Как сваривают оцинкованный металл: методы, особенности
24.10.2020
Необходимость сварки оцинкованной стали возникает при производстве труб или фасонного металлопроката, соединениях труб под углом без изгиба, прямого соединения труб для получения длинного трубопровода и т.п. Оцинкованный металл по сути остаётся обычным металлом с его высокой или низкой способностью к свариванию, поверхность которого покрыта защитным слоем цинка толщиной от 2 до 150 мкм.
В чём особенности сварки оцинкованного металла?
Способы и методы сварки оцинкованного металла и обычного имеют некоторые отличия, связанные, прежде всего, с температурными условиями. Сварка оцинкованного листа или рулонной стали происходит при температуре свыше 1000 градусов Цельсия, тогда как температура плавления цинка находится на уровне 450 градусов. Плавящийся цинк переходит в жидкое, а затем, при температуре свыше 900 градусов — в газообразное состояние. Цинковые пары проникают в структуру металла в месте сварки, нарушая её и делая металл более ломким, образуя поры и микротрещины.
Кром того, в околошовной зоне получаются участки с отсутствием цинкового слоя, что в дальнейшем приведёт к коррозии металлов в этом месте.
Учитывая вышеуказанные причины, слой цинка в месте шва перед сваркой стоит удалить, и варить металл, а место шва защищать отдельно.
Какие методы сварки применяются для оцинкованного металла?
Как правило, для оцинкованной стали используются те же методы сварки, что и для углеродистых марок стали. Это:
- ММА — ручная электродуговая сварка.
- TIG – ручная аргонодуговая сварка.
- MIG/MAG – полуавтоматическая сварки при погружении металла в среду активных и инертных газов.
- Контактная точечная сварка – для тонколистовой стали (жесть 0,45 мм).
Для низкоуглеродистых сталей подбираются особы виды электродов – электроды с сильноосновными флюсами (УОНИ-13/45, УОНИ-13/55, ДСК-50).
Удаление цинкового покрытия
Цинковое покрытие в месте шва удаляют механическим способом (абразивом – наждачной бумагой, шлифовальным кругом), термическим (испаряют при нагреве, но метод вреден для здоровья) или химическим.
Если слой оцинковки тонколистовой стали мал, то удаление механическим способом проблематично. Его испаряют термическим способом, дожидаясь, пока цинк выгорит весь, иначе качество сварного шва будет значительно снижено.
Обработка сварного шва
Для методов, оставляющих шов открытым (без применения электродов на меди, алюминия и т.п.), требуется дополнительная обработка шва грунтовкой или спреем на основе цинка или других антикоррозионных соединений.
Особенности разных методов сварки
Электродуговая сварка
Используется для стали толщиной не менее 1,5 мм со значительным снижением скорости сварки относительно скорости для неоцинкованной стали. Используемая сила тока отличается для разных видов электродов: на обычных электродах снижение силы тока относительно требований для неоцинкованной стали составляет 6-10 А. Использование электродов, предназначенных для оцинковки (ЦУ-5, ЦЛ-20, ЦЛ-39) требует, напротив, повышения силы тока на 10-50А, а также увеличивается зазор между элементами.
Полуавтоматическая сварка
Для металлов 1,5-2 мм толщиной и выше. До 4 мм металл обрабатывается за один проход, свыше – за несколько. Большинство полуавтоматов предлагают выбрать режим работы для конкретного типа металла. Если на данном полуавтомате требуемый режим отсутствует, имеет смысл провести эксперимент на обрезках для определения оптимального варианта без повреждения стали. Для создания защитного газа в месте сварки используют присадочные материалы на основе меди или алюминия: это позволяет нагревать меньшую площадь металла, не разбрызгивать расплав и сразу защитить шов от проявлений коррозии. Присадки на основе кремния также позволяют защитить шов, но снижают его прочность, так как соединение обладает высокой текучестью.
После сварки остатки припоя снимаются щёткой и водой.
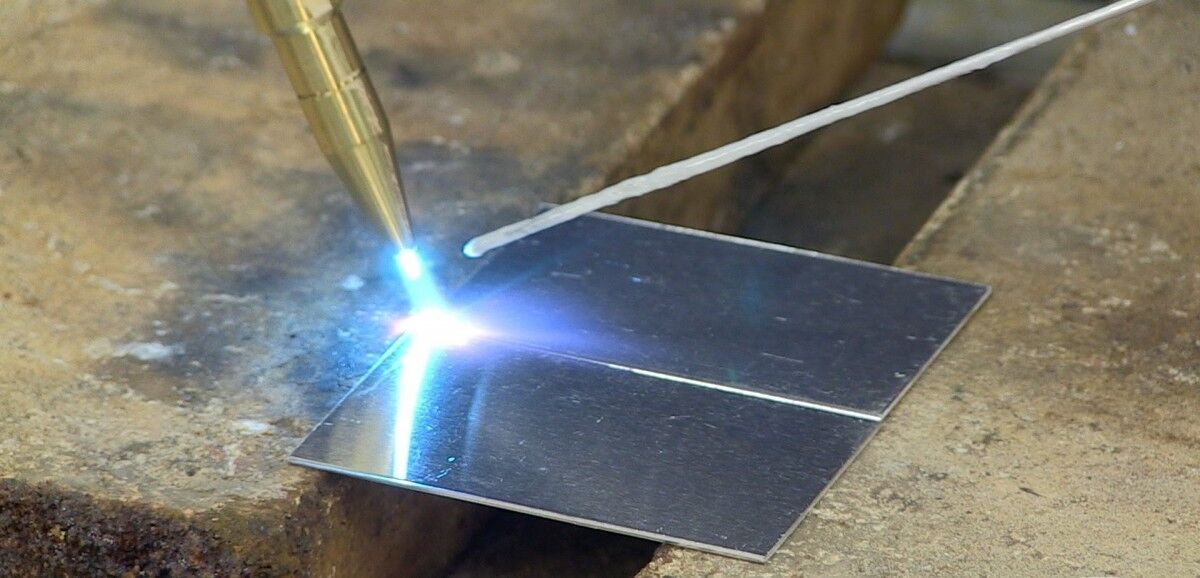
Аргонодуговая сварка
Это сварка с применением защитного газа аргона для защиты металла от прогорания. Используется для стали толщиной 0,3-1 мм. В работе применяются вольфрамовые электроды. Особенности сварки – в возможном разбрызгивании металла, что может снизить декоративные свойства, поэтому остатки привара и брызги удаляют сразу. Шов обрабатывают цинковым спреем-грунтовкой.
Используется для стали толщиной 0,3-1 мм. В работе применяются вольфрамовые электроды. Особенности сварки – в возможном разбрызгивании металла, что может снизить декоративные свойства, поэтому остатки привара и брызги удаляют сразу. Шов обрабатывают цинковым спреем-грунтовкой.
Контактная (точечная) сварка
Идеально подходит для жести, так как снижает вероятность прогорания. Используется вместе с электродами БрХ и БРХЦр на основе бронзы. Шов равномерно проваривается по всей длине, остаётся прочным, но перерасходует электроэнергию. Для сварки стали толщиной более 1,5 мм требуется предварительная проковка – соединение деталей ударами молота.
Как сваривать и паять оцинкованные листы
Оцинковкой называют тонкие листы из стали с защитным цинковым покрытием. Они востребованы в различных областях производства и промышленности. Популярность этого материала обусловлена высоким уровнем устойчивости к влиянию внешней среды, в том числе агрессивной.
Тонкий слой цинка предотвращает возможность разрушения из-за коррозии. Однако это достоинство имеет и обратную сторону: сварка и пайка материала сильно усложняются.
Однако это достоинство имеет и обратную сторону: сварка и пайка материала сильно усложняются.
Для качественной сварки оцинковки нужно выбрать подходящие присадки
Как спаять оцинковку
Этот вариант предпочтителен, поскольку меньше разрушает основу.
Для спайки оцинковки с листа убирают защитное покрытие. Используют один из трех способов:
- Термический – обжигание газовой горелкой с торцевых краев.
- Механический – обработка материалом с абразивной поверхностью.
- Химический – устранение слоя цинка с помощью щелочи или кислоты.
После зачистки деталь очищают от пыли и наносят канифоль на место спайки. Затем следует приложить припой и расплавить его паяльником. В качестве флюса используют борную кислоту. Важно равномерно нагревать соединяемые детали.
Сварка оцинкованных листов
Перед использованием любого способа сварки поверхность также освобождают от цинкового покрытия. Это важно для герметичности шва, профилактики появления пор и трещин.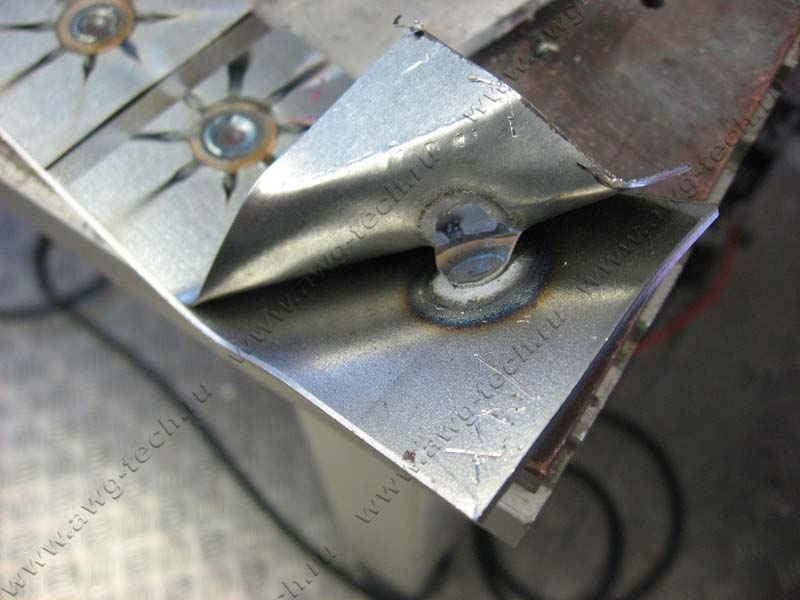 Толщина зачищенного слоя должна быть минимальной, иначе антикоррозийные свойства снизятся.
Толщина зачищенного слоя должна быть минимальной, иначе антикоррозийные свойства снизятся.
Цинк плавится при температуре 400 градусов, а испаряется при 900 градусах. Поэтому нужно учитывать, какую толщину имеет лист стали и его покрытие. В зависимости от этих показателей разрабатывают технические условия и подбирают тип электрода.
Так как основу оцинкованного листа составляет сталь, то и методы сварки применяют те же, что при работе с углеродистым металлом:
- Аргонодуговую.
- Электродуговую.
- Полуавтоматическую.
Если снятие наружного слоя невозможно по техническим причинам, используют электроды с покрытием из рутила. Оксид титана, входящий в его состав, обеспечивает герметичный и прочный шов, делает процесс зажигания дуги проще.
Работа со сталью с цинковым покрытием требует опыта и специальных навыков. Чтобы сварить низколегированную сталь, потребуется электрод с сильноосновным флюсом. Например, ДСК-50.
Предотвратить образование пор можно, превысив силу тока на величину от 10 до 50 Ампер. Промежуток между кромками приходится расширять примерно вдвое. При выполнении всех требований шов получается прочным.
Промежуток между кромками приходится расширять примерно вдвое. При выполнении всех требований шов получается прочным.
При толщине покрытия от 15 до 40 мкм более эффективен другой метод. Он представляет собой чередование возвратных и поступательных движений до момента полного очищения оцинковки. Очень важно точно соблюдать установленные границы, чтобы не нанести повреждений. Этот способ позволяет получить шов высокой прочности.
Сварка полуавтоматом с подходящими присадками дает качественный результат. Высокую эффективность показывают присадки, которые содержат медь вместе с Mg, Al и Si. От того, сколько процентов в составе имеет каждое вещество, зависит простота будущей обработки и прочность соединения. Медь и кремний дают не слишком прочный шов, но его легко обработать впоследствии.
Медно-алюминиевый неорганический композит подходит для конструкций с содержанием алюминия. Вещество из кремния, меди и марганца позволяет получить высокопрочный шов. Но обработать его сложно, придется потратить время и приложить усилия.
Зачистку рабочей зоны проводят в строго обозначенных масштабах. Медь начинает плавиться раньше, чем сталь, поэтому такой способ сварки похож на запаивание. При грамотном и профессиональном выполнении всех этапов от коррозии защищены и основной металл, и полученный шов. При нагреве до температуры сварки материалы не разбрызгиваются. Оцинкованные детали соединяются очень прочно.
Чтобы обеспечить стабильность работы, важно тщательно выбрать источник электропитания, отрегулировать режим. Максимально качественный шов получается при использовании импульсного тока в инертном аргоне. Альтернатива ему – диоксид углерода, гелий и другие защитные газы. Для работы с оцинковкой часто используют точечную сварку, но из-за нюансов в технологии она подходит для листа толщиной не более половины миллиметра.
После сварки или пайки оцинкованных листов нужно обязательно проверить качество шва
Полезные советы
При сварке или пайке оцинкованной стали в воздух выделяются токсичные вещества как из защитного слоя, так и из применяемых припоев и флюсов. Проводить эти работы нужно в строгом соответствии с правилами техники безопасности.
Проводить эти работы нужно в строгом соответствии с правилами техники безопасности.
Также рекомендуем обратить внимание на следующие нюансы:
- После очистки площади соединения металлической щеткой нужно восстановить покрытие на шве и месте присоединения клеммы специальным составом. Он продается в емкостях маленького объема и аэрозольных упаковках.
- На стыке нужно увеличить силу тока до 15 А, а скорость, наоборот, снизить. В итоге образуется валик высокой плотности. Он выдерживает высокую нагрузку на изгиб.
- Контроль качества шва и минимизация разбрызгивания металла возможны при короткой дуге. Также сводится к минимуму возможность прожечь искрами цинковый слой.
- Оборудование настраивают на низкотоковый режим. При работе с инвертором полуавтоматом это режим Synergic. Сила тока на инверторе – на 10 А ниже базового значения.
Новичку нужно обязательно проверять, насколько качественным получился шов. Когда будет снят шлак, его можно осмотреть визуально.
5 Важно знать о безопасной сварке оцинкованной стали
Когда дело доходит до процесса изготовления металла, сварка оцинкованной стали является важным и ценным методом. Этот метод используется, в частности, при изготовлении решеток из оцинкованной стали или сетки из оцинкованной стали.
Однако с годами он приобрел плохую репутацию из-за определенных проблем со здоровьем сварщика и с самим материалом. Но при наличии надлежащих знаний и навыков здоровье сварочного персонала не будет в беде. Кроме того, достаточное понимание этого процесса также приведет к удовлетворительному результату сварки.
Чтобы дать вам больше информации, вот запись в блоге о том, что нужно знать о безопасной сварке оцинкованной стали.
1. Определение оцинкованной стали
По сути, оцинкованная сталь представляет собой обычные стальные листы, покрытые цинком, что делает их устойчивыми к ржавчине. Обычный стальной лист обычно изготавливается из железа. Но этот материал подвержен ржавчине при воздействии влаги.
Но этот материал подвержен ржавчине при воздействии влаги.
Оцинкованная сталь является сегодня одним из наиболее распространенных видов стали на рынке. Одной из основных причин является его повышенная долговечность. Он также имеет ту же эластичность, что и сталь. Кроме того, он обладает коррозионно-стойкими свойствами цинково-железного покрытия.
Кроме того, оцинкованная сталь в основном используется для современных зданий со стальным каркасом. Некоторые отрасли, в которых используется оцинкованная сталь, включают ветряную и солнечную промышленность, автомобильную промышленность, строительство и телекоммуникационную промышленность.
2. Проблемы с материалами при сварке оцинкованной стали
Существуют определенные проблемы, с которыми могут столкнуться сварщики при сварке оцинкованной стали. Вот некоторые из них.
- Коррозия
Коррозионная стойкость является распространенной проблемой при сварке оцинкованной стали. Идея цинкования состоит в том, чтобы предотвратить ржавчину стали. Однако сначала необходимо избавиться от гальванического цинка в зоне сварки, тем самым оголив участок для коррозии.
Идея цинкования состоит в том, чтобы предотвратить ржавчину стали. Однако сначала необходимо избавиться от гальванического цинка в зоне сварки, тем самым оголив участок для коррозии.
Единственный способ решить эту проблему — снова оцинковать сталь после завершения сварки. Хотя это требует много времени, это практичный метод сохранения коррозионно-стойких свойств материала.
- Проблемы с покрытием
Помимо проблем со здоровьем, которые может вызвать сварка оцинкованной стали, существуют и другие проблемы, с которыми вы можете столкнуться. Одной из проблем, связанных со сваркой оцинкованной стали, является наличие цинкового покрытия на оцинкованной стали. Этот материал может повредить сварной шов. Поскольку есть покрытие, оно затрудняет проникновение. Кроме того, это может привести к тому, что сварной шов будет иметь включения и пористость.
Для успешной сварки оцинкованной стали требуется опытный сварщик. Кроме того, чтобы решить проблему с покрытием, следует удалить цинковое покрытие с участка сварки. Присадочный материал также можно использовать на оцинкованной части зоны сварки.
Присадочный материал также можно использовать на оцинкованной части зоны сварки.
3. Надлежащий уход и техническое обслуживание для защиты оцинкованной стали
Чтобы избежать или свести к минимуму проблемы, связанные с оцинкованной сталью, крайне важно обеспечить общий уход и техническое обслуживание вашей продукции. Вот несколько важных рекомендаций, как это сделать.
- Изделия из оцинкованной стали не должны подвергаться воздействию условий с рН от 6 до 12. Это связано с тем, что оцинкованное покрытие может подвергаться большей коррозии, чем обычное.
- Не должно быть прямого контакта изделий из оцинкованной стали с разнородными металлами, в том числе латунью и медью, особенно в агрессивных средах.
- Избегайте абразивной очистки или мытья изделий из оцинкованной стали. На внешнем пространстве оцинкованной стали образуется тонкая барьерная пленка из нерастворимого коррозионностойкого материала цинка. Это также известно как патина. Это защищает оцинкованную сталь от коррозии.
 Жесткая очистка смоет эту защитную пленку. Когда это произойдет, будет потребляться больше цинка. В конечном итоге это сократит срок службы изделия из оцинкованной стали.
Жесткая очистка смоет эту защитную пленку. Когда это произойдет, будет потребляться больше цинка. В конечном итоге это сократит срок службы изделия из оцинкованной стали. - Для изделий из оцинкованной стали, расположенных в зонах с высокой коррозионной активностью, таких как прибрежные районы и промышленные предприятия, обязательно регулярно промывайте изделие питьевой водой. Он также не должен подвергаться воздействию дождя и солнца.
- Не храните оцинкованные изделия во влажных и плохо проветриваемых помещениях в течение длительного времени. Место хранения должно быть сухим и иметь хорошую вентиляцию.
4. Проблемы со здоровьем при сварке оцинкованной стали
Помимо проблем с материалами, существуют также риски для здоровья, с которыми могут столкнуться операторы. Подробнее об этих опасностях читайте ниже.
Металлический дым
При сварке оцинкованной стали цинковое покрытие легко испаряется. При этом образуются пары оксида цинка, которые смешиваются с воздухом. Этот газ может оказывать краткосрочное воздействие на ваше здоровье, которое также известно как «лихорадка металлического дыма». Сварщики могут испытывать гриппоподобные симптомы, когда вдыхают пары. Они могут включать тошноту, головные боли, высокую температуру, озноб и жажду. Симптомы обычно исчезают в течение 48 часов после воздействия.
Этот газ может оказывать краткосрочное воздействие на ваше здоровье, которое также известно как «лихорадка металлического дыма». Сварщики могут испытывать гриппоподобные симптомы, когда вдыхают пары. Они могут включать тошноту, головные боли, высокую температуру, озноб и жажду. Симптомы обычно исчезают в течение 48 часов после воздействия.
Долгосрочные проблемы со здоровьем
В гальваническом покрытии содержится небольшое количество свинца. При сварке этот свинец будет испаряться и образовывать пары оксида свинца. Эти газы могут вызывать долговременные проблемы со здоровьем, такие как рак легких и мозга, и даже осложнения со стороны нервной системы. Таким образом, крайне важно носить надлежащее защитное оборудование, чтобы избежать этих проблем со здоровьем.
Защитное снаряжение и надлежащее обучение
Все проблемы безопасности, упомянутые выше, сводятся к отсутствию обучения сварщиков технике безопасности. Очень важно, чтобы сварщик был хорошо обучен. Они должны защищать сварочный щиток и лицо сварщика от дыма. Сварщик также должен находиться в правильном положении, чтобы поток чистого воздуха был максимальным. Кроме того, это предотвратит скопление окисленной пыли внутри щитка сварщика.
Они должны защищать сварочный щиток и лицо сварщика от дыма. Сварщик также должен находиться в правильном положении, чтобы поток чистого воздуха был максимальным. Кроме того, это предотвратит скопление окисленной пыли внутри щитка сварщика.
В целях безопасности сварщик должен быть обеспечен качественной маской. Они также должны быть полностью обучены мерам безопасности при сварке.
5. Способы повышения безопасности сварки
Чтобы обеспечить безопасность оператора во время сварки, необходимо следовать этим советам. Ниже приведены некоторые методы безопасной сварки.
- Носите соответствующую одежду
Помните, что при сварочных работах любые открытые участки кожи подвержены разрушительному воздействию ультрафиолетовых и инфракрасных лучей. Кроме того, искры могут легко попасть в открытые карманы, штаны с манжетами или рубашки, которые не полностью застегнуты. Вот почему важно носить одежду, которая не обнажает кожу. Также не держите в карманах спички или бутановые зажигалки.
Также не держите в карманах спички или бутановые зажигалки.
В первую очередь каждый сварщик должен быть обеспечен надлежащими средствами индивидуальной защиты. Это оборудование включает в себя сварочные перчатки, каски, кожаные куртки и ботинки. Помимо этих шестерен, крайне необходим респиратор, особенно при сварке оцинкованной стали.
Для лучшей защиты ног используйте высокие кожаные туфли или ботинки. Следите за тем, чтобы брюки надевали поверх обуви. Избегайте использования тканевой обуви, так как она легко тлеет.
Дым и пары, выделяемые при сварке, могут представлять опасность для здоровья. Токсичные пары могут легко накапливаться, а защитные газы также могут заменить пригодный для дыхания воздух. Поэтому крайне важно работать в хорошо проветриваемом помещении.
Если сварщик работает в ограниченном пространстве, используйте вытяжной колпак. Это может удалить пары из помещения и обеспечить достаточное количество чистого воздуха для дыхания.
При сварке с незащищенными глазами у сварщика может возникнуть вспышка дуги уже через несколько секунд воздействия лучей сварочной дуги. Это болезненное состояние глаз, которое может длиться несколько часов после воздействия.
Это болезненное состояние глаз, которое может длиться несколько часов после воздействия.
Следовательно, всегда надевайте подходящие сварочные маски с фильтром. Это необходимо для защиты глаз сварщика во время сварки. Выбирайте утвержденные защитные очки с боковыми щитками и защитой для ушей.
Заключение
Сварка оцинкованной стали может быть рискованной для людей, не имеющих предварительных знаний о процессе производства металла. Также важно изучить меры предосторожности при сварке этих материалов.
Правильный подход к сварке оцинкованной стали – лучший способ решения определенных вопросов. Если вам нужна помощь в изготовлении металла, не стесняйтесь обращаться к квалифицированному и опытному производителю листового металла в вашем регионе.
Безопасная сварка оцинкованной стали — Сварка оцинкованной стали
Безопасная сварка оцинкованной стали
5 декабря 2017 г.
КАК БЕЗОПАСНО СВАРИТЬ
ОЦИНКОВАННАЯ СТАЛЬ
Сварка оцинкованной стали является важным и ценным методом в процессе производства металла, особенно при производстве проволочной сетки из оцинкованной стали или решеток из оцинкованной стали, но в последнее время люди избегают этого из-за токсичных паров, которые образуются при сварке оцинкованной стали. Также есть опасения, как быть с покрытием из оцинкованной стали и что делать с коррозией.
Также есть опасения, как быть с покрытием из оцинкованной стали и что делать с коррозией.
К счастью, правильный подход к сварке оцинкованной стали позволяет эффективно решить все эти проблемы.
Безопасность при сварке оцинкованной стали
Если вы примете надлежащие меры личной защиты, вы будете в гораздо большей безопасности при контакте с ядовитыми парами. На разных объектах могут использоваться разные средства защиты, хотя перчатки, сварочные каски, ботинки со стальными носками, а иногда и кожаные куртки часто являются частью униформы.
Однако одним защитным устройством, которое не подлежит обсуждению, является респиратор. Вы обязательно должны использовать респиратор при сварке оцинкованной стали, чтобы избежать вдыхания образующихся потенциально смертельных паров оксида цинка. Даже при использовании респиратора сварку следует проводить в хорошо проветриваемом помещении.
Проблемы с покрытием при сварке оцинкованной стали
Еще одна проблема при сварке оцинкованной стали заключается в том, что цинковые покрытия могут сделать невозможным чистый сварной шов, помешать плавлению и привести к пористости и включениям. Вам понадобится квалифицированный сварщик, чтобы успешно сварить оцинкованную сталь, и идеальный метод — удалить цинковое покрытие с участка, где вы свариваете. Если вы не можете этого сделать, используйте наполнитель на оцинкованной части зоны сварки.
Вам понадобится квалифицированный сварщик, чтобы успешно сварить оцинкованную сталь, и идеальный метод — удалить цинковое покрытие с участка, где вы свариваете. Если вы не можете этого сделать, используйте наполнитель на оцинкованной части зоны сварки.
Вам будет легче сваривать сталь, оцинкованную с помощью гальванического покрытия, чем сталь, полученную горячим погружением или термическим напылением, так как последние два имеют более толстое и менее однородное покрытие и, таким образом, с цинком сложнее иметь дело при попытке сварки. сварка.
Проблемы коррозии при сварке оцинкованной стали
Коррозионная стойкость — это проблема, с которой сталкиваются при сварке оцинкованной стали. Весь смысл гальванического покрытия состоит в том, чтобы предотвратить коррозию, но вам необходимо удалить гальванический цинк вокруг зоны сварки, подвергая эти участки коррозии. Единственное, что можно сделать в этом случае, это повторно оцинковать после завершения сварки.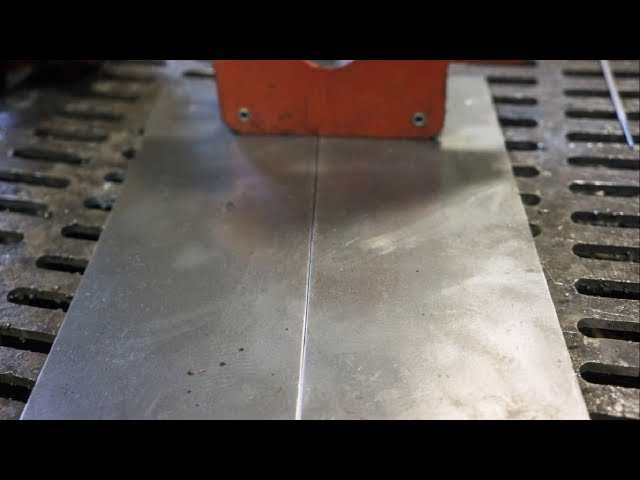 Однако, несмотря на то, что это занимает много времени, это эффективный способ сохранить коррозионно-стойкую целостность изделия.
Однако, несмотря на то, что это занимает много времени, это эффективный способ сохранить коррозионно-стойкую целостность изделия.
Правильная сварка оцинкованной стали требует некоторого внимания, но это возможно. Обязательно убедитесь, что любой из ваших сварщиков оцинкованной стали понимает все правила и нормы безопасности, особенно в отношении защиты от токсичных паров оксида цинка. Убедитесь, что существует стандартный подход к сварке оцинкованной стали, и что все ваши сварщики знают, как ему следовать, и знают, как это делать.
Если вы установите четкие правила и рекомендации для наиболее безопасного и эффективного способа цинкования стали, у вас не должно возникнуть проблем с этим важным процессом изготовления металла.
Марко — ваш поставщик оцинкованной стали
Marco Specialty Steel — это ваша штаб-квартира с разнообразным и обширным ассортиментом продукции из специальной стали, включая сварную оцинкованную сталь. В наличии большой ассортимент изделий из оцинкованной стали:
- Проволочная ткань
- Перфорированный металл
- Расширенный металл
- Стержневая решетка
- Защитные решетки
Марко — ваш эксперт по изготовлению
Наш склад в Хьюстоне включает в себя большой производственный отдел, в котором есть все необходимое оборудование для настройки всех продуктов, которые мы продаем.