
Как сваривают оцинкованный металл: методы, особенности
24.10.2020
Необходимость сварки оцинкованной стали возникает при производстве труб или фасонного металлопроката, соединениях труб под углом без изгиба, прямого соединения труб для получения длинного трубопровода и т.п. Оцинкованный металл по сути остаётся обычным металлом с его высокой или низкой способностью к свариванию, поверхность которого покрыта защитным слоем цинка толщиной от 2 до 150 мкм.
В чём особенности сварки оцинкованного металла?
Способы и методы сварки оцинкованного металла и обычного имеют некоторые отличия, связанные, прежде всего, с температурными условиями. Сварка оцинкованного листа или рулонной стали происходит при температуре свыше 1000 градусов Цельсия, тогда как температура плавления цинка находится на уровне 450 градусов. Плавящийся цинк переходит в жидкое, а затем, при температуре свыше 900 градусов — в газообразное состояние. Цинковые пары проникают в структуру металла в месте сварки, нарушая её и делая металл более ломким, образуя поры и микротрещины.
Кром того, в околошовной зоне получаются участки с отсутствием цинкового слоя, что в дальнейшем приведёт к коррозии металлов в этом месте.
Учитывая вышеуказанные причины, слой цинка в месте шва перед сваркой стоит удалить, и варить металл, а место шва защищать отдельно.
Какие методы сварки применяются для оцинкованного металла?
Как правило, для оцинкованной стали используются те же методы сварки, что и для углеродистых марок стали. Это:
- ММА — ручная электродуговая сварка.
- TIG – ручная аргонодуговая сварка.
- MIG/MAG – полуавтоматическая сварки при погружении металла в среду активных и инертных газов.
- Контактная точечная сварка – для тонколистовой стали (жесть 0,45 мм).
Для низкоуглеродистых сталей подбираются особы виды электродов – электроды с сильноосновными флюсами (УОНИ-13/45, УОНИ-13/55, ДСК-50).
Удаление цинкового покрытия
Цинковое покрытие в месте шва удаляют механическим способом (абразивом – наждачной бумагой, шлифовальным кругом), термическим (испаряют при нагреве, но метод вреден для здоровья) или химическим.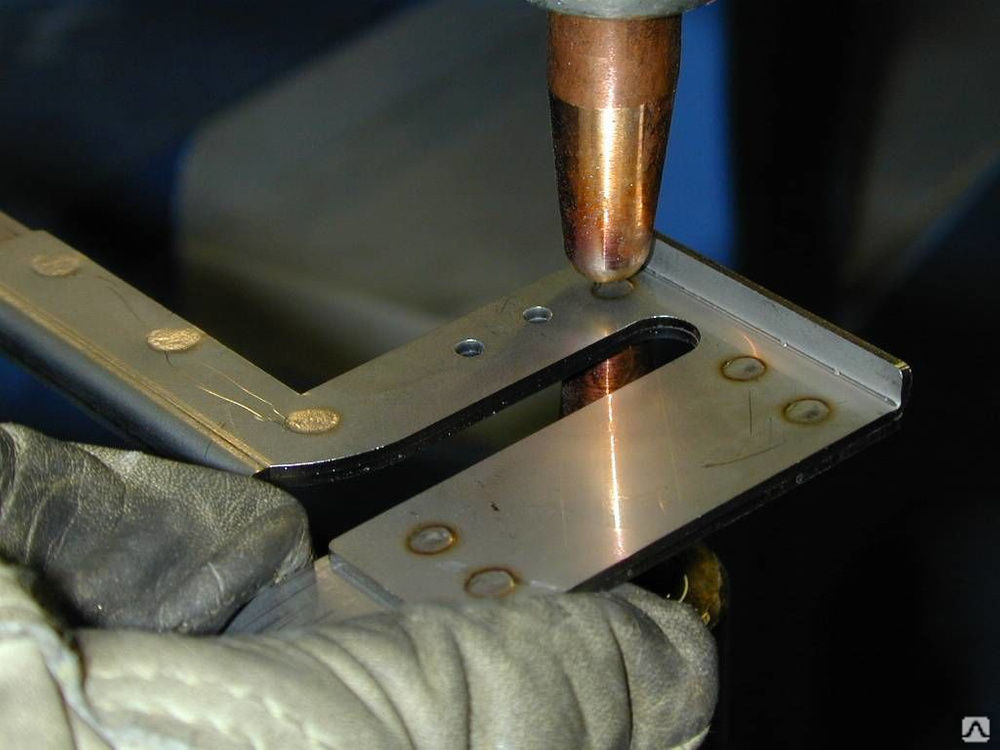
Если слой оцинковки тонколистовой стали мал, то удаление механическим способом проблематично. Его испаряют термическим способом, дожидаясь, пока цинк выгорит весь, иначе качество сварного шва будет значительно снижено.
Обработка сварного шва
Для методов, оставляющих шов открытым (без применения электродов на меди, алюминия и т.п.), требуется дополнительная обработка шва грунтовкой или спреем на основе цинка или других антикоррозионных соединений.
Особенности разных методов сварки
Электродуговая сварка
Используется для стали толщиной не менее 1,5 мм со значительным снижением скорости сварки относительно скорости для неоцинкованной стали. Используемая сила тока отличается для разных видов электродов: на обычных электродах снижение силы тока относительно требований для неоцинкованной стали составляет 6-10 А. Использование электродов, предназначенных для оцинковки (ЦУ-5, ЦЛ-20, ЦЛ-39) требует, напротив, повышения силы тока на 10-50А, а также увеличивается зазор между элементами.
Полуавтоматическая сварка
Для металлов 1,5-2 мм толщиной и выше. До 4 мм металл обрабатывается за один проход, свыше – за несколько. Большинство полуавтоматов предлагают выбрать режим работы для конкретного типа металла. Если на данном полуавтомате требуемый режим отсутствует, имеет смысл провести эксперимент на обрезках для определения оптимального варианта без повреждения стали. Для создания защитного газа в месте сварки используют присадочные материалы на основе меди или алюминия: это позволяет нагревать меньшую площадь металла, не разбрызгивать расплав и сразу защитить шов от проявлений коррозии. Присадки на основе кремния также позволяют защитить шов, но снижают его прочность, так как соединение обладает высокой текучестью.
После сварки остатки припоя снимаются щёткой и водой.
Аргонодуговая сварка
Это сварка с применением защитного газа аргона для защиты металла от прогорания. Используется для стали толщиной 0,3-1 мм. В работе применяются вольфрамовые электроды. Особенности сварки – в возможном разбрызгивании металла, что может снизить декоративные свойства, поэтому остатки привара и брызги удаляют сразу. Шов обрабатывают цинковым спреем-грунтовкой.
Используется для стали толщиной 0,3-1 мм. В работе применяются вольфрамовые электроды. Особенности сварки – в возможном разбрызгивании металла, что может снизить декоративные свойства, поэтому остатки привара и брызги удаляют сразу. Шов обрабатывают цинковым спреем-грунтовкой.
Контактная (точечная) сварка
Идеально подходит для жести, так как снижает вероятность прогорания. Используется вместе с электродами БрХ и БРХЦр на основе бронзы. Шов равномерно проваривается по всей длине, остаётся прочным, но перерасходует электроэнергию. Для сварки стали толщиной более 1,5 мм требуется предварительная проковка – соединение деталей ударами молота.
Сварка оцинкованной стали | Статьи
Сварка оцинкованной стали находит весьма широкое применение при
- строительных работах для крепежа конструкций, каркасов, листовых материалов и др.,
- производстве бытовых приборов и автотранспорта,
- прокладывании вентиляционных систем и мн.
 др.
др.
Сам слой цинка, предупреждающий образование коррозии, может быть от 1 до 20 мкм. Он обеспечивает катодную защиту. Даже при наличии повреждений поверхности такая обработка не теряет своей эффективности. Таким образом, во время сварочных работ на оцинкованном металле образуется уже полностью защищенный от коррозии слой (даже на кромках срезов).
Как известно, цинк плавится уже при 420° С, а если температура станет выше 906° С, то она просто начнет испаряться. Поэтому нужно избегать резкого теплового воздействия.
Чтобы не допустить появления трещин и других повреждений цинкового слоя, используются особые присадочные материалы (чаще всего это такие соединения, как CuSi3, CuAl8, CuSi2Mn). Как видно, все они содержат медь, поэтому плавятся при температуре около 1000° С, а сам обрабатываемый металлический предмет при этом – нет. С помощью присадочных проволок сталь во время сварки удерживается в защитной газовой среде.
Использование этой простой технологии обеспечивает целый ряд преимуществ:
- основной материал и сварочный шов надежно защищены от коррозии,
- рабочая поверхность выгорает гораздо меньше, поскольку тепловложение при сварке намного ниже,
- раскаленный материал почти не разбрызгивается,
- производить дальнейшую обработку такого шва значительно легче.

В результате такой спайки сталь переходит в шов, иными словами – импульсивную сварочную дугу.
Для сокращения испарений цинка оцинкованную сталь обрабатывают при небольшой силе тока. Это также позволяет сократить число «спор» на сварочном шве, повысить качество работ и материала в целом.
Для выполнения этой процедуры используется особый режим – синержик – с цифровым управлением, при котором параметры для каждого взаимодействия проволоки с газом программируются автоматически. При выполнении работ специалисты компании «Стройметалл» выбирают оптимальные режимы в зависимости от типа присадочной проволоки, а встроенный процессор установит оптимальный режим мощности.
Чтобы присадочный материал при сварке подавался бесперебойно, необходимо обеспечить точное вхождение проволоки в контактный наконечник, который также нужно подбирать с особой тщательностью.
Если вам требуется качественно и оперативно выполнить сварочные работы по оцинкованной стали на промышленных или частных объектах, обращайтесь в компанию «Стройсталь»!
Мы специализируемся на поставках изделий металлопроката, а также предоставляем услуги по металлообработке.
Уточнить стоимость работ или заказать сварку оцинкованной стали можно по телефону +7 (495) 798-76-73.
Поделиться:
5 Важно знать о безопасной сварке оцинкованной стали
Когда дело доходит до процесса изготовления металла, сварка оцинкованной стали является важным и ценным методом. Этот метод используется, в частности, при изготовлении решеток из оцинкованной стали или сетки из оцинкованной стали.
Однако с годами он приобрел плохую репутацию из-за определенных проблем со здоровьем сварщика и с самим материалом. Но при наличии надлежащих знаний и навыков здоровье сварочного персонала не будет в беде. Кроме того, достаточное понимание этого процесса также приведет к удовлетворительному результату сварки.
Чтобы дать вам больше информации, вот запись в блоге о том, что нужно знать о безопасной сварке оцинкованной стали.
1. Определение оцинкованной стали
В основном, оцинкованная сталь представляет собой обычные стальные листы, покрытые цинком, что делает их устойчивыми к ржавчине. Обычный стальной лист обычно изготавливается из железа. Но этот материал подвержен ржавчине при воздействии влаги.
Обычный стальной лист обычно изготавливается из железа. Но этот материал подвержен ржавчине при воздействии влаги.
Оцинкованная сталь является сегодня одним из наиболее распространенных видов стали на рынке. Одной из основных причин является его повышенная долговечность. Он также имеет ту же эластичность, что и сталь. Кроме того, он обладает коррозионно-стойкими свойствами цинково-железного покрытия.
Кроме того, оцинкованная сталь в основном используется для современных зданий со стальным каркасом. Некоторые отрасли, в которых используется оцинкованная сталь, включают ветряную и солнечную промышленность, автомобильную промышленность, строительство и телекоммуникационную промышленность.
2. Проблемы с материалами при сварке оцинкованной стали
Существуют определенные проблемы, с которыми могут столкнуться сварщики при сварке оцинкованной стали. Вот некоторые из них.
- Коррозия
Коррозионная стойкость является распространенной проблемой при сварке оцинкованной стали. Идея цинкования состоит в том, чтобы предотвратить ржавчину стали. Однако сначала необходимо избавиться от гальванического цинка в зоне сварки, тем самым оголив участок для коррозии.
Идея цинкования состоит в том, чтобы предотвратить ржавчину стали. Однако сначала необходимо избавиться от гальванического цинка в зоне сварки, тем самым оголив участок для коррозии.
Единственный способ решить эту проблему — снова оцинковать сталь после завершения сварки. Хотя это требует много времени, это практичный метод сохранения коррозионно-стойких свойств материала.
- Проблемы с покрытием
Помимо проблем со здоровьем, которые может вызвать сварка оцинкованной стали, существуют и другие проблемы, с которыми вы можете столкнуться. Одной из проблем, связанных со сваркой оцинкованной стали, является наличие цинкового покрытия на оцинкованной стали. Этот материал может повредить сварной шов. Поскольку есть покрытие, оно затрудняет проникновение. Кроме того, это может привести к тому, что сварной шов будет иметь включения и пористость.
Для успешной сварки оцинкованной стали требуется опытный сварщик. Кроме того, чтобы решить проблему с покрытием, следует удалить цинковое покрытие с участка сварки. Присадочный материал также можно использовать на оцинкованной части зоны сварки.
Присадочный материал также можно использовать на оцинкованной части зоны сварки.
3. Надлежащий уход и техническое обслуживание для защиты оцинкованной стали
Чтобы избежать или свести к минимуму проблемы, связанные с оцинкованной сталью, крайне важно обеспечить общий уход и техническое обслуживание вашей продукции. Вот несколько важных рекомендаций, как это сделать.
- Изделия из оцинкованной стали не должны подвергаться воздействию условий с рН от 6 до 12. Это связано с тем, что оцинкованное покрытие может подвергаться большей коррозии, чем обычное.
- Не должно быть прямого контакта изделий из оцинкованной стали с разнородными металлами, в том числе латунью и медью, особенно в агрессивных средах.
- Избегайте абразивной очистки или мытья изделий из оцинкованной стали. На внешнем пространстве оцинкованной стали образуется тонкая барьерная пленка из нерастворимого коррозионностойкого материала цинка. Это также известно как патина. Это защищает оцинкованную сталь от коррозии.
 Жесткая очистка смоет эту защитную пленку. Когда это произойдет, будет потребляться больше цинка. В конечном итоге это сократит срок службы изделия из оцинкованной стали.
Жесткая очистка смоет эту защитную пленку. Когда это произойдет, будет потребляться больше цинка. В конечном итоге это сократит срок службы изделия из оцинкованной стали. - Для изделий из оцинкованной стали, расположенных в зонах с высокой коррозионной активностью, таких как прибрежные районы и промышленные предприятия, обязательно регулярно промывайте изделие питьевой водой. Он также не должен подвергаться воздействию дождя и солнца.
- Не храните оцинкованные изделия во влажных и плохо проветриваемых помещениях в течение длительного времени. Место хранения должно быть сухим и иметь хорошую вентиляцию.
4. Проблемы со здоровьем при сварке оцинкованной стали
Помимо проблем с материалами, существуют также риски для здоровья, с которыми могут столкнуться операторы. Подробнее об этих опасностях читайте ниже.
Металлический дым
При сварке оцинкованной стали цинковое покрытие легко испаряется. При этом образуются пары оксида цинка, которые смешиваются с воздухом. Этот газ может оказывать краткосрочное воздействие на ваше здоровье, которое также известно как «лихорадка металлического дыма». Сварщики могут испытывать гриппоподобные симптомы, когда вдыхают пары. Они могут включать тошноту, головные боли, высокую температуру, озноб и жажду. Симптомы обычно исчезают в течение 48 часов после воздействия.
Этот газ может оказывать краткосрочное воздействие на ваше здоровье, которое также известно как «лихорадка металлического дыма». Сварщики могут испытывать гриппоподобные симптомы, когда вдыхают пары. Они могут включать тошноту, головные боли, высокую температуру, озноб и жажду. Симптомы обычно исчезают в течение 48 часов после воздействия.
Долгосрочные проблемы со здоровьем
В гальваническом покрытии содержится небольшое количество свинца. При сварке этот свинец будет испаряться и образовывать пары оксида свинца. Эти газы могут вызывать долговременные проблемы со здоровьем, такие как рак легких и мозга, и даже осложнения со стороны нервной системы. Таким образом, крайне важно носить надлежащее защитное оборудование, чтобы избежать этих проблем со здоровьем.
Защитное снаряжение и надлежащее обучение
Все проблемы безопасности, упомянутые выше, сводятся к отсутствию обучения сварщиков технике безопасности. Очень важно, чтобы сварщик был хорошо обучен. Они должны защищать сварочный щиток и лицо сварщика от дыма. Сварщик также должен находиться в правильном положении, чтобы поток чистого воздуха был максимальным. Кроме того, это предотвратит скопление окисленной пыли внутри щитка сварщика.
Они должны защищать сварочный щиток и лицо сварщика от дыма. Сварщик также должен находиться в правильном положении, чтобы поток чистого воздуха был максимальным. Кроме того, это предотвратит скопление окисленной пыли внутри щитка сварщика.
В целях безопасности сварщик должен быть обеспечен качественной маской. Они также должны быть полностью обучены мерам безопасности при сварке.
5. Способы повышения безопасности сварки
Чтобы обеспечить безопасность оператора во время сварки, необходимо следовать этим советам. Ниже приведены некоторые методы безопасной сварки.
- Носите соответствующую одежду
Помните, что при сварочных работах любые открытые участки кожи подвержены разрушительному воздействию ультрафиолетовых и инфракрасных лучей. Кроме того, искры могут легко попасть в открытые карманы, штаны с манжетами или рубашки, которые не полностью застегнуты. Вот почему важно носить одежду, которая не обнажает кожу. Также не держите в карманах спички или бутановые зажигалки.
Также не держите в карманах спички или бутановые зажигалки.
В первую очередь каждый сварщик должен быть обеспечен надлежащими средствами индивидуальной защиты. Это оборудование включает в себя сварочные перчатки, каски, кожаные куртки и сапоги. Помимо этих шестерен, крайне необходим респиратор, особенно при сварке оцинкованной стали.
Для лучшей защиты ног используйте высокие кожаные туфли или сапоги. Следите за тем, чтобы брюки надевали поверх обуви. Избегайте использования тканевой обуви, так как она легко тлеет.
Дым и пары, выделяемые при сварке, могут представлять опасность для здоровья. Токсичные пары могут легко накапливаться, а защитные газы также могут заменить пригодный для дыхания воздух. Поэтому крайне важно работать в хорошо проветриваемом помещении.
Если сварщик работает в ограниченном пространстве, используйте вытяжной колпак. Это может удалить пары из помещения и обеспечить достаточное количество чистого воздуха для дыхания.
При сварке с незащищенными глазами у сварщика может возникнуть вспышка дуги уже через несколько секунд воздействия лучей сварочной дуги. Это болезненное состояние глаз, которое может длиться несколько часов после воздействия.
Это болезненное состояние глаз, которое может длиться несколько часов после воздействия.
Следовательно, всегда надевайте подходящие сварочные маски с фильтром. Это необходимо для защиты глаз сварщика во время сварки. Выбирайте утвержденные защитные очки с боковыми щитками и защитой для ушей.
Заключение
Сварка оцинкованной стали может быть рискованной для людей, не имеющих предварительных знаний о процессе изготовления металла. Также важно изучить меры предосторожности при сварке этих материалов.
Правильный подход к сварке оцинкованной стали – лучший способ решения определенных вопросов. Если вам нужна помощь в изготовлении металла, не стесняйтесь обращаться к квалифицированному и опытному производителю листового металла в вашем регионе.
Можно ли сваривать оцинкованную сталь?
Дом » База знаний » Можно ли сваривать оцинкованную сталь?
Автор Доктор Том Лэнгилл
Никогда раньше не сваривал оцинкованные изделия.
 Как сварить оцинкованную сталь? Сварка оцинкованной стали
Как сварить оцинкованную сталь? Сварка оцинкованной сталиСпецификации сварки взяты из Американского общества сварщиков (AWS) 0.19.0, Сварка оцинкованной стали . Эта спецификация, касающаяся подготовки металла и фактического процесса сварки, требует, чтобы сварка выполнялась на стали, не содержащей цинка, хотя компонент уже был оцинкован. Цинковое покрытие должно быть удалено не менее чем на 1-4 дюйма с обеих сторон предполагаемого сварного шва и с обеих сторон заготовки.
Шлифовка – наиболее эффективный способ удаления оцинкованного покрытия. Все сварные швы на оцинкованных поверхностях разрушают цинковые покрытия в месте сварки и повреждают покрытие, прилегающее к сварному шву. Защитное покрытие должно быть восстановлено после завершения операции сварки. Реставрацию следует выполнять в соответствии со стандартом ASTM A780 с использованием краски, содержащей цинковую пыль, или аналогичных разрешенных продуктов, способных образовывать богатую цинком пленку до толщины, требуемой стандартом. Все сварочные процессы производят дым и газ в большей или меньшей степени. Родственные процессы, такие как кислородный нагрев и резка, плазменная резка и строжка с воздушной дугой, выделяют дым и газ. Сварочные дымы являются спорной темой в современной культуре, заботящейся об окружающей среде, и должны вызывать озабоченность у всех сварщиков и производителей. Производители и сварщики должны определять опасности, связанные со сваркой сталей с покрытием и без покрытия, а рабочие должны быть обучены соблюдать методы работы в соответствии с правилами Управления по охране труда и здоровья (OSHA).
Все сварочные процессы производят дым и газ в большей или меньшей степени. Родственные процессы, такие как кислородный нагрев и резка, плазменная резка и строжка с воздушной дугой, выделяют дым и газ. Сварочные дымы являются спорной темой в современной культуре, заботящейся об окружающей среде, и должны вызывать озабоченность у всех сварщиков и производителей. Производители и сварщики должны определять опасности, связанные со сваркой сталей с покрытием и без покрытия, а рабочие должны быть обучены соблюдать методы работы в соответствии с правилами Управления по охране труда и здоровья (OSHA).
Дым от сварки оцинкованной стали может содержать цинк, железо, свинец и другие потенциально токсичные вещества. Состав и количество дыма обычно зависят от состава используемых материалов, а также от напряжения тока и типа процесса. Исследования последствий воздействия сварочного дыма на человека представляют противоречивые, если не неубедительные данные. Количественная оценка эффектов затруднена по нескольким причинам. Условия работы сильно различаются даже для одного и того же процесса. Например, шлем, закрывающий переднюю часть шеи, пропускает меньше дыма, чем шлем с открытой шеей. Поза может сильно повлиять на экспозицию — сварщик, работающий с головой в дымоходе, подвергается воздействию гораздо более высоких концентраций, чем сварщик, работающий с отвесом.
Условия работы сильно различаются даже для одного и того же процесса. Например, шлем, закрывающий переднюю часть шеи, пропускает меньше дыма, чем шлем с открытой шеей. Поза может сильно повлиять на экспозицию — сварщик, работающий с головой в дымоходе, подвергается воздействию гораздо более высоких концентраций, чем сварщик, работающий с отвесом.
Хорошая вентиляция сводит к минимуму количество дыма, которым вдыхает рабочий. Плохая вентиляция может привести к передержке. Чрезмерное воздействие свинца или цинка представляет собой потенциальную опасность для здоровья. Конкретные меры предосторожности, которые необходимо соблюдать, чтобы избежать этой опасности, приведены в ANZI/ASC Z-49.1, «Безопасность при сварке, резке и родственных процессах» . Всегда сверяйтесь с этим стандартом, прежде чем начинать резать или сваривать металлы, содержащие свинец или цинк.
Сварку оцинкованной стали всегда следует выполнять в хорошо проветриваемых помещениях, чтобы предотвратить вдыхание паров из-за потенциально токсичной природы свинца и цинка. Если адекватная вентиляция не может быть обеспечена, персонал, который может подвергаться воздействию паров, должен быть экипирован шланговыми масками или респираторами. Рабочие в закрытых помещениях, таких как глубокие открытые резервуары, должны быть обеспечены принудительной подачей воздуха, который направляется в резервуар с помощью вентилятора или воздуходувки до положения ниже уровня дыхания. В закрытых помещениях, таких как сосуды под давлением или закрытые резервуары, каждый рабочий должен носить утвержденный респиратор или маску с подачей воздуха.
Если адекватная вентиляция не может быть обеспечена, персонал, который может подвергаться воздействию паров, должен быть экипирован шланговыми масками или респираторами. Рабочие в закрытых помещениях, таких как глубокие открытые резервуары, должны быть обеспечены принудительной подачей воздуха, который направляется в резервуар с помощью вентилятора или воздуходувки до положения ниже уровня дыхания. В закрытых помещениях, таких как сосуды под давлением или закрытые резервуары, каждый рабочий должен носить утвержденный респиратор или маску с подачей воздуха.
Чрезмерное воздействие цинка или оксида цинка Может вызвать лихорадку металлического дыма, чаще называемую «цинковым ознобом, цинковыми встрясками или отравлением цинком». Заболевание начинается через несколько часов после заражения или чаще ночью. Некоторые из симптомов — сладкий привкус во рту, сухость в горле, утомляемость, тошнота, рвота, озноб или лихорадка, редко превышающая 102 градуса. Полное выздоровление обычно происходит в течение 24-48 часов. Повторяющееся (воздействие умеренных концентраций оксида цинка в воздухе не оказывает постоянного вредного воздействия. Однако следует избегать концентраций, достаточно высоких, чтобы вызвать дискомфорт у сварщиков и операторов. Загрязняющие вещества можно разбавить до безопасного уровня, уловить в источнике или отфильтровать из Вентиляторы разбавляют загрязняющие вещества, смешивая чистый воздух с загрязненным воздухом Вытяжные шкафы улавливают и удерживают загрязняющие вещества и первичные пары вдали от рабочих Стационарные вытяжки, обычно используемые в мастерских, где сварщик стоит в одном месте, могут не удерживать воздух ниже пределы воздействия, так как дым поднимается в зону дыхания сварщика, прежде чем попасть в вытяжной колпак.Однако вытяжка источника вытягивает дым из зоны сварки до того, как он достигнет зоны разрыва сварщика.Дымоуловители, установленные на пистолетах, удаляют пары вблизи кончика вытяжки. пистолет и, вероятно, обеспечивают наибольшую маневренность.Воздушные фильтры собирают и фильтруют частицы и рециркулируют воздух.
Повторяющееся (воздействие умеренных концентраций оксида цинка в воздухе не оказывает постоянного вредного воздействия. Однако следует избегать концентраций, достаточно высоких, чтобы вызвать дискомфорт у сварщиков и операторов. Загрязняющие вещества можно разбавить до безопасного уровня, уловить в источнике или отфильтровать из Вентиляторы разбавляют загрязняющие вещества, смешивая чистый воздух с загрязненным воздухом Вытяжные шкафы улавливают и удерживают загрязняющие вещества и первичные пары вдали от рабочих Стационарные вытяжки, обычно используемые в мастерских, где сварщик стоит в одном месте, могут не удерживать воздух ниже пределы воздействия, так как дым поднимается в зону дыхания сварщика, прежде чем попасть в вытяжной колпак.Однако вытяжка источника вытягивает дым из зоны сварки до того, как он достигнет зоны разрыва сварщика.Дымоуловители, установленные на пистолетах, удаляют пары вблизи кончика вытяжки. пистолет и, вероятно, обеспечивают наибольшую маневренность.Воздушные фильтры собирают и фильтруют частицы и рециркулируют воздух.
Сварка оцинкованной стали может быть выполнена безопасно и эффективно при соблюдении надлежащих процедур. Большинство из этих процедур должны быть стандартными методами, используемыми при сварке непокрытой или чистой стали. Публикация Американского общества сварщиков, ANZI/ASC Z-49.1, «Безопасность и резка при сварке », охватывает все аспекты безопасности и охраны здоровья при сварке. Содержит информацию по защите персонала и общей территории, вентиляции, противопожарной защите и защите замкнутых пространств.
© 2022 Американская ассоциация гальванистов. Материал, представленный здесь, был разработан, чтобы предоставить точную и достоверную информацию о горячеоцинкованной стали после изготовления. Этот материал предоставляет только общую информацию и не предназначен для замены компетентного профессионального изучения и проверки пригодности и применимости. Информация, представленная здесь, не предназначена для представления или гарантии со стороны AGA. Любой, кто использует эту информацию, берет на себя всю ответственность, вытекающую из такого использования.