
Скрутка, пайка, сварка или клеммы — что выбрать? Распространённые способы соединения проводников | Публикации
Как соединить две или несколько токопроводящие жилы между собой, каждый выбирает сам. Но не стоит забывать, что правильное соединение и надёжный контакт между соприкасающимися поверхностями — залог безопасной работы электросети и практически полное отсутствие рисков короткого замыкания, влекущего за собой нагрев проводника или возгорание изоляции.
Для того чтобы грамотно соединить провода, нужно помнить о нескольких важных пунктах:
- сечение,
- материал исполнения (медь, алюминий и т. д.),
- рабочая среда (улица, помещение, производство и др.),
- набор инструментов,
- и главное — «Правила устройства электроустановок» — нормативный документ, включающий общие требования к проводникам и их соединениям. Необходим для работы электрикам и электромонтажникам.
Клеммные колодки
Один из видов электроустановочных изделий для быстрого и относительно простого соединения проводов. Представлены в виде корпуса из диэлектрических материалов (либо безкорпусные) с несколькими металлическими контактами, к которым крепится провод. Могут оснащаться механическими, пружинными или болтовыми фиксаторами. Максимально допустимый температурный режим работы — до +300 °С и только для керамических клеммных колодок.
Представлены в виде корпуса из диэлектрических материалов (либо безкорпусные) с несколькими металлическими контактами, к которым крепится провод. Могут оснащаться механическими, пружинными или болтовыми фиксаторами. Максимально допустимый температурный режим работы — до +300 °С и только для керамических клеммных колодок.
Подходят для использования в распределительных коробках, модулях, различных приборах освещения и блоках электропитания.
Преимуществом клеммных колодок является их простота использования. Недостаток — отсутствие возможности совмещать проводники из разных металлов.
Клеммные зажимы Wago
Подходят для экспресс-фиксации токопроводящей жилы. В основе изделия — рычажный зажимной механизм с предохранением фиксируемого кабеля от повреждения. Доступны в двух вариантах исполнения: разъёмные или многоразовые и неразъёмные.
Область применения: электророзетки общего и бытового назначения, а также системы освещения. В других областях применение не рекомендовано ввиду возможного оплавления клеммника и нарушения контакта между соединёнными проводами.
В других областях применение не рекомендовано ввиду возможного оплавления клеммника и нарушения контакта между соединёнными проводами.
Одно из преимуществ соединения — простота. Способ не требует наличия специальных инструментов или аксессуаров, а также специфических знаний и навыков. Отличается большой площадью контакта и высокой силой зажима. Недостаток — плавятся при чрезмерном нагреве.
Соединительные изолирующие зажимы или СИЗ
Изделия представляют собой пластиковый колпачок с фиксирующей пружиной. Выполняются из негорючих материалов и отличаются низкой себестоимостью. Удобны для маркировки, так как поставляются в разном цветовом исполнении.
Область применения: монтажные коробки, осветительные приборы и оборудование.
Преимущества: низкая стоимость, простота применения, цветовое разнообразие, многократное использование. Недостатки метода: нельзя соединять между собой медь и алюминий, относительно слабая фиксация контактирующих поверхностей.
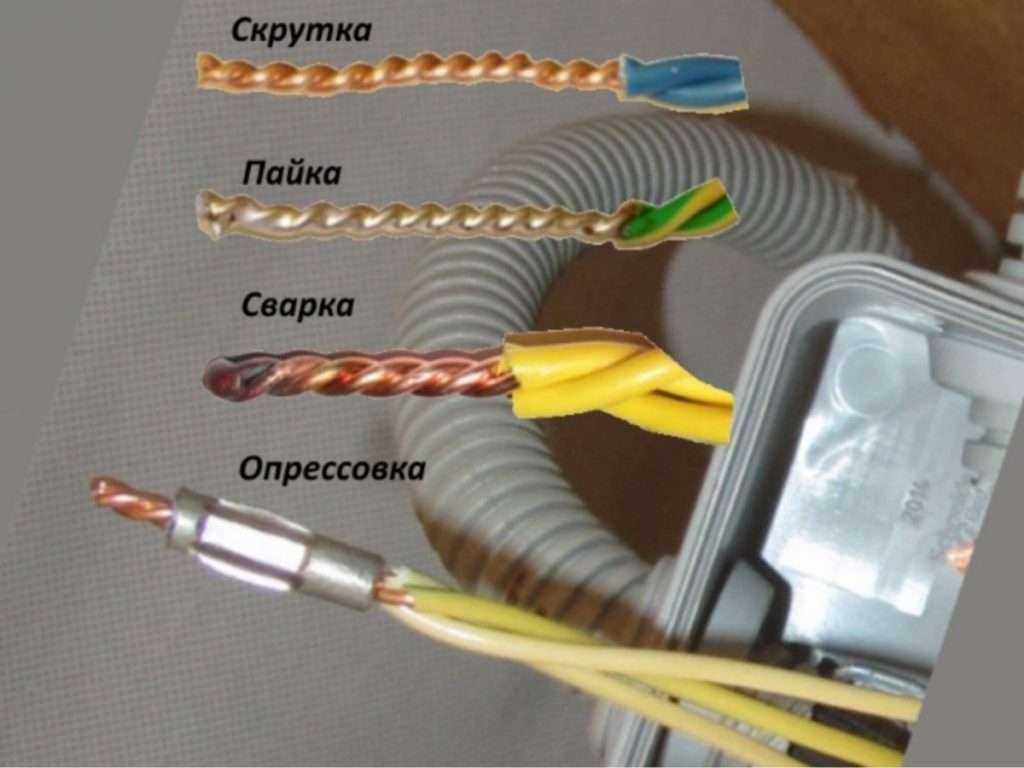
Гильзы для опрессовки
Соединительные обжимные гильзы — это полые алюминиевые либо медные трубки, в которые помещаются соединяемые провода. В отдельных случаях применяется как альтернатива сварке или пайке. Благодаря комбинированному варианту исполнения алюмомедные гильзы подходят для соединения разных типов кабеля (медного и алюминиевого).
Для создания надёжного контакта метод требует наличия специализированного инструмента — обжимных клещей. Обычные плоскогубцы для этой цели не подойдут, так как не имеют необходимых диаметров для опрессовки. Рекомендовано использование термоусадочных трубок для защиты гильзы от внешних воздействий.
Сфера применения: обжимные гильзы идеально подходят для организации безопасных контактов в розетках.
Преимущества: опрессовка — долговечный способ соединения, возможность коммутации медных и алюминиевых проводов между собой. Недостатки: относится к одноразовым/неразъёмным, требуют наличие специального инструмента.
Зажим «орех»
Удобный тип соединения проводников. Отличается простотой конструкции — 2 металлических пластины с местом под соединение и 4 зажимных винта по углам. Соединительные пластины защищаются карболитовой оболочкой, благодаря которой способ и получил своё название.
Область применения: в основном в распределительных щитах многоквартирных домов.
Преимущества: высокая степень надёжности, не требует разрыва проводника, к которому необходимо присоединить дополнительный провод, допустимо соединять между собой медь и алюминий. Недостатки: из-за размеров не подходит для использования в распределительных коробках, где требуется разместить много контактов, низкая степень пыле- и влагозащиты.
Болтовое соединение
Способ прост и не отличается эстетическими изысками. Однако надёжен и долговечен. Используется болт, 3 шайбы и гайка. Для создания контактной поверхности необходимо надеть первую шайбу на резьбу болта, прикрутить одну из токопроводящих жил, затем надеть вторую шайбу, прикрутить второй проводник, после чего надеть 3 шайбу и прочно зафиксировать гайкой.
Область применения: хорошо подходит в качестве временного соединения «на скорую руку». Не рекомендован к длительной эксплуатации, особенно в местах, где отсутствует возможность постоянного контроля.
Преимущества: допустимо соединение проводов из разных материалов, быстрота. Недостатки: металлические шайбы могут сильно нагреваться, что создаёт риск возникновения пожара, полное отсутствие пыле- и влагозащиты.
Сварка
Метод требует наличия профессиональных навыков работы со сварочными аппаратами и ряд специализированных инструментов: пассатижи, бокорезы, флюс (для сварки алюминия) и защитные средства для глаз.
Область применения: чаще всего используется на производстве.
Преимущества: крайне высокая степень надёжности ввиду сплавления контактирующих поверхностей. Недостатки: не подходит для сварки между собой меди и алюминия.
Пайка
Область применения: радио- и микроэлектроника (для присоединения проводов на плату). Пайка также применяется для скрепления между собой различных проводников.
Преимущества: допустимо соединение между собой меди и алюминия. Существенный недостаток — слабое место коммутации. Разрыв в месте пайки может произойти даже при слабом воздействии. Также необходим набор обязательных аксессуаров: паяльник либо паяльная станция и припой.
Скрутка
Один из самых популярных и примитивных способов соединения. Используется повсеместно и с любыми видами кабельно-проводниковой продукции. Относительно недавно включен в разряд запрещённых (прямого запрета в ПУЭ на это нет, но и в список разрешённых соединений скрутка не входит). Изолирование контактирующих поверхностей при скрутке осуществляется с помощью изоленты или с применением термоусадочных трубок.
В зависимости от многих факторов, таких как профессиональный навык, усилие при скручивании, применение зажимного инструмента, а также видов проводников может быть как надёжным, так и нет. Подобное соединение связано с определённым риском, так как со временем скрутка теряет свои прижимные свойства, вследствие чего ослабляется контакт между проводниками, что приводит к повышению температуры в месте соединения и возгоранию.
Подобное соединение связано с определённым риском, так как со временем скрутка теряет свои прижимные свойства, вследствие чего ослабляется контакт между проводниками, что приводит к повышению температуры в месте соединения и возгоранию.
Применение: скрутка больше подходит для организации временного соединения. Для исключения возможных рисков рекомендовано воспользоваться одним из выше представленных способов.
Преимущества: быстрота и простота применения, возможность соединения меди и алюминия. Недостатки: высокий риск возникновения пожара, быстрое окисление места соединения и, как следствие, ухудшение контакта.
Пайка или сварка медных проводов что лучше?
Что лучше сварка или пайка медных проводов?
Самой главной задачей при соединении любых электрических контактов является обеспечение их минимального сопротивления. При плохом контакте сопротивление между медными проводами значительно повышается, в результате чего происходит нагрев кабеля. Существует множество способов соединений контактов, но самым надежным и эффективным по праву считается сварка медного провода. Данная технология позволяет монолитно соединить все жилы провода, добившись тем самым максимально низкого электрического сопротивления. В результате нагревание проводов исключается, следовательно, уровень пожаробезопасности значительно повышается.
Существует множество способов соединений контактов, но самым надежным и эффективным по праву считается сварка медного провода. Данная технология позволяет монолитно соединить все жилы провода, добившись тем самым максимально низкого электрического сопротивления. В результате нагревание проводов исключается, следовательно, уровень пожаробезопасности значительно повышается.
Различные варианты скруток
Непрофессиональное соединение. Это скрутка многожильного провода с одножильным. Такой вид соединений правилами не предусмотрен, и если такое соединение проводов будет обнаружено приемной комиссией, то объект просто не будет принят в эксплуатацию.
Скрутка многожильного медного провода в распаренной коробке применяют, как промежуточную операцию перед пайкой или сваркой места соединения и обязательно требуется паять или произвести обжимные соединения.
Однако скрутку все же применяют и тут нужно знать как выполняется правильная скрутка многожильных проводов. Она часто используется в экстренных случаях, когда нет возможности профессионально выполнить соединение, и срок эксплуатации такого соединения будет небольшим. И еще, скрутку временно можно применять только для открытых проводок, чтобы можно было всегда осмотреть место соединения.
Она часто используется в экстренных случаях, когда нет возможности профессионально выполнить соединение, и срок эксплуатации такого соединения будет небольшим. И еще, скрутку временно можно применять только для открытых проводок, чтобы можно было всегда осмотреть место соединения.
Плохое соединение проводов
Почему же нельзя соединять провода скруткой? Дело в том, что при скрутке создается ненадежный контакт. При прохождении через скрутку токов нагрузки, место скрутки нагревается, а от этого увеличивается переходное сопротивление в месте соединения. Это в свою очередь способствует еще большему нагреванию. Таким образом, в месте соединения повышается температура до опасных значений, которая может вызвать пожар. Кроме того, нарушение контакта приводит к появлению искры в месте скрутки, что тоже может вызвать пожар. Следовательно, чтобы достичь хорошего контакта рекомендуется скруткой соединять провода сечением до 4 мм 2 . Подробно про о цветовой маркировке проводов.
Существуют несколько типов скруток. При скрутке необходимо добиваться хорошего электрического контакта, а также создания механической прочности на разрыв. Прежде чем приступать к соединению проводов их следует подготовить. Подготовка проводов осуществляется в следующей последовательности:
- с провода, в месте соединения снимается изоляция. Изоляция снимается таким образом, чтобы не повредить жилу провода. Если на жиле провода появится надрез, то в этом месте он может сломаться;
- оголенное место провода обезжиривается. Для этого оно протирается тряпкой, смоченной в ацетоне;
- для создания хорошего контакта, обезжиренный участок провода зачищается наждачной бумагой до металлического блеска;
- после соединения должна быть восстановлена изоляция провода. Для этого может применяться изоляционная лента или термоусаживающаяся трубка.
На практике применяются несколько видов скруток:
- простая параллельная скрутка. Это самый простой и распространенный вид соединения.
 При хорошей параллельной скрутке в месте соединения можно добиться неплохое качество контакта, но механические усилия на разрыв будут минимальными. Такая скрутка может ослабевать в случае возникновения вибрации. Чтобы правильно выполнить такую скрутку необходимо, чтобы каждый провод обвил друг друга. При этом должно быть не менее трех витков; Скрутка обычная двух проводов
При хорошей параллельной скрутке в месте соединения можно добиться неплохое качество контакта, но механические усилия на разрыв будут минимальными. Такая скрутка может ослабевать в случае возникновения вибрации. Чтобы правильно выполнить такую скрутку необходимо, чтобы каждый провод обвил друг друга. При этом должно быть не менее трех витков; Скрутка обычная двух проводовМногожильная скрутка трех проводов
- метод «навивки». Этот метод применяется, если необходимо выполнить ответвление провода от основной магистрали. Для этого на участке ответвления снимается изоляция провода, и на оголенное место путем навивки подключается провод ответвления;
- бандажная скрутка. Этот вид скрутки часто применяется при соединении двух и больше одножильных проводов. При бандажной скрутке применяется дополнительный проводник из такого же материала, как и жилы провода. Сначала выполняется простая параллельная скрутка, а затем на это место накладывается бандаж из дополнительного проводника.
 Бандаж увеличивает механическую прочность на разрыв в месте соединения;
Бандаж увеличивает механическую прочность на разрыв в месте соединения; - соединение многожильного и одножильного провода. Этот вид самый распространенный и простой сначала выполняется простая накрутка, а затем зажимается ;
Присоединение провода к основному
Соединение многожильного и одножильного медного провода
- другие различные варианты соединения.
Как самому сделать аппарата для сварки проводов?
Если предстоит разовая, но объемная работа с проводами, то покупать магазинное устройство может быть невыгодно. Как сделать сварочный агрегат для этих целей своими руками? Для основы потребуется понижающий трансформатор, который можно намотать самостоятельно, или извлечь из старой техники. Главный критерий — это способность понижать входящее напряжение до 12-48 V, выдавая при этом силу тока от 40 до 150 А. Рассчитать число витков и требуемое сечение провода можно по соответствующим таблицам.
Хотя сварку проводки можно выполнять и на переменном токе, но лучше установить в свой самодельный аппарат диодный мост, для выпрямления напряжения. Это придаст электрической дуге характерный шелест, и она будет более стабильной. Сделанный агрегат требуется снабдить защитным корпусом для исключения поражения током.
Это придаст электрической дуге характерный шелест, и она будет более стабильной. Сделанный агрегат требуется снабдить защитным корпусом для исключения поражения током.
Держатель под угольный электрод можно купить в магазине, а можно соорудить из зажима под контактор троллейбуса или иного прижимного устройства. Второй зажим для фиксации провода и подключения массы изготавливается из пассатижей. В одной из ручек необходимо просверлить отверстие под болт и клемму для контакта.
Разрешенные способы соединения проводов
Но существует богатое разнообразие соединений, которые не только обеспечивают должную надежность, но и гарантируют свое качество в процессе эксплуатации. Согласно п.2.1.21 ПУЭ допускаются следующие виды соединения проводников — сваривание, опрессовка, пайка или сжимы. Сжимы могут быть винтовыми или болтовыми. Давайте рассмотрим каждый из этих видов соединений отдельно.
Из этого видео Вы узнаете о способах соединения проводов.
Сварка проводов
Одним из лучших вариантов в плане надежности контактного соединения является сварка проводов. С ее помощью допускается выполнять соединения не только проводов небольшого сечения, но и высоковольтных линий, термических установок и практически любого оборудования.
С ее помощью допускается выполнять соединения не только проводов небольшого сечения, но и высоковольтных линий, термических установок и практически любого оборудования.
- Для сварки проводов применяют специальные сварочные трансформаторы с напряжением вторичной обмотки от 9 до 36В. Заводские изделия данного типа обычно представлены сварочниками инвентарного типа, которые достаточно легки и просты в обращении. Мощность таких изделий обычно не превышает 800Вт.
- Но учитывая, что цена таких заводских изделий достаточно высока, можно использовать и самодельный аппарат. Для его создания потребуется лишь трансформатор с соответствующими параметрами.
- Главной особенностью сварочника для проводов является электрод. Он должен быть выполнен из графита. И если в заводских изделиях представлен угольный электрод специальной формы с углублением, то в самодельных изделиях часто используют графитовый стержень от обычной батарейки.
Сварка медных жил проводов графитовым электродом
В современном соединении проводов все больше находит применение угольный электрод для сварки концов медных проводов. Этот способ заменяет устаревший метод спаивания медных жильных скруток. При этом не требуется применение припоя и флюса.
Этот способ заменяет устаревший метод спаивания медных жильных скруток. При этом не требуется применение припоя и флюса.
Задача сварки такая же, как и при пайке – это обеспечение надежного и долговечного контакта между двумя, а то и несколькими проводами, так как обычным соединением добиться этого невозможно. На поверхности меди со временем непременно появляется пленка из-за окисления. После процесса сваривания место соединения жил сваривается отличительно, чем при спаивании, спайка происходит лишь на кончике. Однако и такой образованный контакт при завышенной нагрузке предотвращает перегрев сваренных жил кабелей.
Графитовый электрод для сварки
Из-за своих технических характеристик графитовый электрод легко режется, медленнее расходуется, не растрескивается при сварке.
Как показывает практика, сварка жил проводов производится в распределительных коробах. Расположение коробок довольно высоко, поэтому вам для сварки необходимо будет использовать сварочное переносное оборудование.
Применяют для этих целей промышленные аппараты, применение которых целесообразно в профессиональном плане. Если есть возможность, то можно собрать сварочный аппарат самому. Однако, для большинства отлично подойдут аппараты инверторного типа, которые в большом ассортименте представлены в магазинах. Они компактны, мобильны, легки и к тому же есть регулировка нужного вам тока сварки.
Типы электродов для сварки медных жил проводов
При сварке медных жил должны применяться соответствующие электроды. Об угольных электродах мы уже упоминали. Существует также графитовый тип электродов. В качестве электрода в домашнем обиходе могут быть применены стержни батареек, щетки коллекторных двигателей и подобные изделия, которые выполнены из графита.
Стержни из графита хорошо заменяют покупные электроды, за исключением лишь одного, что на них отсутствует омеднение, но это решаемо путем усовершенствования держателя. Для этого необходимо будет применить зажим типа «крокодил», как для электрода, так и для соединения массы. Они не будут такими громоздкими, как штатные, поэтому вам будет удобней работать в распределительных щитках. Конечно же, вам необходимо будет позаботиться и о дополнительной изоляции ручек.
Они не будут такими громоздкими, как штатные, поэтому вам будет удобней работать в распределительных щитках. Конечно же, вам необходимо будет позаботиться и о дополнительной изоляции ручек.
Графитовые и угольные электроды обладают общим сходством: и у тех, и у других температура плавления в 4 раза превышает порог плавления самой меди. Из-за этого свойства расход электродов при соединении электропроводки очень низок.
Обратите ваше внимание на тот факт, что электрод нагревается до высокой температуры мгновенно, поэтому есть риск перегрева свариваемого вами материала, что, в свою очередь, может нарушить изоляцию в кабеле. Эти факторы необходимо знать сварщику, чтобы быть достаточно аккуратным при монтаже электропроводки.
Различия графитовых и угольных электродов
Несмотря на схожесть графитовых и угольных стержней при монтаже проводки, характеристики их различаются:
- первое различие – это цена. Изделия графитовые более доступны;
- если стержень из угля абсолютно черный, то электрод из графита обладает серо-темным цветом с металлическим оттенком;
- сварка с применением угольного электрода требует от сварщика определенного навыка, так как угольный стержень создает дугу огромной температуры, которая может привести к разрушению свариваемой скрутки.
 В то же время огромные температурные показатели происходят при заниженном токе. Исходя из этого, угольные электроды пригодятся сварщику со слабым сварочным аппаратом;
В то же время огромные температурные показатели происходят при заниженном токе. Исходя из этого, угольные электроды пригодятся сварщику со слабым сварочным аппаратом; - тем, кто владеет инверторным аппаратом, который оснащен регулятором силы тока, лучше применять графитовые стержни. При работе с ними требуется меньшая квалификация мастера. Кроме этого, соединение жил проводов после их применения отличается большей прочностью, лучшим качеством, повышенной сопротивляемостью к окислению, нежели после процесса сварки углем.
Регулирование силы тока во время сварки
Регулировка тока вовремя сварки проводов происходит в приделе от 30 до 120 ампер (в этом диапазоне работает большинство инверторных сварочных аппаратов). В любом случае вам придется подбирать опытным путем точный ток сварки, так как:
- Каждый инвертор имеет свои особенности.
- Напряжение вашей сети может не соответствовать 220 Вольтам.
- Химический состав медных жил проводов может отличаться из-за разных производителей.

- К тому же вам не помешает потренироваться, чтобы работа прошла как можно качественнее и быстрее.
Тестируем сопротивление соединений
Тест проводился с помощью прибора Микромиллиомметр ИКС-1А. Он предназначен для определения сопротивления электрическому току болтовых и клеммных соединителей.
Для каждого соединителя были взяты кусочки провода сечением 2.5 мм 2 длиной по 3.5 см каждый. После этого прибор подключили к двум концам проводника и пропустили через него ток 1.2 А. Вот какие показания получились:
- Винтовой клеммник — 40 мкОм.
- СИЗ — 68 мкОМ.
- Скрутка — 302 мкОм.
- Плоскопружинный зажим Wago — 458 мкОм.
- Строительно-монтажная клемма КБМ — 654 мкОм.
В испытаниях лучше всего показал себя винтовой клеммник. Скрутка же, как ни странно, превзошла Wago и КБМ. Однако одного лишь показателя сопротивления недостаточно для того, чтобы решить, какой тип соединения лучше для проводки. Ведь многое зависит именно от площади контакта, а с течением времени место соединения может засориться пылью и грязью, что ухудшит контакт. Рассмотрим подробнее каждый тип в отдельности.
Рассмотрим подробнее каждый тип в отдельности.
Пружинные и винтовые зажимы
Описанное выше достаточно легко практиковать и в повседневной работе с бытовыми сетями. Поскольку отказ от многопроволочных проводников стал почти общепринятым, соединять можно либо монолитные жилы, либо пряди, обработанные пайкой или гильзовыми наконечниками. Один из старейших и надёжных способов — винтовые колодки, которые глубоко врезаются в жилу и обеспечивают хороший контакт в ущерб динамической прочности жилы. Для постоянных соединений также рекомендуется заполнять термоклеем открытые части колодок и «шейки» винтов.
Альтернативой таким соединениям служат пружинные зажимы WAGO и подобные им. Жилу в таком зажиме можно согнуть несколько десятков раз, и она не обломается в слабом месте. Для использования во влажной среде рекомендуется приобретать пружинные колодки, заполненные техническим вазелином. Такие приспособления, не смотря на незначительное увеличение общей стоимости проекта, остаются разъёмными для быстрого изменения конфигурации сети при обнаружении ошибки, в то же время срок их эксплуатации сопоставим с кабелем — от 50 лет.
Быстроразъёмное соедиенние Wago
Соединение проводов винтовыми клеммниками
Соединение проводов винтовыми клеммниками, также как и болтовое, можно использовать для соединения проводов из разных металлов. Данное соединение проводов удовлетворяет требованиям ПУЭ, но требует периодической протяжки винтов в клеммах, которые со временем ослабевают, а значит слабеет и сам контакт, который со временем может замкнуть.
Периодическая протяжка винтового соединения проводов предполагает, что доступ к соединению в коробке всегда должен быть открытым, что не очень красиво будет смотреться в квартире или частном доме. Также при закручивании винта, можно повредить сам провод, особенно более мягкий алюминиевый. А если необходимо соединить многопроволочный провод, то нужно либо пропаять зачищенные концы провода, либо обжать трубчатыми наконечниками.
Пайка
Сразу следует отметить, что данная операция требует определенных знаний и опыта. Как ни парадоксально звучит, но качественная скрутка лучше плохой пайки, помните об этом.
Как ни парадоксально звучит, но качественная скрутка лучше плохой пайки, помните об этом.
Процесс пайки начинается с предварительной очистки концов проводов от изоляции и окислов. Затем их скручивают, покрывают специальным веществом – флюсом, после чего опаивают. Спаивать можно не только провода из меди, но и из алюминия, главное – правильно выбрать флюс и припой. Использование активного кислотного флюса не рекомендуется, так как он обязательно останется на проводах, вследствие чего соединение быстро разрушится.
Одна пайка занимает достаточно много времени, однако если все сделано правильно, такое соединение будет надежным и долговечным. После того как провода остынут, их необходимо тщательно заизолировать.
Материалы, которые применяется при изготовлении клемм Wago
При изготовлении клемм Wago в качестве материала, изолирующего токоведущие части, обычно используется полиамид. Он является плохо воспламеняемым, коррозионнонейтральным материалом, который обладает самопогашающими свойствами. Верхний предел непродолжительной температуры полиамида составляет более 170 градусов Цельсия, а нижний предел составляет менее – 35 градусов Цельсия. Токонесущие элементы изготавливаются из специальной электролитной меди и обладают оловянно-свинцовым покрытием, что является гарантией долгосрочной коррозионной защиты. При воздействии высокого удельного давления на точку контакта в зажиме, поверхность проводника укладывается в специальный свинцово-оловянный слой в контактной зоне. Это гарантирует высокую надежность защиты места контакта от различных коррозийных воздействий.
Верхний предел непродолжительной температуры полиамида составляет более 170 градусов Цельсия, а нижний предел составляет менее – 35 градусов Цельсия. Токонесущие элементы изготавливаются из специальной электролитной меди и обладают оловянно-свинцовым покрытием, что является гарантией долгосрочной коррозионной защиты. При воздействии высокого удельного давления на точку контакта в зажиме, поверхность проводника укладывается в специальный свинцово-оловянный слой в контактной зоне. Это гарантирует высокую надежность защиты места контакта от различных коррозийных воздействий.
Зажимы в пружинных клеммах изготавливаются из высококачественных хромоникелевых сталей, которые обладают отличным пределом прочности во время растяжения. За все время эксплуатации подобных материалов не было выявлено ни одного случая контактной коррозии между контактными материалами и хром-никелевой сталью пружины, что позволяет использовать клеммы компании Wago даже для соединения медных проводов.
хромоникелевая сталь пластин ваго
надежный зажим пружиной проводник
Строительные клеммы Wago дают возможность после соединения одножильных и многожильных проводов, при возникновении необходимости, достаточно легко изменить конфигурацию, не используя при этом специального инструмента. На сегодняшний день клеммы Wago используются при строительстве практически по всему миру. Причина их высокой популярности кроется в высокой надежности и простате монтажа.
На сегодняшний день клеммы Wago используются при строительстве практически по всему миру. Причина их высокой популярности кроется в высокой надежности и простате монтажа.
Соединение проводов без пайки
Далее переходим к более технологичному способу — это беспаечный обжимной контакт — представляет собой гильзу с хвостом, за который удобно держаться. Внутренний диаметр гильзы контакта нужно подбирать чуть больше, чем диаметр всех проводов, которые нужно соединить. После обжимки специальным инструментом, хвост контакта можно откусить, чтобы не мешался и заключить в термоусадку. Недостатком является только одностороннее соединение проводов .
Указанный недостаток устраняется с помощью обжимной трубка . В нее можно засовывать не только по одному кабелю с каждой стороны. Но приходится подбирать диаметр, чтобы после обжимки ничего не болталось. Не забывайте перед обжиманием, надеть термоусадку. Некоторые мастера обжимную трубку еще и пропаивают для пущей надежности.
Скрутка, пайка, сварка или клеммы — что выбрать? Распространённые способы соединения проводников
Как соединить две или несколько токопроводящие жилы между собой, каждый выбирает сам. Но не стоит забывать, что правильное соединение и надёжный контакт между соприкасающимися поверхностями — залог безопасной работы электросети и практически полное отсутствие рисков короткого замыкания, влекущего за собой нагрев проводника или возгорание изоляции.
Для того чтобы грамотно соединить провода, нужно помнить о нескольких важных пунктах:
- сечение,
- материал исполнения (медь, алюминий и т. д.),
- рабочая среда (улица, помещение, производство и др.),
- набор инструментов,
- и главное — «Правила устройства электроустановок» — нормативный документ, включающий общие требования к проводникам и их соединениям. Необходим для работы электрикам и электромонтажникам.
Распространённые виды соединений
Клеммные колодки
Один из видов электроустановочных изделий для быстрого и относительно простого соединения проводов. Представлены в виде корпуса из диэлектрических материалов (либо безкорпусные) с несколькими металлическими контактами, к которым крепится провод. Могут оснащаться механическими, пружинными или болтовыми фиксаторами. Максимально допустимый температурный режим работы — до +300 °С и только для керамических клеммных колодок.
Могут оснащаться механическими, пружинными или болтовыми фиксаторами. Максимально допустимый температурный режим работы — до +300 °С и только для керамических клеммных колодок.
Опрессовка
Данный способ представляет собой процесс соединения проводов посредством их обжатия специальной трубчатой гильзой либо наконечником. Эти приспособления применяются, если сечение медного провода составляет 2,5-240 кв. мм. Бесспорными преимуществами технологии опрессовки являются скорость и аккуратность выполнения работ, а также последующая долговечность и безопасность соединений.
Для опрессовки используется специальный инструмент – механические, гидравлические или электрические клещи либо профессиональные обжимочные прессы. Подбор гильз осуществляется с учетом сечения и количества соединяемых проводов.
После удаления изоляции и зачистки жил, на них наносят кварцево-вазелиновую пасту, надевают гильзу и производят обжимку. Опрессованные гильзы изолируют.
Лучший припой для медных труб 2022 года Тогда вам, скорее всего, понадобится припой для пайки медных труб.
 Но прежде чем отправиться в хозяйственный магазин за припоем для ремонта, следует отметить несколько вещей.
Но прежде чем отправиться в хозяйственный магазин за припоем для ремонта, следует отметить несколько вещей.Во-первых, не все припои рекомендуются для соединения медных труб. А поскольку по медным трубам в вашем доме течет питьевая вода, некоторые припои никогда не следует использовать для медных труб. Итак, какие припои следует рассмотреть, а каких следует избегать?
Ниже мы составили список лучших припоев для медных труб. Кроме того, мы включили руководство по покупке о том, что следует учитывать при покупке припоя для медных проводов.
На первом месте в списке находится бессвинцовый припой для сантехники Alpha Fry AM33945 Cookson Elect Flow-Temp. Он имеет диаметр 0,125 дюйма, что означает, что он идеально подходит для большинства водопроводных труб в домах. Его также можно использовать на деталях из нержавеющей стали.
На втором месте находится серебряный бессвинцовый припой Oatey. Из-за своего диаметра лучше всего подходит для пайки переносных систем водоснабжения.
Today’s Best Plumbing Solder
Product | ||
Alpha Fry Plumbing Solder | Check Price | |
Oatey Lead | Проверить цену | |
Forney 38060 Solder LF Solid0021 | Check Price | |
Worthington Lead-Free Solder | Check Price | |
Silva-Brite Solder | Проверить цену | |
Бессвинцовый припой Canfield Flo Safe | Проверить цену | |
ОТВЕРИ -Free Plumbing Solder Проверить цену на Amazon Припой Alpha Fry AM33945 Cookson представляет собой бессвинцовый припой диаметром 0,125 дюйма, который подходит для пайки медных труб. У него высокая температура плавления 430 градусов по Фаренгейту, что является еще одной причиной, почему он отлично подходит для медных водопроводных труб. Однако, помимо меди, ее высокая температура плавления означает, что вы также можете использовать ее для соединений из нержавеющей стали.
Недостаток
В целом, если вам нужен припой для медных труб, который также можно использовать для других целей, включая соединение деталей из нержавеющей стали, этот это припой для вас. Серебряный бессвинцовый проволочный припой OateyУзнать цену на Amazon Компания Oatey известна производством отличных продуктов, в том числе бессвинцовых припоев. Серебряный бессвинцовый проволочный припой марки делает его отличным вариантом для пайки медных труб. И, как следует из названия, это сплошной припой. Так что, если вы планируете использовать флюс, вам придется приобрести его отдельно. Этот твердый проволочный припой имеет высокую температуру плавления 460 градусов по Фаренгейту. Таким образом, он идеально подходит для пайки меди, латуни и даже нержавеющей стали. Что понравилось
|
 Это сплошной проволочный припой без флюса. Вы можете использовать его с соответствующим флюсом или использовать как есть, хотя мы рекомендуем использовать флюс.
Это сплошной проволочный припой без флюса. Вы можете использовать его с соответствующим флюсом или использовать как есть, хотя мы рекомендуем использовать флюс.

 Тем не менее, он не содержит свинца, что означает, что его можно безопасно использовать для труб с питьевой водой.
Тем не менее, он не содержит свинца, что означает, что его можно безопасно использовать для труб с питьевой водой.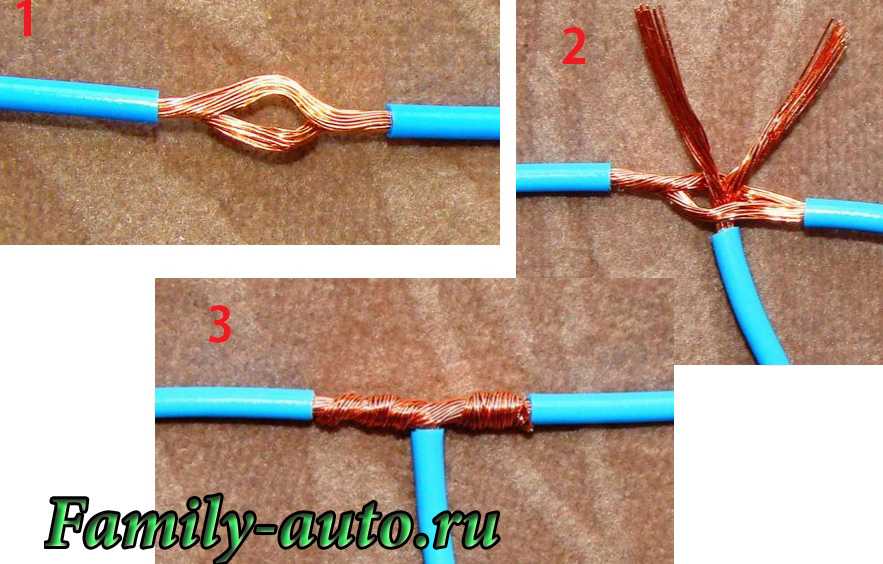



 Флюс используется для предотвращения образования оксидов металлов.
Флюс используется для предотвращения образования оксидов металлов.


 В моем случае я собирал самодельный перегонный куб, и мне нужно было прикрепить тройные зажимные втулки из нержавеющей стали к 2-дюймовой медной колонне. Это очень распространенное соединение в пивоваренной и дистилляционной промышленности, и знание правильного способа соединения этих двух разнородных металлов обеспечит успех проекта. Можно приобрести 2-дюймовый медный наконечник, который можно припаять на месте, но он довольно дорогой по сравнению с наконечниками из нержавеющей стали, и у нас были обсуждения в группе Facebook о том, что медные наконечники со временем не герметизируются должным образом. Из-за мягкости меди эти наконечники могут быть подвержены царапинам и вмятинам. По этим причинам я думаю, что буду придерживаться трехзажимного наконечника из нержавеющей стали. Таким образом, большой вопрос заключается в том, можно ли соединить медь путем пайки, пайки или даже сварки, и если можно, то как это сделать?
В моем случае я собирал самодельный перегонный куб, и мне нужно было прикрепить тройные зажимные втулки из нержавеющей стали к 2-дюймовой медной колонне. Это очень распространенное соединение в пивоваренной и дистилляционной промышленности, и знание правильного способа соединения этих двух разнородных металлов обеспечит успех проекта. Можно приобрести 2-дюймовый медный наконечник, который можно припаять на месте, но он довольно дорогой по сравнению с наконечниками из нержавеющей стали, и у нас были обсуждения в группе Facebook о том, что медные наконечники со временем не герметизируются должным образом. Из-за мягкости меди эти наконечники могут быть подвержены царапинам и вмятинам. По этим причинам я думаю, что буду придерживаться трехзажимного наконечника из нержавеющей стали. Таким образом, большой вопрос заключается в том, можно ли соединить медь путем пайки, пайки или даже сварки, и если можно, то как это сделать? Почему ты спрашиваешь ? Ну вот длинный ответ.
Почему ты спрашиваешь ? Ну вот длинный ответ. Горячее растрескивание серьезно снижает прочность сварного шва этого типа. Если вы хотите соединить медь и нержавеющую сталь, лучше всего подойдет пайка. Тем не менее, если у вас есть подходящее оборудование и навыки, такие как Eb Industries, сварка меди и нержавеющей стали может быть выполнена.
Горячее растрескивание серьезно снижает прочность сварного шва этого типа. Если вы хотите соединить медь и нержавеющую сталь, лучше всего подойдет пайка. Тем не менее, если у вас есть подходящее оборудование и навыки, такие как Eb Industries, сварка меди и нержавеющей стали может быть выполнена. Этот процесс подробнее обсуждается на adiforums.com, если вам интересно узнать, что говорят некоторые профессионалы о сварке TIG меди и нержавеющей стали.
Этот процесс подробнее обсуждается на adiforums.com, если вам интересно узнать, что говорят некоторые профессионалы о сварке TIG меди и нержавеющей стали.
 В отличие от сварки, когда мы сплавляем два металла вместе, при пайке или пайке используется наполнитель для соединения двух частей вместе, не расплавляя их. Температура отличает пайку от пайки, так как пайка обычно требует нагрева выше 450 ° C / 840 ° F для соединения деталей с помощью прутка для пайки. Пайка выполняется при температуре ниже 450°C/840°F с использованием припоя. Оба наполнителя содержат серебро, чем выше содержание серебра, тем выше температура плавления и прочнее соединение между деталями. Таким образом, пайка дает гораздо более прочную связь, чем пайка.
В отличие от сварки, когда мы сплавляем два металла вместе, при пайке или пайке используется наполнитель для соединения двух частей вместе, не расплавляя их. Температура отличает пайку от пайки, так как пайка обычно требует нагрева выше 450 ° C / 840 ° F для соединения деталей с помощью прутка для пайки. Пайка выполняется при температуре ниже 450°C/840°F с использованием припоя. Оба наполнителя содержат серебро, чем выше содержание серебра, тем выше температура плавления и прочнее соединение между деталями. Таким образом, пайка дает гораздо более прочную связь, чем пайка. Вам нужно будет тщательно очистить обе части и нанести флюс на все поверхности, которые будут спаяны. Для этой работы мне нравится белый флюс Harris. Флюс важен, потому что он растворяет оксиды, образующиеся в процессе нагрева, и способствует проникновению припоя в соединение, обеспечивая защиту от кислорода в воздухе. Ниже представлено видео пайки нержавеющей стали на медь с последующей проверкой соединения на прочность.
Вам нужно будет тщательно очистить обе части и нанести флюс на все поверхности, которые будут спаяны. Для этой работы мне нравится белый флюс Harris. Флюс важен, потому что он растворяет оксиды, образующиеся в процессе нагрева, и способствует проникновению припоя в соединение, обеспечивая защиту от кислорода в воздухе. Ниже представлено видео пайки нержавеющей стали на медь с последующей проверкой соединения на прочность.

 Ниже представлено видео, демонстрирующее, как припаивать медь к нержавеющей стали.
Ниже представлено видео, демонстрирующее, как припаивать медь к нержавеющей стали. здесь.
здесь. Очевидным преимуществом использования стержней для пайки с флюсовым покрытием является удобство. Нам не нужно наносить флюс на детали, которые мы припаиваем, потому что он уже находится на стержне, и поэтому нам не нужно покупать флюс для серебряного припоя отдельно. Недостатком паяльного стержня с флюсовым покрытием является то, что трудно контролировать количество флюса, нанесенного на соединение, когда оно уже находится на стержне, и, что еще хуже, если вы перегреете соединение, флюс может образовать твердую черную стекловидную пленку, которую невероятно трудно удалить. удалять. Я слышал аргументы в пользу того, что лично мне больше нравятся стержни с флюсовым покрытием. Я хотел бы услышать ваше мнение о том, какой метод вы предпочитаете, напишите мне комментарий внизу статьи.
Очевидным преимуществом использования стержней для пайки с флюсовым покрытием является удобство. Нам не нужно наносить флюс на детали, которые мы припаиваем, потому что он уже находится на стержне, и поэтому нам не нужно покупать флюс для серебряного припоя отдельно. Недостатком паяльного стержня с флюсовым покрытием является то, что трудно контролировать количество флюса, нанесенного на соединение, когда оно уже находится на стержне, и, что еще хуже, если вы перегреете соединение, флюс может образовать твердую черную стекловидную пленку, которую невероятно трудно удалить. удалять. Я слышал аргументы в пользу того, что лично мне больше нравятся стержни с флюсовым покрытием. Я хотел бы услышать ваше мнение о том, какой метод вы предпочитаете, напишите мне комментарий внизу статьи.