
Особенности осуществления сварки арматуры
Сварка арматуры предполагает несколько способов сварки стержней, которыми можно обеспечить качественное соединение армирующих элементов, входящих в состав конструкций из железобетона. Это могут быть блоки фундаментов, плиты балконные, перекрытий и т.д.
Сварка арматуры: условные обозначения.
Сущность электрической сварки элементов арматуры
В строительстве зачастую применяются в основном железобетонные конструкции со сборными элементами. Использование монолитных железобетонных конструкций встречается реже.
Схема видов арматуры.
Любое соединение частей железобетонной конструкции, например, решетчатых или угловых элементов, а также взаимных соединений и их закладных элементов, должно выполняться с помощью электрической сварки. Это относится и к арматурным соединениям железобетонных монолитных конструкций.
Для создания угловых элементов потребуется станок для сгибания арматуры.
Зачастую используют арматурные стержни, имеющие винтообразные очертания.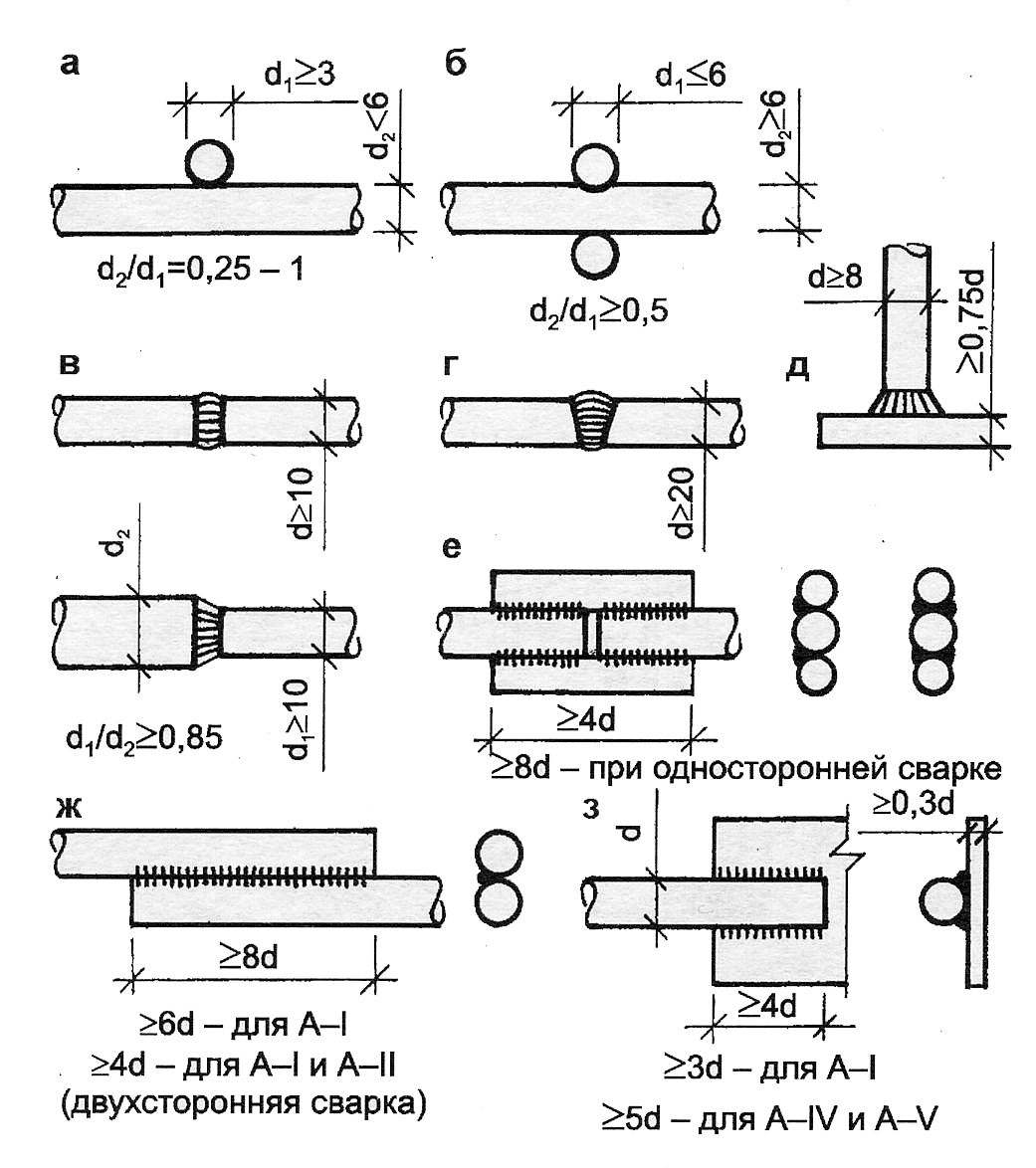
В строительной индустрии получило распространение использование арматуры (марка стали Ст.5), а не только низколегированных сталей. Сталь, которая является термообработанной, в железобетонной арматуре встречается на практике реже. Только высокопрочную сталь можно подвергать сварке.
Вернуться к оглавлению
Какими методами создания сварных соединений арматуры можно воспользоваться
Сварку арматурных каркасов выполняют несколькими методами. Выделяют следующие виды арматурной сварки:
Вязка арматуры крючком.
- Электрошлаковая полуавтоматом.
- Ручная электродуговая.
- Ванно-шовная.
- Контактная.
- Ванная.
Сварные соединения арматурных стержней существуют трех типов (по ГОСТу 14098-91), они бывают:
- Тавровые.
- Стыковые.

- Нахлесточные.
Осуществляя сварку решетчатых конструкций, можно получить равнопрочное сварное соединение арматуры по отношению к основному металлу. Применение контактной стыковой сварки с целью создания соединений арматурных стержней встык, сварки уголка целесообразно, если размеры диаметров стержней являются разными или равными. Это характерно для сварки уголка, арматурных стержней, изготовленных с использованием таких материалов, как холоднотянутая проволока (углеродистая сталь диаметром от 3 до 10 мм), стали горячекатаные периодического профиля (марки Ст.5, диаметром от 10 до 80 мм), стали горячекатаные низколегированные круглого проката, периодический профиль и прочные стали.
Сварка арматуры требует сохранять различия в диаметрах армированных стержней, которые являются равными не более чем 1,25-1,50. Контактная точечная сварка осуществляется при соединении различных арматурных элементов, к примеру, узлов сеток либо каркаса.
Если при сварке точечным типом соединяют арматурные элементы круглого и периодического профиля, то можно соединить прутки, диаметр которых составляет от 5 до 50 мм. Зачастую создание соединений круглых стержней производится на основе плоских элементов. Иногда возникает необходимость сварки уголка, который может иметь направление под прямым или острым углом к прутку.
Зачастую создание соединений круглых стержней производится на основе плоских элементов. Иногда возникает необходимость сварки уголка, который может иметь направление под прямым или острым углом к прутку.
Арматурный стержень периодического или круглого профиля с плоскими элементами может быть рационально соединен при наличии 2-3 сварных точек. Увеличивать число сварных точек нет необходимости.
Сварные каркасы являются более жесткими и транспортабельными, чем вязаные. Вязку арматурного каркаса с помощью проволоки применяют на практике редко. При сварке элементов арматуры обеспечивается экономия материала, повышается качество стержней, снижается трудоемкость процесса и стоимость создания арматуры.
Если требуется производить сварочные работы, используя стыковую машину контактного типа, то это производится на основе непрерывного оплавления либо путем оплавления с подогревом. Применение способа сварки на основе первого способа не предполагает необходимости обрабатывать торцы стержней, которые должны быть приведены в соприкосновение. Это происходит путем их зажатия в губках машины при одновременном поступлении тока. В результате получается расплавление и выравнивание выступов торцов. Они должны разогреться в процессе оплавления до пластичного состояния. После этого они становятся подверженными не только сжатию, но и осадке.
Это происходит путем их зажатия в губках машины при одновременном поступлении тока. В результате получается расплавление и выравнивание выступов торцов. Они должны разогреться в процессе оплавления до пластичного состояния. После этого они становятся подверженными не только сжатию, но и осадке.
Вернуться к оглавлению
Как производят сварку на основе оплавления с подогревом и внахлест
Стыки сварных арматурных сеток внахлёстку без сварки в одной плоскости поперечных стержней.
Сварка методом оплавления с подогревом, который часто применяется с целью стыковки прутков диаметром 50 мм и больше, связана с периодическим сближением и разъемом стержней.
Прутки арматуры должны быть сделаны из низколегированной или высокоуглеродистой стали. При этом небольшая пауза позволяет прогреть концы прутков, поэтому можно сделать наилучшую процедуру оплавления, осуществив уменьшение расходов электроэнергии.
Сварка внахлест может быть произведена с учетом двух рельефов и швов, в итоге предполагается использование электродуговой сварки ручным способом. Сварное соединение таврового типа должно иметь инвентарную форму. При этом в ванне используется только один электрод. Если сварка осуществляется под флюсом, то применять присадочную проволоку нет необходимости.
Сварное соединение таврового типа должно иметь инвентарную форму. При этом в ванне используется только один электрод. Если сварка осуществляется под флюсом, то применять присадочную проволоку нет необходимости.
Сварочные работы с применением стержней арматуры в углекислом газе могут проводиться ручным способом, а также механизированным. Сварка осуществляется контактно при непрерывном оплавлении арматуры при сопротивлении. Создание стыковых соединений предполагает ручные способы.
Чаще всего можно встретить следующие виды стыковых соединений:
- с использованием одного сварочного стержня для соединений деталей, спаренной арматуры;
- механизированный метод на основе электрической дуги и порошковой проволоки;
- применение ручной дуговой сварки, которое обеспечивает создание одинарных и многослойных швов.
Вернуться к оглавлению
Как применяют ванную технологию сварки
Ванную технологию удобно использовать:
- Если арматурные изделия являются крупными по размеру диаметра (2-10 см).

- Если арматуру располагают несколькими рядами в виде решетки.
- Если стыкуемые фланцы сделаны с использованием полос стали с наибольшим сечением.
Ванная сварка идеально подходит для создания соединений элементов крупных железобетонных сооружений.
Устройство инверторного сварочного аппарата.
Если требуется соединить арматурные каркасы сложного типа, то ванный способ является подходящим. Он используется в процессе возведения разных строений. Ванный способ позволяет сохранить жесткость и прочность конструктивных свариваемых элементов по всей их длине. Это помогает созданию единого силового каркаса.
Ванный тип сварки выполняют на основе горизонтального или вертикального способа. Это помогает облегчить процедуры создания швов, не производя кантовки конструкции. Использование сварочного способа, предполагающего ванный метод сварки, производится с помощью стандартных приспособлений, применяемых в процессе сварки электродуговым способом.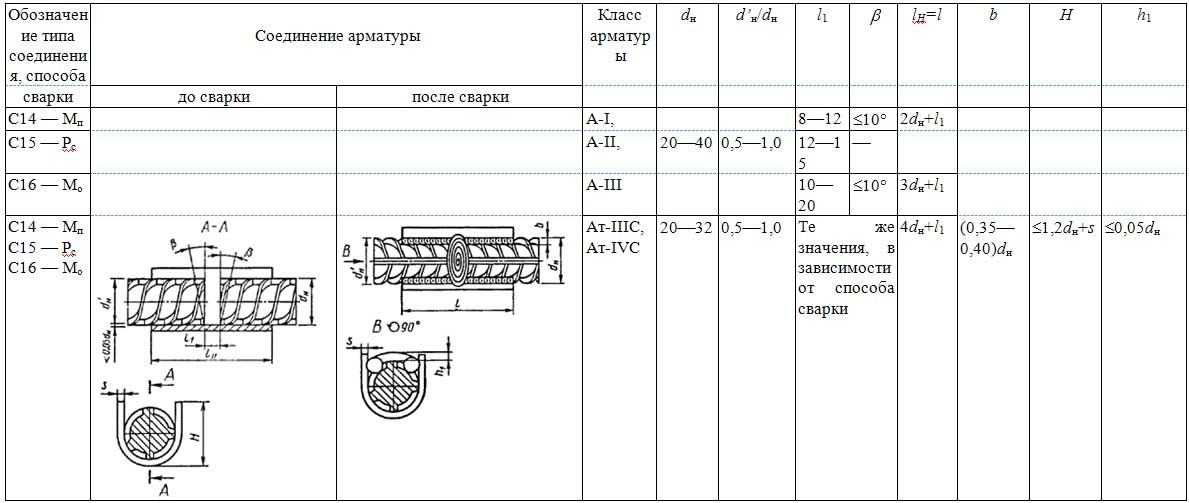
Основным условием, связанным с получением стыков, имеющих высокое качество в процессе выполнения сварки, является тщательное совмещение выпусков стержней арматуры. Правильное применение технологий ванной сварки требует, чтобы оси прутков арматуры не были смещены друг относительно друга больше чем на половину размера сечения прутков. Стыковка такой точности может быть получена, если использовать кондукторы. Арматура должна находиться в постоянном расположении и иметь постоянные показатели.
Ванный метод сварки армокаркасов сводится к следующим действиям. В местах стыка арматурных элементов присоединяют стальные формы, приваривая их. Электрической дугой производят формирование ванны, а также расплавленного металла. Наличие высоких температур вызывает расплавление торцов арматуры, после чего происходит образование единой ванны материала сварного шва.
Когда обрабатываемый металл уже застыл, производят необходимую сварку уголка или других соединений. При выполнении сварки торцов стержней производят процесс тщательной зачистки их поверхностей.
Сварные соединения арматуры железобетона — Энциклопедия по машиностроению XXL
Успешный опыт применения ультразвуковой дефектоскопии в некоторых других отраслях промышленности показал, что она может также эффективно использоваться для контроля практически всех типов сварных соединений строительных конструкций, имеющих толщину основного материала более 4 мм. Кроме того, в таких случаях, как, например, при контроле сварных швов большой толщины, выполненных электрошлаковой сваркой, сварных соединений арматуры железобетонных конструкций ультразвуковая дефектоскопия является единственно приемлемым методом контроля. [c.4]СВАРНЫЕ СОЕДИНЕНИЯ АРМАТУРЫ ЖЕЛЕЗОБЕТОНА [c.
 715]
715]| Рис. 23-1. Примеры сварных соединений арматуры железобетона (в скобках З азаны размеры арматуры периодического профиля) |
Методика ультразвукового контроля сварных стыков арматуры железобетонных конструкций следующая. К дефектоскопу присоединяют предварительно притертые по поверхности стержня наклонные преобразователи с параметрами /=2,5 МГц и Р = 53° для контроля соединений с диаметром стержней 20—25 мм. Преобразователи устанавливают в механическое устройство, где они крепятся через фиксирующие отверстия. Расстояние между преобразователями X в зависимости от типоразмера контролируемых соединений и пространственного выполнения сварки выбирается по графикам рис. 8.15 нз условий Х=1,5а + 30 (прямая У) Х=2,Ъё + 30 (прямая 2). В соответствии с ГОСТ 14098—68 максимальная ширина валика шва для горизонтальных стыков составляет 1,5й расчетного сечения, а для вертикальных стыков допускается равной 2,5а.
Соединения сварные арматуры железобетонных изделий и конструкций. Контактная и ванная сварка Дуговая сварка в защитном газе. Соединения сварные Швы сварных соединений электрозаклепочные Швы сварных соединений. Дуговая сварка алюминия и алюминиевых сплавов [c.196]
Если болтовое соединение, например фланцевое, не подвергать никаким воздействиям, то при комнатной температуре никаких изменений в соединении не происходит, но при повышенных температурах натяг болтов уменьшается, возникает зазор. Это явление, как уже отмечено в разделе 1.2, называют релаксацией напряжений. -К явлениям релаксации относится не только уменьшение натяга болтов, но и происходящее с течением времени снижение усилий сжатия пружины, горячей посадки, уменьшение остаточных напряжений в литых сплавах и сварных соединениях, снятие напряжения арматуры в предварительно напряженном железобетоне. [c.88]
[c.88]
Основное назначение арматурной стали в железобетоне — 66С-приятие растягивающих усилий. Поэтому главное требование, предъявляемое к сварным соединениям, — обеспечение высокой прочности на растяжение. Если к железобетонным конструкциям предъявляется требование усталостной прочности, оно должно быть обеспечено и сварными соединениями арматурных стержней. Требования к прочности сварных соединений для арматурной стали каждой марки предъявляются в зависимости от расчетных сопротивлений арматуры с учетом условия совместной работы бетона и стали в бетонированных армированных конструкциях. Так, предел прочности сварных стыков, выполненных электродуговой ручной сваркой ванным способом, должен быть не менее (кгс/мм ) [c.71]
На основе многолетнего производственного опробования выполненных разработок был создан ГОСТ 23858—79 Соединения сварные, стыковые и тавровые арматуры железобетонных конструкций. Ультразвуковые методы контроля качества. Правила приемки , который не имеет аналогов в отечественной и зарубежной практике. Достоверность УЗ-метода в сравнении с разрушающими испытаниями составляет 85—90%.
[c.301]
Правила приемки , который не имеет аналогов в отечественной и зарубежной практике. Достоверность УЗ-метода в сравнении с разрушающими испытаниями составляет 85—90%.
[c.301]
Сварные соединения, выполняемые с помощью контактной или дуговой ванной сварки в инвентарных формах при изготовлении ненапрягаемой арматуры железобетонных изделий и конструкций. а также при монтаже арматуры монолитного железобетона и сборных железобетонных конструкций [c.37]
Арматура и закладные детали сварные для железобетонных конструкций. Технические требования и методы испытаний. Стандарт распространяется на сварную арматуру и сварные закладные детали для железобетонных конструкций, на сварные соединения элементов арматуры, закладных деталей и сварные соединения в стыках железобетонных конструкций и пе распространяется на сварные проволочные сетки для армоцемента. Стандарт содержит технические требования, правила приемки и методы испытаний.
[c.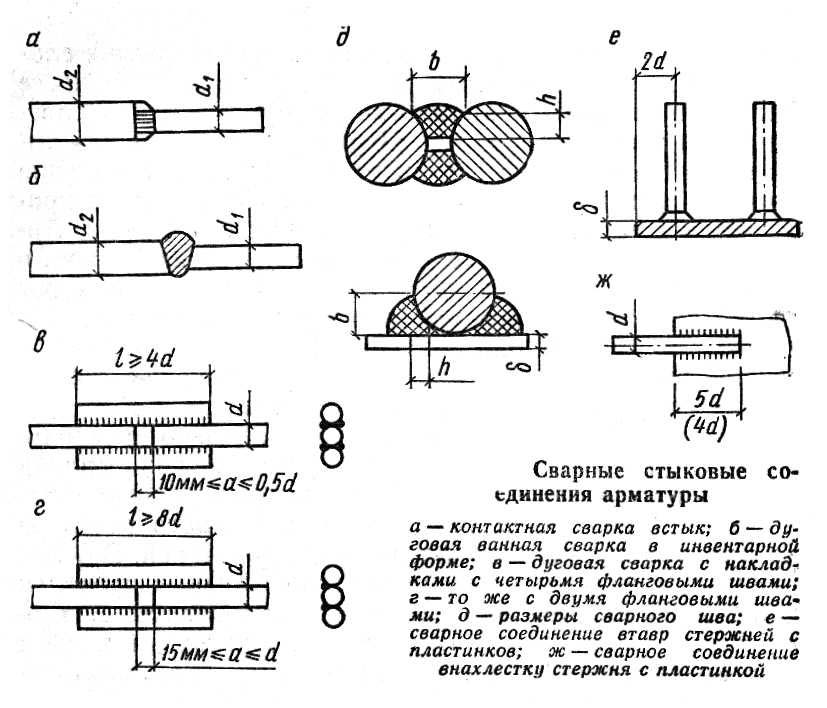 504]
504]
Указания по контролю прочности сварных соединений перекрещивающихся стержней арматуры железобетонных конструкций (прибором ПА-7). Госстройиздат, 1959. [c.204]
Разделка кромок и величина зазора собранных под сварку элементов конструкций должны соответствовать ГОСТ 14098—68 ( Соединения сварные арматуры железобетонных изделий и конструкций . Контактная и ванная сварка) и требованиям строительных нормалей. [c.143]
Соединения сварные арматуры железобетонных изделий и конструкций. Контактная и ванная сварка. Основные типы и конструктивные элементы [c.463]
Испытания на механическую прочность стыков стальной арматуры (для железобетонных сооружений), вырезаемых из готовых конструкций в количестве 1% от общего числа стыков Вырезанные стыки испытывают на растяжение на разрывных машинах и по полученным данным испытаний определяют качество сварных соединений. [c.144]
Применяется при массовом выполнении однотипных сварных соединений, в частности стыковых соединений различных трубопроводов, железнодорожных рельсов, стержней арматуры для железобетонных конструкций и т.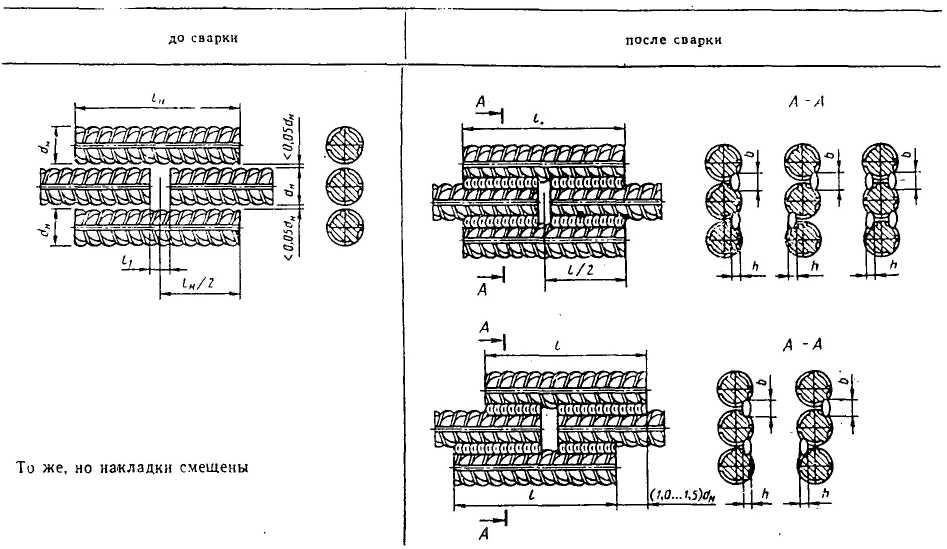 п.
[c.57]
п.
[c.57]
Сварка ванным способом. Ванный способ применяют при сварке стыков арматуры железобетонных конструкций (рис. 52, а). Сущность способа заключается в следующем к стержням арматуры в месте стыка приваривают стальную форму, в которой теплотой дуги создают ванну расплавленного металла, непрерывно подогреваемую дугой. От теплоты металла ванны плавятся торцы свариваемых стержней, образуется общая ванна металла шва и затем при остывании — сварное соединение. При сварке вертикальных швов в качестве формующей детали применяют штампованную форму из листовой стали (рис. 52, б), которую приваривают к нижнему стержню. Затем прихватывают конец верхнего стержня к нижнему и переходят к заполнению формы наплавляемым металлом. Для выпуска шлака прожигают электродом отверстия в стенке формы, которые затем заваривают. Процесс сварки ведут при больших токах. Напри- [c.59]
В настоящее время в строительстве применяют преимущественно сборные железобетонные конструкции, изготавливаемые индустриальными методами на заводах. Монолитные железобетонные сооружения строятся значительно реже. Все сварные соединения блоков сборных железобетонных изделий, взаимные соединения их (закладные части), а также соединения арматуры монолитного железобетона выполняют электрической сваркой.
[c.715]
Монолитные железобетонные сооружения строятся значительно реже. Все сварные соединения блоков сборных железобетонных изделий, взаимные соединения их (закладные части), а также соединения арматуры монолитного железобетона выполняют электрической сваркой.
[c.715]
ГОСТ 23858—79 Соединения сварные стыковые и тавровые арматуры железобетонных конструкций. Ультразвуковые методы контроля качества. Правила приемки. [c.276]
Сваркой можно получить сварное соединение прочностью выше основного металла. Поэтому сварку широко применяют при изготовлении весьма ответственных конструкций, работающих при высоких давлениях и температурах, а также при динамических (ударных) нагрузках — паровых котлов высокого давления, мостов, самолетов, гидросооружений, арматуры железобетонных конструкций и др. [c.10]
Дуговую сварку соединений внахлестку и с накладками применяют при сварке арматуры монолитного железобетона диаметром до 80 мм, арматуры диаметром 20—30 мм со стальной подкладкой. Длина сварных швов в соединениях арматурных стержней с круглыми накладками, желобчатыми подкладками должна быть не менее длины накладок и подкладок. Ширину шва принимают равной 0,5 диаметра арматуры, но не менее 8 мм, высоту шва — 0,25 диаметра арматуры, но не менее 4 мм.
[c.152]
Длина сварных швов в соединениях арматурных стержней с круглыми накладками, желобчатыми подкладками должна быть не менее длины накладок и подкладок. Ширину шва принимают равной 0,5 диаметра арматуры, но не менее 8 мм, высоту шва — 0,25 диаметра арматуры, но не менее 4 мм.
[c.152]
При этом надо отметить, что в железобетонных конструкциях все соединения стальных стержней арматуры являются только сварными и клепка в них не применяется. Таким образом появление таких прогрессивных видов строительных конструкций, к которым относятся сборные железобетонные конструкции, получающие за последнее время все более широкое развитие, стало возможным только с применением сварки. [c.7]
До последнего времени основными методами контроля сварных соединений металлических конструкций были радиография и магнитография, а соединений железобетонных конструкций — механические испытания и внешний осмотр. Широко распространенный в некоторых отраслях промышленности радиографический контроль достаточно эффективен, но неприемлем для контроля сварных соединений арматуры железобетонных конструкций и малоэффективен при контроле сварных швов металлических конструкций большой толщины. [c.3]
[c.3]
Сварные соединения арматуры железобетонных конструкций. Контактная и ванная сварка. Эти соединения рассматриваются в ГОСТ 14098-91, который распространяется на сварные соединения, выполняемые с помощью контактной и дуговой ванной сварки в инвентарных формах при изготовлении ненапрягае-мой арматуры железобетонных изделий и конструкций, а также при монтаже арматуры монолитного железобетона и сборных железобетонных конструкций. [c.91]
Технические требования и методы испытаний сварных соединений арматуры железобетонных изделий и констрзтщий должны соответствовать ГОСТ 10922-75. [c.92]
Все соединения арматуры железобетона выполняются сварными. В качестве арматуры наиболее часто применяются стержни круглого или периодического профиля (винтообразного очертания). Такой профиль арматуры улучшает сцепление стали с бетоном и позволяет увеличивать несущую способность стержней. Для арматуры применяются холоднотянутая проволока диаметром 3— 1 0 мм из углеродистой стали, горячекатаная сталь периодического профиля марки Ст. 5 диаметром 10—80 мм низколегированная горячекатаная сталь периодического профиля марки 25Г2С диаметром б—40 мм круглый прокат из стали марок Ст.З и Ст.О диаметром 6—80 мм. В настоящее время в практике строительства -особенно широко распространена арматура периодического профиля из стали марки Ст. 5, а также из низколегированных сталей. Ниже приведены способы соединения арматуры.
[c.522]
5 диаметром 10—80 мм низколегированная горячекатаная сталь периодического профиля марки 25Г2С диаметром б—40 мм круглый прокат из стали марок Ст.З и Ст.О диаметром 6—80 мм. В настоящее время в практике строительства -особенно широко распространена арматура периодического профиля из стали марки Ст. 5, а также из низколегированных сталей. Ниже приведены способы соединения арматуры.
[c.522]
Контроль неразрушающйй. Дефектоскопы ультразвуковые. Методы измерения основных параметров 23694—79 Контроль неразрушающий. Паста магнитная для магнитно-порошковой дефектоскопии КМ-К. Технические условия 23702—79 Контроль неразрушающий. Преобразователи ультразвуковые. Основные параметры и методы их измерений 23764—79 Гамма-дефектоскопы. Общие технические условия 23829—79 Контроль неразрушающйй акустический. Термины и определения 23858—79 Соединения сварные стыковые и тавровые арматуры железобетонных конструкций. Ультразвуковые методы контроля качества. Правила приемки
[c. 474]
474]
Отмеченные особенности конструкции и свойств сварных соединений определяют различные методические решения их дефектоскопии. Поэтому ниже рассмотрены методические приемы при контроле сварных соединений разных типов, на дефектоско-пичность которых влияют один или несколько факторов. Разная кривизна поверхности сосудов (практически плоские поверхности) и труб малого и среднего диаметра (менее 500 мм) в определенной мере обусловливает различия в методиках их контроля. Ограниченная площадь сечения шва, большая кривизна поверхности и неровностей периодического профиля арматуры железобетона предопределяют нетрадиционную методику их контроля. Крупный размер зерна и высокая анизотропия механических свойств ау-стенитных швов существенно затрудняют проведение УЗ К, поэтому для повышения достоверности контроля таких швов применяют специальные преобразователи и дефектоскопы, обеспечивающие повышение амплитуды полезного сигнала. Трудность УЗК сварных швов, выполненных контактной, диффузионной сваркой и сваркой трением, заключается в различии дефекта типа слипания, прозрачного для ультразвука. Особую группу конструкций составляют угловые, тавровые и нахлесточные соединения, в которых иногда ограничен доступ к месту контроля, а возможное расположение опасных дефектов в шве затрудняют их обнаружение.
[c.316]
Особую группу конструкций составляют угловые, тавровые и нахлесточные соединения, в которых иногда ограничен доступ к месту контроля, а возможное расположение опасных дефектов в шве затрудняют их обнаружение.
[c.316]
Алеш и я Н. П. Неразрушающий контроль качества сварных соединений закладных деталей.— Вюб.докладои Про ИЗ воЯство арматуры и закладных деталей, защита их от коррозии в железобетонных конструкциях. М., МДНТП, 1971. [c.154]
Условия работы железобетонных конструкщнй определяют комплекс требований, предъявляемых к сварным соединениям элементов арматуры. [c.70]
После окончания ПТУ и получения квалификации сварщика ручной дуговой сварки, работая на заводе строительных материалов или на строительстве, сварщику предстоит выполнять разнообразную работу по ручной дуговой сварке элементов строительных конструкций — колонн, ферм, резервуаров, опор, сосудов, арматуры железобетона и множество других конструкций из стали, цветных металлов и их сплавов.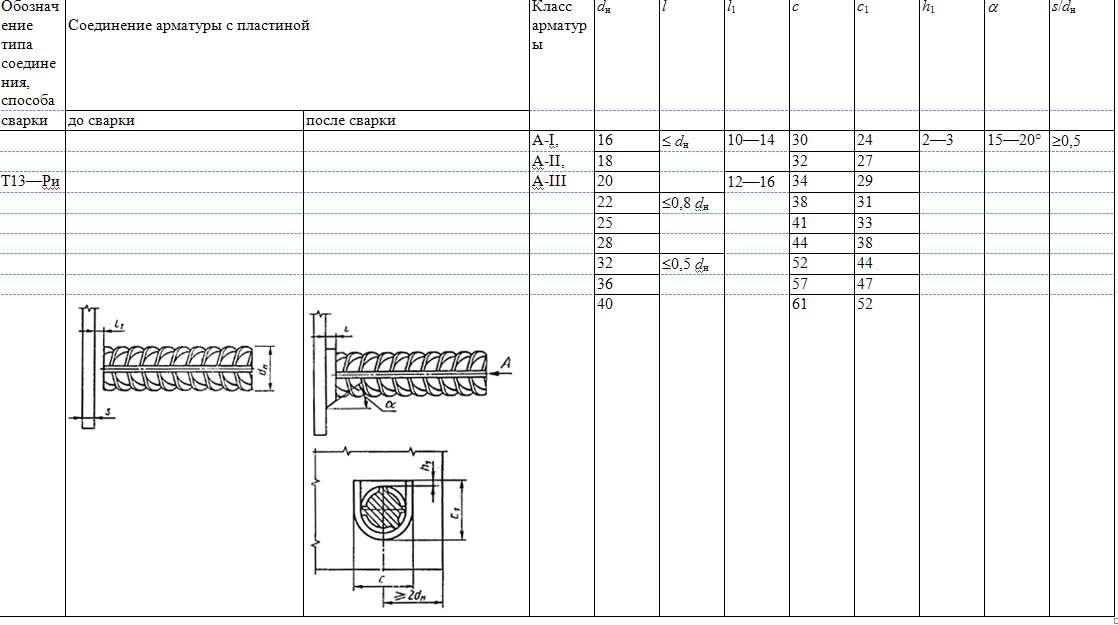 При ремонте оборудования потребуются сварка чугунных деталей и наплавка твердых сплавов. Сварщик долл ен знать физическую сущность отдельных видов сварки, технологию и технику их выполнения для образования сварных соединений требуемого качества. Он должен также знать аппаратуру н технологию плазменной и воздушно-дуговой и нодводной резки металлов и уметь применять ее на практике после сдачи соответствующих испытаний. Поэтому программой подготовки сварщиков предусмотрен, помимо практических занятий, на проведение которых отводится большая часть учебного времени, также курс теоретических занятий по основам сварочного дела.
[c.5]
При ремонте оборудования потребуются сварка чугунных деталей и наплавка твердых сплавов. Сварщик долл ен знать физическую сущность отдельных видов сварки, технологию и технику их выполнения для образования сварных соединений требуемого качества. Он должен также знать аппаратуру н технологию плазменной и воздушно-дуговой и нодводной резки металлов и уметь применять ее на практике после сдачи соответствующих испытаний. Поэтому программой подготовки сварщиков предусмотрен, помимо практических занятий, на проведение которых отводится большая часть учебного времени, также курс теоретических занятий по основам сварочного дела.
[c.5]
Общими недостатками всех низколегированных сталей для сварных конструкций являются иовышенная трудоемкость их обработки перед сваркой и низкий предел выносливости сварных соединений, который не превышает аналогичный показатель для Ст. 3. Несмотря на это, низколегированные стали с каждым годом все шире применяются в народном хозяйстве, в строительстве их расход па изготовление строительных металлоконструкций к 1980 г. должен составить около 3 млн. т в год против 150 тыс. т в 1960 г., а расход таких же сталей для арматуры железобетонных изделий будет еще больше — порядка 16 — 18 млн. т.
[c.27]
должен составить около 3 млн. т в год против 150 тыс. т в 1960 г., а расход таких же сталей для арматуры железобетонных изделий будет еще больше — порядка 16 — 18 млн. т.
[c.27]
Сварку (табл. ХХП.1) применяют при изготовлении сварных арматурных изделий и закладных деталей, при моптаже арматурных изделий, а также при монтаже сборных железобетонных конструкций. Производство сварочных работ осуществляется в соответствии с действующими нормативными документами по сварке соединений арматуры и закладных деталей железобетонных конструкций. [c.551]
Стыковая сварка стержней арматуры железобетона. Современные стыковые машины обеспечивают получение качественных стыковых соединений стержней арматуры диаметром до 90 мм. При сварке ненагартованных малоуглеродистых и среднеуглеродистых сталей различных марок в любых сочетаниях (например, Ст. 2 + — — Ст 4 Ст 3 + Ст 5 и т. д.) предел прочности сварных соединений получается не ниже предела прочности основного металла остальные механические свойства отвечают техническим условиям. [c.37]
[c.37]
Соединения сварные арматуры железобетонных изделий и конструкций. Контактная и ванная сварка. Основные типы и конструктивные элементы. Стандарт распространяется на неразъемные соединения ненапря-гаемой арматуры железобетонных изделий и конструиций, а также монтажные соединения арматуры, исполненные контактной сваркой или дуговой ванной сваркой в инвентарных формах. Приводится термино.тогия, основные типы и конструктивные элементы сварных соединений. [c.500]
Ванный способ применяется для сварки стыковой арматуры железобетонных конструкций. При этом способе сварки к стержням в месте их стыка приваривают стальную форму. Теплота дуги создает ванну расплавленного металла, непрерывно подогреваемую дугой. От теплоты металла ванны расплавляются концы свариваемых стержней, образуется общая ванна металла шва и при остывании — сварное соединение. Сварку ванным способом выполняют одним или несколькими электродами. Рекомендуются электроды марки УОНИ-13/55.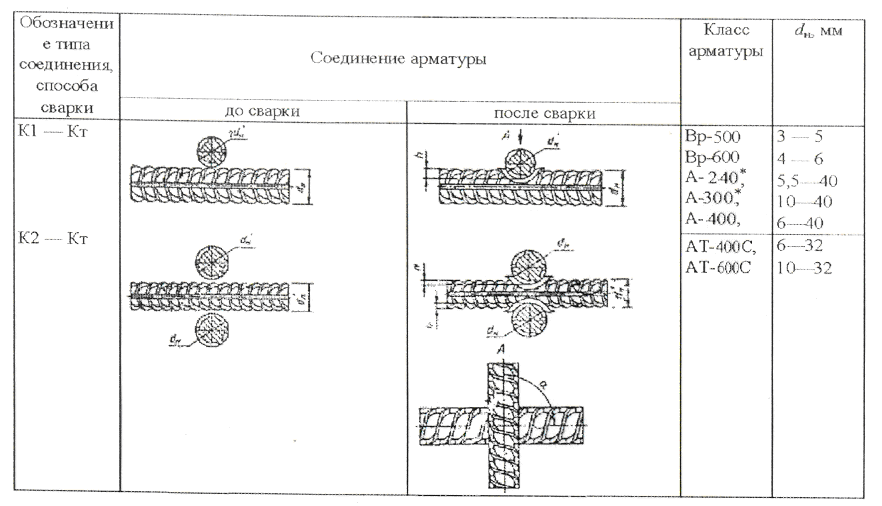 Сварку ведут на больших токах. Для электродов диаметром 5—6 мм сварочный ток достигает 400—500 А. Зазор между стержнями должен быть не менее удвоенного диаметра элек-
[c.152]
Сварку ведут на больших токах. Для электродов диаметром 5—6 мм сварочный ток достигает 400—500 А. Зазор между стержнями должен быть не менее удвоенного диаметра элек-
[c.152]
Ручной дуговой сваркой выполняют сварные соединения стальных строительных конструкций, деталей и систем трубопроводов, арматуры железобетонных конструкций, электротехнических ши-нопроводов и различных конструкций санитарно-технических устройств. Этот способ позволяет выполнять сварку в нижнем, вертикальном, потолочном положениях, а также в труднодоступных местах. [c.11]
Сварка высокоуглеродистьа и низколегированньа сталей. Высокоуглеродистые и низколегированные стали широко применяются для изготовления арматуры железобетонных конструкций. Сварку этих сталей наиболее целесообразно выполнять оплавлением с подогревом. Однако следует иметь в виду, что в процессе оплавления может происходить выгорание углерода, марганца, кремния и других примесей, а также насыщение металла кислородом, в результате чего могут снизиться механические свойства сварного соединения.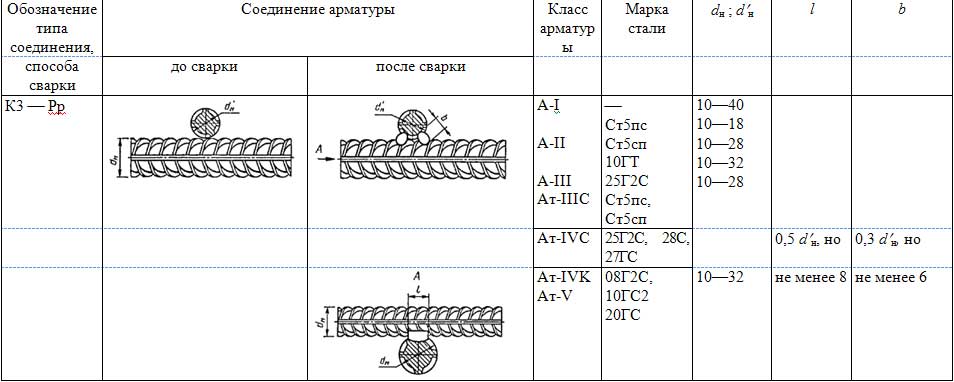 [c.181]
[c.181]
Примерно половина всего используемого в строительной индустрии проката расходуется на изготовление железобетонных конструкций, применяемых при сооружении зданий промышленного и гражданского назначения. Основными сварными элементами таких конструкций являются закладные детали и стыки арматуры. В общем случае закладная деталь представляет собой плоскую пластину, к которой втавр или внахлестку приварен стержень периодического профиля. Чаще всего применяют тавровые соединения закладных деталей, выполненные сваркой под флюсом. Пластины изготовляют из сталей марок СтЗ или Ст5 толщиной 6… 30 мм, а материалом стержней служит сталь марки 35ГС или Ст5. Число стержней в одной закладной детали может быть от 2 до 12 с диаметром 8. .. 40 мм. [c.6]
Одним из наиболее ответственных элементов при сооружении железобетонных конструкций являются сварные стыковые соединения стержней арматуры периодического профиля диаметром 20. .. 70 мм, изготовляемые из сталей марок 35ГС или Ст5. Обычно для выполнения таких соединений применяют ванную сварку в инвентарных формах, ванно-шовную сварку на стальной остающейся скобе и др. Как и закладные детали, стыки арматуры при работе испытывают в основном статические нагрузки. До недавнего времени единственным методом контроля этих соединений был выборочный разрушающий контроль.
[c.6]
Обычно для выполнения таких соединений применяют ванную сварку в инвентарных формах, ванно-шовную сварку на стальной остающейся скобе и др. Как и закладные детали, стыки арматуры при работе испытывают в основном статические нагрузки. До недавнего времени единственным методом контроля этих соединений был выборочный разрушающий контроль.
[c.6]
Сварка арматуры: технология электродуговой, ванной, контактной и точечной сварки арматуры
Арматурой называют совокупность элементов, повышающих устойчивость бетона к растягивающим и сжимающим усилиям. Чаще всего для армирования бетонных изделий и конструкций используют стальные стержни с гладкой или периодической поверхностью, соединяемые в плоский или объемный силовой каркас. Такое соединение осуществляют связыванием или сваркой.
С помощью сварки создают прочные, жесткие каркасы, пригодные к транспортировке. Сварочный процесс – более производительный и менее трудоемкий, по сравнению с вязкой. Существует несколько вариантов сварки отдельных стержней в арматурный каркас: полуавтоматическая электрошлаковая, ручная электродуговая, ванно-шовная, контактная, ванная. Виды сварных соединений арматуры, регламентируемые ГОСТом 14098-91: стыковые, тавровые, нахлесточные.
Существует несколько вариантов сварки отдельных стержней в арматурный каркас: полуавтоматическая электрошлаковая, ручная электродуговая, ванно-шовная, контактная, ванная. Виды сварных соединений арматуры, регламентируемые ГОСТом 14098-91: стыковые, тавровые, нахлесточные.
Электродуговая сварка
Ручная дуговая сварка широко применяется в малоэтажном строительстве, может выполняться в домашних условиях бытовыми сварочными аппаратами. Недостатки этого способа:
- потребность в высокой квалификации исполнителя;
- низкая производительность;
- высокая себестоимость процесса.
Полуавтоматическая дуговая сварка арматуры – технология, осуществляемая в производственных условиях. Ее преимущества: высокая производительность, качество, сниженная себестоимость.
Ручной дуговой сваркой обычно изготавливают нахлесточные соединения, которые заключаются в частичном наложении арматурных элементов друг на друга.
Основные правила создания таких швов:
- Нахлесточное соединение должно располагаться в местах, испытывающих минимальные нагрузки.

- Способ рекомендуется применять к стержням одинакового диаметра.
- Сечение стержней – не менее 20 мм.
- Длина шва – не менее 10 величин диаметров стержня.
- Процесс обычно проходит при горизонтальном расположении прутов.
- Для лучшей стыковки участки зачищают абразивным инструментом.
Внимание! Для электродуговой сварки арматуры внахлест обычно применяют электроды МР и АНО. Для арматуры диаметром 5-8 мм применяют электроды 3 мм, 8-10 мм – 4 мм, более 10 мм – 5 мм.
Особенности контактной сварки арматуры
Контактная сварка – один из популярных способов соединения арматуры в производственных условиях в механизированных и автоматизированных режимах. Его основное преимущество – высокая производительность. Для контактной сварки используют стационарные или передвижные, в том числе подвесные, аппараты.
Недостатки:
- Возможность осуществлять только на специализированном оборудовании в условиях промпредприятия.
- Крупные габариты оборудования.
- Значительная энергоемкость процесса.
Соединение двух стальных стержней осуществляется следующим образом:
- прутки размещают между медными электродами;
- стержни плотно сдавливают в месте контакта;
- в месте контакта сильным кратковременным электроимпульсом создается температура, превышающая температуру пластической деформации;
- происходит оплавление соединяемых зон.
Контактной сваркой арматуру соединяют двумя способами: наложением прутов друг на друга или встык. Стыковой способ применяют для арматурных прутов с гладкой поверхностью, диаметром от 14 мм, с поверхностью периодического профиля – от 32 мм. При наложении арматуры друг на друга применяется точечная сварка в нескольких точках. На качество соединения существенно влияет степень чистоты стыкуемых концов.
Ванный способ
Эта технология эффективна для соединения встык арматуры с крупным сечением. Применяется при создании сложных каркасов фундаментов и других строительных конструкций. Позволяет соединять стержни, находящиеся в любом пространственном положении.
Применяется при создании сложных каркасов фундаментов и других строительных конструкций. Позволяет соединять стержни, находящиеся в любом пространственном положении.
Этапы:
- Соединяемые концы зачищают до появления металлического блеска.
- Область соединения ограничивают накладкой, которую фиксируют в зоне стыкования стержней.
- Расстояние между торцами прутов составляет 1,5 диаметра применяемых электродов. При использовании аппаратов, запитанных от трехфазного тока, дистанция может составлять 2 диаметра электрода.
- При пропускании электрического тока образуется высокотемпературная зона.
- В зоне стыкования создается ванна расплавленного металла, образованного из торцов арматурных стержней и расплава электрода.
- Накладки, изготовленные из низкоуглеродистых марок стали, предотвращают растекание расплавленного металла.
- После окончания сварки накладки остаются в зоне соединения.
Информация! Для применения ванного способа сварки арматуры могут использоваться накладки съемного типа, изготавливаемые из керамических материалов или графита. Использование съемных накладок обеспечивает экономию металла. Для проведения сварочного процесса используют один или несколько электродов, соединенных одной платформой. Электроды – марок АНО или МР-3.
Использование съемных накладок обеспечивает экономию металла. Для проведения сварочного процесса используют один или несколько электродов, соединенных одной платформой. Электроды – марок АНО или МР-3.
Применяемое оборудование:
- одно- или трехфазные инверторы, трехфазные трансформаторы, в ручном варианте для создания ванны используются стальные скобы;
- полуавтоматические аппараты с использованием керамических форм;
- автоматические аппараты, формы – медные.
Особенности проведения сварки ванным методом:
- Стержни располагаются строго по одной оси. Отклонение не превышает 5% от значения их диаметра.
- Дополнительный фактор, обеспечивающий высокую температуру сварочного процесса, – образование замкнутого пространства, благодаря присутствию накладок.
- Диаметры стыкуемой арматуры – 20-100 мм.
Преимущества процесса:
- образование прочного, надежного, долговечного соединения;
- возможность сварки арматуры для армопоясов фундаментов и других сложных и ответственных конструкций;
- возможность использования несложного сварочного оборудования;
- отсутствие необходимости в кантовании конструкции, поскольку процесс может проходить в любом пространственном положении.
Качество получаемого сварного шва проверяют гамма-дефектоскопией. Минусом является невозможность осуществления процесса одним электродом. Поэтому расходные материалы необходимо менять с высокой скоростью.
ЦЕНТР ОЦЕНКИ КВАЛИФИКАЦИЙ ЦОК-040
ЦЕНТР ОЦЕНКИ КВАЛИФИКАЦИЙ ЦОК-040Центр оценки
квалификаций
ЦОК-040
Центр оценки квалификаций в области сварки и родственных процессов ЦОК-040 в городе Когалыме
Услуги
1
Предоставление соискателям необходимой информации о правилах и процедурах независимой оценки квалификации
2
организация и проведение независимой оценки квалификаций на соответствие требованиям профессиональных стандартов
3
сертификация квалификаций соискателей (специалистов)
4
формирование сведений о результатах оценки квалификаций и передача их в СПКС для обработки, экспертизы, анализа, внесения в реестр сведений о НОК
5
оформление и выдача соискателю заключения квалификационной комиссии и, в случае успешного прохождения оценки квалификации, свидетельства о профессиональной квалификации
6
подготовка предложений и участие в разработке организационно-методического обеспечения процедур независимой оценки квалификаций
Информация о центре
Центр оценки квалификации в области сварки и родственных процессов (далее — Центр оценки квалификаций) — структура, созданная специально для организации и проведения независимой оценки квалификаций соискателей (работников) на высоком провессиональном уровне в соответствии с действующими норматично-правовыми документами Российской Федерации, регулирующими деательность в области проведения независимой оценки. ЦОК-040 основан на материально-технической базе организации — ООО «Учебный»
ЦОК-040 основан на материально-технической базе организации — ООО «Учебный»
Основная цель
Основной целью применения профстандартов — является повышение качества трудовых ресурсов, рост профессионализма работников и, как результат, повышение конкурентноспособности экономики России в целом.
Основные принципы
Проведение процедур по оценке профессиональных квалификаций в области сварки и родственных процессов.
Добровольность
Независимости
Беспристрастности
Объективности
Конфиденциальности
Экспертный состав
В экспертный состав Центра оценки квалификаций входят высококвалифицированные специалисты ООО «Учебный», прошедшие необходимое обучение и обладающие соответствующей квалификацией.
Места проведения профессиональных экзаменов
© 2018, Центр оценки квалификаций ЦОК-040
Сварка каркасов, сварные каркасы — ТеплоСталь
Арматурные каркасы — неотъемлемый элемент железобетонных конструкций, обеспечивающий их прочность, легкость и долговечность. Каркасы делятся на плоские и объемные и изготавливаются из арматуры, стержни которой соединяются между собой в местах скрещения вязкой или сваркой. Каждая из данных технологий имеет свои особенности.
Каркасы делятся на плоские и объемные и изготавливаются из арматуры, стержни которой соединяются между собой в местах скрещения вязкой или сваркой. Каждая из данных технологий имеет свои особенности.
Так, вязка обычно используется для изготовления каркасов при возведении небольших малоэтажных строений, чаще в частном строительстве. Это достаточно трудоемкий способ, требующий больших временных затрат. Для скрепления арматуры используется стальная вязальная проволока и специальный инструмент (пистолет, крючок, плоскогубцы и пр.). Плюс данного метода – отсутствие деформаций и напряжения металла в местах соединений стальной арматуры. Вязаные каркасы предпочтительны для возведения фундаментов на сложных (зыбких) грунтах.
Сварка каркасов обычно применяется при больших объемах строительства (многоэтажное домостроение и пр.). При изготовлении данных конструкций арматурные стержни фиксируются между собой в точках крестообразных пересечений контактной или электродуговой сваркой.
Преимущества сварных каркасов:
— быстрое изготовление;
— благодаря сварке обеспечивается высокая жесткость соединений арматуры;
— сварка может применяться для изготовления каркасов из арматуры большого диаметра;
— при транспортировке сварные каркасы гораздо меньше подвержены деформации, чем вязаные.
Современное автоматизированное оборудование для сварки каркасов позволяет существенно сократить скорость работ и обеспечивает высокое качество сварных соединений. При этом воздействие на прочностные характеристики арматуры минимально. Для гарантированной надежности сварные швы подлежат обязательному многоступенчатому контролю: визуальной оценке, замерам, проведению механических испытаний.
Нормативные документы
Изготовление сварных каркасов из стальных стержней и арматурной проволоки сечением от 3 мм регламентируется следующими государственными стандартами:
ГОСТ 14098-91. «Соединения сварные арматуры и закладных изделий железобетонных конструкций.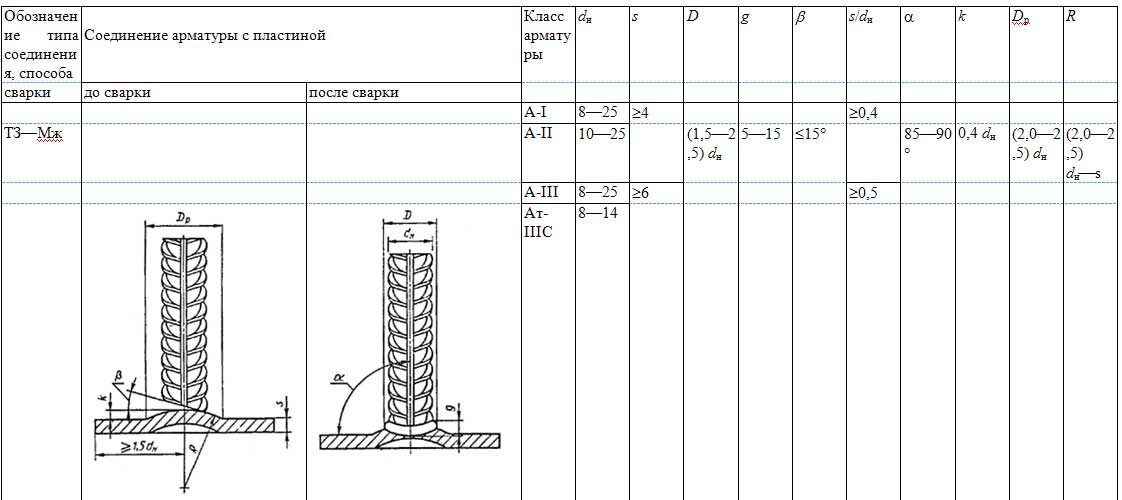 Типы, конструкции и размеры».
Типы, конструкции и размеры».
ГОСТ 10922-90. «Арматурные и закладные изделия сварные, соединения сварные арматуры и закладных изделий железобетонных конструкций. Общие технические условия».
Сварка каркасов в Екатеринбурге
В Группе компаний «ТеплоСталь» вы можете заказать сварку армокаркаса по вашим чертежам. Мы изготавливаем каркасы в полном соответствии требованиям ГОСТ. Работы проводятся высококвалифицированным персоналом с использованием современных методов сварки на автоматическом оборудовании и станках-полуавтоматах. Это позволяет производить сварные каркасы быстро и качественно, гарантирует точное соблюдение их геометрических параметров.
Мы обеспечиваем многоуровневый контроль качества продукции. Стоимость изготовления каркаса зависит от его веса, подробнее — в прайс-листе на изготовление арматурных каркасов.
Мы изготавливаем каркасы не только для Екатеринбурга и Свердловской области, но и принимаем заказы из других регионов РФ.
Различные способы соединения арматуры — Строительный журнал Palitrabazar.
 ru
ruНа сегодняшний день все нормы и правила, а также типы соединений арматуры прописаны в СНиП. Их четкое соблюдение позволяет свести на минимум риски дальнейшей эксплуатации несущих конструкций.
Различают четыре основных вида соединения арматуры: сварочный, соединения «внахлест», обжимные муфты и резьбовые механические соединения.
Сущность ванного способа сварки заключается в том, что тепло свариваемым стержням передается не непосредственно под воздействием электрической дуги, а через ванну из жидкого металла. Эта ванна создается за счет расплавления металла электрода и частичного расплавления металла стержней у их торцов. Чтобы предупредить растекание расплавленного металла при сварке, применяют специальные стальные подкладки и накладки, а также инвентарные медные формы. Наплавленный в ванну металл соединяется с расплавленным металлом стержней и образует сварной стыковой шов; при этом стальная подкладка или накладка остается в готовом шве как часть стыка, а медную форму удаляют и используют многократно.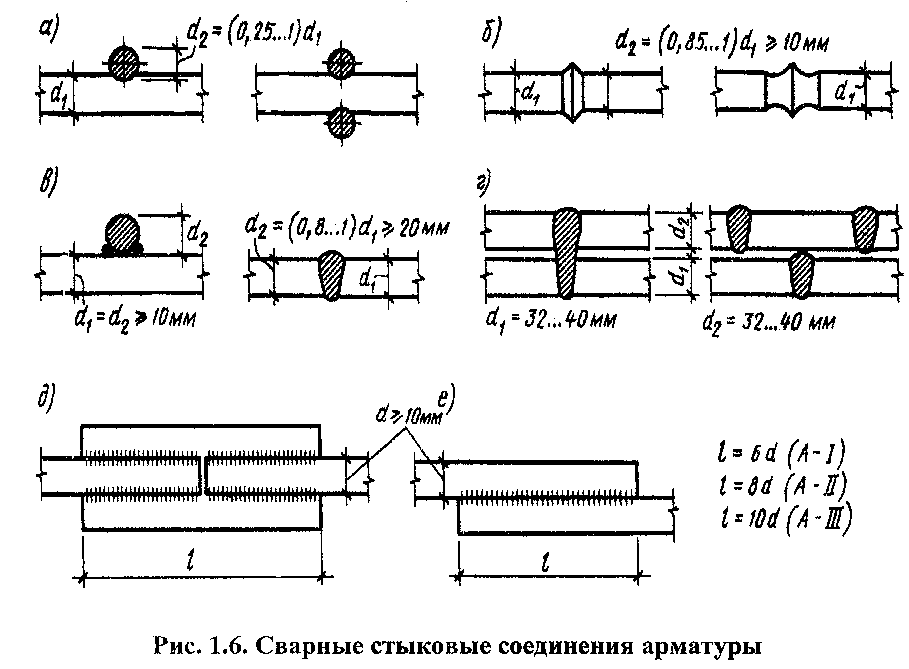
Ванношовная сварка, как способ равнопрочного стыкования строительной арматуры, не имеет перспектив уже в обозримом будущем ввиду наличия непреодолимых качественных ограничений по некоторым присущим ей параметрам, а именно:
Муфтовые механические соединения Ancon обеспечивают аналогичное качество соединения, не имеют подобных ограничений и позволяют решить строительную задачу любой степени сложности.
Соединения «внахлестку» не всегда являются подходящим средством связывания арматуры. Такие способы соединения арматуры (вязка арматурных перепусков) не совсем выгодны – много времени уходит на вязку, что приводит к большему насыщению в бетоне из-за увеличения количества используемых стержней. Соединения «внахлестку» зависимы от бетона при передаче нагрузки. По этой причине любое ухудшение целостности бетона может существенно повлиять на характеристику соединения.
Механические соединения Ancon могут упростить конструкцию и изготовление армированного бетона и уменьшить количество требуемой арматуры.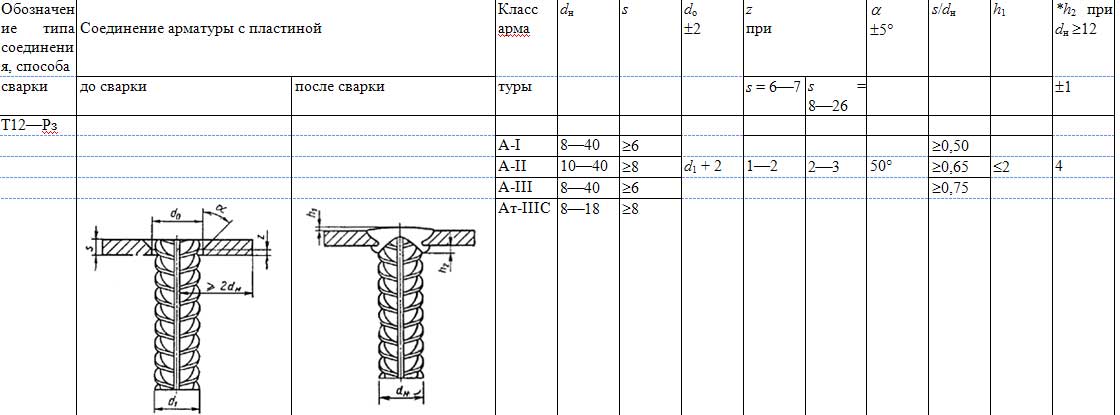 Прочность механического соединения не зависит от бетона, в котором оно размещено, и оно будет сохранять прочность, несмотря на потерю покрытия в результате ударного повреждения или при землетрясении.
Прочность механического соединения не зависит от бетона, в котором оно размещено, и оно будет сохранять прочность, несмотря на потерю покрытия в результате ударного повреждения или при землетрясении.
Принцип работы состоит в обжатии муфты из толстостенной стальной трубы и имеют ряд значительных недостатков:
Монтаж. Использование неповоротливых гидравлических прессов и насосных станций давленияОбжимное муфтовое соединение арматуры нельзя назвать технологией, которая повторяет заявленное качество вне зависимости от условий эксплуатации. Имеются случаи агрессивного поведения гидроприводов, которые норовят пробиться каску работающему персоналу и учинить травму на производстве.
4) Резьбовые механические соединения арматуры Ancon
Инновационное резьбовое соединение арматуры без сварки, благодаря множеству положительных моментов, быстро завоевала доминирующую позицию на соответствующем рынке и повсеместно используется для сооружения многоэтажных зданий, атомных и гидроэлектростанций, мостов и прочих массивных строительных объектов (I и II уровня ответственности).
В отличие от устаревших методов (сварка, вязка), резьбовое соединение продольной арматуры без сварки используется с арматурными стержнями различного диаметра.
Применение резьбовых соединений арматуры в монолитных конструкциях обеспечивает дополнительную прочность, а также экономит металлопрокат (до 20%). Технология также повышает сейсмостойкость и долговечность ЖБИ, одновременно уменьшая нагрузку на фундамент. Такие способы соединения арматуры позволяют сократить время монтажа, заметно снизив общие сроки строительства.
Виды соединения арматуры Ancon
Механическое соединение арматуры Ancon CXL с параллельной резьбой
Муфты соедетельные для арматуры Ancon CXL предназначены для поперечного соединения несущей арматуры. Имеют самые малые габаритные размеры, в тоже время обеспечивают равнопрочное соединение строительной арматуры. Диаметры соединяемой арматуры – 12; 16; 20; 25; 28; 32; 36; 40; 50. для соединения прутков металлопроката разного диаметра возможны переходные муфты для арматуры.
Стыковка арматуры Ancon TT с конической резьбой
Муфты для механического соединения арматуры с конической резьбой разработаны для использования в подавляющем большинстве случаев, в которых необходимо выполнить соединение арматурных стержней. Муфты предназначены для установки на стержни диаметром от 12 до 50мм.
Способ соединения арматуры Ancon MBT
Безрезьбовые механические муфты предназначены для соединения неподготовленной арматуры диаметром от 10 до 40 мм. Арматура закрепляется внутри муфты при помощи двух фрикционных накладок и по мере затяжки срезных болтов их конические торцы врезаются в материал стержней. Муфты для стыковки арматуры МВТ особенно удобны в тех случаях, когда арматура уже установлена в конструкции.
Технология монтажа
Как правило, установка муфт на арматурные стержни с подготовленной резьбой выполняется на арматурном участке, и стыковые соединения арматуры закрываются пластиковыми колпачками.
Нарезанные концы соединяемых арматурных стержней закрываются пластиковыми или резиновыми защитными колпачками.
После того, как стержень будет наживлён на муфту, затягивание соединения выполняется ключом с регулированием предельного момента.
Армирование железобетонных конструкций
Армирование плит, днищ и других подобных конструкций начинают с разметки мелом на основании положения продольных и поперечных стержней. Затем раскладывают стержни и соединяют их между собой. Готовую сетку поднимают на подкладки для обеспечения защитного слоя. При двойном армировании вторую сетку собирают аналогично первой.
Армирование конструкций сетками и плоскими каркасами осуществляют, используя краны, которые обеспечивают подачу пакетов арматуры при массе ее до 100 кг непосредственно к конструкции, а при массе более 100 кг — укладку в проектное положение. Плоские арматурные каркасы устанавливаются в опалубку и соединяются между собой распределительной арматурой. Рулонные или плоские сетки устанавливают в опалубку и закрепляют в проектное положение. Стыки сеток выполняют в основном внахлестку. В направлении рабочих стержней нахлест сеток из гладких круглых стержней составляет l > 250 мм с расположением в зоне стыка не менее двух поперечных стержней. В сетках из арматуры периодического профиля наличие поперечных стержней в зоне стыка необязательно, но длина нахлеста должна быть равна l + 5 диаметров рабочих стержней. В направлении распределительных стержней сетки могут укладываться либо без нахлеста, либо внахлест или с установкой дополнительной сетки, перекрывающей место соединения основных сеток.
Армирование конструкций пространственными каркасами и армоблоками производится путем укладки их в полностью или частично установленную опалубку. Предварительно выправляют и выверяют по проекту арматурные выпуски основания и наносят разбивочные оси. Затем краном с помощью стропов или траверс поднимают армоэлементы, устанавливают их в проектное положение по заранее выполненной разметке, выверяют и временно закрепляют растяжками. После этого подгоняют и соединяют арматурные выпуски, освобождают стропы крана.
Арматурные стержни, сетки, каркасы и другие элементы при установке в конструкцию соединяют на сварке (электродуговая и контактная), связывают проволокой, закрепляют пружинными или пластмассовыми фиксаторами.
Рис. 6.12. Способы соединения арматурных стержней : а — стыковка стержней ручной электродуговой сваркой: I — с накладками и двусторонними швами; II — то же, с односторонними швами; III — внахлестку; б — дуговая сварка с принудительным формированием шва крестообразных горизонтальных соединений стержней; в — то же, горизонтального с вертикальным; г — контактная точечная сварка при соединении стержней внахлестку; д — то же, при крестообразном соединении; е — вязка проволокой пересечений стержней: 1 — в начале сваривания: II — то же, в конце; I — соединяемые стержни; 2 — круглые накладки; 3 — электроды; 4 — инвентарные (медные или графитовые) формы; 5 — вязальная проволока; ж — соединение стержней в пересечениях пружинными фиксаторами: I — заводка фиксатора; II — фиксатор в рабочем положении; I — пружинные фиксаторы; з — пластмассовые фиксаторы: I — соединение параллельных стержней; II, III — то же, пересекающихся стержней
Условные обозначения: h — величина осадка стержней; а — толщина соединения; в’ и в» — вмятины соответственно нижнего и верхнего стержней; г — грат; d’ и d» — диаметры соответственно нижнего и верхнего свариваемых стержней; lн — длина нахлеста
Соединение стержней по длине электродуговой сваркой (кроме стыковой сварки) делают внахлестку или с накладками (рис. 6.12, а). Соединение внахлестку с одно- или двусторонней сваркой швов применяется для арматуры диаметром не менее 20 мм. Общая длина шва определяется по расчету. Соединение с накладками используется практически при всех диаметрах арматуры.
Для выполнения крестообразных соединений арматурных стержней диаметром более 10 мм применяют ручную дуговую электросварку в медных или графитовых формующих элементах (рис. 6.12, б).
Контактная сварка используется для соединения арматурных стержней как по длине, так и поперек. При соединении по длине концы стержней сначала накладывают одни на другой внахлестку на 1..1,5 диаметра арматуры, а затем в процессе сварки осаживают до соосного положения стержней (рис.6.12, г). При крестообразном соединении величину осадки стержней принимают около 0,5 диаметра стержня с меньшей площадью (рис. 6.12, д). Контактную сварку выполняют с помощью мобильных стыковых машин.
Ручную вязку арматуры проволокой применяют при небольших объемах работ или в случаях, когда контактная и дуговая электросварка не допускается. Проволочные узлы вяжут с помощью арматурных кусачек или крючками (рис. 6.12, е). Для вязки используется мягкая проволока диаметром около 1 мм.
С целью ускорения соединения стержней применяют пружинные проволочные фиксаторы диаметром 1,6. 2,8 мм, с их помощью выполняются одно- и двусторонние соединения (рис. 6.12, ж).
В ЦНИИОМТП разработаны способы соединения параллельных и пересекающихся стержней с помощью пластмассовых фиксаторов (рис. 6.12, з), которые одновременно фиксируют толщину защитного слоя бетона.
Для обеспечения требуемой толщины защитного слоя при армировании в качестве фиксаторов используются прямоугольные плитки из бетона или раствора, арматурные упоры, подставки и др.
В предварительно напряженных железобетонных конструкциях для армирования применяют стержни, проволоку и пакеты из нее, проволочные пучки и канаты. Используют два способа натяжения арматуры: на упоры и на бетон. В условиях строительной площадки чаще всего производят натяжение на бетон. При этом способе применяют арматуру из пучков проволоки. Для закрепления и натяжения проволочной арматуры применяют анкеры различной конструкции: конический, гильзовый, стаканный и глухой. В процессе бетонирования конструкции в ней устраивают каналы диаметром на 10. 15 мм больше диаметра пропускаемого арматурного пучка. При длине арматуры до 10 м натяжение ее производят с одного конца, при длине более 10 м — с двух концов. Для обеспечения монолитности конструкции и защиты арматуры от коррозии канал замоноличивают, нагнетая в него цементный раствор не ниже М300.
Предварительное натяжение арматуры резервуаров и других цилиндрических сооружений производят специальными навивочными машинами, которые обтягивают арматурой стенки сооружений снаружи после набора бетоном проектной прочности. По окончании навивки арматуры наружные поверхности стен торкретируют или штукатурят высокопрочным цементным раствором.
1.2.6. Соединения арматуры
По длине стержни горячекатаной арматуры в обычном железобетоне соединяются, как правило, с помощью сварки, независимо от способа образования каркаса.
Стержни отдельных позиций сварного каркаса могут быть простыми, состоящими из цельного стержня одного диаметра, или, в целях экономии арматурной стали, составными, состоящими по длине из стержней двух-трёх различных диаметров (рис. 22), соединённых контактной стыковой сваркой. Составными могут быть только стержни из горячекатаной арматуры периодического профиля. Составные стержни часто применяют при армировании ригелей, колонн, подпорных стенок и т.п.
Все сварные соединения в зависимости от места их выполнения делятся на:
сварные соединения, выполняемые в заводских условиях;
сварные соединения, выполняемые в условиях стройплощадки.
Рис. 22. Составные отдельные стержни:
а – для применения в балках; б – для применения в колоннах, подпорных стенках и т.п.; 1 – контактная стыковая электросварка
Сварные соединения, выполняемые в заводских условиях. Различают два основных их типа:
А. Контактная электросварка встык (или контактная стыковая электросварка) предназначена для соединения заготовок арматурных стержней, приварки к стержням коротышей большего диаметра и т. п. Выполняется на специальных сварочных машинах. Процесс сварки состоит в том, что концы стержней в месте их контакта под действием электрического тока большой силы (до 100 кА) разогреваются до пластического или жидкого состояния с одновременным или последующим сильным сжатием, обеспечивающим взаимодействие атомов металла. В зоне сварки металл оплавляется, образуя небольшое утолщение (рис. 23, а). Прочность такого соединения получается даже выше, чем прочность самих стыкуемых стержней. Этим способом может производиться соединение стержней диаметром от 10 до 80 мм.
При соединении стержней арматуры классов A240, А300, A400, А500, A600, А800, A1000 разных диаметров должно соблюдаться условие d1 /d2≥ 0,85 (соотношение 0,3 допускается при использовании специальной технологии сварки), а наименьший диаметр стержня d1= 10 мм.
Б. Контактная точечная электросварка используется для соединения отдельных стержней в местах их пересечения при изготовлении сеток и каркасов, В этих случаях применяют стержневую арматуру классов A240, A300, A400 и проволочную класса В500. Перекрещивающиеся стержни сдавливают с большой силой в зажимах сварочной машины, затем включают ток, который доводит металл между зажимами до оплавления, а прилегающую зону – до пластического состояния.
Качество точечной электросварки зависит от соотношения диаметров свариваемых поперечных и продольных стержней. Оно должно быть в пределах d1 /d2= 0,25. 1.
Сварные соединения, выполняемые в условиях стройплощадки. Ограничимся рассмотрением двух типов таких соединений.
А. При монтаже арматурных изделий и сборных железобетонных конструкций для соединения встык как горизонтальных, так и вертикальных стержней (или выпусков) арматуры классов A240, A300, A400 диаметром 20 мм и более применяют электродуговую ванную сварку в съёмных инвентарных медных формах или на стальной скобе-подкладке (рис. 23, б). Принцип электродуговой сварки основан на образовании электрической дуги между свариваемым металлом и электродом. В зазор 10. 15 мм между свариваемыми стержнями помещается гребёнка электродов. При прохождении электрического тока между гребёнкой и формой возникает электрическая дуга. В результате этого образуется ванна расплавленного металла, которая разогревает и плавит торцы стыкуемых стержней. При этом расплавленный металл электродов и стержней образует сварной шов.
Б. Если диаметр соединяемых стержней менее 20 мм, то применяют дуговую сварку стержней четырьмя фланговыми швами с использованием круглых накладок (рис. 23, в). Этим способом могут соединяться стержни диаметром от 10 до 80 мм, начиная от класса A240 до класса A500 включительно. Допускается применять и односторонние сварные швы с удлинёнными накладками (рис. 23, г). При этом должны быть соблюдены следующие требования к размерам сварного шва: b≥ 10 мм и b≥ 0,5d; h ≥ 4 мм и h ≥ 0,25d, где b – ширина шва; h – глубина шва (рис. 23, д).
Соединение стержней в тавр с пластиной толщиной δ = 0,75d (из листовой или полосовой стали) выполняют автоматической дуговой сваркой под флюсом (рис. 23, е). Соединение внахлёстку арматурных стержней диаметром 8. 40 мм с пластиной или плоскими элементами проката выполняют дуговой сваркой фланговыми швами (рис. 23, ж).
Сварные соединения способствуют рациональному расходу стали и использованию отходов арматуры.
Рис. 23. Сварные стыковые соединения арматуры:
а – контактная электросварка встык; б – дуговая ванная сварка в инвентарной форме; в – дуговая сварка с накладками с четырьмя фланговыми швами; г – то же, с двумя фланговыми швами; д – размеры сварного шва; е – сварное соединение в тавр стержней с пластиной; ж – сварное соединение внахлёстку стержня с пластиной
Стыки арматуры внахлёстку без сварки. Стержневую арматуру классов A240, А300, A400 допускается соединять внахлёстку без сварки с перепуском концов стержней на 20. 50 диаметров в тех местах железобетонных элементов, где прочность арматуры используется не полностью. Однако такой вид соединения стержневой арматуры вследствие излишнего расхода стали и несовершенства конструкции стыка применять не рекомендуется.
Внахлёстку можно выполнять стыки сварных и вязаных каркасов и сеток в направлении рабочей арматуры (рис. 24).
При этом диаметр рабочей арматуры должен быть не более 36 мм. Длина перепуска (нахлёстки) стыкуемых стержней, каркасов, сеток в рабочем направлении определяется расчётным путём по формуле (1.25).
Рис. 24. Стыки сварных сеток в направлении рабочей арматуры:
а – при гладких стержнях, когда поперечные стержни расположены в одной плоскости; б, в – то же, но поперечные стержни расположены в разных плоскостях; г – при стержнях периодического профиля, когда в пределах стыка поперечные стержни отсутствуют в одной из стыкуемых сеток; д – то же, когда в пределах стыка поперечные стержни отсутствуют в обеих стыкуемых сетках; l – длина перепуска сеток; d, d1 – соответственно диаметры рабочей и распределительной арматуры
Поперечные стержни соединяемых сеток могут располагаться в разных плоскостях (рис. 24, б, в) или в одной плоскости (рис. 24, а). В каждой из соединяемых в растянутой зоне сеток на длине нахлёстки должно быть расположено не менее двух поперечных стержней, приваренных ко всем продольным стержням сеток. Такие же типы стыков применяются и для стыковки внахлёстку сварных каркасов с односторонним расположением рабочих стержней из всех видов арматуры; при этом на длине стыка устанавливают дополнительные хомуты или поперечные стержни с шагом не более 5 диаметров продольной арматуры. Если рабочей арматурой сеток являются стержни периодического профиля, то одна из стыкуемых или обе сетки в пределах стыка выполняются без приваренных поперечных стержней (рис. 24, г, д).
Стыки сварных сеток в нерабочем направлении (когда соединяется распределительная арматура) также выполняются внахлёстку (рис. 25).
Длину перепуска (считая между крайними рабочими стержнями сетки) принимают равной 50 мм при диаметре распределительной арматуры до 4 мм и равной 100 мм при диаметре распределительной арматуры более 4 мм. При диаметре рабочей арматуры 16 мм и более сварные сетки в нерабочем направлении допускается укладывать впритык друг к другу, перекрывая стык специальными стыковыми сетками, укладываемыми с перепуском в каждую сторону не менее 15 диаметров распределительной арматуры и не менее 100 мм (рис. 25, в). Стыки плоских каркасов, как и сеток, в конструкциях следует располагать вразбежку.
Рис. 25. Стыки сварных сеток в направлении нерабочей (распределительной) арматуры:
а – внахлёстку с расположением рабочих стержней в одной плоскости; б – то же, с расположением рабочих стержней в разных плоскостях; в – стык впритык с наложением дополнительной стыковой сетки; d, d1– соответственно диаметры рабочей и распределительной арматуры; 1 – рабочая арматура; 2 – распределительная арматура
Вязаные каркасы и сетки в настоящее время применяют редко, так как при использовании вязаных изделий существенно повышается трудоёмкость. Однако в случае применения вязаных изделий исключается концентрация напряжений, которая при сварных изделиях возникает в зонах точечной сварки, а также устраняется опасность пережога поперечных стержней, что иногда наблюдается в сварных изделиях. В вязаных сетках и каркасах соединение стержней между собой осуществляется с помощью вязальной (отожжённой) проволоки диаметром 0,8. 1 мм.
Как соединять стальную арматуру?
Современные технологии строительства предусматривают несколько видов соединения арматуры: механический с использованием сварочного аппарата, с применением вязальной проволоки или пластиковых хомутов. Рассмотрим основные особенности каждой из этих методик.
Механический способ соединения арматуры
По сравнению с другими технологиями, механическая стыковка имеет ряд преимуществ.
- Не требуется нахлеста, что обеспечивает экономию металла. Нахлест увеличивает расход арматуры на четверть.
- По сравнению со сваркой, во-первых, это более производительный процесс, во-вторых, не требуется высокая квалификация работников.
Дополнительные плюсы механических стыковых соединений – прочность полученной конструкции и возможность реализации этой технологии при любых погодных условиях.
Для осуществления механической стыковки применяют в качестве оборудования гидравлический пресс, в качестве расходных материалов – стальные муфты. Ускорить механическое соединение стержней арматуры можно с помощью муфт с центральной перегородкой. Пруты вставляются в муфту, которую обжимают с помощью пресса. Наличие сменных штампов в прессе обеспечивает возможность работы с арматурой разного диаметра. Процесс осуществляют два человека.
Соединение арматуры сваркой
Сварочный способ стыкования арматурных стержней – востребованная технология. Существует несколько вариантов ее реализации.
- Сварка протяженным швом применяется для стыкования горизонтальных и вертикальных прутов. Используется сварка арматуры внахлест или с использованием накладок. Швы могут быть одно- или многопроходными, что определяется диаметром прутов.
- Сварка многослойными швами применяется в основном для вертикально расположенных стержней, используемые электроды – с фтористокальциевым покрытием.
- Для стержней 14-40 мм с предварительной сборкой в кондукторах применяют сварное соединение арматуры с формированием принудительного шва. Процесс проходит с использованием формирующих устройств.
Сварка – удобный тип соединения усиливающих стержней, но ему характерны определенные минусы:
- в области шва происходит изменение микроструктуры металла, вызывающее снижение прочности и жесткости упрочняющего каркаса;
- сварной шов слабо работает на изгиб, что может привести к разрушению каркаса уже при вибрировании бетонной смеси;
- для создания фундаментов сварные соединения рекомендованы только при строительстве объекта на устойчивых типах грунтов, не склонных к сильному оседанию.
Правила, как соединять арматуру в углах ленточного фундамента, изложены в СП 52-101-2003 в пункте 8.3.26, в ГОСТе 14098-2014 регламентированы основные правила соединения арматуры сваркой.
Особенности вязки арматурных стержней
Способ вязки заключается в укладке прутов с нахлестом с обвивкой отожженной проволокой из низкоуглеродистой стали диаметром 1,0-1,2 мм. Для создания прочной конструкции не рекомендуется применять проволоку, покрытую ржавчиной или уже бывшую в употреблении. Вместо проволоки производители предлагают пластиковые хомуты, но при низких температурах они становятся хрупкими и лопаются. В качестве инструмента используют кусачки, плоскогубцы, вязальные крючки или высокопроизводительные пистолеты. Пистолеты эффективны при соединении арматуры по длине, в труднодоступных местах удобны вязальные крючки.Плюсы соединения арматуры без сварки – не нарушается структура металла, узлы обеспечивают необходимую степень подвижности арматуры, вязка может осуществляться как на строительной площадке, так и в цеху.
Соединения стержней арматуры ручной сваркой
Соединения стержней арматуры ручной сваркойСервер бесплатной информации, нормативно-технической и популярной литературы для специалистов строительной и смежных отраслей, студентов ВУЗов и колледжей строительных специальностей, частных застройщиков. |
Организационные, контрольно-распорядительные и инженерно-технические услуги
в сфере жилой, коммерческой и иной недвижимости. Московский регион. Официально.
Соединения стержней арматуры ручной сваркой. При монтаже сборных железобетонных строительных конструкций или арматурных каркасов, когда стальные стержни нельзя соединить с помощью контактной сварки или стыковой сварочной машины, арматуру сваривают вручную. О способе соединения стержней даются указания в рабочих чертежах проекта. В нахлесточных сварных соединениях и соединениях с накладками фланговые сварные швы с одной или двух сторон наплавляют обычными приемами дуговой сварки за один или несколько проходов в зависимости от диаметра свариваемых стержней. Из-за большого расхода металла и электродов такой способ сварки вытесняется более эффективными — ванной и ванно-шовной сваркой. |
Ванная сварка
а — многоэлектродная, б — вертикальных стержней с применением стальной воронки; 1 — арматурные стержни, 2 — съемная форма, 3 — гребенка электродов, 4 — электрододержатель, 5 — электрод |
Сварные соединения арматурных стержней
а — нахлесточное с односторонним сварным швом, б —
то же, с двусторонними швами, в — накладками и односторонними
швами, г — то же, с двусторонними сварными швами. Дуговая ванная сварка выпусков арматурных стержнейАрматурные стержни железобетонных конструкций сваривают не путем последовательного наложения шва, а за счет создания между торцами стыкуемых стержней ванны жидкого металла. В образовавшейся ванне расплавляются концы стержней, и наплавленный металл, соединяясь с основным, образует сварной шов. При плавлении электрода между торцами стыкуемых стержней металл в ванне сохраняется в течение всего процесса сварки в жидком состоянии благодаря электрической дуге. В качестве форм, удерживающих расплавленный металл, служат стальные подкладки, остающиеся на соединениях после сварки, а также съемные медные и графитовые или керамические формы. Ванную сварку ведут одним или несколькими электродами. Одноэлектродную сварку используют для соединения стержней диаметром 20 … 30 мм; ее выполняют в стальных штампованных формах. При большем диаметре стержней применяют многоэлектродную ванную сварку гребенкой электродов, с помощью которых создается непрерывная и стабильная дуга, быстро заполняется зазор между арматурными стержнями расплавленным металлом. Для сварки вертикальных стержней используют стальные воронки. Ванно-шовная сварка является разновидностью ванной сварки и в отличие от нее выполняется на подкладках. Процесс сварки сначала протекает так же, как при ванной сварке, а после достижения расплавленным металлом в ванне уровня верхней грани стержней заваривают фланговые швы, затем усиливают стыковой шов. |
Управление недвижимостью: сдача в аренду, работа с арендаторами и поставщиками услуг.
Технический надзор за подрядчиками (мастерами, специалистами), ведение документации.
2007-2021 © remstroyinfo.ru
При цитировании материалов в сети обратная ссылка строго обязательна
Фитинги для стыковой сварки, а также фитинги для сварки враструб и резьбовые / резьбовые соединения
Фитинги для стыковой сварки общие
Трубный фитинг — это деталь, используемая в системе трубопроводов для изменения направления, разветвления или изменения диаметра трубы, и которая механически присоединяется к системе. Существует много различных типов фитингов, и они одинаковы во всех размерах и исполнении, что и трубы.
Фитинги делятся на три группы:
- Фитинги под сварку встык (BW), размеры, допуски на размеры и т. Д. Определены в ASME B16.9 стандартов. Легкие, устойчивые к коррозии фитинги изготавливаются по MSS SP43.
- Фитинги для сварки внахлест (SW) Классы 3000, 6000, 9000 определены в стандартах ASME B16.11.
- Резьбовые (THD), резьбовые фитинги Классы 2000, 3000, 6000 определены в стандартах ASME B16.11.
Стандартные фитинги для стыковой сварки
Колено 90град. LR
Колено 45град. LR
Колено 90град. SR
Колено 180град. LR
Колено 180град. SR
Тройник EQ
Тройник переходной
Редуктор концентрический
Редуктор эксцентрический
Заглушка
Заглушка ASME B16.9
Заглушка MSS SP43
Применение фитингов под сварку
Система трубопроводов, в которой используются фитинги под сварку встык, имеет множество неотъемлемых преимуществ по сравнению с другими формами.
- Приваривание фитинга к трубе означает его постоянную герметичность
- Сплошная металлическая конструкция, образованная между трубой и фитингом, увеличивает прочность системы
- Гладкая внутренняя поверхность и постепенное изменение направления уменьшают потери давления и турбулентность и сводят к минимуму воздействие коррозии и эрозии
- Сварная система занимает минимум места
Концы со скошенной кромкой
Концы всех фитингов под сварку имеют фаску, превышающую толщину стенки на 4 мм для аустенитной нержавеющей стали или 5 мм для ферритной нержавеющей стали.Форма скоса зависит от фактической толщины стенки. Эти скошенные концы необходимы для выполнения «стыкового шва».
ASME B16.25 охватывает подготовку концов под приварку компонентов трубопроводов к соединению в систему трубопроводов с помощью сварки. Он включает требования к сварке фасок, внешнему и внутреннему формованию толстостенных компонентов и подготовке внутренних концов (включая размеры и допуски на размеры). Эти требования к подготовке кромок сварного шва также включены в стандарты ASME (например,g., B16.9, B16.5, B16.34).
Материалы и характеристики
Наиболее распространенными материалами, используемыми в производстве фитингов, являются углеродистая сталь, нержавеющая сталь, чугун, алюминий, медь, стекло, резина, различные типы пластмасс и т. Д.
Кроме того, фитинги, такие как трубы, для определенных целей иногда внутренне снабжены слоями материалов совершенно другого качества, чем сами фитинги, которые представляют собой «облицованные фитинги».
Материал фитинга в основном устанавливается при выборе трубы, в большинстве случаев фитинг состоит из того же материала, что и труба.
Качественные фитинги для стыковой сварки от Wellgrow Industries
Мы занимаемся производством широкого спектра фитингов для сварки, фитингов из нержавеющей стали, стальных фитингов, фитингов для труб, фитингов для стальных труб, фитингов из нержавеющей стали, фитингов для стыковой сварки, фитингов из углеродистой стали, фитингов для труб из нержавеющей стали, все сварные встык, в том числе с длинным радиусом. Колено 90 градусов, короткий радиус 90 колено, очень длинный радиус 90 колено трубы, длинный радиус 45 градусов колено, короткий радиус 45 колено, сверхдлинное радиусное колено 45, длинный радиус 180 колено (трубное колено), короткий радиус 180 колено трубы (180 возврат Колено), удлиненный колено на 180 (возврат на 180), равный тройник, переходной тройник, тройник с Y-образным ответвлением, крестовина, переходная крестовина, эксцентриковый переходник, концентрический переходник, заглушка для соединения внахлест и заглушка из нержавеющей стали и углеродистой стали .
Мы используем фитинги для сварки, фитинги из нержавеющей стали, стальные фитинги, фитинги для труб, фитинги для стальных труб, фитинги из нержавеющей стали, фитинги для стыковой сварки, фитинги из углеродистой стали, фитинги для труб из нержавеющей стали, стыковые сварные швы с различными техническими характеристиками, которые используются в водоснабжении. трубопроводы, промышленные трубопроводы пищевой промышленности, нефтяная промышленность, химическая промышленность, нефтяная промышленность и в различных других системах трубопроводов перекачки жидкости. Наши сварные фитинги из нержавеющей и углеродистой стали, фитинги из нержавеющей стали, стальные фитинги, фитинги для труб, фитинги для стальных труб, фитинги из нержавеющей стали, фитинги для стыковой сварки, фитинги из углеродистой стали, фитинги для труб из нержавеющей стали, стыковые сварные швы тщательно анализируются в соответствии со строжайшим качеством и контроль безопасности от выбора сырья, механической обработки, термообработки и упаковки.Строгий контроль качества и тестирование проводятся на каждом этапе производства, чтобы гарантировать только лучшие продукты. Таким образом, наши фитинги для сварки, фитинги из нержавеющей стали, стальные фитинги, фитинги для труб, фитинги для стальных труб, фитинги из нержавеющей стали, фитинги для стыковой сварки, фитинги из углеродистой стали, фитинги для труб из нержавеющей стали, стыковые сварные швы популярны благодаря своей точности размеров, высокой прочности, длительному сроку службы. , герметичность, коррозионная стойкость.
Наш ассортимент фитингов ANSI BW — бесшовные от 1/2 дюйма (15NB) до 80 дюймов (2000 NB), сварные от 1/2 дюйма (15NB) до 80 дюймов (2000 NB) для системы трубопроводов.Диапазон расписания включает в себя расписание от 5S до расписания 160 и расписание XXS. Основное внимание уделяется стандартным сортам углеродистой стали, нержавеющей стали 304, 304L, 316, 316L, 304 / 304L, 316 / 316L, DIN 1.4301, DIN 1.4306, DIN 1.4401, DIN 1.4404, DIN 1.0405, а также Duplex SAF2205, доступному с 1 От / 2 «до 12» трубопровода.
Мы являемся производителем нержавеющей стали, производителем углеродистой стали, производителем фитингов, производителем фитингов, производителем на Тайване, поставщиком на Тайване и заводом на Тайване, потому что мы производим на Тайване наши фитинги для сварки, фитинги из нержавеющей стали, стальные фитинги, фитинги для труб, фитинги для стальных труб, нержавеющая сталь. Стальные фитинги, фитинги для стыковой сварки, фитинги из углеродистой стали, фитинги для труб из нержавеющей стали, стыковые сварные швы, которые производятся на Тайване.Добро пожаловать на покупку нашей трубопроводной арматуры на Тайване.
Мы также являемся производителем в Китае, поставщиком в Китае, заводом в Китае, оптовой торговлей в Китае и экспортером в Китае, потому что мы производим в Китае наши фитинги для сварки, фитинги из нержавеющей стали, стальные фитинги, фитинги для труб, фитинги для стальных труб, фитинги из нержавеющей стали, фитинги для стыковой сварки, углерод Стальные фитинги, фитинги для труб из нержавеющей стали, сварка встык, тоже производятся в Китае. Также добро пожаловать на покупку от
Стандартная спецификация:
Бесшовные фитинги для стыковой сварки из нержавеющей стали и сварные фитинги для стыковой сварки нержавеющей стали в соответствии с ASME / ASTM SA / A403 SA / A 774 WP-S, WP-W, WP-WX, 304, 304L, 316, 316L, 304 / 304L или 316 / 316L, DIN 1.4301, DIN1.4306, DIN 1.4401, DIN 1.4404, ANSI B16.9, ANSI B16.28, MSS-SP-43, тип A, MSS-SP-43, тип B, JIS B2312, JIS B2313, холодная штамповка, отжиг и закалка , скошенные концы по ANSI B16.25, твердость по NACE MR0175 — последняя редакция, IC по ASTM A262E и проверено PMI, сертификат по EN 10204 / 3.1.Бесшовные фитинги для стыковой сварки из углеродистой стали и сварные фитинги для стыковой сварки углеродистой стали по ASME / ASTM SA / A234 WPB, DIN 1.0405, ANSI B16.9, ANSI B16.28, JIS B2312, JIS B2313, отожженные и закаленные, концы со скошенными кромками в соответствии с ANSI B16.25, твердость по NACE MR0175 — последнее издание, IC по ASTM A262E и проверено PMI, сертификат по EN10204 / 3.1.
Фитинги — унифицированные сплавы
Программа запасов
- Диапазон размеров | 1/4 ″ — 36 ″ NPS (большие размеры доступны по запросу)
- Классы | 150, 3000, 6000 *
- Спецификации сварных швов | 10, 10s, 40, 40s, 80, 80s, 120, 160 (толщина стенки нестандартной толщины доступна по запросу)
- Механические марки | Виктаулич, Тикай.
- Марки нержавеющей стали | 304, 304L, 316, 316L, 317L, 321, 347 *
- Специальные сплавы | 2205, 254SMo, монель, инконель *
- Хром-молибден | P5, P9, P11, P22, P91 *
- Стандарты | ASTM / ASME
* -Не все классы, доступные классы перечислены или полностью управляемы
Общая информацияТрубный фитинг используется для изменения направления, разветвления или соединения трубопроводной системы.Существует много различных типов фитингов, и они производятся в тех же размерах, графиках (стеновые) и из материалов, что и трубы. Общие типы конфигураций фитингов можно разделить на три основные группы; Под сварку встык, резьбу (резьбу) и раструб.
Типы фитинговФитинги для стыковой сварки
Колено
Стандартные отводы для стыковой сварки бывают трех основных радиусов: 90 °, 45 ° и 180 °. При запросе колена стандартным стандартом по умолчанию является «Длинный радиус», но они также могут поставляться с «Коротким радиусом».Термины «Длинный радиус» и «Короткий радиус» важно понимать. «Большой радиус» означает, что расстояние от центра до конца в полтора раза превышает номинальный размер трубы. «Короткий радиус» означает, что расстояние от центра до конца равно номинальному размеру трубы. Обратный отвод на 180 градусов обычно не имеется в наличии, и, как правило, его необходимо производить по запросу.
Тройники (стандартные и переходные)
Основное назначение тройника — это ответвление от трубопровода (или участка).Ветвь может быть того же размера, что и серия, или может быть на один или несколько размеров меньше, чем серия.
Размеры тройников вы должны найти в таблице примерки. Для прямых тройников размер от центра до конца обоих концов и ответвления одинаков. Для переходного тройника расстояние от центра до конца ответвления отличается от такового у участка.
Редукторы (концентрические и эксцентрические)
Переходник — это фитинг, используемый для изменения размера линии на один или несколько меньших (или больших) размеров.Существует две распространенных версии редукторов для трубопроводов. Существуют концентрические редукторы, в которых центральная линия входа и выхода совпадает. У эксцентрикового редуктора одна сторона плоская. Концентрические редукторы используются в основном в ситуациях, когда редуктор находится на вертикальном участке трубы. Эксцентриковые переходники используются на горизонтальных участках трубопровода.
Колпачки
Приварная крышка — это фитинг, используемый для закрытия конца трубы, в которой закрытый конец обычно имеет полуэллиптическую форму, если он не сделан из сплошного стержня.
Фитинги с резьбой (резьбой) и приварной втулкой
Фитинги с резьбой и под приварку раструба используются для труб малого диаметра размером 2 дюйма и меньше. Большинство резьбовых фитингов будут иметь внутреннюю (внутреннюю) резьбу согласно NPT (национальная трубная резьба). Исключением будут обжимки, заглушки и уличные колена, где они будут иметь наружную (внешнюю) резьбу. Фитинги для сварки враструб имеют глубокое гнездо, в которое труба скользит и выравнивается. Затем выполняется сварка внешней поверхности трубы и фитинга.
Резьбовые фитинги и фитинги для сварки муфт указаны в соответствии с классом давления, в котором обычно используются нержавеющие стали, — это классы 150 #, 3000 # и 6000 #. Литые (150 #) фитинги обычно используются для подачи воздуха и воды при низкой температуре и давлении, тогда как кованые (3000 #, 6000 #) фитинги обычно используются для более высоких давлений и температур, а также для более сложных сред.
Общие конфигурации
Колено : существует колено на 90 ° и 45 °, в котором, в отличие от фитингов под приварку встык, нет вариантов с длинным или коротким радиусом; они поступают такими, какие они есть, и не могут быть «обрезаны», чтобы учесть различные варианты углов.
Тройники: Тройники с резьбой и втулкой используются для изготовления ответвлений. Они бывают прямого и небольшого размера.
Обжимные прессы: Обжимные прессы для болтов и сварных раструбов бывают концентрической и эксцентрической формы.
Заглушки и заглушки: Заглушки и заглушки предназначены для закрытия конца трубы или фитинга.
Ниппели: Ниппель — это название, данное короткому отрезку трубы. Это не совсем то, что нужно в том же контексте, что и локоть или футболка.Ниппели вырезаются из трубы и могут быть приобретены стандартной длины до 12 дюймов.
Unions: Union — это соединение, которое может быть отключено / повторно подключено, что может быть полезно в тех случаях, когда эта функция желательна.
Выпускная арматура:
Способ выполнения ответвлений на трубе и резервуарах — использование выпускного фитинга. Основной особенностью типичного выпускного фитинга является конструкция застроенного основания, которая устраняет необходимость в любой другой форме армирования ответвлений.Основание стандартного отвода под сварку имеет седловидную форму, чтобы соответствовать разводной трубе.
Вы указываете фитинг по размеру прогона (заголовка), а затем по размеру ответвления. Размер коллектора, как правило, больше (пример: 12 ″ x 2 ”Sch 40s на выходе под сварку A / SA182-F316 / 316L). Выпускная арматура изготавливается с основанием, которое покрывает ряд размеров коллектора.
Отвод под приварку — Выпускной конец фитинга скошен, поэтому его можно установить для стыковой сварки на трубе или другом фитинге.Отвод под сварку
Выходная резьба — Выходной конец имеет резьбу, соответствующую обычной конической трубной резьбе присоединяемой трубы или оборудования. Размеры резьбового выхода обычно ограничиваются трубами малого диаметра (2 дюйма и меньше).
Sock-O-Let — Выпускное отверстие имеет муфту, подходящую для соединения с фитингами, приваренными муфтой, и трубой. Размеры розеток обычно ограничиваются маленькими (2 дюйма и меньше).
Боковой выпускной патрубок — Боковой выпускной патрубок находится на спускной трубе под углом 45 ° и может поставляться с выходным концом под сварку встык, резьбой или раструбом.
Выпускной патрубок — Выпускной патрубок предназначен для установки на задней стороне отвода с большим радиусом 90 ° и может поставляться с выпускным концом под сварку встык, резьбой или раструбом.
Ниппеля выпускному — розетка соска является фитингом, который имеет усиленное основание для крепления к трубе, а затем выполнения имеет короткое расширение трубы с резьбой или простым выпускным концом.
Типы и характеристики фитингов для стыковой сварки
Приварка встык — это соединение концов труб и фитингов методом стыковой сварки.Также известны сварные фитинги для труб. Он имеет скошенные или плоские концы, размеры обычно от 3/4 » до 24 ». Изготовлено в соответствии с ASME B16.9. Материал из углеродистой, легированной и нержавеющей стали.
В отличие от фитингов для сварки внахлест размером ниже NPS 2 дюйма, размер фитингов для стыковой сварки может достигать определенного диапазона, вы обнаружите, что фитинги для стыковой сварки имеют размер от 1/2 до 72 дюймов.
Типы фитингов для стыковой сварки
В зависимости от использования и функций, фитинги для стыковой сварки включают колено, тройник, переходник, колпачок и заглушку для соединения внахлест.
Диапазон от типов материалов, включая фитинги для стыковой сварки из углеродистой стали, фитинги для стыковой сварки из легированной и нержавеющей стали.
Отвод для стыковой сварки
Отвод для стыковой сварки предназначен для изменения направления жидкости в системе трубопроводов. Он имеет тип с длинным радиусом (LR) и с коротким радиусом (SR) и имеет различные степени покрытия: 45 градусов, 90 градусов и 180 градусов.
Колено шириной 45 градусов
Колено шириной 90 градусов
Колено шириной 18 градусов
Например, описание:
Колено, ширина ширины, 45 градусов, LR, NPS 6, SCH 40.Обозначает колено для стыкового сварного шва, угол 45 градусов, длину, длинный радиус (1,5 x диаметр), толщину в Приложении 40.
Описание как:
Колено, BW, 90 градусов, SR, NPS 8, SCH80. Обозначает отвод для стыковой сварки, направление потока 90 градусов, длина по короткому радиусу (1 x диаметр).
Колено более 90 градусов, мы называем это стальным изгибом. Как LR / SR изгиб на 180 градусов.
Как мы уже говорили выше, размеры колена для стыковой сварки могут быть указаны как диаметр (в NPS) и толщина в соответствии с ANSI B16.9, длина в LR или SR.
Тройник под сварку встык
Тройник под сварку встык (равный тройник и переходной тройник) имеет ответвление под углом 90 градусов и прямую трубу, которая обеспечивает соединение для установки другого устройства для трубопроводных систем.
Тройник для стыковой сварки
Переходной тройник для стыковой сварки
Переходной тройник для стыковой сварки
Такая же структура Т-образной формы, но размер ответвления на 90 градусов меньше диаметра прямой трубка.Поэтому необходимо установить трубу или фитинги меньшего размера.
Редуктор для стыковой сварки
Редуктор для стыковой сварки может регулировать расход и скорость. Один конец приварен к трубе большого диаметра, а другой конец — к трубе меньшего диаметра. Он имеет два типа:
,, , концентрический, и эксцентрический, .
Материалы фитингов для стыковой сварки углеродистой стали
Углеродистые фитинги для стыковой сварки включают следующие стандарты и марки:
ASTM A234 WPB (наиболее распространенный)
ASTM A234 WPC (более высокий, чем WPB)
MSS-SP-75 WPHY- 42/46/52/56/60/65/70
Материалы сварных трубных фитингов из легированной стали
Стандарты и классы:
ASTM A234 WP1, WP5, WP9, WP11, WP22, WP91 и т. Д.
Фитинги для стыковой сварки из нержавеющей стали
Стандарты и классы:
ASTM A403, ASTM A312, WP304 / 304L / 316 / 316L и т. Д.
Фитинги для сварных труб из нержавеющей стали в основном малой толщины, такие как SCH 10, SCH 10S , SCH 20, SCH 20S, так как это будет преимуществом по стоимости для материала из нержавеющей стали.
Размеры для стыковой сварки
Трубные фитинги, приваренные встык Размеры соответствуют стандартам ANSI B36.10 и B36.19.
Диапазон диаметров: 1 ″, 2 ″, 3 ″, 4 ″, 6 ″, 8 ″ и максимум 72 ″.
Диапазон толщины: Таблица 10, Таблица 40, Таблица 80, XS, XXS и SCH 160
В случае использования монтажных размеров фитингов, приваренных встык, это будет включать диаметр в NPS и толщину в спецификации.
Преимущества фитингов для стыковой сварки
Сплошная металлическая конструкция увеличивает прочность системы трубопроводов.
• Различные варианты поворота и простота сварки.
• Сварка встык экономит больше, чем сварка раструбом или резьба.
• Допускается тонкая толщина, например SCH 10 или SCH 10S.
• Совместимость с размерами от 1/4 дюйма до 24 дюймов и до 72 дюймов.
Octal поставляет фитинги для стыковой сварки по конкурентоспособной цене и срочно доставкой.
Стандарт материалов ASTM A234 WPB, WP5, WP9, WP11, WP22. Размеры до 48 дюймов.
Сопутствующие товары
Тройник для стальной трубы
Колено для стальной трубы
Заглушка для стальной трубы
Фитинги под приварную муфту
Стальные переходники
05 9000 Вам от VNE Stainless
| Фитинги под сварку используются на стационарных установках, где технологические трубопроводы и оборудование можно очистить на месте (CIP) и не удалять из системы.Наши фитинги предлагаются с номинальными размерами трубок от 1 / 2˝ до 8˝ из материалов T304 и T316L. Равномерная толщина стенки для размеров от 1/2 до 3 дюймов от 0,065 (16 га). Для размера 4˝ толщина стенки составляет 0,083 (14 га), 6˝ и 8˝ .109 (12 га) VNE предлагает фитинги с полированным внутренним и внешним диаметром для немедленной отправки. Возможен заказ других полированных комбинаций. Наши продукты соответствуют всем требованиям 3A. |
Технические характеристики…. | Характеристики для заказа …. | ||
Диапазон размеров: | Внешний диаметр от 1/2 до 8 дюймов | Укажите: | • Кол. Акций |
Материалы: | Т304 | ||
Отделка: | №7 — ID и OD № 5 — только OD № 3 — только ID №1 — нешлифованный | ||
Ограниченная гарантия ….
На продукциюVNE Corporation дается гарантия на отсутствие дефектов материалов и изготовления в течение одного года с даты отгрузки. Любой продукт, который окажется дефектным, должен быть отремонтирован или заменен по усмотрению компании VNE при условии, что он использовался в соответствии с рекомендациями и в строгом соответствии с признанной практикой трубопроводов и не подвергался чрезвычайному обслуживанию, например, в условиях сильной коррозии. или абразивные условия.
VNE не дает никаких гарантий, явных или подразумеваемых, кроме перечисленных выше.
VNE не несет ответственности за любой косвенный, косвенный, случайный или условный ущерб.
Фитинги для сварки внахлест из нержавеющей стали
Фитинги для сварки внахлестиз нержавеющей стали являются членами семейства трубопроводных фитингов высокого давления, которые доступны в классах 3000 фунтов, 6000 фунтов и 9000 фунтов. Они используются в областях, где трубопроводы постоянные, и предназначены для обеспечения хороших характеристик потока.Обычно в сочетании с трубами ASME доступны в том же диапазоне размеров.
Мы производим арматуру из кованой стали в соответствии со стандартом ASME B16.11. Стандарт B16.11 охватывает номинальные значения давления и температуры, размеры, допуски, маркировку и требования к материалам для кованой углеродистой и легированной нержавеющей стали. Требования к химическим и механическим свойствам соответствуют ASTM A105, A182 или A350.
Стандарт для фитингов из нержавеющей стали для сварки враструб
Кованый материал из нержавеющей стали соответствует ASTM A182
Размеры фитингов из кованой стали соответствуют ASME B16.11
Фитинги для сварки внахлест соответствуют ASME B16.11
Кованое соединение под приварную муфту соответствует MSS SP-83
Выходы из нержавеющей стали соответствуют MSS SP-97
Кованые вставки из нержавеющей стали для сварки враструб, соответствующие MSS SP-79
| Размер | 1/8 ″, 1/4 ″, 3/8 ″, 1/2 ″, 3/4 ″, 1 ″, 1 1/4 ″, 1 1/2 ″, 2 ″, 2 1/2 ″, 3 ″, 4 ″ |
| Марка | F304 / 304L / 304H / 316 / 316L / 317 / 317L / 321/310/347 / 904L |
| Тип | Колено, тройник, штуцер, крестовина, муфта, колпачок, вставка. |
Фитинги для сварки внахлест
Колено под сварку с враструб из нержавеющей стали
Отвод для сварки внахлест может изменять направление потока трубы на 45 и 90 градусов. Подготовка труб под сварку под фаску не требуется. Они выполняют ту же функцию с резьбовыми соединениями.
Муфта для сварки враструб из нержавеющей стали
Муфта, приварная внахлест, предназначена для соединения трубы с углубленной областью клапанов, фитингов и фланцев. Полное соединение обычно используется для соединения трубы с трубой или ниппелем, тогда как полумуфта представляет собой комбинацию условий.Мы можем соединить один конец сваркой, а другую сторону сваркой муфтой. Они доступны в различных размерах, толщине, номинальном давлении в соответствии с требованиями заказчика.
SS Крест под сварку с враструб
Крестовина для сварки внахлест может создавать ответвление на 90 градусов от основного участка трубы. Используется для изменения направления линии в системе трубопроводов.
Тройник для сварки внахлест из нержавеющей стали
Тройники для сварки внахлест в основном формируются путем штамповки круглой стали или слитков, а затем обрабатываются в качестве аксессуаров для соединения трубопроводов высокого давления.Если диаметр ответвления такой же, как у отводной трубы, мы называем его SW равным тройником. В противном случае это переходной тройник для сварки внахлест.
SS Заглушка для сварки внахлест
Заглушка для сварки внахлест предназначена для вставки трубы в заглушку и приваривания для герметизации конца трубы. Та же функция, что и резьбовая заглушка и глухой фланец.
Переходные вставки для сварки внахлест
Переходные вставки для сварки внахлест соответствуют стандарту MSS SP-79. Они могут быстро и экономично выполнить любую комбинацию сокращений трубопроводов.
Разница между нержавеющей сталью и оцинкованной сталью
Нержавеющая сталь с расплавленным хромом.Этот хромий делает его устойчивым к ржавчине в течение длительного времени.
Оцинкованная сталь имеет цинковое покрытие только на поверхности. Оцинковка бывает как горячей, так и холодной. Горячим способом погружают деталь в расплавленный цинк. Холодное цинкование обычно проводится в полевых условиях. Холодное цинкование похоже на покраску.
Если сравнивать стоимость, то оцинкованная сталь дешевле нержавейки. Но служебный лифт не такой длинный, как нержавеющая сталь.
Фитинги для сварки враструб из нержавеющей сталиVS литые фитинги
Кованые фитинги для сварки враструб из нержавеющей стали более прочны, чем литые.
Литье — это процесс, при котором металл нагревают до расплавления. Находясь в расплавленном или жидком состоянии, его выливают в форму или сосуд для придания желаемой формы.
Ковка — это приложение термической и механической энергии к стальным заготовкам или слиткам для изменения формы материала в твердом состоянии. Этот процесс изменяет зернистость стали, делая ее механически прочнее и надежнее с высокой ударопрочностью. . Кованая сталь также обладает высокой износостойкостью из-за более плотной зернистой структуры стали.
В чем разница между сваркой с враструб и стыковой сваркой?
Когда трубы вставляются в фитинги для сварки муфт, а затем их сваривают. Таким образом, внутренний диаметр фитингов SW немного больше внешнего диаметра трубы. Стыковая сварка намного сложнее, и сварщик должен обладать хорошими техническими навыками. Обычно трубы привариваются к трубам, стыковым соединениям или фланцам. В этом случае нет права на ошибку.
Что такое фитинги для стыковой сварки?
Дата : 05, 2016 Категории : Новости рынка / Просмотры новостей : 4291 просмотр
Фитинг для стыковой сварки — это фитинг, имеющий соединительный конец для стыковой сварки.
Фитинги для стыковой сварки используются для соединения с трубами или фитингами того же размера и того же графика. Концы для стыковой сварки. Концы фитингов для стыковой сварки представляют собой гладкие или скошенные концы. Обычно фитинги для стыковой сварки включают колена, тройники. , переходники, заглушки, лопасти, заглушки, крестовины, отводы горячие индукционные.
(Применение и преимущества фитингов для стыковой сварки)
Фитинги под приварку
СТАНДАРТ
В стандарте ASME / ANSI технические требования к фитингам для стыковой сварки указаны в стандарте ASME / ANSI B16.9, включая все типы фитингов для труб. В стандарте En это стандарт EN10253 для фитингов для стыковой сварки. В стандарте JIS, DIN, ГОСТ разные типы фитингов для стыковой сварки имеют разные стандартные номера. Например, JIS B2311 , B2312, B2313 или ГОСТ 17373, ГОСТ 17375, ГОСТ 17376, ГОСТ 17378 и т. Д. Существуют также некоторые другие стандарты на фитинги для стыковой сварки, например: MSS SP-43, MSS SP-75, ASME B16.49.
МАТЕРИАЛ
Фитинги для стыковой сварки могут быть цельнотянутыми или приварными.Фитинг для стыковой сварки бесшовных означает, что при производстве на корпусе фитинга нет сварного шва, он обычно изготавливается из бесшовных стальных труб. Сварной фитинг для стыковой сварки означает наличие сварного шва на корпусе фитинга при изготовлении. Как правило, его изготавливают из сварных труб или гнутых стальных листов. Обычно фитинги для стыковой сварки номинальным размером более 26 дюймов представляют собой сварные фитинги для стыковой сварки, а более мелкие фитинги для стыковой сварки — бесшовные.