
Как просто и ровно увеличить отверстие в шайбе
Обычно внутреннее посадочное отверстие в шайбе под гайку лишь немного больше диаметра болта, и при всем желании быстро снять ее не получится, т. к. даже небольшой перекос приводит к заклиниванию ее в резьбе болта. Мне же на моем самодельном верстаке нужны шайбы для зажимных болтов, которые можно было бы легко и быстро снять обычным движением руки без каких-либо усилий.Какой инструмент нам понадобится
- Универсальный зажимной ключ с фиксатором;
- Шуруповерт;
- Ступенчатое (конусное) сверло по металлу;
- Шайба, посадочное место которой необходимо увеличить.

Фиксация шайбы
Самым лучшим решением для удобного захвата гайки является наличие специального быстрозажимного ключа с фиксатором. Достаточно зажать в его шлицах шайбу, подкрутить регулировочный болт и зажать фиксатор. В случае отсутствия такого ключа не стоит отчаиваться – есть несколько способов надежно зафиксировать шайбу для рассверливания. Для этого следует использовать обычные тиски – главное, чтобы металлический блин был зажат без перекосов, иначе даже малейшее давление сверла приведет к его неустойчивости.
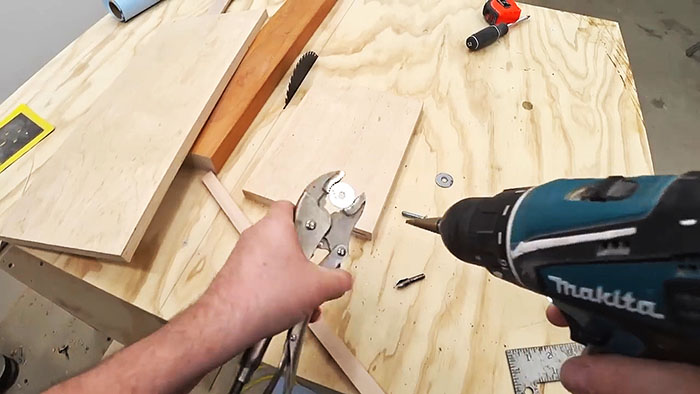
В самом крайнем случае можно воспользоваться обычными плоскогубцами и деревянной подложкой, надежно зафиксированной на верстаке (или в любом другом месте). Погружая сверло в более податливое дерево, мы обеспечиваем фиксацию местоположения шуруповерта и шайбы. Удерживая последнюю за край плоскогубцами, предотвращаем ее прокручивание.
Сверление ступенчатым сверлом
Конусный бур один может заменить не только набор сверл, но и коронки по металлу. Как правило, он отличается высоким качеством и выполнен из быстрорежущей стали (может также иметь алмазное напыление и т. п.), поэтому особых усилий для рассверливания шайбы применять нет никакой необходимости. Как правило, для их изготовления обычно используется не самый прочный металл.

Вставляем конус во внутреннее отверстие, активируем дрель (шуруповерт) и осуществляем непрерывный нажим сверлом в течение 2-3 секунд. После разворачиваем шайбу и рассверливаем ее с другой стороны. Этого будет вполне достаточно, чтобы диаметр увеличился. Тестируем работу, вставляя в шайбу болт. В случае малейших зацепок процедуру повторяем.
Итоги работы
Как видим, нет ничего сложного в получении шайбы нужного диаметра. Несмотря на то, что процедура эта предельно проста, ни в коем случае не стоит пренебрегать правилами безопасной работы с электроинструментом.

Смотрите видео
Как уменьшить диаметр прутка без станка? — Обработка резанием
Тема устарела, НО! Если нет станка, а сократить диаметр нужно ПОЗАРЕЗ, пользовался следующим способом: в ровной деревяшке фрезеруется канавка, куда укладывается прут (канавка нужна в качестве направляющей, но без неё можно обойтись (главное. чтобы деревяшка была максимально ровной, плоской). Прут фиксируется за участок, не подлежащий обработке. Слева и справа от части прутка, подлежащей обработке, укладываются пластинки такой высоты, чтобы их высота была ниже высоты прутка на величину, которую нужно снять. Чтобы контролировать снятие, пруток окрашивается перманентным маркером. Дальше — лицевой напильник. После съёма металла до уровня пластинок, ограничивающих высоту, пруток прослабляется в креплении и поворачивается на угол, необходимый для обработки. И так — много-много раз. Чем меньше перепад высоты между плоскостями ограничительных пластин и обрабатываемым прутком, тем ближе профиль к идеально круглому. Для ограничения длины обработки на пруток можно намотать кольцо изоленты, либо надеть втулку подходящего диаметра.
После совершения «полного круга» пруток снова окрашивается маркером, и процедура повторяется. Снимать за раз желательно не более 0,02 (то есть средняя величина съёма лицевого напильника за проход). Чем больше подходов — тем точнее будет результат. То есть чем тоньше насечка напильника и чем больше оборотов.
Финишная обработка — шкурка, сложенная «пращой», рабочей поверхностью внутрь, шлифует зажатый в тисках обработанный конец прутка.Способ чрезвычайно трудоёмкий, и применим к крайне малым площадям обработки, однако — в зависимости от количества проходов — даёт чрезвычайно точный результат, сопоставимый с обработкой на высокоточном токарнике, или лучше. В моём случае удалось «в лёт» попасть при обработке шпильки, на которую крепился радиально-упорный подшипник SKF для авторемонта движка «БМВ» (шпилька изготовлялась из прутка диаметром 18 мм., требовалось сточить вставную в блок двигателя часть до 16,5 мм, посадочную под подшипник — до 12 мм).
Того же результата можно достичь быстрее, применив жёстко закреплённую болгарку с обдирочным кругом, под которую подводится зажатый в колодке обрабатываемый пруток. После полного проворота прутка в колодке, колодка выставляется выше путём подкладывания мерных щупов под неё. Это уже будет некий «настольный вариант» плоскошлифовального станка — колодка может быть закреплена на мебельных шариковых направляющих, например… Точность будет ниже, но всё равно — чрезвычайно приемлемой.
Тонкое растачивание отверстий для увеличения диаметра, параметры
Для увеличения диаметра и улучшения точностных параметров обработанного или изношенного отверстия восстанавливаемой детали применяется тонкое растачивание. Эта операция часто применяется перед хонингованием, суперфинишированием, полированием и выполняется на специальных высокооборотных (10-15 000 об/мин) станках высокой точности и жесткости (радиальное биение шпинделя не более 0,005 мм).
Тонкое растачивание отверстий для увеличения диаметра и улучшения точностных параметров, тонкое растачивание двух и более отверстий, отверстия большого диаметра.
Под тонкое растачивание отверстий используются одношпиндельные и многошпиндельные одно, двух и трехсторонние станки с различным расположением шпинделей. Все вращающиеся детали станков должны быть точно балансированы. В качестве инструмента используются специальные расточные резцы с прямоугольным или круглым сечением стержня и режущей кромкой, расположенной выше оси корпуса. Или с режущей кромкой, отогнутой вниз.
При обработке отверстий диаметром более 20 мм применяются сборные расточные блоки с микрометрическим регулированием. В отверстии корпуса 3 блока установлен (во втулке 4) резец 1, который перемещается микрометрическим винтом посредством лимба-гайки 2.
Сборный расточный блок с микрометрическим регулированием для тонкого растачивания отверстий, чертеж.

Для подрезания торцов диаметром более 60 мм служит специальная оправка. Ножи 1 в корпусе оправки устанавливаются на требуемый размер кулачком 3, который затем стопорится сухарем 4 с помощью винта 5. На конце цилиндрического хвостовика оправки имеются поводок и регулировочный винт для регулирования вылета инструмента.
Оправка для подрезания торцов.

Расточные резцы оснащены твердосплавными, алмазными, эльборовыми и другими режущими пластинами с высокой износостойкостью. При соотношении длины отверстия к его диаметру менее пяти применяют консольное закрепление резца или резцовой оправки. При соотношении больше пяти жесткость консольных оправок недостаточна, поэтому применяют двухопорные оправки — бор-штанги.
Тонкое растачивание двух и более отверстий, отверстия большого диаметра, но малой длины, отверстия с параллельными осями.
Аналогична схема обработки при черновом растачивании двух и более отверстий, имеющих общую ось. В этом случае производительность обработки повышается, но точность отверстий невелика. Поэтому чистовую обработку отверстий желательно проводить раздельно. Отверстия большого диаметра, но малой длины растачивают резцом, закрепленным на планшайбе.
Отверстия с параллельными осями обрабатывают с одного установа. Вначале растачивают одно отверстие, далее перемещают стол станка на расстояние, равное межосевому расстоянию, и растачивают следующее отверстие. Отверстия с взаимно-перпендикулярными осями также обрабатывают с одного установа. Растачивают одно отверстие, затем стол станка поворачивают на 90 градусов и растачивают второе отверстие.
Основные параметры и точность обработки под тонкое растачивание отверстий.
Тонкое растачивание отверстий заключается в снятии стружки очень малого сечения при высоких скоростях резания. Скорость резания в этом случае находится в пределах 100-1000 м/мин в зависимости от обрабатываемого материала:
1. Для заготовок из чугуна она составляет 100-150 м/мин.
2. Для заготовок из стали — 150-250 м/мин.
3. Для заготовок из цветных сплавов — до 1 000 м/мин и выше.
Подача на предварительном проходе составляет 0,15 мм/об, на окончательном — 0,01 мм/об. Глубину резания принимают 0,2-0,3 и 0,05-0,01 мм соответственно. При тонком растачивании силы резания и нагрев заготовки из-за малого сечения стружки незначительны, поэтому деформированный слой на обрабатываемой поверхности получается небольшим. К тому же не требуется больших усилий для закрепления детали при обработке.
Все это обеспечивает точность обработки для стальных деталей 6—8-го квалитетов. При обработке деталей из цветных сплавов достигается точность 5-го и 6-го квалитетов. Шероховатость обработанной поверхности деталей из черных металлов достигает Ra 2,50-0,63 мкм. При обработке деталей из цветных сплавов ее можно снизить до Ra 0,32-0,16 мкм.
Тонкое растачивание отверстий широко применяется для обработки точных отверстий под:
— Подшипники качения и скольжения.
— Отверстий коробок передач, задних мостов.
— Отверстий шатунов, цилиндров двигателей, компрессоров и т.д.
Тонкое растачивание конических отверстий производится расточными головками, закрепленными в расточном шпинделе. Отверстия диаметром более 80 мм растачивают, закрепив резец в специальном приспособлении, которое снабжено направляющими для перемещения резца под углом к оси вращения расточного шпинделя. Тонкое растачивание отверстий большой длины и диаметра производится аналогичным приспособлением. Его закрепляют на двухопорной оправке.
По материалам книги «Технологические процессы ремонта автомобилей».
В.М.Виноградов.
Похожие статьи:
- Сварка и наплавка деталей из алюминиевых сплавов, газовая и электродуговая сварка алюминиевых деталей, сварочная проволока, флюс, электроды.
- Применение резьбовых спиральных вставок для восстановления резьбовых поверхностей, технологические рекомендации по установке резьбовых спиральных вставок.
- Ручная газовая сварка и наплавка, способы ручной газовой сварки, виды и область применения пламени при ручной газовой сварке.
- Суперфиниширование и микрофиниширование, понятие и особенности процессов, основные движения и наиболее распространенные схемы суперфиниширования.
- Механическая правка деталей автомобиля давлением, наклепом, чеканкой, устранение значительных повреждений кузова автомобиля на специальном правочном стенде.
- Установка дневных ходовых огней ДХО, особенности установки, требования и правовые аспекты самостоятельной установки ДХО в Украине.
Как сделать дисковый отрезной станок по металлу своими руками
Постоянные работы, связанные с резкой металлов и материалов из дерева требуют использования отрезного станка. С помощью электрического инструмента представляется возможность качественно, быстро выполнять обрез металлических конструкций. Дисковый отрезной станок используется для формирования заготовок профильной трубы, швеллера, прута и других деталей металлопроката.
Оборудование используется на крупных производственных предприятиях, для массовых работ применяются ленточные, ножовочные станки. Сложность металлической конструкции специальных станков не представляет возможности применения в ограниченных местах. Отрезной станок возможно использовать при любых условиях, что делает его популярным. За режущие работы отвечает дисковая пила.
 Дисковый отрезной станок по металлу своими руками
Дисковый отрезной станок по металлу своими рукамиКлассификация дисковых отрезных станков
Дисковые станки по резке металла подразделяются на 4 основные категории. Универсальным инструментом, применяемым ко всем видам металлов, является дисковый станок первой категории. Дисковый элемент отрезного оборудования позволяет обрабатывать металлические изделия большими количествами. Последующие классы отличаются по мощности и производительности, отрезной станок четвертой категории применяется при бытовых целях, не оснащен полным функционалом, как профессиональное оборудование.
Существует масса разновидностей производственных, бытовых станков. Основным отличием является количество режущих кромок, предлагаются к использованию два основных вида:
- Конструкция с одним дисковым элементом, обладает низкой мощностью и КПД. Одноголовочные станки имеют ограниченный функционал, низкую скорость резки. Применяются при выполнении резки одного элемента, позволяют нарезать рамные профили или трубы, подготовить оснастку.
- Отрезной станок с конструкцией двух режущих элементов позволяет обрабатывать металл сразу по нескольким направлениям. Двух головочное оборудование имеет жестко закрепленную головку, второй вращающийся режущий элемент перемещается. Производительность инструмента возрастает вдвое, поэтому такой инструмент применим в крупных производствах, условиях автоматизированного процесса. При работе с рамным профилем достаточно одного прогона, что заметно экономит время.

Двухголовочный отрезной станок
Применяется несколько видов отрезных станков, также они разделяются по способу подачи инструмента. Необходимо грамотно подобрать оборудование при соответствии с требованиями к нему. Только при этом случае, возможно окупить затраты на резку металлов при последующей работе.
Классификация по способу подачи режущего элемента
В продаже имеется большое количество станков, перед приобретением, важно понять, как работает система подачи режущего элемента. Режущий элемент может подаваться следующими способами:
- фронтальная подача режущего диска;
- устройство с реализацией нижней подачи режущего элемента;
- конструкция, основанием которой происходит работа маятниковым способом.
Металлическое основание отрезного станка может быть напольным или настольным при использовании. В первом случае, устанавливается диск большего диаметра, что позволяет резать больший объем деталей. Настольное оборудование более мобильно, имеет сниженный вес.
Разновидности дисковых станков
Кроме подачи инструмента разработаны различные формы, конструкция отрезных пил. Наиболее распространенными являются абразивно — отрезные, правило — режущие и отрезные пилы. Подбор конструкции происходит в зависимости от конкретного типа задач и металлов.
Отрезные дисковые станки по металлу используются при раскрое профилей различного типа, цветных металлов. Металлическая конструкция не обладает характеристиками повышенной производительности, используется на мелкосерийных производствах, при свободных задачах. Применяется с квадратным, швеллерным металлопрокатом, в зависимости от плотности металла подбирается оптимальное количество оборотов. Станок экономично расположен к расходникам, это возможно за счёт обработки дисковой металлической конструкцией повышенными оборотами и мощности электропривода.

Абразивно – отрезной станок
Абразивно – отрезной станок способен обрабатывать металлы любого профиля и толщины. Используется для нарезки единичными заготовками под разным углом, до 45 градусов. Применяется в подготовительных цехах при разрезе длинномерных изделий металлопроката. Модели с пыле отсосом позволяют комфортно производить резку в условиях ограниченного пространства. Также более дорогими модификациями предусмотрена подача жидкости для охлаждения дискового элемента, конструкции автоматического снятия фаски.
Нарезку металлов, поставляемых бухтами, производят правило — отрезным типом станков. В упакованном виде или катушке поставляется несколько типов сталей:
- прутки различного сечения;
- проволока;
- полосы трубы;
- арматурная сталь.
Реализация устройства выполнена таким образом, что механизм захватывает начало материала, прогоняет через правило. Выровненная деталь автоматически отрезается, передается к лотку с готовыми изделиями. Отрезные станки правильного типа, вне зависимости от предназначения и габаритов, комплектуются различными размотчиками:
- приводными;
- механизированными;
- стационарными
- роликовым воздействием.

Правило-отрезной станок
Основное применение отрезные станки получили в серийном производстве, где требуется высокая точность резки, небольшая шероховатость среза. Разнообразие модификаций позволяет подобрать дисковый отрезной станок при соответствии с потребностями и объемами производства.
Устройство дискового отрезного станка
Металлические детали изготавливается из твердых стальных сплавов, для более равномерной и устойчивой работы. Платформа состоит из жесткого основания, состоящего из металла. Отрезной станок бывает стационарным и съемным, некоторые виды комплектуются тисками для надежного крепления заготовки при резке.
Диск изготавливается из твердосплавной стали или быстрорежущих элементов. В зависимости от типа конструкции применяется круг с абразивной поверхностью, позволяющий обработать фаски, края от заусенцев. На стационарных дисковых устройствах для работы по металлу применяется зубчатая передача, она обеспечивает надежное соединение и долговечную производительность.

Схема дискового отрезного станка
Ременный тип передачи механической энергии устанавливается на переносные устройства, в которых важен вес. Имеющие малую мощность конструкции четвертой категории соединяются напрямую с дисковым механизмом.
Изготовление дискового отрезного станка подготовка инструментов и
материалов
При наличии определенного слесарного опыта и места для проведения работ, любую дисковую пилу по металлу возможно изготовить самостоятельно. Дисковый отрезной станок по металлу подразумевает опасные действия режущим элементом на высоких оборотах. Важно соблюдать все конструктивные особенности дискового устройства, произвести точные расчеты перед сборкой.
Изготавливается самодельный отрезной станок для работ с металлом следующим порядком:
- Безопасность превыше всего, поэтому подготавливаются защитные кожухи к режущим элементам.
- Чтобы привести режущий диск в действие, необходимо соединить электродвигатель. Привод выбирается в зависимости от типа станка, может быть ременная или зубчатая передача.
- Шкив привода устанавливается на заранее подготовленный приводной вал. Покупной или самостоятельно изготовленный отрезной диск монтируется к маятнику. При данном раскладе верхняя часть установки выступает ролью маятника, на котором размещены двигатель и диск.
- На раме будущего станка подготавливается место для искроуловителя и заготовок.
- После установки маятника к раме, производится монтаж проводов электродвигателя.
- В конце работы производится пробный запуск и отладка узлов.
Электрический двигатель – одно из важнейших составляющих металлической дисковой конструкции. Необходимо установить схему отрезного станка кнопки пуска, а также аварийной остановки. Размещение двигателя производится таким образом, чтобы правильно подключить электрическую цепь через автомат. Фиксация двигателя происходит на раме, наилучшим материалом для соединения являются болты с гайками. Короб включателя располагается в непосредственной близости к электрической части мотора.
Методика проведения работ
Принципы изготовления станка своими руками состоят из нескольких правил, которые учитываются перед проведением любых действий. Отрезной станок изготавливается из подручных средств и материалов, поэтому важно соблюдать последовательно для получения качественного инструмента:
- От правильного выбора передачи зависит давление режущего элемента на металл, крутящий момент двигателя. Перетянутая цепь или ремень может оборваться, застопорить резку по металлу.
- Тиски используется во избежание воздействия вибраций, предполагают комфортную работу, безопасные условия труда.
- Угол резки подбирается только в необходимых случаях, диапазон составляет от 45 до 90°. В стандартных ситуациях мастерами предпочитается резка металлов под прямым углом.
- Диаметр диска отрезного станка побирается в зависимости от типа металла, который необходимо обработать. Увеличенный диаметр легко справится с толстостенными деталями. Следует рассчитывать защиту, работа без кожуха небезопасна, может нанести травмы при деформации диска.

Самодельный отрезной станок по металлу
Использование в качестве режущего инструмента угловой шлифовальной машинки возможно при работе с необъемными заготовками. Исполнение конструкции существует двумя вариациями, когда болгарка закреплена неподвижно, а также креплением заготовки. В первом случае теряется точность, т.к. деталь не крепится к станине, при ручном передвижении инструмента необходимо соблюдать правила безопасности.
Как рассчитать необходимый диаметр шкивов
Диаметр шкива привода рассчитывается при соответствии с номинальной мощностью электродвигателя и скорости. Расположение с одной стороны может привести к откручиванию гайки, поэтому шкив или инструмент станка для резки металла, располагаются на противоположных сторонах конструкции. Максимально допустимая скорость вращения маркируется изготовителем диска в инструкции по эксплуатации. К примеру, возможно взять двигатель с максимальной скоростью вращения вала 1500 об/мин, диаметр шкива, прикрепленного к валу 6,5 см. Необходимая задача – получить скорость вращения диска на выходе около 3000 об/мин, для этого рассчитывается:
- Длинна вала по периметру исчисляется из формулы 3,14 × 6,5, результатом получается 20,41 см.
- Значение умножается на необходимое количество оборотов, получается 61230 см.
- Далее результат делится на номинальные обороты электропривода, что равно 40,82, обозначает длину шкива по периметру.
- Значение делится на число π, результатом чего диаметр шкива равен 13 см.

Чертеж отрезного станка
За количество оборотов можно принять максимально допустимое значение на отрезном диске, при этом случае необходимо подобрать большую мощность электропривода.
Как рассчитать длину ремня привода
Выполнение расчетов длины ремня самодельного станка происходит из следующих параметров:
- радиус ведущего шкива, закрепляемого на приводе;
- расстояние от центральных точек двух шкивов;
- параметры величины шкива к оси.
Вычислить длину ремня не сложно, важно учитывать некоторые факторы. Отрезной станок работает под значительными нагрузками, поэтому важна степень натяжения ремня, иначе привод будет проскальзывать. Следует подбирать качественное изделие, в случае обрыва ремня, возможна порча диска или заготовки.
Рабочий стол
Стол для станка представляет собой раму, изготовленную из металлического швеллера. Существует возможность изготовить каркас из уголка, соединения производится сваркой.
На каркас устанавливается швеллер с верхней части, его предназначение состоит в направлении деталей при процессе резки. Крепление стоек выполняется болтовым соединением, при необходимости швеллер можно заменить в соответствии с работой на отрезном станке.
А что, если поставить колеса побольше? — экспертиза ЗР
Многие автолюбители задаются подобным вопросом, но далеко не все решаются отойти от рекомендаций производителя.
Замена штатных колес автомобиля — это один из видов простейшего тюнинга. Зачем это нужно? Вариантов много. Самая распространенная причина — не нравится внешний вид. Скажем, вы хотите, чтобы колеса выглядели эффектнее. Для этого диск должен быть большего диаметра. Ну или купили бэушную машину, а дизайн колесных дисков вам категорически не подходит. Быть может, вам приглянулись какие-то конкретные диски, но их размерность не входит в перечень, рекомендованный производителем автомобиля. Поменять колеса можно и исходя из соображений практичности. Но чем установка таких колес может обернуться в будущем? Давайте разбираться.
Для начала вспомним ключевые параметры колеса.
Основные размеры шины: D — наружный диаметр шины; Н — высота профиля шины; В — ширина профиля шины; d — посадочный диаметр обода колеса (шины).Основные размеры шины: D — наружный диаметр шины; Н — высота профиля шины; В — ширина профиля шины; d — посадочный диаметр обода колеса (шины).
Материалы по теме
Далее рассказ поведем на примере шин для весьма распространенного на автомобилях В-класса размера 185/65 R15. Это популярные Рио, Солярисы, Логаны, Ларгусы и т.д. Кстати, напомню, что значат все эти обозначения.
- 185 — ширина профиля шины в мм
- 65 — процентное отношение высоты профиля шины к ширине
- R — обозначение шины радиальной конструкции
- 15 — посадочный диаметр в дюймах
Итак, есть несколько способов отойти от размера штатного колеса.
1. Более широкая шина
При сохранении штатного размера колесного диска увеличиваем ширину профиля шины с сохранением процентного отношения высоты к ширине. В нашем примере получаем 195/65 R15. Тут важно знать, что все автомобили рассчитаны на установку цепей противоскольжения размером не менее 12 мм. Ведь в некоторых европейских странах проезд по горным дорогам без цепей запрещен, и ни один уважающий себя производитель не сделает автомобиль таким, чтобы его нельзя было эксплуатировать в горах Франции или Швейцарии. Поэтому увеличение ширины профиля шины допустимо в большинстве случаев на величину до 24 мм. При этом на ходу автомобиль станет немного мягче, а более широкие шины улучшат тормозные характеристики.
Материалы по теме
2. Более высокий профиль шины
Колесный диск оставляем прежним, а процентное отношение высоты профиля шины к ширине увеличиваем до 70. В на
Чем увеличить отверстие в металле?
Без электричества — напильником. А есть аккумуляторный инструмент, наиболее распространенный-дрель-шуроповерт. Тлько вместо сверла (била) надо подходящую фрезу вставить. Или коронку. Сверло при малой толщине металла не пойдет — может порвать края неровно. Если можно металл упереть — то вырубить зубильцем.
Аккум. дрелью с соответсвующим сверлом, либо круглым напильником с крупной насечкой.
Ручной дрелью, или взять отвертку под нужный диаметр и вращать очень быстро!
Ак. дрель+фреза или шарошка.Молотком и зубилом, а потом подработать края напильником. Можно аккумуляторным лобзиком или акк. ушм.
диаметр, объем, в домашних условиях
Данные, полученные природой, не всегда полностью устраивают человека. Для мужчин большое значение имеют размеры полового органа. Бытует мнение, что от толщины и длины пениса зависит качество сексуальной жизни. Именно поэтому многие представители сильного пола желают знать, как увеличить толщину члена. Существуют медикаментозные, хирургические и мануальные техники изменения строения органа. Каждый из них имеет отличительные особенности и список противопоказаний. Перед тем, как приступать к использованию одного из способов, рекомендуется ознакомиться со всеми нюансами.
В статье расскажем:
Показания к проведению процедуры
Самостоятельная оценка размеров полового члена в большинстве случаев субъективна. Поэтому при возникновении сомнений следует обратиться к врачу.
Он определит, действительно ли требуется корректировка. Средние размеры органа составляют 16 см в длину и 8 см в объеме. Допускаются погрешности на 2-3 см как в одну, так в другую сторону. От интенсивности отклонений зависит то, как следует увеличить толщину члена.

При длительном самоудовлетворении с использованием маленьких диаметров можно сделать объём члена меньше.
При незначительных отклонениях достаточно предпринять консервативные меры. К которым относят использование различных кремов и биологически активных добавок. В сложных ситуациях требуется хирургическое вмешательство.
Показания к проведению процедур по корректировке объема следующие:
- неудовлетворенность партнеров интимной близостью;
- психологические нарушения на фоне недостаточного размера члена;
- задержка физического развития;
- гормональные нарушения.
Способы изменения толщины
Способ утолщения полового члена подбирается в индивидуальном порядке. Вне зависимости от того, какой вариант выбран, необходимо соблюдать рекомендации специалистов. Только тогда будет заметен результат.
Все возможные способы условно разделяют на следующие группы:
- упражнения и массаж;
- хирургические способы;
- прием медикаментов;
- вакуумные помпы.
Хирургические способы
Оперативное вмешательство осуществляется в том случае, если другие методики не принесли желаемых результатов. Как увеличить диаметр члена в деталях расскажет хирург.
Операция по исправлению формы детородного органа считается одной из самых сложных. Не каждый мужчина решится на неё из-за высокого риска развития побочных эффектов.
Выделяют несколько способов хирургического исправления пениса. Каждый из них имеет как достоинства, так и недостатки.
Липофилинг
В рамках проведения липофилинга половой орган утолщается путем введения жировой ткани, взятой из других областей тела мужчины. Главным плюсом операции считается низкая вероятность отторжения материала.
В большинстве случаев результат сохраняется до конца жизни. Но со временем введенные ткани могут истончаться. Через некоторое время может потребоваться повторная операция.

Выполнение увеличения члена в ширину с помощью хирургических методик – один из самых рискованных, но действенных способов.
Процедура осуществляется в несколько этапов:
- Подготовка, включающая в себя сдачу необходимых анализов и прохождение различных специалистов.
- Забор жировых клеток из области бедер и ягодиц;
- Очищение взятых клеток от сукровицы и других примесей.
- Равномерное введение клеток в половой член.
- Ношение повязки в восстановительном периоде.
Трансплантация мышечной ткани
При трансплантации мышечные ткани берут с области брюшного корсета или подмышечной впадины. Увеличение объема члена осуществляется методом его «оборачивания» в подготовленные ткани.
Их фиксация производится путем сшивания сосудов. В результате процедуры толщина органа увеличивается на 3-4 см.
Техника «Перовик»
Самая сложная операция выполняется по технике «перовик». Она подразумевает полное разделение частей полового органа в целях вживления между ними каркаса из хрящевой ткани. Такой вид операции проводят в крайних случаях. Это обусловлено высокой вероятностью развития осложнений.
К ним относят следующее:
- образование шрамов;
- воспалительный процесс;
- отторжение инородных тканей;
- снижение чувствительности органа;
- неправильное срастание тканей.
Процесс восстановления после операции продолжительный – около 12 месяцев. Для предотвращения воспалительного процесса первое время придется принимать антибиотики. Сексуальную активность следует ограничить. При возникновении малейших признаков осложнений требуется обратиться к врачу.
Вживление шариков
Специфическим, но не менее распространенным методом увеличения обхвата мужского органа считается вживление шариков. Они выполнены из гипоаллергенного материала. Процедура позволяет увеличить толщину пениса на определенных участках.
В результате этого во время интимной близости оказывается дополнительная стимуляция на эрогенные точки партнерши. К преимуществам процедуры относят относительную простоту проведения.
Вживлением инородных тел занимается не только хирург, но и эксперт в области боди-модификации.
При введении под кожу различных материалов мужчина должен осознавать риск осложнений. Присутствует вероятность возникновение воспалительного процесса и отторжения материала.
Безоперационные методы
Главное преимущество безоперационных методов утолщения пениса – безопасность для здоровья и низкая вероятность развития осложнений. Как можно нарастить размеры и увеличить толщину члена, подскажет лечащий врач. Он изучит анамнез и подберет наиболее оптимальную схему лечения. Принимать решение самостоятельно крайне не рекомендуется.
Массаж и упражнения
Задача упражнений и массажа полового органа заключается в расширении пещеристых тел. Во время возбуждения они увеличиваются в размерах, вмещая в себя прилившую кровь. Чем больше вместимость тел, тем шире толщина полового органа.
Результат мануального воздействия на пенис становиться заметен после проведения курса лечения. При необходимости, после небольшого перерыва проводятся повторные сеансы.
Упражнения следует осуществлять, соблюдая специальную технику. Её нарушение приводит к травмам органа. Эффективность упражнений зависит от регулярности тренировок, увеличивающих пенис. Нагрузка во время упражнений со временем должна увеличиваться.
К самым распространенным и эффективным упражнениям относят следующие:
- Следует максимально вытянуть член вперед, а затем наклонять его в разные стороны. В каждой из них орган фиксируется на 10 секунд.
- Крепко взявшись пальцами у основания пениса, необходимо продвинуться к головке и сжать её еще сильнее на несколько секунд. Такое упражнение повторяется не менее 10 раз.
- С помощью указательного и большого пальцев следует массировать основание члена, тщательно растягивая кожу. Постепенно движения сменяются на похлопывающие и пощипывающие.
Экстендер
Экстендер представляет собой современное приспособление, предназначенное для вытяжения пениса с применением специального груза. Общий срок ношения экстендера составляет 2 месяца. Более продолжительное ношение способно навредить здоровью, поскольку оказывается давление на половой орган.
Процесс вытяжения члена повышает эластичность тканей и стимулирует прирост клеток. При нахождении органа в состоянии эрекции, происходит набухание в результате притока крови.

Эффект достигается в результате постоянного растягивания тканей пениса, что приводит к их разрастанию и, как результат, изменению объёма.
Это способствует увеличению его объема. В среднем ежемесячный прирост параметров составляет 5 мл. Через 2 месяца ношения прибора член увеличивается на 1 см. Максимально возможный результат (при условии продолжительного использования экстендера) – 4 см.
На результативность процедуры оказывают влияние следующие факторы:
- Регулярность надевания прибора. Для достижения необходимого эффекта его нужно носить ежедневно.
- Гормональный статус. Если проблема спровоцирована нехваткой тестостерона, то ношение экстендера будет бесполезным.
- Изначальное строение органа.
- Возраст мужчины. В более зрелом возрасте изменить анатомические данные сложнее, чем в молодом.
Экстендеры бывают петлевыми, вакуумными, с эластичными ремнями и вакуумно-адгезионными.
Вакуумная помпа
Действие вакуумной помпы основано на чередовании давления на половой орган. Помпа представляет собой прибор, состоящий из колбы для пениса и рычага для подачи воздуха.
После размещения члена в колбе осуществляется отрицательное давление, которое стимулирует приток крови к органам малого таза. За счет этого устраняются застойные явления.
При регулярном использовании вакуумная помпа повышает объемы члена в домашних условиях.
В результате её использования устраняются проблемы с эрекцией и увеличивается толщина полового органа. К негативным моментам относят непродолжительное сохранение результата.
При выборе помпы рекомендуется обращать внимание на то из чего она изготовлена. Наиболее подходящим будет гипоаллергенный материал. Желание сэкономить в этом случае неуместно. Детали прибора должны быть крепкими и устойчивыми к изнашиваниям.
Мази и кремы
Основное преимущество кремов и мазей для утолщения члена – местный способ использования. Активные компоненты не попадают в кровеносную систему. Поэтому побочные эффекты развиваются в редких случаях.
После нанесения таких средств, оказывается раздражающее действие. Оно улучшает кровообращение, способствуя приливу крови к детородному органу.
В качестве активных компонентов выступают растительные экстракты и экзотические вещества. Эффект от использования средств местного применения практически моментальный. Их наносят непосредственно перед половым актом. Член становится более объемным, улучшается эрекция и повышается выносливость мужчины.
К недостаткам кремов и мазей относят непродолжительный эффект. Его хватает не более чем на 1-2 суток. Перед применением желательно ознакомиться с перечнем противопоказаний и возможностью появления побочных эффектов. Среди них выделяют аллергическую реакцию на составляющие компоненты.
Рейтинг эффективных кремов, увеличивающих объемы пениса, возглавляют следующие средства:
- Титан гель;
- MAXI SIZE;
- Largo;
- Dominator;
- Андрактим;
- Персидский Шах.
Увеличить размер полового члена поможет комплексный подход. Эффект будет более заметным при совмещении сразу нескольких методик.
Гормональные таблетки
Самый актуальный вопрос, волнующий множество мужчин – как увеличить толщину полового члена с помощью гормональных таблеток. Их эффективность обусловлена способностью повышать уровень тестостерона в организме.
Лечение не подразумевает мануального и хирургического воздействия на половой орган. Увеличение объемов полового органа происходит естественным путем под влиянием внутренних процессов организма.
К недостаткам приема гормональных средств относят высокий риск появления побочных симптомов. Неправильное применение таблеток приводит к излишнему оволосению тела, огрубению голоса и повышению раздражительности.

Самостоятельное неконтролируемое употребление гормональных препаратов может привести к серьёзным осложнениям и полной потере эрекции.
Перед использованием таблеток следует сдать анализ, определяющий гормональный статус. Прием гормонов оправдан только при наличии соответствующих проблем. Если тестостерон в норме, такие препараты произведут обратный эффект.
Увеличить толщину пениса, восполнив запас тестостерона в организме, помогают следующие препараты:
- Сустанон;
- Тестостерона ципионат;
- Провирон;
- Галотестин.
В продаже представлены медикаменты, стимулирующие выработку собственного тестостерона. Их назначают в рамках проведения заместительной терапии. Такое лечение проводится при снижении эректильной функции, нарушении функции щитовидной железы и возрастных изменениях.
Выбор способа изменения объемов пениса должен основываться на сложности ситуации. Она определяется индивидуально. При незначительных отклонениях рекомендуется прибегнуть к помощи лечебных кремов или мазей. В случае гормональных нарушений осуществляется прием таблеток. Хирургическое вмешательство показано только в тяжелых ситуациях, когда другие методы малоэффективны.