
Сварка оцинкованной стали | Статьи
Сварка оцинкованной стали находит весьма широкое применение при
- строительных работах для крепежа конструкций, каркасов, листовых материалов и др.,
- производстве бытовых приборов и автотранспорта,
- прокладывании вентиляционных систем и мн. др.
Сам слой цинка, предупреждающий образование коррозии, может быть от 1 до 20 мкм. Он обеспечивает катодную защиту. Даже при наличии повреждений поверхности такая обработка не теряет своей эффективности. Таким образом, во время сварочных работ на оцинкованном металле образуется уже полностью защищенный от коррозии слой (даже на кромках срезов).
Как известно, цинк плавится уже при 420° С, а если температура станет выше 906° С, то она просто начнет испаряться. Поэтому нужно избегать резкого теплового воздействия.
Чтобы не допустить появления трещин и других повреждений цинкового слоя, используются особые присадочные материалы (чаще всего это такие соединения, как CuSi3, CuAl8, CuSi2Mn).
Использование этой простой технологии обеспечивает целый ряд преимуществ:
- основной материал и сварочный шов надежно защищены от коррозии,
- рабочая поверхность выгорает гораздо меньше, поскольку тепловложение при сварке намного ниже,
- раскаленный материал почти не разбрызгивается,
- производить дальнейшую обработку такого шва значительно легче.
В результате такой спайки сталь переходит в шов, иными словами – импульсивную сварочную дугу.
Для сокращения испарений цинка оцинкованную сталь обрабатывают при небольшой силе тока. Это также позволяет сократить число «спор» на сварочном шве, повысить качество работ и материала в целом.
Для выполнения этой процедуры используется особый режим – синержик – с цифровым управлением, при котором параметры для каждого взаимодействия проволоки с газом программируются автоматически. При выполнении работ специалисты компании «Стройметалл» выбирают оптимальные режимы в зависимости от типа присадочной проволоки, а встроенный процессор установит оптимальный режим мощности.
При выполнении работ специалисты компании «Стройметалл» выбирают оптимальные режимы в зависимости от типа присадочной проволоки, а встроенный процессор установит оптимальный режим мощности.
Чтобы присадочный материал при сварке подавался бесперебойно, необходимо обеспечить точное вхождение проволоки в контактный наконечник, который также нужно подбирать с особой тщательностью.
Если вам требуется качественно и оперативно выполнить сварочные работы по оцинкованной стали на промышленных или частных объектах, обращайтесь в компанию «Стройсталь»!
Мы специализируемся на поставках изделий металлопроката, а также предоставляем услуги по металлообработке.
Уточнить стоимость работ или заказать сварку оцинкованной стали можно по телефону +7 (495) 798-76-73.
Поделиться:Основные способы сварки и пайки листов из оцинкованной стали
Содержание:
- Цинковое покрытие
- Особенности пайки
- Температурный режим при сваривании
- Способы сварки
- Применение электродов
- Аргонная сварка
- Сварочные полуавтоматы
- Совмещение с черными металлами
- Преобразователи напряжения
Благодаря высоким эксплуатационным характеристикам и небольшой себестоимости, прокат из оцинковки имеет достаточно широкую сферу применения.
Безусловно, сварочные работы для изделий из углеродистой стали с низким содержанием углерода проходят без проблем и стыкуются основательно. Однако при наличии защитного цинкового покрытия сделать это становится гораздо труднее.
Для получения прочного и надежного соединения в месте сварки, покрытие должно быть с хорошими показателями теплостойкости, высоким уровнем электропроводимости, с низкой механической напряженностью и идеальной поверхностью, без каких-либо шероховатостей. Чего не скажешь о цинке – мягкий металл, легко плавящийся и обладающий небольшой прочностью.
Следовательно, при проведении сварочных работах электродуговым способом оцинкованного проката произойдет снижение прочности изделия, будут образовываться трещины, поры и иные дефекты в местах получения шва.
Цинковое покрытие
Так как цинк (Zn) выступает в качестве активного металла с отрицательным зарядом, в соединении с железом (Fe), то он образует гальваническую пару, которая надежно защищает сталь от вредных внешних воздействий. Повреждение, либо намеренное удаление покрытия влечет за собой снижение антикоррозийных свойств. Однако для упрощения и повышения качества сварочных работ лучше все-таки снять цинковый слой с помощью шлифовальной машинки или абразива с зоны будущей сварки. Однако следует убедиться, что снятый слой будет минимальным. Профессионалы, имеющие достаточно большой практический опыт работы с оцинковкой, чаще всего выжигают покрытие газовой горелкой или сварочной дугой, что делает метод более щадящим, нежели механический способ удаления абразивом.
Особенности пайки
Процесс получения прочного соединения с помощью применения припоя. Во время повышения температуры его основа наполняет стык между деталями, в оцинкованном металлопрокате термовоздействие распространяется и на само покрытие из цинка. Температурный диапазон зависит от химсостава припоя. Он бывает двух видов:
- низкотемпературный (в составе имеется свинец, олово, сурьма). Плавится при t +550С;
- высокотемпературный (серебро, медь, цинк). Плавится при t превышающей +550С.
Применение столь высоких температурных режимов приводят к выделению доли токсичных веществ в окружающую среду. Поэтому сварочные работы, а также пайку оцинкованных листов следует проводить в хорошо проветриваемом пространстве, либо обустроить рабочее место на улице с максимально доступным потоком воздуха к сварщику. Еще не стоит забывать о технике безопасности, а также о применении средств индивидуальной защиты и специализированной экипировке во избежание причинения вреда работнику.
Температурный режим при сваривании
Электросварочная дуга представляет собой мощнейший электроразряд в условиях газа и пара, заряженных ионами, между специальными электродами, расположенными под напряжением. Температура плавления цинка составляет 420С, а его испарение начинается с 907С. При сварочных работах с использованием покрытых и вольфрамовых электродов, Zn обычно выгорает с появлением окислов белого цвета. Исходя из этого, режим сварки выбирают с учетом толщины, которую имеет металлопрокат, а также размера слоя оцинковки (нагрузка тока чаще всего ниже, чем у листовой стали, не имеющей покрытия). Если используется бронза, у которой температура плавления гораздо ниже, чем у стали, сварка цинковых изделий упрощается. Однако имеются и минусы у такого способа: высокая себестоимость такой процедуры и снижение прочностных характеристик соединения.
Способы сварки
Так как в основе листа из оцинковки лежит сталь, то методы сварки идентичные, как и у другого углеродистого сырья.
- ручная, с помощью электродуги;
- ручная аргонодуговая;
- полуавтомат в среде активных и инертных газов;
- точечная (в основном для листов не более 0,5 миллиметров).
Пайку делают с помощью газовой горелки и ацетилена, обычно сначала наносят сделанный в равных пропорциях раствор нашатыря с хлорным литием, после паяют.
Рассмотрим самые востребованные способы сварки более детально.
Применение электродов
Чаще метод применим для листовой стали, более полутора миллиметра толщиной. Используется для больших объемов производства, а также для бытового применения. Для работы в различных климатических зонах служат электроды, имеющие стандартное или рутиловое покрытие, изредка с целлюлозным нанесением.
Подготовительный процесс
Все участки, подлежащие свариванию, должны быть подготовлены тщательным образом: обрезаны и сделаны пометки по размерам, неровные отрезки и кромки правятся. После удаления покрытия: механическим или термическим способом, занимаются разделом кромок. Помимо этого, кислотой или обезжиривающими растворами, обрабатывается место, где будет находиться сварной шов.
После удаления покрытия: механическим или термическим способом, занимаются разделом кромок. Помимо этого, кислотой или обезжиривающими растворами, обрабатывается место, где будет находиться сварной шов.
Подбор электродов
При выборе такого рода материалов учитывают следующие характеристики: толщина цинкового слоя, марка стали, режим сварочных работы. Все эти показатели влияют на стабильность и интенсивность горения дуги, от чего впоследствии напрямую зависит качество швов. Ток для сварки подбирается, исходя из размера диаметра нужного электрода (обычно порядка 1,6 мм), работы ведутся с низкой скоростью (ниже обычной на четверть). Необходимая ширина зазора на стыке должна быть в пределах полутора – двух с половиной миллиметров. Сварной валик получается наплывом или возвратно – поступательным образом, без применения длинных швов, поэтому лучше делать прерывания. При не соблюдении этих правил, его внешний вид может испортить все изделие, а образованные поры могут повлиять на свойства соединения: прочность, надежность и срок службы.
Ручной способ сварки электродугой применяется для двухмиллиметровой оцинковки с помощью электродов (диаметром 1,6 мм) с рутиловым нанесением, ампераж в 40А.
Обработка шва
Для дополнительной защиты от коррозии участок возле сварного шва обрабатывают специальными средствами: спреями с цинком, антикоррозийными ингибиторами и прочим. В бытовых условиях можно пролудить оловом. В целях улучшения механических свойств, зону шва проковывают при строгом соблюдении температурного режима (от +100С до +150С). Отклонение показателей от данных чреваты образованием трещин в месте обработки.
Аргонная сварка
Возможно проведение ручного сварочного процесса с использованием защитного газа аргона, который формирует поток, защищающий расплавленный металл от окисления. Применим для оцинкованных листов, толщиной 0,3 -1 миллиметр.
Подготовительный процесс
Подготовка осуществляется обычным способом: разделка, очистка, обезжиривание, все, как и в предыдущем методе. Современное оборудование позволяет качественно осуществлять сварочные работы на оцинкованных листах. Благодаря увеличенному обзору можно грамотно просчитать нужную ширину шва и корректно зачистить необходимый участок. Для того, чтобы расплавленный металл не попадал на поверхность и не портил эстетичный вид изделия, лучше применить асбестовое полотно или различные защитные составы.
Современное оборудование позволяет качественно осуществлять сварочные работы на оцинкованных листах. Благодаря увеличенному обзору можно грамотно просчитать нужную ширину шва и корректно зачистить необходимый участок. Для того, чтобы расплавленный металл не попадал на поверхность и не портил эстетичный вид изделия, лучше применить асбестовое полотно или различные защитные составы.
Использование флюса
Обработка кромки и неплавящегося электрода делается при помощи раствора с хлористым цинком, либо ортофосфорной кислотой. В зависимости от толщины покрытия формируется темп работы сварщика (чем он толще, тем медленнее идет процесс). Рабочий угол должен составлять четко семьдесят градусов, небольшая амплитуда горелки поможет удалить остатки цинка, обеспечит правильность шва и надежность соединения. Заточка применяемого электрода отвечает за глубину и ширину стыка. Для тонкой оцинковки чаще всего используются электроды с диаметром 1,6 миллиметров, под углом в тридцать градусов. Шов делают в виде чешуек, с постоянным интервалом, для исключения непроваренных зон интенсивность тока составляет 10 — 30А.
Шов делают в виде чешуек, с постоянным интервалом, для исключения непроваренных зон интенсивность тока составляет 10 — 30А.
Обработка шва
Убираются части шлака и прочих отложений. Для обеспечения антикоррозийных свойств и придания эстетического вида, зачищенные зоны покрываются цинковой грунтовкой или другими спецкрасками. Некоторые небольшие участки чаще всего повторно цинкуют.
Сварочные полуавтоматы
Более востребован при массовом производстве, при использовании оцинковки с толщиной стали свыше 0,6 миллиметров. Работы ведутся полуавтоматическим сварочным аппаратом, сварной шов формируется при взаимодействии соединения аргона с углекислотой с помощью применения омедненной проволоки (0,8 – 1,6 мм), плотность тока 200 А на квадратный миллиметр.
Подготовительный процесс
Делаются расчеты на соотношение размеров и геометрии шва, если это необходимо проводится рихтовка и правка стали, фаски обычно не снимают, оставляя технологический зазор от полутора до двух миллиметров.
Использование флюса
Покрытие чаще всего оставляют. Флюс наносят на нагретую, обезжиренную поверхность. Присадочный продукт содержит медь (свыше шестидесяти процентов), кремний, а также олово. Из недостатков метода можно выделить невысокую прочность такого сварного соединения.
Обработка шва
Для восстановления защитных свойств околошовной зоны применяются различные краски на основе цинка, в том числе, эпоксидка, неорганическая силикатная, цинковый припой, аэрозоль и прочие средства. Вначале поверхность шва очищается от окалин, остатков шлаковых отложений, затем проводится обезжиривание, после высыхания наносится краска. Технически контактная сварка оцинкованного металла, в какой — то мере, тоже является полуавтоматом, так как проходит на спецмашинах с использованием ручного вмешательства. Она применима в широком производственном цикле, с толщиной металла менее полу миллиметра. Дополнительной обработки от коррозии не предусмотрено, за счет специфики процесса.
Совмещение с черными металлами
Работа по свариванию оцинкованного и углеродистого проката требует осторожности и скрупулезности. Различия в температурном режиме нагревания металлов на рабочих участках могут привести к появлению коробления и остаточного напряжения, попаданию Zn в область шва, что в дальнейшем повлечет за собой диффузию и, как следствие, растрескивание поверхности.
Подготовительный процесс
Перед началом сварки необходимо вымерять параметры шва, очистить участок от оцинковки (механическим способом и ортофосфорной кислотой). Стык зоны тоже зачищается и обезжиривается.
Сварка применяется электродуговая, а также с помощью газа. Возможно использование ручного и механического способа, шов получают наплывом с отрывом электрода, после проковывают.
Преобразователи напряжения
Горение дуги напрямую связано с источником питания. Современные агрегаты, такие как инвертор, позволяют расширить функциональность данного оборудования. Они используются при сварке различного вида материалов (черные, цветные, их сплавы, оцинковка). С помощью цифровых технологий управления появилась уникальная возможность автоматически управлять процессом, задавая параметры сварочной дуги, исходя из характеристик металлов, предназначенных для сварки, сечение присадочного материала и прочих данных. В результате сварной шов получается довольно прочным, полностью проваренным, без наплывов и других дефектов.
Они используются при сварке различного вида материалов (черные, цветные, их сплавы, оцинковка). С помощью цифровых технологий управления появилась уникальная возможность автоматически управлять процессом, задавая параметры сварочной дуги, исходя из характеристик металлов, предназначенных для сварки, сечение присадочного материала и прочих данных. В результате сварной шов получается довольно прочным, полностью проваренным, без наплывов и других дефектов.
Подготовительный процесс
Для работы с подобным аппаратом специалист должен иметь достаточный опыт. Предварительно все элементы, подлежащие сварке, зачищают и обезжиривают. Сварка инвертором проходит с показателем тока на 5-10А ниже стандартных значений, в импульсном режиме. Шов образуется плавными движениями, с углом наклона горелки или электрода под сорок пять градусов. Точность аппаратной настройки позволяет применять присадочный продукт небольшого диаметра. После окончания сварки, поверхность очищается от шлака, шов проверяется на наличие дефектов, в заключении проводится проковка металла.
Нужно ли сваривать перед цинкованием стали? 5 Факторы безопасности
Цинкование
Есть много причин, по которым вы можете спросить, можете ли вы сваривать оцинкованную сталь. Сможете ли вы, однако, это только часть вопроса. Иногда большие детали необходимо сварить, прежде чем их можно будет оцинковать. В других случаях у вас остались дополнительные оцинкованные материалы, и вы хотите использовать их вместо того, чтобы заказывать другие материалы для работы. Но есть несколько факторов безопасности, которые вы должны учитывать, прежде чем начать.
Короткий ответ: да, вы можете сваривать оцинкованную сталь. Однако цинк, нанесенный на поверхность стали, может сделать сварку более сложной, чем это было бы со сталью без покрытия. Это также может сделать детали уязвимыми, если сварка оставит какие-либо участки открытыми или треснувшими. Наконец, химические вещества, выделяющиеся при нагревании оцинкованной стали во время сварки, могут быть токсичными. Давайте рассмотрим эти и другие вопросы безопасности поближе:
Наконец, химические вещества, выделяющиеся при нагревании оцинкованной стали во время сварки, могут быть токсичными. Давайте рассмотрим эти и другие вопросы безопасности поближе:
Перед сваркой оцинкованной стали необходимо удалить цинковое покрытие. Если перед сваркой не удалить цинковое покрытие вокруг участка, образовавшаяся сварочная ванна может лопнуть или разбрызгаться, подвергая сварщика и всех, кто находится поблизости, большой опасности. Брызги от сварки не только опасны, но и создают некрасивые пятна на окружающей поверхности вашего объекта.
Существует несколько способов удаления цинкового покрытия, наиболее популярным из которых является шлифовка его с поверхности при подготовке к сварке. Вы также можете использовать тепло, чтобы сжечь его обратно, но будут существовать те же проблемы безопасности, и необходимо соблюдать должную осторожность.
При сварке оцинкованной стали цинковое покрытие нагревается и начинает испаряться. Это посылает пары в воздух, которые представляют серьезную опасность для здоровья тех, кто их вдыхает. Эти пары могут вызвать так называемую «лихорадку металлического дыма» или «цинковую дрожь». Лихорадка металлического дыма может вызывать такие симптомы, как лихорадка, головные боли, тошнота, боль в груди и многое другое. Вдыхание этих паров также может вызвать долгосрочные проблемы со здоровьем, поскольку свинец, присутствующий в оцинкованной стали, может испаряться вместе с цинком. Известно, что воздействие свинца вызывает множество серьезных рисков для здоровья, включая рак.
При сварке оцинкованной стали необходимо работать в хорошо проветриваемом помещении, чтобы избежать этих опасностей. Если у вас нет доступа к проветриваемому помещению, вы должны носить респиратор, предназначенный для защиты от сварочного дыма.
Существует несколько различных методов сварки оцинкованной стали. К ним относятся дуговая сварка металлическим электродом в среде защитного газа (GMAW), дуговая сварка металлическим электродом в среде защитного газа (SMAW) и кислородно-ацетиленовая сварка. SMAW является наиболее распространенным методом сварки оцинкованной стали. Каждый метод требует различных инструментов и методов для достижения желаемого результата. Сварка оцинкованной арматуры также возможна и не требует удаления цинкового покрытия перед сваркой, но все же рекомендуется.
Важно хорошо знать эти различные методы, когда каждый из них наиболее подходит, и как правильно выполнять каждый из них, прежде чем пытаться их использовать. Как упоминалось выше, неправильная подготовка перед сваркой может подвергнуть опасности как вас самих, так и окружающих. Кто-то, не обладающий обширными знаниями как в сварке, так и в оцинкованной стали, может не только пораниться, но и разрушить целостность оцинкованных материалов, выбрав неправильный метод сварки или неправильно выполнив процесс.
Даже если вы принимаете надлежащие меры предосторожности при сварке оцинкованной стали, всегда существует вероятность того, что некоторые участки останутся незащищенными или ослабленными. Эти участки не будут иметь защитного цинкового покрытия и будут более подвержены ржавчине и коррозии. Надлежащая подготовка зоны перед сваркой, сварка, выполненная по упомянутым выше методам и тщательно проверенная впоследствии, будет иметь больше шансов соответствовать тому же качеству материалов до сварки. Кроме того, во всех областях повреждения покрытия следует использовать надлежащие процедуры ремонта покрытия.
Фактор безопасности 5: Несовместимые материалы могут угрожать целостности одинаковые стандарты. Из-за этого вашему конечному проекту может не хватать целостности, которую вы хотите гарантировать своим клиентам. Это также может затруднить вам построение с уверенностью в том, что инфраструктура вашего проекта выдержит испытание временем. Когда структура страдает, безопасность тех, кто использует структуру, находится под угрозой, как и безопасность тех, кто все еще работает над ее строительством. Да, вы можете сваривать оцинкованную сталь. Но сварка перед цинкованием лучше!
Когда структура страдает, безопасность тех, кто использует структуру, находится под угрозой, как и безопасность тех, кто все еще работает над ее строительством. Да, вы можете сваривать оцинкованную сталь. Но сварка перед цинкованием лучше! Сварка оцинкованной стали возможна, но только в случае крайней необходимости. Если вы сможете сваривать материалы до того, как они будут оцинкованы, вы избежите рисков для здоровья, связанных со сварочным дымом и воздействием свинца. Вы также избежите потенциально слабых мест в вашем проекте, вызванных сваркой. И, наконец, вы можете быть уверены, что все используемые вами материалы соответствуют одному стандарту защиты от коррозии.
Южная Атлантика может оцинковать ваши самые большие детали горячим способом! Когда придет время для вашего следующего крупного проекта, не позволяйте размеру отпугнуть вас от горячего цинкования всей вашей стали перед сборкой. В South Atlantic мы создали наши котлы для работы с крупными материалами и неудобными деталями, чтобы вы могли получить прочное защитное покрытие по всей своей оцинкованной стали. Мы следуем всем стандартам ASTM и предоставим вам помощь, чтобы помочь вам получить то, что вам нужно, когда вам это нужно, всегда вовремя и в рамках бюджета.
Мы следуем всем стандартам ASTM и предоставим вам помощь, чтобы помочь вам получить то, что вам нужно, когда вам это нужно, всегда вовремя и в рамках бюджета.
При навигации по чувствительным материалам и опасностям для здоровья не пытайтесь делать это в одиночку.
Обратитесь к нашей команде экспертов по цинкованию, чтобы наилучшим образом подготовить вашу сталь к предстоящим проектам. Свяжитесь с нами сегодня, чтобы начать работу: southatlanticllc.com/galvanizing/contact.
Знаете ли вы разницу между горячеоцинкованной и оцинкованной сталью? Примите во внимание эти 3 важных момента. Эти распространенные ошибки заземления могут испортить ваш проект
Можете ли вы сваривать оцинкованную сталь?
Дом » База знаний » Можно ли сваривать оцинкованную сталь?
Автор Доктор Том Лэнгилл
Никогда раньше не сваривал оцинкованные изделия.
 Как сварить оцинкованную сталь? Сварка оцинкованной стали
Как сварить оцинкованную сталь? Сварка оцинкованной сталиСпецификации сварки взяты из Американского общества сварщиков (AWS) 0.19.0, Сварка оцинкованной стали . Эта спецификация, касающаяся подготовки металла и фактического процесса сварки, требует, чтобы сварка выполнялась на стали, не содержащей цинка, хотя компонент уже был оцинкован. Цинковое покрытие должно быть удалено не менее чем на 1-4 дюйма с обеих сторон предполагаемого сварного шва и с обеих сторон заготовки.
Шлифовка – наиболее эффективный способ удаления оцинкованного покрытия. Все сварные швы на оцинкованных поверхностях разрушают цинковые покрытия в месте сварки и повреждают покрытие, прилегающее к сварному шву. Защитное покрытие должно быть восстановлено после завершения операции сварки. Реставрацию следует выполнять в соответствии со стандартом ASTM A780 с использованием краски, содержащей цинковую пыль, или аналогичных разрешенных продуктов, способных образовывать богатую цинком пленку до толщины, требуемой стандартом.
Дым от сварки оцинкованной стали может содержать цинк, железо, свинец и другие потенциально токсичные вещества. Состав и количество дыма обычно зависят от состава используемых материалов, а также от напряжения тока и типа процесса. Исследования последствий воздействия сварочного дыма на человека представляют противоречивые, если не неубедительные данные. Количественная оценка последствий затруднена по нескольким причинам.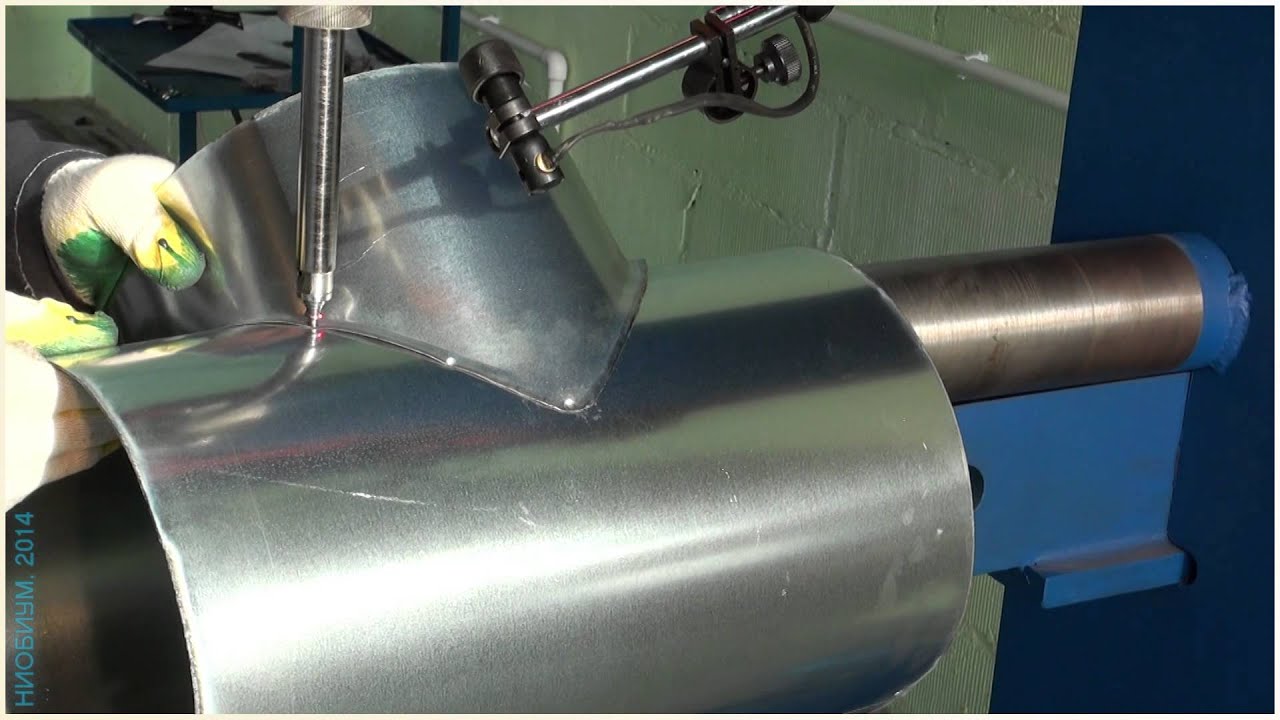 Условия работы сильно различаются даже для одного и того же процесса. Например, шлем, закрывающий переднюю часть шеи, пропускает меньше дыма, чем шлем с открытой шеей. Поза может сильно повлиять на экспозицию — сварщик, работающий с головой в дымоходе, подвергается воздействию гораздо более высоких концентраций, чем сварщик, работающий с отвесом.
Условия работы сильно различаются даже для одного и того же процесса. Например, шлем, закрывающий переднюю часть шеи, пропускает меньше дыма, чем шлем с открытой шеей. Поза может сильно повлиять на экспозицию — сварщик, работающий с головой в дымоходе, подвергается воздействию гораздо более высоких концентраций, чем сварщик, работающий с отвесом.
Хорошая вентиляция сводит к минимуму количество выдыхаемого рабочим дыма. Плохая вентиляция может привести к передержке. Чрезмерное воздействие свинца или цинка представляет собой потенциальную опасность для здоровья. Конкретные меры предосторожности, которые необходимо соблюдать, чтобы избежать этой опасности, приведены в ANZI/ASC Z-49.1, «Безопасность при сварке, резке и родственных процессах» . Всегда сверяйтесь с этим стандартом, прежде чем начинать резать или сваривать металлы, содержащие свинец или цинк.
Сварку оцинкованной стали всегда следует выполнять в хорошо проветриваемых помещениях, чтобы предотвратить вдыхание паров из-за потенциально токсичной природы свинца и цинка. Если адекватная вентиляция не может быть обеспечена, персонал, который может подвергаться воздействию паров, должен быть экипирован шланговыми масками или респираторами. Рабочие в закрытых помещениях, таких как глубокие открытые резервуары, должны быть обеспечены принудительной подачей воздуха, который направляется в резервуар с помощью вентилятора или воздуходувки до положения ниже уровня дыхания. В закрытых помещениях, таких как сосуды под давлением или закрытые резервуары, каждый рабочий должен носить утвержденный респиратор или маску с подачей воздуха.
Если адекватная вентиляция не может быть обеспечена, персонал, который может подвергаться воздействию паров, должен быть экипирован шланговыми масками или респираторами. Рабочие в закрытых помещениях, таких как глубокие открытые резервуары, должны быть обеспечены принудительной подачей воздуха, который направляется в резервуар с помощью вентилятора или воздуходувки до положения ниже уровня дыхания. В закрытых помещениях, таких как сосуды под давлением или закрытые резервуары, каждый рабочий должен носить утвержденный респиратор или маску с подачей воздуха.
Чрезмерное воздействие цинка или оксида цинка Может вызвать лихорадку металлического дыма, чаще называемую «цинковым ознобом, цинковыми встрясками или отравлением цинком». Заболевание начинается через несколько часов после заражения или чаще ночью. Некоторые из симптомов — сладкий привкус во рту, сухость в горле, утомляемость, тошнота, рвота, озноб или лихорадка, редко превышающая 102 градуса. Полное выздоровление обычно происходит в течение 24-48 часов.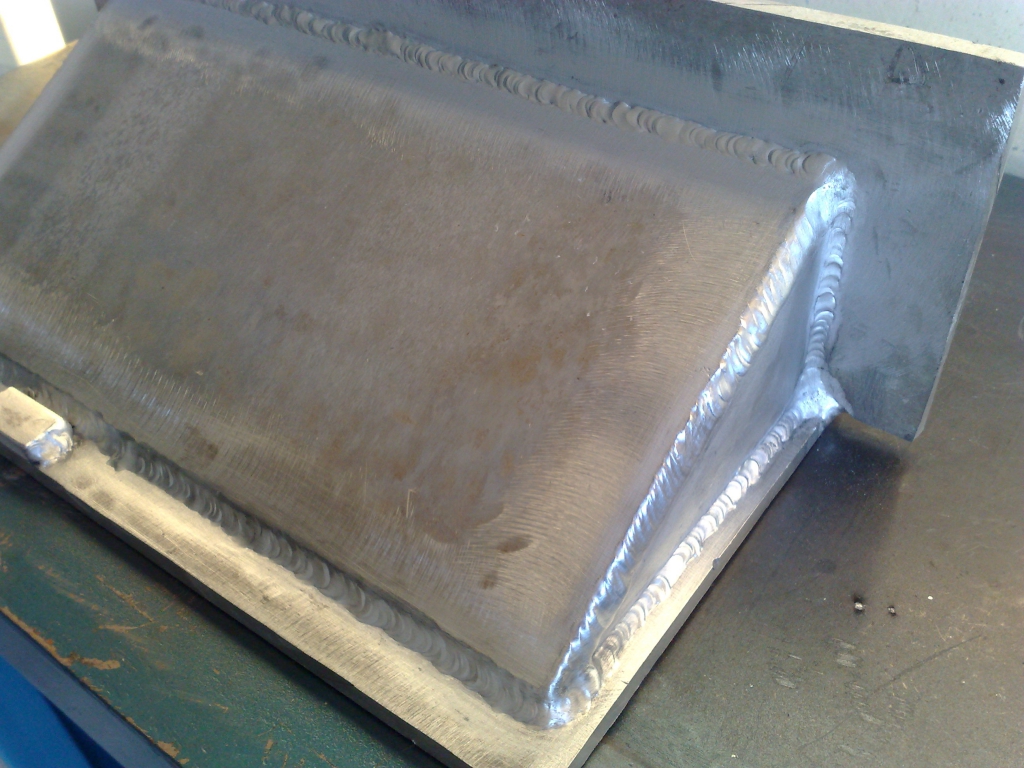 Повторяющееся (воздействие умеренных концентраций оксида цинка в воздухе не оказывает постоянного вредного воздействия. Однако следует избегать концентраций, достаточно высоких, чтобы вызвать дискомфорт у сварщиков и операторов. Загрязняющие вещества можно разбавить до безопасного уровня, уловить в источнике или отфильтровать из Вентиляторы разбавляют загрязняющие вещества, смешивая чистый воздух с загрязненным воздухом Вытяжные шкафы улавливают и удерживают загрязняющие вещества и первичные пары вдали от рабочих Стационарные вытяжки, обычно используемые в мастерских, где сварщик стоит в одном месте, могут не удерживать воздух ниже пределы воздействия, так как дым поднимается в зону дыхания сварщика, прежде чем попасть в вытяжной колпак.Однако вытяжка источника вытягивает дым из зоны сварки до того, как он достигнет зоны разрыва сварщика.Дымоуловители, установленные на пистолетах, удаляют пары вблизи кончика вытяжки. пистолет и, вероятно, обеспечивают наибольшую маневренность.Воздушные фильтры собирают и фильтруют частицы и рециркулируют воздух.
Повторяющееся (воздействие умеренных концентраций оксида цинка в воздухе не оказывает постоянного вредного воздействия. Однако следует избегать концентраций, достаточно высоких, чтобы вызвать дискомфорт у сварщиков и операторов. Загрязняющие вещества можно разбавить до безопасного уровня, уловить в источнике или отфильтровать из Вентиляторы разбавляют загрязняющие вещества, смешивая чистый воздух с загрязненным воздухом Вытяжные шкафы улавливают и удерживают загрязняющие вещества и первичные пары вдали от рабочих Стационарные вытяжки, обычно используемые в мастерских, где сварщик стоит в одном месте, могут не удерживать воздух ниже пределы воздействия, так как дым поднимается в зону дыхания сварщика, прежде чем попасть в вытяжной колпак.Однако вытяжка источника вытягивает дым из зоны сварки до того, как он достигнет зоны разрыва сварщика.Дымоуловители, установленные на пистолетах, удаляют пары вблизи кончика вытяжки. пистолет и, вероятно, обеспечивают наибольшую маневренность.Воздушные фильтры собирают и фильтруют частицы и рециркулируют воздух.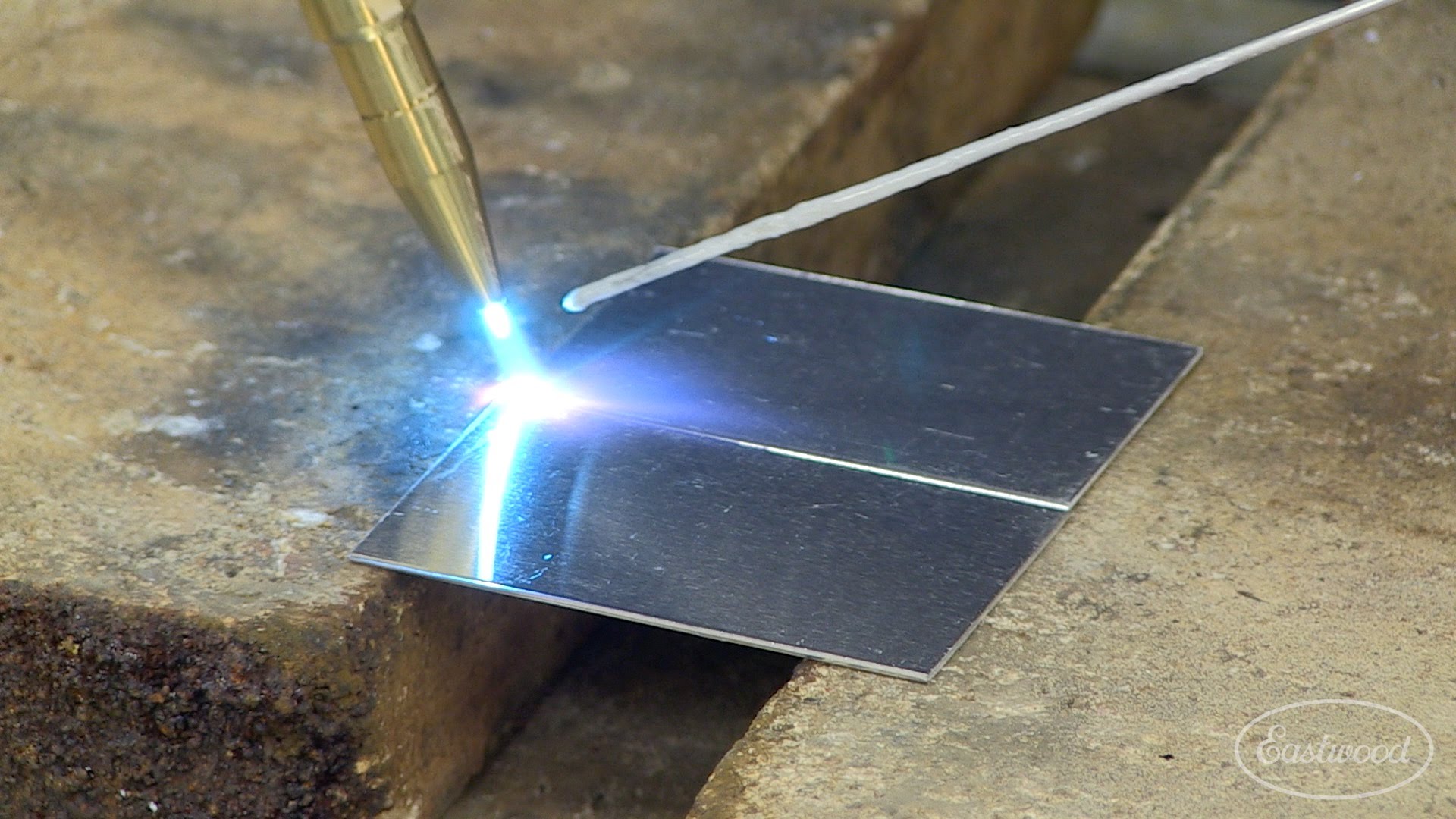
Сварка оцинкованной стали может быть выполнена безопасно и эффективно при соблюдении надлежащих процедур. Большинство из этих процедур должны быть стандартными методами, используемыми при сварке непокрытой или чистой стали. Публикация Американского общества сварщиков, ANZI/ASC Z-49.1, «Безопасность и резка при сварке », охватывает все аспекты безопасности и охраны здоровья при сварке. Содержит информацию по защите персонала и общей территории, вентиляции, противопожарной защите и защите замкнутых пространств.
© 2023 Американская ассоциация гальванистов. Материал, представленный здесь, был разработан, чтобы предоставить точную и достоверную информацию о горячеоцинкованной стали после изготовления. Этот материал предоставляет только общую информацию и не предназначен для замены компетентного профессионального изучения и проверки пригодности и применимости. Информация, представленная здесь, не предназначена для представления или гарантии со стороны AGA. Любой, кто использует эту информацию, берет на себя всю ответственность, вытекающую из такого использования.