
Сварка труб в дачных условиях
В данной статье мы постараемся подробно рассмотреть основы сварки труб в «дачных» условиях.
Оговоримся сразу, что мы рассмотрим возможно слишком «правильный» вариант сварки труб с тщательной подготовкой под сварку и «проваром», что естественно совсем не обязательно в дачном строительстве. Однако цель данной статьи – дать представление начинающим о сварке труб, поэтому мы пойдем по более сложному, извилистому пути.
Итак, для данной работы нам потребуются:
— сварочный инвертор
— электроды
— сварочная маска (желательно «хамелеон», но не обязательно)
— краги и спецодежда
— углошлифовальная машинка («болгарка»)
— защитные очки или защитный щиток
— ролики-вращатели (желательно, но не обязательно)
— шлакоотбойный молоток
— маркер
— щетка
— «поясок»
— трубы, которые нам необходимо сварить
Для начала осмотрим трубы, которые мы будем сваривать.
В нашем случае это достаточно серьезная для дачных мероприятий труба Ø108х6мм из углеродистой стали. Необходимо очистить трубу от загрязнений и выполнить ровный рез под углом 90° для того, чтобы сваренная из двух половинок труба не была кривой, не имела видимого изгиба. Для этого укладываем трубу на ролики (если есть) и с помощью специального пояска маркером проводим линию реза. В качестве пояска отлично подойдет и «шкурка» и самые обычные обои. Без роликов тоже можно вполне обойтись, выложив трубы на дощечки или металлический профиль.
Необходимо очистить трубу от загрязнений и выполнить ровный рез под углом 90° для того, чтобы сваренная из двух половинок труба не была кривой, не имела видимого изгиба. Для этого укладываем трубу на ролики (если есть) и с помощью специального пояска маркером проводим линию реза. В качестве пояска отлично подойдет и «шкурка» и самые обычные обои. Без роликов тоже можно вполне обойтись, выложив трубы на дощечки или металлический профиль.
Теперь наша задача отрезать трубу по разметке. Для этого берем «болгарку» с отрезным кругом и выполняем резы. Конечно же, такую сравнительно толстую трубу легче будет отрезать «плазмой» или специальным труборезом, но не у всех есть такие серьезные инструменты.
Так как труба толстостенная, то теперь нам необходимо сделать фаски на торцах труб для обеспечения нормального провара. В случае если труба будет толщиной 4 мм и менее этого можно и не делать. Меняем на «болгарке» отрезной диск на шлифовальный и аккуратно выполняем фаски на стыкуемых концах труб под углом примерно 30°. Раз уж сделали фаски, то выполним и притупление во избежание прожогов во время сварки.
Раз уж сделали фаски, то выполним и притупление во избежание прожогов во время сварки.
Что ж, на этом подготовка под сварку окончена. Теперь выкладываем трубы на роликах.
Выставляем зазор 2-3 мм и делаем 3 прихватки равномерно по периметру трубы. Электроды подойдут в принципе любые, как с рутиловым, рутило-целлюлозным покрытием (ими легче варить), так и с основным покрытием (требуют больше навыков).
Диаметр электродов для корневого шва рекомендуем использовать Ø2,5-2,6 мм. Для последующих слоев Ø3,0-3,2 мм. В нашем случае это будут электроды МОНОЛИТ РЦ Ø2,5 мм и ПЛАЗМАТЕК Арсенал Ø3,0 мм. Электроды, конечно, перед сваркой желательно прокалить в специальной печке. К сожалению, у нас нет в данный момент такой печки, поэтому просто сушим электроды на батарее отопления. Некоторые для прокалки используют обычную духовку, но дабы не обострять внутрисемейные отношения, мы не советуем этого делать.
Слегка зачищаем прихватки и начинаем сварку. Сварка будет выполняться в несколько слоев, опять-таки ввиду толстостенности трубы. Должно получиться 2-3 слоя. Сначала выполняем корневой слой. Для этого необходимо тщательно подобрать сварочный ток, чтобы не прожечь металл и в то же время сплавить кромки. Ориентировочный сварочный ток должен быть 60-70А для корневого прохода (электроды Ø2,5 мм) и 80-100А для последующих слоев (электроды Ø3 мм). Величина сварочного тока в зависимости от пространственного положения указывается на упаковке электродов. Большим плюсом в данном конкретном случае является использование роликов, что позволяет во время сварки, аккуратно поворачивая трубу, варить в одном и том же удобном положении. Необходимо также учитывать, что в процессе сварки труба разогревается и для равномерного проплавления, во избежание прожогов необходимо немного уменьшать величину сварочного тока, либо слегка увеличить скорость сварки.
Должно получиться 2-3 слоя. Сначала выполняем корневой слой. Для этого необходимо тщательно подобрать сварочный ток, чтобы не прожечь металл и в то же время сплавить кромки. Ориентировочный сварочный ток должен быть 60-70А для корневого прохода (электроды Ø2,5 мм) и 80-100А для последующих слоев (электроды Ø3 мм). Величина сварочного тока в зависимости от пространственного положения указывается на упаковке электродов. Большим плюсом в данном конкретном случае является использование роликов, что позволяет во время сварки, аккуратно поворачивая трубу, варить в одном и том же удобном положении. Необходимо также учитывать, что в процессе сварки труба разогревается и для равномерного проплавления, во избежание прожогов необходимо немного уменьшать величину сварочного тока, либо слегка увеличить скорость сварки.
После того, как закончили корневой проход — отбиваем шлак, соблюдая меры предосторожности. Горячий шлак имеет свойства залетать в обувь, под одежду и в лицо (проверено неоднократно).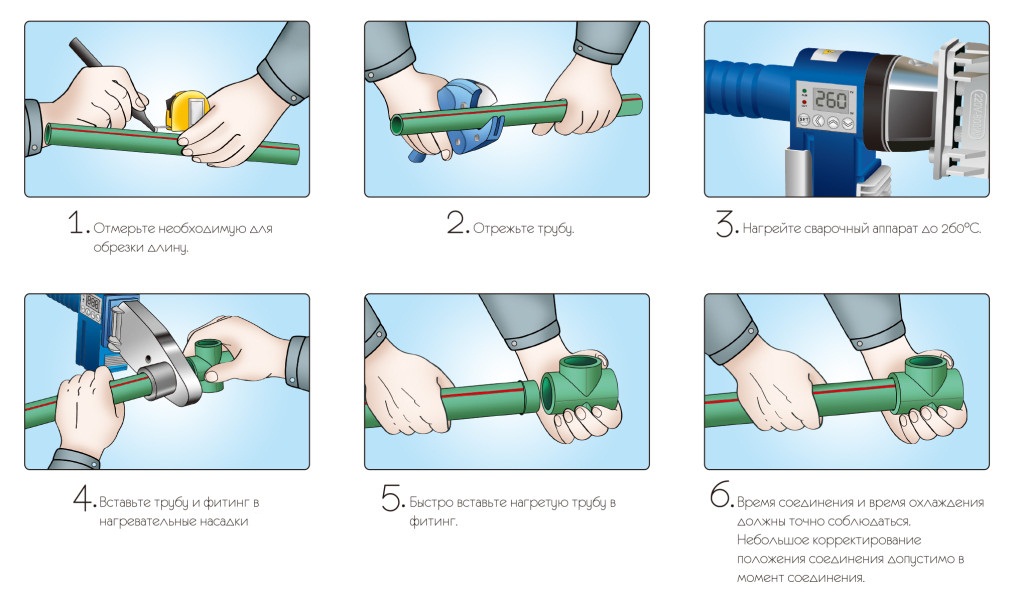 Поэтому голенища обуви не должны быть открытыми, куртка плотно застегнута, на лице маска «хамелеон» в режиме GRIND (зачистка) или защитный щиток. Далее смотрим на наш шов. При желании слегка зачищаем неровности болгаркой со шлифовальным кругом.
Поэтому голенища обуви не должны быть открытыми, куртка плотно застегнута, на лице маска «хамелеон» в режиме GRIND (зачистка) или защитный щиток. Далее смотрим на наш шов. При желании слегка зачищаем неровности болгаркой со шлифовальным кругом.
Выполняем заполняющий слой. Снова отбиваем шлак и облицовываем. Возможно, что у некоторых получится только два слоя. Это нормально и зависит от используемых электродов, режимов сварки, объема наплавленного металла и степени зачистки корневого шва.
Отбиваем от шлака наш облицовочный шов, внимательно осматриваем, при желании зачищаем неровности и делаем выводы.
Стоит отметить, что сварка труб относится к одному из самых сложных сварных соединений и требует усидчивости, аккуратности и настойчивости. Поэтому пробуйте, пишите и выкладывайте в нашу группу «вКонтакте», что у Вас получилось. Удачи!
Приходите к нам за консультацией и качественным товаром!
Учебное пособие по сварке труб отопления
Сегодня для построения систем отопления используются разные методы – пайка полипропиленовых труб, фитиновое соединение металлопластиковых труб, резьбовое соединение труб из металла. Но, несмотря на использование новых технологий, металл по-прежнему остается востребованным, поэтому и применяется сварка труб отопления электросваркой. Для профессиональных сварщиков нет особой разницы, с каким материалом работать, а вот для тех, кто только решается попробовать себя в роли сварщика стоит внимательно изучить все тонкости работы в этой профессии.
Но, несмотря на использование новых технологий, металл по-прежнему остается востребованным, поэтому и применяется сварка труб отопления электросваркой. Для профессиональных сварщиков нет особой разницы, с каким материалом работать, а вот для тех, кто только решается попробовать себя в роли сварщика стоит внимательно изучить все тонкости работы в этой профессии.
Содержание
- 1 Сварка труб отопления: технология соединения металлических труб
- 1.1 Сварка металлических труб отопления при помощи электросварки
- 1.2 Разновидности сварных швов и соединений труб
- 2 Какими электродами лучше варить трубы отопления: металлы, оборудование, инструкции
- 2.1 Подготовка труб к электросварке
- 3 Описание процедуры сварки труб
Сварка труб отопления: технология соединения металлических труб
Нормальная работа системы отопления дома возможна при полной герметичности всех соединений. Достигнуть необходимого результата при постройке системы с использованием стальных труб способна сварка труб отопления. Используемые технологии сваривания металлов основаны на расплавлении небольшого участка труб и наложения поверх этого участка дополнительного слоя металла – сварного шва.
Используемые технологии сваривания металлов основаны на расплавлении небольшого участка труб и наложения поверх этого участка дополнительного слоя металла – сварного шва.
На сегодняшний момент широко используется две технологии сварки – сварка труб отопления электросваркой и соединение при помощи газосварки. Первая использует для работы электрический ток, во втором случае делается нагрев и расплавление металла при помощи пламени газовой горелки.
Сварка металлических труб отопления при помощи электросварки
Сварка металлических труб отопления при помощи электросварки осуществляется с помощью сварочного аппарата, подключаемого к электрической сети. В основе большинства таких устройств лежит принцип плавления металлического стержня электрода в среде защитных газов под действием электрического тока большой силы. Этот метод менее опасный, чем газосварка поскольку в работе не используется летучий огнеопасный газ и открытое пламя. С другой стороны, сварка отопления электросварочным методом требует наличия определенного опыта работы и знания основ сварочного дела.
Принцип соединения металлов электросваркой заключается в создании в месте стыка деталей электрической дуги, от которой происходит плавление металлического стержня электрода. Спустя буквально 2-3 минуты после наложения шва металл в месте сварки остывает до 300-400 градусов, а через 15-20 минут до шва уже можно дотронуться рукой.
Спустя буквально 2-3 минуты после наложения шва металл в месте сварки остывает до 300-400 градусов, а через 15-20 минут до шва уже можно дотронуться рукой.
При кажущейся простоте технологии сварка труб отопления дело очень кропотливое, без достаточного опыта сделать нормальный шов очень трудно. Дело в том, что электрод касается металла только при розжиге дуги, в дальнейшем он отрывается от металла и держится на определенном расстоянии, так, чтобы металл электрода плавился в сварочной ванне – области жидкого металла. Кроме того, сварщик не проводит по месту соединения строго прямой шов, движение кончика электрода напоминает что-то похожее на урок каллиграфии, когда ученики в специальных тетрадях прописях пишут специальные упражнения – завитки, зигзаги, сложные и простые линии, напоминающие волны.
Использование такой техники и заключается секрет, как правильно варить трубы отопления ручной электросваркой.
Разновидности сварных швов и соединений труб
В теории сварки и резки металла при помощи электродуговой сварки используется несколько видов сварных соединений, различающихся между собой в зависимости от положения электрода.
Для начинающего сварщика достаточно знать три основных типов соединений деталей:
- Прямое
- Угловое;
- Внахлест.
Прямое соединение подразумевает расположение деталей друг против друга с минимальным зазором между ними. Кстати, как отмечают профессионалы, мастерство заключается не в том, чтобы соединить трубы с большим зазором, а как раз, чтобы соединить поверхности таким образом, чтобы между ними был минимальный зазор.
Угловая сварка подразумевает соединение деталей находящихся под углом друг к другу. Такое соединение встречается в месте врезки трубы меньшего диаметра в трубу большего. Здесь соединяемые поверхности находятся под углом друг к другу.
Сварка внахлест делается, когда детали накладываются друг на друга. Сварка металлических труб отопления делается с применением различных пространственных положений шва – горизонтального, вертикального, потолочного или нижнего.
Горизонтальное расположение имеет свиду нахождение свариваемого объекта в горизонтальной плоскости, при этом электрод двигается подобно острию карандаша на листе бумаги, который лежит на столе. Здесь все предельно просто.
Здесь все предельно просто.
С вертикальным швом намного сложнее – здесь электрод ведется не только вверх или вниз, но еще и вправо, и влево.
Самым сложным считается потолочный шов – здесь работа осуществляется с нижнего положения, сварщик находится под соединяемыми деталями. Правда, для таких типов работ существует и специальный инструмент – электрод, у которого при работе кончик напоминает кратер вулкана. Обмазка при сгорании образует чашу, в которой находится расплавленный металл, более того, он не выплескивается и не выпадает во время работы. Что касается приемов работы то стоит помнить, что в процессе соединения всех элементов сварка труб отопления проводится без их жесткой фиксации относительно основных конструкций дома, только в самом конце большие отрезки соединяются в единое целое, вот тогда и приходится варить в самых неудобных положениях. Поэтому предварительно трубы рекомендуется сваривать большими отрезками, чтобы сократить количество потолочных швов до минимума.
Какими электродами лучше варить трубы отопления: металлы, оборудование, инструкции
Для начинающего электросварщика имеющего небольшой опыт работы важно на начальном этапе сделать два основных шага – правильно выбрать сварочный аппарат и также правильно подобрать к нему электроды. Почему важны именно эти моменты? Дело в том, что сварочные электрические аппараты имеют свои особенности. Для новичков лучше использовать инверторный сварочник постоянного тока. Это небольшой компактный прибор, устройство которого основано на полевых транзисторах, он выдает постоянный ток, который легко можно регулировать. Даже самый простой инвертор позволит новичку научиться держать дугу и правильно регулировать ток. Для более опытных мастеров можно попробовать поработать на аппарате переменного тока. Он мощнее, у него больше запас по мощности, а для сварки труб отопления это большой плюс.
Что касается выбора электродов, то здесь стоит учитывать качества каждой марки, поскольку и диаметр стержня и марка оболочки сильно влияют на качество шва. Для работы используются:
- Марка С – электроды с целлюлозным покрытием. Основное назначение соединение ответственных швов на материале с большой толщиной металла;
- Марка RA – электроды рутилово-кислотные основной вид электродов для работы с металлическими трубами. Особенность этой марки заключается в быстром покрытии шва слоем шлака, который придется удалять.
- Марка RR – электроды для тонких и аккуратных работ. Марка позволяет получить почти ювелирный шов с небольшим слоем шлака, который легко снимается щеткой.
- Марка RC – рутилово-целлюлозные электроды универсального назначения.

- Марка В – основные электроды универсального назначения для горизонтальных и вертикальных швов.
Кроме знания марки оболочки важно учитывать и толщину металла сердечника, и толщину металла свариваемых деталей.
Подготовка труб к электросварке
Также как и от оборудования и расходных материалов многое зависит от правильной подготовки самих труб для сварки. Для получения надежного и красивого шва необходимо выполнить ряд операций, облегчающих проведение дальнейших работ:
- Зачистка поверхности края трубы. 15-20 мм от среза трубы поверхность должна быть зачищена от ржавчины, лакокрасочного покрытия, масляных пятен;
- Необходимо доработать срез – он должен быть максимально ровным, так легче будет сочленить части трубы.
- При использовании толстостенных труб на соединяемых концах рекомендуется сделать фаску не меньше чем на половину толщины металла.
Сварка труб отопления проводится в несколько слоев, это зависит от толщины металла. Профессионалы рекомендуют:
Профессионалы рекомендуют:
- При толщине стенки до 6 мм наложить 2 слоя;
- При толщине больше 6 и до 12 мм рекомендуется снять фаску и сделать 3 слоя;
- При толщине стенки трубы больше 12 мм делается 4 сварных шва.
Профессионалы советуют при многослойном наложении швов первый шов накладывать методом ступенчатой наплавки – пройдя вперед 8-10 мм сделать обратный ход на 5-6 мм, после чего сделать снова участок длиной 8-10 мм.
При работе с большим диаметром труб делается сначала прихватка – в нескольких местах делается небольшой шов длиной 2-3 см, после чего делается сплошное сваривание стыка.
Важно помнить, что если будет сделана ошибка и обнаружится брак, то часть работы придется переделать. После прохождения полной длины окружности сварным швом делается отступ на 3-4 см и начинается наплавка второго слоя. Отступ необходим для того, чтобы исключить брак шва, в точке начала наплавки сразу нескольких слоев.
Описание процедуры сварки труб
Наглядно пояснить, как варить трубы отопления электросваркой рекомендуется на примере монтажа отрезка системы отопления состоящей из двух прямых и двух угловых элементов. Для ясности ситуации рекомендуется представить, что оба элемента в двух смежных комнатах, между которыми имеется отверстие для прокладки трубы.
Для ясности ситуации рекомендуется представить, что оба элемента в двух смежных комнатах, между которыми имеется отверстие для прокладки трубы.
Перед началом работ осуществляется подгонка всех элементов. При помощи болгарки выравниваются края отрезков. При помощи наждачного круга делается снятие фаски на ½ толщины металла трубы.
Для удобства работы сначала делается соединение угловых элементов с прямыми отрезками:
- Торцы элементов очищаются от ржавчины, пыли, масляных пятен.
- На ровной поверхности выкладывается отрезок и к нему стыкуется угловой элемент.
- В одной точке делается прихватка электродом на 4-5 мм. И мелом отмечается на наружной поверхности начало формирования шва.
- После того как прихватка остынет при помощи молотка несколькими ударами угловой элемент ставится на место. Дело в том, что наживляя детали, металл может повести, и элементы просто сдвинутся относительно друг друга. После остывания шва можно подкорректировать положение, максимально прижав элементы, друг к другу.

- После коррекции с противоположной стороны снова делается точечный шов. И снова проверяется положение деталей.
- После того как все элементы будут правильно расположены относительно друг друга, делается первый основной шов.
- После прохождения всей окружности дается время остыть шву, буквально через 2-3 минуты после окончания сваривания при помощи молотка делается отделение шлака и окалины от металла. Особенно тщательно осматриваются углубления и небольшие кратеры, именно в этих местах шлак может образовать отверстие в сварном шве.
- Если подозрительных мест не обнаружено от риски поставленной мелом отступается 2-4 см и начинается наплавка второго слоя. Движения в этом случае нужно делать зигзагообразные, чтобы наплавка закрывала справа и слева первый, основной шов.
- После того как будет сделано соединение обеих отрезков труб и угловых элементов делается установка их на место и соединение в одну конструкцию.
- При помощи подставок делается выравнивание отрезков.
 Подобно тому как наживлялись отрезки с уголками, делается наживка в 2- точках и этого шва.
Подобно тому как наживлялись отрезки с уголками, делается наживка в 2- точках и этого шва. - После того как будет проверена правильность установки делается наложение первого слоя напайки. При работе можно немного расширить отверстие в стене, чтобы уголковые элементы не мешали, а вся конструкция могла сделать полный оборот вокруг оси.
- Работа осуществляется небольшими отрезками с короткими перерывами для поворота конструкции.
- После наложения первого слоя делается очистка и проверка качества поверхности. Аналогично предыдущим соединениям делается напайка второго слоя сварного шва.
Несмотря на простоту операций в реальности многое зависит от опыта подобных работ. Профессионалы советуют в таких случаях не браться сразу за работу самому, а попросить опытного сварщика показать несколько приемов работы и внимательно понаблюдать за действиями наставника, такой урок может многому научить.
Преимущества инверторных сварочных аппаратов
18 июля, 22 13:13 · Оставить комментарий · Red-D-Arc
Если вы ищете сварочный аппарат, вы можете наткнуться на такие описания, как «трансформатор» или «инвертор».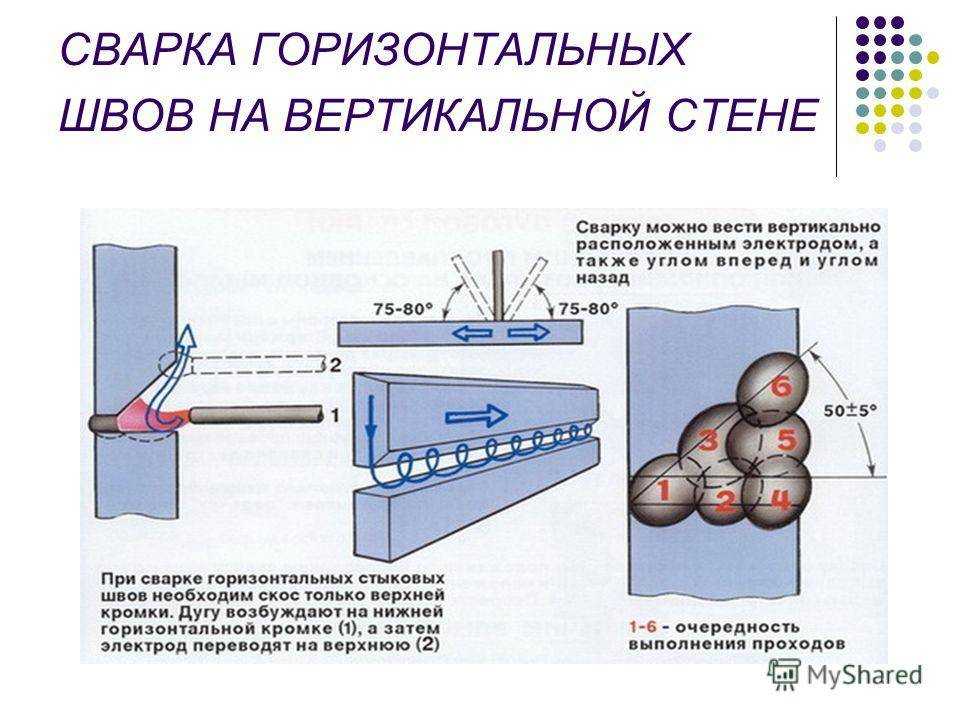 Если вы не уверены, какой из них лучше всего подходит для вашего применения, знайте хотя бы одно: трансформаторные и инверторные сварочные аппараты отлично подходят для получения высококачественных сварных швов. Однако имейте в виду, что большинство новых моделей, выпускаемых ведущими производителями, основаны на инверторах.
Если вы не уверены, какой из них лучше всего подходит для вашего применения, знайте хотя бы одно: трансформаторные и инверторные сварочные аппараты отлично подходят для получения высококачественных сварных швов. Однако имейте в виду, что большинство новых моделей, выпускаемых ведущими производителями, основаны на инверторах.
Трансформаторы не обязательно плохие, они просто «старой школы» по сравнению с инверторными сварочными аппаратами «новой школы». Инвертор и трансформаторный источник питания преобразуют входную мощность переменного тока в выходную мощность постоянного тока, подходящую для сварки. Но точно так же, как современный седан может обеспечить улучшенную экономию топлива за счет аэродинамики, легких материалов и усовершенствований конструкции двигателя, инверторный сварочный аппарат также может предложить сварщику преимущества за счет достижений в области электротехники.
История инвертора Источник сварочного тока на основе инвертора появился в 1980-х годах благодаря достижениям в области полупроводниковых электрических компонентов. В то время новой инверторной технологии не хватало такой же надежности, как проверенной трансформаторной технологии. Эта репутация закрепилась даже тогда, когда твердотельные технологии с большой силой тока продолжали развиваться.
В то время новой инверторной технологии не хватало такой же надежности, как проверенной трансформаторной технологии. Эта репутация закрепилась даже тогда, когда твердотельные технологии с большой силой тока продолжали развиваться.
Сегодня инверторные сварочные аппараты намного надежнее, чем когда они были впервые представлены, имеют увеличенный практический срок службы и могут выполнять операции, которые ранее не рекомендовались, такие как строжка угольной дугой в полевых условиях.
Преимущества инверторных сварочных аппаратов
С учетом требований надежности/срока службы преимущества инверторов, как правило, превосходят преимущества более громоздких, менее электрически эффективных и менее «продвинутых» сварочных трансформаторов во многих приложениях.
Повышенная эффективность
Трансформаторные источники питания высокого класса могут достигать среднего КПД 70-80%, в то время как инверторы могут обеспечивать средний КПД 80-85%. Стоимость электроэнергии обычно составляет 3-5% от общей стоимости сварки. В то время как 5%-ная экономия при 5%-ной стоимости сварки может показаться незначительной, затраты на электроэнергию могут стать значительными расходами для больших автопарков, а экономия электроэнергии, безусловно, может накапливаться в течение срока службы оборудования.
Стоимость электроэнергии обычно составляет 3-5% от общей стоимости сварки. В то время как 5%-ная экономия при 5%-ной стоимости сварки может показаться незначительной, затраты на электроэнергию могут стать значительными расходами для больших автопарков, а экономия электроэнергии, безусловно, может накапливаться в течение срока службы оборудования.
Меньшая занимаемая площадь, меньший вес
При заданной номинальной мощности трансформаторная технология является более громоздкой — и тяжелее, и физически больше — чем электроника, питающая инверторную технологию. Например, источник питания Idealarc DC-600 от Lincoln Electric (блок на основе трансформатора) весит 522 фунта, в то время как инвертор FX650XL от Red-D-Arc имеет аналогичную выходную мощность и весит всего 165 фунтов.
Уменьшение веса может быть не самым значительным преимуществом инвертора на некоторых промышленных предприятиях, где источник питания никогда не перемещается. Тем не менее, вес является критическим фактором при работе с крупными сварными конструкциями, например, в судостроении, где источник питания необходимо часто перемещать в судно и из него.
Advanced Weld Process Control
«Возможность цифрового управления характером сварочной дуги сокращает время отклика на изменения входной мощности и условий сварки для более стабильной сварочной дуги».
Инверторы сначала преобразуют переменный ток в постоянный. Затем твердотельные переключатели, которые могут управляться цифровым способом, инвертируют мощность обратно в переменный ток, но на частотах, превышающих 20 000 герц. Наконец, комбинация понижающего трансформатора и схемы фильтрации работает вместе, чтобы преобразовать этот высокочастотный ток в стабильную сварочную дугу постоянного (DC) или пригодного для использования переменного тока (AC).
Возможность цифрового управления характером сварочной дуги сокращает время отклика на изменения входной мощности и условий сварки, обеспечивая более стабильную сварочную дугу. Современное инверторное сварочное оборудование MIG сочетает это цифровое управление с программным обеспечением, чтобы обеспечить индивидуальные формы импульсных сигналов для конкретной проволоки и газа, которые помогают адаптировать характеристики сварочной дуги к области применения. Инверторы также позволили улучшить переменный ток прямоугольной формы для сварки алюминия GTAW/TIG и сварки под флюсом с высоким наплавлением.
Инверторы также позволили улучшить переменный ток прямоугольной формы для сварки алюминия GTAW/TIG и сварки под флюсом с высоким наплавлением.
Выбор лучшего сварочного инвертора
Проще говоря, рынок аренды инверторного сварочного аппарата может быть довольно большим. Чтобы разобраться во всем этом, свяжитесь с нашей командой сегодня, чтобы получить индивидуальное руководство по аренде сварочных аппаратов. А пока, вот несколько вопросов, которые вы могли бы задать, чтобы определить, какой инвертор вы хотели бы арендовать:
Какой процесс или процессы вы хотите выполнить?
Существует инверторный источник питания, позволяющий выполнять практически все стандартные процессы дуговой сварки: SMAW (палочная сварка), GTAW (TIG), GMAW (MIG), FCAW и SAW. Кроме того, несколько инверторных сварочных аппаратов имеют специальные «режимы» для строжки и резки угольной дугой (CAG/CAC). Если ваше приложение требует или выигрывает от переключения с процесса на процесс, источники питания с несколькими процессами не являются чем-то необычным. Кроме того, имейте в виду, что на рынке существуют специализированные инверторные источники питания для решения таких задач, как автоматическая орбитальная сварка GTAW сантехнических труб малого диаметра.
Кроме того, имейте в виду, что на рынке существуют специализированные инверторные источники питания для решения таких задач, как автоматическая орбитальная сварка GTAW сантехнических труб малого диаметра.
Какой максимальный выходной ток вам потребуется?
Машины с более высоким максимальным выходным током позволят вам работать с более толстым материалом за меньшее количество проходов (из-за увеличения скорости наплавки) или с меньшей подготовкой шва (из-за большего провара).
Доступны инверторные источники питания с максимальным выходным током от 150 до 1000 ампер! Помните о том, что является практичным для ваших целей по производительности, поскольку источники питания с увеличенной выходной мощностью обычно больше и дороже.
Где ты будешь сваривать?
Если вы планируете сварку в полевых условиях, у вас все еще есть инверторный источник питания, который может удовлетворить ваши потребности. Как упоминалось ранее, источники питания на основе инверторов гораздо более надежны, чем при их создании, и многие из них подходят для эксплуатации вне помещений. Когда доступ к сети затруднен, существуют инверторные сварочные аппараты с приводом от двигателя. Некоторые из них даже способны использовать передовые процессы сварки, такие как импульсная сварка MIG, с подходящими принадлежностями!
Когда доступ к сети затруднен, существуют инверторные сварочные аппараты с приводом от двигателя. Некоторые из них даже способны использовать передовые процессы сварки, такие как импульсная сварка MIG, с подходящими принадлежностями!
Заключение
Инверторы прошли долгий путь с момента их создания. Если вам нужны передовые функции и производительность сварки, вам может подойти инверторный источник сварочного тока. Даже если вы не знаете всех ответов на приведенные выше вопросы, велика вероятность того, что команда экспертов Red-D-Arc поможет вам выбрать сварочный аппарат, который соответствует вашим требованиям и вписывается в ваш бюджет.
Red-D-Arc
Red-D-Arc Welderentals™ Компания Airgas сдает в аренду сварочные аппараты, сварочные манипуляторы, сварочное оборудование и генераторы электроэнергии в любой точке мира. Предлагаемые нами в аренду сварочные аппараты, позиционеры и специальные продукты были спроектированы и изготовлены для обеспечения производительности и надежности Extreme-Duty™ даже в самых суровых условиях. Их можно приобрести в более чем 70 сервисных центрах Red-D-Arc, стратегически расположенных в Соединенных Штатах и Канаде. , Соединенное Королевство, Франция и Нидерланды, а также через стратегические альянсы на Ближнем Востоке, в Испании, Италии, Хорватии и Карибском бассейне. Из нашего арендованного парка, состоящего из более чем 60 000 сварочных аппаратов, 3 700 сварочных позиционеров и 3 700 электрогенераторов, мы можем предоставить вам необходимое оборудование — там, где оно вам нужно, и тогда, когда оно вам нужно.
Их можно приобрести в более чем 70 сервисных центрах Red-D-Arc, стратегически расположенных в Соединенных Штатах и Канаде. , Соединенное Королевство, Франция и Нидерланды, а также через стратегические альянсы на Ближнем Востоке, в Испании, Италии, Хорватии и Карибском бассейне. Из нашего арендованного парка, состоящего из более чем 60 000 сварочных аппаратов, 3 700 сварочных позиционеров и 3 700 электрогенераторов, мы можем предоставить вам необходимое оборудование — там, где оно вам нужно, и тогда, когда оно вам нужно.
Airgas, компания Air Liquide, является ведущим национальным поставщиком газов, сварочных материалов и средств обеспечения безопасности из одних рук. Наша дистрибьюторская сеть, известная по всей стране, обслуживает более миллиона клиентов всех размеров, предлагая широкий ассортимент высококачественной продукции и непревзойденный опыт.
Преобразование инвертора
Многие сварщики, привыкшие работать со сварочным аппаратом с приводом от двигателя в полевых условиях, удивляются, когда приходят в классы и сталкиваются с новой инверторной технологией. Часто те, кто много занимается дуговой сваркой защищенным металлом (SMAW) в полевых условиях, имеют машины более старого типа, в основном с регулировкой силы тока и напряжения. Новые инверторные аппараты заставляют их чувствовать себя неуверенными в том, что делают кнопки на аппарате или как они могут настроить дугу, потому что технология не работает точно так, как их собственные сварочные аппараты. Эта статья представляет собой краткий обзор того, чем отличается инверторная технология, и как сварщики могут использовать эту технологию для сварки труб SMAW.
Часто те, кто много занимается дуговой сваркой защищенным металлом (SMAW) в полевых условиях, имеют машины более старого типа, в основном с регулировкой силы тока и напряжения. Новые инверторные аппараты заставляют их чувствовать себя неуверенными в том, что делают кнопки на аппарате или как они могут настроить дугу, потому что технология не работает точно так, как их собственные сварочные аппараты. Эта статья представляет собой краткий обзор того, чем отличается инверторная технология, и как сварщики могут использовать эту технологию для сварки труб SMAW.
Различия между циферблатами
Каждая машина имеет стандартную настройку нагрева, будь то старая машина с дизельным двигателем или новая машина с инвертором. Для сравнения, у старой машины Lincoln SA 200 два циферблата; один обеспечивает управление передачей двигателя, будь то двигатель на 100–160 или 160–180 ампер. Это обеспечивает ваш тепловой диапазон. Второй циферблат отвечает за напряжение.
Регулятор напряжения, который представляет собой циферблат, меняющийся от 1 до 10, поддерживает жидкость в луже в соответствии с требованиями. Для любой работы, которую вы выполняете вне рабочего места, вы хотите, чтобы это напряжение было как можно ниже, чтобы лужа замерзала как можно быстрее.
При использовании источников питания с приводом от двигателя оператор самостоятельно контролирует глубину проникновения. Чтобы увеличить или уменьшить длину дуги, сварщик размещает электрод дальше или ближе к сварочной ванне. Инверторная технология меняет это в значительной степени.
Новые машины в основном дают оператору больше контроля над машиной. Настройки инверторных машин аналогичны настройкам источников питания с приводом от двигателя. Регулятор температуры предлагает вам тот же диапазон. Это второй циферблат, который отличается. Этот циферблат теперь дает вам процент «четкости», «мягкости» или «копчености» — эти три термина используются разными производителями для обозначения одного и того же. Копание — это термин, используемый на машинах Миллера, но цель этого диска в основном одинакова на каждой машине. Мы будем использовать термин «копать» для целей этой статьи.
Копание — это термин, используемый на машинах Миллера, но цель этого диска в основном одинакова на каждой машине. Мы будем использовать термин «копать» для целей этой статьи.
Этот циферблат определяет не только напряжение, но и силу дуги, приложенную к сварному шву. Поэтому, если у вас есть режим высокого копания, эта настройка в основном будет увеличивать силу тока в изделии. Это исключает прилипание или затухание электрода; когда длина дуги укорачивается, инвертор регулирует и понижает напряжение, чтобы устранить эту проблему.
Сварка труб с помощью инвертора
Сварка труб представляет собой хороший пример того, как это влияет на SMAW. С трубой у вас есть открытый корень, поэтому вам нужно иметь определенное усиление или проникновение внутри этой трубы. Таким образом, вы, вероятно, будете использовать целлюлозный стержень 6010 или 6011 для корневого шва. Настройка машины на 90 ампер и высокое углубление в этот момент увеличат величину силы дуги или проникновения, которых вы достигаете.
Затем, по мере прохождения, этот параметр меняется. После корневого прохода вы, вероятно, перейдете на электрод с низким содержанием водорода 7018 и будете использовать от 100 до 105 ампер и меньше копать. Когда вы двигаетесь вперед и назад по трубе, металл правильно складывается с этой настройкой; Другими словами, лужа быстро застывает, и вам не придется так сильно бороться с гравитацией. В то же время электрод нагревается до такой степени, что вы можете выжечь любой шлак и удалить любую пористость.
Труба сортамента 80 (диаметром примерно от 3/8 до ½ дюйма), скорее всего, потребует шести заполняющих проходов, хотя точное количество зависит от сварщика. Шесть – это эмпирическое правило. Прокладывая меньше проходов, у вас больше шансов неполного сплавления или оставшегося шлака. Больше укладки означает, что вы бежите медленнее, что может привести к тепловым зонам. Скорость — самая большая проблема.
Вы можете менять настройки при каждом проходе. Некоторые сварщики корректируют свои настройки при каждом проходе, чтобы избежать слишком сильного накопления тепла в трубе. Решение идет рука об руку с количеством тепла, которое вы вкладываете. Единственный раз, когда вы снова начнете копать, это если вы не удовлетворены проходом, который вы только что завершили, и хотите сжечь оставшийся шлак. проход.
Решение идет рука об руку с количеством тепла, которое вы вкладываете. Единственный раз, когда вы снова начнете копать, это если вы не удовлетворены проходом, который вы только что завершили, и хотите сжечь оставшийся шлак. проход.
Около 99 процентов времени при работе с трубой вы перемещаетесь вверх по трубе, чтобы завершить сварку. В редких случаях, когда труба не будет находиться под значительным давлением (например, магистральная труба), можно выполнить сварку под уклон. Это намного быстрее, потому что вы работаете с гравитацией.
Однако для этого требуется другая установка и другие электроды. Тем не менее, настройка на вашем компьютере важна. Вы не можете бежать вниз, если ваше напряжение слишком высокое, потому что гравитация работает против вас, и сварной шов не будет идти туда, куда вы хотите.
Когда вы доберетесь до своей шапки, немного уменьшите силу тока и перейдите на мягкую настройку, или даже меньше копать, меньшее напряжение. По сути, это быстро и чисто заморозит сварочную ванну.