
Самодельный трубогиб своими руками: фото, видео, чертежи
Металлические трубы на дачном участке – основа большинства построек. Каркас для теплицы или парника, ограждения и загоны для птиц, основания беседок и навесов – все это изготавливается из круглых или профильных изделий металлопроката.
Каркас для трубогиба
Не секрет, что арочная форма тех же теплиц или навеса над крыльцом снижает дождевую и снеговую нагрузку, а поэтому является очень выгодной. Но чтобы ее сформировать, необходимо изогнуть трубу.
Изгиб трубы: ограничения
Операции подвергаются все виды трубопровода: стальные, алюминиевые, металлопластиковые и медные. И не только при строительстве каркаса, но и формирование водопроводных и канализационных систем. Дело в том, что любая механическая стыковка труб является слабым местом системы, и чем их меньше, тем лучше.
Трубы разной толщины и диаметра, конечно, изгибаются по-разному. Определяющим критерием здесь является минимальный радиус изгиба. Это величина справочная и ее всегда можно найти.
Это величина справочная и ее всегда можно найти.
При несоблюдении этого ограничения страдает качество изделия: возникшее напряжение на поверхности разрушает трубопровод ничуть не хуже коррозии.
Трубогибы: варианты и изготовление
Для придания трубам изогнутой формы используется специальное приспособление – трубогиб. Устройство такое можно найти и в магазине, но в абсолютном большинстве случаев домашние мастера сооружают его своими руками.
Деревянный шаблон
Вполне эффективен для работы с изделиями небольшого диаметра.
- Из досок выпиливается шаблон с нужным радиусом. Толщина доски чуть больше размера трубопровода. Чтобы он не соскальзывал с края, доски выпиливают под углом.
- Шаблон закрепляется на каком-либо основании – деревянный стол, верстак.
- С одной стороны шаблона фиксируется деревянный же упор на таком расстоянии, чтобы между шаблоном и упором помещалась труба. Самодельный трубогиб готов.
Трубу вставляют в зазор, как показано на фото, и осторожно сгибают по шаблону.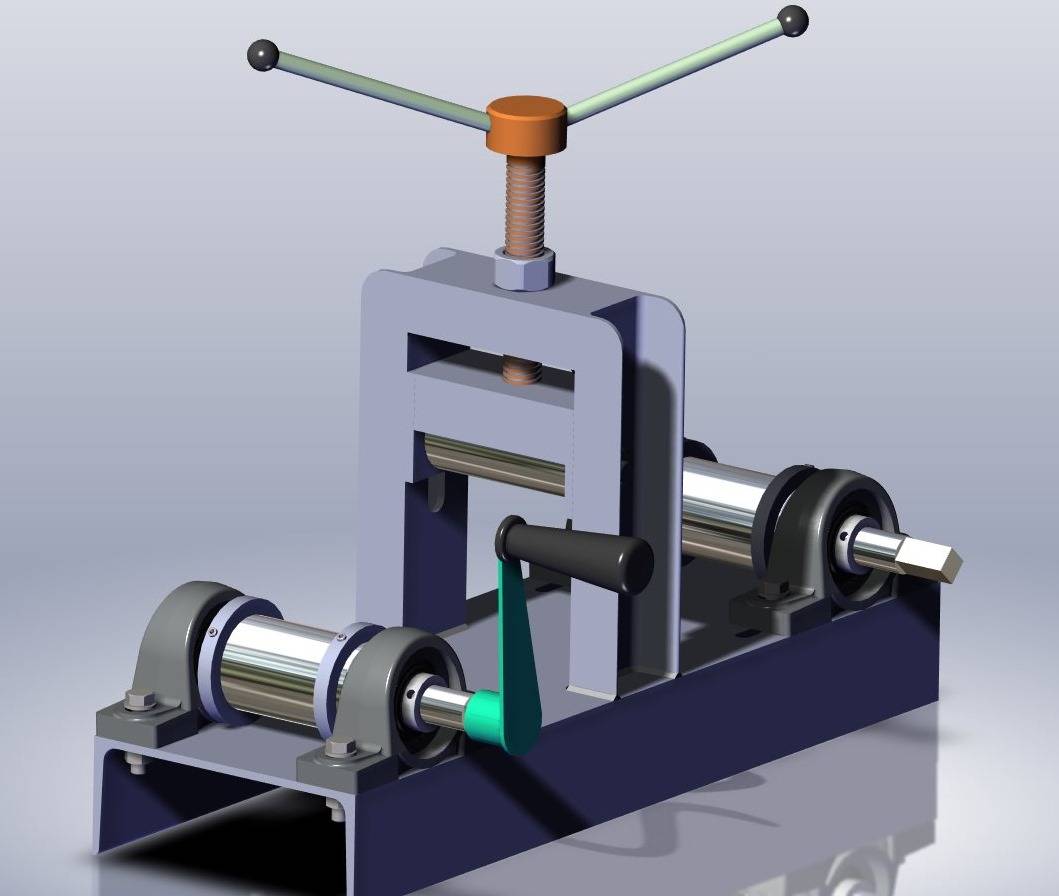
Более универсальным вариантом приспособления являются закрепленные на куске фанеры металлические крючки: их можно переставлять, создавая шаблон с заданным радиусом.
Бетонный универсальный трубогиб
Здесь в качестве основания используется бетонная плита. Чертеж делать нужды нет.
- На ее поверхности размечается сетка – 40*40 или 50*50 мм. В точках пересечения высверливаются отверстия под арматуру.
- В отверстия вбиваются металлические штыри.
- Труба вводится между штырями и изгибаются в нужную сторону. Радиус подбирается за счет перемещения по диагонали. Своими руками это приспособление можно сделать за несколько часов.
На таком трубогибе работают с изделиями до 25 мм диаметром.
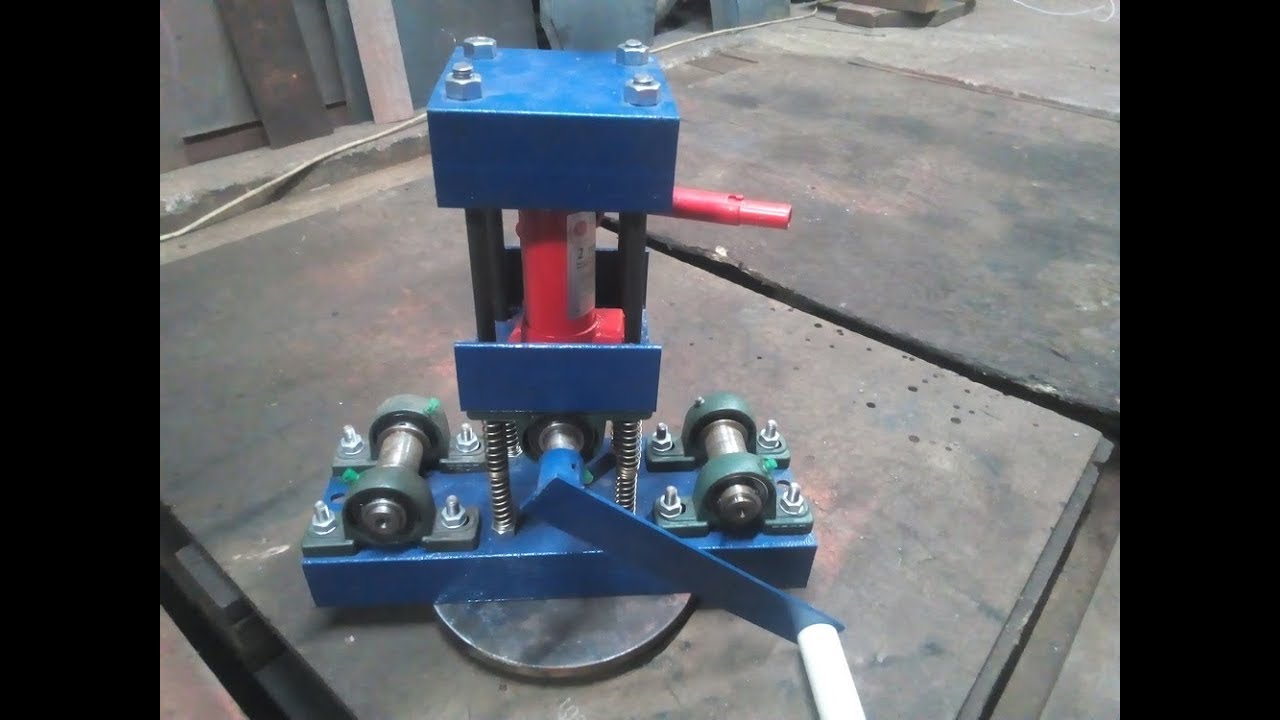
Вариант с домкратом
В качестве основного рабочего узла используется домкрат.
- На вертикальной поверхности закрепляются ребра – металлические штыри.
- Под ними и точно по центру на какое-то жесткое основание монтируется домкрат.

- Отрезок трубопровода фиксируется над домкратом и под штырями. Шток домкрата поднимается и труба изгибается.
Поскольку домкрат развивает немалое усилие, то на этом самодельном устройстве можно работать с изделиями крупных размеров. На фото демонстрируется образец.
Роликовый трубогиб
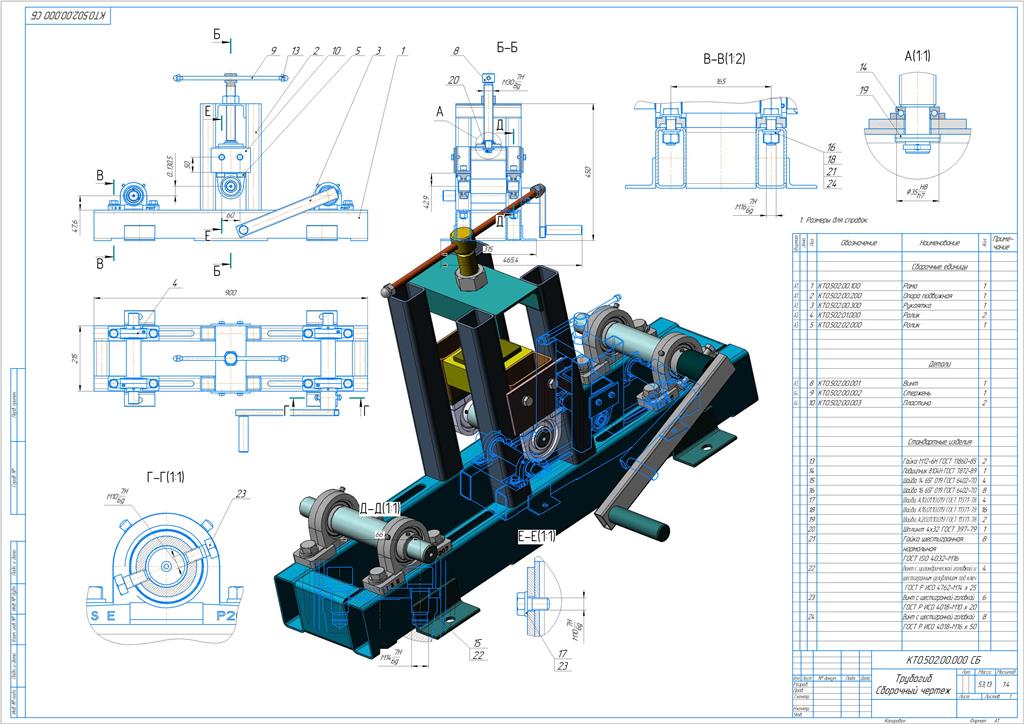
Изготовить его своими руками несколько сложнее, но и точность изгиба у него намного выше. Для выполнения понадобится опыт работы со сварочным аппаратом. Рекомендуется сделать чертеж, так как тут важно соблюсти размеры.
Устройство работает по принципу прокатного стана: отрезок помещается на двигающие ролики, а третий ролик – формующий, оказывая давление, постепенно выгибает трубопровод на нужную величину.
- Основой самодельного трубогиба является швеллер достаточной ширины. На него закрепляют П-образную раму. В верхней ее части высверливают отверстия под муфту струбцины.
- Сверху на одинаковом расстоянии от края приваривают два вращающихся ролика, они соединяются цепной передачей.
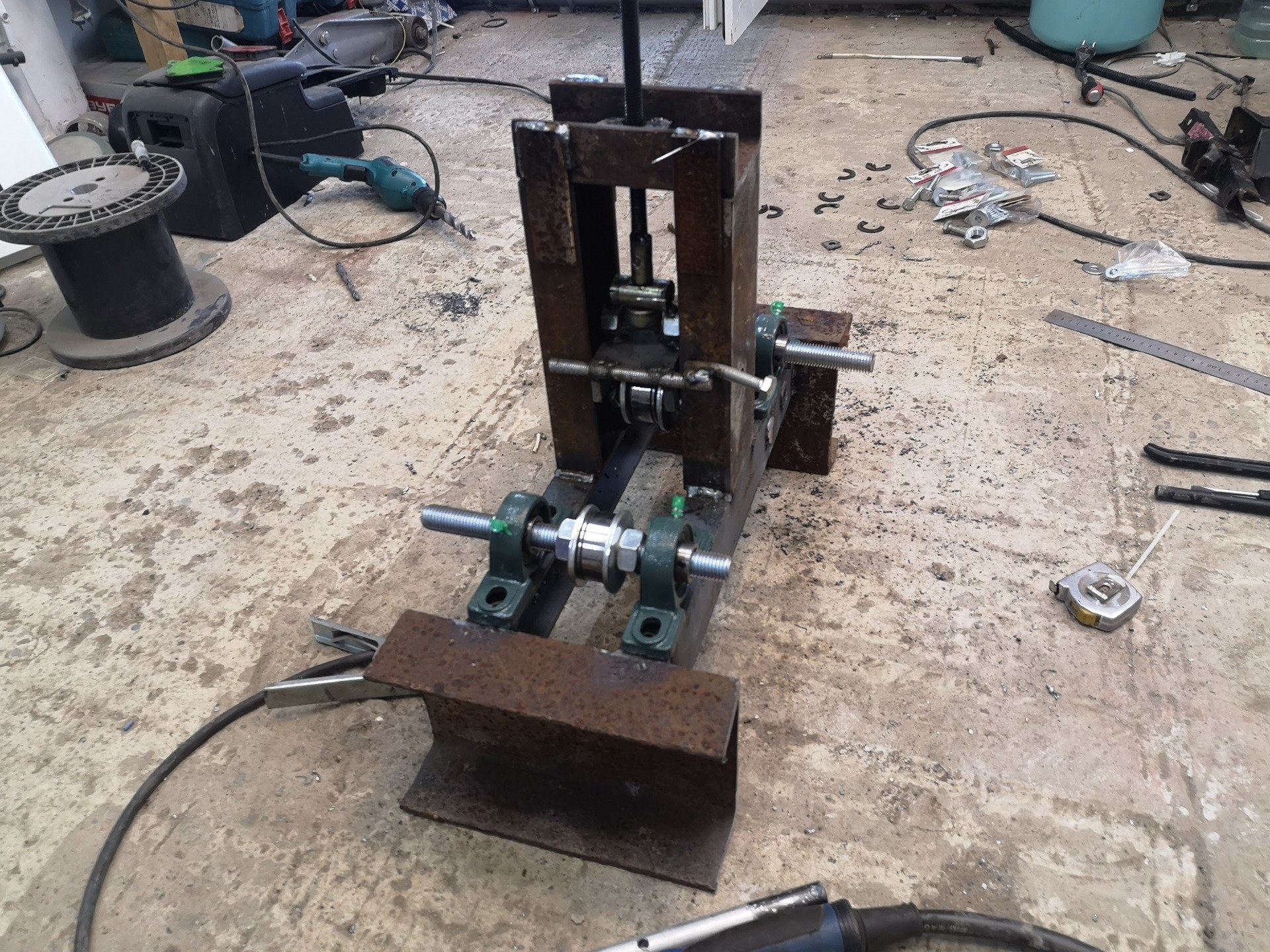
- В муфту струбцины закрепляют металлическую шпильку, на ее конце монтируют третий валик. С другой стороны шпильки приваривают рукоятку.
Отрезок помещается в промежуток между роликами, и при вращении рукояти струбцина прижимает изделие к третьему ролику. Труба перемещается на подающих роликах и изгибается нужным образом. Такую операцию повторяют несколько раз, так как первичное усилие невелико. Радиус изгиба ограничен 90 градусами.
Гидравлический трубогиб
Схема устройства такая же, как у роликового, так что чертеж можно использовать тот же самый, но в движение аппарат приводит не ручной привод, а электрический. Устройство намного эффективнее, но и несколько дороже в изготовлении.
- На основание фиксируется подающий вал. На одном его конце закрепляется шкив для ременной передачи электромотора, на другом – ведущая звездочка цепной передачи.
- Устанавливается второй вал, на его торце монтируется ведомая звездочка.
- Деформирующий ролик закрепляется как в верхней, так и в нижней части аппарата. Нижнее размещение предпочтительнее, но тогда потребуется сделать отверстия для хода штока.
- Гидравлический шток закрепляется на струбцине.
Теплица из профильной трубы своими руками видео
Теплица из профильной трубы своими руками видео
Размеры сечения профильной трубы, используемой в той либо другой конструкции, определяются функциями, возложенными на профиль: чем прочнее должен быть каркас, тем большее сечение употребляется. В чертежах теплиц из профильной трубы с размерами 2х6 м учитывается сечение для рамы обрешетки 20х40 мм, для связки частей конструкции — 20х20 мм.
#video_insert_place
Если избранная конструкция каркаса из профильной трубы имеет полукруглую форму, следует учесть, что при извиве трубы основная нагрузка ляжет на края трубы, при всем этом середина профиля остается не подвержена деформации. В этом смысле, профильные трубы с фуррором используют для арочных конструкций. Вопрос только в наличии специального устройства для извива труб (трубогибе). Необходимо подчеркнуть, что при ручном извиве получить геометрически верную форму дуги достаточно трудно.
В этом смысле, профильные трубы с фуррором используют для арочных конструкций. Вопрос только в наличии специального устройства для извива труб (трубогибе). Необходимо подчеркнуть, что при ручном извиве получить геометрически верную форму дуги достаточно трудно.
#video_insert_place
Представленная теплица из профильных квадратных труб имеет размер 6х4 метра и двухскатную форму крыши, вход сдвинут относительно центра, что предполагает грядки разной ширины. В скате крыши оборудована форточка для проветривания и поддержания требуемого локального климата.
Каркас оранжерейной постройки является главным несущим элементом и просит кропотливого скрепления деталей конструкции меж собой с помощью разъемных болтовых соединений либо посредством сварки. Для рационального использования материала и минимизации отходов (обрезков), проектирование тепличной постройки должно предусматривать использование цельной плети металлопроката при условии соблюдения ширины и высоты сооружения.
Трубогиб для профильной трубы своими руками
Отзывы:
Александр Коновалов пишет: а по моему нуждается в дороботке…петли бы приварить снизу швелера да как быть с большим диаметром?…шо то всетаки надо переделать…
Олександр Саволюк пишет: Толково и просто молодец!
Сергей Нечаев пишет: все просто,молодец,подскажите размер подшипников
ilnaz arslanov пишет: Здравствуйте, имеет ли значение расстояния между роликами?
Beetle Zhukoff пишет: Можно было метки на петле делать и без штыря обойтись)
Каждая из них имеет свои преимущества перед стандартными двускатными или арочными теплицами. Также интересен вариант с односкатной крышей, особенно, если есть возможность разместить ее скатом на юг. Несколько градусов ранней весной в солнечный день такая крыша добавит точно.
Понятно, что использование поликарбоната в качестве покрытия теплицы обеспечивает ее функционирование в протяжении определенного количества лет. А какого? Производители недорогих теплиц говорят о сроке в 10 и поболее лет. При всем этом производители используемого на них поликарбоната отводят своему материалу срок службы в 6 – 8 лет. Кто-то не совсем прав.
Лист прикладываем к каркасу, так, чтобы солнцезащитная плёнка оказалась снаружи. По периметру контакта с каркасом обязательно прокладываем полоску уплотнительной ленты либо промазываем силиконовым герметиком. Отмечаем места под отверстия диаметром 8-10 мм и просверливаем их дрелью на малых оборотах. Фиксацию выполняем на болты или саморезы по углам листа в нижней и верхней его части. Важно соблюсти отступ от угла на 3-4 см, чтобы он не откололся. Затем просверливаем остальные отверстия и проводим окончательное закрепление листа.
Поликарбонатные листы можно крепить также и на специальные профиля. Для этого крепежи устанавливают на основном каркасе на шурупы, а затем вставляют листы поликарбоната в специальные проёмы.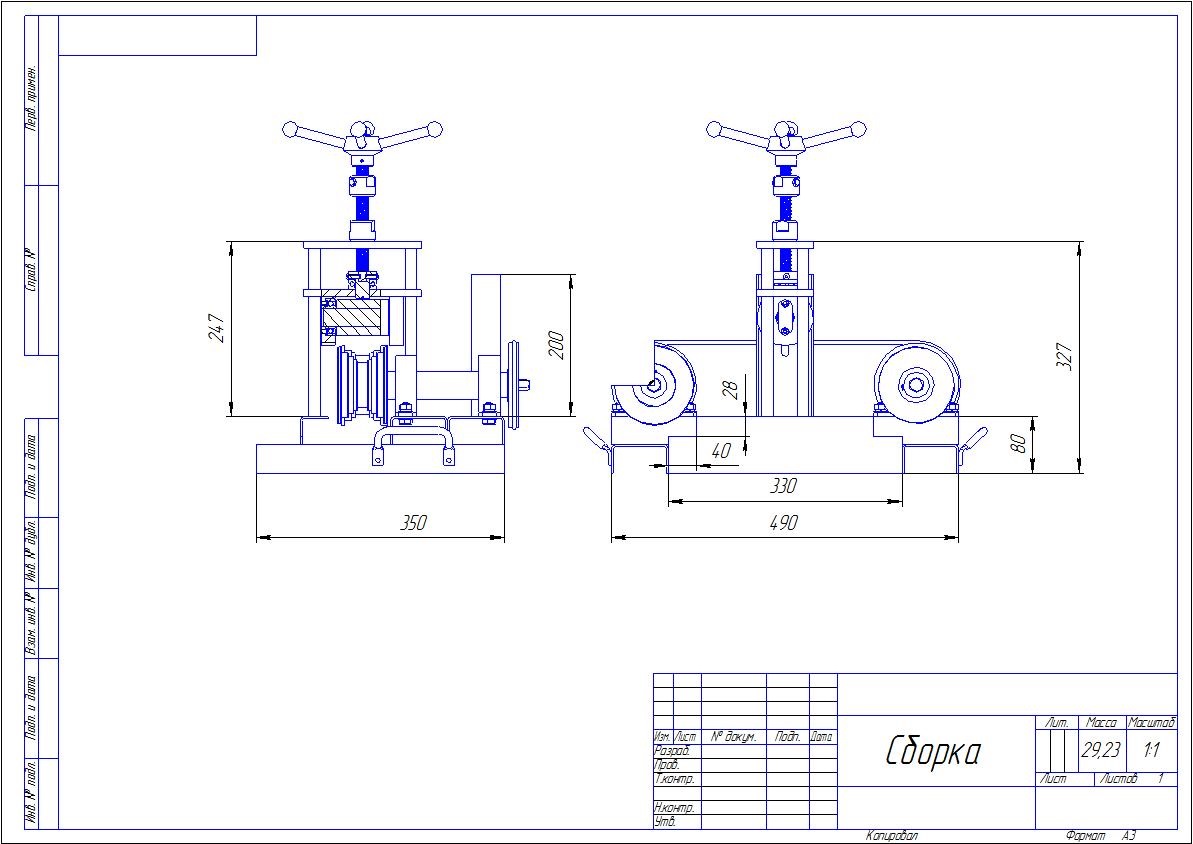
Трубогиб для профильной трубы своими руками.
Отзывы:
Кальтер Брунер пишет: А НА РЕБРО КАК ОН ГНЁТ 40*20 ИЛИ 50*30???????
Сергей Польза пишет: Хоть бы не позорились этой трубой.
Олександр Багдасарян пишет: судя по лицу Сергея трубу гнули на нем.
Женек Рембов пишет: станок красивый а он гнет трубу 25х50
Дмитрий Пресн пишет: Здравствуйте Дмитрий куда вам можно написать,хотел задать вам не которые вопросы по размерам и не которым деталям
Трубогибочные станки | Carell Corporation
НАВЕРХ
ТРУБОГИБЫ
Нажмите на изображение или прокрутите вниз, чтобы увидеть описания,
стандартное оборудование, опции и технические характеристики
Специальные предложения CARELL на складе
Запрос котировок
Процедуры гибки труб и труб, такие как «гибка прессом» или «гибка вращающейся вытяжкой», используются для придания заготовке формы штампа.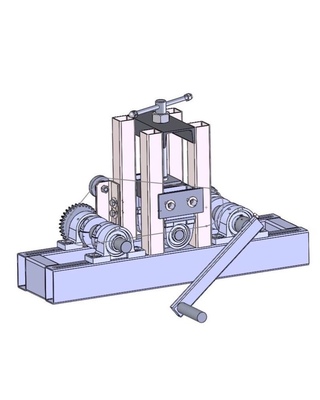 Прямую трубную заготовку можно формовать с помощью гибочного станка, чтобы создать множество одиночных или множественных изгибов и придать заготовке желаемую форму.
Прямую трубную заготовку можно формовать с помощью гибочного станка, чтобы создать множество одиночных или множественных изгибов и придать заготовке желаемую форму.
— Подробнее о гибке труб и труб —
СЕРИЯ ETM
СЕРИЯ ETM
Серия ETM оснащена современными технологиями, предназначенными для гибки труб и профилей с оправкой или без нее, правое и левое направление. Диапазон диаметров составляет от 1/2 дюйма до 3 дюймов, и они могут изгибаться более чем на 180° с высочайшим качеством отделки при минимальном радиусе изгиба, равном 3-кратному диаметру трубы.
Благодаря нашему новому «цифровому сенсорному экрану программирования гибки» эти станки чрезвычайно просты в использовании: он позволяет выбрать до 99 программ, каждая из них с последовательностью 5 остановов в операции гибки с автоматической регулировкой упругости материала. Более того, он также может сохранять каждый проект как повторяющуюся программу.
ETM60HD
НАВЕРХ
ETM80HD
НАВЕРХ
ETM90HD
НАВЕРХ
ETM120 90 003
НАВЕРХ
ETM150
НАВЕРХ
PEDRICK
РОТАЦИОННЫЕ КОМПРЕССОРНО-ГИБОЧНЫЕ МАШИНЫ
Запросить цену
НАВЕРХ
Корпорация Carell гордится тем, что является национальным дистрибьютором ротационных прессов Pedrick!
Компания Pedrick Tool & Machine Co.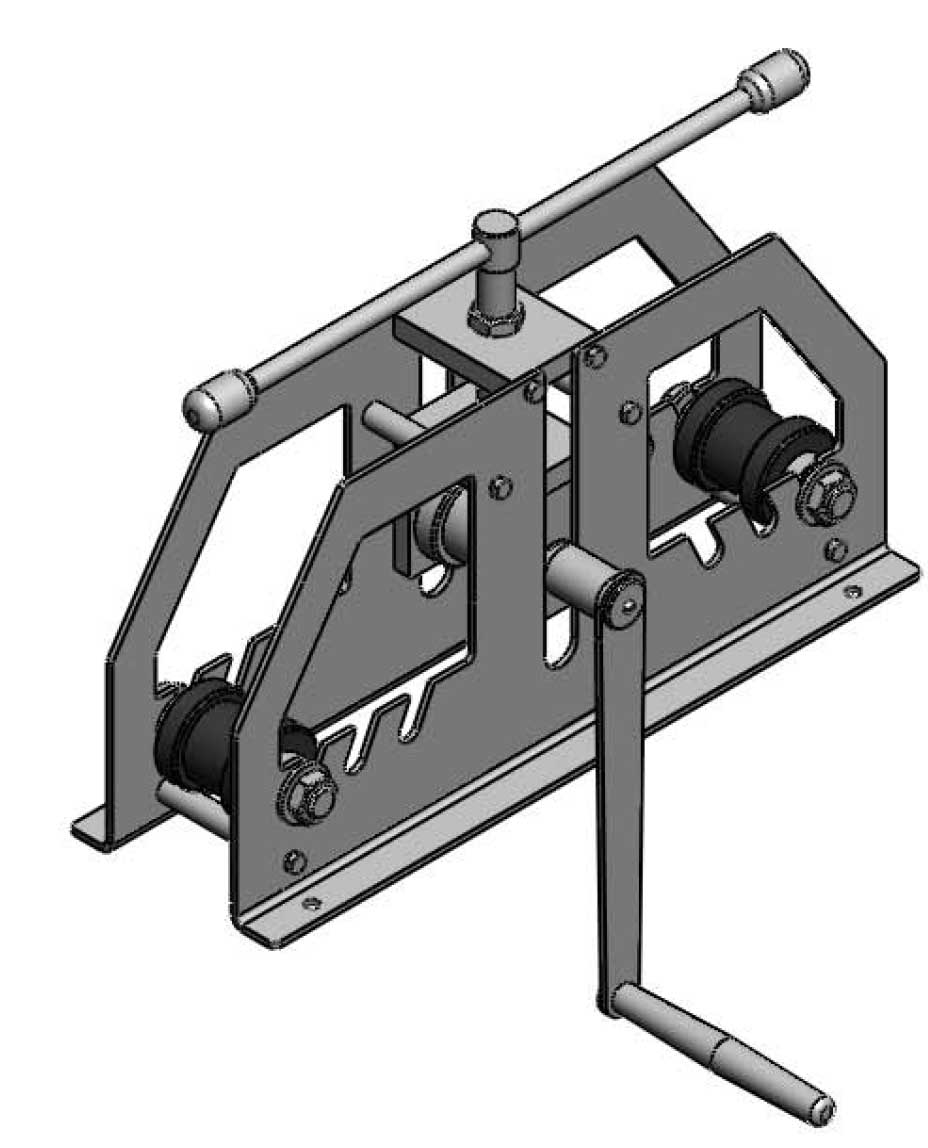 , основанная в 1875 году в Филадельфии, штат Пенсильвания, разработала нашу линейку ротационных компрессионно-гибочных станков для судостроения, нефтехимии, промышленности и технического обслуживания по всему миру с использованием самых современных материалов и компонентов в машиностроении для гибки тяжелых стен. трубы, трубы и конструкционные секции. Линейка включает 12 моделей для любого бюджета и сферы применения.
, основанная в 1875 году в Филадельфии, штат Пенсильвания, разработала нашу линейку ротационных компрессионно-гибочных станков для судостроения, нефтехимии, промышленности и технического обслуживания по всему миру с использованием самых современных материалов и компонентов в машиностроении для гибки тяжелых стен. трубы, трубы и конструкционные секции. Линейка включает 12 моделей для любого бюджета и сферы применения.
Изгибы, выполненные по радиусу 3D-изгиба, соответствуют спецификациям Американского института нефти (API) в отношении овальности (сплющивания) и утончения стенки.
КОНЦЕПЦИЯ: Вращательный принцип гибки сжатия использует стационарную формовочную матрицу и мощный грязесъемный рычаг, который вращается вокруг матрицы и тянет заготовку вокруг матрицы для создания изгиба. Рычаг стеклоочистителя фиксируется на вращающейся верхней пластине. Различные конструкционные, профилированные и экструдированные профили также могут быть сформированы с использованием процесса ротационного прессования, что экономит время и деньги!
СТАНДАРТНОЕ ОБОРУДОВАНИЕ: Эти машины Pedrick имеют рабочую поверхность и вращающуюся верхнюю плиту из толстого нормализованного стального листа, установленного на прочной раме из литой или легированной стали. Гибочный рычаг приводится в действие электрическим самотормозящим бесщеточным прямоугольным мотор-редуктором SEW-Eurodrive, установленным под столом. Цикл изгиба контролируется реверсивными контакторами, модулями защиты двигателя от перегрузки и управляющим трансформатором, которые соответствуют спецификациям NEC, JIC и UL. Распределительное устройство заключено в шкаф типа NEMA с внешним разъединителем с предохранителем Lock-Out/Tag-0ut. Регулируемые концевые выключатели и ручное управление входят в стандартную комплектацию.
Гибочный рычаг приводится в действие электрическим самотормозящим бесщеточным прямоугольным мотор-редуктором SEW-Eurodrive, установленным под столом. Цикл изгиба контролируется реверсивными контакторами, модулями защиты двигателя от перегрузки и управляющим трансформатором, которые соответствуют спецификациям NEC, JIC и UL. Распределительное устройство заключено в шкаф типа NEMA с внешним разъединителем с предохранителем Lock-Out/Tag-0ut. Регулируемые концевые выключатели и ручное управление входят в стандартную комплектацию.
Особенности: (нажмите, чтобы открыть файл в формате pdf)
• Механический привод. (Гидравлика или
пневматика не используются для гибки труб или труб)
• Прочный чугунный или стальной корпус
• Редуктор с конической шестерней
с двигателем и тормозом TEFC
• Валы из термообработанного сплава 9000 3
• Сферические роликоподшипники
• Блок управления NEMA 12 соответствует спецификациям NEC JIC
• Концевой выключатель для выбора угла и
Автоматический реверс
Преимущества:
• Быстрая смена инструмента
• Регулируемые концевые выключатели
• Требует минимального обслуживания
• Доступно 12 моделей и портативных устройств!
Опции:
• Инструменты не являются обязательными и указываются в соответствии с
. Производственные потребности не являются обязательными. • Цифровые элементы управления не являются обязательными для замены.
Производственные потребности не являются обязательными. • Цифровые элементы управления не являются обязательными для замены.
(щелкните таблицу в формате pdf)
Машины доставляются прямо с нашего предприятия к вам после тщательного тестирования
нашими механиками, прошедшими обучение на заводе
СЕРИЯ UNI — БЕЗМАДРОННЫЕ
СЕРИЯ UNI ТРУБОГИБЫ И ТРУБОГИБЫ
Модели без шпинделя: UNI-42 UNI-60 UNI-63 UNI-70/C UNI-76 UNI-89
Вращающиеся гибочные станки, изготовленные из прочной стали, но недорогие по цене, с компактными размерами, системой быстрой смены инструментов и цифровым программированием для точной воспроизводимости.
Запросить цену
НАВЕРХ
UNI-42 BENDER 3/4″
Трубогибочный станок без стержня
Цифровое сохранение 9 программ, до 9 гибов в каждой
9000 2 односкоростных гибочных станкаЭлектрический Поворотный привод с питанием, 220 В, только однофазный
ОПЦИИ
Инструменты и комплекты для труб и труб, позиционеры плоскостей изгиба
UNI-60 BENDER 1-1/2″
Вращающийся трубогиб
0002 Цифровое хранение 9 программ, до 9 изгибов в каждой
Односкоростная гибка
Электрический вращающийся привод, 220 В, только однофазный
ОПЦИИ
Инструменты и комплекты для труб и труб, позиционеры плоскостей изгиба, комплект оправки для гибки на оправке малого объема, аксессуары для малого радиуса
UNI60
UNI-60 Combi-Cal 1-1/2″
Роторный тянущий ролик без оправки Bender
Цифровое хранение 9 программ, до 9 бендов в каждой
Односкоростная гибка
Электрический привод вращения, 220 В, только однофазный
ОПЦИИ
Инструменты и комплекты инструментов и комплектов для труб и труб, позиционеры плоскости изгиба
UNI-63 BENDER 1-1/2″
Вращающийся трубогиб без шпинделя
Цифровое хранение 50 программ, до 9 изгибов в каждой
9 0002 Двойная скорость ГибкаПоворотный привод с электроприводом, 220/460 В, 3 фазы
ОПЦИИ
Инструменты и комплекты для труб и труб, позиционеры плоскостей изгиба, комплект оправки для гибки с малым объемом оправки, аксессуары для малых радиусов
UNI-70/C BENDER 2″
Вращающийся трубогиб без стержня
Цифровое хранение 50 программ, до 9 изгибов в каждой
Гибка на двух скоростях
Вращающийся привод с электроприводом
90 002 2 размера приводного вала в комплектеUNI-76 BENDER 2-1/2″
Вращающийся трубогиб без шпинделя
Цифровое хранение 50 программ, до 9 изгибов в каждой
Гибка на двух скоростях
Вращающийся привод с электроприводом
3 размера приводного вала в комплекте
ОПЦИИ
Инструменты и комплекты для труб и труб
Принадлежности для малых радиусов
UNI-89 BENDER 3″
Вращающийся трубогиб без шпинделя
Цифровое хранение 50 программ, до 9 изгибов в каждой 90 003
Двухскоростной гибочный станок
Электрический Поворотный привод с механическим приводом
3 размера приводной оправки в комплекте
ОПЦИИ
Инструменты и комплекты для труб и труб
Принадлежности для узких радиусов
СЕРИЯ UNI-МАДРЕЛЬ
Запрос-Цитирование
ВРАЩАЮЩАЯСЯ ТРУБОПРОВОДНАЯ МАДРЕНЬ ТИПА UNI
Модели с оправкой: UNI-70/HC UNI-80 UNI-90
Вращающиеся гибочные станки, изготовленные из прочной стали, но недорогие по цене, с компактными размерами, системой быстрой смены инструментов и цифровым программированием для точной воспроизводимости.
НАВЕРХ
UNI-70HC ГИБОЧНЫЙ МАШИН 1-1/2 »
Вращающийся трубогиб с дорном
Цифровое хранение 50 программ до
9 изгибов на каждом
Гидравлические зажимы, программируемые
Гидравлическое извлечение оправки, программируемые
ОПЦИИ
Инструменты и аксессуары для гибки оправки
Длина станины оправки
от 5’, 8’, 11’, 15’ и 18’
UNI-80 BENDER 2 »
Вращающийся трубогиб
Цифровое хранение 50 программ, до
9 изгибов на каждом
Гидравлические зажимы, программируемые
Гидравлическое извлечение оправки, программируемое
Двухскоростная гибка, вращающийся привод с электроприводом
ОПЦИИ
Инструменты и аксессуары для гибки оправки
Длина станины оправки
от 5’, 8’, 11’, 15’ и 18’
UNI-90 BENDER 2-1/2 »
Вращающийся трубогиб
Цифровое хранение 50 программ до
9 изгибов каждый
Гидравлические зажимы, программируемые
Гидравлическое извлечение оправки, программируемые
Двухскоростная гибка, вращающийся привод с электроприводом
ОПЦИИ
Инструменты и аксессуары для гибки оправки
Длина станины оправки
от 5’, 8’, 11’, 15’ и 18’
BACK TO TOP
Валкогибочный станок (изгиб круглой трубы с наружным диаметром до 2 дюймов) — Nargesa USA
Цена продажи: 9 131,00 долларов США Первоначальная цена: 11 425,00 долларов США
Готовы сделать заказ или есть вопросы?
Позвоните нам по телефону (704) 703-9400 Цена: $9 131 42 220 В / 3 фазы / 60 Гц
Трубогибочный станок MC150B QUANTUM NARGESA . Наш трубогиб MC150B разработан для минимизации производственных затрат и обеспечения максимальной производительности при гибке труб и профилей. Он был изготовлен для различных профилей, таких как плоский или стержневой профиль, Т-образный профиль, прокатный U-образный профиль, угол изгиба, гибка твердого стержня, как квадратного, так и круглого типов, спиральной трубы или даже для выполнения квадратных, прямоугольных или круглых труб в различные материалы: железо, углеродистая сталь, нержавеющая сталь, латунь, медь, алюминий. Назначение этих операций гибки варьируется от изготовления теплиц, столов, стульев, автомобильных ограждений, дверей, окон, перил, заборов до бесчисленных металлических изделий.
Наш трубогиб MC150B разработан для минимизации производственных затрат и обеспечения максимальной производительности при гибке труб и профилей. Он был изготовлен для различных профилей, таких как плоский или стержневой профиль, Т-образный профиль, прокатный U-образный профиль, угол изгиба, гибка твердого стержня, как квадратного, так и круглого типов, спиральной трубы или даже для выполнения квадратных, прямоугольных или круглых труб в различные материалы: железо, углеродистая сталь, нержавеющая сталь, латунь, медь, алюминий. Назначение этих операций гибки варьируется от изготовления теплиц, столов, стульев, автомобильных ограждений, дверей, окон, перил, заборов до бесчисленных металлических изделий.
продажа
Добавить в корзину
Вся продукция Nargesa производится на наших предприятиях в Испании. Гидравлические и электрические компоненты полностью стандартны и изготовлены лучшими ведущими европейскими торговыми марками, имеющими техническую поддержку по всему миру: Rexroth, Bosch, Roquet, Schneider Electric, LG, Telemecanique, Pizzato и т. д…
д…
Скорость роликов: 6 об/мин
Диаметр осей: 1,5 дюйма
Полезная длина осей: 2,9 дюйма
Мощность двигателя: 0,75 кВт / 1 л.с.
Размеры: 37″Д x 27″Ш x 45″В
Расстояние между центрами нижних осей: 9″
- 9 0002 Нижний шкаф для роликов и аксессуаров.
Миллиметровая шкала для гибки верхнего вала.
Зафиксируйте передачу с помощью плоских закаленных шестерен.
Максимальный диапазон гибки круглых труб: 2 дюйма или 50 мм
Два рабочих положения, горизонтальное и вертикальное, на одном верстаке.
Два ведущих ролика . Два нижних ролика моторизованы и снабжены накаткой для лучшего сцепления.
Гарантия производителя: 3 года на все детали (выполнено Quantum Machinery Group.)
Нижняя скамья на поддонах позволяет легко транспортировать машину на рабочее место или хранить ее в случае нехватки места.
Корректирующие ролики по бокам для контроля деформации изгиба при изготовлении спиралей и винтовых лестниц.
Регулировка изгиба верхним валом, что позволяет без деформации изгибать размеры труб и профилей, а также профили большого диаметра.
Круглая труба: 2″ x .12 0 дюймов с минимальным радиусом 24 дюйма
Квадратная труба: 1,5 дюйма x 1,5″ x 0,120″ с минимальным радиусом 14″ дюймов
Угол (нога наружу): 1,5″ с минимальным радиусом 20″ дюймов
Путь): 2,25 x 0,75 дюйма с минимальным радиусом 8 дюймов
Плоский стержень (жесткий): 2 x 0,315 дюйма с минимальным радиусом 12 дюймов
Сплошной круглый: 1 дюйм с минимальным радиусом Радиус 8 дюймов
Сплошной квадрат: 1″ x 1″ с минимальным радиусом 8″ дюймов
С-образный канал (простой способ): 2″ с минимальным радиусом 8″ дюймов
- 900 02 С- Канал (жесткий путь): 2 дюйма с минимальным радиусом 10 дюймов дюймов
Т-образный канал (простой способ): 1,5″ x 1,5″ с минимальным радиусом 8″ дюймов
требуется многопроходная. Показанная выше максимальная производительность при минимальном радиусе. Для круглых профилей и специальных профилей, показанных выше, потребуются специальные инструменты. При гибке меньших профилей машина сможет сгибать очень маленькие радиусы.*
Показанная выше максимальная производительность при минимальном радиусе. Для круглых профилей и специальных профилей, показанных выше, потребуются специальные инструменты. При гибке меньших профилей машина сможет сгибать очень маленькие радиусы.*
MC-150B оснащен 9 стандартными элементами, с помощью которых пользователь может обрабатывать все виды профилей. Квадрат, прямоугольная труба, квадратные стержни, С-образный канал, Т-образный канал, угол, плоский стержень и кромочный плоский стержень. Регулируемые ролики, шайбами по размеру профиля, что позволяет производить гибку под разные размеры профиля.
Когда пользователю необходимо согнуть какой-либо профиль радиусом более 2 м или если на объектах есть проблемы с высотой, работать в вертикальном положении очень неудобно. Достаточно будет просто согнуть станок, чтобы операция гибки выполнялась горизонтально с помощью опоры или подставок, на которые мы кладем деталь, чтобы получить приемлемую работу.