Различия стыковой и электромуфтовой сварки
В настоящее время для сварки полиэтиленовых труб используются два самых распространенных метода:
стыковая сварка и электромуфтовая (электрофузионная) сварка. У каждого из них есть свои плюсы и минусы. Рассмотрим подробнее.
Сварка полиэтиленовых труб муфтами и другими электросварными фитингами производится с помощью нагрева закладных элементов (нагревательных резисторов), расположенных внутри фитинга. После того, как фитинг установили на концах труб, сварочный аппарат проводами подключается к разъемам на фитинге. Затем происходит нагрев закладных элементов, которые под действием высокой температуры плавят наружную поверхность трубы и внутреннюю поверхность фитинга, тем самым сваривая их вместе.
Как правило, аппараты для муфтовой сварки имеют в большинстве случаев полный диапазон сварки полиэтиленовых труб (от 20 мм до 1200 мм), но в некоторых случаях абсолютно не нужно иметь такой большой запас мощности, если в планах объект из труб меньшего диаметра. Для данного случая существуют муфтовые аппараты с диапазоном сварки до 160 мм и до 400 мм. Они будут значительно выгоднее.
Для данного случая существуют муфтовые аппараты с диапазоном сварки до 160 мм и до 400 мм. Они будут значительно выгоднее.
Плюсы и минусы электромуфтовой сварки:
+ удобно использовать в стесненных условиях и в труднодоступных местах
+ малый вес и небольшая цена сварочного оборудования
+ можно сваривать трубы разного SDR и разного материала
+ более высокая проходимость труб, так как во время сварки внутри труб не образуется грат
— дороговизна муфт и других фитингов
— на внешней поверхности трубы из-за контактирования с кислородом образуется окисел. Если трубу плохо зачистить, то стык получится некачественным.
Метод стыковой сварки является наиболее распространенным методом сварки, применяемым в настоящее время для сварки труб и фитингов из ПНД. Способ соединения труб представляет собой процесс, в котором два конца труб торцуются, нагреваются и свариваются под давлением с использованием аппарата для стыковой сварки.
Стыковое сварочное оборудование бывает с механическим сжатием, а также гидравлическое. Они различаются по весу, мобильности и цене. Наиболее распространенные модели охватывают диапазоны сварки: от 40 до 160 мм, от 90 до 315 мм, от 180 до 500 мм.
Плюсы и минусы стыковой сварки:
+ простой и незамысловатый процесс сварки
+ для сварки труб не нужно использовать дополнительных соединительных элементов, что значительно удешевляет процесс сварки встык по сравнению с электромуфтовой сваркой
+ высокое качество и долговечность стыка при соблюдении всех правил в процессе сваривания
— нежелательно сваривать трубы и фитинги из разных материалов и разных SDR
— стоимость и вес стыкового сварочного оборудования выше, чем у муфтовых сварочных аппаратов
Что выбрать ?
Как мы видим у обоих методов сварки есть преимущества и недостатки: оборудование для сварки муфтами легкое и недорогое, но стоимость муфт и других фитингов может в разы увеличить стоимость объекта. В противовес — стыковое сварочное оборудование более тяжелое и дорогостоящее, но дополнительных расходов помимо его приобретения нет.
В противовес — стыковое сварочное оборудование более тяжелое и дорогостоящее, но дополнительных расходов помимо его приобретения нет.
Для того, чтобы определить, какой способ сварки больше подойдет именно вам, необходимо знать, в каких условиях вы будете работать: если прокладывать трубопровод в поле — стыковая сварка станет идеальным вариантом, если нужно соединить две трубы в узком колодце — муфтовая сварка просто незаменима, но как правило один объект может совмещать в себе оба эти условия, и поэтому опытные сварщики имеют в своем вооружении и то и другое.
Качественных вам стыков и успешно сданных объектов, коллеги!
Услуги по сварке ПНД труб. Стыковая и электромуфтовая сварка полиэтиленовых труб.
Наша компания выполняет весь комплекс работ по сварке ПНД труб, отводов, тройников, крестовин, переходов, муфт, заглушек и других фитингов диаметром от 20 до 1600 мм. Возможен выезд бригады специалистов на строительный объект заказчика, а также составление сметы и снабжение необходимым материалом. Сварочные работы выполняются электромуфтовым или стыковым методом с использованием высококачественного оборудования. Это позволяет выполнить монтаж или ремонт трубопровода максимально быстро и качественно.
Сварочные работы выполняются электромуфтовым или стыковым методом с использованием высококачественного оборудования. Это позволяет выполнить монтаж или ремонт трубопровода максимально быстро и качественно.
Стыковая сварка | Электромуфтовая сварка | ||||||
Диаметр | Цена за 1 стык | Мин. сумма заказа | Стыков за смену | Диаметр трубы | Цена за стык | Цена за смену | Стыков за смену |
25 | 200 | 12000 | до 20 | ||||
32 | |||||||
40 | 200 | 12000 | до 40 | 40 | |||
50 | 50 | ||||||
63 | 63 | ||||||
75 | 75 | 300 | |||||
90 | 300 | 90 | |||||
110 | 400 | 110 | 400 | ||||
125 | 600 | 15000 | до 25 | 125 | 500 | ||
140 | 700 | 140 | 600 | ||||
160 | 160 | 800 | |||||
180 | 1100 | 10-15 | 180 | 1000 | до 10 | ||
200 | 1200 | 200 | |||||
225 | 1300 | 225 | |||||
250 | 1600 | 250 | 1500 | ||||
280 | 2000 | 280 | |||||
315 | 2200 | 315 | 2000 | 15000 | |||
355 | 2900 | 18000 | 8-12 | 355 | 2700 | до 7 | |
400 | 3000 | 400 | 3000 | ||||
450 | 3900 | 450 | 4000 | ||||
500 | 4500 | 500 | 5000 | ||||
560 | 6-10 | 560 | 5500 | 18000 | 3-5 | ||
630 | 5500 | 630 | 6000 | ||||
710 | 7000 | 25000 | 4-8 | 710 | 7000 | ||
800 | 7600 | 800 | 8000 | ||||
900 | договорная | 3-5 | 900 | договорная | 1-2 | ||
1000 | 1000 | ||||||
1200 | 1200 | ||||||
1400 | 1400 | ||||||
1600 | 2-4 | 1600 | |||||
В стоимость смены входит количество стыков в зависимости от диаметра трубы, выезд специалистов на объект с необходимым оборудованием. На стоимость будет влиять удалённость объекта и протяжённость трубопроводной трассы. Оплата производится наличным или безналичным расчётом. Минимальным заказом называются все виды работ, выполненные в течение одной смены. Длительность рабочей смены – 9 часов. В стоимость входит работа по сварке ПНД труб и выезд сварщика до объекта со своим сварочным оборудованием. На стоимость будет влиять удалённость объекта и протяжённость трубопроводной трассы. Оплата производится наличным или безналичным расчётом. Минимальным заказом называются все виды работ, выполненные в течение одной смены. Длительность рабочей смены – 9 часов. В стоимость входит работа по сварке ПНД труб и выезд сварщика до объекта со своим сварочным оборудованием. | |||||||
Сварка труб ПНД
1. Выезд бригады специалистов на объект.
2. Высококачественное сварочное оборудование.
3. Квалифицированные сварщики.
4. Использование механических и гидравлических стыковых и электрофузионных сварочных аппаратов, что позволяет выполнять пайку муфтовую и встык.
5. На большой объем работ предоставляется дополнительная скидка.
6. Выполняем монтаж водостока, ремонт трубопроводов, сварку фитингов и фасонных изделий (крестовин, тройников, отводов и втулок под фланец).
8. Предоставляем в аренду генератор при выполнении сварочных работ в полевых условиях.
Также наша компания производит сварку труб из полиэтилена, пластика, полипропилена, ПП, ПЭ, ПНД, ПВХ, ПВД, которые используются для водоснабжения, газоснабжения, при прокладке канализационных систем и кабельных коммуникаций.
ПОДЕЛИТЕСЬ СТРАНИЦЕЙ
Совет эксперта по сварке полипропиленовых труб
По словам отраслевого эксперта Даррена, при правильной сварке и соединении полиэтиленовые трубы представляют собой наиболее герметичную трубопроводную систему на рынке.
В течение последних 10 лет Даррен передавал свои экспертные знания следующему поколению сварщиков посредством обучения сварке политруб.
На протяжении всей своей карьеры Даррен видел последствия неудачных сварных швов — серьезный ущерб инфраструктуре, финансовый и личный ущерб, а также проблемы со здоровьем населения — и стремится предотвратить подобные инциденты любой ценой.
Чтобы гарантировать качество и успех вашей следующей сварки, прочтите его рекомендации по сварке полиэтиленовых труб.
Понимание различных методов сварки полипропиленовых труб
Полиэтиленовые трубы можно сваривать с помощью сварки встык или электромуфтовой сварки.
Стыковая сварка полипропиленовых труб плавит и сплавляет настоящую трубу без использования наполнителя или растворителя, что делает соединение полностью однородным.
При электромуфтовой сварке фитинг с вживленными металлическими витками надевается на концы двух труб, которые необходимо соединить, и через витки пропускают ток. При нагревании змеевиков небольшое количество трубы и фитинга расплавляется, а при затвердевании образуется соединение.
Даррен говорит, что в большинстве случаев лучше всего использовать сварку встык, а не электромуфтовую сварку.
«Когда это применимо, я советую использовать стыковую сварку в каждом случае, поскольку она демонстрирует меньшую вероятность отказа из-за неправильной практики», — сказал он.
«При сварке встык также не нужно столько отдельных предметов, так как сварщики сами приезжают со всем необходимым, кроме, может быть, трубных стоек.
«Использовать электромуфтовую сварку следует только тогда, когда вы физически не можете использовать аппарат для стыковой сварки, например, между двумя фиксированными точками, в стесненных условиях или при выполнении работ на подвесных трубах.
«Кроме того, для электромуфтовой сварки требуется несколько специализированных вспомогательных инструментов, а также аппарат для электромуфтовой сварки».
Экструзионная сварка и сварка горячим воздухом также являются методами соединения полиэтиленовых труб, но редко используются для соединения труб, работающих под давлением, таких как водопроводные или газовые магистрали.
Пять лучших советов Даррена по стыковой сварке полиэтиленовых труб
1. Убедитесь, что используются правильные параметры – убедитесь, что ваши трубы соединяются в нужное время и с правильным давлением, чтобы обеспечить успешную сварку. Несоблюдение процедур и параметров является наиболее распространенной ошибкой при стыковой сварке.
Несоблюдение процедур и параметров является наиболее распространенной ошибкой при стыковой сварке.
2. Убедитесь, что ваше оборудование находится в хорошем состоянии – дефектное или нестандартное оборудование может повлиять на качество вашего сварного шва.
3. Убедитесь, что труба хорошо выровнена. – Когда ваши трубы помещаются в машину для стыковой сварки, убедитесь, что они правильно зажаты и выровнены друг относительно друга.
4. Убедитесь, что концы труб очищены и правильно отшлифованы. – остатки или неровные концы труб повлияют на качество сварного шва.
5. Используйте аккредитованный персонал – любой, кто занимается стыковой сваркой труб, должен пройти аккредитованный учебный курс по сварке полипропиленовых труб.
Пять лучших советов Даррена по электромуфтовой сварке полипластиковых труб
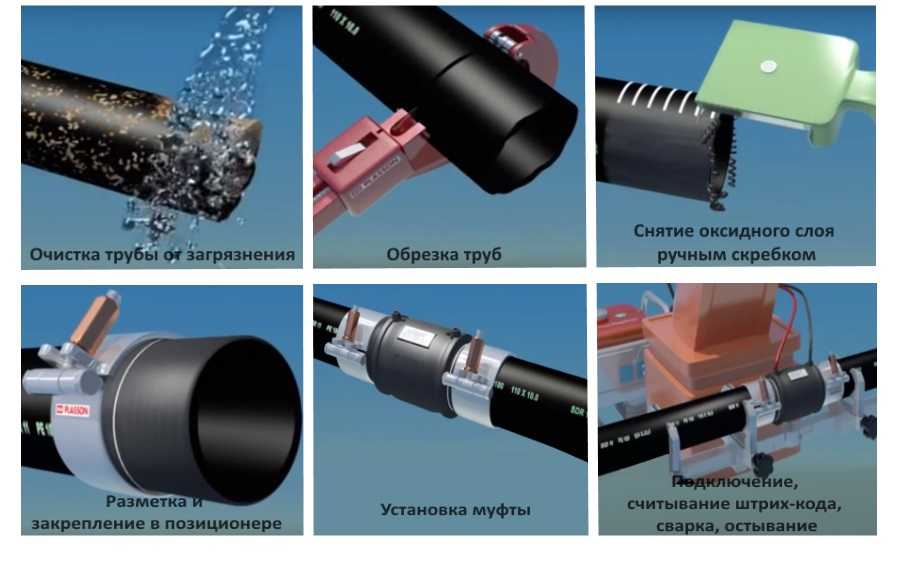
1. Труба должна быть очищена в загрязненном шве.
2. Очищение должно быть выполнено правильно, сняв не менее 0,2 мм с поверхности – без правильной и аккуратной зачистки будут возникать срывы сварного шва.
3. Трубы должны быть полностью вставлены в фитинги – если труба не будет полностью вставлена в фитинги, произойдет обратный поток расплава.
4. Необходимо использовать инструменты для выравнивания и закругления – после того, как труба полностью вставлена в фитинг, вы должны убедиться, что она правильно выровнена и закруглена.
5. Используйте аккредитованный персонал – каждый, кто занимается электромуфтовой сваркой труб, должен пройти аккредитованный учебный курс по сварке полипропиленовых труб.
Последний «сварочный шов» мудрости Хотя никто не любит бумажную работу, Даррен говорит, что это может спасти вас в долгосрочной перспективе, если вам понадобится восстановить неудавшийся сварной шов.
«Электроплавкая и стыковая сварка — чрезвычайно эффективный и надежный способ соединения полипропиленовых труб», — сказал он.
«Однако внимание к деталям и ведение записей чрезвычайно важны, поэтому я настоятельно рекомендую вести подробную запись данных о каждом сварном шве.
«За последние 15 лет мне прислали много неудачных сварных швов для оценки, но ни по одному из них не были предоставлены протоколы сварки».
Регистрация Advanced Piping Systems Обучение сварке полиэтилена
Advanced Piping Systems рекомендует проводить сварку полимера обученным и аккредитованным персоналом.
Мы предлагаем учебные курсы, чтобы улучшить ваши знания и получить национальную аккредитацию в области стыковой и электромуфтовой сварки полиэтиленовых трубопроводов.
Эти курсы регулярно проводятся в нашем учебном центре в Аделаиде или могут проводиться в любом подходящем месте. Узнайте сегодня о следующем доступном курсе.
Стыковая сварка HDPE | Rendifield
О машинах для стыковой сварки HDPE компании Rendifield
Машины для стыковой сварки, поставляемые RENDIFIELD MINING AND INDUSTRIAL PIPING SOLUTIONS, становятся надежными помощниками в решении любых пригородных или городских задач, связанных с установкой ПЭНД и обслуживанием труб. Приверженность Rendifield к совершенству в обслуживании гарантирует, что ваш проект останется на цели.
Свяжитесь с нами сегодня для лучшего обслуживания!
Что такое стыковая сварка?
Соединение встык — это процесс термоплавления, который включает одновременный нагрев концов двух компонентов, которые должны быть соединены, до достижения состояния расплава на каждой контактной поверхности. Затем две поверхности соединяют вместе под контролируемым давлением в течение определенного времени охлаждения и гомогенного сплавления, если они образуются при охлаждении. Полученное соединение устойчиво к осевой нагрузке и имеет характеристики под давлением, сравнимые с трубой.
Для этого метода соединения требуется плита с электрообогревом для повышения температуры конца трубы до требуемой температуры плавления, и он используется для материалов марок РЕ63, РЕ80 и РЕ100 для труб размером 32 мм и выше одного и того же стандартного размера. Отношение (СПЗ).
Области применения, наиболее подходящие для стыковой сварки?
Фитинги для сварки встык обычно используются для соединений труб, которые не заменяются и не собираются. Лучшими примерами являются подземные трубопроводные системы и магистральные трубопроводы.
Преимущества сварки встык?
По сравнению с другими типами фитингов для стальных труб, фитинги для стыковой сварки имеют преимущества:
- Соединение для стыковой сварки постоянно герметично и прочно.
- Непрерывная стальная конструкция соединений между трубами и фитингами имеет хорошую прочность в системе трубопроводов.
- Фитинги для стыковой сварки обычно имеют гладкую поверхность и постепенные изменения направления, это уменьшит потери давления и турбулентность системы и защитит от коррозии и эрозии.

- Фитинги для сварки встык имеют меньшую стоимость в будет.
- Стыковые сварные швы занимают меньше места в системе.
Требования к оборудованию для стыковой сварки
Вся сварка выполняется в соответствии с SABS 4427.
- Утвержденная машина для стыковой сварки (включая триммер), плиту с подогревом и гидравлический насос.
- Генератор
- Сварочная палатка
- Опорные ролики для труб
- Чистая вода или чистый спирт Салфетки без ворса
- Инструмент для снятия бортов снаружи/внутри
- Датчик бусин
- Торцевые крышки для труб
- Маркеры
- Инструменты для резки труб
- Цифровой термометр (откалиброванный)
Процедура сварки встык
Вся сварка выполняется в соответствии с SABS 4427.
- Настройте оборудование. При необходимости установите сварочный тент для защиты от ветра и пыли.
- Крепление торцевого рубанка (триммера).

- Выровняйте концы труб или свариваемые детали с помощью роликовых опор или других опор. (Никогда не пытайтесь сваривать трубы с разными показателями SDR).
- Зажать трубу или ее части и запечатать концы. Обрежьте/строгайте стыковые поверхности.
- Удалите рубанок и лишнюю стружку. Следите за тем, чтобы не прикасаться руками к суставам.
- Проверить радиальное выравнивание труб; путем сближения совмещенных граней. (Макс. зазор = 0,5 мм).
- Проверить выравнивание трубы в осевом направлении по толщине стенки. (Макс. = 0,1/с-с {толщина стенки}).
- Очистите поверхность нагревательной пластины безворсовой тканью, смоченной водой или спиртом.
- Проверьте температуру сварки. (195°С +/-10°С)
- Вставьте нагревательную пластину.
- Подавать давление нагрева с помощью гидравлического блока до тех пор, пока по окружности поверхностей соединения не образуется валик.
- Уменьшите давление, чтобы тепло отводилось в стенку трубы в осевом направлении.