Стыковая сварка полиэтиленовых труб — технология, аппараты
Содержание
- 1 Стыковая сварка полиэтиленовых труб
- 1.1 Преимущества
- 2 Аппараты для стыковой сварки
Стыковая сварка полиэтиленовых труб – прогрессивная технология, позволяющая легко монтировать из полиэтиленовых труб трубопроводы практически любой степени сложности.В этой статье мы рассмотрим технологию стыковой сварки полиэтиленовых труб и аппараты, которые используются для соединения полиэтиленовых труб встык.
Аппарат соединяющий полиэтиленовые трубы в стык
Стыковая сварка полиэтиленовых труб
Технология стыковой сварки
Стыковая сварка использует принцип оплавления концов полиэтиленовых труб и последующего их соединения. В результате происходит взаимопроникновение материала обеих труб и они соединяются в единую конструкцию.
Сварка полиэтиленовых труб встык проводится так:
- Торцы заготовок очищаются и торцуются, чтобы соединение было как можно более полным и качественным.

- При необходимости торцы обезжириваются;
- Соединяемые заготовки позиционируются и закрепляются в специальных зажимах – ими оснащен аппарат для сварки;
- После завершения подготовительных работ подводится нагревательный элемент и торцы нагреваются под давлением;
- Далее нагрев продолжается для полного и равномерного распространения тепла и качественного расплавления необходимых участков;
- По прошествии необходимого количества времени нагревательный аппарат извлекается из пространства между торцами – это необходимо делать как можно быстрее и аккуратнее;
- Нагретые концы сжимаются вместе и соединение оставляется под давлением до полного остывания.

На этом процесс стыковой сварки заканчивается. В результате должен получиться симметричный, равномерный шов. Если он не является таковым – при монтаже были допущены ошибки.
Технология стыковой сварки подразумевает соблюдение регламентированных значений для всех вышеописанных этапов.
Значения приводятся в инструкциях к сварочным аппаратам. Опытные специалисты часто помнят значения для самых ходовых диаметров наизусть, однако наличие при себе у сварщика таких таблиц – признак профессионализма.
Надежное и красивое соединение пластиковых труб
Преимущества
Технология стыковой сварки позволяет:
- Избавиться от тяжелой техники и большого количества людей – для соединения нужен аппарат и максимум два человека;
- Снизить энергозатраты – монтаж такого трубопровода намного быстрее и легче, чем монтаж стального трубопровода. Особенно это актуально для длинномерных труб – в этом случае необходимость выполнения сварочных швов сокращается в 50-100 раз.
- Как следствие из предыдущих пунктов – сокращается цена трубопровода в целом.
Ограничения технологии
Несмотря на простоту технологии сварки полиэтиленовых труб встык, существуют некоторые ограничения:
- Заготовки должны иметь одинаковую толщину стенок и марку пластика;
- Стыковая сварка в стесненных условиях затруднена;
- Необходима возможность перемещения как минимум одной из труб;
Последние два ограничения легко обходятся использованием электромуфтовой сварки.
Аппараты для стыковой сварки
Принцип работы аппарата для стыковой сварки заключается в том, что нагревательный элемент круглой формы нагревает торцы заготовок до частичного расплавления. Вспомогательные элементы конструкции аппарата обеспечивают плотное сжатие торцов труб и удерживание их до окончательного остывания.
Аппарат состоит из следующих частей:
- Нагревательный элемент для торцов труб;
- Центрирующий механизм, оснащенный гидравлическим или механическим приводом;
- Устройство для торцевания труб;
- И ряд других, не столь значительных элементов.
Ассортимент аппаратов для сварки труб встык достаточно широк, и вы можете приобрести аппараты для различных задач в области стыковой сварки – как сравнительно компактный аппарат для ручной сварки, так и довольно крупные агрегаты для стыкового соединения труб большого радиуса.
Заключение
Мы рассмотрели технологию сварки полиэтиленовых труб встык и аппарат, используемый для этого. Надеемся, что эта информация поможет вам правильно понять основной принцип технологии.
Надеемся, что эта информация поможет вам правильно понять основной принцип технологии.
Услуги. Сварка полиэтиленовых трубопроводов.
вернуться к списку
Наша компания производит сварку и монтаж исключительно полиэтиленовых материалов, которые воплощают аккуратность и качество исполнения, заранее проработанный план поможет получить высокие результаты. Процесс сварки полиэтиленовых труб осуществляется на качественном импортном оборудовании квалифицированными специалистами.
Для компании важен каждый клиент, поэтому мы стараемся найти индивидуальный подход для каждого, свидетельством чего являются деловые партнеры компании.
Так же хотим предложить Вашему вниманию технологии сварки полиэтиленового трубопровода, встык и с помощью электросварных фитингов, да бы Вы смогли сами решить, какой способ сварки трубопровода приемлем для Вас, при возникновении уточняющих вопросов, мы всегда готовы оказать профессиональную помощь, и ответить на них.
1. ТЕХНОЛОГИЯ СОЕДИНЕНИЯ ПОЛИЭТИЛЕНОВЫХ ТРУБ ЭЛЕКТРОСВАРНЫМИ ФИТИНГАМИ
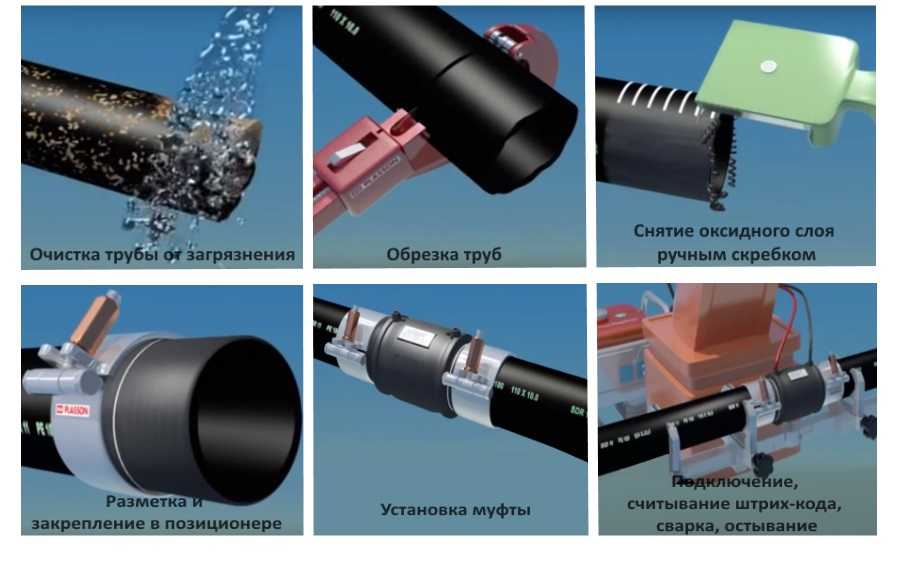
Процесс сварки труб с помощью закладных электросварных фитингов производится в следующей последовательности выполнения технологических процессов.
Перед началом сварочных работ концы соединяемых полиэтиленовых труб должны быть зачищены и обезжирены.
Процесс сварки полиэтиленовой трубы будет завершен, после того когда расплавленный полиэтилен выступил из контрольных отверстий фитинга. Охлаждение свариваемого участка происходит естественным образом до полной неподвижности.
ПРЕИМУЩЕСТВА СВАРКИ ПОЛИЭТИЛЕНОВЫХ ТРУБ И ЭЛЕКТРОСВАРНЫХ ФИТИНГОВ
Главным преимуществом электросварного муфтового соединения полиэтиленовых труб является высокая скорость проведения монтажных работ, а так же достаточно небольшое пространство для выполнения работ по сравнению с монтажными работами аналогичных металлических конструкций.
Преимущества сварки полиэтиленовых труб и электросварных фитингов.
Главным преимуществом электросварного муфтового соединения полиэтиленовых труб является высокая скорость проведения монтажных работ, а так же достаточно небольшое пространство для выполнения работ по сравнению с монтажными работами аналогичных металлических конструкций.
2. ТЕХНОЛОГИЯ СОЕДИНЕНИЯ ПОЛИЭТИЛЕНОВЫХ ТРУБ МЕТОДОМ СТЫКОВОЙ СВАРКИ
Предполагаемый участок сварки размещается и устанавливается в сварочное оборудование. Сварка полиэтиленовых труб встык заключается в нагреве торцов свариваемых труб до вязко-текучего состояния полиэтилена в результате соприкосновения с нагревателем и последующим соединением торцов под давлением после удаления нагревателя. При плавлении происходит образование первичного грата. В течении свариваемого процесса образуется окончательный грат и молекулярные связи которые обеспечивают однородное соединение. Заключительным этапом является процесс охлаждения, где происходит процесс охлаждения, где происходит осадка стыка и стык приобретает максимальную прочность.
ПРЕИМУЩЕСТВА СОЕДИНЕНИЯ ПОЛИЭТИЛЕНОВЫХ ТРУБ МЕТОДОМ СТЫКОВОЙ СВАРКИ
Основным преимуществом сварки полиэтиленовых труб встык является исключение человеческого фактора и тем самым обеспечение стабильно высокого качества сварки. Так же не маловажный факт подтверждения преимущества стыковой сварки стоит отметить автоматический контроль (время работы, свариваемые трубы и т.д.) всего процесса сварки и предоставления письменного отчета на каждый сваренный стык.
Из вышеперечисленных фактов можно сделать заключение о том, что при современных темпах строительства жилых площадей важную роль играет качества и быстрота монтажных работ по прокладки водопроводных и канализационных сетей.
Прайс-лист на сварку полиэтиленовых трубопроводов
Проверка стыковых сварных швов ПЭВП
- Главная
- Проверка стыковых сварных швов ПЭВП
Проверка стыковых сварных швов из полиэтилена высокой плотности
Сварка труб из полиэтилена высокой плотности или полиэтилена высокой плотности отличается от обычной сварки так, как вы можете себе представить. Стыковая сварка ПНД может быть еще более разнообразной. Стыковая сварка ПЭВП включает в себя сплавление плоских поверхностей с использованием горячих пластин и обычно используется для таких компонентов, как трубы, трубки или фитинги из ПЭВП. Однако этот метод сварки может создавать проблемы, такие как дефекты сварки или потеря прочности конструкции. Таким образом, проверка для оценки качества сварного шва становится необходимой.
Стыковая сварка ПНД может быть еще более разнообразной. Стыковая сварка ПЭВП включает в себя сплавление плоских поверхностей с использованием горячих пластин и обычно используется для таких компонентов, как трубы, трубки или фитинги из ПЭВП. Однако этот метод сварки может создавать проблемы, такие как дефекты сварки или потеря прочности конструкции. Таким образом, проверка для оценки качества сварного шва становится необходимой.
Хотя существует множество способов проверки стыковых сварных швов из ПЭВП, одним из наиболее эффективных методов неразрушающего контроля (НК) является использование ультразвуковой технологии. Однако материал HDPE имеет специфические характеристики, которые могут затруднить ультразвуковой контроль. Поэтому крайне важно внедрить надежную стратегию контроля с использованием нескольких методов ультразвукового контроля (УЗК) для выявления дефектов, присутствующих в сварном шве, и сделать это без влияния на прочность сварного шва, чтобы гарантировать, что конечный используемый компонент имеет высочайшее качество.
Механизм стыковой сварки ПЭВП
Стыковая сварка является наиболее распространенным типом процесса сварки, используемым для соединения труб из ПЭВП. Процесс включает соединение двух плоских поверхностей друг против друга. Под плоской поверхностью в трубах из ПЭВП понимаются плоские поверхности на двух концах трубы, соединенные вместе с использованием высокой температуры и экстремального давления.
В процессе нагрева конец трубы из полиэтилена высокой плотности прижимается к нагретой пластине. Как только нагретые поверхности достигают расплавленного состояния, две поверхности соединяются вместе под контролируемым давлением. Как только расплавленные части соединяются вместе, образуя соединение, процесс охлаждения происходит в течение определенного периода времени, в зависимости от размера и толщины трубы. Процессы нагрева, соединения и охлаждения имеют решающее значение для обеспечения прочности соединения и достижения гладкости и качества сварного шва.
На каждом из этих этапов стыковой сварки также существует одинаковая вероятность образования дефектов, в основном из-за таких факторов, как отсутствие давления или силы сварки, неточная температура для получения желаемого валика сварного шва, несоосность, недостаточное время охлаждения, неправильная очистка поверхности, или наличие внешних включений в материале. Возникающие в результате этих факторов дефекты могут включать:
Возникающие в результате этих факторов дефекты могут включать:
- «Холодное плавление» или частичное соединение из-за недостаточной силы сварки или температуры
- Пористость и трещины в результате недостаточной подготовки поверхности
Эти дефекты должны быть тщательно идентифицированы, если компонент HDPE используется для безопасного применения. Ультразвуковой контроль с фазированной решеткой (PAUT) является идеальным решением для контроля стыковой сварки полиэтилена высокой плотности.
Эффективный контроль стыкового сварного шва из ПЭВП
ПЭВП — это простой в использовании материал, который также обладает превосходной прочностью, коррозионной стойкостью, гибкостью и долговечностью. Это одна из причин, по которой трубы из ПЭВП заменяют традиционные системы труб из углеродистой стали в таких отраслях, как водоснабжение, нефтегазовая, геотермальная, энергетическая и многих других. Однако для правильного функционирования предприятия в этих отраслях необходимо быть уверенным в качестве сварных швов в трубах из ПНД и следить за наличием дефектов. Различные типы дефектов, включая пористость, растрескивание, включения и отсутствие сцепления, могут быть эффективно идентифицированы с помощью применения нескольких методов тестирования PAUT.
Различные типы дефектов, включая пористость, растрескивание, включения и отсутствие сцепления, могут быть эффективно идентифицированы с помощью применения нескольких методов тестирования PAUT.
Свойства затухания ПЭВП требуют контроля с более низкой частотой по сравнению с углеродистой сталью. Поэтому рекомендуется контроль с помощью эхо-импульса и тандемного PAUT, а также времяпролетной дифракции (TOFD). PAUT с TOFD предлагает возможность объемного контроля с высокой чувствительностью дефектоскопии. Данные, собранные с помощью зонда PAUT, позволяют интерпретаторам:
- Сфокусироваться по зонам термического влияния и сварным швам для проверки возможных дефектов.
- Определите прочность соединения сварного шва или ее отсутствие.
- Найдите любые включения или шлаки, поры или пустоты.
- Сведите к минимуму влияние разброса толщины или неровностей при исследовании дефектов с помощью сфокусированного луча, обеспечиваемого PAUT.
Использование датчиков PAUT может повысить точность контроля стыковых сварных швов из полиэтилена высокой плотности и обеспечить быстрый объемный контроль, который помогает предприятиям быстрее принимать решения.
| Узнайте больше на вебинаре: Решение для ультразвукового контроля стыковых сварных соединений из полиэтилена высокой плотности. |
UT Проверка качества и долговечности сварного шва из ПЭВП встык
Растущее использование труб и фитингов из ПЭВП означает более строгие стандарты и требования к контролю материала. Инспекция PAUT обеспечивает точность и скорость выявления дефектов стыкового сварного шва полиэтилена высокой плотности, что позволяет промышленным предприятиям в полной мере использовать превосходные свойства и преимущества материала. Кроме того, гарантируя прочность и качество сварного шва без каких-либо перерывов, PAUT-тестирование обеспечивает рентабельность и производительность для продолжительной промышленной эксплуатации.
Zetec специализируется на ультразвуковом контроле, а также на многих других технологиях контроля и предлагает вам отличные решения, связанные с контролем стыковых сварных швов из ПЭВП. Чтобы узнать больше о наших качественных инструментах и датчиках, свяжитесь с нами сегодня.
Чтобы узнать больше о наших качественных инструментах и датчиках, свяжитесь с нами сегодня.
Отдел продуктов для неразрушающего контроля
Разработчики Zetec являются ведущими экспертами в области ультразвуковых и вихретоковых технологий, и мы можем помочь вам сориентироваться в любом из наших решений или устройств для неразрушающего контроля.
Оборудование для сварки ПЭВП/сварки встык
В процессе сварки полиэтилена, известного как стыковая сварка оплавлением, стыковая сварка ПЭ, стыковая сварка ПЭВП, стыковые сварочные аппараты или машины для сварки полиэтиленовых труб используются для очистки, нагрева и сварки труб ПЭВП.
Машины для стыковой сварки могут поставляться с ручной или электрической гидравликой. Все аппараты для стыковой сварки (кроме автономных) нуждаются в источнике питания для нагревательной плиты и фрезы/скребка. Электрические гидравлические стыковые сварочные аппараты также используют электропитание для гидравлической системы, используемой для удержания трубы во время ее очистки, нагрева и охлаждения.
Сварочные аппараты для полиэтилена высокой плотности на продажу и в аренду.
Acu-Tech продает широкий ассортимент аппаратов для стыковой сварки ПЭ, используемых для стыковой сварки ПЭНД.
Будете ли вы выполнять сварку полимеров на месте без надежного источника питания? Acu-Tech также продает/сдает в аренду портативные генераторы, предназначенные для использования с оборудованием для сварки полимеров. См. эту ссылку для получения дополнительной информации.
Ниже приведен список аппаратов для стыковой сварки полиэтилена высокой плотности / аппаратов для сварки полиэтиленовых труб, которые Acu-Tech Piping Systems предлагает для продажи или аренды:
| Машина для стыковой сварки Ufuse, 450 мм (электрогидравлическая) Купить Аппарат для стыковой сварки плавлением Ufuse 450 для стыковой сварки полиэтиленовых труб диаметром от 200 мм до 450 мм в электрогидравлическом режиме. Свяжитесь с нашей командой, чтобы арендовать подходящий генератор для стыковой сварки в полевых условиях. Машина для стыковой сварки включает в себя стреловой кран для помощи с фрезой и пластиной нагревателя, которые довольно тяжелые из-за большой грузоподъемности машины для стыковой сварки. Этот сварочный аппарат поставляется в комплекте со съемной нагревательной пластиной, съемной фрезой, электрогидравлическим редуктором, нагревательной пластиной и опорой для фрезы, набором инструментов и заглушкой (крестовиной). ** набор вставок OD 200, 225, 250, 280, 315, 355, 400 мм, основной зажим OD 450 мм Требования к мощности: 8,38 кВт — Рекомендуемая генераторная установка для работы в полевых условиях — 11 кВА, 415 В, три фазы | |
| 160 мм Ufuse PE для стыковой сварки – машина для стыковой сварки (электрогидравлическая) Купите этот сварочный аппарат для стыковой сварки 160 мм для сварки труб из ПЭВП диаметром от 63 до 160 мм в электрогидравлическом режиме. Аппарат для стыковой сварки диаметром 160 мм поставляется в комплекте со съемной нагревательной пластиной, съемной фрезой, электрогидравлическим редуктором, нагревательной пластиной и держателем фрезы, набором инструментов и заглушкой (крестовиной). ** набор вставок OD 63, 75, 90, 110, 125, 140 мм, основной зажим OD 160 мм. Требования к мощности: 2,45 кВт – Минимум требуется для генератора 3,5 кВА 240 В, однофазный. | |
| Машина для стыковой сварки Ufuse HDPE, 250 мм (электрогидравлическая) Купите этот 250-мм аппарат для стыковой сварки труб из полиэтилена высокой плотности диаметром от 90 до 250 мм в электрогидравлическом режиме. Вам может понадобиться портативный генератор мощностью 5,9 кВА для питания вашего оборудования для сварки полимеров на месте.
Аппарат для сварки плавлением 250 мм поставляется в комплекте со съемной нагревательной пластиной, съемной фрезой, электрогидравлическим редуктором, нагревательной пластиной и опорой для ножа, набором инструментов и заглушкой (крестовиной). ** набор вставок OD 90, 110, 125, 140, 160, 180, 200, 225 мм, основной зажим OD 250 мм. Требования к мощности: 3,85 кВт — Минимум требуется для генератора 5,9 кВА 240 В, однофазный. | |
| Машина для стыковой сварки Ufuse 355 мм (электрогидравлическая) Купите этот 355-мм сварочный аппарат для стыковой сварки ПЭНД и полиэтиленовых труб диаметром от 90 до 355 мм в электрогидравлическом режиме. Купите этот сварочный аппарат вместе с портативным генератором мощностью 6,8 кВА — он идеально подходит для оборудования для сварки полимеров, используемого на месте.
Аппарат для сварки полипропиленовых труб Ufuse поставляется в комплекте со съемной нагревательной пластиной, съемной фрезой, электрогидравлическим редуктором, нагревательной пластиной и опорой для фрезы, набором инструментов и заглушкой (крестовиной). ** набор вставок OD 90, 110, 125, 140, 160, 180, 200, 225, 250, 280, 315 мм, основной зажим OD 355 мм. Требования к мощности: 4,85 кВт – Минимум требуется для генератора мощностью 6,5 кВА, 240 В, однофазный. | |
| Машина для стыковой сварки Ufuse 630 мм (электрогидравлическая) Аппарат для стыковой сварки Ufuse 630 идеально подходит для стыковой сварки труб из полиэтилена высокой плотности с наружным диаметром от 315 мм до 630 мм в электрогидравлическом режиме. Свяжитесь с нашей командой, чтобы арендовать или купить подходящий генератор для стыковой сварки на месте. Машина для стыковой сварки включает в себя стреловой кран для помощи с фрезой и пластиной нагревателя, которые довольно тяжелые из-за большой грузоподъемности машины для стыковой сварки. Когда вы покупаете это оборудование для сварки полимеров, оно включает в себя съемную нагревательную пластину, съемную фрезу, электрогидравлический редуктор, нагревательную пластину и опору фрезы, набор инструментов и заглушку (крестовину). ** набор вставок OD 315, 355, 400, 450, 500, 560 мм, главный зажим OD 630 мм Требования к мощности: 12,35 кВт – Рекомендуемая генераторная установка для эксплуатации в полевых условиях – 16 кВА 415 В, трехфазная | |
| 630 Вездеходная машина для стыковой сварки Ritmo (автономная гидравлическая) Вездеходный аппарат для стыковой сварки Delta 630 приводится в действие дизельным двигателем с низким уровнем вибрации и подходит для сварки термопластичных труб для транспортировки воды, газа и других жидкостей под давлением. Оборудование для стыковой сварки Ritmo может сваривать полиэтиленовые трубы диаметром от 225 мм до 630 мм. Машина для стыковой сварки может сваривать трубы в соответствии со стандартом высокого давления ISO 21307 (диапазон давления в 3,5 раза выше, чем у труб низкого давления ISO). Это значительно повышает производительность, позволяя сэкономить 60% времени. В комплект поставки аппарата для стыковой сварки входит заглушка (крестовина) и ключ для предотвращения несанкционированного использования. Дизельный двигатель Delta 630 объемом 2200 куб.см позволяет сварщику работать на месте без найма генератора. Стандартный аппарат для стыковой сварки Ritmo включает в себя: • Рабочий диапазон: полиэтиленовая труба диаметром 225–630 мм • Привод на 4 рулевых колеса, съемная панель управления • Автономный с бортовым генератором – Дизельный двигатель 2200 куб.см 22, 7 кВт • Вставки SmartLock и скользящий 3-й зажим для сварки фитингов из полиэтилена высокой плотности • Регистрация данных с помощью GPS; память 4000 отчет • Гидравлические подъемники, гидравлические захваты и фреза • Может быть оснащен рядом сварочных вставок, доступных по запросу. • Система автоматической сварки Easy Life с поддержкой Wi-Fi и приложением Set & Go – Pro, упрощающая использование оборудования для сварки полимеров. Требования к электропитанию: Встроенная система выработки электроэнергии. Генератор НЕ требуется | |
| Машина для стыковой сварки Ufuse, 1000 мм (электрогидравлическая) Аппарат для стыковой сварки плавлением Ufuse 630 идеально подходит для стыковой сварки полиэтиленовых труб с наружным диаметром от 630 мм до 1000 мм в электрогидравлическом режиме. Для стыковой сварки на месте свяжитесь с нашей командой, чтобы арендовать подходящий генератор. Машина для стыковой сварки включает в себя стреловой кран для помощи с фрезой и пластиной нагревателя, которые довольно тяжелые из-за большой мощности аппарата для стыковой сварки. В комплекте с корпусом аппарата для стыковой сварки, стреловым краном, выдвижной нагревательной плитой, выдвижной фрезой, электрогидравлическим редуктором, нагревательной плитой и опорой для фрезы, набором инструментов, заглушкой (крестовиной). ** набор вставок OD 630, 710, 800, 900 мм, основной зажим OD 1000 мм Требования к мощности: 24 кВт – Рекомендуемая генераторная установка для работы в полевых условиях – 30 кВА 415 В, трехфазная | |
| 225 мм Диксон Подходит для труб диаметром 225-63 мм. Прочная и не требующая обслуживания машина для стыковой сварки с простым обслуживанием одним человеком. | |
| 110 мм Диксон Подходит для труб диаметром 110-32 мм
| |
| 350 Диксон Подходит для труб диаметром 355-110 мм
|

 Для использования в полевых условиях вам может понадобиться портативный генератор мощностью 5,9 кВА.
Для использования в полевых условиях вам может понадобиться портативный генератор мощностью 5,9 кВА.


 Вездеходный сварочный аппарат может подниматься по пересеченной местности с уклоном до 30 % благодаря своему приводу на 4 колеса и съемной панели управления, что обеспечивает дополнительную безопасность оператора на пересеченной местности.
Вездеходный сварочный аппарат может подниматься по пересеченной местности с уклоном до 30 % благодаря своему приводу на 4 колеса и съемной панели управления, что обеспечивает дополнительную безопасность оператора на пересеченной местности.