
современные станки и машины для обработки полосы, листа, арматуры и прочих типов заготовок различной толщины, вальцы и пресса
Правка листового металла на специальном механическом оборудовании. Фото Подольский завод оборудованияВ технологическом процессе изготовления некоторых изделий правка является обязательной операцией с целью их качественного изготовления. Если таких изделий требуется целая серия, то необходимо обеспечить производительность правильной операции. Здесь на помощь приходит специальное оборудование, конструкция которого преобразовывает механическую энергию в действия направленные на исправление дефектных заготовок. На этой странице идет речь о механическом оборудовании, о ручном инструменте для правки смотрите отдельную статью.
Содержание
Виды
Оборудование, используемое в промышленных условиях, разделяется на виды в зависимости от формы и размеров заготовок. Такой способ правки, как машинная, применяется в основном для исправления крупного проката, к которому предъявляются жесткие требования к отклонениям формы и поверхностным дефектам.
Типы заготовок
Для любого из производимых промышленностью профилей: лист, полоса, круглая или профильная труба, уголок, швеллер и другие, можно подобрать для правки приемлемый вариант оборудования.
Современные станки, машины для правки холодным и горячим методом
Правка листового металла на механическом оборудовании. Фото Подольский завод оборудованияСовременные виды правильного оборудования значительно увеличивают производительность проведения технологической операции правка. Заготовки могут иметь несколько типов отклонений от нормативных показателей в разных плоскостях. Новейшие модели правильного оборудования исправляют дефекты одновременно, за одно действие.
Многие виды станков дополнительно производят резку и гибку заготовок. Так, например, станок для правки арматуры, широко применяемый в строительстве, выполняет резку ее на мерные прутки, что обеспечивает производительность последующих работ.
Универсализм современного оборудования повышается возможностью обработки заготовок, как в холодном, так и в горячем состоянии. Тем самым гарантируется качество производства работ в плане отсутствия остаточных напряжений в заготовках.
Наиболее распространена на прессах правка листовых и полосовых заготовок, пруткового и трубного проката.
Листоправильные вальцы
Большая кривизна листа не позволяет выполнить условия для качественной его обработки на последующих технологических операциях. Убрать этот дефект позволяет обработка на листоправильных вальцах.
Деформированный лист пропускается между верхним и нижним рядами валков, которые установлены в шахматном порядке. Зазор подбирается немного меньшим, чем толщина листа. В зависимости от количества пар валков в машине, лист столько раз подвергается упруго-пластическому изгибу. В конечном итоге напряжения равномерно распределяются по всему телу листа и он выпрямляется.
Зазор подбирается немного меньшим, чем толщина листа. В зависимости от количества пар валков в машине, лист столько раз подвергается упруго-пластическому изгибу. В конечном итоге напряжения равномерно распределяются по всему телу листа и он выпрямляется.
Подача листа в рабочую зону осуществляется за счет принудительного вращения нижнего ряда роликов. Верхние ролики имеют привод к перемещению в вертикальной плоскости, тем самым создают нужные усилия при изгибе.
Правка полосового металла на листоправильных вальцах. Фото Подольский завод оборудованияПодача и выгрузка листов выполняется с помощью рольгангов, что позволяет упростить работу с такими габаритными заготовками, как листы. Если валки сделать с определенным профилем, то править можно профильный металл.
Существует много различных моделей листоправильных вальцов. Они отличаются по габаритам, характеристикам, обеспечивающим производительность, количеству дополнительного оборудования, способами регулировки зазора и другим показателям. На отечественном рынке представлены как отечественное оборудование (станки моделей ЛП 12.20; ЛП 16.30 Славгородского завода кузнечно-прессового оборудования), так и листоправильные станки зарубежных фирм ARKU (Германия), Roundo (Швеция), MG SP (Италия), Kohler (Германия) и других.
На отечественном рынке представлены как отечественное оборудование (станки моделей ЛП 12.20; ЛП 16.30 Славгородского завода кузнечно-прессового оборудования), так и листоправильные станки зарубежных фирм ARKU (Германия), Roundo (Швеция), MG SP (Италия), Kohler (Германия) и других.
Популярные модели
ARKU Flat Master
Модель «ARKU Flat Master». Станки этой модели правят листы толщиной от 0,5 мм до 50 мм. Толстостенные заготовки из листов сложной формы после газовой резки обрабатываются буквально за несколько минут. При этом достигаются высокие показатели плоскостности и практически полное отсутствие остаточных напряжений.
Станки имеют удобное управление и функцию запоминания технологических параметров. Узел правки оснащен гидравлическим приводом, который надежно защищает станок от перегрузки. При достижении максимально возможного усилия оборудование отключается подниманием верхнего блока.
Конструкция станка позволяет оперативно заменить грязные, с остатками материала, правильные вальцы. Здесь применяется специально разработанная вспомогательная оснастка. Это повышает ресурсные показатели оборудования.
Вальцы гидравлические STALEXHER-2070×4.5. Фото Сталекс
Серво-гидравлический принцип регулировки зазора позволяет эффективно править заготовки с различными поперечными сечениями, технологическими отверстиями, сложной геометрической формой.
Kohler Peak Performer GC
Модель «Kohler Peak Performer GC». Обладает такими же преимуществами, что и вышеперечисленная модель, разница в методе регулирования рабочего зазора. В данной модели он контролируется электромеханическим способом.
Во время обработки заготовок со сложной формой на блок правки действуют различные усилия. Эти усилия влияют на величину первоначально выбранного рабочего зазора для правки. Электромеханический контроль реагирует на изменения усилия и поддерживает зазор в необходимой величине, чем обеспечивает качество правки. Регулирование зазора происходит за счет клиновидного привода, разработанного фирмой Kohler. Замена сложной гидравлической системы — основное достоинство электромеханического контроля.
Эти усилия влияют на величину первоначально выбранного рабочего зазора для правки. Электромеханический контроль реагирует на изменения усилия и поддерживает зазор в необходимой величине, чем обеспечивает качество правки. Регулирование зазора происходит за счет клиновидного привода, разработанного фирмой Kohler. Замена сложной гидравлической системы — основное достоинство электромеханического контроля.
ЛП 12.20 и 16.30
Модели ЛП 12.20; ЛП 16.30. Отечественные модели не обладают большим набором опций, как зарубежные. Однако цена и достаточная степень надежности в работе остаются их преимуществом.
Прессы
Пресс гидравлический одностоечный с приводом усилием 25тс (250кН) модели П6324Б (пресс П6324). Фото Кувандыкский завод кузнечно-прессового оборудования «Долина»Правка относительно крупных заготовок типа валов выполняется на прессах. Они могут иметь механический привод, а для применения больших усилий для правки используют гидравлические пресса, которые дополнены специальной оснасткой, правят дефекты на толстостенных листах.
Классическая схема для правки валов состоит из трех опор. Две из которых представляют регулируемые по высоте призмы. Они устанавливаются на удлиненной станине пресса и являются опорами для заготовки. Третья опора выполняется заодно с пуансоном и передает усилие на дефектную часть вала. Обладает самоустанавливающимися свойствами в зависимости от геометрии поверхности исправляемой заготовки. Биение вала после правки проверяется индикаторным прибором.
Валы правятся как в холодном, так и в горячем состоянии. В последнем случае пресс и нагревательное устройство (печь, установка ТВЧ) должны находится рядом друг с другом.
Наиболее технологичными, при выполнении правки заготовок, являются гидравлические пресса. Малая скорость прессования и большое время выдержки создают условия для качественного выполнения операции. Практически все модели гидравлических прессов по требованию заказчиков могут оснащаться правильным столом и механизмом точной правки.
Моделей гидравлических прессов, способных участвовать в технологии правки, огромное множество как отечественных (ПБ6330-02, ПБ6334-02, П6324, ДЕ2428 и другие), так и зарубежных фирм.
Популярные модели
Гидравлический пресс PHCcR100. Предназначен для правки (рихтовки) длинномерных заготовок типа «вал». Станина выполнена в виде сварной стальной рамы, которая позволяет устанавливать длинные заготовки. На столе устанавливаются две призмы, которые могут менять свое положение и крепиться ручным зажимом. Нижняя часть штока гидравлического поршня имеет фасонную поверхность, которой выполняется давление на рихтуемую поверхность. Гарантированно защищена от проворачивания. Для определения отклонения пресс оснащен механическим микрометром, опционально лазерным.
Гидравлический пресс фирмы Schuler производства Германия усилием 400 т. Предназначен для правки заготовок типа круга или труб длиной до 6 метров. Стол оснащен подвижными тележками для изменения места гиба. Увеличение длины стола производится за счет установки дополнительных базирующих элементов.
Увеличение длины стола производится за счет установки дополнительных базирующих элементов.
На тележках установлены подпружиненные призмы, на которых заготовка может вращаться в свободном состоянии на подшипниках. Правка металла производится в трех призмах, третья закрепляется на гидроцилиндре с помощью шарнирной опоры.
Оперативное измерение производится лазерной линейкой и отображается на дисплее с помощью контроллера Siemens. Диаметр обрабатываемых деталей до 400 мм.
Помимо механического управления перемещениями тележек и вращением заготовок, существует автоматизированная система управления прессом. Установленные датчики позволяют определять место максимального прогиба и перемещать его к правильной призме.
Где купить
Высокопроизводительное оборудование для правки металла пользуется достаточно высоким спросом, что обеспечивает широкий выбор оснащения, предлагаемого изготовителями и поставщиками. Предприятия, предлагающие станки для правки металлических заготовок разного типа, представлены в отдельном разделе нашего сайта.
Предприятия, предлагающие станки для правки металлических заготовок разного типа, представлены в отдельном разделе нашего сайта.
Кроме этого, в соответствующем разделе сайта собраны компании, сотрудники которых оказывают услугу правки металла.
Роликовые станки для листового металла: типы и область применения
Роликовый станок – важнейшее технологическое оборудование, используемое для производства бытовых электроприборов, сосудов высокого давления, ветроэнергетических установок, в судостроении, в аэрокосмической и военной промышленности, в сфере автосервисного обслуживания и т.д.
Листогибочный роликовый станок предназначен для сгиба металлических листов в форме большой дуги, цилиндра или даже эллипса, квадрата и многосекционной дуги.
Ниже приведен краткий анализ типов и областей применения листогибочных станков.
- Двухвалковый листогибочный станок
- 3-валковый листогибочный станок
- 1 Асимметричный 3-валковый листогибочный станок
- 2 Станок с нижними роликами, перемещающимися в горизонтальном направлении
- 3 Листопрокатный станок переменной геометрии
Двухвалковый листогибочный станок
Верхний ролик двухвалкового листогибочного станка изготовлен из твердого металла, а нижний – из эластичного материала, покрытого высокопрочным полиуретаном. Положение нижнего ролика в вертикальном направлении можно регулировать.
Положение нижнего ролика в вертикальном направлении можно регулировать.
При вращении подаваемая заготовка под давлением прижимается к верхнему ролику, а эластичный слой нижнего ролика вдавливается в нижний ролик, что приводит к упругой деформации.
Поскольку объем эластомера остается неизменным, усилие сжатия распространяется по его периметру, создавая сильное, равномерно распределенное, постоянное обратное давление на заготовку и твердый ролик и сжимая их между собой. Задача – согнуть лист при вращении, придав ему форму цилиндра.
Диаметр верхнего ролика, который деформирует эластичный слой, является основным технологическим параметром, определяющим радиус изгиба.
Согласно экспериментальным исследованиям, чем больше коэффициент вытяжки, тем меньше радиус изгиба металлического листа. Однако когда вдавливание достигает определенной величины, радиус изгиба, как правило, остается постоянным, почти не зависящим от вытяжки. Это важная особенность технологии двухвалковой гибки листового проката.
Это важная особенность технологии двухвалковой гибки листового проката.
Двухвалковый листогибочный станок предназначен, в основном, для изгиба металлических листов шириной 2000 мм и толщиной менее 2 мм. Станок применяется главным образом для серийного производства тонкостенных контейнеров бытовых электроприборов. Он может быть оборудован системой автоматической подачи и выгрузки заготовок, имеет высокую степень автоматизации и высокую производительность.
Преимущества:
- Отсутствие прямых концевых участков при высокой скорости работы;
- Обеспечение высокой точности изгиба за один проход;
- Даже при наличии штамповки, гравировки или перфорации на поверхности металлического листа после изгиба отсутствуют царапины и коробление.
- Отсутствие морщин, царапин на поверхности изделий;
- При увеличении коэффициента вытяжки, даже при смене расстояния между двумя роликами, диаметр деталей остается неизменным, поэтому требования к точности станка невысоки, а эксплуатация проста.

Недостатки:
- Чтобы изменить диаметр выпускаемых изделий, необходимо изготовить накидную оправку; это не подходит для многовариантного и мелкосерийного производства.
- Невозможность изгиба толстых листов; максимальная толщина листа 6-9 мм.
3-валковый листогибочный станок
Существует множество видов 3-валковых листогибочных станков; их можно разделить на два типа: электромеханические и гидравлические.С конструктивной точки зрения существуют 3-валковые листогибочные станки с наклонными роликами, станки с нижними роликами, перемещаемыми в горизонтальном направлении, и станки переменной геометрии.
Асимметричный 3-валковый листогибочный станок
Обычно асимметричные 3-валковые станки работают от электромеханического двигателя.
И верхний, и нижний ролики являются ведущими и неподвижны в горизонтальном направлении. При этом нижний ролик может подниматься и вращаться, вместе с верхним роликом сжимая передний конец металлического листа. Боковой вспомогательный ролик поднимается, изгибая заготовку. При прокатке через верхний и нижний ролики металлический лист принимает форму цилиндра и дуги.
Боковой вспомогательный ролик поднимается, изгибая заготовку. При прокатке через верхний и нижний ролики металлический лист принимает форму цилиндра и дуги.
Асимметричный 3-валковый листогибочный станок используется для изготовления цилиндров или дуг из малоуглеродистой стали длиной менее 2500 мм и толщиной менее 4 мм.
Станок обладает высокой скоростью, что позволяет сэкономить электроэнергию и сократить производственные затраты.
Однако начальный прямой участок вдвое больше толщины листа. Для работы на станке требуются квалифицированные рабочие, и к техническим навыкам персонала предъявляются высокие требования.
Станок с нижними роликами, перемещающимися в горизонтальном направлении
3-валковый станок с нижними роликами, перемещающимися в горизонтальном направлении, является самым распространенным как внутри страны, так и за рубежом. Обычно он работает от гидравлического привода. Принципы действия такого станка описаны ниже.
Принципы действия такого станка описаны ниже.
Верхний ролик – фиксированный, ведущий и вращающийся. Согласно различным технологическим требованиям, два боковых ролика во время работы движутся по дуге, прижимая металлический лист к верхнему ролику. При вращении верхнего ролика получается цилиндр или конус.
Обычно ширина листа достигает 4000 мм, толщина 6-40 мм. Самым большим преимуществом станка является его низкая цена. Однако от оператора требуется высокое мастерство, поскольку процесс не ограничивается одним проходом. Прямой участок заготовки более чем в 2 раза превышает толщину листа.
Листогибочный станок переменной геометрии
Листогибочный станок переменной геометрии – современная машина, используемая внутри страны и за рубежом. Толщина заготовок 20-250 мм.
Принцип работы такого станка показан на рисунке ниже.
Верхний ролик – ведущий, может перемещаться вперед и назад.
Перемещение каждого ролика может образовывать геометрическую форму. Поэтому станок и называется машиной переменной геометрии.
В процессе производства происходит горизонтальная подача заготовки и предварительный изгиб, при этом не требуется боковой толкатель и перемещение бокового ролика наружу. Кроме того, резко возрастает производительность гибки листового металла. Длина прямого участка не превышает толщины листа.
Преимущества:
На станок можно устанавливать верхний ролик другого диаметра. Станок можно оборудовать системой ЧПУ с ПЛК. От оператора не требуется высокое мастерство. Прямой участок практически отсутствует. Подача осуществляется в горизонтальном направлении. Не требуется дорогостоящий боковой толкатель. Станок может обрабатывать конические заготовки большой конусности. Стоимость станка ниже, чем 4-валковой гибочной машины, при одинаковых возможностях изгиба.
Недостатки:
Скорость прокатки немного ниже, чем у 4–валкового станка; невозможно получить многосекционные дуги.
4-валковый листогибочный станок
4-валковый листогибочный станок является одной из самых надежных промышленных машин. Станок универсален, на нем можно изготавливать многосекционные дуги, изделия овальной формы, квадраты, круги, дуги и т.д. Станок оборудован диалоговой системой «оператор – машина» с ЧПУ и обладает высокой степенью автоматизации.
4-валковые станки бывают механическими и гидравлическими. Механические станки используют для гибки металлических листов толщиной менее 6 мм, гидравлические – для гибки листов толщиной 6-200 мм.
На рисунке ниже показан принцип работы 4-валкового листогибочного станка.
Верхний ролик – ведущий, вращающийся, фиксированный. Нижний ролик может перемещаться вперед и назад, вместе с верхним роликом зажимая металлический лист. Два боковых ролика перемещаются вверх и вниз под углом. Их задача – позиционирование и гибка листа.
Два боковых ролика перемещаются вверх и вниз под углом. Их задача – позиционирование и гибка листа.
Принцип работы 4-валковых листогибочных станков, представленных на рынке, одинаков. Они отличаются только своей конструкцией. Некоторые станки имеют планетарную дуговую направляющую боковых роликов, а другие – линейную.
До 2003 года для 4-валковых листогибочных станков использовали в основном линейные направляющие. Затем рынок заняли станки с планетарной дуговой направляющей.
Некоторые производители продолжают использовать линейные направляющие, несмотря на их высокую стоимость, из-за удобства технического обслуживания. Также этот тип направляющих предпочтителен для гибки высоколегированных сталей или титановых сплавов.
Однако я считаю, что для металлических листов с пределом текучести менее 500 мПа нет большой разницы между направляющими. И стоимость производства с использованием планетарных дуговых направляющих будет намного ниже.
Преимущества:
Станок может осуществлять гибку любых металлических листов. Он имеет высокую степень автоматизации и может быть оснащен автоматическими устройствами подачи в верхнем и нижнем направлении.
Недостатки:
Начальный прямой участок более чем в 1,5 раза больше толщины листа.
Помимо вышеперечисленных обычных листогибочных станков, существуют специальные машины, например, вертикальные, с жесткими роликами, для ведения судостроительных работ и т.д.
Ролики для листового металла — станки Bud
Моторизованные ролики для листового металла Наконец, кто-то подумал о небольших производителях и ремонтных мастерских и отдал гибку листового металла в руки масс. Такая формулировка может показаться несколько жесткой, но нельзя преуменьшать важность создания валков из листового металла меньшего размера и меньшей толщины. Теперь начинающие компании, производители, которые выполняют гибку лишь небольшого количества листового металла, и небольшие мастерские могут позволить себе использовать эти повышающие производительность станки.
Всем известно, что отправка вашей работы вне зависимости от причины — бич компаний, пытающихся получить хорошую прибыль. Помимо того, что это убийца прибыли, отправка работы означает, что вы также теряете контроль над запланированной доставкой, поскольку теперь вы находитесь во власти своего партнера по аутсорсингу. Эти детали могут быть для одного из ваших лучших клиентов, о котором вы всегда хотите заботиться, поэтому, если бы у вас была собственная моторизованная машина для прокатки листового металла, все эти проблемы исчезли бы.
Для компаний, которые делают больше с меньшими затратами, обратите внимание на первоначальные прижимные ролики В компании Bud’s Machine Tools мы стараемся предлагать оборудование, которое, по нашему мнению, будет иметь наилучшее признание на рынке. В соответствии с этой философией мы предлагаем в основном три уровня производственных мощностей в машинах для прокатки листового металла с более легкими калибрами. Эти моторизованные вальцегибочные станки Durma, описываемые как «начальные прижимно-скользящие вальцы», в отличие от пирамидальных вальцов, выпускаются в различных стилях и мощностях, чтобы удовлетворить любые потребности.
Валкогиб MRB-e (экономичный) | Мы предлагаем семь различных моделей этих легких скользящих валков, охватывающих материал шириной от 3 футов 4 дюймов до 6 футов 7 дюймов, с производительностью от 18 калибра до 1/8 дюйма. Эти моторизованные машины для листового металла могут выполнять коническую гибку и имеют обе и приводные нижние вальцы. Буква «Е» в номере модели этих гибочных станков означает «экономичный», и они в основном относятся к моторизованным листогибочным станкам начального уровня и имеют очень разумную цену.0007
Вальцегибочные станки MRB (чугунная рама) | Следующим в пищевой цепочке является оригинальная линия MRB с начальными прижимными пластинами, которые представляют собой настоящий скачок в росте машины и внутренних компонентах. Эти моторизованные валки для листового металла являются значительно более тяжелыми машинами, чем упомянутые выше валки для листового металла с прочной чугунной рамой. Теперь первоначальные прижимные валки полностью закрыты, имеют моторизованную регулировку заднего валка, привод верхних и нижних валков с помощью отдельных мотор-редукторов и передвижную станцию управления операторами. Эти машины также выполняют коническую гибку в стандартной комплектации. На этом уровне мы предлагаем пять моделей с длиной гибки от 3 футов 4 дюйма до 6 футов 7 дюймов. Минимальная толщина в этих рулонах составляет 12 калибров, а также охватывает материал 10 калибра.
Эти машины также выполняют коническую гибку в стандартной комплектации. На этом уровне мы предлагаем пять моделей с длиной гибки от 3 футов 4 дюйма до 6 футов 7 дюймов. Минимальная толщина в этих рулонах составляет 12 калибров, а также охватывает материал 10 калибра.
Вальцегибочные станки MRB-S (Стальная рама) | Царь горы — наша самая мощная линейка гидравлических моторизованных катков из листового металла, изготовленных из прочной стальной рамы (буква «S» в номере модели означает сталь). Эта группа характеризуется большей длиной гибки и более тяжелыми калибрами способности материала к изгибу. Начиная с длины изгиба 5 футов, эти машины увеличивают длину изгиба длинного конца до 10 футов. Толщина материала, которую могут использовать эти валки, больше, чем у двух других типов валков, упомянутых выше. Начиная с материала 10-го калибра (или толщиной 135 дюймов), эти гидравлические моторизованные вальцы могут обрабатывать весь лист толщиной до 5/16 дюйма (или 0,312 дюйма).
Для производственных цехов, которым необходимо выполнить большое количество гибки листового металла, эти валки как раз то, что нужно. Эти устройства H.D. легко справляются с ежедневным полным производством без особых усилий. Моторизованные вальцы из листового металла рассчитаны на длительную работу. Они оснащены такими функциями, как коническая гибка, моторизованный задний валок, верхние и нижние валки, приводимые в действие от электродвигателя к редуктору, а также очень прочный моторный тормоз для точной гибки.
Где можно получить дополнительную информацию об этих великолепных роликах для листового металла?Местонахождение: Станкостроительный завод Бада, Солт-Лейк-Сити, Юта. Брайан «Бад» Йоргенсон уже некоторое время занимается продажей и обслуживанием производственных машин, продолжая многолетнюю традицию, начатую его отцом, Роджером Йоргенсоном.
Какой во всем этом смысл? В Bud’s мы знаем листопрокатные и листопрокатные станки как свои пять пальцев.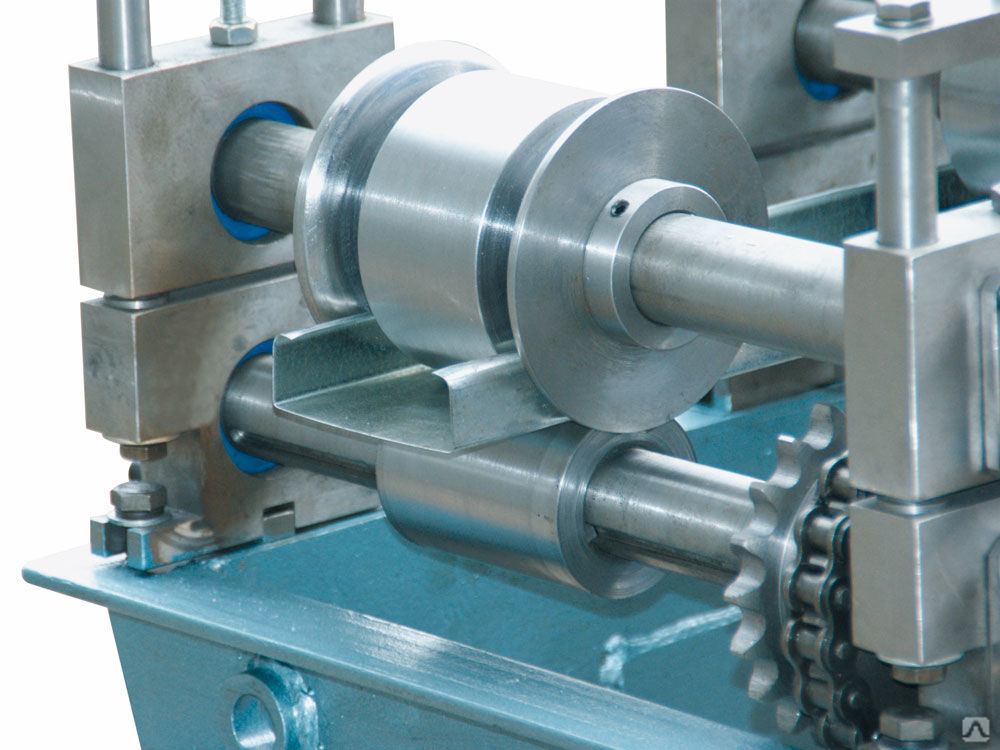 Дайте Bud’s Machine Tools шанс на покупку следующего производственного станка — мы знаем, что вы будете рады, что сделали это.
Дайте Bud’s Machine Tools шанс на покупку следующего производственного станка — мы знаем, что вы будете рады, что сделали это.
Листопрокатные машины, Мемфис, Теннесси
Перейти к содержимому ценниккредитная картачасыконвертыfacebookinstagramtwitteryoutubepinterestyelpgoogleredditlinkedinenvelopebbbpinteresthomeadvisorangiesКогда речь идет о высококачественных листопрокатных машинах, никто так не сочетает производительность с доступностью, как компания U.S. Industrial Machinery в Мемфисе, штат Теннесси. Наши машины проходят тщательное тестирование и проверку качества, чтобы гарантировать, что наши клиенты получат только самое лучшее. На каждую единицу оборудования распространяется годовая гарантия, и наша команда предлагает клиентам постоянную поддержку по устранению неполадок и вопросам спецификации в течение всего срока службы вашей машины для первоначального покупателя. У вас всегда будет специалист по промышленному оборудованию США, когда мы вам понадобимся.
Свяжитесь с нами
Стандартная модель толстолистового проката Особенности
Наши стандартные модели листопрокатных машин доступны в четырех размерах; 5 футов x 3/8 дюйма, 6 футов x 5/16 дюйма, 8 футов x ¼ дюйма и 10 футов x ¼ дюйма. Машины, изготовленные по индивидуальному заказу, также доступны для нужд, выходящих за рамки этих размеров. Свяжитесь с нами, чтобы узнать больше об особых запросах. Все стандартные модели оснащены следующими функциями:
Машины, изготовленные по индивидуальному заказу, также доступны для нужд, выходящих за рамки этих размеров. Свяжитесь с нами, чтобы узнать больше об особых запросах. Все стандартные модели оснащены следующими функциями:
- Механическая регулировка крена
- Точная регулировка прижимного ролика
- Откидной верхний ролик
- Линия аварийного отключения
- Управление пьедесталом
- Быстрая регулировка ролика
- Индикаторы положения рулона
- Рулетики с короной
- Редуктор с высоким крутящим моментом
- Низковольтные кнопочные элементы управления
Листопрокатные станки для любой работы
Наши листопрокатные станки имеют зубчатую передачу и могут быть отрегулированы для защемления металла различной толщины в соответствии с производительностью станка. Светодиодный дисплей на контроллере показывает положение гибочного ролика с памятью, поэтому операторы могут точно повторять гибки.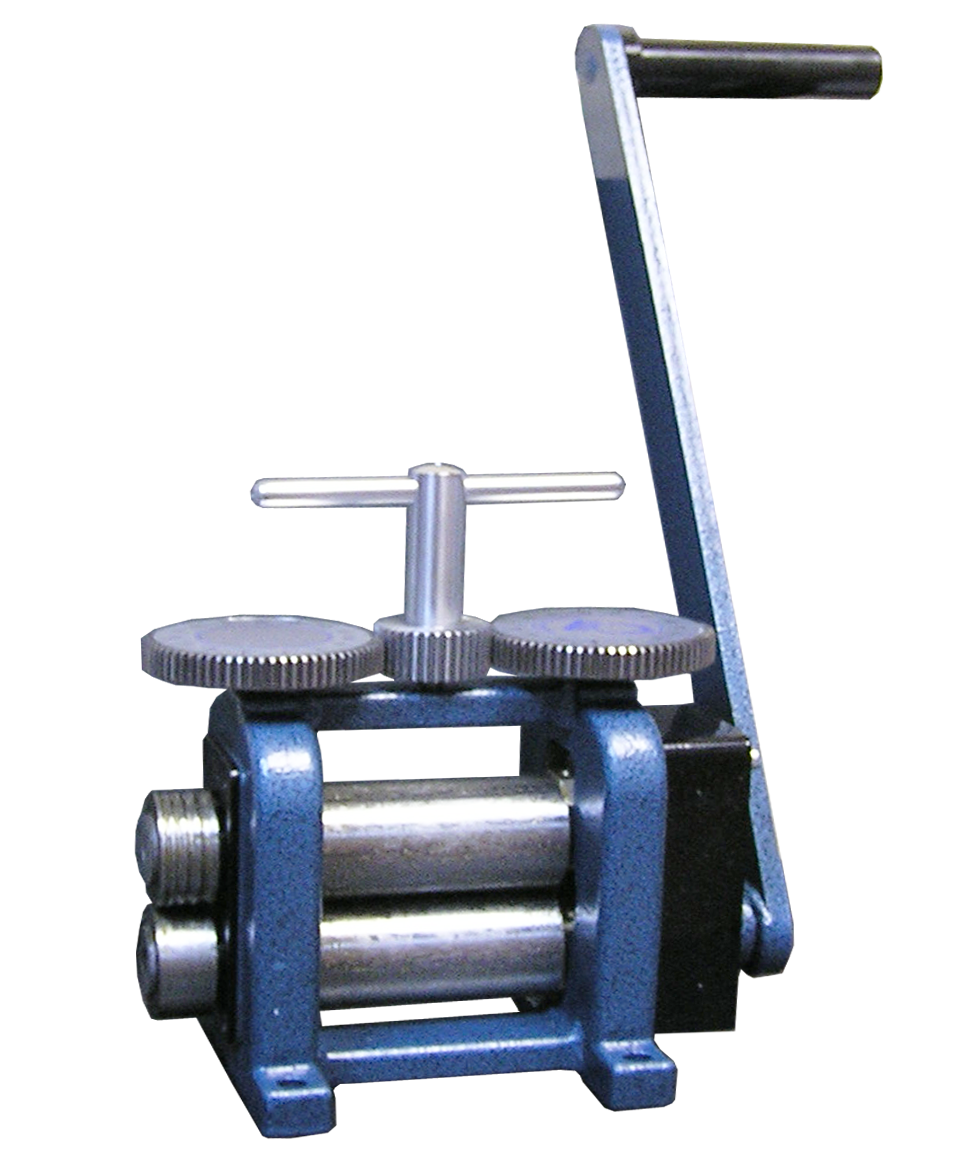 Благодаря длинному удлинительному кабелю панели управления оператора легко перемещать элементы управления для работы с любой стороны машины. В электрическом шкафу используются стандартные электрические компоненты, которые всегда есть в наличии на нашем складе для быстрой замены в случае необходимости.
Благодаря длинному удлинительному кабелю панели управления оператора легко перемещать элементы управления для работы с любой стороны машины. В электрическом шкафу используются стандартные электрические компоненты, которые всегда есть в наличии на нашем складе для быстрой замены в случае необходимости.
ЦЕНЫ В PDF ДЛЯ ЗАГРУЗКИ ПО МОДЕЛИ РОЛЛА
В приведенном ниже видеоролике представлен подробный обзор наших промышленных листопрокатных валков для США
Свяжитесь с нами, чтобы получить предложение по листопрокатным машинам
Свяжитесь с командой U.S. Industrial Machinery, чтобы получить предложение по нашим запасам или изготовленным на заказ листопрокатным машинам. У нас есть более чем 30-летний опыт снабжения предприятий по всей стране высокопроизводительными станками, которые отвечают высоким требованиям их работы. Мы всегда доступны для технической поддержки и имеем выездных технических специалистов для обслуживания нашей продукции. Позвоните нам, чтобы получить цитату сегодня.
Мы всегда доступны для технической поддержки и имеем выездных технических специалистов для обслуживания нашей продукции. Позвоните нам, чтобы получить цитату сегодня.
Промышленные рулонные модели для США
Более крупные модели могут быть предоставлены по запросу.
| 5 футов x 3/8 дюйма | 6 футов x 5/16 дюйма | 8 футов x 1/4 дюйма | 10 футов x 1/4 дюйма | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Емкость | 5 ‘ x 3/8″ 5’ x 3/8 Мягкая сталь @ 65000 PSI | 6′ x 5/16″ 6′ x 5/16 Мягкая сталь @ 65000 PSI | 8′ x 1/4″ 8′ x 1 /4 Мягкая сталь @ 65000 фунтов на кв. дюйм | 10 футов x 1/4 дюйма 10 футов x 1/4 дюйма Мягкая сталь @ 65000 фунтов на кв.0096 | Предварительная гибка | 5 футов x 3/8 дюйма 3/8 дюйма из малоуглеродистой стали @ 65000 фунтов на квадратный дюйм | 6 футов x 5/16 дюйма 5/16 дюйма из малоуглеродистой стали @ 65000 фунтов на квадратный дюйм | 8 футов x 1/4 дюйма 1/4″ из малоуглеродистой стали при 65000 фунтов/кв. /средний) /средний) | 6′ x 5/16″ 6,57″ / 6,7″ (концы/средний) | 8′ x 1/4″ 7,4″ / 7,5″ (концы/средний) | 10′ x 1/4″ 7,4 дюйма / 7,5 дюйма (концы/средняя часть) |
| Диаметр нижнего ролика | 5 футов x 3/8 дюйма 6,57 дюйма / 6,7 дюйма (концы/средняя часть) | 6 футов x 5/16 дюйма 6,57 дюйма / 6,7 дюйма (концы/средняя часть) | 8 футов x 1/4 дюйма 7,4 дюйма / 7,5 дюйма (концы/средняя часть) | 10 футов x 1/4 дюйма 7,4 дюйма / 7,5 дюйма (концы/средняя часть) | |||||||
| Диаметр гибочного ролика | 5 футов x 3/8 дюйма 6,22 дюйма / 6,34 дюйма (концы/ середина) | 6 футов x 5/16″ 6,22″ / 6,34″ (концы/середина) | 8 футов x 1/4″ 6,67″ / 7,1″ (концы/середина) | 10 футов x 1/4″ 6,67 «/ 7,1» (концы/середина) | |||||||
| Скорость | 5 футов x 3/8 дюйма 12,5 футов в минуту | 6 футов x 5/16 дюйма 12,5 футов в минуту | 8 футов x 1/4 дюйма 12,5 футов в минуту | 10 футов x 1/4 дюйма 12,5 футов в минуту | |||||||
| Двигатель главного привода | 5 футов x 3/8 дюйма 5,5 л.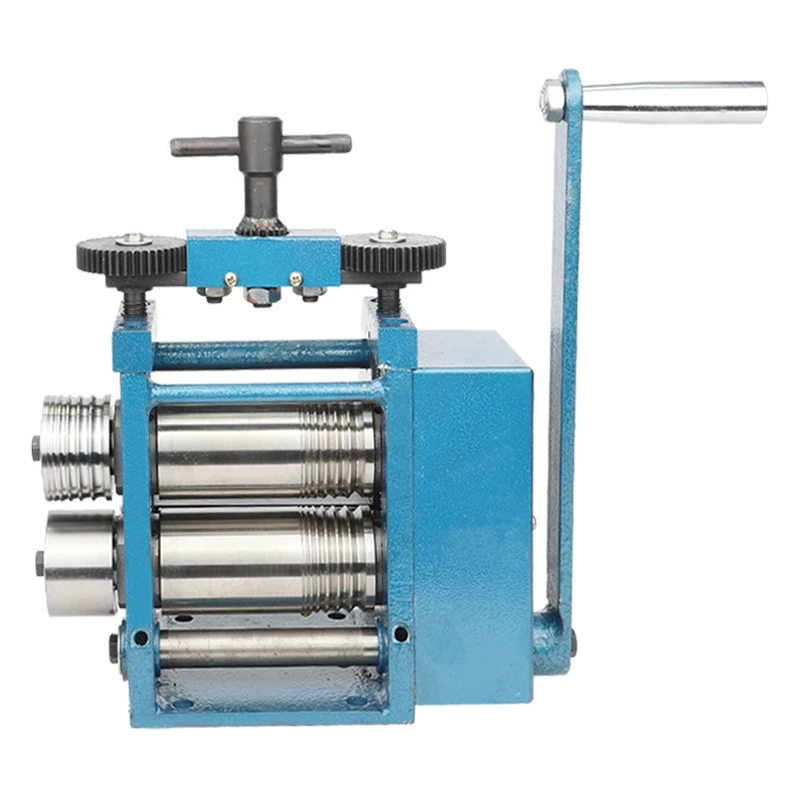 с. Редуктор с. Редуктор | 6 футов x 5/16 дюйма 5,5 л.с. 11 | 8′ x 1/4 дюйма, 5,5 л.с., редуктор | 10 футов x 1/4 дюйма, 5,5 л.с., шестеренчатый редуктор | |||||||
| Двигатель регулировки | 5 футов x 3/8 дюйма, 3 л.с. | 6 футов x 5/16 дюйма 3 HP | 8 футов x 1/4 дюйма 3 HP | 10 футов x 1/4 дюйма 3 HP | |||||||
| Длина машины | 5 футов x 3/8 дюйма 127 дюймов | 6 футов x 5/16 дюйма 144 дюйма | 8 футов x 1/4 дюйма 160 дюймов | 10 футов x 1/4 дюйма «177» | |||||||
| Ширина машины | 5 футов x 3/8 дюйма 54 дюйма | 6 футов x 5/16 дюйма 54 дюйма | 8 футов x 1/4 дюйма 54 дюйма | 10 футов x 1/4 дюйма «54» | |||||||
| Высота машины | 5 футов x 3/8 дюйма 44 дюйма | 6 футов x 5/16 дюйма 44 дюйма | 8 футов x 1/4 дюйма 44 дюйма | 10 футов x 1/4 дюйма 4 4″ | |||||||
| Вес нетто | 5 футов x 3/8 дюйма 4150 фунтов | 6 футов x 5/16 дюйма 6800 фунтов | 8 футов x 1/4 дюйма 8025 фунтов | 10 футов x 1/4 дюйма 9250 фунтов | |||||||
| Напряжение | 5 футов x 3/8 дюйма 220/440 3 фазы | 6 футов x 5/16 дюйма 220/440 3 фазы | 8 футов x 1/4 дюйма 220/440 3 фазы | 10 ‘ x 1/4″ 220/440 3 PH | |||||||
| 5′ x 3/8″ | 6′ x 5/16″ | 8′ x 1/4″ | 10′ x 1/4 » | ||||||||
| Цена: | 5′ x 3/8″ 19 990,00 $ | 6′ x 5/16″ 26 990,00 $ | 8′ x 1/4″ 36,9 $90,00 | 10 футов x 1/4 дюйма | |||||||
| Опции: | 5 футов x 3/8 дюйма | 6 футов x 5/16 дюйма | 8 футов х 1/4 дюйма | 10 футов х 1 /4 дюйма | |||||||
| Закаленные валки | 5 футов x 3/8 дюйма 1 295,00 долларов США | 6 футов x 5/16 дюймов 1 295,00 долларов США | 8 футов x 1/4 дюйма 1 495,00 долларов США | 10 футов x 1/4 дюйма 1495,00 $ | |||||||
| Приспособление для раскатки конуса | 5 футов x 3/8 дюйма 995,00 долл. |