
НАКС или Особенности сварки полиэтиленовых труб при монтаже наружных газопроводов газораспределительных систем / Новости / Труборезофф.ру
Газопроводы, как и технологические трубопроводы химических, нефтехимических, нефтеперерабатывающих и взрывопожароопасных производств, а также множество других устройств, эксплуатация которых сопряжена с повышенной ответственностью, отнесены к «техническим устройствам опасных производственных объектов»
Методы сварки и нормативные требования к оборудованию
Если мы не рассматриваем всевозможные строительные конструкции, а говорим только о строительстве газораспределительных систем, то методов их сварки всего два – технология стыковой сварки или технология электромуфтовой сварки.
С практической точки зрения, преимущество стыковой сварки – в том, что для сварки прямых участков трубопроводов не требуются дорогостоящие соединительные детали, свариваются непосредственно две трубы. Даже при повороте или разветвлении трубопровода отводы и тройники для стыковой сварки гораздо дешевле аналогичных деталей с закладными электронагревателями.
Зато электромуфтовая сварка гораздо удобнее при ремонте поврежденного трубопровода в небольшой яме или при монтаже трубопровода вдоль стены или под потолком.
Что касается оборудования электромуфтовой сварки, требования нормативных документов к нему на случай прокладки газопроводов просты и лаконичны. Согласно п.10.4.1 СП 62.13330.2011, «Сварка полиэтиленовых газопроводов соединительными деталями с ЗН должна выполняться аппаратами, осуществляющими регистрацию результатов сварки с их последующей выдачей в виде распечатанного протокола». И всё! Требований к каким-либо разрешительным документам (сертификатам, свидетельствам об аттестации) на оборудование для электромуфтовой сварки в СП нет. Вообще ни слова! Нет их и в СТО Газпром 2-2.1-411-2010.
С оборудованием стыковой сварки несколько сложнее. П.10.4.5 СП 62.13330.2011 разделяет аппараты стыковой сварки на 3 группы по степени автоматизации, причем эта классификация была введена еще 2003г. в теперь уже устаревшем СНиП 42-01-2002:
- Высокая степень автоматизации (в быту «автоматический аппарат») – аппарат с функцией протоколирования сварочного процесса, компьютер которого не только осуществляет расчет режимов автоматической сварки, но и сам непосредственно управляет нагревом сварочного зеркала и работой гидравлики.
 Требуется даже устройство для автоматического удаления сварочного зеркала из зоны сварки после нагрева торцов, на что указывается особо.
Требуется даже устройство для автоматического удаления сварочного зеркала из зоны сварки после нагрева торцов, на что указывается особо. - Средняя степень автоматизации (в быту «полуавтоматический аппарат») – аппарат с функцией протоколирования сварочного процесса, компьютер которого рассчитывает для сварщика оптимальные параметры сварочного процесса, а затем служит «навигатором» — отображает ход сварочного процесса и требуемые действия оператора, выдает текстовые сообщения и звуковые сигналы об ошибках. Однако компьютер не управляет исполнительными механизмами сварочного аппарата, это делает оператор.
- С ручным управлением – аппарат, на котором управление гидравлической системой аппарата выполняется оператором без каких-либо подсказок компьютера, по сварочным таблицам. Аппарат может иметь или не иметь функцию протоколирования сварочного процесса.
Очевидно, что чем выше степень автоматизации аппарата, тем он дороже. И компании-подрядчики стремятся приобрести более дешевое оборудование, несмотря на то, что качество сварки на нем гораздо больше зависит от человеческого фактора.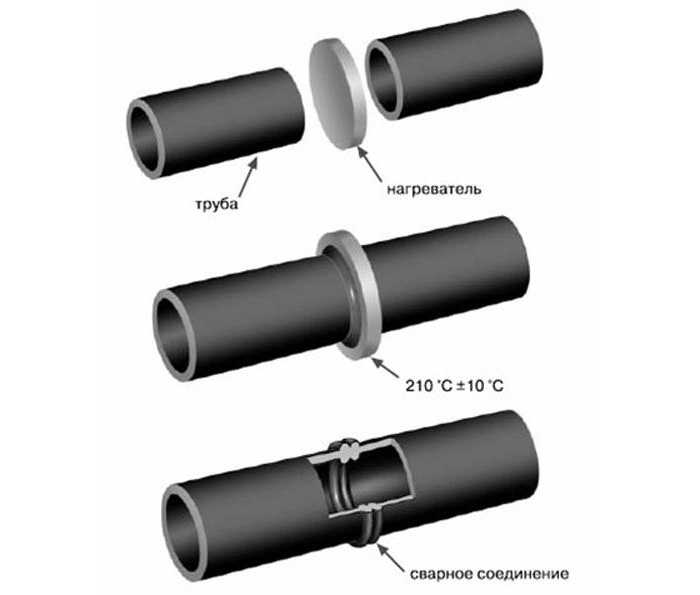 На этот случай в СП 62.13330.2011 имеется стимул к автоматической сварке труб в виде разных условий приемки трубопровода (п.10.4.1 СП) – при ручной сварке они самые жесткие, 100-процентный контроль стыков физическими методами в самых ответственных местах – пересечение с коллекторами, вблизи зданий и пр. Для полуавтоматической сварки этот процент снижен до 40, для автоматической сварки до 20. А при восстановлении изношенных стальных трубопроводов методом протяжки в них трубопроводов из ПНД допускается только автоматическая сварка трубопроводов, поскольку контроль стыков при приемке будет невозможен.
На этот случай в СП 62.13330.2011 имеется стимул к автоматической сварке труб в виде разных условий приемки трубопровода (п.10.4.1 СП) – при ручной сварке они самые жесткие, 100-процентный контроль стыков физическими методами в самых ответственных местах – пересечение с коллекторами, вблизи зданий и пр. Для полуавтоматической сварки этот процент снижен до 40, для автоматической сварки до 20. А при восстановлении изношенных стальных трубопроводов методом протяжки в них трубопроводов из ПНД допускается только автоматическая сварка трубопроводов, поскольку контроль стыков при приемке будет невозможен.
СТО Газпром 2-2.1-411-2010 в этом вопросе пошел дальше. Согласно п.8.2.1.3 СТО, при строительстве газопроводов следует применять только автоматическую и полуавтоматическую сварку, а аппараты с ручным управлением неприменимы.
Что касается требований к разрешительной документации на оборудование, есть только одно упоминание в СП 62.13330.2011, и то не в виде требования, а опять же в виде стимула. Если аппарат автоматической сварки аттестован в НАКС (см. далее), то ни один стык, сделанный на нем (с распечаткой протоколов сварки), не подлежит контролю физическими методами. Красота! Сварил, распечатал протоколы, подшил их к документам и сдал объект!
Если аппарат автоматической сварки аттестован в НАКС (см. далее), то ни один стык, сделанный на нем (с распечаткой протоколов сварки), не подлежит контролю физическими методами. Красота! Сварил, распечатал протоколы, подшил их к документам и сдал объект!
И еще есть несколько обтекаемые формулировки требований в СП 42-103-2003. Согласно пункту 6.50 СП, «Сварочное оборудование проходит систематическое ежегодное сервисное обслуживание предприятием фирмы-производителя…». Это требование или описание общепринятой практики? И еще в том же пункте: «Дата последующего сервисного обслуживания должна, как правило, автоматически вводиться в протоколы сварки при проведении монтажных работ». Фраза «должна, как правило» звучит как рекомендация, но не требование. И еще здесь же: «Аттестацию сварного оборудования производят в соответствии с РД 03-614». На требование тоже не тянет.
Практические требования к оборудованию для сварки полиэтиленовых газопроводов
На практике требования к сварочному оборудованию определяет заказчик монтажа наружного газопровода – облгаз, напрямую или опосредованно, через инженерную службу районной администрации.
Ну что же, имеют право! Все в рамках закона. Ведь сложная процедура приемки объекта – это головная боль не только для подрядчика, но и для заказчика. А в подрядчиках на строительство газораспределительных систем, как известно, недостатка нет. Заказчику есть из кого выбирать. Поэтому подрядчик должен готовиться к максимально жестким требованиям.
Сварка с помощью деталей с закладными нагревателями:
Никакие формальные разрешения на применение тех или иных полиэтиленовых соединительных деталей с закладными нагревателями (электросварных фитингов) нормативными документами не требуются. Но заказчик потребует от вас копию Разрешения Ростехнадзора на электрофитинги. Это максимум. Аттестация соединительных деталей не проводится.
Но заказчик потребует от вас копию Разрешения Ростехнадзора на электрофитинги. Это максимум. Аттестация соединительных деталей не проводится.
Стыковая автоматическая сварка труб:
Это лучше всего, не имеет никаких ограничений. Аттестацию сварочного оборудования в НАКС – обязательно потребуют. Могут дополнительно потребовать Разрешение Ростехнадзора – это по настроению заказчика.
Еще важный момент. То, что в Европе называют «автоматом» (аббревиатура CNC), имеет компьютерное управление работой гидравлической системы и температурой сварочного зеркала. А приспособление для автоматического извлечения сварочного зеркала в стандартную комплектацию не включено, предлагается в виде опции. Наиболее востребованные аппараты для стыковой сварки газовых труб
Стыковая полуавтоматическая сварка труб:
Любыми нормативными документами допускается, хотя и имеет ограничения. Но заказчик может не одобрить, поэтому лучше вначале согласовать. Свидетельство об аттестации сварочного оборудования – обязательно потребуют. Могут дополнительно потребовать Разрешение Ростехнадзора. Наиболее востребованные полуавтоматы для стыковой сварки газовых труб
Могут дополнительно потребовать Разрешение Ростехнадзора. Наиболее востребованные полуавтоматы для стыковой сварки газовых труб
Разрешение Ростехнадзора (вернее, его копию) требуйте у продавца оборудования. Сами вы его в Ростехнадзоре не закажете.
Порядок получения свидетельства об аттестации оборудования
Аттестацию оборудования сегодня выполняют аттестационные центры НАКС. НАКС – подразделение Ростехнадзора, которое имеет 2 разные, но одинаково верные расшифровки:
- Национальное агентство контроля и сварки;
- Национальный аттестационный комитет по сварочному производству.
Согласно Ростехнадзор’овскому регламенту действий РД 03-614-03 [10], для того чтобы совершенно конкретный серийно производимый сварочный аппарат мог официально применяться для строительства наружных трубопроводов, по отношению к нему должны быть выполнены следующие действия:
- Первичная аттестация оборудования. Заказчиком первичной аттестации может выступать как производитель оборудования (или его авторизованный дилер), так и пользователь (владелец) аппарата (п.
 1.6. Приложения 1 к РД). Производитель (или дилер) может существенно сократить средние расходы на аттестацию 1 аппарата, аттестуя сразу более 2 аппаратов (п.3.6. РД). Поэтому пользователю в большинстве случаев выгоднее приобретать аттестованный аппарат, чем затем самому подавать заявку на индивидуальную аттестацию сварочного оборудования в НАКС.
1.6. Приложения 1 к РД). Производитель (или дилер) может существенно сократить средние расходы на аттестацию 1 аппарата, аттестуя сразу более 2 аппаратов (п.3.6. РД). Поэтому пользователю в большинстве случаев выгоднее приобретать аттестованный аппарат, чем затем самому подавать заявку на индивидуальную аттестацию сварочного оборудования в НАКС. - Далее пользователь может использовать аппарат для строительства сетей газораспределения в течение 3 лет от даты первичной аттестации с обязательным выполнением ежегодной диагностики, а также плановых регламентных работ, если таковые предусмотрены производителем аппарата. Эти работы выполняются авторизованным сервисным центром производителя аппарата с обязательной выдачей акта выполненных работ. Эти акты (равно как и акты о профилактике и ремонте) потребуются при подаче заявки на периодическую аттестацию (п.1.1. Приложения 1 к РД).
- Через 3 года после первичной аттестации аппарат должен пройти периодическую аттестацию в НАКС.

- Аппарат не выработал срок эксплуатации, указанный в паспорте производителя. Если в паспорте срок эксплуатации не указан, он определяется по тех. документации аналогичного оборудования. Срок эксплуатации может быть продлен специальным диагностированием оборудования (п.3.9. РД).
- Аппарат проходил ежегодную диагностику и плановые регламентные проверки, о чем имеются соответствующие акты.
- За период работы аппарата не было нареканий на качество его работы.
Периодическая аттестация обойдется дешевле, если владелец одновременно заказывает аттестацию более 2 единиц однотипных аппаратов.
Свидетельство о периодической аттестации также выдается на 3 года, и при дальнейшей эксплуатации аппарата требуется выполнение тех же условий – ежегодная диагностика, плановые регламентные работы.
Через 3 года периодическую аттестацию необходимо повторить. И так до истечения срока эксплуатации аппарата.
- Если аппарат не проходил плановую диагностику или в случае повторяющихся нареканий на качество его работы, а также если рабочие параметры аппарата изменились на 10% или более от номинала, тогда перед его использованием для строительства газораспределительных сетей требуется внеочередная аттестация в НАКС (п.3.12. РД). Внеочередная аттестация проводится также в случае, если аппарат прошел кап. ремонт или модернизацию.
- Дополнительная аттестация в НАКС требуется в случае необходимости расширения его области применения – на другие способы сварки или на другие технические устройства «опасных производственных объектов» (п.3.10. РД).
Если в связи с изменениями и/или дополнениями нормативных документов ужесточились требования к аппарату, также требуется дополнительная аттестация.
- Свидетельства о внеочередной или дополнительной аттестации также выдаются на 3 года.
 При дальнейшем выполнении всех требований через 3 года потребуется обычная периодическая аттестация.
При дальнейшем выполнении всех требований через 3 года потребуется обычная периодическая аттестация.
Особенности технологии стыковой сварки при монтаже газопроводов
Здесь сразу следует понять, что трубы и соединительные детали из полиэтилена, предназначенные для газопроводов,– совершенно такие же, как и для водопроводов. Отличие – в повышенных требованиях к прочностным характеристикам (стойкость к быстрому и медленному распространению трещин и пр.) и химической стойкости к газовым составляющим (п.5.2, Табл.2 ГОСТ Р 50838-2009).
Технология сварки газопроводов из полиэтиленовых труб так же не имеет принципиальных отличий от технологии стыковой сварки для водопроводов. Отличается только меньшими допустимыми погрешностями.
Простые выводы из всего вышесказанного
Если вам сложно или некогда разбираться в нормативах, а прокладывать наружный газопровод из полиэтиленовых труб нужно уже скоро, предлагаем следовать простым рекомендациям:
1. Всё-таки разобраться, каким способом вы будете варить трубы (электромуфтами или встык) и выбрать соответствующий тип оборудования:
Всё-таки разобраться, каким способом вы будете варить трубы (электромуфтами или встык) и выбрать соответствующий тип оборудования:
- Стыковой аппарат автоматической сварки;
- Стыковой аппарат полуавтоматической сварки;
- Аппарат электромуфтовой сварки с протоколированием.
2. При выборе марки/поставщика аппарата убедиться, что поставщик обеспечивает аттестацию оборудования в НАКС, а также что при приобретении оборудования вы вместе с пакетом документов получите свидетельство об аттестации вашего конкретного аппарата (с указанием серийного номера).
3. При приобретении аппарата лучше сразу подпишите с авторизованным сервисным центром договор о ежегодном проведении диагностики и необходимого ТО аппарата.
4. После приобретения аппарата – не забывайте ежегодно обращаться в сервисный центр для диагностики аппарата. Сохраняйте протоколы диагностики и акты выполненных работ.
5. Для стыковой сварки. Если электроника аппарата позволяет выбрать сварочную технологию, рекомендуем выбирать DVS 2207-1.
6. Через 3 года после даты первой аттестации аппарата закажите очередную аттестацию аппарата. Для этого – проще всего – снова обратитесь к вашему поставщику оборудования.
Жуков А.В.
АДР-Технология, Москва
2009г.
Сварка полиэтиленовых труб: инструменты, оборудование, этапы работ
Главная » Сварка » Правила сварки полиэтиленовых труб
На чтение 4 мин
Содержание
- Особенности монтажа
- Способы сварки
- Раструбный
- Встык
- Экструдером
- Электросварными фитингами
- Инструменты и оборудование
- Этапы работ
Трубопроводы из полиэтиленовых элементов постепенно заменяют привычные металлические трубы. Пластик имеет множество серьезных преимуществ перед металлом. Сварка полиэтиленовых труб надежный метод соединения отдельных деталей. Готовой шов выдерживает большие нагрузки, долговечен, устойчив к воздействию влаги.
Готовой шов выдерживает большие нагрузки, долговечен, устойчив к воздействию влаги.
Особенности монтажа
При пайке ПНД труб нужно учитывать, что сварочное соединение является неразъемным. Для изготовления прочного сварочного соединения, необходимо применять специализированное оборудование. Изначально лучше попробовать выполнить работу на черновых деталях.
При создании соединения на обжимных фитингах, необходимо выбирать возможность разъединения отдельных элементов. Стык, изготовленный на фитингах, может выдержать нагрузку индивидуального водяного отопления, но он не рассчитан на гидроудары или промышленное давление. Сварочный шов подходит для скрепления деталей большого диаметра.
Способы сварки
Технология сварки полиэтиленовых труб проводится несколькими методами. Каждый из них имеет определенные особенности, требует применения разных видов инструментов, расходных материалов.
Раструбный
Для сварки ПЭ труб раструбным методом необходимо использовать специальные фитинги. Дополнительно понадобятся следующие инструменты:
Дополнительно понадобятся следующие инструменты:
- калибратор;
- труборез;
- сварочный аппарат для полимерных материалов;
- инструмент для снятия фаски;
- набор насадок для нагревания.
Пошаговая инструкция по проведению работ:
- Разрезать трубы по нужным размерам.
- Инструментом для снятия фаски обработать соединяемый край.
- Откалибровать отверстие, чтобы получилась идеальная окружность.
- Протереть стыкуемые поверхности от пыли, обезжирить.
- Выставить температуру нагрева сварочного аппарата на 210 градусов по Цельсию. После нагрева до этой температуры, на аппарате загорится индикатор.
- На две насадки, закрепленных на сварочном аппарате, установить подготовленную трубу, муфту.
- После нагрева, снять две детали, соединить их вместе.
Дождаться остывания шва.
Встык
Метод применяется для сваривания изделий, толщина стенок которых превышает 5 мм. Требуемое оборудование, инструменты:
- Механизм для обработки срезов — торцеватель.

- Приспособление для соосного выставления двух деталей относительно друг друга — центратор.
- Система управления для автоматизированных процессов.
- Сварочный аппарат, применяемый для торцевого соединения.
- Привод для соединения отдельных элементов.
- Редукционные вкладыши.
Процесс проведения работ:
- Закрепить два конца трубопровода в центровочной станине.
- Зачистить, снять фаску с соединяемых мест.
- Сварочное зеркало разогревает две части трубопровода одновременно.
- Под давлением две части удерживаются до остывания.
Чтобы сделать прочный шов, необходимо ознакомиться с таблицей сварки полиэтиленовых труб встык.
Сварочный аппарат для полиэтиленовых трубЭкструдером
Пайка трубы ПНД экструдером применяется на производстве при изготовлении трубопроводов сложной формы. Пошаговая инструкция по выполнению работ:
- Обрезать детали по нужным размерам, зачистить их от заусенцев.
- Очистить места среза от грязи, обезжирить их.

- Точечной сваркой скрепить детали между собой.
- Проварить стык экструдером.
Чтобы довести шов до приемлемого вида, нужно дождаться остывания пластмассы, зачистить его наждачной бумагой.
Электросварными фитингами
Сварка ПНД труб электромуфтами считается дорогим методом, которые требует покупки определенных расходников, инструментов. Электросварные фитинги — это детали из полимерных материалов, которые имеют несколько нагревательных элементов, вмонтированных внутри. При использовании фитингов нужно применять специальный сварочный аппарат, который не имеет нагревающегося сегмента.
Инструменты и оборудование
Оборудование, инструменты для проведения работы выбираются зависимо от того, какой метод сварки будет применяться. Обязательно нужен труборез, механизм для снятия фаски. Например, для электромуфтовой сварки полиэтиленовых труб нужен специальный сварочный аппарат, нагревательные детали.
Терморезисторная сварка полиэтиленовых труб требуются применения закладных электронагревательных деталей. Для стыкового метода понадобится центратор, гидравлический привод, торцеватель.
Для стыкового метода понадобится центратор, гидравлический привод, торцеватель.
Этапы работ
Чтобы выполнить сварку труб ПНД своими руками в домашних условиях, применяют метод соединения деталей в стык. Этапы выполнения работ:
- Обрезать элементы по требуемым размерам.
- Снять фаски, отцентровать две детали.
- Зачистить соединяемые части от заусенцев, грязи. Обезжирить их спиртом.
- Нагреть две части с помощью сварочного аппарата для пластика.
- Руками с нажимом соединить две детали.
Подождать пока шов остынет. Зачистить наплывы пластика с помощью мелкой наждачной бумаги. Стыковой метод соединения обеспечивает гибкость трубопровода на всем его протяжении, что считается плюсом. Если нужно сделать шов в труднодоступном месте, желательно выбрать муфтовый метод. Разъемные стыки подходят для изготовления временных трубопроводов.
Сварка полиэтиленовых труб считается надежным методом изготовления трубопроводов из пластика. Выделяется несколько методов проведения работ, которые отличаются друг от друга используемым оборудованием, этапами выполнения сварки. Изготовить прочное соединение можно самостоятельно.
Выделяется несколько методов проведения работ, которые отличаются друг от друга используемым оборудованием, этапами выполнения сварки. Изготовить прочное соединение можно самостоятельно.
Поделиться
ТЕХНОЛОГИЯ СВАРКИ ТЕРМОПЛАСТИКОВЫХ ТРУБ
Wassertek специализируется на качественных инструментах и оборудовании с диверсифицированным ассортиментом продукции, ориентированным на трубопроводную промышленность, уделяя особое внимание технологии сварки пластиковых труб, технологии клиновой сварки, технологии склеивания металлических труб, пайке, аренде и гидроиспытаниям.
Каждый инструмент очень высокого качества, прочный, футуристический и технически продвинутый, соответствующий стандартам Северной Америки
Ручная машина для стыковой сварки (метрическая система)
WHDW110M, WHDW160M, WHDW200M,
Идеально подходит для стыковой сварки безнапорных труб и фитингов из ПЭ, ПП, ПБ и ПВДФ . ..
..
Подробнее
Гидравлические машины для стыковой сварки WHDW160, WHDW 200, ВХДВ250
ВХДВ160 , WHDW200, WHDW250,
Идеально подходит для стыковой сварки труб и фитингов из ПЭ, ПП, ПБ и ПВДФ под давлением …
Подробнее
МАШИНЫ ДЛЯ СТЫКОВОЙ СВАРКИ С ЧПУ
WCNC160, WCNC 250, ВКНК315,
Инновационная полностью автоматическая машина для стыковой сварки с ЧПУ четвертого поколения с …
Подробнее
НАГРЕВАТЕЛЬНАЯ ПЛАСТИНА
HP160, HP200, HP250, HP315,
Высококачественные нагревательные элементы с антипригарным тефлоновым покрытием, до 1 шт. 200 мм и больших размеров …
Подробнее
СНЯТИТЕЛЬ ВНЕШНИХ И ВНУТРЕННИХ БОКОВ
EXBR315, IBR315, IBR630
Идеально подходит для удаления наружных и внутренних валиков с труб диаметром до 630 мм.
. ..
..
Подробнее
WASSERTEK DATALOGGER
DATALOGGER- 2000
Идеально подходит для инструктажа по сварке полиэтиленовых пластиковых труб и …
Подробнее
PULLING TROL LEY
ТЯГОВАЯ ТЕЛЕЖКА
…
Подробнее
Машины для ручной стыковой сварки (Imperial System)
WHDW2
Идеально подходят для стыковой сварки труб и фитингов из ПЭ, ПП, ПБ и ПВДФ до 85 …
Подробнее
ТРУБОРЕЗНЫЕ ПИЛЫ
SAW315, SAW630, SAW800,
Идеально подходят для точной и идеальной резки под углом от 0 до 67,5 градусов для ПЭ, ПП, ПВДФ …
Подробнее s
РЕЗЧИК ДЛЯ ИЗГИБНЫХ ПОВЕРХНОСТЕЙ
RSAW315, RSAW400, RSAW500
Идеально подходит для изготовления арочных труб при изготовлении редукционных полиэтиленовых тройников в мастерской. …
…
Подробнее
ПЛАСТИКОВЫЕ ТРУБОРЕЗЫ
PCUT63, PCUT76T, PCUT127T,
Идеально подходит для точной резки труб из PE, PEX, PB, PVDF и PPR, а также изолированных труб …
Подробнее
КРУГЛЫЙ ТРУБОРЕЗ WASSERTEK
O-PIPECUT250, O-PIPECUT315,
900 02 Идеально подходит для резки трубы из ПВХ, ПЭВП в траншее или над землей. Высокая безопасность в использовании …Подробнее
ЭЛЕКТРОСПЛАВОЧНЫЕ МАШИНЫ ДЛЯ САНИТАРНОГО ПРИМЕНЕНИЯ
EFSAN110, EFSAN160, EFSAN315
Идеально подходит для электросварки HD ПЭ трубы и фитинги вверх до 315 мм для низких …
Подробнее
ЭЛЕКТРОСПЛАВОЧНЫЕ МАШИНЫ
EFUSE315, EFUSE500, EFUSE630,
Идеально подходит для электросварки труб и фитингов из ПНД диаметром до 1200 мм для …
Подробнее
РУЧНОЙ СКРЕБОК, УСТРОЙСТВО ДЛЯ ОЧИСТКИ И ОПОР ДЛЯ ТРУБ
СКРЕБОК, PEELER450, CLAMP315
Идеально подходит для очистки пластиковых труб перед выполнением электросварки . ..
..
Подробнее
РУЧНОЙ СКРЕБОК
РУЧНОЙ СКРЕБОК
Идеально подходит для очистки пластиковых труб перед выполнением электросварки …
Подробнее
ТРУБНЫЙ РОЛИК
РОЛИК200, РОЛЛЕР450
Идеально используется для… …
Подробнее
МАШИНА ДЛЯ СВАРКИ В МУФТУ
SW63, SW110, SW160
Чрезвычайно легкий и портативный сварочный аппарат с нагревательными патрубками и втулками для диаметров …
Подробнее
9000 6 МАШИНА ДЛЯ РАСТРОВОЙ СВАРКИSW63, SW160, SW63.PR, SW110.PR
Чрезвычайно легкий и портативный сварочный аппарат с нагревательными патрубками и втулками для диаметров …
Идеально подходит для снятия фасок пластиковая труба при соединении труб из полипропилена, ПВХ …
Подробнее
PPR СЕДЛО
PPR СЕДЛО
. ..
..
Подробнее
Socket Fusion Machines ( Imperial )
SW2, SW4, SW2.CA, SW4.CA
Чрезвычайно легкий и портативный сварочный аппарат Socket Fusion с нагревательными патрубками и втулками …
Подробнее
МАШИНА ДЛЯ ПРОИЗВОДСТВА
WSHOP 315 , МАГАЗИН 450, МАГАЗИН
Идеально подходит для производства отводов из ПЭ, ПП и ПВДФ, тройников, крестовин и крестовин для давления …
Подробнее
МАШИНА ДЛЯ ПРОИЗВОДСТВА СЕДЛА
СЕДЛО 630, СЕДЛО 800, СЕДЛО
ly используется для производства редукционного тройника из полиэтилена в мастерской с самыми инновационными и …
Подробнее
РУЧНОЙ СВАРОЧНЫЙ АППАРАТ
SAN 160, SAN 315
Идеально подходит для удлинения коротких фитингов, изготовленных методом литья под давлением, или изготовления интегрированных . ..
..
Подробнее
315 мм гидравлический сварочный аппарат для стыковой сварки HDPE PE PP Пластиковые трубы PPR / Машина для соединения труб / Сварочный аппарат Huajin
Наша компания придерживается философии бизнеса «непрерывное совершенствование, комплексные инновации, ориентированность на людей и совместное создание ценности» и стремится превратить компанию в производителя мирового уровня. машина для стыковой сварки труб hdpe, машина для стыковой сварки, машина для сварки плавлением. Мы постоянно стремимся повышать точность тестирования продукции и улучшать науку и надежность продукции. Наша компания собрала множество отличных специалистов и технических специалистов с передовым техническим уровнем и богатым опытом разработки продукции. Наша компания основана на принципе передовых технологий, качество прежде всего и клиент в первую очередь, чтобы обеспечить удовлетворительное обслуживание для наших клиентов. Поскольку компания входит в глобальную стратегию развития бренда, человеческие ресурсы стали первым ресурсом, а управление «людьми» в «ресурсы» стало нашей общей целью.
Применение
Подходит для стыковой сварки пластиковых труб или фитингов из ПЭ, ПП и ПВДФ на стройплощадке или в мастерской.
Характеристики
Съемная нагревательная пластина с тефлоновым покрытием и отдельной системой контроля температуры.
Электротехнический инструмент планирования;
Быть изготовленным из легкого и высокопрочного материала; простая структура, маленький и тонкий удобный для пользователя;
Низкое начальное давление обеспечивает надежное качество сварки небольших труб;
Отдельный двухканальный таймер показывает время фаз замачивания и охлаждения;
Высокоточный и ударопрочный измеритель давления показывает четкие показания.
Изменяемое положение сварки обеспечивает удобство при различных примерках.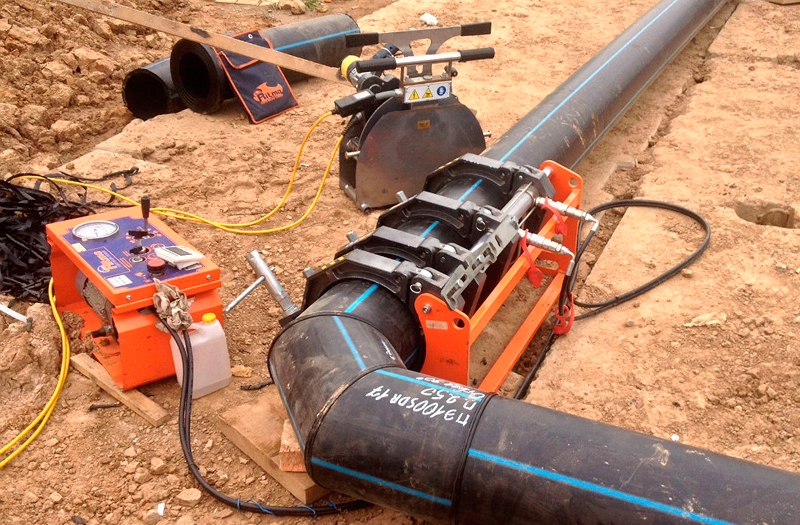
Технические характеристики
Диапазон сварки: пластиковые трубы: 315мм-630мм
Материалы: ПЭ, ПП и ПВДФ
Рабочее напряжение: ~380В ±10%, 50Гц 9000 3
Суммарная мощность 14,7 кВт, включая инструмент планирования 1,5 кВт, нагревательная пластина 11 кВт и гидравлический двигатель 2,2 кВт
Нагревательная пластина с тефлоновым покрытием, разница температур поверхности нагревательной пластины ≤±7
Температура окружающей среды: -10° ~ 45°
Электронный таймер обратного отсчета времени нагрева и охлаждения
1 комплект машины состоит из основной рамы , нагревательная пластина, инструмент для планирования, гидравлический блок и опора (для инструмента для планирования и нагревательной пластины)
Предохранительные трубы для водопроводной трубы (HDPE100) (номинальное давление 0,6 МПа)
Характеристики φ | Толщина стенки трубы 9000 3 | Температура нагревательной пластины | Высота борта | Нагрев | Теплопоглощение | Время смены Менее | Соединение | Охлаждение | ||||
Давление | Время | Давление (плюс сопротивление) | Время | Давление | Время | Давление | Время | |||||
( мм) | (мм) | (℃) | (мм) | (МПа) 90 003 | (S) | (МПа) | (S) | (S) | (МПа) | (S) | (МПа) 90 277 | (мин) |
50 | 1,9 | 210 ±5 | 0,7 | 0,06 | 6 | 0,01 | 23 9 0003 | 5 | 0,06 | 5 | 0,06 | 90 346|
63 | 2,4 | 210±5 | 0,7 | 90 3467 | 0,01 | 29 | 5 | 0,09 | 5 900 03 | 0,09 | 6 | |
75 | 2,9 9000 3 | 210± 5 | 0,8 | 0,14 | 8 | 0,02 9 0277 | 35 | 5 | 0,14 | 6 | 0,14 | 6 |
90 | 3,5 | 210±5 | 0,8 | 0,20 /0,16 | 9 | 0,03/0,02 | 42 | 6 | 90 002 0,20/0,16 | 6 | 0,20/0,16 | 7 |
110 | 4,2 | 210± 5 | 0,9 | 0,29/0,23 | 10 | 0,04/0,0 3 | 50 | 6 | 0,29/0,23 | 6 | 90 002 0,29/0,23 | 7 |
125 | 4,8 | 210±5 | 1,0 | 0,37/0,30 90 003 | 11 | 0,05/0,04 | 58 | 6 | 0,37/0,30 | 6 | 0,37/0,30 | 8 |
5,4 | 210±5 | 1,0 | 0,47/0,38 | 12 | 0,06/0,05 | 62 | 6 | 0,47/0,38 | 7 | 903 468 | ||
160 | 6,2 | 9000 2 210±5 | 1,1 | 0,62/0,5 | 15 | 0,08/0,07 | 74 | 6 | 90 3467 | 0,62/0,5 | 9 | 180 | 6,9 | 210±5 | 1,2 | 0 . | 18 | 0,08 | 83 | 7 | 0,62 | 7 | 0,62 900 03 | 10 |
200 | 7,7 | 210±5 9 0003 | 1.3 | 0,77 | 20 | 0,1 | 92 | 7 | 0,77 | 8 | 0,77 | 11 |
225 | 8,6 | 210±5 | 1,5 | 0,97 | 21 | 0,12 | 103 | 7 | 0,97 | 8 9 0277 | 0,97 | 12 |
250 | 9,6 | 210±5 | 1,5 90 277 | 1,2 | 25 | 0,16 | 115 | 9 0002 7 | 1. | 8 | 1.2 | 13 |
315 | 12,1 | 210±5 | 1,5 | 1,9/0,86 | 28 | 0,25/0,13 | 145 | 8 | 1,9/0,86 | 9 9027 7 | 1,9/0,86 | 15 |
355 | 13,6 | 9034 62 | /1,09 | 35 | /0,16 | 163 | 8 | /1. | 9 | /1.09 | 17 | |
400 | 15,3 | 210±10 | 2 | /1,39 | 45 | 0,2 | 184 | 9 | /1,39 | 10 | /1,39 | 18 |
450 | 17,2 | 210±10 9 0277 | 2,5 | 0,51 | 66 | 0,08 | 206 9000 3 | 9 | 0,51 | 11 | 0,51 | 20 |
500 | 19,1 | 210±10 | 3 | 0,63 | 7 2 | 0,1 | 229 | 10 | 0,63 | 12 | 0,63 | 22 |
560 | 21,4 | 210±10 | 3 90 277 | 0,79 | 83 | 0,13 | 257 | 11 | 0,79 | 13 | 0,79 | 24 |
24,1 | 210±10 | 4 | 1,00 | 95 | 0,1 7 | 289 | 11 | 1,00 | 14 9027 7 | 1,00 | 27 | |
 62
62 2
2 09
09 С помощью высококачественного 315-мм гидравлического стыкового сварочного аппарата для пластиковых труб HDPE PE PP PPR / Машина для соединения труб / Сварочный аппарат Huajin в качестве корня и технологических инноваций в качестве движущей силы, мы вышли с уникальный путь развития и роста.