
5 вариантов соединения профильных труб без сварки своими руками
Отсутствие сварочного аппарата не причина собирать каркасные конструкции исключительно из рейки. Существуют способы, которые позволяют надежно и аккуратно соединять профильные трубы без сварочного оборудования. Разберем 5 из них.
1. Простой прямой угол
Без сварки прямой угол можно получить согнув трубу, предварительно сделав несложную подрезку. Для этого в месте изгиба необходимо провести разметку, состоящую из двух параллельных поперечных линий, расстояние между которыми равное ширине трубы.
Эта разметка переносится на боковые стороны трубы. Затем необходимо с помощью болгарки совершая разрезы по меткам и граням трубы, вырезать боковые размеченные стенки. На лицевой стороне оставляется без надреза только одна поперечная линия.
Вырезанные боковые стенки удаляются. Оставленный усик загибается наружу под прямым углом.
Теперь нужно зачистить заусенцы, и согнуть трубу. Чтобы она выгнулась как нужно, следует ее подбивать молотком. В конце она фиксируется заклепкой, установленной через оставленный язычок.
В конце она фиксируется заклепкой, установленной через оставленный язычок.
2. Т-образное соединение труб
Для Т-образного соединения необходимо разметить на одной заготовке параллельными линиями с трех сторон участок, соответствующий ширине стыкуемой трубе. Затем центральная лицевая стенка делится пополам поперек, а боковые стороны вдоль.
Теперь болгаркой нужно разрезать центральную стенку, чтобы получить 2 язычка. Боковые половинки стенок, примыкающие к этим усикам, удаляются.
Далее язычки на трубе отгибаются под прямым углом наружу. У второй трубы с торца нужно сделать продольные резы по граням на длину соответствующие ее ширине. После этого ударами молотка ее можно заузить на ширину реза.
Затем забиваем зауженный торец в подготовленный паз на первой трубе до упора.
Окончательную жесткость дадут заклепки, прославленные через язычки.
3. Прямой угол с запилом под 45 градусов
Получить прямой угол можно сгибая трубу, предварительно сделав в ней запилы под 45 градусов. Для этого на ней отмечается центр изгиба, который в дальнейшем станет наружным углом. От него в 2 стороны нужно начертить линии под 45 градусов с помощью угольника. Аналогично делается на противоположной стенке трубы.
Для этого на ней отмечается центр изгиба, который в дальнейшем станет наружным углом. От него в 2 стороны нужно начертить линии под 45 градусов с помощью угольника. Аналогично делается на противоположной стенке трубы.
На лицевой стороне трубы края косых линий соединяются параллельными. Затем отступив вправо на 10 мм от крайней, рисуется третья параллельная линия. Ее нужно разделить вдоль пополам.
Четвертую параллельную линию необходимо начертить с отступом 15 мм вправо от крайней левой. Затем нужно прочертить грани между ней и первой линией.
Теперь болгаркой необходимо сделать надрезы по косым линиям с боков, и вырезать начертанные на лицевой стенке трубы язычки. Вырезанный из середины металл вынимается.
Большой язычок отгибается под прямым углом за 1 мм от своего начала. Также нужно выпрямить 2 маленьких усика.
После этого труба сгибается, и маленькие усики возвращаются обратно в изначальное положение. Таким образом, получается прямой угол, причем достаточно жесткий даже без использования заклепок.
4. Тройной угол
На одной трубе необходимо начертить с одной точки 2 косые линии под 45 градусов. Аналогично делается на противоположной стенке. Затем линии соединяются на лицевой стороне. Теперь нужно вырезать болгаркой размеченные части, и согнуть трубу.
У второй трубы с торца делается 3 продольные надреза по граням. Их длина должна соответствовать ширине трубы. Полученные в итоге 2 язычка выгибаются наружу под прямым углом.
Теперь нужно состыковать вторую трубку с углом изогнутой первой. Затем они скрепляются заклепками.
5. Соединение под прямым углом с деревянными закладными
Чтобы выполнить такое соединение, необходимо обрезать торцы двух трубок под 45 градусов.
Затем в них забивается деревянная рейка, и обрезается.
Теперь трубки с закладными складываются в угол, после чего просверливаются и стягиваются саморезами.
Смотрите видео
Как сделать простой дверной фиксатор-упор из остатков металла — https://sdelaysam-svoimirukami. ru/8135-kak-sdelat-prostoj-dvernoj-fiksator-upor-iz-ostatkov-metalla.html
ru/8135-kak-sdelat-prostoj-dvernoj-fiksator-upor-iz-ostatkov-metalla.html
5 вариантов соединения профильных труб без сварки | Сделай Сам — Своими Руками
Отсутствие сварочного аппарата не причина собирать каркасные конструкции исключительно из рейки. Существуют способы, которые позволяют надежно и аккуратно соединять профильные трубы без сварочного оборудования. Разберем 5 из них.
1. Простой прямой угол
Без сварки прямой угол можно получить согнув трубу, предварительно сделав несложную подрезку. Для этого в месте изгиба необходимо провести разметку, состоящую из двух параллельных поперечных линий, расстояние между которыми равное ширине трубы.
Эта разметка переносится на боковые стороны трубы. Затем необходимо с помощью болгарки совершая разрезы по меткам и граням трубы, вырезать боковые размеченные стенки. На лицевой стороне оставляется без надреза только одна поперечная линия.
Вырезанные боковые стенки удаляются. Оставленный усик загибается наружу под прямым углом.
Оставленный усик загибается наружу под прямым углом.
Теперь нужно зачистить заусенцы, и согнуть трубу. Чтобы она выгнулась как нужно, следует ее подбивать молотком. В конце она фиксируется заклепкой, установленной через оставленный язычок.
2. Т-образное соединение труб
Для Т-образного соединения необходимо разметить на одной заготовке параллельными линиями с трех сторон участок, соответствующий ширине стыкуемой трубе. Затем центральная лицевая стенка делится пополам поперек, а боковые стороны вдоль.
Теперь болгаркой нужно разрезать центральную стенку, чтобы получить 2 язычка. Боковые половинки стенок, примыкающие к этим усикам, удаляются.
Далее язычки на трубе отгибаются под прямым углом наружу. У второй трубы с торца нужно сделать продольные резы по граням на длину соответствующие ее ширине. После этого ударами молотка ее можно заузить на ширину реза.
Затем забиваем зауженный торец в подготовленный паз на первой трубе до упора.
Окончательную жесткость дадут заклепки, прославленные через язычки.
3. Прямой угол с запилом под 45 градусов
Получить прямой угол можно сгибая трубу, предварительно сделав в ней запилы под 45 градусов. Для этого на ней отмечается центр изгиба, который в дальнейшем станет наружным углом. От него в 2 стороны нужно начертить линии под 45 градусов с помощью угольника. Аналогично делается на противоположной стенке трубы.
На лицевой стороне трубы края косых линий соединяются параллельными. Затем отступив вправо на 10 мм от крайней, рисуется третья параллельная линия. Ее нужно разделить вдоль пополам.
Четвертую параллельную линию необходимо начертить с отступом 15 мм вправо от крайней левой. Затем нужно прочертить грани между ней и первой линией.
Теперь болгаркой необходимо сделать надрезы по косым линиям с боков, и вырезать начертанные на лицевой стенке трубы язычки. Вырезанный из середины металл вынимается.
Большой язычок отгибается под прямым углом за 1 мм от своего начала. Также нужно выпрямить 2 маленьких усика.
После этого труба сгибается, и маленькие усики возвращаются обратно в изначальное положение. Таким образом, получается прямой угол, причем достаточно жесткий даже без использования заклепок.
Таким образом, получается прямой угол, причем достаточно жесткий даже без использования заклепок.
4. Тройной угол
На одной трубе необходимо начертить с одной точки 2 косые линии под 45 градусов. Аналогично делается на противоположной стенке. Затем линии соединяются на лицевой стороне. Теперь нужно вырезать болгаркой размеченные части, и согнуть трубу.
У второй трубы с торца делается 3 продольные надреза по граням. Их длина должна соответствовать ширине трубы. Полученные в итоге 2 язычка выгибаются наружу под прямым углом.
Теперь нужно состыковать вторую трубку с углом изогнутой первой. Затем они скрепляются заклепками.
5. Соединение под прямым углом с деревянными закладными
Чтобы выполнить такое соединение, необходимо обрезать торцы двух трубок под 45 градусов.
Затем в них забивается деревянная рейка, и обрезается.
Теперь трубки с закладными складываются в угол, после чего просверливаются и стягиваются саморезами.
Смотрите видео
Как сделать простой дверной фиксатор-упор из остатков металла — https://sdelaysam-svoimirukami.ru/8135-kak-sdelat-prostoj-dvernoj-fiksator-upor-iz-ostatkov-metalla.html
Поделиться в социальных сетях
Вам может понравиться
Стальные трубы: все, что вам нужно знать
Трубы — это полые цилиндрические трубы, которые тысячелетиями использовались человечеством для различных целей. Трубы могут быть изготовлены практически из любого материала, однако, поскольку современное значение труб требует большего, чем просто полые трубы, по которым транспортируется жидкость, металлы стали более популярными в производстве труб. В качестве металлического сплава стали обладают большим разнообразием механических и химических свойств, которые могут использоваться даже в экстремальных условиях, поэтому сегодня стальные трубы используются во многих различных приложениях для транспортных, производственных и конструкционных целей.
Что такое труба?
Стальные трубы представляют собой длинные и полые трубы, которые используются для самых разных целей в самых разных местах. Его универсальность делает трубы наиболее часто используемым продуктом, производимым сталелитейной промышленностью. Они обычно используются для транспортировки жидких веществ, которые могут течь, и мелких твердых частиц. Благодаря своей высокой прочности их также можно использовать для подземной транспортировки воды и газа через города или в строительстве для таких целей, как отопление, водопровод и т. д. Люди используют и производят трубы для различных целей на протяжении тысячелетий. Археологические данные подтверждают, что еще в 2000 году до нашей эры древние земледельцы или китайцы использовали трубы, сделанные из различных материалов, таких как дерево или бамбук, для транспортировки воды.
Как используется труба?
Трубы используются в конструкциях, на транспорте и в производстве. Различные материалы, конструктивные характеристики и методы производства стальных труб разрабатывались и варьировались в зависимости от области применения.
- Использование в строительстве
Использование в строительстве обычно означает строительство, в котором строительным материалом обычно называют стальные трубы. Стальные трубы используются для обеспечения дополнительной прочности и устойчивости особо высоких зданий или сооружений. Два типа стальных труб используются в конструкциях в качестве опорных свай и висячих свай, которые предназначены для передачи нагрузки здания. В этих случаях стальные трубы вбиваются глубоко в землю перед закладкой фундамента, что обеспечивает большую опору для здания, особенно когда грунт ненадежный.
- Использование в производстве
Стальные трубы используются для различных целей в производстве. Ограждения — одно из наиболее распространенных применений для обеспечения безопасности лестниц и балконов, а на улице — для велосипедистов и пешеходов. Стальные трубы также можно использовать в качестве защитных столбов, которые используются для ограждения территории от движения транспортных средств для защиты людей, зданий или инфраструктуры. Кроме того, стальные трубы представляют собой вариант для наружной отделки. Многие коммерческие стойки для велосипедов формируются путем сгибания стальных труб. Высокая ударная вязкость и прочность стали делают ее надежной против воров.
- Транспорт Использование
Стальные трубы чаще всего используются для транспортировки продуктов, так как характеристики сырья очень подходят для долгосрочных установок. Как упоминалось ранее, для разных применений требуются разные свойства, так как для применений с низким давлением не ожидается, что стальная труба будет демонстрировать сверхвысокую прочность, поскольку она не подвергается значительным нагрузкам. Для более специализированных применений в нефтяной и газовой промышленности могут потребоваться более строгие требования из-за опасного характера продукта и возможности повышения давления. Эти требования приводят к более высокой стоимости, и контроль качества становится более важным.
Параметры конструкции
Существует два типа труб: бесшовные и сварные, и оба имеют различное применение. Бесшовные трубы, как правило, тоньше и легче, поэтому они наиболее широко используются в производстве велосипедов и транспортировке жидкостей. Трубы со швом более тяжелые и жесткие, что обеспечивает лучшую консистенцию и долговечность. Трубы, которые используются для транспортировки газа, электропроводки и сантехники, обычно имеют шов. Во время производства необходимо контролировать несколько параметров, чтобы поддерживать требуемые свойства для приложения. Например, диаметр трубы напрямую связан с тем, как она будет использоваться. В то время как трубы меньшего диаметра могут использоваться для игл для подкожных инъекций, трубы большого диаметра могут использоваться для транспортировки по городам. Толщина стенки также является важным параметром для контроля, поскольку она напрямую влияет на прочность и гибкость трубы. Длина, покрытие и конечная отделка также являются другими контролируемыми параметрами, которые связаны друг с другом, как будет объяснено позже.
Трубы со швом более тяжелые и жесткие, что обеспечивает лучшую консистенцию и долговечность. Трубы, которые используются для транспортировки газа, электропроводки и сантехники, обычно имеют шов. Во время производства необходимо контролировать несколько параметров, чтобы поддерживать требуемые свойства для приложения. Например, диаметр трубы напрямую связан с тем, как она будет использоваться. В то время как трубы меньшего диаметра могут использоваться для игл для подкожных инъекций, трубы большого диаметра могут использоваться для транспортировки по городам. Толщина стенки также является важным параметром для контроля, поскольку она напрямую влияет на прочность и гибкость трубы. Длина, покрытие и конечная отделка также являются другими контролируемыми параметрами, которые связаны друг с другом, как будет объяснено позже.
Типы стали, используемые в трубах
- Углеродистая сталь
Углеродистая сталь составляет примерно 90% от общего объема производства стальных труб.
- Легированные стали
Наличие легирующих элементов улучшает механические свойства стали, благодаря чему трубы становятся более устойчивыми к высоким нагрузкам и высоким давлениям.
- Нержавеющая сталь
Нержавеющая сталь также может быть включена в семейство легированных сталей. Основным легирующим элементом в нержавеющей стали является хром, доля которого колеблется в пределах 10-20 весовых процентов. Основной целью добавления хрома является придание стали нержавеющих свойств за счет предотвращения коррозии. Трубы из нержавеющей стали обычно используются в экстремальных условиях, где жизненно важны коррозионная стойкость и высокая прочность, например, в морской промышленности, очистке воды, медицине и нефтегазовой промышленности.
- Оцинкованные стали
Оцинкованные трубы представляют собой стальные трубы, на которые нанесено цинковое покрытие для предотвращения коррозии. Цинковое покрытие предотвращает коррозию трубы коррозионно-активными веществами. Когда-то это был самый распространенный тип труб для водопроводных сетей, но из-за трудозатрат и времени, затрачиваемых на резку, нарезание резьбы и установку оцинкованных труб, они больше не используются, за исключением ограниченного использования при ремонте. Эти типы труб изготавливаются диаметром от 12 мм (0,5 дюйма) до 15 см (6 дюймов). Они доступны длиной 6 метров (20 футов). Тем не менее, оцинкованные трубы для водоснабжения по-прежнему используются в более крупных коммерческих целях.
Типы труб
Трубы подразделяются на две группы: бесшовные трубы и трубы со швом в зависимости от способа изготовления. Бесшовные трубы формируются на одном этапе прокатки, однако трубы со швом требуют процесса сварки после прокатки. По геометрии шва трубы со швом можно разделить на две группы: спиральная сварка и прямая сварка. Хотя ведутся споры о том, лучше ли бесшовные стальные трубы со швом, производители как бесшовных, так и сварных труб могут производить стальные трубы, обеспечивающие высокое качество, надежность и коррозионную стойкость. Основное внимание при определении типа трубы следует уделять спецификациям применения и стоимостным аспектам.
- Бесшовные трубы
Бесшовные трубы, как правило, изготавливаются на сложных этапах, начиная со сверления полостей в заготовках, путем холодного волочения и холодной прокатки. Для контроля наружного диаметра и толщины стенки размер бесшовного типа трудно контролировать по сравнению со сварной трубой, холодная обработка улучшает механические свойства и допуски. Наиболее значительным преимуществом бесшовных труб является то, что они могут быть изготовлены с большой толщиной стенки. Из-за отсутствия сварного шва они считаются обладающими лучшими механическими свойствами и коррозионной стойкостью, чем трубы со швом. Также от бесшовных труб ожидается лучшая овальность или округлость. Как правило, их предпочитают использовать в экстремальных условиях окружающей среды, таких как высокая нагрузка, высокое давление и высокая коррозионная активность.
- Трубы со швом
Сварная стальная труба образуется путем сварки стального листа, свернутого в трубчатую форму, швом или спиральным швом. В зависимости от наружного размера, толщины стенки и области применения существуют различные способы изготовления сварных труб. Каждый метод начинается с горячей стальной заготовки или плоских полос, а затем превращается в трубу путем растяжения горячей стальной заготовки, соединения краев и их сварки. Шовные трубы имеют более жесткие допуски, но меньшую толщину стенки, чем бесшовные трубы. Более короткое время выполнения заказа и более низкая стоимость также могут быть причинами того, что шовные трубы предпочтительнее бесшовных. Однако, поскольку сварной шов может представлять собой чувствительные области, которые могут быть подходящими для распространения любой трещины и привести к разрыву трубы, во время производства следует контролировать отделку поверхности снаружи и внутри трубы.
В зависимости от наружного размера, толщины стенки и области применения существуют различные способы изготовления сварных труб. Каждый метод начинается с горячей стальной заготовки или плоских полос, а затем превращается в трубу путем растяжения горячей стальной заготовки, соединения краев и их сварки. Шовные трубы имеют более жесткие допуски, но меньшую толщину стенки, чем бесшовные трубы. Более короткое время выполнения заказа и более низкая стоимость также могут быть причинами того, что шовные трубы предпочтительнее бесшовных. Однако, поскольку сварной шов может представлять собой чувствительные области, которые могут быть подходящими для распространения любой трещины и привести к разрыву трубы, во время производства следует контролировать отделку поверхности снаружи и внутри трубы.
Производство труб
В обоих методах производства необработанная сталь сначала отливается в более удобную исходную форму (горячая заготовка или плоская полоса). Затем из нее делают трубу, вытягивая горячую стальную заготовку в бесшовную трубу или соединяя края плоской стальной полосы вместе и герметизируя их сварным швом.
- Производство бесшовных труб
Процесс производства оправок
В процессе прокатки на оправке используется сплошная круглая стальная заготовка. Заготовку загружают в печь с вращающимся подом. После выгрузки заготовки из печи с вращающимся подом в ее торце пробивается небольшое отверстие. Это углубление выступает в качестве отправной точки для облегчения пробивки вращением. Ротационная прошивка представляет собой очень быстрый и динамичный процесс прокатки, при котором предварительно нагретую заготовку прокатывают между двумя бочкообразными валками с высокой скоростью. Конструкция прошивных валков позволяет металлу течь вместе с валком и над точкой прошивного станка на выходе из процесса. Наконечник для прошивания представляет собой высокотемпературный инструмент из сплава с водяным охлаждением, предназначенный для того, чтобы металл мог течь по нему по мере того, как в процессе вращения образуется оболочка трубы. После изготовления оболочки прошитой трубы ее сразу же передают на стан с плавающей оправкой.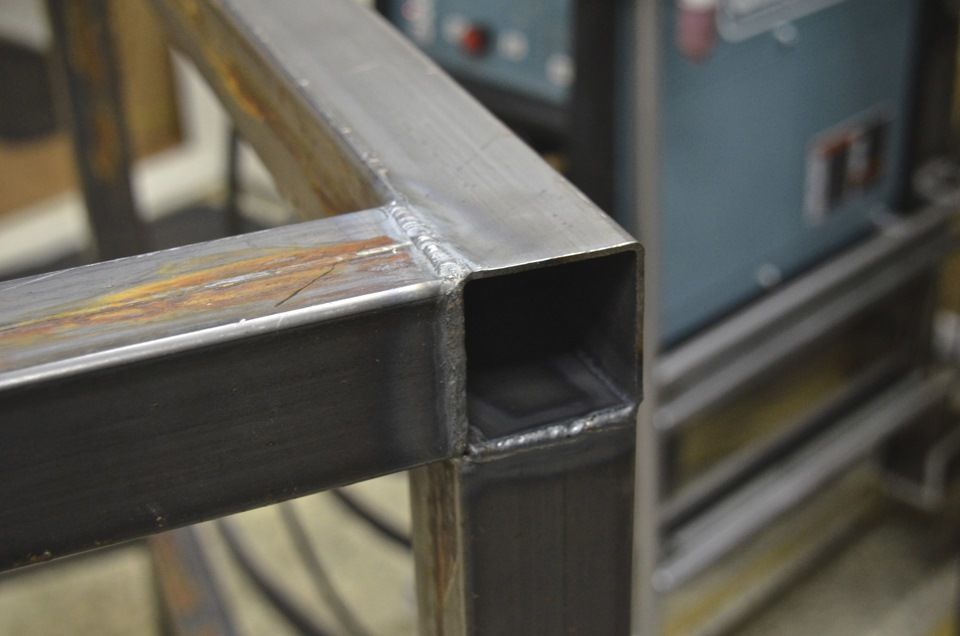 Плавучий стан Манделя состоит из восьми прокатных клетей с 16 валками и набором оправок. Эти стержни вставляются в проколотую трубную оболочку, а затем транспортируются в оправочный стан и скручиваются в трубную оболочку. Затем оправочный стан повторно нагревают, чтобы завершить стадию окончательной прокатки и получить окончательные размеры. Пока мельница покидает печь, окалина оксида железа удаляется с поверхности посредством удаления окалины водой под высоким давлением. Оболочка трубы дополнительно уменьшается до заданных размеров на стретч-прессе.
Плавучий стан Манделя состоит из восьми прокатных клетей с 16 валками и набором оправок. Эти стержни вставляются в проколотую трубную оболочку, а затем транспортируются в оправочный стан и скручиваются в трубную оболочку. Затем оправочный стан повторно нагревают, чтобы завершить стадию окончательной прокатки и получить окончательные размеры. Пока мельница покидает печь, окалина оксида железа удаляется с поверхности посредством удаления окалины водой под высоким давлением. Оболочка трубы дополнительно уменьшается до заданных размеров на стретч-прессе.
Процесс производства плунжерного станка Mannesmann
Процесс станка с оправкой Mannesmann отличается от фрезерования на оправке большой разницей в использовании прокатного оправки вместо оправочного стана. В процессе Маннесмана пара конических валков расположена друг над другом и работает в направлении, противоположном потоку материала. Оболочка полой трубы с толстыми стенками направляется к валкам стана для оправки. Как только он захватывается конической частью рабочего прохода, небольшая волна материала срезается с кожуха полой трубы. Эта волна выковывается до желаемой толщины стенки на оправке с помощью сглаживающей части рабочего прохода, при этом оболочка полой трубы и оправка перемещаются назад в том же направлении, что и валки, пока они не достигнут натяжного прохода валков и не будут выпущенный. При вращении кожух полой трубы снова проталкивается вперед между валками, и начинается новый цикл прокатки.
Как только он захватывается конической частью рабочего прохода, небольшая волна материала срезается с кожуха полой трубы. Эта волна выковывается до желаемой толщины стенки на оправке с помощью сглаживающей части рабочего прохода, при этом оболочка полой трубы и оправка перемещаются назад в том же направлении, что и валки, пока они не достигнут натяжного прохода валков и не будут выпущенный. При вращении кожух полой трубы снова проталкивается вперед между валками, и начинается новый цикл прокатки.
Экструзия
Экструзия — это процесс формовки металла, при котором заготовка вдавливается в матрицу меньшего поперечного сечения. Длина экструдированной части будет варьироваться в зависимости от количества материала в заготовке и экструдированного профиля. Этим методом изготавливаются многочисленные поперечные сечения. Стальные трубы могут быть изготовлены непосредственно методом экструзии с использованием оправки, прикрепленной к фиктивному блоку. Отверстие создается в заготовке параллельно оси, над которой ползун прикладывает усилие для формирования экструзии. Когда операция начинается, поршень толкается вперед. Экструдированный металл течет между оправкой и поверхностями штампа, образуя деталь. Внутренний профиль металлического профиля формируется оправкой, а внешний профиль формируется экструзионной головкой.
Когда операция начинается, поршень толкается вперед. Экструдированный металл течет между оправкой и поверхностями штампа, образуя деталь. Внутренний профиль металлического профиля формируется оправкой, а внешний профиль формируется экструзионной головкой.
- Производство труб со швом
Трубы со швом изготавливаются из листового или непрерывного рулона или полос. Для изготовления шовной трубы первый лист или рулон прокатывают в круглом сечении с помощью листогибочного станка или вальца в случае непрерывного процесса. Когда круглое сечение прокатывается из листа, труба может быть сварена с присадочным материалом или без него. Для сварки труб используются различные методы сварки.
Процесс электросварки сопротивлением (ERW)
В процессе электросварки сопротивлением труба изготавливается путем холодной штамповки плоского листа стали любой цилиндрической формы. Затем ток пропускается через края стального цилиндра, чтобы нагреть сталь и сформировать связь между краями в точке, где они вынуждены встретиться. В процессах ВПВ также могут использоваться наполнители. Существует два типа сварки электрическим сопротивлением: высокочастотная сварка и сварка с вращающимся контактным колесом.
В процессах ВПВ также могут использоваться наполнители. Существует два типа сварки электрическим сопротивлением: высокочастотная сварка и сварка с вращающимся контактным колесом.
Потребность в высокочастотной сварке возникла из-за склонности продуктов низкочастотной сварки к избирательной шовной коррозии, крюкообразным трещинам и неадекватному соединению швов. Так, низкочастотные ВПВ больше не используются для изготовления труб. Процесс высокочастотной ERW до сих пор используется в производстве труб. Существует два типа высокочастотных процессов ВПВ. Высокочастотная индукционная сварка и высокочастотная контактная сварка являются видами высокочастотной сварки. При высокочастотной индукционной сварке сварочный ток передается на материал через катушку. Катушка не касается трубы. Электрический ток индуцируется в материале трубы за счет магнитных полей, окружающих трубу. При высокочастотной контактной сварке ток передается на материал через контакты, которые перемещаются по полосе. Сила сварки прикладывается непосредственно к трубе, что делает этот процесс более эффективным. Этот метод обычно предпочтителен для производства труб большого диаметра и с большой толщиной стенки.
Сила сварки прикладывается непосредственно к трубе, что делает этот процесс более эффективным. Этот метод обычно предпочтителен для производства труб большого диаметра и с большой толщиной стенки.
Другим типом контактной электросварки является процесс сварки с вращающимся контактным колесом. Во время этого процесса электрический ток передается через контактное колесо в точке сварки. Контактное колесо также прикладывает давление, необходимое для сварки. Вращательная контактная сварка обычно используется в тех случаях, когда невозможно разместить импедер внутри трубы.
Процесс электросварки плавлением (EFW)
Процесс электросварки плавлением относится к электронно-лучевой сварке стального листа с использованием высокоскоростного движения электронного луча. Высокая ударная кинетическая энергия электронного луча преобразуется в тепло для нагрева заготовки, чтобы получился сварной шов. Зона сварки также может быть подвергнута термообработке, чтобы сварной шов не был виден. Сварные трубы обычно имеют более жесткие допуски на размеры, чем бесшовные трубы, и если их производить в том же количестве, то стоимость ниже. В основном используемые для сварки разнородных стальных листов или сварки с высокой удельной мощностью, металлические сварочные детали могут быть быстро нагреты до высоких температур, плавя любые тугоплавкие металлы и сплавы.
Сварные трубы обычно имеют более жесткие допуски на размеры, чем бесшовные трубы, и если их производить в том же количестве, то стоимость ниже. В основном используемые для сварки разнородных стальных листов или сварки с высокой удельной мощностью, металлические сварочные детали могут быть быстро нагреты до высоких температур, плавя любые тугоплавкие металлы и сплавы.
Процесс дуговой сварки под флюсом (SAW)
Дуговая сварка под флюсом включает образование дуги между проволочным электродом и заготовкой. Флюс используется для получения защитных газов и шлака. По мере движения дуги по линии стыка излишки флюса удаляются через воронку. Поскольку дуга полностью покрыта слоем флюса, она обычно не видна во время сварки, а потери тепла также крайне малы. Существует два типа процессов дуговой сварки под флюсом: продольная дуговая сварка под флюсом и спиральная дуговая сварка под флюсом.
При продольной дуговой сварке под флюсом продольные кромки стальных пластин сначала скошены фрезерованием, чтобы сформировать U-образную форму. Края U-образных пластин затем свариваются. Трубы, изготовленные этим способом, подвергаются расширению для снятия внутренних напряжений и получения идеального допуска на размеры.
Края U-образных пластин затем свариваются. Трубы, изготовленные этим способом, подвергаются расширению для снятия внутренних напряжений и получения идеального допуска на размеры.
При спиральной дуговой сварке под флюсом сварные швы представляют собой спираль вокруг трубы. Как при продольном, так и при спиральном способе сварки используется одна и та же технология, разница лишь в спиральной форме швов при спиральной сварке. Производственный процесс заключается в прокатке стальной полосы, чтобы направление прокатки составляло угол с направлением центра трубы, формование и сварка, поэтому сварочный шов находится в спиральной линии. Основным недостатком этого процесса являются плохие физические размеры труб и большая длина шва, что может легко привести к образованию дефекта или трещины.
Контроль качества
Принимаются различные меры для обеспечения того, чтобы готовая стальная труба соответствовала спецификациям. Например, рентгеновские датчики используются для регулирования толщины стали. Датчики работают, используя два рентгеновских луча. Один луч направлен на сталь известной толщины. Другой направлен на прохождение стали по производственной линии. Если есть какое-либо расхождение между двумя лучами, датчик автоматически инициирует изменение размера роликов для компенсации. В конце процесса трубы также проверяются на наличие дефектов. Одним из способов проверки трубы является использование специальной машины. Эта машина наполняет трубу водой, а затем увеличивает давление, чтобы проверить, держится ли она. Неисправные трубы сдаются в металлолом.
Датчики работают, используя два рентгеновских луча. Один луч направлен на сталь известной толщины. Другой направлен на прохождение стали по производственной линии. Если есть какое-либо расхождение между двумя лучами, датчик автоматически инициирует изменение размера роликов для компенсации. В конце процесса трубы также проверяются на наличие дефектов. Одним из способов проверки трубы является использование специальной машины. Эта машина наполняет трубу водой, а затем увеличивает давление, чтобы проверить, держится ли она. Неисправные трубы сдаются в металлолом.
Может возникнуть путаница в отношении того, как указаны эти материалы и что они означают для точных характеристик трубы. Американское общество по испытаниям и материалам (ASTM) вместе с Американским обществом инженеров-механиков (ASME) и Американским институтом нефти (API) являются организациями, на которые чаще всего ссылаются в отношении спецификаций трубопроводов в Северной Америке.
- Номинальный размер трубы
Размер трубы указывается как «Номинальный размер трубы» или NPS. Происхождение номеров NPS для труб меньшего размера (< NPS 12) отличается от происхождения для труб большего диаметра. Однако все трубы с определенным номером NPS имеют одинаковый внешний или наружный диаметр (OD). Внутренний диаметр будет варьироваться в зависимости от толщины стенки металла. Причина этого в том, что одни и те же конструктивные опоры могут использоваться для всех трубопроводов с определенным номером NPS независимо от толщины стенки.
- Спецификации
Спецификации стальных труб используются для описания толщины стенок труб. Поскольку это важный параметр, напрямую влияющий на прочность трубы, его следует контролировать должным образом. Спецификация трубы представляет собой безразмерное число и рассчитывается по расчетной формуле для толщины стенки с учетом расчетного давления и допускаемого напряжения. По мере увеличения номера графика толщина стенки трубы увеличивается. Таким образом, номер спецификации трубы определяет внутренний диаметр, поскольку внешний диаметр фиксируется номером NPS.
По мере увеличения номера графика толщина стенки трубы увеличивается. Таким образом, номер спецификации трубы определяет внутренний диаметр, поскольку внешний диаметр фиксируется номером NPS.
- Вес трубы
Вес трубы можно рассчитать в зависимости от NPS, который не зависит от наружного диаметра, и графика, определяющего толщину стенки трубы. Формула использует теоретический вес стали 40,8 фунтов на квадратный фут на 1 дюйм толщины для определения константы. Вес трубы представлен следующей формулой, где t — толщина, OD — внешний диаметр, а W — вес трубы: W = 10,69 x t (OD — t)
Стандарты Производственные стандарты для труб обычно требуют проверки химического состава и серии испытаний на механическую прочность для каждой плавки трубы. Все трубы выкованы из одного и того же литого слитка и, следовательно, имеют одинаковый химический состав. Механические испытания могут быть связаны с партией труб, которые будут произведены из одной плавки и подвергнуты одним и тем же процессам термообработки. Материал с этими связанными отчетами об испытаниях называется отслеживаемым. Для критически важных приложений может потребоваться сторонняя проверка этих тестов; в этом случае независимая лаборатория подготовит отчет об испытаниях сертифицированного материала, и материал будет называться сертифицированным.
Материал с этими связанными отчетами об испытаниях называется отслеживаемым. Для критически важных приложений может потребоваться сторонняя проверка этих тестов; в этом случае независимая лаборатория подготовит отчет об испытаниях сертифицированного материала, и материал будет называться сертифицированным.
Ниже приведены некоторые широко используемые стандарты труб или классы труб:
- ASME SA106, класс B (бесшовная труба из углеродистой стали для работы при высоких температурах)
- ASTM A312 (бесшовная и сварная труба из аустенитной нержавеющей стали)
- ASTM C76 (бетонная труба)
- ASTM A36 (труба из углеродистой стали для строительных конструкций или низкого давления использование)
- ASTM A795 (Стальная труба специально для систем пожаротушения)
Вам также могут быть интересны эти сообщения в блоге
ПРОИЗВОДСТВО ТРУБНЫХ БОЛТОВ
Применение трубных катушек
Изготовление трубных катушек
Каталожные номера
[1] https://www. reliance-foundry.com/blog/steel-pipe#gref
reliance-foundry.com/blog/steel-pipe#gref
[2] http://www.madehow.com/Volume-5/Steel-Pipe. html
[3] https://www.leoscoralloypipes.com/ Different-types-of-steel-pipes/
[4] https://www.thespruce.com/types-of-pipe-used -для воды-2718736
[5] http://www.dsstainlesssteel.com/difference-seamless-welded-tube-pipe/
[6] https://www.theprocesspiping.com/introduction-to-seamless-pipe-manufacturing/
[ 7] https://www.theprocesspiping.com/introduction-to-welded-pipe-manufacturing/
[8] https://en.wikipedia.org/wiki/Pipe_(fluid_conveyance)#Manufacture
СВЯЖИТЕСЬ С НАМИ
Ваше имя
Ваш адрес электронной почты
Ваше сообщение
Позвоните нам — +31 10 808 2604
Электронная почта — [email protected]
Linkedin Следуйте за нами
О нас
Металлическая труба — Бесшовная труба — Труба из углеродистой стали ERW1
и Бесшовная труба
Трубы из нержавеющей стали и трубы из углеродистой стали являются наиболее распространенным типом стандартных труб, используемых сегодня. Они являются частью трубной продукции, которая изготавливается по различным спецификациям и стандартам. Трубы продаются по «номинальному размеру трубы» размерами от 1/8 до 72 дюймов. Двумя наиболее распространенными типами труб являются сварные трубы и бесшовные трубы. Оба доступны в углеродистой стали и нержавеющей стали. Сварная труба также называется трубой ERW (электросварка сопротивлением). Наиболее распространенная спецификация сварных труб из углеродистой стали — A53. Бесшовная труба изготавливается с помощью процесса, не требующего сварки. Наиболее распространенной спецификацией для бесшовных труб из углеродистой стали является A106B. Труба из нержавеющей стали изготовлена по спецификации A312. Трубы из нержавеющей стали также доступны как в бесшовном, так и в сварном исполнении. Наиболее распространенный нержавеющий материал — 316 и 304.
Они являются частью трубной продукции, которая изготавливается по различным спецификациям и стандартам. Трубы продаются по «номинальному размеру трубы» размерами от 1/8 до 72 дюймов. Двумя наиболее распространенными типами труб являются сварные трубы и бесшовные трубы. Оба доступны в углеродистой стали и нержавеющей стали. Сварная труба также называется трубой ERW (электросварка сопротивлением). Наиболее распространенная спецификация сварных труб из углеродистой стали — A53. Бесшовная труба изготавливается с помощью процесса, не требующего сварки. Наиболее распространенной спецификацией для бесшовных труб из углеродистой стали является A106B. Труба из нержавеющей стали изготовлена по спецификации A312. Трубы из нержавеющей стали также доступны как в бесшовном, так и в сварном исполнении. Наиболее распространенный нержавеющий материал — 316 и 304.
Купите стальную трубу онлайн, позвоните по телефону 281.516.8100 или отправьте электронное письмо по адресу [email protected]
Виды труб и трубных изделий
Существует шесть видов труб и трубных изделий.
- Стандартная труба: Существует три различных типа стандартных металлических труб — сварные (труба ERW), бесшовная труба и оцинкованная труба. Они составляют 10% всей трубной продукции.
- Линейная труба: Используется в основном в нефтегазовой отрасли. Линейная труба включает ERW, FW, SAW и DSAW Pipe. Они производятся в соответствии со спецификацией API 5L и доступны в классах X42, X50, X60 и т. д. Они составляют 21% всей трубной продукции.
- Нефтяные трубы (OCTG): Сюда входят бурильные трубы, насосно-компрессорные трубы и обсадные трубы. Используется при бурении и заканчивании нефтяных и газовых скважин. OCTG производятся компаниями ERW и Seamless Manufacturing. OCTG составляют 35% всей трубной продукции.
- Напорная трубка: используется в промышленности и под давлением. Напорные трубки производятся с использованием бесшовного производства. Они составляют 2% всех трубных изделий.

- Механические трубы: используются для механического и конструкционного применения и производятся ERW и бесшовным производством. Они соответствуют спецификации ASTM. Механические НКТ составляют 17% всех трубных изделий.
- Конструкционная трубка: используется для поддержки или фиксации. Эта труба может быть круглой или квадратной формы и изготавливается на заводе ERW. Их используют для заборов, строительства и прочего. потребности в поддержке. Они составляют 15% всей трубной продукции.
Как измеряется труба?
Труба обычно определяется по «Номинальному размеру трубы» (NPS), а толщина стенки определяется «Графиком» (SCH). NPS является безразмерным обозначением и является показателем размера, но не фактическим размером. Это сбивает с толку многих людей, плохо знакомых с трубопроводной промышленностью. От NPS 1/8 до NPS 12 внешний диаметр определяется размерами трубы ANSI. Вообще говоря, размер трубы сортамента 40 до 12 дюймов в секунду примерно равен внутреннему диаметру трубы. Размер трубы 14 и выше менее запутан, так как 14 NPS соответствует наружному диаметру 14 дюймов.
Размер трубы 14 и выше менее запутан, так как 14 NPS соответствует наружному диаметру 14 дюймов.
ASME B 36.10 содержит более подробную информацию о размерах труб. Отраслевые нормы размера трубы также различаются для разных типов труб. Для стандартной трубы труба с наружным диаметром 4,5 дюйма будет обозначаться как 4 дюйма NPS, однако для линейной трубы и трубы OCTG она будет обозначаться только как 4,5 дюйма. Толщина стенки также указывается по-разному. Для стандартной трубы используется таблица труб. для обозначения толщины стенки.Однако трубопроводная труба почти всегда указывается по толщине стенки, тогда как нефтяные сортаменты обозначаются по весу на фут
Вес трубы
Вес трубы измеряется в фунтах на фут или килограммах на метр. Следует помнить, что вес трубы в таблице размеров труб ansi является «теоретическим», а не фактическим весом. Фактический вес зависит от допустимого размера трубы.
Формула для расчета веса стальной трубы;
W = [{OD-WT} x WT] x 10,69
W = вес линейного фута
OD = внешний диаметр
WT = толщина стенки
Производство труб
Стальные трубы подразделяются на две основные категории;
- Сварная труба
- Бесшовная труба
Существует четыре основных метода производства металлических труб:
- Сварка в печи (FW).
 Также называется непрерывной сваркой .
Также называется непрерывной сваркой . - Электросварка сопротивлением (ERW)
- Дуговая сварка под флюсом (SAW), также DSAW
- Бесшовный метод (SMLS)
ERW Труба производится в размерах от 1/8 до 24 дюйма NPS. Сварная труба ERW изготавливается из плоского листового металла. Труба ERW сначала подвергается холодной штамповке в цилиндрическую форму, а затем сваривается в продольном направлении. как непрерывносварные, так и контактно-сварные трубы изготавливаются путем формовки рулонов рулонной стали в цилиндрические формы и сварки вдоль продольных швов. На рисунке ниже показан первый этап формирования полосок в цилиндрическую форму, а затем их сплавление вместе на втором этапе.
Существует множество способов использования электрического тока для сварки полосового проката. Это включает в себя вращающийся медный диск, фиксированные контакты из сплава Cu и индукционные катушки. Эти методы повышают температуру стальной кромки до 2600 градусов по Фаренгейту для эффективной сварки. Процесс прокатки оказывает такое сильное давление, что создается металлический сварной шов снаружи и внутри. Эти сварные швы затем удаляются в процессе отделки. Сварная труба подвергается термообработке, контролю и гидроиспытанию.
Эти методы повышают температуру стальной кромки до 2600 градусов по Фаренгейту для эффективной сварки. Процесс прокатки оказывает такое сильное давление, что создается металлический сварной шов снаружи и внутри. Эти сварные швы затем удаляются в процессе отделки. Сварная труба подвергается термообработке, контролю и гидроиспытанию.
Труба ERW доступна в следующих общих спецификациях;
ASTM A53, A135, A252, A500, A795, API 5L и API 5CT.
Наиболее распространенными спецификациями для сварных труб являются A53 и API 5L.
Бесшовная трубаЧто такое бесшовное определение? или цельный смысл? мы получаем этот вопрос много. Бесшовные трубы производятся размерами от 1/8 до 36 дюймов. Бесшовные трубы не имеют продольных швов или сварных швов по сравнению с трубами ERW. Проще говоря, бесшовные трубы производятся путем прошивания сплошной круглой заготовки, оставляя после себя полую бесшовную трубу. Существует два основных метода производства бесшовных труб;
- Горячее прокалывание
- Метод экструзии
В процессе экструзии горячие металлические заготовки формуются в бесшовные трубы путем продавливания заготовок через экструзионные головки и формующую оправку. См. рисунок ниже;
См. рисунок ниже;
Метод горячей ротационной прошивки является наиболее распространенным процессом производства бесшовных труб. В этом процессе горячие заготовки проталкиваются через вращающиеся тяжелые ролики над оправкой или прошивной оправкой. Прошивная пробка создает отверстие в бесшовных цилиндрических заготовках. На рисунке ниже показан процесс горячего вращения.
Бесшовная труба проходит различные отделочные операции, такие как правка, проверка, гидроиспытания и визуализация. Бесшовные трубы широко используются в напорных трубопроводах, строительстве, нефтехимии и нефтеперерабатывающих заводах. Бесшовные трубы доступны в следующих спецификациях;
ASTM A53, A106, A252, A333, A335, A501, A523, A589, API 5L и API 5CT. Наиболее распространенной бесшовной трубой является A106B.
Отделка концов бесшовных труб включает гладкие концы со скошенной или квадратной нарезкой. Бесшовные трубы из углеродистой стали доступны в черном, голом, оцинкованном или с эпоксидным покрытием.
Стальные трубы
Обычно стальные трубы поставляются длиной 21 фут. Он также доступен с одинарной произвольной длиной (SRL), которая может составлять от 17 футов до 24 футов. Двойная произвольная длина (DRL) относится к трубам длиной не менее 37 футов и до 44 футов.
Обработка конца стальной трубы
Существует пять распространенных типов отделки концов металлических труб;
- Резьбовые и муфтовые
- Резьбовой без муфты
- Плоский конец — квадратный вырез
- Скошенный для сварки — скос 30 градусов
- Рифленый конец — вырезанный или завальцованный для механического соединения
На рисунке ниже показаны различные варианты отделки концов стальных труб;
Муфты для сверхпрочных и двойных сверхпрочных труб имеют коническую резьбу и углубления для всех размеров. На изображении выше показано прямое резьбовое соединение и прямое резьбовое соединение с углублением.
Идентификация и маркировка стальных труб
Доступны стальные трубы различной классификации, марки, веса, номера спецификации и т. д. Поэтому важно идентифицировать маркировку стальных труб. Стальная труба идентифицируется по трафаретной краске или штампованной маркировке на самой трубе или по прикрепленной к ней бирке.
Идентификация трубы согласно ASTM
На рисунке ниже показаны требования к маркировке в соответствии со спецификациями ASTM
Идентификация трубы в соответствии со спецификацией API
На рисунке ниже показана маркировка, необходимая в соответствии со спецификацией API.
Процессы отделки металлических труб
Наиболее распространенной отделкой металлических труб является лаковое покрытие, которое предотвращает коррозию и защищает трубу от атмосферных воздействий. Это также называется черной железной трубой. Помимо лака, существует четыре типа отделки металлических труб;
- Чистый металл
- Только маринованные
- Маринованные и промасленные
- Оцинкованная труба
Цинкование предполагает использование цинкового покрытия в качестве расходуемого элемента для предотвращения коррозии. Цинк обычно наносится методом горячего погружения, когда трубу погружают в ванну с расплавленным раствором цинка. Стандартный вес цинка составляет 1,8 унции на квадратный фут. Оцинкованные трубы обеспечивают хорошую защиту трубы внутри и снаружи.
Цинк обычно наносится методом горячего погружения, когда трубу погружают в ванну с расплавленным раствором цинка. Стандартный вес цинка составляет 1,8 унции на квадратный фут. Оцинкованные трубы обеспечивают хорошую защиту трубы внутри и снаружи.
Покрытие стальных труб и стальные трубы с футеровкой
Коррозионная стойкость труб также может быть повышена за счет антикоррозионного покрытия труб. Такие покрытия обычно более долговечны по сравнению с лаковыми или оцинкованными покрытиями. Существует три основных типа антикоррозионного покрытия для стальных труб
Металлическое покрытие
Неметаллическое покрытие
Обертывание труб
Материал стальных труб
5
0015 доступны в следующих классах материалов;
- А106Б/А53Б/АПИ 5Л-С42/АПИ 5Л Б
- Нержавеющая сталь 304
- Нержавеющая сталь 316
- Супер нержавеющая сталь A20
- Дуплексная нержавеющая сталь D2205
- Никелевый сплав A200
- Никелевый сплав A400
- Никелевый сплав A600
Нержавеющая сталь представляет собой сплав на основе железа, содержащий не менее 16% хрома. Никель является еще одним важным легирующим элементом в трубах из нержавеющей стали. Трубы из нержавеющей стали обладают высокой устойчивостью к агрессивным средам и к окислению практически при любых температурах.
Никель является еще одним важным легирующим элементом в трубах из нержавеющей стали. Трубы из нержавеющей стали обладают высокой устойчивостью к агрессивным средам и к окислению практически при любых температурах.
Сварные и бесшовные трубы из нержавеющей стали используются по целому ряду причин, таких как устойчивость к коррозии, предварительная формовка при высокой температуре, чистый внешний вид и низкие затраты на техническое обслуживание. Наиболее важным аспектом для труб из нержавеющей стали являются присущие ей характеристики материала, которые позволяют создавать гораздо более тонкие стенки, такие как sch 5, sch 10, без ущерба для структурной целостности трубы. Использование сварки плавлением для соединения труб также устраняет необходимость в нарезании резьбы.
Труба из нержавеющей стали типа 304 в основном используется для общих коррозионно-стойких применений. он используется на химических заводах, нефтеперерабатывающих заводах, бумажных фабриках и в пищевой промышленности. Труба 304SS имеет максимальное содержание углерода 0,08%. Его не рекомендуется использовать в диапазоне температур от 800°F до 1650°F из-за выделения карбида на границах зерен. Тип 304L такой же, как 304, за исключением того, что он имеет максимальное содержание углерода 0,035%.
Труба 304SS имеет максимальное содержание углерода 0,08%. Его не рекомендуется использовать в диапазоне температур от 800°F до 1650°F из-за выделения карбида на границах зерен. Тип 304L такой же, как 304, за исключением того, что он имеет максимальное содержание углерода 0,035%.
Труба типа 316SS намного более устойчива к точечной коррозии, чем другие хромоникелевые сплавы, благодаря добавлению 2-3% молибдена. Это полезно в применениях с кислотами, рассолами, серной водой, морской водой и солями хологена. Труба из нержавеющей стали 316L, как и 304L, имеет максимальное содержание углерода 0,035%.
Сварная труба из нержавеющей стали изготовлена в соответствии со спецификациями ASTM A312 и A358. A312 является наиболее распространенной спецификацией для труб из нержавеющей стали. Сварная нержавеющая труба изготавливается от 1/8″ до 24″ NPS.
Бесшовная труба из нержавеющей стали изготовлена в соответствии со спецификациями ASTM A312 и A376. A312 также является наиболее распространенной спецификацией для бесшовных труб из нержавеющей стали. Бесшовные трубы из нержавеющей стали производятся номинальным размером от 1/8 до 14 дюймов.
Бесшовные трубы из нержавеющей стали производятся номинальным размером от 1/8 до 14 дюймов.
Стальная труба Страна происхождения
Стальная труба производится на заводах по всему миру и продается в разных странах. Некоторые из крупных компаний трубной промышленности находятся в США. Steel, ArcelorMittal, Nippon Steel, Nucor Corp, Hyundai Steel, ThyssenKrup, Vallourec, Hebei Iron and Steel Group, Posco, Jiangsu Shagang, Ulma Piping, Shultz USA и Webco и т. д.
Вопросы и ответы Стальная труба
Компания Trupply продает широкий ассортимент сварных и бесшовных труб. Основываясь на нашем многолетнем опыте, ниже приведены основные вопросы или ключевые моменты, о которых спрашивают клиенты;
- Стальная труба продается по номинальному размеру трубы и спецификации. Важно упомянуть как
- A106 B — наиболее распространенная спецификация бесшовных труб. Большинство клиентов просто знают, что им нужна труба A106B, и это просто означает, что они хотят бесшовную трубу из углеродистой стали в соответствии с A106B.
 A106 НЕ является спецификацией для трубы из нержавеющей стали
A106 НЕ является спецификацией для трубы из нержавеющей стали - Размеры труб от 10 дюймов и больше НЕ соотносятся напрямую с номером спецификации. Например, SCH 40 и SCH 80 НЕ всегда означают Standard и Extra Heavy соответственно. Обратитесь к таблице труб, чтобы убедиться, что вы заказываете правильную толщину стенки .
- A53 класс B является наиболее распространенной спецификацией сварных труб. Это просто означает трубу, которая была произведена методом ВПВ.
- Сварная труба НЕ имеет сварного шва внутри или снаружи. Сварная труба изготовлена контактной электросваркой, шов снят в процессе производства
- Размеры труб менее 2 дюймов доступны в непрерывной сварной трубе, также известной как A53 класса A. Труба из нержавеющей стали
- доступна как в сварном, так и в бесшовном исполнении, а также из материалов класса 316 и 304. Другие марки нержавеющей стали также доступны, но менее распространены Труба из нержавеющей стали
- также очень распространена в спецификации 10, которая представляет собой тонкостенную трубу.
