
|
Навигация: Соединение звеньев воздуховодов Соединение звеньев воздуховодов Отдельные звенья и детали воздуховодов соединяют различными способами. Соединение комбинированными заклепками. Соединение отдельных звеньев в воздуховоды и подсоединение к воздуховодам деталей систем может быть выполнено с помощью комбинированных заклепок односторонней клепки. Корпус заклепки изготовляют из алюминиевой проволоки диаметром 4 и 5 мм, а стержни — из стальной проволоки соответственно 2 и 2,5 мм. Комбинированными заклепками односторонней клепки соединяют детали, суммарная толщина которых не более 5 мм. При суммарной толщине деталей до 4 мм применяют заклепки диаметром 4 мм. Длина такой заклепки с головкой 8 мм, а цилиндрической части 6 мм. Технологический процесс соединения двух деталей комбинированными заклепками заключается в следующем. Склепываемые детали плотно соединяют, после чего в них просверливают сверлильной машиной отверстие нужного диаметра. Стержень комбинированной заклепки вставляют в отверстие рабочего органа ручного пистолета СТД-96 односторонней клепки до соприкосновения с упором. Пистолет СТД-96 приводится в действие ручным или каким-либо другим (электрическим, пневматическим) способом, в результате чего цанга начинает затягивать стержень заклепки. Корпус заклепки под давлением головки стержня начинает развальцовываться. При достижении определенных усилий стержень обрывается в ослабленном сечении (концентраторе напряжения). Обрыв стержня происходит в тот момент, когда детали достаточно плотно соединены между собой. При работе с электроинструментом во время клепки необходимо соблюдать правила техники безопасности. Рис. 1. Заклепка односторонней клепки: Рис. 2. Соединение двух деталей: Рис. 3. Клепка различных соединений воздуховодов: Комбинированные заклепки односторонней клепки применяют: при сборке воздуховодов круглого сечения на бесфланцевых раструбных соединениях; при врезке отводов под углом 90° в магистральные воздуховоды круглого сечения; при соединении патрубков ответвления к магистральным участкам воздуховодов прямоугольного сечения; для закрепления фланцев на воздуховодах прямоугольного сечения. Бесфланцевые соединения. Такое соединение воздуховодов, позволяющее производить монтаж в непосредственной близости от стен, перекрытий, полов, колонн, сокращает расход дефицитных болтов, профильного металла, а также значительно облегчает массу воздуховодов. Прямоугольные воздуховоды с бесфланцевым соединением изготовляют на автоматизированной линии СТД-352. На этой линии делают прямоугольные воздуховоды с размерами сторон от 250 до 1600 мм из рулонной стали; при этом получается значительно меньше отходов, чем при изготовлении таких же воздуховодов из листовой стали. На автоматизированной линии СТД-352 технологические операции осуществляются в следующем порядке. Рулонная сталь с разматы-вателя поступает в кромкообрезной механизм, откуда через правильный механизм подается в петлевой компенсатор. Механизм шаговой подачи отмеряет заготовки, равные по длине развернутому периметру сечения, и подает его к механизму высечки уголков и отрезному механизму. Отрезная мерная заготовка по роликовому конвейеру передается в механизм прокатки жесткостей, откуда роликовый конвейер-распреде-литель передает по две заготовки, расположенные параллельно, в блок прокатки бесфланцевого соединения. Рис. 4. Последовательность (а…в) подготовки воздуховода к бесфланцевому соединению: После блока прокатки обе заготовки сшиваются продольным швом на блоке сшивки, после чего на листогибочном механизме происходит гибка воздуховода. Согнутый воздуховод поступает на блок сшивки замыкающего шва и оттуда на роликовый конвейер, на котором воздуховод укомплектовывается всем необходимым до монтажного положения, т. е. привариваются уголки жесткости, устанавливаются капроновые уголки и пластмассовые бобышки, закладываются резиновые уплотнители. Такой способ изготовления прямоугольных воздуховодов резко сокращает трудоемкость монтажа воздуховодов, уменьшает расход металла на соединения (уголки, полосы, болты и др.) и обеспечивает качественное бесфланцевое соединение. Производительность автоматизированной линии СТД-352 600 тыс. м2 воздуховодов в год. Линию обслуживают 10 слесарей. На рис. 4, а показан торец прямоугольного воздуховода с прокатанным профилем замка бесфланцевого соединения на каждой стороне воздуховода, изготовленного на автоматизированной линии СТД-352. Прокатанный профиль на углах воздуховода имеет разрыв. Чтобы замкнуть этот разрыв, в углы воздуховода вставляют капроновые уголки, выполненные по профилю проката борта воздуховода. Затем к торцу воздуховода приваривают уголки жесткости и в профиль замка вставляют резиновый уплотнитель. Перед транспортированием такого воздуховода с бесфланцевым соединением в отверстия уголков помещают пластмассовые бобышки, которые предотвращают повреждения профилированного торца воздуховода. В таком виде воздуховод прямоугольного сечения поступает на объект к месту монтажа. При монтаже прямоугольных воздуховодов с бесфланцевым соединением совмещают торцы воздуховодов, используя отверстия в уголках жесткости, и надвигают соединительные рейки. На углы соединения устанавливают декоративные уголки. Автомат СТД-516 для профилирования деталей бесфланцевого соединения прямоугольных воздуховодов предназначен для прокатки и мерной отрезки реек специальных профилей, размеры которых соответствуют технической характеристике автомата. К станине автомата, изготовленной из швеллеров, приварены две стальные плиты, на которые установлены два электродвигателя. На среднем поясе станины на приваренных электроплитах закреплены два редуктора, которые приводят в движение через клиноременную передачу электродвигатели. В верхней части станины помещен привод нижних роликов, к корпусу которых приварены планки. На планках шарнирно закреплены приводы двадцати верхних роликов 2 и зафиксированы гайками на штанге. Привод верхних роликов представляет собой сварной корпус, на котором смонтирован на подшипниках вал с зубчатым колесом. На свободном конце вала находится верхний формирующий ролик. Выравнивающее устройство 5 служит для устранения кривизны реек. Механизм отрезает готовые рейки. В задней части станины на специальном кронштейне находится пневмоцилиндр прижима, который фиксирует рейку перед ее отрезкой. Механизм снабжен рулонницей, в которой находится рулон стальной ленты. Рулонница состоит из стального диска, стакана, станины и тормоза. Рис. 5. Бесфланцевое соединение воздуховода прямоугольного сечения: Рис. 6. Автомат СТД-516 для профилирования деталей бесфланцевого соединения прямоугольных воздуховодов: Рис. 7. Бандажное соединение звеньев воздуховодов: На станине автомата размещено пневмооборудование, которым управляют с пульта кнопками. Перед формующими роликами на станине смонтирована направляющая для ленты в виде сварной стойки. Вся электрическая аппаратура находится в силовом шкафу. Конструкция автомата предусматривает возможность перехода на ручной наладочный режим работы. До начала работы на автомате оператор обязан ознакомиться с его паспортными данными; проверить электрооборудование и проводку и исправность основных сборочных единиц, наличие ограждений у подвижных частей и исправность заземления автомата; получить инструктаж по технике безопасности при работе на автомате. Раструбное соединение. Один из простейших видов соединения — раструбное. Воздуховоды прямоугольного сечения под раструбное соединение изготовляют на полуавтомате СТД-361, который последовательно выполняет три операции: изгибает лист, прокатывает фальц и уплотняет фальцевый продольный шов. На механизме из листовой стали размером 1,25 X 2,5 м, толщиной 0,8 мм можно изготовить царги прямоугольного сечения с фальцевым продольным швом. При использовании полуавтомата СТД-361 ручные операции полностью исключаются. На полуавтомате СТД-361 изготовляют воздуховоды длиной 2,5 м, сечениями 150X100, 150X150; 200X100; 200X150; 200X200; 250X150, 250 X 200, 250 X 250, 300 X 200, 300 X 250, 400 X 200, 400 X 250 мм. Бандажное соединение звеньев. Такое соединение используют для круглых воздуховодов диаметром до 630 мм, толщиной стенок до 1 мм. Бандаж 1 (рис. 139, а) изготовляют из листовой стали шириной 100.. 150 мм. Длина полосы должна быть равна ширине развертки соединяемых звеньев. К концам бандажа на ширине расстояния между валиками приваривают обрезки угловой стали размером 25 X 25 X 4 мм. В отверстия уголка вставляют болты, которые стягивают бандаж и делают соединение прочным и герметичным. Для большей плотности зиг уплотняют резиновым уплотнителем 2—шнуром. Бандажное соединение воздуховодов круглого сечения с бутопроловым уплотнителем монтажные организации широко применяют. При соединении воздуховодов на них надевается бандаж, предварительно заполненный уплотнителем. Затем бандаж стягивается струбцинами и натяжные петли затягиваются болтами. Металлоемкость бандажных соединений сокращается по сравнению с фланцевыми в шесть раз. В настоящее время промышленность выпускает бандажи штампованные для воздуховодов диаметром 100… 180 мм и прокатные для воздуховодов диаметром 200…900 мм. Телескопическое соединение. Телескопическое соединение на самонарезающих шурупах и упрочненное заклепками применяют для круглых воздуховодов Диаметром до 630 мм и прямоугольных со сторонами до 600 мм. Планочное и реечное соединения. С помощью планочных или реечных соединений можно собирать отдельные звенья воздуховодов прямоугольного сечения в участки различной длины. Существует несколько типов планочных соединений. Для воздуховодов с размером большей стороны до 400 мм рекомендуются соединения, показанные на рис. 9, а. Планками типа соединяют короткие стороны воздуховода, а планками типа II—длинные. Рис. 8. Телескопическое соединение воздуховодов: Рис. 9. Планочное соединение стальных воздуховодов: Рис. 10. Звено прямоугольного воздуховода с высечками: Рис. 11. Воздуховод прямоугольного сечения, соединенный на рейках: Рис. 12. Последовательность изготовления планок и реек Для прочности и герметичности шов соединения прокатывают на приводной или ручной зиг-машине косыми гофрированными роликами. Дополнительный отгиб во внутрь на планках типа II удерживает соседнее звено воздуховодов за счет того, что на каждой его стороне делают по две высечки, в которые и упираются отогнутые кромки края планки. При соединении воздуховодов со сторонами более 400 мм используют Т-образные планки, которые обеспечивают не только надежное соединение, но и создают дополнительную жесткость. Т-образные планки типа I применяют для воздуховодов со сторонами размером от 400 до 800 мм, типа II—от 800 до 1000 мм, типа III— при стороне размером более 1000 мм. Как видно из рисунка, планка типа III усилена полосовой сталью размером 35 X 3 мм. Воздуховоды прямоугольного сечения можно соединять с помощью планок и реек. Рейки типа I применяют, если сторона воздуховода не более 500 мм, рейки типа II и III, создающие повышенную жесткость, используют, если сторона более 500 мм. На рис. 12 показана последовательность изготовления планок и реек. Клеевые соединения. В настоящее время находят применение клеевые и клеешурупные соединения воздуховодов. Для клеевых соединений используют эпоксидные составы, к которым добавляют пластификатор, отвердитель и наполнители. При клеешурупных соединениях дополнительно применяют самонарезающие шурупы. Фланцевые соединения. Фланцы для воздуховодов изготовляют из полосовой, угловой и тонколистовой сталей. Фланцы для фальцевых круглых воздуховодов диаметром до 315 мм изготовляют из полосовой стали 25X4 мм, для воздуховодов большего размера — из угловой стали. Рис. 13. Фланцы для воздуховодов: Для соединения звеньев стальных воздуховодов диаметром 100…160 мм выпускают фланцы из тонколистовой стали толщиной 3 мм с бортиками. Для удобства монтажа отверстия под болты делают овальными размерами по осям от 7 X 10 до 12,5 X 18 мм. Фланцы круглого сечения из угловой и полосовой сталей изгибают на приводном фланцегибочном механизме СТД-42 или СТД-747. Фланцы прямоугольного сечения изготовляют на механизме СТД-45 или посредством сварки. Фланцы прямоугольного сечения из угловой стали размером 36X36X4 и 40X40X4 мм изготовляют из четырех частей на сварке. Механизм СТД-42, предназначенный для гибки круглых фланцев из полосовой и угловой стали, состоит из тумбы, к которой крепится корпус с плитой. На плите установлен кронштейн блока роликов, опора шаблона, перемещающегося в направляющих с помощью винта с рукояткой, подвижный гибочный ролик в поворотном рычаге, который регулируется винтом, и неподвижные ролики. Механизм снабжен отжимом, позволяющим гнуть спиральную заготовку для фланцев. Гибочный ролик 8 приводится в действие от электродвигателя мощностью 3 кВт через систему передач. Система управления механизмом кнопочная. Рис. 14. Механизм СТД42 для гибки круглых фланцев: Механизм укомплектован сменными шаблонами, с помощью которых можно гнуть фланцы диаметром от 180 до 1120 мм. На механизме прокатывается полосовая сталь 25X4 мм и угловая размером от 25X25X3 до 36X36X4 мм. Механизм фланцегибочный СТД-747 предназначен для изготовления заготовок фланцев к воздуховодам круглого сечения. Механизм представляет собой роликовую профилегибочную машину, изгибающую заготовки из угловой и полосовой стали на свободно вращающемся шаблоне с горизонтальной осью вращения. На станине 6 закреплена сварная стойка, в направляющих которой вертикально перемещается ползун с опорой шаблонов посредством винта, расположенного позади стойки. На опоре укреплены сменные шаблоны. Ступицы опоры шаблонов выполнены на двух роликовых конических подшипниках. Винт приводится в движение электродвигателем через ременную передачу и червячный редуктор. Кроме того, винт может вращаться вручную с помощью штурвала ручного привода через кулачковую муфту и редуктор. В нижней части стойки установлен блок роликов. Второй опорой оси роликов служит кронштейн 5. Ролики приводятся в движение от электродвигателя через клиноременную передачу, цилиндрический двухступенчатый редуктор, муфту и шестерню промежуточного вала. Принцип работы механизма состоит в том, что изгибаемый материал направляется в паз вращающихся подающих роликов, которые захватывают его и подают в зону гибки, где три гибочных ролика обкатывают по наружному диаметру шаблона материал, формуя его в заготовку фланца. Начинают работу с установки шаблона требуемого размера и, перемещая его приводом ползуна до зажатия заготовки, фиксируют требуемый зазор между шаблоном и нижним формующим роликом. Для обеспечения нормальной работы механизма необходимо: ежедневно производить технический осмотр; ежемесячно проверять натяжение клиновых ремней; перед наладкой смазывать направляющие ползуна и винта солидолом; ролики и опоры шаблонов смазывать один раз в 3 месяца путем набивки солидола. Механизм должен быть заземлен в соответствии с правилами техники безопасности. Работать на механизме разрешается только при наличии ограждений. Различные неисправности устраняют только при отключенном механизме. Рис. 15. Механизм СТД-747: Фланцы, насаженные на готовые звенья воздуховодов, должны плотно прилегать к ним по всему периметру. Концы (стыки) фланцев скрепляют между собой. Угловые фланцы соединяют с воздуховодом заклепками (не менее четырех) диаметром 4…5 мм, которые размещаются на расстоянии 200…250 мм. Иногда вместо заклепок фланцы крепят к воздуховодам электроприхваткой. Фланцы насаживают на звено так, чтобы остался свободный край (обычно шириной 10… 15 мм) воздуховода, который отбортовывают на фланец. Край не должен перекрывать отверстия для болтов на фланце. Надрезы и надрывы при отбортовке допустимы размером не более 5 мм. На воздуховоды, изготовленные из листовой стали толщиной более 1 мм, фланцы можно насаживать без отбортовки. В этом случае приваривают фланец сплошным швом по окружности или периметру воздуховода снаружи. Закрепленные на воздуховодах фланцы должны быть перпендикулярны оси воздуховода, а плоскости двух соединенных фланцев — параллельны. Механизм ВМС-60 применяют для одновременной двусторонней офланцовки цилиндрических прямых участков круглых воздуховодов. Рама механизма, выполненная из стального проката в виде сварной конструкции, служит основанием для всех сборочных единиц механизма. Слева на раме укреплен привод, который состоит из электродвигателя и редуктора, связанных между собой клино-ременной передачей. Выходной вал редуктора через соединительную муфту передает вращательное движение ходовому валу механизма. Рядом с приводом находится неподвижная рабочая головка механизма, а на противоположной стороне рамы — подвижная рабочая головка, которая установлена на ней на роликах и может перемещаться при вращении вручную штурвала. Положение подвижной головки на- раме во время работы станка определяется длиной воздуховода, подлежащего офланцовке. Рис. 16. Механизм ВМС-60 для двусторонней офланцовки воздуховодов: Подвижная и неподвижная рабочие головки состоят из корпусов, в которых находятся блоки шестерен, передающие крутящий момент на верхние и нижние шпиндели головок. На шпинделях подвижной и неподвижной головок крепятся рабочие ролики. Для поддерживания офланцовываемых воздуховодов под рабочими роликами укреплены поддерживающие ролики, которые могут быть установлены при различных углах обхвата в соответствии с диаметром офланцовываемого воздуховода. Подготовленная к офланцовке царга с фланцами, скатываясь с наклонного настила, устанавливается на поддерживающие ролики заранее зафиксированной в определенном положении по длине воздуховода подвижной головки. Поворотом рукоятки пневмокрана выдвигаются и опускаются рабочие ролики, в результате чего воздуховод оказывается зажатым. Нажимая кнопку «Вперед» кнопочной системы, включают электродвигатель, который приводит во вращение все рабочие ролики, в результате чего оба фланца забортовываются одновременно. С внешней стороны воздуховода отгибается бортик на фланец, а изнутри выдавливается выпуклость, которая не дает перемещаться фланцу вдоль по воздуховоду. Сделав несколько больше одного оборота, офланцовка воздуховода заканчивается. После этого нажимают кнопку «Стоп» и поворотом рукоятки поднимают и отводят верхние шпиндели в нерабочее положение. При повороте рукоятки срабатывает механизм сброса готовой офланцованной царги. Забортовку прямоугольных воздуховодов производят в той же последовательности, только в четыре приема, так как каждая сторона воздуховода забортовывается отдельно. Перед забортовкой углы в царгах должны быть рассечены на 15…20 мм. На механизме ВМС-60 можно обрабатывать круглые воздуховоды диаметром от 200 до 1600 мм и прямоугольные воздуховоды диаметром описанной окружности от 200 до 1600 мм, длиной от 300 до 2100 мм. Максимальная толщина металла обрабатываемого воздуховода составляет 2 мм. Скорость забортовки 6,9 м/мин. Механизм СТД-588 предназначен для двусторонней от-бортовки и офланцовки круглых воздуховодов диаметром от 100 мм, длиной от 500 до 2500 мм. Механизм состоит из неподвижной головки У, которая крепится болтами к сварной раме. В корпусе головки смонтирован вал с формующим роликом, который вращается от электродвигателя. На раме крепятся также прямоугольные направляющие для установки подвижной головки. Прижимные валы, установленные в неподвижной и подвижной головках, состоят из двух валов, один из которых закреплен в опорах головки, а другой вал с консольным прижимным роликом крепится на поворотном рычаге. Ползун с роликами служит для перемещения вверх и вниз отбортовочного ролика, закрепленного Рис. 17. Механизм СТД-588 для двусторонней отбортовки круглых воздуховодов: на валу головки. Приводы ползуна подвижной головки б и привод ползуна неподвижной головки 2 состоят из электродвигателя, клино-ременной передачи, редуктора и винтовой пары. Перед началом работы механизм проверяют на холостом режиме. Для этого механизм осматривают и убеждаются в исправности всех его сборочных единиц. Затем механизм очищают от пыли, грязи, затвердевшего смазочного материала. На холостом ходу проверяют работу всех сборочных единиц на каждой головке. При включении кнопок «Вращение», «Вперед» или «Назад» ролики вращаются; кнопкой «Стоп» их отключают. При включении кнопок «Зажим» и «Отжим» опускаются и поднимаются прижимные ролики. Кнопками «Вниз» и «Вверх» управляют движением ползунов. При включении кнопок «Вперед» и «Назад» должна перемещаться подвижная головка. При проверке механизма в рабочем режиме воздуховод устанавливают на поддерживающие ролики и нажимают кнопку «Каретка» вперед. Воздуховод должен упереться торцами в упорные плиты. После нажатия кнопок «Головка 1», «Головка 2» и «Зажим» прижимные ролики поднимаются и зажимают воздуховод. При нажатии кнопки «Вращение» воздуховод начинает вращаться. При отбортовке воздуховодов длиной до 750 мм поддержку, установленную на подвижной головке, следует снять. В процессе эксплуатации периодически проверяют натяжение клиновых ремней, крепление роликов, смазочный материал. При работе на станках и механизмах для изготовления фланцев и офланцовки царг до начала работы проверяют наличие и надежность крепления ограждений подвижных частей, а также исправность заземляющих устройств. Для герметичности соединения между фланцами устанавливают прокладки, которые должны плотно прилегать ко всей плоскости каждого фланца. Толщина прокладок 3…5 мм, а ширина должна быть такой, чтобы она не перекрывала даже части отверстия для болтов и не выступала внутрь воздуховода. Для прокладок можно применять профилированную резину, которую ставят на прокол болтом во фланцах. В зависимости от назначения воздуховодов прокладки изготовляются из следующих материалов: В последнее время в качестве прокладок используют жгуты ПМЖ-2, ЕРЖ-2 и некоторые мастики. Похожие статьи: Навигация:
Главная → Справочник → Статьи → Блог → Форум |

 Применение электроинструмента, работающего под напряжением 220 В, разрешается при наличии устройства защитного отключения или надежного заземления корпуса электроинструмента с обязательным использованием защитных средств (диэлектрических перчаток, галош, ковриков).
Применение электроинструмента, работающего под напряжением 220 В, разрешается при наличии устройства защитного отключения или надежного заземления корпуса электроинструмента с обязательным использованием защитных средств (диэлектрических перчаток, галош, ковриков).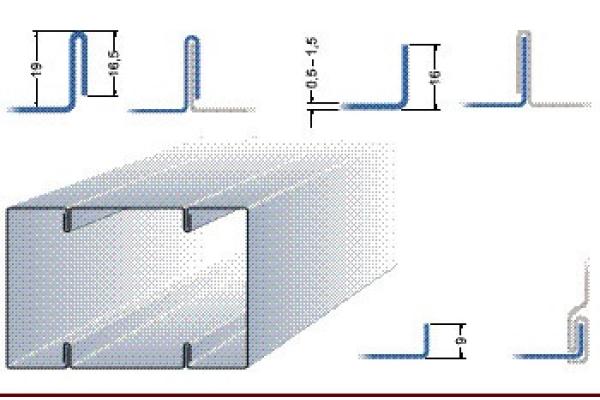

 В диске рулонницы имеются четыре прорези, в которых перемещают четыре прижима, центрирующих рулон и фиксирующих его.
В диске рулонницы имеются четыре прорези, в которых перемещают четыре прижима, центрирующих рулон и фиксирующих его.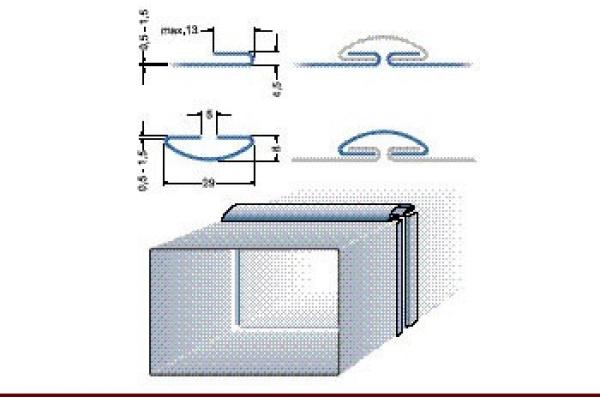 Управляют автоматом с панели управления.
Управляют автоматом с панели управления.
 Для одного соединения требуется всего лишь два болта. Место стыковки и затяжки бандажа может находиться в любом месте, что дает возможность соединить воздуховоды, проложенные в непосредственной близости у стены или оборудования. Трудозатраты при производстве бандажных соединений резко сокращаются.
Для одного соединения требуется всего лишь два болта. Место стыковки и затяжки бандажа может находиться в любом месте, что дает возможность соединить воздуховоды, проложенные в непосредственной близости у стены или оборудования. Трудозатраты при производстве бандажных соединений резко сокращаются. Планки изготовляют из той же листовой стали, что и воздуховоды.
Планки изготовляют из той же листовой стали, что и воздуховоды.
 Чтобы обеспечить жесткость, прочность и плотность стыка, воздуховоды должны иметь телескопическое соединение.
Чтобы обеспечить жесткость, прочность и плотность стыка, воздуховоды должны иметь телескопическое соединение.
 Габаритные размеры, мм: длина 1520, ширина 630, высота 1130.
Габаритные размеры, мм: длина 1520, ширина 630, высота 1130.
 3 — съемник, 4 — шаблон, 5 — кронштейн, 6 — станина, 7 — ручной привод
3 — съемник, 4 — шаблон, 5 — кронштейн, 6 — станина, 7 — ручной привод
 Верхние шпиндели могут подниматься вверх и сближаться с нижними и одновременно совершать возвратно-поступательное движение, что позволяет быстро устанавливать и снимать воздуховоды со станка.
Верхние шпиндели могут подниматься вверх и сближаться с нижними и одновременно совершать возвратно-поступательное движение, что позволяет быстро устанавливать и снимать воздуховоды со станка.
 Максимальная толщина обрабатываемого стального листа 1,5 мм.
Максимальная толщина обрабатываемого стального листа 1,5 мм. Ролики 4, установленные на головках, поддерживают воздуховод в начале и в конце цикла.
Ролики 4, установленные на головках, поддерживают воздуховод в начале и в конце цикла. После нажатия кнопок «Ползун» и «Вниз» ползуны опускаются и начинается отбортовка воздуховода. Нажатием кнопки «Стоп» прекращают вращение воздуховода. Нажатием кнопок «Ползун» и «Вверх» ползуны поднимаются. Для того чтобы на головке прижимный ролик опустился, нажимают кнопку «Отжим», освобождая тем самым сторону воздуховода у головки 1. Чтобы переместить подвижную головку в среднее положение, нажимают кнопки «Каретка» и «Назад». При нажатии на кнопку «Отжим» подвижной головки подвижный ролик опустится и другой конец воздуховода освобождается. После этого нажимают на кнопку «Назад» подвижной головки, которая перемещается в исходное положение.
После нажатия кнопок «Ползун» и «Вниз» ползуны опускаются и начинается отбортовка воздуховода. Нажатием кнопки «Стоп» прекращают вращение воздуховода. Нажатием кнопок «Ползун» и «Вверх» ползуны поднимаются. Для того чтобы на головке прижимный ролик опустился, нажимают кнопку «Отжим», освобождая тем самым сторону воздуховода у головки 1. Чтобы переместить подвижную головку в среднее положение, нажимают кнопки «Каретка» и «Назад». При нажатии на кнопку «Отжим» подвижной головки подвижный ролик опустится и другой конец воздуховода освобождается. После этого нажимают на кнопку «Назад» подвижной головки, которая перемещается в исходное положение. Прокатываемый металл закладывают двумя руками, защищенными рукавицами, и внимательно следят за правильным положением офланцовываемого воздуховода. Работать возле ведущих роликов можно только на безопасном расстоянии. Во время работы станка нельзя вставлять и вынимать обрабатываемую царгу.
Прокатываемый металл закладывают двумя руками, защищенными рукавицами, и внимательно следят за правильным положением офланцовываемого воздуховода. Работать возле ведущих роликов можно только на безопасном расстоянии. Во время работы станка нельзя вставлять и вынимать обрабатываемую царгу.
Реечное соединение воздуховодов
Главная — Воздуховоды прямоугольного сечения — Реечное соединение воздуховодов
Реечный способ соединения воздуховодов является разновидностью безфланцевого соединения, только применяется он для прямоугольных воздуховодов.
Этот способ является достаточно востребованным, например, в помещениях с ограничениями по высоте подвесного потолка. Опять же для повышения герметичности соединений можно использовать уплотняющие материалы типа мягкой резины или пластика из поливинилхлорида.
При использовании реечного соединения, полученный воздуховод может иметь низкую герметичность. В этом случае 30% пропускаемого воздуха уходит через соединения, таким образом, и мощность вентилятора должна быть в 1,5 раза больше расчетной. Кроме того, с учетом наших непостоянных климатических условиях в местах утечек может образовываться конденсат.
Редко применяемое реечное соединение выполняется в виде зубчатых реек, присоединенных к створкам и сцепленным с шестерней. Недостатком реечного соединения является значительный шум, создаваемый рейками при движении.
Для воздуховодов с длиной сторон до 400 мм применяют реечное соединение. Соединив прилегающие торцы воздуховодов, в пазы вставляют рейку и с помощью молотка ее надвигают на весь торец воздуховода, вначале сверху, потом внизу, а затем по бокам.
Потребителям на заметку
Репутация, основанная на качестве!
Поставленные нашими специалистами воздухоотводы будут держаться веками и при правильном использовании сохранят свой первоначальный вид на протяжении многих лет.
Подробнее
Объекты
Идет загрузка…
facebook.com/pages/Eurovent/1582037205395883″>Eurovent
№ арт. 7400980Технические данные
|
Все продукты — Ferguson
правда
ложь
Чтобы увидеть местную доступность и точные местные цены, сначала нужно выбрать ближайший к вам магазин.
категория
Нет подходящих результатов поиска
Отопление и охлаждение
(33639)
Ванная сантехника
(33056)
Трубная арматура
(27121)
Сантехнические детали и расходные материалы
(23072)
Освещение и вентиляторы
(18329)
Инструменты
(16113)
Клапаны
(12324)
Охрана и безопасность
(10184)
Дворник
(9378)
Насосы
(8867)
- Показать больше
марка
Нет подходящих результатов поиска
 jsp?/category/signature-hardware/_/N-zc3lcg&n=zbq3pn&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/signature-hardware/_/N-zc3lcg&n=zbq3pn&sr=everywhere» data-category-url=»/category/signature-hardware/_/N-zc3lcg&n=zbq3pn&sr=everywhere»>
jsp?/category/signature-hardware/_/N-zc3lcg&n=zbq3pn&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/signature-hardware/_/N-zc3lcg&n=zbq3pn&sr=everywhere» data-category-url=»/category/signature-hardware/_/N-zc3lcg&n=zbq3pn&sr=everywhere»>Оборудование для подписи
(10964)
КОЛЕР
(5334)
 jsp?/category/ford-meter-box/_/N-zbqrn6&n=zbq3pn&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/ford-meter-box/_/N-zbqrn6&n=zbq3pn&sr=everywhere» data-category-url=»/category/ford-meter-box/_/N-zbqrn6&n=zbq3pn&sr=everywhere»>
jsp?/category/ford-meter-box/_/N-zbqrn6&n=zbq3pn&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/ford-meter-box/_/N-zbqrn6&n=zbq3pn&sr=everywhere» data-category-url=»/category/ford-meter-box/_/N-zbqrn6&n=zbq3pn&sr=everywhere»>Блок счетчиков Ford
(3377)
Моен
(2832)
 jsp?/category/jones-stephens/_/N-zbqrof&n=zbq3pn&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/jones-stephens/_/N-zbqrof&n=zbq3pn&sr=everywhere» data-category-url=»/category/jones-stephens/_/N-zbqrof&n=zbq3pn&sr=everywhere»>
jsp?/category/jones-stephens/_/N-zbqrof&n=zbq3pn&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/jones-stephens/_/N-zbqrof&n=zbq3pn&sr=everywhere» data-category-url=»/category/jones-stephens/_/N-zbqrof&n=zbq3pn&sr=everywhere»>Джонс Стивенс
(2791)
Компания Мюллер
(2700)
 jsp?/category/rheem/_/N-zbrmod&n=zbq3pn&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/rheem/_/N-zbrmod&n=zbq3pn&sr=everywhere» data-category-url=»/category/rheem/_/N-zbrmod&n=zbq3pn&sr=everywhere»>
jsp?/category/rheem/_/N-zbrmod&n=zbq3pn&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/rheem/_/N-zbrmod&n=zbq3pn&sr=everywhere» data-category-url=»/category/rheem/_/N-zbrmod&n=zbq3pn&sr=everywhere»>Рим
(2667)
ПРОФЛО®
(2647)
