
Электромуфтовая сварка, электромуфтовая сварка полиэтиленовых труб, электромуфтовая сварка пнд, технология электромуфтовой сварки, электрофузионная сварка, сварка полиэтиленовых труб, технология сварки полиэтиленовых труб
Сварочный метод
При таком соединении трубы и фитинги свариваются посредством нагревательного элемента, провода расположенного непосредственно в электрофузионной (электросварной) муфте. Электропитание на нагревательный элемент подается от специального трансформатора. Поверхности свариваемых деталей оплавляются, а возникающее при охлаждении напряжение усадки создает необходимое сварочное давление, которое гарантирует оптимальную сварку. Метод отличается своей безопасностью, т.к. используется очень низкое напряжение, а также высокой степенью автоматизации.
Общая сварочная пригодность
Сваривать между собой можно только детали, изготовленные из одного и того же материала. Значение MFR электрофитингов из PE (ПЭ) находится в диапазоне от 0,3 до 1,7 г/10мин. Они могут быть сварены с трубами и фитингами из PE 80 и PE 100 со значением MFR между 0,30 и 1,70 г/10мин. Сварочная пригодность, SDR и максимально допустимая овальность указаны в следующей таблице.
Они могут быть сварены с трубами и фитингами из PE 80 и PE 100 со значением MFR между 0,30 и 1,70 г/10мин. Сварочная пригодность, SDR и максимально допустимая овальность указаны в следующей таблице.
| Диаметр | SDR17 | SDR11 | SDR7.4 | Овальность |
| 20 | — | + | + | 1,5 % |
| 25 | — | + | + | 1,5 % |
| 32 | — | + | + | 1,5 % |
| 40 | + | + | + | 1,5 % |
| 50 | + | + | + | 1,5 % |
| 63 | + | + | +1) | 1,5 % |
| 75 | + | + | +1) | 1,5 % |
| 90 | + | + | +1) | 1,5 % |
| 110 | + | + | +1) | 1,5 % |
| 125 | + | + | +1) | 1,5 % |
| 140 | + | + | 1,5 % | |
| 160 | + | + | +1) | 1,5 % |
| 180 | + | + | +1) | 1,5 % |
| 200 | + | + | +1) | 1,5 % |
| 225 | + | + | +1) | 1,5 % |
| 250 | + | + | + | 1,5 % |
| 280 | + | + | + | 1,5 % |
| 315 | + | + | + | 1,5 % |
| 355 | + | + | + | 1,5 % |
| 400 | + | + | + | 1,5 % |
+ Трубы для сварки пригодны.
+1) Трубы пригодны; фитинги коды 077, 078 и 079 не пригодны для сварки с трубами.
— Трубы для сварки не пригодны.
Место сварки должно быть защищено от неблагоприятных погодных условий (дождь, снег, интенсивная УФ-радиация или ветер), допустимый температурный диапазон для PE (ПЭ): от -10°С до + 50°С. Кроме того, должны выполняться установленные местные нормы и правила. Сварочные параметры определяются штриховым кодом, который непосредственно прикреплен на сварочном фитинге.
Подготовка места сварки
|
Соберите сварочное оборудование (подготовьте инструменты и машины), проверьте управление сварочного устройства. Установите сварочную палатку или подобное устройство. |
|
|
Подготовка сварного шва (Непосредственно перед началом процесса сварки) |
|
Обрезать торец трубы под правильными углами с помощью соответствующего инструмента и отметить вставную длину. Вставная длина = половина длины муфты. Сухой тканью очистить трубу от грязи, осторожно вставить в специальное приспособление и по всей вставной длине снять стружку на глубину минимум 0,2 мм, при этом режущий инструмент должен перемещаться только в осевом направлении. Удалить стружку внутри и снаружи трубы. Если свариваются 2 трубы с помощью муфты, конец 2-й трубы должен быть подготовлен таким же образом. Вставная длина = половина длины муфты. Сухой тканью очистить трубу от грязи, осторожно вставить в специальное приспособление и по всей вставной длине снять стружку на глубину минимум 0,2 мм, при этом режущий инструмент должен перемещаться только в осевом направлении. Удалить стружку внутри и снаружи трубы. Если свариваются 2 трубы с помощью муфты, конец 2-й трубы должен быть подготовлен таким же образом.
|
|
|
Подготовка перед сваркой |
|
|
|
Распакуйте нужную электромуфту или фитинг непосредственно перед сваркой. Никогда не касайтесь внутренней части муфты и подготовленного конца трубы. При необходимости сварочные области труб из РЕ или РР можно очистить ацетоном (или подобным растворителем) и без ворсистой бумагой. Места сварки должны быть сухими перед надвиганием муфты на трубу. Во всяком случае, удалите остатки чистящих агентов или капельки воды без ворсистой абсорбирующей бумагой. |
|
Вторая деталь, которая должна быть сварена с муфтой (труба или фитинг), должна быть подготовлена таким же образом. Вставьте конец второй трубы (или фитинга) в муфту, и зажмите обе трубы в зажимном устройстве так, чтобы не было выступающих частей между сварочной областью и трубой (фитингом) и чтобы муфта могла свободно вращаться. Проверьте: Если метка вставной длины не совпадает с концом муфты, то труба вставлена не до центра муфты. Зажимное устройство должно быть ослаблено и концы труб должны быть вставлены, пока метки точно не совпадут с концами муфты. |
|
| Выполнение сварочного процесса | |
|
Строго выполняйте инструкции по работе со сварочным устройством. Ниже описаны только наиболее существенные моменты процесса сварки. Поверните муфту так, чтобы обе клеммы были направлены вверх (при этом муфта не должна сдвигаться в осевом направлении), и подсоедините сварочный кабель к клеммам. Сварочный кабель должен быть расположен так, чтобы его вес не создавал крутящего усилия на муфту. Если сварочное оборудование подключено правильно, это показывается на дисплее. Сварочные параметры вводятся посредством считающего карандаша или сканера. Звуковой сигнал подтвердит ввод данных. После того, как сварочные параметры введены, на дисплее высвечивается торговая марка материала, размеры трубы и окружающая температура. Эти значения надо подтвердить. После этого, с целью контроля, машина спросит, можно ли начать работу. | |
|
На электросварные муфты и фитинги AGRU наносятся параметры сварки в виде штрихкода, который может быть легко прочитан сварочной машиной. При этом машина автоматически устанавливает нужные параметры, что гарантирует качество сварки. Сварочный процесс начинается нажатием клавиши старта. |
|


 На дисплее должно показываться сварочное время, а также сварочное напряжение. Во время всего сварочного процесса (включая охлаждение) зажимное устройство должно оставаться смонтированным. Об окончании сварочного процесса предупреждает звуковой сигнал. Зажимное устройство удаляется после полного времени охлаждения. Это время должно обязательно соблюдаться! При прерывании сварочного процесса (например, из-за нарушения электроснабжения) вторичное использование муфты недопустимо.
На дисплее должно показываться сварочное время, а также сварочное напряжение. Во время всего сварочного процесса (включая охлаждение) зажимное устройство должно оставаться смонтированным. Об окончании сварочного процесса предупреждает звуковой сигнал. Зажимное устройство удаляется после полного времени охлаждения. Это время должно обязательно соблюдаться! При прерывании сварочного процесса (например, из-за нарушения электроснабжения) вторичное использование муфты недопустимо.
| Минимальное время охлаждения: | ||
| d 20 | — 63 мм | — 6 мин. |
| d 75 | — 125 мм | — 10 мин. |
| d 140 | — 160 мм | — 15 мин. |
| d 160 | — 180 мм | — 20 мин. |
| d 200 | — 250 мм | — 30 мин. |
| d 280 | — 355 мм | — 45 мин. |
Правильность сварочного процесса может контролироваться по дисплею и визуально по муфте. При этом все параметры процесса сварки запоминаются и хранятся во внутреннем устройстве машины (при наличии возможности протоколирования сварочных процессов). Эти данные могут быть перенесены на ПК или распечатаны непосредственно сразу после окончания работы на дополнительно подключаемом в сварочному аппарату принтере.
Услуги по сварке ПНД труб встык и муфтовая сварка
Каталог Меню
ВойтиВход Регистрация
Забыли пароль?
Главная / Услуги / Услуги по сварке ПНД труб встык и муфтовая сварка
Современные технологии вывели использование полимеров на качественно новый уровень. Сегодня широчайшее применение получили трубопроводные системы и трубопроводная арматура, выполненные из полиэтилена низкого давления (ПНД). Среди преимуществ данного типа изделий выделяется прочность и эластичность, а также малый вес, позволяющий совершать выполнение монтажа системы одним человеком.
Сегодня широчайшее применение получили трубопроводные системы и трубопроводная арматура, выполненные из полиэтилена низкого давления (ПНД). Среди преимуществ данного типа изделий выделяется прочность и эластичность, а также малый вес, позволяющий совершать выполнение монтажа системы одним человеком.
В зависимости от назначения и условий эксплуатации трубопровода может использоваться разъёмный или неразъёмный тип соединений его элементов.
Неразъёмный (монолитный) тип соединения обеспечивает высокую надежность и герметичность. Его выполнение возможно двумя способами:
· стыковая сварка;
· сварка муфтами.
Данный способ соединения может применяться только для труб и элементов одинакового диаметра. Для сварки ПНД встык требуется специальное сварочное оборудование, весь процесс упрощается отсутствием необходимости в дополнительных деталях. Профессиональная качественная сварка одним швом обеспечивает высокую степень надежности.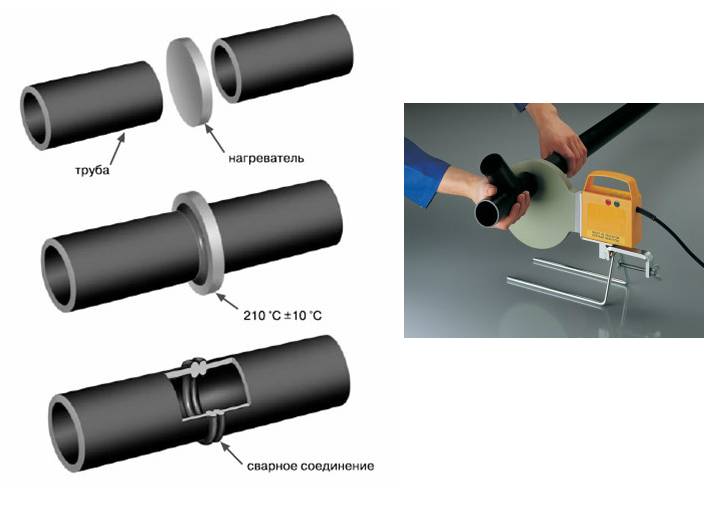
Метод сварки встык является универсальным и может применяться практически в любых условиях прокладки трубопровода, в том числе при открытой укладке.
Особенности сварки трубопровода ПНД муфтами
Муфтовая сварка подразумевает использование специальных фитингов различной конфигурации. Соединение осуществляется между поверхностью трубы и фитинга. Метод удобен для монтажа трубопровода в условиях с ограничением по осевому перемещению. В процессе монтажа используется специальный сварочный аппарат – муфтовой.
Преимущества профессиональных услуг от компании «КРИС»
Только высококачественные изделия ПНД обладают тем набором положительных свойств и характеристик, благодаря которому растет их популярность и востребованность.
Компания «Крис» предлагает широкий ассортимент труб и соединительных элементов ПНД высокого качества. Ознакомиться с нашим ассортиментом можно в каталоге, расположенном на сайте.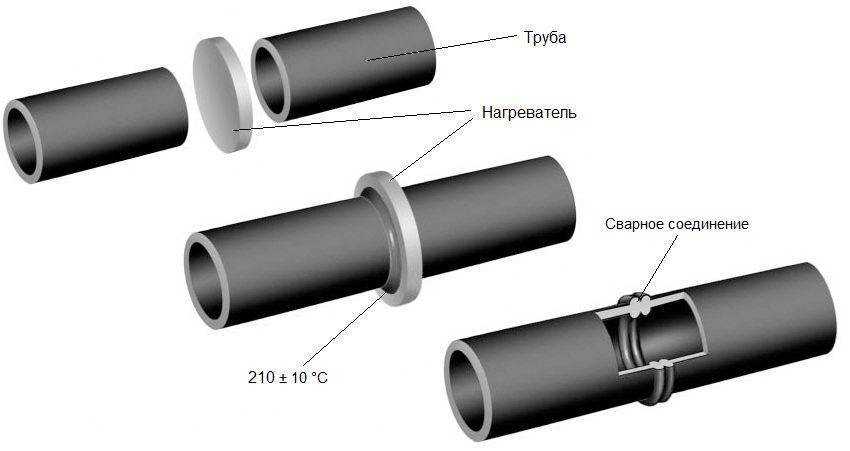
Основные преимущества сотрудничества с нами – качественный сервис, быстрая доставка, возможность получения профессиональной консультации и доступная стоимость услуг.
Звоните!
8 (499) 390-52-78
8 (929) 972-00-34
Пишите на e-mail
[email protected]
Все типы трубных фитингов из полиэтилена
Область применения полиэтиленовых труб продолжает расширяться, поскольку для систем водоснабжения, газораспределения, подводных судов и других систем требуются качественные трубы. По мере роста спроса на трубопроводную продукцию растет и потребность в простых методах соединения полиэтиленовых труб.
Компании, производящие полиэтиленовые трубы, разработали комплексную систему, обеспечивающую совместимость с различными фитингами и компонентами. Прежде чем ознакомиться с каталогом фитингов для полиэтиленовых труб, вам необходимо узнать о фитингах для полиэтиленовых труб. Изучение фитингов для полиэтиленовых труб даст вам знания, необходимые для вашего следующего применения. В статье подробно обсуждалось Полиэтиленовые трубы и полиэтиленовые фитинги и как это сделать.
В статье подробно обсуждалось Полиэтиленовые трубы и полиэтиленовые фитинги и как это сделать.
Что такое фитинги для труб из полиэтилена?
Фитинг или переходник используется в трубопроводных системах для соединения прямых участков трубы или трубы, приспособления к различным размерам или формам, а также для других целей, таких как регулирование (или измерение) потока жидкости.
Фитинги из полиэтилена обозначают фитинг из полиэтилена. Трубы из полиэтилена могут быть соединены с трубами из других материалов с помощью ряда механических фитингов, доступных от соответствующих производителей. Это могут быть либо переходные муфты для прямого соединения труб, либо фланцевые соединения.
Как соединить полиэтиленовые трубы?
В отличие от труб из ПВХ и АБС, трубы из полиэтилена нельзя соединить с помощью клея или растворителей. Метод, используемый для соединения труб, должен быть либо термической сваркой, либо механическим способом.
1. Какие методы можно использовать для сборки трубопроводной сети из полиэтилена?
Электромуфтовый фитинг
Электромуфтовый фитинг, также известный как EF, является одним из самых простых способов соединения полиэтиленовых труб. Использование EF использует медные катушки и наматывает их через внутреннюю часть фитинга. Затем трубы вставляются в обе стороны фитинга, а затем через катушку проходит электрический ток. Тепло от плавления тока нагревает медный змеевик, в результате чего и фитинг, и труба сплавляются.
После завершения теплового цикла трубы оставляют охлаждаться, а две трубы — из прочного соединения. Тем не менее, электромуфта должна быть сделана правильно, чтобы быть эффективной. Также должен быть обеспечен удовлетворительный контакт во время процесса соединения и охлаждения.
Стыковая сварка
Использование стыковой сварки — еще один способ соединения полиэтиленовых фитингов. В процессе используется специальный гидравлический зажимной станок для обрезки концов двух труб. Когда трубы обрезаны должным образом, на оба конца помещается горячая пластина, а после нагрева пластины удаляются, а два конца сближаются, в результате чего они расплавляются. В результате такого способа соединения образуется приподнятая балка. Это может быть проблемой в случае, когда требуется гладкое внутреннее отверстие. Хотя буртик можно удалить, это может привести к другим осложнениям при соединении.
Когда трубы обрезаны должным образом, на оба конца помещается горячая пластина, а после нагрева пластины удаляются, а два конца сближаются, в результате чего они расплавляются. В результате такого способа соединения образуется приподнятая балка. Это может быть проблемой в случае, когда требуется гладкое внутреннее отверстие. Хотя буртик можно удалить, это может привести к другим осложнениям при соединении.
Если вы хотите получить наилучшее соединение, вам нужно убедиться, что соединяемая деталь чистая. Если поверхности грязные, это может увеличить вероятность загрязнения. Убедитесь, что вы используете правильную температуру сварки, давление при соединении и дайте трубе достаточно времени для плавления. Если вы не хотите иметь дело с бусиной, вы можете поискать специалистов, которые ее правильно удалят.
Компрессионное соединение
Другим методом, который можно использовать для соединения полиэтиленовых труб, являются компрессионные муфты. Это метод, который включает в себя папу, а затем проталкивает его через уплотнительное кольцо. После процедуры компрессионное кольцо поворачивается и используется для затягивания захвата. Лучшим материалом для изготовления фитинга является уплотнительное кольцо EPMD.
После процедуры компрессионное кольцо поворачивается и используется для затягивания захвата. Лучшим материалом для изготовления фитинга является уплотнительное кольцо EPMD.
Метод сжатия прост и не требует участия профессионала.
Горячее плавление
Для соединения полиэтиленовых труб и фитингов может использоваться термоклейное соединение (клей встык, термоклей в раструб, термоклей седловидное соединение). Трубы с номинальным наружным диаметром более или равным 63 мм не должны соединяться ручными термоклеевыми муфтами, трубы с толщиной стенки менее 6 мм не должны соединяться термоклеевыми стыковыми соединениями, а полиэтиленовые трубы и фитинги не должны быть соединены и скреплены нитью.
2. Можно ли соединять полиэтилен разных марок?
Можно сплавлять полиэтиленовые трубы различных марок любым из описанных выше способов. Однако для достижения наилучшего результата процедуру необходимо проводить в контролируемых условиях. Вы также должны быть осторожны, чтобы не разрушить более тонкие трубы во время плавки. В случае сомнений лучше проконсультироваться с поставщиком труб и фитингов. Обратите внимание, что сплавление различных марок полиэтилена может привести к снижению максимального рабочего давления.
Вы также должны быть осторожны, чтобы не разрушить более тонкие трубы во время плавки. В случае сомнений лучше проконсультироваться с поставщиком труб и фитингов. Обратите внимание, что сплавление различных марок полиэтилена может привести к снижению максимального рабочего давления.
3. Как можно соединить полиэтиленовую трубу с трубами из других материалов?
Трубы из полиэтилена можно соединять с другими материалами с помощью различных механических фитингов, которые можно найти у соответствующих производителей. В зависимости от типов труб, которые вы будете использовать, вам, возможно, придется соединить трубы напрямую через фланец. Для соединения трубы внешний корпус должен быть совместим с соединяемой трубой.
Вам также может понадобиться эластомерное уплотнительное кольцо. Кольцо имеет важное значение, так как оно помогает удерживать трубу в натянутом состоянии, а внутренний элемент жесткости трубы может использоваться для обеспечения долговременной целостности. При заказе фурнитуры необходимо убедиться, что вы указали размер попы.
При заказе фурнитуры необходимо убедиться, что вы указали размер попы.
Процедура соединения полиэтиленовых труб
Если вы планируете соединение полиэтиленовых труб, вам следует доверить эту процедуру профессионалам. Если вы занимаетесь процедурами соединения полиэтиленовых труб, используйте следующую процедуру:
- Шаг 1: Подготовьте плоскую поверхность для размещения трубы. Оставьте припуск на обрезку 20 мм.
- Шаг 2: Выберите правильное шлицевое приспособление для зажима. Приспособление, которое вы используете, будет зависеть от используемых вами пипсов.
- Шаг 3: Отцентрируйте торцы труб, которые вы будете сваривать. Важно убедиться, что смещение не превышает 10%, чтобы избежать плохих результатов.
- Шаг 4: Следующим шагом является нагрев двух труб, температура которых находится в диапазоне 2100-2300 в зависимости от сезона. Длина каждого конца плавления предпочтительно составляет 1-2 мм.
- Шаг 5: Снимите нагревательную пластину и соедините две поверхности.
 Убедитесь, что вы придерживаетесь необходимого давления. Переключение не должно занимать много времени.
Убедитесь, что вы придерживаетесь необходимого давления. Переключение не должно занимать много времени. - Шаг 6: Дайте расплавленным трубам остыть, но убедитесь, что вы поддерживаете стыковочное давление.
- Горячее плавление — это процесс нагревания двух полиэтиленовых труб с помощью машины для горячего расплава.
- Электроплавка – это процесс оснащения проводов электронагрева и подключения их к наружной колонне.
- Сварочное соединение – это процесс соединения полиэтиленовых труб с помощью сварочного аппарата.
Заключение
Не имеет значения, какой у вас проект или PE-соединение, которое вы будете использовать. Пока у вас нет качественных полиэтиленовых труб, ваш проект обречен на провал. Если вы ищете качественные полиэтиленовые трубы, рассмотрите возможность инвестирования в надежную компанию, такую как LESSO поставка труб компания. Компания давно работает на рынке и может предложить лучший сервис для своих клиентов. У них также есть множество труб для использования в вашем проекте.
У них также есть множество труб для использования в вашем проекте.
Рекомендуем к прочтению
Каким образом трубы из ПНД эффективно сплавляются с другими материалами?
В коммунальном хозяйстве соединение труб из полиэтилена высокой плотности (ПЭВП) является важной частью монтажа и технического обслуживания. Хотя клеи из ПЭВП стали довольно распространенными, существует несколько других методов сплавления отрезков труб из ПЭВП с другими материалами и друг с другом. Давайте взглянем на различные методы слияния и их сравнительные достоинства.
Различные методы сварки
В течение многих лет стандартным способом сварки труб из ПЭВП была сварка. Это можно сделать двумя способами: сваркой встык и электромуфтой.
Сварка встык является наиболее распространенным методом. Это процесс термоплавления, при котором концы двух труб или фитингов нагреваются одновременно до тех пор, пока каждая контактная поверхность не достигнет расплавленного состояния. Затем их соединяют вместе под контролируемым давлением, так что два расплавленных конца соединяются, охлаждаются и образуют неразъемное соединение. Полученное соединение имеет замечательную несущую способность и очень хорошо работает под давлением.
Затем их соединяют вместе под контролируемым давлением, так что два расплавленных конца соединяются, охлаждаются и образуют неразъемное соединение. Полученное соединение имеет замечательную несущую способность и очень хорошо работает под давлением.
Электромуфта используется, когда стыковая сварка невозможна, особенно там, где должны быть установлены клапаны, фитинги и колена. Используются сборные фитинги, которые включают электрические нагревательные спирали, которые плавят пластик обеих соединяемых частей, заставляя их сплавляться вместе.
Механическая сборка также является распространенным методом, при котором вообще не используется сварка, а вместо этого используется принцип сжатия для соединения различных элементов. Чаще всего он используется в тех случаях, когда сплавление невозможно, например, когда труба из полиэтилена высокой плотности должна быть соединена с фитингом, изготовленным из другого материала. Механические фитинги включают элемент жесткости, который помещается внутрь трубы для обеспечения устойчивости. Они также включают прокладки, которые сжимаются для создания уплотнения, удерживающего два конца трубы или фитингов вместе.
Они также включают прокладки, которые сжимаются для создания уплотнения, удерживающего два конца трубы или фитингов вместе.
Клей из полиэтилена высокой плотности
Несмотря на эффективность этих методов, существует гораздо более простой способ создания прочных и долговечных соединений между трубой из полиэтилена высокой плотности и фитингами из других материалов. Клеи ПНД различных типов в настоящее время широко используются при монтаже труб ПНД. В то время как некоторые сомневаются в способности клея образовывать такое соединение, которое необходимо для подземных трубопроводов, работающих под давлением, было показано, что качественные клеи из ПЭВП работают так же эффективно, как сварка и механическая сборка, и их гораздо быстрее и проще наносить.
Компания GRA Services, надежный поставщик коммунальных предприятий в Соединенных Штатах, разработала клей из ПЭВП, который быстро становится отраслевым стандартом.
PE Fusion — это высокопрочный модифицированный акриловый клей, предназначенный для соединения и сращивания труб из полиэтилена высокой плотности со стандартными муфтами из ПВХ, а также других нестандартных материалов, таких как алюминий, сталь и стекловолокно.