
как сварить круглые и другие трубы отопления, советы для начинающих
Содержание:
Выбор электродов для электросварных труб
Выбор диаметра электрода
Как правильно варить трубы электросваркой
Монтаж металлических труб практически невозможно провести без использования электрической сварки. В связи с этим у многих возникает вполне резонный вопрос о том, как правильно варить трубы электросваркой. Несмотря на простоту метода, далеко не у всех получается правильно выполнить такую работу.
Принцип работы электросварки достаточно прост: на электроды подается электрический ток, который их расплавляет. Расплавленные электроды попадают в пространство между трубами и заполняют его, в результате чего получается прочное соединение, способное выдержать существенные нагрузки. В данной статье речь пойдет о том, как варить трубы отопления электросваркой.
Выбор электродов для электросварных труб
Электрод представляет собой тонкий стержень из металла, на который нанесено специальное покрытие, позволяющее проводить сварные работы.
Существует масса видов электродов, подходящих для реализации различных задач и отличающихся материалом изготовления, толщиной и характеристиками. Перед покупкой электродов необходимо разобраться в их особенностях, чтобы избежать ошибок при работе. Кроме того, стоит поинтересоваться, как отличить поддельное изделие от настоящего, и приготовиться к затратам – хорошие электроды обходятся недешево.
При проведении сварочных работ на поверхности металла возникает шлак, из-за которого металл не может поглощать азот и кислород. Из-за этого шлака шов получается недостаточно прочным и может разрушиться даже при слабом воздействии. Чтобы избежать такого явления, нужно после застывания шлака аккуратно сбить его при помощи молотка или электрода – в противном случае сваренная труба с очень большой вероятностью протечет.
При соединении труб необходимо добиваться не только высокой прочности, но и герметичности соединения, для чего можно воспользоваться простым методом, заключающемся в следующих действиях:
- Шов проваривается не по кругу, а по форме восьмерки или подковы;
- При такой сварке шлак из металла постепенно выдавливается наружу;
- Каждый кусок шлака необходимо снимать, в результате получится не только надежный, но и достаточно симпатичный сварной шов.
Выбор диаметра электрода
Электросварка труб отопления может выполняться разными электродами, выбор которых осуществляется в зависимости от толщины металла в месте соединения:
- Трубы небольшого диаметра (от 2 до 5 мм) можно сваривать 3-мм электродами;
- Для труб диаметром от 2 до 10 мм требуется более толстые электроды;
- Для создания многослойных швов хорошо подходят 4-мм электроды, которые позволяют соединять шов достаточно глубоко.

Как правильно варить трубы электросваркой
При помощи электродуговой сварки можно создать следующие виды соединений металлических элементов:
- Соединение, при котором изделия стыкуются друг с другом по одной оси;
- Перпендикулярное соединение труб;
- Угловое соединение. При этом нужно знать, как выполняется сварка труб под углом 45 градусов;
- Соединение внахлест.
Само соединение может создаваться несколькими видами сварных швов – вертикальными, горизонтальными, нижними и потолочными. Самый удобный и простой шов – нижний, при котором электроды находятся над соединяемыми элементами. Электросварка труб для начинающих обычно начинается именно с этого вида сварного шва. Читайте также: «Как варить трубы электросваркой правильно – пошаговое руководство».
Тяжелее всего работать с потолочным швом, с которым возникает масса неприятных нюансов:
- Соединение крайне неудобно устанавливать – жидкий металл постоянно стремится вниз, а учитывая то, что трубы находятся высоко, то капли могут еще и лететь в сторону человека, работающего со сварочным аппаратом.

- Место сварки очень плохо видно, поэтому для создания качественного шва приходится пользоваться зеркальцем – а это крайне неудобно, особенно в одиночку.
- Иногда возникают ситуации, в которых достать электродом до места соединения попросту невозможно, поэтому его приходится изгибать.
Человеку, не имеющему достаточного опыта в проведении сварочных работ, вряд ли удастся сварка круглых труб при помощи потолочного шва. Впрочем, он необходим далеко не всегда. При соединении трубу иногда можно вращать, и такой возможностью не стоит пренебрегать. В любом случае перед чистовой сваркой конструкции стоит взять пару обрезков труб и попрактиковаться на них.
Заключение
Знание того, как правильно сварить трубу электросваркой, поможет в проведении сварочных работ. Грамотно подобрав электроды и качественно выполнив все работы, можно создать надежный сварной шов, который сможет проработать много лет без каких-либо нареканий.
Сварка отопления — Страница 4 — Сварка в сантехнике
#61 aleksandrbogdanov
Отправлено 05 March 2013 12:39
schkaliki,Вы глубоко заблуждаетесь что это ноу-хау (изобретение по русски) за последние 5 лет я продал или установил около 300 таких или подобных обводных (кстати некоторые до сих пор не стречались в продаже в магазине или не переделывались другими сварщиками), но и это не главное, я просто хотел показать как без особых затрат на покупку дорогих клаппанов или электронных систем можно поставить эфективно работающий узел у себя дома, своими руками. и этот узел ставится на отопление с пониженным сопротивлением, было бы глупо ставить обводную на отопление из 20 м/пласта, она там просто не нужна, тоже самое что поставить обводную в районную котельную или выпустить автомобиль ВАЗ — безнадежно!!!!!
- Наверх
- Вставить ник
#62 SergDemin
Отправлено 05 March 2013 14:47
Насколько я понимаю, речь о такой конструкции идёт. Я обычно использую инжектор, чтобы » Вола и трепетную лань» в одну упряжку. Когда к самотёчной системе надо подключить участок с принудительной циркуляцией. Например. тёплый пол или подогрев бассейна. Можно использовать и просто для улучшения циркуляции, раза в 3 -5, может и чуть больше. При выключении насоса на работу системы никак не влияет. Кому надо, подробно опишите ситуацию, особенно обвязку котла. Нарисую, что делать и скину в личку. Я такую штуку за час- полтора делаю, по ходу работы.
Я обычно использую инжектор, чтобы » Вола и трепетную лань» в одну упряжку. Когда к самотёчной системе надо подключить участок с принудительной циркуляцией. Например. тёплый пол или подогрев бассейна. Можно использовать и просто для улучшения циркуляции, раза в 3 -5, может и чуть больше. При выключении насоса на работу системы никак не влияет. Кому надо, подробно опишите ситуацию, особенно обвязку котла. Нарисую, что делать и скину в личку. Я такую штуку за час- полтора делаю, по ходу работы.
Прикрепленные изображения
- Наверх
- Вставить ник
#63 schkaliki
Отправлено 05 March 2013 17:00
aleksandrbogdanov, Ну вот вы опять- все бла-бла-бла, и бла-бла-бла. Пудрите мозги людям.
Пудрите мозги людям.
- Наверх
- Вставить ник
#64 Василий Задов
Отправлено 12 March 2013 01:41
Я собираюсь себе варить отопление, электросваркой. Скажите можно ли варить полуавтоматом? Очень чистый шов получается, электродами-шлак, а ПА красота! Есть мнение что ПА шов более хрупкий чем при РДС, насколько это актуально для отопления в частном доме?
- Наверх
- Вставить ник
#65 AMBIVERT42
Отправлено 12 March 2013 04:23
Я собираюсь себе варить отопление, электросваркой.
Скажите можно ли варить полуавтоматом? Очень чистый шов получается, электродами-шлак, а ПА красота! Есть мнение что ПА шов более хрупкий чем при РДС, насколько это актуально для отопления в частном доме?

При одинаковом проваре и сходном металле электрода (для П\А-проволоки) пластичность шва будет на одном уровне.Если производитель расходных материалов электроды сделал из гвоздильной проволоки,а проволоку для П\А применил вязальную,то тады ой… Качества не будет ни там,ни сям…
Да,шов у полуавтомата чище.Это факт.Но!Горелкой полуавтомата далеко не везде подлезешь,если трубы будешь обваривать по месту.Либо,тогда надо делать контур трубопроводов разборным (на сгонах,фланцах),чтобы была возможность покрутить,покантовать для лучшей доступности к шву.Стоит ли ради улучшения доступности шва усложнять конструкцию и,соответственно,снижать надёжность соединений?
Для того,чтоб шов,выполненный РДС,был красивый и чистый,нужны навык,сварочный аппарат с хорошей ВАХ (вольт-амперной характеристикой дуги) и качественные электроды.
- Наверх
- Вставить ник
#66 aleksandrbogdanov
Отправлено 12 March 2013 20:28
Я собираюсь себе варить отопление, электросваркой
автоген тебе в помошь!))))))
- Наверх
- Вставить ник
#67 schkaliki
Отправлено 12 March 2013 20:43
Василий Задов,Присоединяюсь к вышеизложенным советам.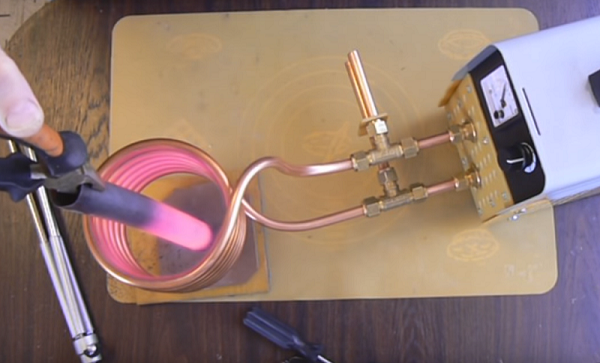 Добавлю, что если навык сварки электродом не очень, то дерзайте полуавтоматом- процесс немного проще.
Добавлю, что если навык сварки электродом не очень, то дерзайте полуавтоматом- процесс немного проще.
- Наверх
- Вставить ник
#68 aleksandrbogdanov
Отправлено 12 March 2013 21:24
если навык сварки электродом не очень, то дерзайте полуавтоматом- процесс немного проще.
чем же, Вы при всем уважении пробовали отопление дома сварить п\а? покажите фото! п\а не для сварки отопления в доме, у него много других функций, конечно для сварки в доме я не сторонник рдс, но п\а-это ананизм!!!
- Наверх
- Вставить ник
#69 schkaliki
Отправлено 12 March 2013 21:43
[b]aleksandrbogdanov[ В теме Котлы отопления есть небольшая фотка моего котла на даче с началом обвязки- ничего сложного, одноконтурная, двутрубная, обкатана полностью п/а, сделана прошлым летом. Может для вас это и «ананизм», но думаю что ничего сложного нет, все зависит от навыка.Там и поворотные и от стены
Может для вас это и «ананизм», но думаю что ничего сложного нет, все зависит от навыка.Там и поворотные и от стены
- Наверх
- Вставить ник
#70 schkaliki
Отправлено 12 March 2013 21:46
aleksandrbogdanov,А вот вашего хваленого инжектора мы что то так и не увидели!
- Наверх
- Вставить ник
#71 Василий Задов
Отправлено 12 March 2013 22:06
автоген тебе в помошь!))))))
Да нет же его у меня! Я по сути не против научиться газом варить и баллоны притаранить себе, однако пока это в бюджет не вписано и вот времени на это нет пока к сожалению, возможно когда все потечет тогда и буду ацетиленом переваривать.
но п\а-это ананизм!!!
Стоп, стоп, давайте спустимся с небесных цехов, на землю- дачную, я не в 5 этажке собрался варить, почему по вашему ПА это ананизм?
- Наверх
- Вставить ник
#72 xasad
Отправлено 12 March 2013 23:28
Хотелось бы посмотреть неповоротные стыки 32, 40 или 50 трубы, сваренной п/а. Просто примерно представляю результат сварщика, не варившего трубы до этого : ).
Если бы предоставился такой случай то:
1. Свариваемый металл на стыках должен блестеть как «яички».
2. Делаю зазор для контроля проплавления кромок.
3. Перед сваркой обязательно мучаю катушки, подбирая ампераж. Маленькая ампера, причина непровара в «замке» шва.
Маленькая ампера, причина непровара в «замке» шва.
4. «Подозрительные» места начала шва срезаю и началом (концом) встречного шва перекрываю (варим стык трубы).
Помнится варили регистру в гараж из профиля 80*40, дырок 10 было. Сварной принебрег этими «правилами», в результате почти все углы «заплакали».
Давление в системе частного дома ничтожное, должно получится, а где потечет, можно и молотком расчеканить. ; )
— Готово мастер, все три запорол!
— Так было ж две?
— И образец тоже…
- Наверх
- Вставить ник
#73 schkaliki
Отправлено 13 March 2013 04:05
xasad, Заслуги автогена нельзя отрицать, им варят и будут варить. В конкретной ситуации надо исходить из того, что есть в наличии. В данном случае- полуавтомат. Просто нужно сесть и нарисовать схему и все стояки и по возможности обварить максимум в повороте. Трудные места поставить на муфты. Многие так и поступают.
В данном случае- полуавтомат. Просто нужно сесть и нарисовать схему и все стояки и по возможности обварить максимум в повороте. Трудные места поставить на муфты. Многие так и поступают.
- Наверх
- Вставить ник
#74 aleksandrbogdanov
Отправлено 13 March 2013 05:56
А вот вашего хваленого инжектора мы что то так и не увидели!
Вы хотите разрез? пожалуста после оплаты, разпилю повдоль, поперег, под любым углом, могу розачку вырезать болгаркой….(я думаю ключевое слово Вы поняли) для вас резка болгаркой совершенно бесплатно (это такой бонус), сегодня посмотрю специально для вас сколько стоит инжектор
- Наверх
- Вставить ник
#75 Isperyanc
Отправлено 13 March 2013 06:01
Трудные места поставить на муфты
Это будет в углах?, резьбовые будет шевелить линейное расширение — это не есть здорово.
- Наверх
- Вставить ник
#76 schkaliki
Отправлено 13 March 2013 09:49
Isperyanc, Совсем не обязательно в углах. У меня и примеру в углах стоят отводы и к ним еще приварены резьбы по 150мм длинной, далее- муфты. Надо что-бы конструкция была удобна в плане ремонта. Не всегда же хочется варить и резать в жилом помещении.
- Наверх
- Вставить ник
#77 schkaliki
Отправлено 13 March 2013 09:57
aleksandrbogdanov, надо было сразу написать что это комерческая тайна, а то всё действо похоже на. . у меня есть конфета, сладкая такая, вкусная, в красивом фантке, но я вам не дам! Розочку можете оставить себе, мы не гордые, обойдемся.
. у меня есть конфета, сладкая такая, вкусная, в красивом фантке, но я вам не дам! Розочку можете оставить себе, мы не гордые, обойдемся.
- Наверх
- Вставить ник
#78 Isperyanc
Отправлено 13 March 2013 10:35
в углах стоят отводы и к ним еще приварены резьбы по 150мм длинной, далее- муфты. Надо что-бы конструкция была удобна в плане ремонта.
Непонятно, какой такой ремонт имеется ввиду?, что, потребуется для удобства разбирать резьбовое соединение? — а вот приваренные резьбы к углам в отводах при длине трубы около 10 метров будет таскать на 1 см. А резьба есть надрезанная стенка трубы, т.е. ставшая тоньше, хоть для той же коррозии, хоть как концентратор напряжения для возможно будущей трещины.
- Наверх
- Вставить ник
#79 aleksandrbogdanov
Отправлено 13 March 2013 11:32
, надо было сразу написать что это комерческая тайна, а то всё действо похоже на.. у меня есть конфета, сладкая такая, вкусная, в красивом фантке, но я вам не дам!
ели не можете разобраться по фотографии и пошаговой инструкции Вы и по разрезу не разберетесь, а пилить изделие стоимость 6000 руб чтобы вам что-то доказать не считаю возможным, еще раз говорю, после приобретения пожалуйста.
- Наверх
- Вставить ник
#80 schkaliki
Отправлено 13 March 2013 12:10
Isperyanc, трубы бывают разные, иной раз и заводской дефект выплывает не сразу, да еще у многие стоят электрокотлы на дачах, веерное отключение и в итоге разморозка. Хозяин снял, принес и я подварил. Боятся люди сварщиков в доме, да и старых домов много. Но если так не получается, то приходится по месту латать.
Хозяин снял, принес и я подварил. Боятся люди сварщиков в доме, да и старых домов много. Но если так не получается, то приходится по месту латать.
- Наверх
- Вставить ник
Преимущества инверторных сварочных аппаратов
18 июля, 22 13:13 · Оставить комментарий · Red-D-Arc
Если вы ищете сварочный аппарат, вы можете наткнуться на такие описания, как «трансформатор» или «инвертор». Если вы не уверены, какой из них лучше всего подходит для вашего применения, знайте хотя бы одно: трансформаторные и инверторные сварочные аппараты отлично подходят для получения высококачественных сварных швов. Однако имейте в виду, что большинство новых моделей, выпускаемых ведущими производителями, основаны на инверторах.
Трансформаторы не обязательно плохие, они просто «старой школы» по сравнению с инверторными сварочными аппаратами «новой школы». Инвертор и трансформаторный источник питания преобразуют входную мощность переменного тока в выходную мощность постоянного тока, подходящую для сварки. Но точно так же, как современный седан может обеспечить улучшенную экономию топлива за счет аэродинамики, легких материалов и усовершенствований конструкции двигателя, инверторный сварочный аппарат также может предложить сварщику преимущества за счет достижений в области электротехники.
Но точно так же, как современный седан может обеспечить улучшенную экономию топлива за счет аэродинамики, легких материалов и усовершенствований конструкции двигателя, инверторный сварочный аппарат также может предложить сварщику преимущества за счет достижений в области электротехники.
История инвертора
Источник сварочного тока на основе инвертора ведет свое коммерческое происхождение с 1980-х годов благодаря достижениям в области твердотельных электрических компонентов. В то время новой инверторной технологии не хватало такой же надежности, как проверенной трансформаторной технологии. Эта репутация закрепилась даже тогда, когда твердотельные технологии с большой силой тока продолжали развиваться.
Сегодня инверторные сварочные аппараты намного надежнее, чем когда они были впервые представлены, имеют увеличенный практический срок службы и могут выполнять операции, которые ранее не рекомендовались, такие как строжка угольной дугой в полевых условиях.
Преимущества инверторных сварочных аппаратов
С учетом требований надежности/срока службы преимущества инверторов, как правило, превосходят преимущества более громоздких, менее электрически эффективных и менее «продвинутых» сварочных трансформаторов во многих областях применения.
Повышенная эффективность
Трансформаторные источники питания высокого класса могут достигать среднего КПД 70-80%, в то время как инверторы могут обеспечивать средний КПД 80-85%. Стоимость электроэнергии обычно составляет 3-5% от общей стоимости сварки. В то время как 5%-ная экономия при 5%-ной стоимости сварки может показаться незначительной, затраты на электроэнергию могут стать значительными расходами для больших автопарков, а экономия электроэнергии, безусловно, может накапливаться в течение срока службы оборудования.
Меньшая занимаемая площадь, меньший вес
При заданной номинальной мощности трансформаторная технология является более громоздкой — и тяжелее, и физически больше — чем электроника, питающая инверторную технологию. Например, источник питания Idealarc DC-600 от Lincoln Electric (блок на основе трансформатора) весит 522 фунта, в то время как инвертор FX650XL от Red-D-Arc имеет аналогичную выходную мощность и весит всего 165 фунтов.
Уменьшение веса может быть не самым значительным преимуществом инвертора на некоторых промышленных предприятиях, где источник питания никогда не перемещается. Тем не менее, вес является критическим фактором при работе с крупными сварными конструкциями, например, в судостроении, где источник питания необходимо часто перемещать в судно и из него.
Advanced Weld Process Control
«Возможность цифрового управления характером сварочной дуги сокращает время отклика на изменения входной мощности и условий сварки для более стабильной сварочной дуги».
Инверторы сначала преобразуют переменный ток в постоянный. Затем твердотельные переключатели, которые могут управляться цифровым способом, инвертируют мощность обратно в переменный ток, но на частотах, превышающих 20 000 герц. Наконец, комбинация понижающего трансформатора и схемы фильтрации работает вместе, чтобы преобразовать этот высокочастотный ток в стабильную сварочную дугу постоянного (DC) или пригодного для использования переменного тока (AC).
Возможность цифрового управления характером сварочной дуги сокращает время отклика на изменения входной мощности и условий сварки, обеспечивая более стабильную сварочную дугу. Современное инверторное сварочное оборудование MIG сочетает это цифровое управление с программным обеспечением, чтобы обеспечить индивидуальные формы импульсных сигналов для конкретной проволоки и газа, которые помогают адаптировать характеристики сварочной дуги к области применения. Инверторы также позволили улучшить переменный ток прямоугольной формы для сварки алюминия GTAW/TIG и сварки под флюсом с высоким наплавлением.
Выбор лучшего сварочного инвертора
Проще говоря, рынок аренды инверторного сварочного аппарата может быть довольно большим. Чтобы разобраться во всем этом, свяжитесь с нашей командой сегодня, чтобы получить индивидуальное руководство по аренде сварочных аппаратов. А пока, вот несколько вопросов, которые вы могли бы задать, чтобы определить, какой инвертор вы хотели бы арендовать:
Какой процесс или процессы вы хотите выполнить?
Существует инверторный источник питания, позволяющий выполнять практически все стандартные процессы дуговой сварки: SMAW (палочная сварка), GTAW (TIG), GMAW (MIG), FCAW и SAW. Кроме того, несколько инверторных сварочных аппаратов имеют специальные «режимы» для строжки и резки угольной дугой (CAG/CAC). Если ваше приложение требует или выигрывает от переключения с процесса на процесс, источники питания с несколькими процессами не являются чем-то необычным. Кроме того, имейте в виду, что на рынке существуют специализированные инверторные источники питания для решения таких задач, как автоматическая орбитальная сварка GTAW сантехнических труб малого диаметра.
Кроме того, несколько инверторных сварочных аппаратов имеют специальные «режимы» для строжки и резки угольной дугой (CAG/CAC). Если ваше приложение требует или выигрывает от переключения с процесса на процесс, источники питания с несколькими процессами не являются чем-то необычным. Кроме того, имейте в виду, что на рынке существуют специализированные инверторные источники питания для решения таких задач, как автоматическая орбитальная сварка GTAW сантехнических труб малого диаметра.
Какой максимальный выходной ток вам потребуется?
Машины с более высоким максимальным выходным током позволят вам работать с более толстым материалом за меньшее количество проходов (из-за увеличения скорости наплавки) или с меньшей подготовкой шва (из-за большего провара).
Доступны инверторные источники питания с максимальным выходным током от 150 до 1000 ампер! Помните о том, что является практичным для ваших целей по производительности, поскольку источники питания с увеличенной выходной мощностью обычно больше и дороже.
Где ты будешь сваривать?
Если вы планируете сварку в полевых условиях, у вас все еще есть инверторный источник питания, который может удовлетворить ваши потребности. Как упоминалось ранее, источники питания на основе инверторов гораздо более надежны, чем при их создании, и многие из них подходят для эксплуатации вне помещений. Когда доступ к сети затруднен, существуют инверторные сварочные аппараты с приводом от двигателя. Некоторые из них даже способны использовать передовые процессы сварки, такие как импульсная сварка MIG, с подходящими принадлежностями!
Вывод
Инверторы прошли долгий путь с момента их создания. Если вам нужны передовые функции и производительность сварки, вам может подойти инверторный источник сварочного тока. Даже если вы не знаете всех ответов на приведенные выше вопросы, велика вероятность, что команда экспертов Red-D-Arc поможет вам подобрать сварочный аппарат, который соответствует вашим требованиям, но при этом уложится в ваш бюджет.
Red-D-Arc
Red-D-Arc Welderentals™ Компания Airgas сдает в аренду сварочные аппараты, сварочные манипуляторы, сварочное оборудование и генераторы электроэнергии в любой точке мира. Предлагаемые нами в аренду сварочные аппараты, позиционеры и специальные продукты были спроектированы и изготовлены для обеспечения производительности и надежности Extreme-Duty™ даже в самых суровых условиях. Их можно приобрести в более чем 70 сервисных центрах Red-D-Arc, стратегически расположенных в Соединенных Штатах и Канаде. , Соединенное Королевство, Франция и Нидерланды, а также через стратегические альянсы на Ближнем Востоке, в Испании, Италии, Хорватии и Карибском бассейне. Из нашего арендованного парка, состоящего из более чем 60 000 сварочных аппаратов, 3 700 сварочных позиционеров и 3 700 электрогенераторов, мы можем предоставить вам необходимое оборудование — там, где оно вам нужно, и тогда, когда оно вам нужно.
Airgas, компания Air Liquide, является ведущим национальным поставщиком газов, сварочных материалов и средств обеспечения безопасности из одних рук. Наша дистрибьюторская сеть, известная по всей стране, обслуживает более миллиона клиентов всех размеров, предлагая широкий ассортимент высококачественной продукции и непревзойденный опыт.
Наша дистрибьюторская сеть, известная по всей стране, обслуживает более миллиона клиентов всех размеров, предлагая широкий ассортимент высококачественной продукции и непревзойденный опыт.
Предварительный подогрев труб и трубопроводов на стройплощадке
Дженнифер Даллос в
Изучите различные методы и правильное применение предварительного нагрева при сварке
ЭЛ ШЕРРИЛЛ, менеджер по поддержке продаж индукционной техники, Miller Electric Mfg. LLC, Эпплтон, Висконсин
Перепечатано с разрешения: The AWS Welding Journal
Критические области сварки толстостенных труб или труб с определенным содержанием сплава, например хромомолибдена, часто требуют предварительного нагрева и, возможно, термообработки после сварки, чтобы снизить вероятность растрескивания и обеспечить достижение сварными швами требуемой прочности в соответствии с нормами и стандартами качества. . Это требование часто встречается на многих строительных площадках, включая электростанции, нефтеперерабатывающие заводы, нефтехимические заводы, магистральные трубопроводы и судостроение.
. Это требование часто встречается на многих строительных площадках, включая электростанции, нефтеперерабатывающие заводы, нефтехимические заводы, магистральные трубопроводы и судостроение.
Неправильный предварительный нагрев, вероятно, увеличит вероятность появления трещин и других проблем со сваркой, что может привести к дорогостоящим доработкам или повреждению сварных швов.
Подрядчики, которые выполняют этот тип сварки, часто получают инструкции по процедуре сварки по нагреву сварных швов, но они могут иметь ограниченные знания о том, почему необходим предварительный нагрев или как правильно подавать тепло. Они также могут не знать о различных доступных им методах нагревания.
Ресурс Американского общества сварщиков (AWS), используемый для справки при предварительном нагреве в полевых условиях, — AWS D10.10 «Рекомендуемые методы локального нагрева сварных швов в трубопроводах и трубах». Используя этот документ в сочетании с примерами из реальной жизни, в этой статье обсуждаются основные причины, по которым требуется предварительный нагрев, и рассматриваются три метода нагрева, обычно используемые сегодня на стройплощадках: индукция, открытое пламя и сопротивление. Узнайте больше о преимуществах и недостатках каждого метода и о том, как новые варианты индукции могут обеспечить большую мобильность и гибкость при обогреве стройплощадки.
Узнайте больше о преимуществах и недостатках каждого метода и о том, как новые варианты индукции могут обеспечить большую мобильность и гибкость при обогреве стройплощадки.
Почему сварные швы предварительно нагреваются
Как подробно описано в D10.10, существует три причины для предварительного нагрева при сварке труб и труб:
• Для предотвращения водородного растрескивания металла шва или околошовной зоны. Это достигается предварительным подогревом за счет удаления влаги перед началом сварки, снижения скорости охлаждения сварного шва и увеличения скорости диффузии водорода;
• Для перераспределения напряжений затвердевания, возникающего при более медленном охлаждении, что позволяет увеличить время снижения внутренних напряжений; и
• Для снижения скорости охлаждения материалов, которые образуют твердые или хрупкие микроструктурные компоненты при слишком быстром охлаждении от температур сварки.
Методы предварительного нагрева при сварке
Тип и толщина материала, сроки и бюджет проекта, а также наличие персонала и опыта являются факторами, которые следует учитывать при выборе метода предварительного нагрева для сварки труб на строительной площадке. Важно знать преимущества и недостатки каждого метода и влияние каждого из них на стоимость и эффективность проекта. В D10.10 обсуждается несколько методов нагрева, но наиболее часто на рабочих площадках используются три метода нагрева: индукционный, пламенный и резистивный.
Важно знать преимущества и недостатки каждого метода и влияние каждого из них на стоимость и эффективность проекта. В D10.10 обсуждается несколько методов нагрева, но наиболее часто на рабочих площадках используются три метода нагрева: индукционный, пламенный и резистивный.
Индукционный нагрев
Эта технология использовалась в течение десятилетий, но ее популярность растет благодаря портативному оборудованию, специально предназначенному для сварочных работ. Индукция использует электромагнитные поля, которые генерируют вихревые токи в основном металле, нагревая его изнутри — рис. 1. Индукционные аксессуары, такие как кабели или одеяла, генерируют магнитное поле и размещаются на детали или рядом с ней для обеспечения непрерывного контролируемого и равномерного нагрева. нагреваться везде, где расположены принадлежности.
D10.10 отмечает многочисленные преимущества индукционного нагрева, включая следующие:
• Высокая скорость нагрева из-за высокой удельной мощности;
• Быстрый нагрев по толщине, поскольку индукция не зависит исключительно от проводимости;
• Возможность обогрева узкой полосы, примыкающей к регионам, имеющим температурные ограничения;
• Более равномерный нагрев, позволяющий избежать локальных горячих точек;
• Нагревательные змеевики, обеспечивающие относительно долгий срок службы и с меньшей вероятностью выхода из строя во время нагрева по сравнению с оборудованием в других системах; и
• Общая эффективность нагрева с точки зрения преобразования частоты и эффективности катушки может превышать 90 % при правильной конструкции выходной цепи.
Другими заметными преимуществами являются быстрая установка и демонтаж, более безопасная среда благодаря тому, что нагревательный прибор остается холодным (нагревается только целевая часть), отсутствие токсичных паров и более низкий уровень шума. Индукционные источники питания также не имеют движущихся частей в силовой цепи, что делает их очень надежными.
Однако индукция имеет некоторые недостатки, в том числе следующие:
• Первоначальная стоимость оборудования может быть выше, чем у других источников тепла, но для тех, кто занимается отоплением на регулярной основе, многие индукционные системы окупаются за три-девять месяцев за счет полученной экономии.
• Некоторое оборудование может быть больше и менее портативным, чем другие варианты. Операторы использовали салазки или кран для перемещения более крупных машин. Тем не менее, портативность может быть менее важной проблемой теперь, когда доступно новое инверторное оборудование. Компания Miller уже много лет имеет в наличии систему мощностью 35 кВт и представила небольшой портативный блок мощностью 8 кВт весом 43 фунта, обеспечивающий гибкость и мобильность для предварительного обогрева рабочей площадки. Новые системы нагрева ArcReach® питаются от источников сварочного тока с поддержкой ArcReach, которые во многих случаях уже находятся на строительной площадке. Доступны новые инструменты с воздушным охлаждением, более быстрой наладкой и подогревом труб самых разных размеров.
Открытое пламя
При нагреве пламенем операторы сжигают топливный газ с помощью горелки, иногда со сжатым воздухом, и направляют пламя непосредственно на деталь. Он остается наиболее часто используемым методом обогрева на строительной площадке, главным образом потому, что он настолько хорошо знаком в отрасли, а стоимость начала его использования относительно низка. Скорее всего, он останется преобладающим методом, когда операции по предварительному нагреву требуются редко или от случая к случаю.
Однако D10.10 указывает, что нагрев пламенем является скорее искусством, чем наукой, и этот метод должен применяться с осторожностью и только опытным оператором, поскольку сварные конструкции могут быть серьезно повреждены при неправильном нагреве пламенем. При использовании этого метода довольно часто встречается неравномерный нагрев. Количество и концентрация тепла, передаваемого сварному шву, зависит от нескольких факторов, включая количество израсходованного топлива, полноту сгорания, регулировку пламени, расстояние между пламенем и сварным швом, манипулирование пламенем и контроль тепловых потерь в сварочный шов. атмосфера.
При использовании этого метода довольно часто встречается неравномерный нагрев. Количество и концентрация тепла, передаваемого сварному шву, зависит от нескольких факторов, включая количество израсходованного топлива, полноту сгорания, регулировку пламени, расстояние между пламенем и сварным швом, манипулирование пламенем и контроль тепловых потерь в сварочный шов. атмосфера.
D10.10 перечисляет преимущества пламенного нагрева следующим образом:
• Низкая стоимость; и
• Мобильность на рабочей площадке.
Существуют также недостатки пламенного нагрева, указанные в D10.10:
• Минимальная точность и повторяемость;
• Риск неравномерного нагрева;
• Требуются большие навыки оператора; и
• Опасность повреждения материала при неправильном применении.
Дополнительными недостатками, о которых сообщают пользователи в полевых условиях, являются длительное время, необходимое для нагрева детали, связанной с подачей и обращением с топливным газом, а также очевидные риски безопасности при работе с открытым пламенем и побочными продуктами токсичного газа. Также поиск пропанового баллона с топливом на участке может привести к пустой трате времени. Несмотря на то, что первоначальные затраты на использование пламени невелики, текущие затраты на рабочую силу часто выше, потому что факел обслуживает человек, которому платят в течение длительных периодов времени, и обычно для предотвращения пожаров используется персонал для пожарной охраны. Кроме того, затраты на топливо увеличиваются из-за неэффективности нагрева пламенем, поскольку большая часть энергии пламени нагревает окружающий воздух больше, чем саму деталь.
Также поиск пропанового баллона с топливом на участке может привести к пустой трате времени. Несмотря на то, что первоначальные затраты на использование пламени невелики, текущие затраты на рабочую силу часто выше, потому что факел обслуживает человек, которому платят в течение длительных периодов времени, и обычно для предотвращения пожаров используется персонал для пожарной охраны. Кроме того, затраты на топливо увеличиваются из-за неэффективности нагрева пламенем, поскольку большая часть энергии пламени нагревает окружающий воздух больше, чем саму деталь.
Сопротивление
С помощью этого метода керамические прокладки с электрическим нагревом помещаются на основной металл. Плитки передают тепло за счет лучистого и проводящего тепла, когда подушечки касаются детали. Эта форма электрического нагрева существует уже несколько десятилетий и представляет собой простую технологию, иногда описываемую как использование элементов тостера для нагрева детали. Многие подрядчики по отоплению до сих пор используют этот метод и имеют обученный персонал для его использования.
Многие подрядчики по отоплению до сих пор используют этот метод и имеют обученный персонал для его использования.
D10.10 отмечает следующие преимущества резистивного нагрева:
• Стандартные нагреватели могут работать с деталями самых разных размеров и геометрических конфигураций;
• Способность поддерживать постоянный и равномерный нагрев;
• Возможность быстрой регулировки температуры; и
• Возможность для сварщиков работать в относительном комфорте без необходимости периодически останавливаться для повышения температуры предварительного нагрева.
Недостатки включают нагревательные элементы, которые могут перегореть во время обработки, и тот факт, что неправильные методы работы могут привести к короткому замыканию элемента на трубу, что приведет к образованию дугообразных участков.
Дополнительные наблюдения о недостатках резистивного нагрева от пользователей в полевых условиях включают следующее:
• Источники питания тяжелые и неэффективные, что требует больших перепадов мощности на объекте.
• Для каждой группы керамических колодок требуется жгут проводов и термопара для питания и управления. На некоторых рабочих площадках жгуты проводов доставляются грузовиками и натягиваются по всей площадке.
• Время установки и демонтажа больше, чем при использовании других методов.
• Случайные отказы контактных площадок или залипание выходов могут привести к возникновению холодных или горячих точек, поэтому необходимо контролировать контактные площадки для предотвращения повреждения деталей.
• Проблемы безопасности со стороны пользователей включают опасность ожога из-за горячих соединительных проводов к контактным площадкам, а также опасность поражения электрическим током, когда керамические шарики отрываются от контактных площадок, а разъемы имеют оголенный электрический провод и не подлежат ремонту при необходимости.
Правильный способ подачи тепла
После выбора метода нагрева пользователи должны применять тепло таким образом, чтобы обеспечить правильную температуру детали. Чтобы соответствовать требованиям норм, в спецификации процедуры сварки для данной работы будут указаны минимальная и максимальная температуры предварительного нагрева, а также необходимая продолжительность предварительного нагрева. Требования к температуре обычно зависят от состава и толщины основного материала. Хотя процедура обычно определяет температуру и площадь покрытия, D10.10 помогает пользователям с настройкой выбранного метода нагрева, контроля температуры и изоляции, если это необходимо.
Чтобы соответствовать требованиям норм, в спецификации процедуры сварки для данной работы будут указаны минимальная и максимальная температуры предварительного нагрева, а также необходимая продолжительность предварительного нагрева. Требования к температуре обычно зависят от состава и толщины основного материала. Хотя процедура обычно определяет температуру и площадь покрытия, D10.10 помогает пользователям с настройкой выбранного метода нагрева, контроля температуры и изоляции, если это необходимо.
Во время предварительного нагрева сварщики или помощники сварщиков должны контролировать температуру материала между проходами сварки, чтобы убедиться, что она остается в требуемом диапазоне. В зависимости от метода нагрева это измерение может быть выполнено с помощью мелков, термопар, инфракрасных термометров или тепловизионных камер. Регистраторы температуры также можно использовать для записи температуры во время предварительного нагрева, и может потребоваться документация.
Предварительный подогрев на рабочей площадке
Многие важные сварные швы труб, выполненные в полевых условиях, требуют предварительного нагрева, чтобы снизить риск растрескивания и потенциальный отказ сварного шва.