
Сварка труб больших диаметров — Энциклопедия по машиностроению XXL
Большое значение для внедрения электросварки имеет скорость сваривания шва. Автоматические и полуавтоматические устройства позволили довести скорость сварки до 20—40 м/ч. Однако эта скорость недостаточна, и Институт электросварки имени Е. О. Патона разработал новую систему и автоматы для сварки труб большого диаметра, изготовляемых Челябинским, трубным заводом, где скорость сварки доведена до 210 м/ч. Электросварочная техника СССР достигла такого уровня и размаха, когда назрела необходимость создания автоматических поточных линий по электросварке и специальных мощных электросварочных цехов. [c.21]Вопросы технологии сварки труб большого диаметра, занимающих, как известно, одно из ведущих мест по объему применения высокопроизводительных автоматических сварочных процессов, привлекают внимание исследователей и широко освещаются в научно-технической литературе Однако особенности конструкции много-
И. При сварке труб больших диаметров с внутренней стороны или при сварке металлических сосудов с внутренней стороны сварщик должен быть защищен от стенок трубы или от сосуда резиновыми матами (ковриками), провода должны быть тщательно изолированы или продеты в резиновые шланги. Освещение места работ должно производиться прожекторами, установленными снаружи, или переносными лампами с напряжением не выше 12 в. [c.392]
При неповоротной сварке труб большого диаметра стык следует делить на шесть — восемь участков. В первую очередь первым швом проваривают снизу вверх боковые участки с каждой стороны, затем в потолочном положении сваривают нижние [c.145]
При сварке труб большего диаметра необходимо точно соблюдать установленные размеры элементов стыка, приведенных в табл. 12, и со-Рис.
При печной сварке штрипсы нагреваются в печи до 1300— 1350° С и протягиваются клещевым захватом за обрезанный конец через воронку на волочильном стане. При протягивании кромки штрипса соприкасаются встык и благодаря давлению в воронке свариваются (рис. IV.14, а). Сваренная труба пропускается через калибровочный стан и поступает на холодильник. Сварка труб большого диаметра, до 750 мм, производится после подогрева [c.181]
Химический состав металла, применяемого для сварки труб большого диаметра, приведен в табл. 52. [c.405]
При сварке труб большого диаметра (1 000—1 200 мм) первый, слой. шва может провариваться изнутри трубы. [c.573]
Многодуговая сварка применяется при массовом производстве изделий, где увеличение скорости сварки вызывается необходимостью повышения производительности труда и получения высокого качества сварного соединения. Например, сварка труб большого диаметра на двухэлектродном автомате позволила повысить производительность труда в 2,5 раза, а сварка баллонов для пропан-бутана в 2 слоя последовательно расположенными электродами обеспечила резкое улучшение качества шва.
Токоподвод при сварке тонких листов, труб и прутков диаметром до 30—40 мм— односторонний (обычно к нижним электродам) цри большем диаметре деталей целесообразнее применять токоподвод с одной стороны к нижнему, с другой — к верхнему электроду этим обеспечивается более равномерный нагрев и оплавление. При сварке труб большого диаметра ([c.284]
При сварке труб большого диаметра (300 мм и более) сварку начинают с какой-либо точки окружности трубы и выполняют четырьмя отдельными участками, как показано на рнс. 50, а. При сварке труб диаметром 500—600 М.
 М сварку могут вести одновременно два сварщика. Вначале заваривают верхнюю часть трубы на участках 1 и 2 (рис. 50, б), затем трубу поворачивают и также одновременно заваривают участки 3 и 4. Если поворачивать трубу нельзя, то участки 3 н 4 сваривают потолочным швом в порядке, указанном на рнс. 50, в пунктирными стрелками.
[c.120]
М сварку могут вести одновременно два сварщика. Вначале заваривают верхнюю часть трубы на участках 1 и 2 (рис. 50, б), затем трубу поворачивают и также одновременно заваривают участки 3 и 4. Если поворачивать трубу нельзя, то участки 3 н 4 сваривают потолочным швом в порядке, указанном на рнс. 50, в пунктирными стрелками.
[c.120]При сварке труб большого диаметра (300 мм и более) сварку начинают с какой-либо точки окружности трубы и [c.51]
| Рис. 21. Последовательность сварки труб большого диаметра а — 200 — 300 мм, б — 500—600 мм, в — сварка без поворота |
Стыковая сварка труб большого диаметра (до 650 [c.217]
ДУГОВАЯ СВАРКА ТРУБ БОЛЬШОГО ДИАМЕТРА [c.343]
Калиброванная холоднокатанная стальная лента требуемого сечения непрерывно сматывается с катушки 1 и поступает через направляющее устройство в клети 2 с формовочными роликами. По мере прохождения ленты через ролики из нее формуется круглая заготовка трубы с расположенным вверху зазором. Характер постепенной деформации ленты показан на фиг. 204, а (в машинах для сварки труб большого диаметра формование заготовки производится по схеме, показанной на фиг. 204, В средней части трубосварочной машины расположен вращающийся сварочный трансформатор 3 (см. фиг. 203), кольцевые электроды которого катятся по кромкам трубной заготовки в непосредственной близости к месту сварки. За трансформатором размещается приспособление 4 для срезывания наружного высаженного при сварке металла. Это приспособление представляет собой держатель с укрепленными в нем двумя последовательно расположенными резцами. При протягивании сваренной трубы через это приспособление высаженный металл срезается почти вровень с поверхностью трубы. Высаженный металл внутри трубы остается или удаляется. При диаметре трубы более 50 мм высаженный металл в трубе срезается резцами /, укрепленными в полой штанге 2 с водяным охлаждением, положение которой фиксируется роликами 3 и 4, или закатывается специальными роликами (фиг. 205, а к б). Труба двигается в направлении стрелки.
[c.291]
При протягивании сваренной трубы через это приспособление высаженный металл срезается почти вровень с поверхностью трубы. Высаженный металл внутри трубы остается или удаляется. При диаметре трубы более 50 мм высаженный металл в трубе срезается резцами /, укрепленными в полой штанге 2 с водяным охлаждением, положение которой фиксируется роликами 3 и 4, или закатывается специальными роликами (фиг. 205, а к б). Труба двигается в направлении стрелки.
[c.291]ОДНОВРЕМЕННАЯ ПРОДОЛЬНАЯ СВАРКА ТРУБ БОЛЬШИХ ДИАМЕТРОВ ПРИ ВЫСОКОЧАСТОТНОМ НАГРЕВЕ [c.105]
Значения электрического к. п. д. устройства для сварки труб больших диаметров при с — со [c.111]
Режимы сварки труб больших диаметров
Как говорилось выше, при сварке труб больших диаметров при нагреве токами высокой частоты образуется грат, превышающий допустимые ГОСТ нормы. Форма грата в этом случае резко отличается от формы грата, получаемого при контактной сварке оплавлением. При высокочастотной сварке грат имеет форму плавного валика, аналогичного усилению металла при контактной сварке сопротивлением. [c.117]
Принципиальная схема стана для высокочастотной сварки труб больших диаметров представлена на фиг, 107. [c.158]
Фпг. 110. Принципиальная схема радиочастотной сварки труб больших диаметров с индукционным подводом тока а—общий вид б — путь тока в свариваемой заготовке. [c.161]
Г л у X а н о в Н. П. Выборы частоты тока при сварке труб больших диаметров. — Промышленное применение токов высокой частоты в электротермии. М.—Д., Машгиз, 1961, с. 58—78 (НТО Машпром, кн. 53). [c.187]
В сварных соединениях оболочковых конструкций достаточно часто встречаются и твердые прослойки т.е. участки с более высокими по сравнению с основным металлом механическими характеристиками В качестве твердых прослоек может выступать как шов, так и другие участки сварного соединения (зона термического влияния и т. п., рис. 2.5). Сварной шов является твердой прослойкой, когда он выполнен более прочным чем основной металл присадочным материалом. Так, например, для сварки труб большого диаметра из сталей типа 17ГС, 17Г1С и
[c.76]
п., рис. 2.5). Сварной шов является твердой прослойкой, когда он выполнен более прочным чем основной металл присадочным материалом. Так, например, для сварки труб большого диаметра из сталей типа 17ГС, 17Г1С и
[c.76]
В настоящей работе рассмотрены результаты проведенных в Институте электросварки им. Е. О. Патона АН УССР исследований и разработки технологии сварки труб большого диаметра с многослойной стенкой применительно к их изготовлению на опытном участке Харцызского трубного и в промышленном цехе Выксунского металлургического заводов
На стане Рекнера (рис. 5.25) [2] разме-щ,аются 6—8 пар валков. Наружные валки приводные. Стан предназначен для обработки полых заготовок длиной 14—18 м и массой 40—75 т. Сложные в техническом отношении станы-расширители все чаще заменяются установками для сварки труб большого диаметра. [c.454]
Работы по созданию технологии и оборудования для высокочастотной сварки труб большого диаметра ведутся в нескольких направлениях. Так, на Челябинском трубопрокатном заводе проведены исследования на экспериментальном стане 530-820 по сварке водо- и газопроводных труб, на Харцызском трубном заводе пущен в опытно-промышленную эксплуатацию стан 1220-1620, сваривающий трубы диаметром 1220—1620 мм для магистральных газо- и нефтепроводов. Кроме того, на опытном [c.155]
Особые способы стыковой сварки. Стыковая сварка труб большого диаметра (до 750 мм) на специальных передвижных сварочных установках. Институтом электросварки им. Е. О. Патона и ВНИИСТ разработаны передвижные установки, состоящие из передвижной электростанции мощностью 150 ква-, гидравлической установки для зажатия стыков труб специального кольцевого сварочного трансформатора. Этот трансформатор дает возможность резко снизить мощность, потребляемую при стыковой сварке. [c.196]
ТАБЛИЦА ХХ1.6. ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА УСТАНОВОК ТИПА ТКУС И ТКУП ДЛЯ СВАРКИ ТРУБ БОЛЬШОГО ДИАМЕТРА
[c. 542]
542]
Ряс. 2.4. Ориентироточные параметры максимального времени отвода нагретого инструмента /ц при стыковой сварке труб большого диаметра с повышенюй толщиной стенок из твердого полиэтилена при Ттхг=20°С. в воздушном потоке [c.186]
Проведенные ВНИИСТ и Институтом электросварки им. Е. О. Патона экспери.ментальные работы по сварке труб больших диаметров позволили определить рациональную технологию сварки трубопроводов в среде углекислого газа. По этой технологии первый слой шва сваривается полуавтоматом на весу без подкладных колец. Сварка -первого слоя ведется на токе 170—200 а при напряжении 24—25 в. Направление сварки стыка — сверху вниз.
Сварка труб больших диаметров осуществляется в пластическом состоянии подобно стыковой и непрерывной продольной сварке труб при индукционном нагреве. Для изготовления труб больших диаметров используются стали Ст. 2, 19Г и 14ХГС. Перспективной является сталь 25Г. Содержание углерода в этих сталях не превышает 0,28%. Химический состав указанных сталей приведен в табл. 25, [c.113]
В экспериментальных работах по сварке труб больших диаметров принимали участие В, Л. Кулжинский, Е. Д. Макарова и К-М. Попов. [c.113]
Режимы сварки труб больших диаметров должны быть близкими к режимам стыковой и непрерывной продольной сварки труб при индукционном нагреве. Применение флнхов и защитных газовых средств значительно усложнило бы процесс изготовления труб, поэтому сварка в данном случае должна осуществляться в атмосфере воздуха. [c.114]
Сварка труб большого диаметра: особенности процесса
Сварка труб на сегодняшний день является самым распространенным методом, так как в итоге можно получить надежное и долговечное соединение электросетевой или отопительной магистрали. Однако такой результат можно получить, только если соблюдать технологию процесса. Поэтому подобная работа – удел профессионалов.
Поэтому подобная работа – удел профессионалов.
Виды сварки труб
Сварочный процесс разных видов труб подразделяется на два вида: сварка под давлением и сварка методом плавления. В первом случае металлические торцы деталей разогреваются от источника нагрева. Металл плавится по краям соединительных деталей под воздействием сжатого атмосферного давления. При таком действии температура падает, а при плавлении — повышается.
К плавленой ручной сварке относится и газовая. В данной технологии плавки металлических частей применяется газовое пламя, предварительно сжигаемое в горелке. Способ особенно применим в качестве соединения медных изделий и цветных металлов.
Сварка труб отопления подбирается с учетом диаметра трубопровода, плотности свариваемых поверхностей. Данныйручной способ позволит свести к минимуму возможный расход плавленого металла внутри трубы. Во избежание этого и в газовой, и в дуговой сварке, должна быть задействована специальная муфта, которая надевается на участок стыков двух трубопроводов. После этого соединяются не две части труболинии, а один край муфты приваривается к одной трубе, а вторая часть соединяется ко второму краю.
Процесс сварки
После того как дуга зажглась, происходит плавка металла (исходного и электродного). Качество шва будет зависеть от диаметра дуги и от мощности, производимой аппаратом.
Подача электродов в дугу должна быть рассчитана, исходя со скорости плавки электродов. Дуга, имеющая 0,7-1,2 мм в диаметре, является стандартной. Чтобы правильно рассчитать расходное количество необходимых электродов, нужно исходить из их марки.
Если дуговой инвертор имеет длинную горелку, то стойкость горения несколько снизится, вследствие чего шов выходит неровный, а глубина расплавки — неточной.

В первую очередь для применения дуговой сварки нужно иметь навыки сварщика, чтобы в итоге получить качественный и прочный шов.
Также профессионально выполненная работа позволит безопасно осуществить монтаж трубопроводной магистралибольшого диаметра. Кроме того, стыковая сварка металлических труб требует подготовки таких аппаратов, как:
болгарка для разрезания труб различного состава;
насадки;
сварочный ручной инвертор;
разного рода марок электродов.
Особенности
С учетом того, из какого материала состоят трубы, соединимые ручной сваркой, применяются различные технологии и способы ее проведения.
Самым главным требованием к процессу дуговой спайки относится то, что итоговый шов обязан быть прочным, без изъянов.
Правила пожарной безопасности должны быть включены в процесс.
На территории проводимых работ должен располагаться чан с водой, которая поможет устранить случайное воспламенение. Сварщик должен быть оснащен огнеупорным костюмом, сварочной маской и перчатками.
Учитывая диаметр соединения трубопровода, могут быть задействованы различные способы дуговой электросварки. Часто применимым является соединение методом дуговой спайки. При этом свободное пространство между трубами должно иметь 4 мм в диаметре.
Это позволит не использовать способ полного расплавления металла, из которого состоит труба, а только благодаря плавлению проволоки замостить деформируемый участок.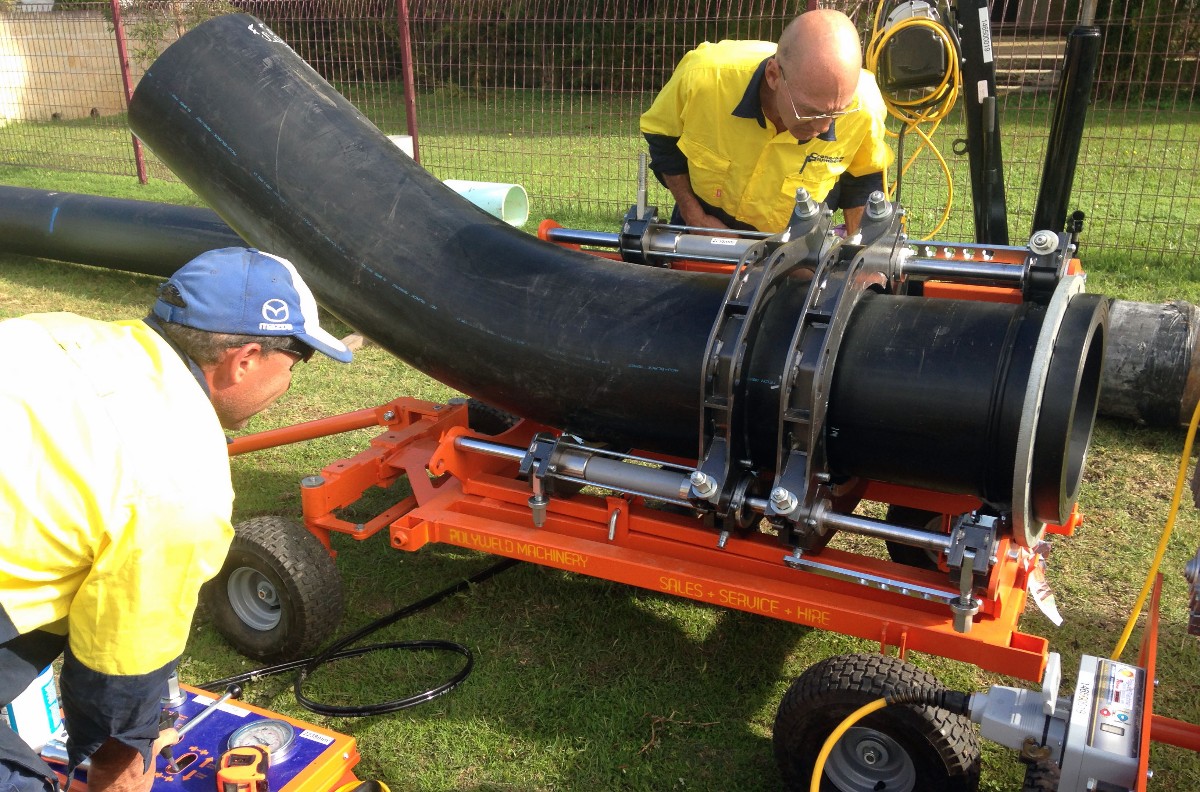 Процесс носит название «стыковая технология».
Процесс носит название «стыковая технология».
Способы соединения труб
При ручной сварке разного рода трубопроводов используется индивидуальная сварочная технология, благодаря которой можно получить ровный и долговечный шов. Для оцинкованных изделий применяется флюсовый порошок, который служит защитным материалом от выгорания цинкового покрытия. Флюсовый порошок под действием силового импульса имеет способность к расплавке и преобразованию в жидкое вязкое состояние, полноценно заполняющее все деформированные участки труболиний большого диаметра.
Материал надежен и имеет повышенную стойкость к коррозийным проявлениям. Данная технология с применением флюсового состава может активно использоваться в качестве соединения и заполнения трещин на трубах водопровода.
Данный материал-заполни
Сварка труб отопления под давлением наделена сложностями из-за неудобного месторасположени
Стыковая спайка вертикальных швов может зависеть от расположения горелки. Она должна быть направлена к верху под углом. Вертикальные швы можно создавать, используя точечный способ. После первичного создания шва стоит проварить участок повторно для стабильной прочности. Для профессионалов это действие может быть пропущено, так как благодаря навыкам можно на глаз определить прочность соединения свариваемых деталей.
Для профессионалов это действие может быть пропущено, так как благодаря навыкам можно на глаз определить прочность соединения свариваемых деталей.
Сварка труб, трубопроводов ручной дуговой сваркой: технология
Сварка различных труб ручной дуговой сваркой заключается в образовании в точке приложения электрода к поверхности трубы высокотемпературной электрической дуги. Под её действием металл электрода расплавляется до жидкого состояния и каплями стекает вниз в точку соединения двух элементов трубопровода, металлическая поверхность которых также расплавляется до полужидкого состояния. Попавшие на стык металлические капли, застывая, соединяют между собой детали и герметизирует шов. Шлак, содержащийся в электроде, всплывает наверх сварочного расплава до момента застывания последнего.
Популярность дугового сваривания определяется именно своей технологической простотой, а также высокой прочностью и герметичностью получаемых швов.
Подготовка к сварочным работам
Качественная ручная сварка труб определяется, помимо самого сварочного аппарата, ещё и правильным выбором электродов:
- Для труб большого диаметра следует выбрать электроды с целлюлозной плёнкой;
- Для сваривания угловых швов и т.н. «прихваток» необходимо взять электроды с рутиловым покрытием;
- Для сложной варки применяются комбинированные (целлюлозно-рутиловые) электроды.
Для дугового сваривания труб в бытовых условиях потребуются, помимо собственно сварочного аппарата, ещё и трансформаторы-выпрямители, а лучше взять их более продвинутую версию – инверторы. Эти устройства потребуются для преобразования переменного тока в постоянный.
При выборе сварочных аппаратов отдайте предпочтение модели с несколькими режимами работы, адаптированными под особенности применения «целлюлозных» и «рутиловых» электродов, а также способных работать с конкретной маркой стали и толщиной трубопровода.
Еще раз подчеркнём: качество сварочных работ определяет не конкретная модель сварочного аппарата, а электрод необходимого диаметра и правильно выставленные сила и напряжение тока.
Особенности дуговой сварки
При проведении дуговой варки труб следует учитывать несколько важных нюансов:
- Включать аппарат следует в тот момент, когда электрод только-только прикоснулся к поверхности трубы.
- При сварке труб необходимо постоянно отслеживать длину электрической дуги, поскольку она определяет размер газовой оболочки, препятствующей попаданию воздуха в зону сварку.
- Двигать электрод в зоне сварочных работ следует плавно. Это позволит равномерно распределить по шву расплавленный металл с электрода.
- Толщину направления друг на друга металла трубных элементов определяют лёгкие скользящие движения сварщика из стороны в сторону.
- При варке толстостенных труб большого диаметра необходимо выполнять внутренние и внешние сварные швы.
Порядок подготовительных работ
Сварка труб ручной сваркой потребует от вас ряда подготовительных действий:
- Зачистить зону сварочных работ от грязи и масел.
- Для качественного сваривания элементы трубопровода необходимо установить «встык» и выровнять друг относительно друга.
- Выставить оптимальный режим сварки и установить на сварочный аппарат электроды, отвечающие технологическим требованиям.
- Перед началом сварочных работ установите на трубах заземляющие контакты.
- Чтобы надёжнее закрепить элементы трубопровода друг с другом, сделайте по окружности несколько прихваток – небольших сварных швов, фиксирующих точное положение свариваемых элементов.
Различные техники выполнения дуговой сварки
Сварку трубопроводов можно выполнять несколькими технологическими способами:
Сварка с поворотом стыка
Сначала делаются три прихватки на 4, 8 и 12 часов. Затем выполняются два основных шва примерно с 1 до 5 часов и с 11 до 7 часов. После этого труба поворачивается на 90 градусов и наносятся завершающие швы, которые полностью герметизируют соединение двух швов.
После этого труба поворачивается на 90 градусов и наносятся завершающие швы, которые полностью герметизируют соединение двух швов.
Для предотвращения прожогов рекомендуется использовать для первого слоя 4-миллиметровый электрод марок СМ-11, ВСЦ-1 или УОНИ-11/45(55), а для создания электрической дуги выставить силу тока в 130 А (±10 А). Для выполнения второго и третьего слоёв необходимо взять 5-6-миллиметровые электроды, а силу тока следует увеличить до 200-250 А.
Сварка без поворота стыка
Данная технология применяется при работе со стационарными трубопроводами, которые невозможно двигать. Первый слой выполняется снизу-вверх, а вторые и третьи можно выполнять как сверху-вниз, так и снизу-вверх.
Сварку труднодоступных мест, например, части трубопровода, прижатой к бетонной подушке или к кирпичной стене, необходимо производить через врезку – технологическое отверстие сверху трубы. Когда сварочные работы завершены, технологическое отверстие также заваривается.
Сварка труб в зимних условиях
При отрицательных температурах происходит быстрое охлаждение сварочной зоны, а удаление раскалённых газов из расплавленного металла, наоборот, затрудняется. Из-за этого трубная сталь становится хрупкой, от чего резко возрастает опасность возникновения термического разрушения стали, появления горячих трещин, отходящих от сварного шва, а также закалочных структур.
Чтобы избежать этих дефектов, необходимо, во-первых, максимально плотно соединить друг с другом элементы трубопровода, во-вторых, необходимо раскалить поверхность металла до светло-красного оттенка, наконец, в-третьих, силу тока необходимо увеличить на 10-20%. Это позволит добиться вязкого и пластичного сварного шва, который надежно герметизирует зазор между трубами даже при сильном морозе.
svarka-trub-bolshogo-diametra . Что это такое. Энциклопе
Пользователи также искали:
truecolor, color, футболки, перевод, true, truecolorstore, true color футболки, TrueColor, true color перевод, ammophila rubripes, rubripes, Ammophila, Ammophila rubripes, cortodera rubripennis, rubripennis, Cortodera, Cortodera rubripennis, trustedbsd, TrustedBSD, rubius, Rubius, рубиус, томск, rubius томск вакансии, rubius software, rubius twitch, рубиус вк, рубиус тех, rubius adventures, adventures,
Сварка труб в Санкт-Петербурге, узнать стоимость сварки труб на сайте ООО «Лазерная резка»
1/3
Сварка труб
2/3
Сварка в СПБ
3/3
Услуги сварки труб
Заказать услугу
Нормальная работа трубопроводов, транспортирующих жидкие и газообразные среды, зависит от надежности и герметичности соединений.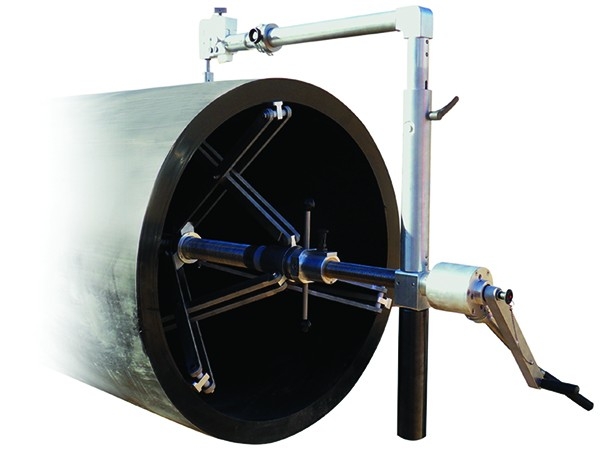 Сварка на высококлассном оборудовании позволяет получать долговечные конструкции.
Сварка на высококлассном оборудовании позволяет получать долговечные конструкции.
Цены на сварку труб
| Тип металлоконструкции | Ориентировочная стоимость, руб/п. м | |
| Черный металл | Цветной металл | |
| Труба | 800 | 1800 |
Описание процесса, методы сварки труб
Монтаж трубопроводов представляет собой комплексный процесс, включающий в себя ряд подготовительных работ. Стыковочные кромки в обязательном порядке очищаются от окислов, ржавчины и фрагментов краски. Следующий шаг, выполняемый перед сваркой, — снятие фаски с трубы, что позволяет более равномерно заполнить шов расплавленным металлом для максимальной прочности.
Данные работы могут выполняться несколькими способами:
- газосварка. Отличается высокой скоростью работы — в большинстве случаев сваривание выполняется за один проход. Не рекомендуется применять газосварку при работе со сталью толщиной более 4 мм во избежание образования мест локального перегрева с дальнейшей потерей прочности;
- ручная электродуговая сварка. Один из наиболее распространенных и удобных способов. Работы выполняются при помощи рутиловых, кислотных, рутилово-кислотных, целлюлозных или других электродов. При условии достаточной квалификации специалиста применение электросварки позволяет добиться высокого качества шва;
- полуавтоматическая электродуговая сварка. Обладает всеми достоинствами предыдущего метода. Рекомендована для труб большого диаметра, применяемых в магистральных трубопроводах. Обычно производится в защитной газовой среде.
С условиями и расценками на все виды работ, включая сварку труб, можно ознакомиться в офисе ООО «Лазерная резка».
Самостоятельная сварка пластиковых труб большого диаметра
Сварка труб большого диаметра
Пластиковые трубы свариваются диффузионным способом.![]() Это означает, что материал соединяемых элементов нагревается до расплавления. Затем края прижимаются друг к другу, и происходит проникновение частиц одной из деталей в структуру другой. В результате образуется монолитное соединение. Этот принцип используется в разных сварочных аппаратах и является главным для всех видов сварки пластиковых деталей.
Это означает, что материал соединяемых элементов нагревается до расплавления. Затем края прижимаются друг к другу, и происходит проникновение частиц одной из деталей в структуру другой. В результате образуется монолитное соединение. Этот принцип используется в разных сварочных аппаратах и является главным для всех видов сварки пластиковых деталей.
Стандартными размерами пластиковых труб считаются малые и средние диаметры – до 75 мм. Размер канализационной трубы составляет 110 мм, а стояков – 220 мм. Это уже большие диаметры. Хотя в строительстве и промышленности принято считать большими размеры от 500 мм и выше. Внутри квартир и в комнатах частных домов крупные трубопроводы не встречаются. Однако большие трубы используются, например, при обсадке артезианских скважин.
Особенности сварки больших труб
Машина для сварки пластмассовых труб
Пластиковые материалы сделали трубные технологии менее трудоёмкими. Поэтому монтаж больших труб тоже может производиться без участия специалистов. Сварка пластиковых труб большого диаметра своими руками – дело далеко не простое. Процесс потребует применения монтажно-сварочной установки для соединения фрагментов. Сварить куски лучше всего встык, поскольку крупные муфты, установленные вручную, не всегда обеспечивают монолитность соединения. Обе стыкуемые детали должны быть абсолютно идентичными по составу, то есть произведёнными из одного и того же пластика.
Машины для стыковой сварки отличаются сложной комплектацией и высокой ценой. Они могут иметь гидравлический или механический привод. Эту аппаратуру легче взять напрокат, чем покупать в магазине. Сварочный аппарат такого уровня потребуется тем, кто постоянно и профессионально занят такой работой. От уровня аппарата зависит качество сварного шва. Выбрать такое оборудование при покупке поможет опытный консультант. Всемирно известная германская фирма ROTHENBERGER выпускает для сварки крупногабаритных пластиковых изделий машины, оснащённые программным управлением. Для бытовых нужд лучше выбрать более простые, механические установки. Они обеспечат нужное качество соединения в диапазоне диаметров изделий до 200 мм.
Для бытовых нужд лучше выбрать более простые, механические установки. Они обеспечат нужное качество соединения в диапазоне диаметров изделий до 200 мм.
Трубы пластиковые большого диаметра
Перед началом сварочного процесса следует как можно более ровно обрезать края фрагментов. При этом крайне нежелательно проявление эффекта бочкообразности, то есть загибания краёв среза внутрь. Эта деформация, к сожалению, возникает довольно часто. Большая труба под влиянием собственного веса может принимать овальную форму, что также затрудняет сварку. Для точной обрезки кусков больших пластиковых труб существуют специальные устройства. Но это скорее промышленное оборудование. При выполнении работы своими руками достаточно будет выровнять торцы. Выравнивание осуществляется торцевателем, входящим в состав сварочного аппарата.
Последовательность работы на сварочном аппарате для габаритных пластиковых элементов
В комплекте устройства должны быть подвижные хомуты, центратор с зажимами, сварочное зеркало для нагрева торцов. Инструкция к прибору поможет правильно выполнить работу. Очень полезными бывает видео из интернета, которое наглядно демонстрирует этапы процесса.
Аппарат для сварки габаритных труб
- Свариваемые части фиксируются в центраторе. Одна часть крепится неподвижно, другая может передвигаться вдоль рамы аппарата. Это важно для создания нужного усилия при стыковке частей.
- Торцы выравниваются до образования плоской поверхности стыков. Эта процедура обеспечивает и зачистку соединяемых поверхностей. После этого обработанных частей нельзя касаться руками.
- Торцы прижимаются к сварочному зеркалу для нагрева. Под оптимальным давлением на краях фрагментов образуется грат, наплыв расплавленного пластика. Это необходимо для формирования прочного шва. После создания грата давление минимизируется, нагрев продолжается. Скорость прогрева составляет 1 мм за 10 секунд. Зная толщину стенки изделия, можно высчитать время прогрева.

- Решающим моментом является быстрое удаление нагревательной поверхности и совмещение стыков. Соединение происходит на молекулярном уровне. Сварить детали качественно можно только при условии полного отсутствия загрязнений поверхностей.
- Затем сварная конструкция охлаждается на воздухе, формируется ровный и симметричный шов.
Последовательность действий сварщика хорошо изучать по видео в интернете. Эти уроки очень полезны для людей, не имеющих подобных навыков. Рекомендуется тщательное изучение инструкций по работе с аппаратурой и строгое соблюдение норм безопасности. Как показывает практика, сварить крупные полимерные трубы своими руками – это сложная, но выполнимая задача.
Совершенствование технологии производства труб большого диаметра (подгибка кромок, шаговая JCO-формовка, технологическая сварка и сварка рабочих швов, экспандирование). Разработка математических и конечно-элементных моделей и выполнение конечно-элементных расчетов пространственного теплового и напряженно-деформированного состояния металла (2011-2012 гг.) — FEA.RU | CompMechLab
В 2011-2012 г. сотрудниками лаборатории «Вычислительная механика» (CompMechLab®) НИУ СПбГПУ была выполнена НИОКР для ЗАО «Ижорский трубный завод» по теме «Совершенствование технологии производства труб большого диаметра (подгибка кромок, шаговая JCO-формовка, технологическая сварка и сварка рабочих швов, экспандирование). Разработка математических и конечно-элементных моделей и выполнение конечно-элементных расчетов пространственного теплового и напряженно-деформированного состояния металла (на основе ANSYS / LS-DYNA / SYSWELD-технологий)».
Целью работы было конечно-элементное исследование напряженно-деформированного состояния, возникающего в заготовке в процессе изготовления труб большого диаметра из стального листа на основных четырех этапах технологического цикла:
- подгибка кромок,
- шаговая JCO-формовка,
- технологическая сварка и сварка рабочих швов,
- экспандирование.

Этапы технологического цикла производства труб большого диаметра
В ходе первых двух этапов конечно-элементного (КЭ) моделирования исследовались процессы деформирования и соответвующие напряженное-деформированные состояния, возникающие в процессе многошаговой подгибки кромок листа, а также механическое поведение трубной заготовки с подогнутыми кромками в ходе технологической многошаговой процедуры «формовка» (на основе ANSYS / LS-DYNA-технологий).
Результаты конечно-элементного моделирования (на основе ANSYS / LS-DYNA-технологий)
технологических операций: операция подгибки кромок и формовки трубы из листа.
На рисунке представлено поле интенсивности пластических деформаций (анимация)
В третьей части работы выполнено КЭ моделирование процессов деформирования, возникающих в ходе сведения кромок и выполнения технологических операций сварки свободных кромок и друг с другом (на основе SYSWELD-технологии).
Результаты конечно-элементного моделирования: технологическая операция подгибки краев
и полный технологический процесс сварки трубы в соответствии
с последовательностью нанесения швов (на основе SYSWELD-технологии).
На рисунке представлены поля перемещений (анимация)
Конечно-элементное моделирование нанесения технологических и основных сварных швов выполнено в соответствии с заданным технологическим процессом. Целью этого этапа работы являлось исследование нестационарных пространственных температурных полей, возникающих от перемещающегося в пространстве теплового источника, а также КЭ исследование параметров напряженно-деформированного состояния трубы в процессе выполнения сварки и КЭ исследование остаточных деформаций после полного остывания трубы.
Результаты конечно-элементного моделирования (на основе SYSWELD-технологии):
деформированное состояние трубы (d813) в различные моменты времени при выполнении наружного шва
Результаты КЭ моделирования: поле перемещений трубы после операций сварки |
Результаты КЭ моделирования: распределение температур после операций сварки |
Результаты КЭ моделирования: эффективные пластические деформации в зоне сварного шва после операций сварки |
Результаты КЭ моделирования: распределение эквивалентных напряжений в зоне шва после выполнения сварки |
Результаты КЭ моделирования: изменение температурного поля во времени
Сравнение результатов КЭ моделирования с экспериментальными результатами.
Видно хорошее совпадение КЭ-результатов с образцом макрошлифа по контуру проплавления
и зоны термического влияния для трубы d1420
На четвертом этапе работы выполнялось конечно-элементное исследование механического поведения трубной заготовки в процессе технологического этапа – экспандирования трубы (на основе ANSYS / LS-DYNA-технологий). Принципиально важным для этого и всех предыдущих этапов является корректный учет («наследование») полей деформаций, полученные на предыдущих технологических операциях. Экспандирование трубы выполняется с целью обеспечения требуемой цилиндрической формы трубы для дальнейших операций сборки и монтажа.
Результаты конечно-элементного моделирования (на основе ANSYS / LS-DYNA-технологий):
операция экспандирования трубы после сварки. Поля интенсивности пластических деформаций в процессе
выполнения экспандирования (анимация)
Публикация подготовлена сотрудниками CompMechLab® на основе выполненных в 2011-2012 гг. конечно-элементных исследований.
Сварка труб большого диаметра: выбор систем орбитальной сварки для труб большого диаметра
Сварка труб большого диаметра — большая работа. Трубопровод с большим внутренним диаметром обычно определяется как имеющий внутренний диаметр два дюйма (приблизительно пять сантиметров) или более, но трубы чаще всего называют «трубами с большим внутренним диаметром», если они имеют внутренний диаметр 30 дюймов или больше. Речь идет о диаметре, при котором сварщики могут обоснованно залезть внутрь трубы, и многим, хотя и не всем, трубам такого размера может потребоваться сварка внутреннего диаметра, чтобы соответствовать техническим требованиям сварочного производства.Независимо от того, так ли это, очевидно, что сварка труб большого диаметра требует значительного объема сварки для каждого стыка. Самый эффективный способ быстро и надежно производить сварные швы длины, глубины и размера — это использование автоматического орбитального сварочного аппарата.
Сварка труб со стенками тоньше одной восьмой дюйма (около трех миллиметров) выполняется просто. Даже трубы с большим внутренним диаметром и такими тонкими стенками можно сваривать за один проход.Однако, когда толщина стенки трубы больше, сварка стыка труб становится процессом, требующим нескольких проходов по большой окружности. Орбитальная сварка труб дает несколько преимуществ при решении сложной задачи сварки труб большого диаметра:
- Отдельные проходы орбитальной сварки позволяют выполнить сварку по всей окружности трубы без остановки и повторного запуска.
- Орбитальная сварка сокращает время, необходимое для выполнения каждого прохода, что снижает общее время, необходимое для завершения соединения.
- Орбитальная сварка обеспечивает более высокое качество сварки, поскольку сварочный аппарат контролирует и контролирует все параметры процесса. За счет того, что механизированная сварка не запускается и не останавливается во время проходов, меньше возможностей для образования пустот, несоответствий или включений в сварном шве, что в целом повышает прочность сварного шва.
Преимущества процесса орбитальной сварки приводят к тому, что сварной шов становится гораздо более стабильным и, следовательно, более высоким качеством, чем сварной шов, выполняемый вручную. Из-за диаметров, используемых при сварке труб большого диаметра, временные, трудовые и финансовые преимущества, как правило, возрастают в геометрической прогрессии.В проектах по сварке труб с действительно большим внутренним диаметром орбитальная сварка должна быть первым процессом сварки, который гарантирует выполнение работ в соответствии с графиком.
Выбор процесса орбитальной сварки труб большого диаметра Существует множество видов ручной дуговой сварки, но меньше типов орбитальной сварки, которые, как правило, ограничиваются процессами с использованием подачи проволоки, защиты инертным газом или их комбинации.
Для труб большого диаметра подходят три типа орбитальной сварки:
- Дуговая сварка сердечником под флюсом (FCAW) : В этом процессе сварки дуга непрерывно подается трубчатым проволочным электродом, заполненным флюсом.Флюс связывается с примесями и всплывает в верхнюю часть сварного шва, где он затвердевает, сохраняя сварной шов чистым. Он создает сварные швы очень быстро, а использование флюса означает, что это щадящий сварочный процесс, который можно целесообразно использовать в полевых условиях.
- Газовая дуговая сварка металла (GMAW) : Этот процесс, также называемый сваркой в среде инертного газа (MIG), использует непрерывно подаваемую проволоку, окруженную защитным газом, чтобы предотвратить попадание загрязняющих веществ, таких как кислород или водород, на расплавленный металл. Это быстрый процесс, но подача защитного газа может быть нарушена из-за факторов окружающей среды, которые могут повредить сварной шов.
- Дуговая сварка вольфрамовым электродом (GTAW) : Этот процесс, также называемый сваркой вольфрамовым электродом в среде инертного газа (TIG), использует неплавящийся вольфрамовый электрод для создания дуги. Он может подаваться непрерывной проволокой или выполняться без присадочного материала. Хотя GTAW обычно является медленным процессом и имеет такую же чувствительность к факторам окружающей среды, как GMAW, его преимущество заключается в создании очень чистых, тонких и однородных сварных швов.
GTAW не дает искр или брызг и обеспечивает самые аккуратные и чистые сварные швы из трех вышеуказанных процессов.Это также обычно приводит к большей прочности и долговечности сварного шва. Выбор орбитальной, а не ручной сварки GTAW позволяет проекту воспользоваться преимуществами GTAW, такими как прочность и стабильность, без неэффективности ручного процесса.
Почему выбирают GTAW для сварки труб большого диаметра Помимо того, что орбитальная сварка GTAW более эффективна, она также предлагает более управляемую кривую обучения, чем ручная сварка TIG, и делает процесс сварки гораздо менее затратным с физической точки зрения. Головка для орбитальной сварки GTAW, в которую входит горелка, крепится к направляющей, охватывающей всю внешнюю или внутреннюю окружность свариваемой трубы. Фактически не существует верхнего предела размера трубы, которую можно сваривать с помощью высококачественной сварочной головки для труб большого диаметра. После того, как на трубе установлено направляющее кольцо и контроллер запрограммирован, процесс сварки сводится к тому, чтобы сварочная головка следовала заранее запрограммированной программе для каждого прохода. Орбитальный сварочный аппарат, а не сварщик-человек, отвечает за поддержание устойчивости электрода и выравнивания заполняющего материала с электродом, а также за поддержание правильного угла сборки относительно сварного шва.
Головка для орбитальной сварки GTAW, в которую входит горелка, крепится к направляющей, охватывающей всю внешнюю или внутреннюю окружность свариваемой трубы. Фактически не существует верхнего предела размера трубы, которую можно сваривать с помощью высококачественной сварочной головки для труб большого диаметра. После того, как на трубе установлено направляющее кольцо и контроллер запрограммирован, процесс сварки сводится к тому, чтобы сварочная головка следовала заранее запрограммированной программе для каждого прохода. Орбитальный сварочный аппарат, а не сварщик-человек, отвечает за поддержание устойчивости электрода и выравнивания заполняющего материала с электродом, а также за поддержание правильного угла сборки относительно сварного шва.
Орбитальная сварка позволяет выполнять сварку GTAW последовательно и точно без огромных усилий, затрачиваемых на поиск или обучение высококвалифицированных и опытных сварщиков-ручных сварщиков. Orbital GTAW также обеспечивает скорость автоматизации на рабочей площадке, позволяя выполнять сварку GTAW с машинной надежностью, эффективностью и точностью. Орбитальная сварка GTAW обеспечивает экономичное качество, простоту использования и скорость каждого стыка в проекте сварки труб большого диаметра.
Arc Machines, Inc.специализируется на системах орбитальной сварки GTAW, предлагая ряд головок для орбитальной сварки и источники питания для сварки труб большого диаметра. По вопросам, касающимся продуктов, обращайтесь по адресу [email protected] . По вопросам обслуживания обращайтесь по адресу [email protected] . Arc Machines приветствует возможность обсудить ваши конкретные потребности. Свяжитесь с нами , чтобы договориться о встрече.
Стальная труба большого диаметра
Стальная труба большого диаметра используется для множества применений, включая крепления, обсадные трубы, домкраты и буровые установки, столбы для знаков, кессоны и комбинированные стены. Nucor Skyline имеет многолетний опыт производства трубных свай большого диаметра. Внешний диаметр от 24 до 120 дюймов для спирально-сварных труб и до 204 дюймов для катаных и сварных труб. Толщина стенки до 1 дюйма для спиральной сварки и 2,25 дюйма для катаных и сварных труб. Трубы большого диаметра Nucor Skyline производятся в Соединенных Штатах либо из стального листа, либо из рулонов для катаных и сварных труб, либо из стальных рулонов для спирально-сварных труб.Имея предприятия по производству и изготовлению стальных труб в США, Nucor Skyline может производить трубы с определенным пределом текучести и / или сортами для труб большого диаметра. Каждая труба проходит строгий внутренний процесс контроля качества, который может включать ультразвуковой контроль. При необходимости Nucor Skyline также использует сторонние агентства по тестированию.
Nucor Skyline имеет многолетний опыт производства трубных свай большого диаметра. Внешний диаметр от 24 до 120 дюймов для спирально-сварных труб и до 204 дюймов для катаных и сварных труб. Толщина стенки до 1 дюйма для спиральной сварки и 2,25 дюйма для катаных и сварных труб. Трубы большого диаметра Nucor Skyline производятся в Соединенных Штатах либо из стального листа, либо из рулонов для катаных и сварных труб, либо из стальных рулонов для спирально-сварных труб.Имея предприятия по производству и изготовлению стальных труб в США, Nucor Skyline может производить трубы с определенным пределом текучести и / или сортами для труб большого диаметра. Каждая труба проходит строгий внутренний процесс контроля качества, который может включать ультразвуковой контроль. При необходимости Nucor Skyline также использует сторонние агентства по тестированию.
Стальная труба большого диаметра
Более крупные проекты труб оставляют меньше места для ошибок — неточность может означать конец успешной работы и критических систем.Nucor Skyline использует беспрецедентный опыт, чтобы поставлять стальные изделия, которые подходят более точно, соответствуют стандартам толщины стенок и выдерживают постоянное использование.
Фитинги для любых задач
Наша стальная труба большого диаметра подходит для различных применений. Строители используют его для создания прочных комбинированных стен, ветрозащитных указателей и устойчивых кессонов. Служит опорой для домкратных и бурильных установок. Горячекатаные, сварные и углеродистые трубы Nucor, зарекомендовавшие себя в различных отраслях, странах и сценариях использования, олицетворяют неизменно высокое качество.
Трубы большого диаметра должны продвигать ваши проекты — но не ограничивать их
Хотите создать достойный конечный продукт? Обладая многолетним опытом производства трубных свай большого диаметра на заказ, Nucor Skyline может помочь вам добиться успеха.
Наши спирально-сварные трубы имеют диапазон от 18 дюймов до 120 дюймов, и мы можем легко изготавливать катаные и сварные трубы больших размеров с наружным диаметром до 204 дюймов. Высокое давление, высокие температуры, глубокие местоположения и огромные структурные напряжения создают несколько проблем, с которыми мы не можем справиться.Наша технология позволяет изготавливать трубы с толщиной стенки до 1 дюйма для спиральной сварки и до 2,25 дюйма для катаных и сварных труб.
Когда качество является обязательным требованием, продукция Nucor Skyline, производимая в США, безупречно работает. Мы используем стальной лист высокой чистоты для производства катаных и сварных труб и стальной бухт для спирально-сварных труб. Это позволяет нам соответствовать определенным пределам текучести и маркам для ваших проектов труб большого диаметра.
Мы также проводим интенсивное ультразвуковое тестирование и контроль качества — как внутри компании, так и через сторонние агентства по выбору.Вам не нужно полагаться на наше слово, доказательство кроется в продукте, поэтому отправьте запрос сегодня.
Система для сварки труб с внутренним и внешним диаметром большого диаметра
Magnatech Pipeliner предназначен для выполнения сварных швов «труба-труба» и «труба-фитинг» с использованием процессов GMAW / FCAW. Сменные направляющие кольца устанавливают головку на трубу, что позволяет обрабатывать заготовки в широком диапазоне от 16,8 до 152 см (6-60 дюймов) и больше. Pipeliner повышает производительность за счет увеличения продолжительности рабочего цикла, снижения количества ремонтов и получения сварных швов неизменно высокого качества.Эти системы используются во всем мире для сварки трубопроводов в более широком спектре отраслей промышленности.
Помимо сварки трубопроводов, трубопровод также используется для сварки по внутреннему и внешнему диаметру больших резервуаров, резервуаров и воздуховодов. Гибкая направляющая позволяет устанавливать на сложной криволинейной поверхности. Стандартный болт гусеничной ленты 2,3 м для увеличения длины с магнитным или вакуумным креплением.
Гибкая направляющая позволяет устанавливать на сложной криволинейной поверхности. Стандартный болт гусеничной ленты 2,3 м для увеличения длины с магнитным или вакуумным креплением.
В типичном случае подрядчику требовалось сварить трубопровод большого диаметра, по которому монооксид углерода от новой башни коксования поступает в котел, работающий на углекислом газе, для производства пара для выработки электроэнергии.Эта работа была частью расширения компании Syncrude, которая перерабатывает нефть битуминозных песков, обнаруженную в Альберте, Канада. Пространство доступа по окружности сварного шва было очень ограниченным, что затрудняло ручную сварку.
Мартин Коллиер, суперинтендант KBR, сообщил об использовании Pipeliner с Flx-Track, прикрепленным к этим трубам очень большого диаметра с помощью магнитов:
«Мы завершили сварку кольцевых сварных швов на воздушной линии горелки. На сегодняшний день мы выполнили десять 3.Диаметр 25 м и два сварных шва диаметром 2,4 м с толщиной стенки 25 мм. Это составляет 110 погонных метров наплавленного металла, требующего 100% радиографического контроля для соответствия нормам ASME по котлам и сосудам высокого давления, раздел 8, с отличной производительностью. Это было завершено только одним ремонтом длиной около 100 мм, или степенью ремонта 0,086%.
Оборудование для орбитальной сварки Magnatech стало отличным выбором для выполнения этого процесса из-за минимального количества ремонтов, высокой производительности и отсутствия простоев с этим оборудованием.”
Стальная труба большого диаметра — что необходимо знать перед покупкой
Стальные трубы большого диаметра играют важную роль в транспортировке нефти и газа. Его часто используют для проектов трубопроводов на большие расстояния, так как он может нести больше жидкости и с большим расходом. Особенно в последние годы увеличивается использование стальных труб большого диаметра.
Когда мы говорим о трубе большого диаметра, это обычно относится к сварной трубе, такой как труба LSAW или труба SSAW; Более того, в некоторых случаях он также включает бесшовные трубы большого диаметра.
Следует отметить, что для трубопровода высокого давления предпочтительна бесшовная труба большого диаметра. Поскольку в сварном типе не предполагается, что бесшовные типы будут выдерживать большое давление (самым слабым местом сварной трубы является сварной шов на ней). Сварной шов может сломаться или потрескаться в любое время, поэтому люди ищут бесшовные большие трубы для различных вещей.
Большие диаметры относятся к трубе более 457 мм (16 дюймов) и 508 мм (20 дюймов)
Как мы знаем, максимальный диаметр трубы ERW обычно составляет 457 мм 16 дюймов, поэтому мы можем сказать, что диаметр трубы больше, чем этот наружный диаметр, как известно, трубы большого диаметра.
Для больших стальных труб LSAW и SSAW: от 508 мм 20 дюймов до 2540 мм 100 дюймов.
Под бесшовной трубой большого диаметра также понимается труба с диаметром более 16 или 20 дюймов. Поскольку трубы больше этих размеров не будут изготавливаться только горячей прокаткой, будет применен дополнительный процесс горячего расширения. Таким образом можно было увеличить диаметр труб за короткое время, с низкими затратами и высокой эффективностью, поэтому он стал современным способом производства больших бесшовных труб.
Горячее разворачивание
Процесс горячего расширения, также известный как процесс теплового расширения. Он заключается в нагреве трубы до температуры, близкой к температуре превращения, с использованием метода угловой косой прокатки или метода горячего волочения для увеличения диаметра бесшовных труб.
Примечания перед покупкой трубы бесшовные большого диаметра
Если у вас нет представлений о бесшовных трубах большого диаметра, то купить качественную трубу очень сложно. Поэтому очень важно знать об этом перед покупкой.
1. На корпусе трубы не должно быть швов.
На бесшовной трубе не должно быть сварного шва (некоторые люди снимают шов незаметно, и будьте осторожны). Бесшовная труба большого диаметра должна быть изготовлена в соответствии с особым процессом. Сырье должно представлять собой цельную круглую заготовку. Затем заготовку нагревают до очень высокой температуры, но при этом следует соблюдать осторожность, поскольку при повышении температуры до точки плавления заготовка может расплавиться. Заготовку после нагрева растягивают и натягивают до тех пор, пока она не приобретет форму полой трубки.Поскольку сварные трубы являются обычными, ваш подрядчик может предложить вам купить сварные трубы, но вы должны быть очень осторожны и выбирать бесшовные большие трубы.
2. Обращать внимание на округлость
Следующее — однородность формы бесшовной трубы. Поскольку сварные трубы перед сваркой оборачиваются вокруг другой формы, а сварка требует напряжения, тепла и других внешних факторов для всего процесса формовки, очень сложно получить сварную трубу точно круглой формы.Бесшовная стальная труба представляет собой непрерывную экструзию сплава, что означает, что вы получите круглое поперечное сечение, которое необходимо, когда вы используете их для любого строительного процесса или установки труб.
3. Большая бесшовная труба выдерживает большее давление, чем большая сварная труба
Прочность бесшовных труб больше, чем сварных. Что ж, вы можете найти это довольно дорого, но поверьте нашему исследованию; это более надежно даже под давлением. Сварные трубы могут сломаться под давлением, но вы без сомнения можете доверять бесшовным трубам большого диаметра.Пустые трубы всегда выдерживают собственный вес, но когда труба заполнена материалом или находится под нагрузкой, она также поддерживает вес. Чаще всего утечки и отказы труб возникают в случае сварных труб. В бесшовных трубах нет шва, следовательно, нет шансов на выход трубы из строя.
4. Бесшовные трубы большого диаметра могут работать в суровых условиях
Одним из лучших атрибутов больших бесшовных труб является то, что они способны работать в чрезвычайно холодной или очень горячей среде, тогда как сварные трубы совершенно не могут работать в чрезвычайно тяжелых условиях.
Разница в стоимости труб большого диаметра разных типов
Большие бесшовные трубы после горячего расширения, цена ниже, чем у обычных горячекатаных бесшовных труб, (снижена плотность стали). Но выше, чем у больших сварных труб, таких как SSAW и LSAW.
Хотя цена на бесшовные трубы большого диаметра немного выше, чем на сварные, растущие возможности и преимущества делают их подходящими для любого использования. В широком спектре коммерческого применения труб возрастает важность бесшовных больших труб, включая трубопроводы, нефтяные вышки, строительство судов, морские буровые установки, детали машин, сосуды высокого давления, части машин, оборудование нефтяных месторождений и т.
Стыковая сварка оплавлением труб большого диаметра | OTC Offshore Technology Conference
Abstract
По экономическим причинам трубы большого диаметра с толщиной стенки до 40 мкм наиболее подходят для глубоководной прокладки труб Jmethod. Выбранный процесс сварки представляет собой модифицированный процесс стыковой сварки оплавлением с индукционным предварительным нагревом. Пригодность этого процесса была подтверждена на прототипе машины, предназначенной для сварки труб X 60 диаметром 3011 мм и толщиной стенки 40 мкм.
Были проведены многочисленные испытания для оптимизации параметров сварки и анализа различных влияющих факторов. Результаты показали, что модифицированный процесс стыковой сварки оплавлением, включающий в себя процесс индукционной нормализации области сварного шва, дает высококачественные сварные швы, которые полностью соответствуют требованиям прокладки трубопроводов на море. Однако при условии, что используются только трубы с высокой степенью чистоты.
Хорошая воспроизводимость результатов гарантируется благодаря автоматизации сварочного аппарата с запрограммированным процессом сварки.
1.Введение
В связи с постоянно растущим спросом на энергию, разведка нефти и газа на шельфе была расширена на районы с глубиной воды до 2000 м. Самый экономичный способ обращения с газом — трубопровод. Однако трубопровод также часто является экономичным и безопасным решением проблемы транспортировки нефти.
В последние годы различные исследования показали, что из всех возможных методов укладки труб J-метод дает наибольшие преимущества для труб большого диаметра или глубин ниже 600 м.
Эти исследования были выполнены группой из Западной Германии, получившей финансовую поддержку от Федерального министра исследований и технологий. 1/
Результаты этих исследований были опубликованы в OTC в 1979 году. 2 / Новый метод укладки труб требует экономичной техники сварки, которая гарантирует, что соединения между трубами большого диаметра с толщиной стенки до 40 мкм будут иметь высокую качество. Из всех возможных сварочных процессов была выбрана стыковая сварка оплавлением, и был разработан прототип машины, чтобы продемонстрировать ее пригодность.
Ниже приводится отчет о результатах многочисленных разрушающих испытаний кольцевых швов.
2. Метод укладки труб
Поскольку разработанный процесс сварки предназначен для стыковой сварки оплавлением труб большого диаметра специально для J-образной укладки труб, уместно кратко описать эту новую систему укладки труб.
В отличие от обычного метода укладки трубопровода в форме буквы «S» с барж с использованием длинных стингеров, трубопровод, уложенный J-методом, опускается в воду через середину трубоукладочного судна с помощью наклонной рампы, угол наклона которой зависит от глубины воды (рис.1).
Глубина, на которой может использоваться J-метод, ограничена осевыми нагрузками, возникающими в результате растяжения и изгиба J-образной кривой, а также радиальным напряжением, возникающим в результате воздействия давления воды на трубу. Также необходимо учитывать динамическую нагрузку и встречный поток.
Автоматизированные системы сварки труб | Нефтяное, трубопроводное, ядерное, трубное Fab Red-D-Arc Welderentals
На 19 часов быстрее, чем у конкурентов
Техас. Один из наших клиентов пытался нагреть трубу диаметром 42 дюйма с помощью грушевидных горелок, чтобы сварщики могли сваривать стыки.Наша команда увидела возможность создать решение, которое поможет нашему клиенту выполнять работу намного быстрее. Чтобы сделать эту работу по обогреву в полевых условиях быстрее, мы собрали пакет, включающий систему индукционного нагрева Miller ProHeat 35, генератор 60 кВА и распределительную панель DP25.
КомпанияRed-D-Arc предоставила надежное решение для индукционного нагрева RDA компании, занимающейся строительством и обслуживанием трубопроводов в Хьюстоне, которой требовалось поддерживать постоянную температуру для своих сварщиков при сварке стыков труб.Наши специалисты по индукционному нагреву предоставили нашему заказчику переносную установку для индукционного нагрева, состоящую из генератора 60 кВА, системы индукционного нагрева Miller Pro-Heat 35 и распределительной панели DP25. В качестве экономичной альтернативы существующим пропановым горелкам индукционные нагреватели позволили им обеспечить безопасный нагрев, постоянный контроль температуры, увеличенное время сварки и повышенную безопасность.
С этой установкой мы смогли нагреть трубу до 250 градусов примерно за 5 минут.Наш заказчик смог превзойти запланированное конкурентом время более чем на 19 часов, и его попросили процитировать другие работы по конвейеру для своего клиента. Излишне говорить, что они были довольны решением и созданной им возможностью для дополнительной работы.
(подробнее…)
позволяют резать металлы простой и сложной формы, включая создание отверстий, скосов, строжки и маркировки. Плазма представляет собой экономичную и практичную альтернативу процессам газокислородной, лазерной и водоструйной резки и используется в промышленности, торговле и домашнем хозяйстве.Плазменные резаки используются во всех отраслях промышленности, включая обрабатывающую, фармацевтическую, нефтегазовую и военную промышленность.
Когда газ нагревается до чрезвычайно высоких температур, электроны в молекулах газа вырываются из ядра, превращая газ в плазму. Плазменная резка осуществляется путем направления плазменной струи через металл.
Преимущества и недостатки плазменной резки по сравнению с другими процессами резки следующие:
(подробнее…)
Термическая обработка перед и после сварки имеет решающее значение для многих сварочных операций.Без надлежащей термической обработки сварные швы и зоны термического влияния могут иметь нежелательные механические свойства. Что еще хуже, ненадлежащая термообработка может привести к трещинам и разрушительным повреждениям сварных швов. Хотя температура и время являются первоочередными задачами при термообработке сварного шва, при выборе процесса следует также тщательно учитывать метод нагрева. Индукционный нагрев — один из самых популярных видов термообработки, и это по праву. У индукционного нагрева много преимуществ, и у Red-D-Arc есть оборудование, необходимое для успешной реализации операции индукционной термообработки для ваших проектов.
(подробнее…)
Сварка труб малого диаметра может быть затруднена. Малые радиусы часто требуют, чтобы опытные сварщики могли точно и без труда управлять горелкой. Если сварщик не обладает достаточной квалификацией, неработающие участки могут иметь низкое качество из-за силы тяжести, воздействующей на сварочную ванну, и неэффективных углов горелки. Если сварные швы со смещением не могут быть выполнены удовлетворительно, деталь необходимо повернуть. Однако некоторые сборки нельзя повернуть из-за ограничений по размеру, или они могут повернуться не относительно центра.Если для компонентов малого диаметра требуется решение для механизированной сварки, обратите внимание на наши системы закрытых сварочных головок Axxair Orbital Fusion.
(подробнее…)
Метод, который вы выбираете для сварки труб, будет зависеть от места, где выполняется сварка, материалов и размера трубы.
Для сварки стальных труб на открытом воздухе (например, прокладка труб в траншеях) наиболее распространена ручная дуговая сварка (SMAW). Используется этот метод спуска с использованием целлюлозных электродов (также основные электроды используются для сталей повышенной прочности).За корневым проходом и горячим проходом следуют проходы заполнения. Сварка завершается верхним проходом. Используются сварочные агрегаты, оптимизированные для сварки под уклон.
Сварка труб меньшего диаметра
Для труб малого диаметра и короткой длины, которые могут свободно вращаться, труба поворачивается, пока сварочная горелка остается неподвижной. Используются следующие процессы: MIG (GMAW) и TIG (GTAW). В случае сварки TIG необходимо устройство подачи проволоки. Для этого типа сварки лучше всего подходит технологическая ячейка.
Сварка больших труб
Для труб большого диаметра сварка обычно выполняется орбитальным способом.Обычно используется MIG, но также можно использовать TIG с автоматической подачей присадочной проволоки. Орбитальный процесс с использованием сварочных аппаратов с закрытой головкой также используется в тех случаях, когда трубы меньшего размера не вращаются.
В настоящее время используется ряд передовых методов наплавки труб. К ним относятся точно управляемая передача короткого замыкания для корневого прохода (Miller — Regulated Metal Deposition), оптимизированная импульсная сварка (Miller — Pro-Pulse) и высокочастотный контроль формы волны (Lincoln — Surface Tension Transfer) для ускорения и улучшения качества трубы сварные.
Red-D-Arc предлагает в аренду широкий спектр оборудования для сварки труб, в том числе:
- Аппараты для орбитальной сварки с закрытой головкой для труб малого диаметра
- Система орбитальной сварки TIG для труб большого диаметра
- Система орбитальной сварки MIG
- Ячейка для технологической трубы с открытой дуговой сваркой
- Источники питания для сварки TIG и MIG, подходящие для более чем
- Пилы для резки и снятия фасок для труб диаметром до 12,75 дюйма (325 мм)
Ознакомьтесь с нашим ассортиментом трубосварочного оборудования, включая труборез и устройство для снятия фаски.
Подробнее об орбитальной сварке
Отличный день в Талсе
Прекрасный день в Талсе, штат Оклахома. — 4 апреля 2018 г.
Зайдите к стенду № 507 и ознакомьтесь с нашими системами орбитального тигля и индукционного нагрева. У нас есть прекрасно отремонтированный сварочный аппарат Red-D-Arc Diesel на 300 А по специальной выставочной цене !!
Не забудьте просканировать свой бейдж для PennWell Drone Draw !!
www.pipelineenergyexpo.com — 3-5 апреля 2018 г.
От гостя Блогер Катаржина К.
Катажина имеет степень магистра в области материаловедения и работала в нефтегазовой отрасли, занимаясь гидравликой, сваркой и модернизацией нефтяных вышек.
Нержавеющая сталь широко используется в нефтехимической промышленности из-за ее высокой устойчивости к суровым условиям. При сварке нержавеющих сталей мельчайшие детали имеют значение и влияют на качество сварки. Ниже приведены некоторые советы по сварке труб из нержавеющей стали, основанные на моем опыте ремонта нефтяных вышек:
Во время проекта ремонта нефтяной вышки, включающего сварку дуплексной трубы из нержавеющей стали 2205 методом TIG, мы не смогли добиться требуемых свойств сварного шва.Несмотря на использование рекомендованного присадочного металла с более высоким содержанием никеля по сравнению с основным металлом и контроль температуры между проходами, предел прочности сварного шва на растяжение все еще был слишком низким. Чтобы добиться требуемого качества сварки, мы углубились и нашли решение — (подробнее…)
«Подготовке следует уделять столько же внимания, сколько и самой сварке»
Сварка труб используется во всем мире в различных отраслях промышленности.Трубы различных размеров и марок материалов соединяются для производства компонентов различной формы и длины — от нескольких футов до многих миль. Несмотря на то, что большинство работ по сварке труб имеют индивидуальные спецификации, существуют некоторые фундаментальные аспекты сварки труб, которые образуют общую нить как для сварщиков, так и для инженеров-сварщиков, чтобы обеспечить высокое качество сварки труб.
Выбор подходящего оборудования для сварки труб
Выбор оборудования — главное требование для выполнения сварных швов труб хорошего качества.Наивысшими приоритетами при выборе сварочного оборудования для сварки трубопроводов являются надежность, стабильность, точность и контроль процесса. Также важно, чтобы оборудование было простым в использовании, а органы управления были интуитивно понятными. Помимо производительности оборудования, рабочая среда также должна быть ключевым фактором при выборе оборудования. Существуют конфигурации для сварки труб, предназначенные для морской сварки, удаленной сварки трубопроводов на суше, для использования в производственных цехах, а также для автоматизированных систем сварки труб, сконфигурированных по индивидуальному заказу.Выбор подходящего может оказаться непростой задачей — всегда полезно обратиться за советом к специалисту. Обязательно спросите о различных вариантах, возможностях и ограничениях каждой системы. При сварке марок CRA (коррозионно-стойких сплавов) необходимо использовать продувку сварного шва, чтобы гарантировать коррозионные характеристики корневого прохода. Важность этого не следует недооценивать.
(подробнее…)
Red-D-Arc располагает обширным ассортиментом сварочного оборудования, разработанного специально для профессионалов в области сварки труб.Новейшее оборудование для сварки труб может повысить производительность и обеспечить высочайшее качество сварных швов. У нас есть обширный парк инновационных решений, таких как сварочная система Miller PipeWorx, сварочный аппарат для качающихся труб Red-D-Arc, системы Bug-O, системы орбитальной сварки от Lincoln и Axxair, а также оборудование для подготовки концов труб от H&M и E.H. Wachs.
Посетите новый раздел «Сварка труб» на сайте reddarc.com, чтобы узнать больше.
Другие статьи по орбитальной сварке
Red-D-Arc выпустила новый захватывающий продукт, предназначенный для повышения производительности и эффективности сварки труб.Ячейка для технологических труб Red-D-Arc с качающейся сварочной горелкой представляет собой двухпроцессорную сварочную ячейку с двумя механизмами подачи проволоки.
Система проста в настройке и эксплуатации и снижает количество ошибок сварщика, сокращает время сварки и увеличивает скорость наплавки, производительность и время горения дуги.
С системой могут использоваться различные источники сварочного тока и механизмы подачи проволоки, включая системы Miller RMD PipeWorx 400 и Lincoln STT S350, S500 и S700 Power Wave, при этом все сварочные функции управляются через удаленный интерфейс.
Корневые проходы могут выполняться вручную сплошной проволокой с использованием технологии RMD или STT (вместо ручной GTAW или SMAW) с последующими горячими проходами и заглушками либо сплошной проволокой, либо с порошковой проволокой) с помощью генератора сварного шва глушителя.
Выберите сварочный позиционер, сварочный патрон, набор поворотных роликов или переднюю бабку в соответствии со своими потребностями. Все функции позиционирования, включая манипулятор сварочной головки, осциллятор, сварочный позиционер и поворотные ролики, управляются с помощью единого пульта управления.
Свяжитесь со специалистом по автоматизации Red-D-Arc Weld, чтобы узнать больше или запросить демонстрацию: 1-866-733-3272 | Связаться с отделом продаж
Посмотреть другие сварочные столы, сварочные аппараты и позиционеры для сварки труб
«Мы были благодарны за возможность увидеть демонстрацию продукта для системы Red-D-Arc (Orbitalum). Машина оправдала его ожидания, и техническая команда была бесценна »
—Роб Б. (заказчик)
Обновление : Red-D-Arc теперь предлагает оборудование для орбитальной сварки от Axxair.
Одному из наших клиентов, механическому цеху из Opelika Alabama, требовалось решение для эффективной сварки труб и колен из нержавеющей стали, которое могло бы выдерживать гидростатические испытания до 300 фунтов на квадратный дюйм. Выделив время для ознакомления с их требованиями, специалисты из филиала Red-D-Arc в Остелл, Джорджия, вместе с экспертами из Airgas продемонстрировали, как закрытая система орбитальной сварки Orbitalum поможет решить их проблемы.
Специалист по сварке Red-D-Arc Грегори Беллами показал, как чрезвычайно узкая конструкция закрытой сварочной головки Orbiweld 76S идеально подходит для работы в условиях ограниченного пространства.Orbimat 76s был оснащен зажимными кожухами (которые доступны для всех размеров труб) для обеспечения точного совпадения и надежной фиксации. В данном случае использовалась труба из нержавеющей стали 1,500 дюйма со стенкой 0,035 дюйма, диаметром трубы (прямая труба) и коленом из нержавеющей стали 180 градусов диаметром 1,500 дюйма. со стеной 0,049 дюйма. Когда сварные швы были завершены, сварные трубы прошли гидростатические испытания при давлении выше 300 фунтов на квадратный дюйм.
Спасибо Грегори Беллами и Робу Сторчу из Red-D-Arc, а также Уэйну Бламиру и Биллу Хаттеру из Airgas за их поддержку в еще одной успешной демонстрации для клиентов по орбитальной сварке труб.
Подробнее об орбитальной сварке
Компании, занимающиеся сваркой труб, всегда ищут новые способы повышения производительности и заключения новых контрактов. В Red-D-Arc наша цель — предоставить наилучшие решения для удовлетворения их потребностей. Сотрудники нашего филиала Red-D-Arc в Лас-Вегасе недавно продемонстрировали систему орбитальной сварки TIG Apex 2100. Демонстрация проводилась на 6,5-дюймовом куске трубы из углеродистой стали. Apex 2100 собирает данные о сварном шве в режиме реального времени и позволяет пользователю отслеживать, настраивать и контролировать параметры сварки на протяжении всего процесса.Компактная и легкая подвеска позволяет удобно управлять одной рукой, а простой интерфейс интуитивно понятен и легок для освоения операторами. Система также проста в обслуживании и обслуживании, что обеспечивает максимальное время безотказной работы и обслуживание на месте.
Наши специалисты могут продемонстрировать этот и многие другие типы оборудования для автоматизации сварки. Свяжитесь с нами сегодня, чтобы узнать о преимуществах, которые орбитальная сварка и другие системы автоматизации сварки могут принести вашему бизнесу.
Подробнее об орбитальной сварке
«широко используется на ядерных установках и подводных операциях из-за их способности к установке и эксплуатации роботов…»
Эта универсальная серия трубных пил предназначена для резки труб диаметром от 2 до 24 дюймов и твердых тел из таких материалов, как высокопрочный чугун, сталь, нержавеющая сталь, сплавы, детали из конструкционной стали и рельсы.Они обеспечивают быструю и точную холодную резку под прямым углом и могут устанавливаться в любом положении. Благодаря своей универсальности, гильотинные трубные пилы используются компаниями водоснабжения и газа, атомной энергетикой, нефтехимическими предприятиями, нефтеперерабатывающими заводами и для регулярного технического обслуживания предприятий. Э. Пилы Wachs Guillotine полностью портативны, а их прочная конструкция позволяет работать в тяжелых условиях. Они компактны, просты в эксплуатации и практически не требуют обслуживания. Точные органы управления кончиками пальцев позволяют оператору регулировать скорость пильного полотна для достижения оптимальных результатов.Эти труборезные станки широко используются на ядерных установках и подводных операциях из-за их способности к установке и эксплуатации роботов. Время установки менее трех минут. Эти пилы для резки труб были адаптированы для многих уникальных ситуаций и хорошо работают в неблагоприятных условиях.
Трубопровод большого диаметра| все о трубопроводах
Трубопроводы — это не просто способ транспортировки топлива, это идентичность, которая пересекает длину и ширину географических участков, влияя на жизнь флоры и фауны в районе, который они пересекают.Таким образом, огромной ответственностью братства трубопроводов становится анализ каждого аспекта конструкции трубопровода и прокладка трубопровода таким образом, чтобы это привело к благоприятному развитию, не нарушая хрупкого баланса, установленного матерью-природой.Растущий спрос на энергию требует транспортировки огромного количества ГСМ для удовлетворения гигантских потребностей нефтеперерабатывающих заводов, нефтехимических комплексов, городских газовых сетей и т. Д. Кроме того, с возрастающими трудностями в приобретении земли для прокладки трубопровода, трубопроводы большого диаметра становятся единственным жизнеспособным вариантом.Согласно производственной практике и для данной статьи трубопроводы с размером 36 дюймов (910 мм) и выше считаются трубопроводами большого диаметра .
Большой диаметр не только облегчает операторам выполнение текущих, а также будущих требований, но и избавляет их от повторной установки нескольких трубопроводов. Благодаря большому диаметру потери на трение сравнительно меньше, что помогает размещать насосные / компрессорные станции на большем интервале.Кроме того, токи CP перемещаются на большие расстояния по трубопроводам большого диаметра, что еще больше снижает потребность в земле для станций CP.
Приходится к управлению трубопроводами большого диаметра, что является чрезвычайно сложной задачей, так как любая утечка или утечка в трубопроводе большого диаметра может привести к катастрофическим повреждениям прилегающей территории из-за большого количества ГСМ. Следовательно, трубопроводы большого диаметра требуют высокочувствительных систем контроля трубопроводов и систем безопасности трубопроводов.Тщательный мониторинг трубопровода, транспортирующего такое огромное количество взрывчатых материалов, больше не остается обязанностью только оператора, но также интегрируется в компоненты национальной безопасности.