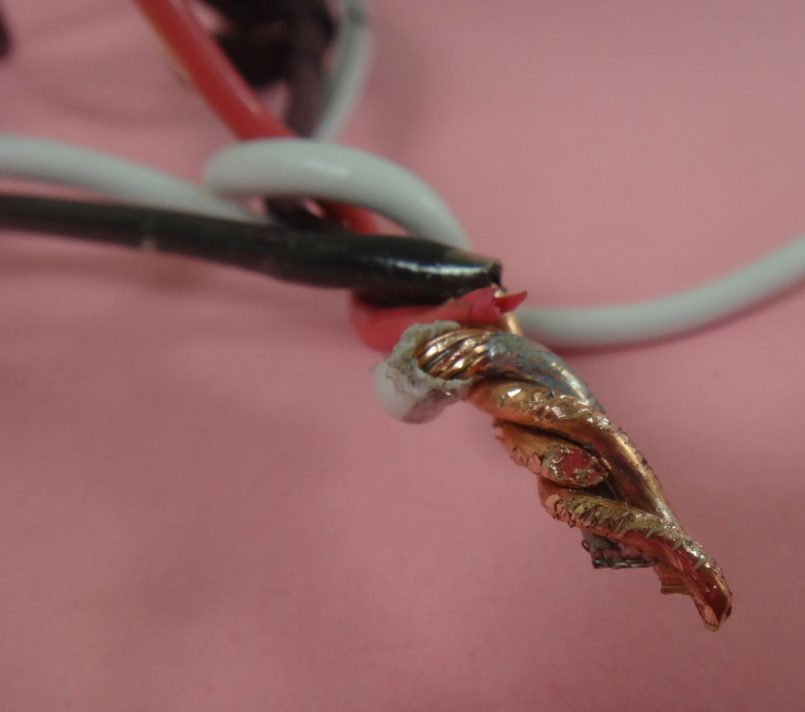
При подготовке к пайке медные провода залуживаются – покрываются слоем припоя с использованием флюса (в качестве которого даже в XXI веке по-прежнему лучше всего работает старая-добрая канифоль), придающего припою текучесть и изолирующего от окисления точки пайки кислородом воздуха. Однако залуженный медный провод на стыке пропитанной припоем оголенной части и непропитанной, скрытой под изоляцией, теряет эластичность и приобретает определенную ломкость. Если говорить сухим языком науки – в процессе нагревания проволоки, изготовленной методом холодной деформации (а это метод, которым производится практически вся проволока, применяемая для электропроводки), происходят рекристаллизационные процессы, которые приводят к изменению физико-механических свойств меди, уменьшая стойкость к изгибу.
Залуженные, а затем спаянные проводники в точках, обозначенных стрелками, становятся более ломкими, нежели исходный провод. Для того чтобы сломать руками зачищенный от изоляции многожильный медный провод, его нужно сгибать до сотни раз подряд, а паяный достаточно согнуть в вышеозначенных точках для слома раз двадцать, и он отвалится…
Согласитесь, звучит убедительно не в пользу применения пайки для соединения проводов в машине? Однако далеко не все так страшно, и те, кто обладает пониманием процессов и навыками пайки, используют ее в автомобильной проводке запросто, без проблем и практически без каких-либо ограничений!
Да, автомобиль в движении испытывает бесконечные вибрации, часто весьма интенсивные. И если спаянный провод свободно подвесить под капотом на длине с полметра, как веревочный мост над рекой, через некоторое время вихляния и болтания он действительно может дать излом на границе пайки и изоляции. Но даже в таких малореальных условиях произойдет это нескоро, и не факт, что вообще произойдет.
На деле же в автомобиле нет висящих проводников в электрооборудовании. Провода объединены в жгуты, перевязаны, уложены вдоль кузовных элементов и закреплены. Провисающие и не имеющие опоры участки типа выходов к датчикам или лампам фар обычно очень короткие. Если же проводится ремонт, и провода удлиняются, стыкуются или пробрасываются новые, заменяющие и дублирующие штатные (в которых контакт потерян и искать его сложнее, чем прокинуть «дублера»), то все эти новые провода также либо приматываются изолентой или пластиковыми стяжками к родным жгутам, либо размещаются в защитных электромонтажных гофротрубках, прихватываемых хомутами. Поэтому существенные колебания проводов, способные разрушить вибрацией паяное соединение, практически исключены! И соединять провода пайкой можно!
Основных условий для надежного паяного соединения два. Первое – это щедрое использование термоусадки, обеспечивающей помимо электрической изоляции соединения не менее важную механическую защиту от крутого изгиба и риска того самого излома на границе залуженной и незалуженной части.
Отметим еще вот что: использование дорогой и далеко не всегда доступной спецтермоусадки с клеевым слоем внутри для защиты пайки от влаги, которую часто рекомендуют все те же автоблогеры, совершенно не обязательно даже для подкапотных соединений. Да, для скрутки такая защита весьма полезна, ибо проникающая влага окисляет проводники в точках прижима друг к другу. Пайка же влаги не боится в принципе, а участки провода за пределами пайки, уходящие в изоляцию, пропитаны канифолью при залуживании и не пускают влагу под изоляцию, внутрь провода. Поэтому для защиты пайки достаточно самой обычной дешевой термоусадки – лишь бы оптимально подходила по диаметру.
Аналогичным образом с помощью пайки выполняются и разветвления проводов, стыки проводов, подпайка разъемов и т. п.:
п.:
И второе, еще более важное условие – тщательная фиксация проводников, в которых используется пайка, хомутами или изолентой к штатным жгутам или иным неподвижным элементам под капотом, торпедо и т. п. Красный провод на фото как раз имеет в середине затянутую в термоусадку пайку, место которой прихвачено стяжками к толстому и жесткому жгуту выше и ниже соединения и полностью защищено тем самым от колебаний, способных привести к излому:
Неужели страшилки о недопустимости пайки электропроводки вообще ни на чем не основаны? Весьма вероятно, что слухи о чрезвычайной ломкости паяных проводов возникли благодаря использованию в качестве флюса так называемой «паяльной кислоты», представляющий собой обычно хлорид цинка (цинк, растворенный в соляной кислоте).
Кислоту применяют для пайки разного грубого чермета, для электрических соединений ее применять не принято. Однако ее нередко используют китайские малые производители всякой бытовой электронной дряни с преобладанием в производственном процессе ручного монтажа. «Паялы» залуживают кончики проводов перед пайкой для максимальной скорости процесса не паяльником и канифолью, а поочередным окунанием в чашечку с раствором хлористого цинка и чашечку с расплавленным припоем.
«Паялы» залуживают кончики проводов перед пайкой для максимальной скорости процесса не паяльником и канифолью, а поочередным окунанием в чашечку с раствором хлористого цинка и чашечку с расплавленным припоем.
Поначалу никаких проблем это может не вызывать, однако со временем провод на стыке залуженной и голой медной части начинает разрушаться кислотным остатком, жилы зеленеют, истончаются и ломаются даже от легкого изгиба. Но, откровенно говоря, в пайке автомобильных проводов такая ситуация способна иметь место лишь при катастрофической безграмотности паяльщика, и огульно распространять «кислотную проблему» на пайку в общем и целом – то же самое, что ругать бензиновую машину за то, что она не едет на залитом в бак дизеле…
Советы по лужению многожильных электрических проводов
Лужение — это процесс плавления припоя вокруг многожильного электрического провода с помощью паяльника. Лужение кончиков многожильных проводов скрепляет тонкие провода и упрощает их подключение к винтовым клеммам или другим разъемам. Это также обеспечивает электрическое соединение всех проводов. Чтобы правильно залудить электрический провод, вы должны использовать правильный тип припоя и следовать нескольким основным советам и методам.
Это также обеспечивает электрическое соединение всех проводов. Чтобы правильно залудить электрический провод, вы должны использовать правильный тип припоя и следовать нескольким основным советам и методам.
Как работает лужение многожильных проводов
Обратите внимание, что в лужении не используется «олово».Единственный используемый материал — припой электротехнического качества. Когда нагревается с помощью паяльника, припой заполняет пустоты между стойками для проводов, образуя один сплошной провод, который можно легко согнуть и поместить под винты клемм. Это обеспечивает плотное соединение и практически исключает возможность касания незакрепленных жил проводов с распределительной коробкой или выхода из-под клеммного винта.
Что такое припой электрического класса?
Припой для электротехники обычно имеет канифольный сердечник, содержащий материал, называемый флюсом, который помогает улучшить электрическое соединение и прочность.Другой основной тип сердечника — припой с кислотным сердечником — используется в сантехнике, но может повредить электрические компоненты.
Соображения безопасности
Пайку нужно выполнять осторожно! Паяльник сильно нагревается и может вызвать сильные ожоги. Всегда кладите паяльник на термостойкую поверхность, пока он нагревается и остывает. Во время пайки всегда работает над термостойкой поверхностью и вдали от легковоспламеняющихся материалов. Будьте осторожны, чтобы не перегреть провод и не расплавить изоляцию провода.Хорошей идеей будет попрактиковаться в пайке, используя обрезки того же провода, который вы будете паять для своего проекта.
Необходимые инструменты и расходные материалы
- Паяльник
- Бескислотный припой на канифольной основе
- Губка
- Многожильный провод
- Инструмент для зачистки проводов
Выбор правильного припоя
Лучший припой для лужения многожильного медного провода — это припой с канифольным сердечником электрического качества. Это безкислотный припой, содержащий флюс в сердцевине припоя. Никогда не используйте припой, содержащий кислоту, так как это может повредить провод или его изоляцию. Припой с кислотным сердечником предназначен для использования в сантехнике. Если вы используете другой тип бескислотного припоя без канифольного стержня, вам может потребоваться нанести флюс на проволоку в процессе пайки.
Никогда не используйте припой, содержащий кислоту, так как это может повредить провод или его изоляцию. Припой с кислотным сердечником предназначен для использования в сантехнике. Если вы используете другой тип бескислотного припоя без канифольного стержня, вам может потребоваться нанести флюс на проволоку в процессе пайки.
Инструкции
Подготовьте провод
Лужить нужно только на неизолированном проводе. Если провод изолирован, снимите с конца провода от 3/4 до 1 дюйма изоляции с помощью приспособлений для зачистки проводов.Эта длина дает вам достаточно провода, чтобы обернуть его вокруг винтовых клемм, но не достаточно, чтобы обнажился лишний провод.
Подготовьте паяльник
Подключите и включите паяльник, дайте ему нагреться. Быстро протрите кончик паяльника влажной губкой. Это удаляет любое окисление, которое могло произойти во время нагрева железа.
Нанесите припой на провод
Вытяните припой из катушки по прямой линии.
При желании вы можете зажать проволоку с помощью инструмента «третьи руки» или аналогичного термостойкого удерживающего устройства.
Прикоснитесь кончиком припоя к кончику паяльника, чтобы на кончике паяльника образовалась небольшая лужа жидкого припоя. Это поможет отвести тепло к проволоке. Затем прикоснитесь концом паяльника к нижней стороне провода, чтобы припой соприкасался с проводом.
Нанесите припой на верхнюю часть провода, противоположную наконечнику паяльника. Припой должен расплавиться и втянуться вокруг жилы проволоки.Переместите припой и паяльник вместе вдоль оголенной части провода, расплавляя припой по ходу движения.
Пусть проволока остынет
Дайте припою остыть, затем проверьте результаты. Припой должен образовывать тонкое покрытие по всей длине провода и не должен образовывать комок или толстый валик, создающий электрическое сопротивление. Обычно жилы проволоки видны под припоем.
Если вокруг провода имеется излишек припоя, его можно снова нагреть, чтобы он стал жидким, и его можно было стереть.

При желании используйте острогубцы, чтобы согнуть луженую проволоку в крючок в форме леденца, который легко наматывается на винтовой зажим на таких устройствах, как переключатели и розетки.
— лужение проводов, которые будут вкручены в шоколадный блок / клеммную колодку
передовой опыт — лужение проводов, которые будут ввинчиваться в шоколадный блок / клеммную колодку — Электротехнический стекСеть обмена стеками
Сеть Stack Exchange состоит из 177 сообществ вопросов и ответов, включая Stack Overflow, крупнейшее и пользующееся наибольшим доверием онлайн-сообщество, где разработчики могут учиться, делиться своими знаниями и строить свою карьеру.
Посетить Stack Exchange- 0
- +0
- Авторизоваться Зарегистрироваться
Electrical Engineering Stack Exchange — это сайт вопросов и ответов для профессионалов в области электроники и электротехники, студентов и энтузиастов. Регистрация займет всего минуту.
Кто угодно может задать вопрос
Кто угодно может ответить
Лучшие ответы голосуются и поднимаются наверх
Спросил
Просмотрено 29к раз
\ $ \ begingroup \ $Это субъективно.Но я ищу опыт других людей.
Если я собираюсь вкрутить восемь проводов в клеммную колодку дочерней релейной платы, есть ли преимущество или преимущество перед лужением медного конца?
Среда, в которой должны быть установлены блоки, находится за пределами побережья и обычно не является влажной / влажной. Достаточно сухо и жарко.
Создан 13 апр.
король68222 золотых знака99 серебряных знаков1414 бронзовых знаков
\ $ \ endgroup \ $ 4 \ $ \ begingroup \ $ЗАПРЕЩАЕТСЯ полностью залудить медные провода, которые нужно вставить в клеммную колодку с винтовыми зажимами — чтобы ваши дни на земле могли быть долгими.
Допускается лужение наконечника для сохранения формы проволоки.
Минимально возможное количество меди должно быть луженым.
Любой компетентный регулирующий орган будет иметь это требование, как правило, в своей системе (см. Ниже)
Причина запрета заключается в том, что при полном олове многожильного провода полностью залуживается припой между медными жилами и образует сплошной блок, часть объема которого составляет металлический припой. Когда вы зажимаете жгут припоя и меди, вы затягиваете винт или зажим против блока припоя, и со временем металл припоя «ползет» под действием сжимающих усилий, и соединение теряет натяжение.В этом случае провод может либо выдернуться, либо вызвать соединение с высоким сопротивлением с нагревом.
Это действительно реальная проблема, и она регулируется настоящими реальными правилами во многих странах.
Создан 13 апр.
Рассел МакМахон ♦ Рассел МакМахон13k1616 золотых знаков1
серебряных знаков350350 бронзовых знаков
\ $ \ endgroup \ $ 5 \ $ \ begingroup \ $Если вы хотите сделать установку более удобной, используйте кабельные наконечники:
Источник изображения: http: // de.wikipedia.org/wiki/Aderendh%C3%BClse?uselang=de
Ни в коем случае не лужите провода. Луженая проволока будет медленно поддаваться давлению винта и со временем ослабнет. Контактное сопротивление повысится. В худшем случае ваш контакт станет горячим и вызовет пожар.
Если у вас под рукой нет кабельных наконечников, просто скрутите многожильный провод, прежде чем вставлять его в клеммную колодку. Хотя это не рекомендуется, поскольку некоторые жилы могут вызвать короткое замыкание на соседние клеммы, это все же будет намного лучше и надежнее, чем луженый провод.
Создан 14 апр.
зебонаут17.6k 33 золотых знака5252 серебряных знака9696 бронзовых знаков
\ $ \ endgroup \ $ 1 \ $ \ begingroup \ $Если это многожильные провода: не лужите их! Консервированная целая станет мягкой, и винт в мгновение ока выйдет из строя.2 \ $ провода были залужены перед установкой в распределительный шкаф? Тем не менее, эти соединения используются в самых разных средах и в течение десятков лет.
Создан 13 апр.
Stevenvhstevenvh1k2020 золотых знаков441441 серебряный знак657657 бронзовых знаков
\ $ \ endgroup \ $ 2Не тот ответ, который вы ищете? Просмотрите другие вопросы с метками передовой опыт или задайте свой вопрос.
Электротехнический стек Exchange лучше всего работает с включенным JavaScriptВаша конфиденциальность
Нажимая «Принять все файлы cookie», вы соглашаетесь, что Stack Exchange может хранить файлы cookie на вашем устройстве и раскрывать информацию в соответствии с нашей Политикой в отношении файлов cookie.
Принимать все файлы cookie Настроить параметры
Тонкая проволока для пайки коммутационной платы, которая не ломается
Если провода обрываются прямо в том месте, где снята изоляция, есть очень большая вероятность, что ваш инструмент для снятия изоляции задевает провод.Достаточно лишь поцарапать провод крошечной царапиной, и он сломается в месте царапины от вибрации.
Отрегулируйте инструмент так, чтобы он не надрезал провод, или возьмите инструмент получше.
В качестве альтернативы можно использовать инструмент для термической зачистки. Они используют тепло для плавления изоляции провода. Они доступны в виде ручных инструментов.
Вы также можете использовать консервную банку для удаления изоляции с проводов.
Еще нужно иметь в виду, что проволока из нержавеющей стали жесткая, и упругая.
Если вам нужно скрутить провод и удерживать его на месте, чтобы избежать его естественной упругости, со временем он выйдет из припоя.
Необходимо расположить провода так, чтобы они не испытывали механического напряжения или чтобы механическое напряжение заставляло провод контактировать с площадкой для пайки.
Мне выдернули стальные провода. Решением в этом случае была стяжка, удерживающая всю кабельную сборку на месте, так что одна стальная проволока лежала точно на месте, когда вся сборка (корпус, печатная плата и кабель) была собрана.
Приклеивание проводов на место поможет как при обрыве, так и при выдергивании проводов.
Честно говоря, звучит очень странно, что вы используете проволоку из нержавеющей стали. Не знаю, где заказать проволоку из нержавеющей стали.
Для подключения коммутационных плат в ограниченном пространстве я бы, вероятно, использовал провод для намотки проводов Kynar 30 AWG.
Он легко доступен и легко поддается пайке. Он не такой жесткий, как стальная проволока, поэтому не вылезет из паяного соединения.
Использование «коммутационных плат» создает впечатление, что вам, возможно, нужно пересмотреть то, что вы делаете. Было бы более продуктивно (и надежно) изготовить печатную плату (PCB), которая может быть правильно установлена, а не проводку в стандартной коммутационной плате с помощью перемычек.
В одном месте, где я работал, мы модифицировали электронное оборудование, устанавливая внутри него небольшие модули.
У модулей были разъемы с проводами 24AWG, и мы использовали их так, если в оборудовании было место.
Если бы не было места, мы бы либо сделали плоский гибкий соединитель, либо использовали бы проволочную обмотку 30 AWG Kynar для их соединения. Часто выбор падал на обмотку проволоки, потому что изгибы были дорогими и их трудно было правильно выполнить.
Было двое юзеров, которые занимались установкой.
Другой парень перепробовал все известные человечеству механические устройства для зачистки проводов.
Я использовал расплавленную каплю припоя на кончике паяльника, чтобы расплавить изоляцию на последнем миллиметре провода.
Его были красивы, на них приятно смотреть.
Шахта была расплавлена, сожжена и безобразна.
Я проработал там более 10 лет. Мы сделали много такого.
Единственные устройства, которые вернулись из-за обрыва проводов, были красивыми, механически зачищенными проводами от моего коллеги.
Уродливые, оплавленные и сгоревшие провода, которые я производил, никогда, никогда не возвращались из-за обрыва провода.
Я использовал технику плавления, потому что еще вначале я пытался использовать имеющиеся у нас (правда, дрянные) устройства для зачистки проводов и обнаружил, что зазубренные провода иногда ломались, когда я устанавливал модули.Я перешел на плавление изоляции и больше не оглядывался.
Другой парень думал, что расплавленная изоляция уродлива и непрофессионально, и продолжал искать идеальную настройку на идеальном механическом устройстве для зачистки проводов — и продолжал производить соединения, которые выходили из строя.
Защита цепи— Какое металлическое покрытие у этих многожильных медных проводов?
1) Из-за (несколько новых) стандартов RoHS многие провода теперь никелированы и не подлежат пайке. Для этих проводов необходимо использовать обжимные соединители и разъемы.
2) Закон о сокращении количества вредных веществ изменил производственный процесс почти на всех заводах, которые используют провода в своей продукции.
3) Это был очень дорогой процесс преобразования, стоивший тысячи долларов, но он стал «нормой». Те, кто должен использовать припой на основе олова / свинца или смесь серебра, должны указать это в документации на этот продукт и пометить его на самом продукте.
4) Свинцовые автомобильные аккумуляторы являются одним из примеров. Доплеровские радиолокационные платы были бы другим вариантом.Чистое серебряное покрытие в основном используется военными вместе с тефлоновой изоляцией для более высоких токов в проводах небольшого сечения. Я забыл номер военной спецификации, но он существует. Вы все еще можете купить припой из олова / свинца и луженую проволоку в качестве хобби для персонала или для собственного испытательного оборудования.
5) Будьте осторожны, не отсоединяйте кабели от старых ПК и бытовой техники общего пользования. Если они никелированные, их нельзя паять. При использовании необходимо использовать обжимные приспособления или кислотные флюсы.
Я нашел эту ссылку и PDF о никелированных проводах.Много деталей.
Никелированная проволока:
По оценкам, более 10 000 тонн медной проволоки во всем мире покрываются серебром или никелем в год. Эти гальванические провода используются в основном для многожильных проводов в электрический кабель с высокими эксплуатационными характеристиками для авиакосмической промышленности, планера, обороны, компьютерная, телекоммуникационная и профессиональная электроника промышленная секторов.Кроме того, для высоких температурный кабель, провода искрового зажигания и предохранители.Никелированная медные провода выдерживают температуру до 750 ° C. Они коррозия устойчивы и легко свариваются. Многожильные проводники из этого материала покрыты подходящими термостойкими материалами для кабелей. Этот процесс нанесения покрытия требует высоких температур, что делает его непригодным для посеребренных проводов, которые могут окисляться.
Недостаток с никелированной медью — ее нежелание легко паять без специальные флюсы и необходимость аккуратно покрывать никель контролируемые условия для того, чтобы получить беспористую и подходящую пластичный осадок для волочения.
Подключение и присоединение проводов — Restarters Wiki
На этой странице рассказывается, как безопасно и надежно соединять, сращивать или соединять провода.
Сводка
Часто во время ремонта провода нужно подключить или повторно подключить. Возможно, заменяется изношенный шлейф или вышел из строя плавкий предохранитель. Простое скручивание проводов вряд ли когда-либо будет хорошей идеей, но есть несколько других способов сделать это.
Если вы регулярно делаете ремонт, возможно, вам будет полезно держать в ящике для инструментов несколько разъемов разных типов.
Безопасность
- Там, где на провода подается напряжение сети, важно, чтобы соединение было должным образом изолировано, а провода были зажаты во избежание деформации соединения.
- Даже если сетевое напряжение не задействовано, короткое замыкание в результате неизолированного соединения может вызвать повреждение других компонентов.
- Имейте в виду, что плохо выполненное соединение может нагреться и даже стать причиной пожара.
Почини, пока не сломалась!
Очень распространенная неисправность — обрыв провода наушников в том месте, где он входит в разъем jack.Если внешняя изоляция начинает трескаться, вы в нерабочее время! Простое решение — отремонтировать его с помощью Sugru. Он имеет форму пластичной замазки и затвердевает в течение 24 часов до синтетического каучука. Слепите немного вокруг кабеля, чтобы защитить поврежденный участок, прилепив его к разъему, чтобы предотвратить движение и постепенно утоняться от разъема, избегая любой точки, в которой кабель может быть резко согнут.
Винтовые и пружинные клеммы
Наверное, самый старый способ подключения провода — с помощью винтовой клеммы.Головка винта может удерживать провод непосредственно или предпочтительно под шайбой, или винт может зажимать провод в отверстии в латунном зажиме.
В случае многожильного провода всегда держите отдельные жилы вместе после снятия изоляции, плотно скручивая их вместе, или, что еще лучше, нанося немного припоя.
В первом случае убедитесь, что оголенный конец провода достаточно длинный, чтобы образовать половину затяжки вокруг винта, и всегда наматывайте его на винт в том же направлении, в котором вы будете его затягивать.
Там, где винт зажимает провод в отверстии на латунной клемме, часто бывает полезно снять достаточную изоляцию, чтобы можно было сложить оголенный конец вдвое, чтобы винт мог крепко держаться за него. В качестве альтернативы можно нанести припой на многожильный провод.
Подключение сетевых кабелей
Соединительная коробка с винтовыми зажимами для присоединения сетевых проводов. Убедитесь, что кабельные зажимы захватывают внешнюю оболочку (слева), а не только внутренние провода (справа).Единственный способ надежно соединить два гибких сетевых кабеля — это встроенная клеммная коробка с винтовыми зажимами.На каждом конце есть кабельный зажим, который необходимо использовать для зажима внешней изоляции, а не только внутренних проводов.
Электрики часто используют круглую распределительную коробку без кабельных зажимов, но это допустимо только тогда, когда все кабели, входящие в нее, закреплены по длине кабельными зажимами, часто прибиваемыми к балке.
Соединители для блоков Choc
Разъем блока choc. При использовании многожильного провода сначала скрутите жилы вместе (синий провод), а затем сложите их (красный провод).Они поставляются в виде полос, которые можно легко разрезать в зависимости от количества проводов, которые необходимо подключить. Они полезны для подключения низковольтных проводов, но не имеют кабельного зажима, поэтому вы должны следить за тем, чтобы кабели не подвергались натяжению. В них есть отверстие между каждой парой разъемов, которое вы можете использовать, чтобы прикрутить их к прочному основанию.
Разъемы для блоков Choc бывают разных размеров, таких как 3A, 5A, 15A и т. зажимается винтом.Вы всегда можете снять немного лишней изоляции и сложить провод вдвое, чтобы винт лучше держался.
При наличии свободного места эти разъемы могут быть полезны при замене плавкого предохранителя, который может перегореть под действием тепла паяльника. Однако вам, возможно, придется снять корпус, часто сделанный из мягкого пластика, который может расплавиться до срабатывания теплового предохранителя.
Пружинные клеммы
Пружинный клеммный соединитель.Их несколько типов, и их можно использовать для быстрого и простого соединения без каких-либо инструментов (кроме снятия изоляции).Они часто используются для кабелей громкоговорителей и в модельных поездах, обеспечивая простой способ подключения или снятия соединений так часто, как это необходимо. Полезно нанести припой на оголенный конец многожильного провода.
Пайка
Соединение пайкой — соединенные вместе провода (предпочтительный метод). Пайка — скрученные вместе провода (не очень хорошо).Скручивание проводов вместе и пайка часто являются лучшим методом, но есть два способа сделать это. Если возможно, перед пайкой вам следует скрутить провода в линию, так как это обеспечивает более прочное (и более аккуратное) соединение, чем скручивание концов вместе.Это требует большей длины для снятия изоляции и может быть сложно, если провода различаются по диаметру или если один многожильный, а другой сплошной.
Чтобы обеспечить хорошее соединение, провода должны быть чистыми. Небольшой дополнительный флюс от флюса никогда не причинит вреда и часто облегчает процесс, если изоляция не была недавно удалена. В случае с эмалированной проволокой эмаль нужно соскоблить или сжечь. Если немного осталось, это часто не имеет значения и может расплавиться вместе с припоем.На самом деле некоторые проволочные эмали имеют сквозной припой и предназначены для плавления с припоем, но обычно помогает начальная царапина, чтобы начать это делать.
Пайка выводов наушников
В проводах наушников используется особый вид сверхгибкого провода, состоящего из отдельных эмалированных жил. Два соединения (к каждому наушнику) или три (к стереоразъему) покрыты эмалью разного цвета. Вам нужно будет разделить пряди каждого цвета.
Эмаль обычно предназначена для плавления в припое, но часто помогает начать ее, осторожно соскребая ножом, стараясь при этом не повредить ни одну из жил.В качестве альтернативы вы можете сжечь его в огне.
Гильзы для термоусадки
Простым решением, если у вас нет под рукой паяльника, является использование термоусадочных паяльных гильз. Они содержат кольцо из низкотемпературного припоя в центре термоусадочной трубки. Убедитесь, что оголенные концы проводов чистые и подходят для припоя. Проденьте по одному проводу с каждого конца так, чтобы они пересекались в паяном кольце, затем просто примените тепловую пушку. При этом одновременно расплавляется припой и происходит усадка втулки для изоляции соединения.
Опрессовка
Обжим выполняется быстро и легко, а также обеспечивает очень надежное соединение, создавая микроскопические сварные швы между проводом и разъемом. Но для хорошего соединения требуются правильные обжимные соединители и обжимной инструмент. Инструмент для обжима и набор разъемов для обжима не дорогие.
Обжимные соединители бывают разных размеров с цветовой кодировкой, поэтому важно использовать правильный. Слишком маленький, и вы не сможете вставить провод, или слишком большой, и он может быть неправильно захвачен.В дополнение к линейным соединителям, в набор обычно входят различные лопаточные, кольцевые и круглые соединители, которые широко используются в автомобильной электротехнике.
Некоторые обжимные соединители, такие как показанный на рисунке, имеют термоусадочную гильзу. Об этом можно узнать по заметно большему диаметру втулки на двух концах. При усадке с помощью теплового пистолета он герметизирует провода на каждом конце (при условии, что они не слишком тонкие), обеспечивая дополнительную защиту двум соединяемым проводам.
Другой тип обжимного соединителя имеет глухое отверстие, в которое вставляются оба соединяемых провода.
N.B. в целях безопасности, всегда хорошо тянуть за обжимное соединение после его сборки, чтобы убедиться, что оно хорошее.
Опрессовка своими руками
Стандартные обжимные соединители чаще всего бывают больших размеров, используемых в автомобильной электротехнике, но они могут быть слишком большими для некоторых проводов, используемых в бытовых электроприборах и гаджетах. Например, если вам нужно заменить термопредохранитель с проволочным концом в фене, паровом утюге или чайнике. Пайка может быть нецелесообразной, так как тепло от паяльника может вызвать перегорание нового термопредохранителя.
Альтернативой является использование медных или латунных труб узкого калибра, которые можно приобрести у поставщиков моделей. Выбирайте размер, в который удобно помещается проволока. Отрежьте небольшой кусок, раскатав его по плоской поверхности под лезвием ножа для рукоделия, чтобы надрезать, а затем отломите. Вставьте по одному проводу в каждый конец и прижмите трубку к каждой проволоке с помощью тонкоствольных плоскогубцев или тупых кусачков (но если вы используете кусачки, будьте осторожны, чтобы не порезать трубку).
N.B. Испытание на отрыв, возможно, даже более важно для обжима, сделанного своими руками.
| 1. Прокатайте медную или латунную трубку под ножом, чтобы надрезать ее. | 2. Отрежьте трубку необходимой длины. | 3. Вставьте зачищенный провод в трубку и раздавите ее. |
Разъемы смещения изоляции
РазъемыScotchlok содержат кусок металла, который прорезает изоляцию и врезается в медный проводник.Они обычно используются в автомобильной электротехнике для врезки в силовые провода для поставки дополнительных принадлежностей. В них есть два отверстия для двух проводов, одно открытое сбоку, позволяющее надеть его на существующий провод, а другое — глухое отверстие, чтобы подвести провод к аксессуару. Сжимая его плоскогубцами, металлическая деталь прорезает изоляцию обоих проводов и выполняет соединение. Откидная крышка позволяет заблокировать ее в закрытом состоянии.
Вы также можете использовать один из них для соединения концов двух проводов, но вы должны использовать правильный размер для подключаемых проводов, чтобы он полностью прорезал изоляцию, не повредив при этом медный провод внутри.
Изоляция ваших соединений
Некоторые типы разъемов являются самоизолирующими, если ни один из неизолированных проводов не обнажен, но с другими типами обычно требуется обеспечить изоляцию в той или иной форме.
- Лента ПВХ — самая простая и легкая, но не обязательно самая аккуратная. НИКОГДА просто не обматывайте треснувший сетевой шнур лентой из ПВХ.
- Термоусадочная упаковка — отличный метод. Поставляется в различных размерах и цветах, предварительно нарезанных или непрерывной длины.Выберите размер, который не более чем в два раза превышает диаметр стыка, который необходимо изолировать, и не забудьте надеть его на один из проводов, прежде чем соединять их! При пайке держите его подальше от утюга. Когда будете готовы, наденьте его на стык и нагрейте с помощью теплового пистолета, пока он полностью не уменьшится. Если у вас нет под рукой теплового пистолета, вы можете держать его очень близко над паяльником, и он должен медленно сжиматься, но будьте очень осторожны, чтобы не соприкасаться с утюгом.
- Sugru можно использовать для изоляции соединения, как описано выше, например, в проводе наушников, но не полагайтесь только на него для снятия натяжения.Если вам нужно снять натяжение, то одним из решений было бы завязать узел с обеих сторон соединения, чтобы дать Sugru что-то, за что можно держаться.
- Заземляющий провод в сетевых кабелях, предназначенных для постоянной прокладки, часто бывает неизолированным. Имеется оплетка с зелеными и желтыми полосками, которая надевается на нее в сетевой розетке или настенном выключателе, чтобы не допустить прикосновения к токоведущему соединению. Иногда это может быть полезно в других обстоятельствах, но избегайте его использования, поскольку это может сбить с толку следующего ремонтника, который подумает, что это заземляющий провод, а это не так.
% PDF-1.5 % 1 0 объект >>> эндобдж 2 0 obj > поток 2017-10-19T10: 27: 43-04: 002017-10-19T10: 27: 44-04: 002017-10-19T10: 27: 44-04: 00Adobe InDesign CC 2017 (Windows) uuid: 14c659bd-0095-44b3 -8329-a062b74c8cc6adobe: DocId: INDD: affebde8-4a84-11e0-9181-e06d5fbc976fxmp.id: 3cadf61a-65cb-8e4b-8a0e-72dec153d7b1proof: pdfxmp.iid: 443b3a20-7d57-644c-9d1a-a0e12526f3f2xmp.did: 705FC408B653E4119C41FA112B11D301adobe: DocId : indd :ffebde8-4a84-11e0-9181-e06d5fbc976fdefault
Типы конструкции прядей | IEWC.com
СВЯЗКА скрутка состоит из любого количества прядей, скрученных вместе в одном направлении, независимо от геометрического расположения отдельных прядей. Нормальное направление укладки — левое.
TRUE CONCENTRIC скрутка состоит из центральной проволоки, окруженной одним или несколькими слоями с обратным направлением свивки для последовательных слоев и с увеличением длины свивки для каждого последующего слоя.Нормальное направление укладки наружного слоя — левое.
COMPRESSED Скрутка содержит обычный проводник, диаметр которого не более чем на 3% меньше номинального диаметра несжатого проводника той же площади поперечного сечения.
ОДНОНАПРАВЛЕННАЯ КОНЦЕНТРИЧНАЯ Скрутка такая же, как и истинная концентрическая, за исключением того, что направление свивки одинаково для всех слоев. Нормальное направление укладки наружного слоя — левое.
Скрутка UNILAY такая же, как и истинная концентрическая, за исключением того, что длина скрутки одинакова в каждом слое.Нормальное направление укладки — левое.
Скрутка EQUILAY имеет одинаковую длину свивки и направление свивки в каждом слое. Нормальное направление укладки — левое.
ВЕРЕВКА скрученная состоит из групп, скрученных в кабели, из любых вышеупомянутых скрученных элементов.
КОМБИНАЦИЯ 19 ПРОВОДОВ Проводники UNILAY представляют собой 19-прядные конструкции с прямым центральным проводом, внутренний слой, состоящий из шести проводов того же диаметра, что и центральный провод, и внешний слой из шести проводов того же диаметра, что и центральный провод. чередовались с шестью проводами меньшего размера.Меньшие проволоки имеют диаметр в 0,732 раза больше диаметра центральной проволоки. Все 12 проволок во внешнем слое и шесть проволок во внутреннем слое имеют одинаковую длину свивки и направление свивки.
Луженые медные проводники
Луженые медные проводники обычно предназначены для использования в электрическом и электронном оборудовании. Хотя они немного дороже, чем чистая медь, они облегчают быструю пайку. Луженые проводники также более устойчивы к коррозии.
Виды лужения
Луженые медные проводники обычно предназначены для использования в электрическом и электронном оборудовании. Хотя они немного дороже, чем чистая медь, они облегчают быструю пайку. Луженые проводники также более устойчивы к коррозии.
МЕДЬ ЛУЗОВАЯ имеет индивидуально луженые пряди и является самой дешевой из всех консервированных разновидностей. Приемлемо согласно UL, CSA, ASTM, MIL и большинству отраслевых стандартов.
ТЯЖЕЛОВАЯ ЛУЗОВАЯ МЕДЬ похожа на луженую медь, но содержит олово большей толщины.Используется с высокочастотными индукционными нагревателями для приклеивания к зачищенной области. Остальная часть проволоки сохраняет свою первоначальную гибкость. Приемлемо согласно UL, CSA, ASTM, MIL и большинству отраслевых стандартов.
ПРЕДВАРИТЕЛЬНАЯ МЕДЬ или ПРЕДВАРИТЕЛЬНАЯ МЕДЬ состоит из скрученных жил тяжелой луженой меди, сплавленных по всей длине путем нагрева. Хотя медь Prefused или Prebond обладает характеристиками сплошного проводника, она не затвердевает и не ломается, как сплошной проводник, при постоянном изгибе.Приемлемо UL и CSA; обычно неприемлемо для большинства типов Mii-W-16878.
МЕДЬ ПОКРЫТЫЙ состоит из луженых медных жил, скрученных вместе, с последующим общим покрытием оловом. Обладает теми же преимуществами, что и медь Prefused или Prebond. Приемлемо UL и CSA; не приемлемо в соответствии со спецификациями MIL.
МЕДЬ С ВЕРХНИМ покрытием аналогична меди с покрытием, за исключением того, что используются неизолированные медные жилы. Приемлемо UL и CSA; не приемлемо в соответствии со спецификациями MIL.
Скрутка проводника
Скрутка проводника (называемая «шаг») может быть короткой или длинной. Короткий шаг не вспыхнет так быстро, как проводник с длинным шагом. Когда подводящий провод перерезается на автоматическом оборудовании и заканчивается отдельно, это может привести к расширению проводника.