
Вентиляция сварочного поста, столы сварщика с ФВУ
Столы сварщиков с фильтровентиляционным вытяжным устройством предназначены для проведения сварочных, а также шлифовальных, зачистных и других операций с одновременным удалением из зоны выполнения работ сварочного аэрозоля и пыли.
Вентиляция сварочного поста обладает высокой эффективностью очистки воздуха фильтрами, используемыми в конструкции столов сварщиков, позволяет возвращать воздух после очистки обратно в помещение.
Благодаря наличию встроенной фильтровентиляции сварочные посты можно использовать в помещениях, не оборудованных общецеховой системой вентиляции, а также значительно сократить объем приточного воздуха, затраты на обогрев здания в зимнее время. Использование столов с вытяжным устройством позволяет создать чистую воздушную среду в производственном помещении, улучшить условия труда, сократить вероятность профессиональных заболеваний рабочих, существенно уменьшитьобъем вредных выбросов в атмосферу.
Все столы сварщиков с фильтровентиляционным устройством прошли испытания и по эффекту очистки соответствуют требованиям пре-дельной концентрации вредных веществ в воздухе рабочей зоны ГН.2.2.5.1313- 03, 2.2.5.2308-07. Столы сварщиков могут подсоединяться к общезаводской (общецеховой) системе вентиляции.
Стол c вытяжным устройством и фильтрующими элементами необходимой модели Вы можете заказать, отправив заявку на [email protected]
Опросный лист №1 для подбора/разработки стола сварщика
Сортировать по умолчаниюВаше имя
Телефон
— или —
Ваше имя
Телефон
— или —
Ваше имя
Телефон
— или —
Ваше имя
Телефон
— или —
Ваше имя
Телефон
— или —
Ваше имя
Телефон
— или —
Ваше имя
Телефон
— или —
Ваше имя
Телефон
— или —
Ваше имя
Телефон
— или —
Ваше имя
Телефон
— или —
Ваше имя
Телефон
— или —
Ваше имя
Телефон
— или —
Ваше имя
Телефон
— или —
Ваше имя
Телефон
— или —
Ваше имя
Телефон
— или —
Ваше имя
Телефон
— или —
Ваше имя
Телефон
— или —
Ваше имя
Телефон
— или —
Вентиляция сварочного поста, цеха, участка – виды, нормы, расчет
Сварочное производство одно из самых неблагоприятных мест для работы человека. Во время технологического процесса сварки металлов выбрасывается огромное количество вредных веществ – соединения металлов в виде плазмы, фтористые соединения, озон, окиси азота и оксиды углерода. Все эти соединения при систематическом вдыхании провоцируют развитие опасных «профессиональных» заболеваний и несут экологический вред окружающей среде.
Во время технологического процесса сварки металлов выбрасывается огромное количество вредных веществ – соединения металлов в виде плазмы, фтористые соединения, озон, окиси азота и оксиды углерода. Все эти соединения при систематическом вдыхании провоцируют развитие опасных «профессиональных» заболеваний и несут экологический вред окружающей среде.
В целях сокращения вреда от сварки важной задачей является грамотный расчет, проектирование и внедрение современных систем вытяжной вентиляции на сварочном производстве – это сварочные цеха, отдельные сварочные участки и посты.
Виды вентиляции при проведении сварочных работ
Выбор системы вентиляции и ее конструкция определяется спецификой производства сварочных работ:
- тип сварочного материала;
- объемы выполняемых работ;
- размер соединяемых деталей и способ их перемещения;
- принцип организации рабочего места.
Различают следующие виды вентиляции сварочного производства:
- местная вентиляция сварочных постов;
- общеобменная приточно-вытяжная вентиляция.

Основным видом вентиляции сварочного поста являются местные отсосы. Общеобменная вентиляция проектируется в качестве независимой системы, поскольку отсосы не могут полностью удалить все вредные вещества при сварке. Оптимальным вариантом является сварочный пост в виде отдельного отсека со своими стенками, оборудованного местной вытяжкой и общеобменной вентиляцией.
Общеобменная вентиляция
Такая система вентиляции состоит из приточного и вытяжного вентилятора, системы воздуховодов с фильтрами и регулируемыми приточными клапанами. Общеобменная вентиляция должна обеспечивать свежим воздухом цех для уменьшения содержания вредных примесей.
Обустройство её обязательно, если во время работ используется более 200 г/час электродов на 1 м³ объёма помещения. В противном случае приток свежих воздушных масс обеспечивается естественным путём. В зимнее время наружный воздух должен подаваться в цех с температурой не менее +18 °C.
Местная вентиляция
Вентиляция сварочных постов выбирается в зависимости от величины свариваемых деталей и интенсивности работ. От этого будет зависеть количество и состав образующихся газов.
От этого будет зависеть количество и состав образующихся газов.
Устанавливать вытяжные зонты над местом сварщика не рекомендуется, т. к. вредные вещества будут проходить через зону его дыхания.
В этом случае лучше применять рабочие столы с отсосом воздуха через колосниковую решётку, обустроенную на его поверхности. При таком виде местной вентиляции вытяжное устройство должно быть снабжено искрогасящим фильтром.
Производительность вытяжной системы рабочего места может достигать 5,5 тыс. м³/час. При сварке или наплавке больших изделий на столах, не оборудованных вытяжными устройствами, удаление сварочных аэрозолей проводится с помощью местных отсосов мобильных фильтровентиляционных агрегатов.
При выполнении некоторых работ применяют подъемно-поворотные вытяжки. Гибкий приёмный шланг диаметром 200 мм шарнирно закреплён на консоли и направляется в необходимую зону. Приёмный патрубок этого устройства может располагаться на расстоянии 7–8 м от места сварщика.
При использовании местных вытяжных устройств приточный воздух должен подаваться в нижнюю часть помещения, а при невозможности — в верхнюю, с последующей доводкой к сварочному посту.
Нормы и требования к вентиляции сварочных работ
Вентиляция сварочных работ регламентируется СП 1009-73 «Санитарные правила при сварке, наплавке и резке металлов».
Скорость движения воздуха, создаваемая местными отсосами у источников выделения вредных веществ, должна быть:
- ручная сварка – не менее 0,5 м/с;
- сварка в углекислом газе – не более 0,5 м/с;
- сварка в инертных газах – не более 0,3 м/с;
- газовая резка титановых сплавов и низколегированных сталей – не менее 1,0 м/с;
- плазменная резка титановых сплавов и низколегированных сталей – не менее
- плазменная резка алюминиево-магниевых сплавов и высоколегированных сталей – не менее 1,8 м/с;
- плазменное напыление – не менее 1,3 м/с;
- заточка торированных вольфрамовых электродов – не менее 1,5 м/с.
Из рабочей зоны должно удаляться не меньше 75% вредных веществ силами вытяжной вентиляции, для вытяжных шкафов над местом работы сварщика цифра выше – 90%.
ГOCT 12.3.003-86 «Работы электросварочные» называет конкретные цифры для скорости обмена воздуха. Для стандартного сварочного поста, т.е. при работе с обычными черными металлами, это 1500 м³/ч, а для области непосредственно вблизи сварочного стола – 0,2 м³/с. Для сварки в закрытых, труднодоступных пространствах требования выше – 150 м³/ч от каждого сварочного поста.
Проектирование вентиляции для сварочного производства
Сварочные помещения оборудуются вентиляцией, обеспечивающей эффективное удаление вредных для здоровья загрязняющих веществ. Стационарные сварочные посты должны быть оборудованы локальными системами вентиляции рабочих мест. Значения гигиенических нормативов СНИП II-33-75 определяют предельно допустимые концентрации (ПДК) и объем вредных для здоровья факторов в производственной среде. Эти показателя являются ключевыми при расчете норм воздухообмена в сварочном цехе.
Как выполняются расчеты?
Если в помещении выделяются газообразные, пылевые или токсичные пары, то количество вентиляционного воздуха, необходимое для снижения средней концентрации загрязняющих веществ, можно рассчитать по формуле:
lim S(t) = lim{m+SnVn/Vw + (S0-m+SnVn/Vw)e}= S (1)
где:
- S(t) — концентрация загрязнителя воздуха в помещении в момент времени t;
- S0 — начальная концентрация загрязняющего вещества в воздухе помещения;
- Sn — концентрация загрязняющего вещества в приточном воздухе;
- m — эмиссия загрязняющего вещества:
- Vn — объемный расход подаваемого воздуха;
- Vw — объемный расход вытяжного воздуха;
- τn — номинальная постоянная времени воздухообмена:
- t — время;
- S — средняя концентрация загрязняющих веществ в стационарном состоянии.

Если источник выброса загрязняющих веществ является чрезмерно токсичным, рекомендуется полностью герметизировать этот источник, используя кожух, связанный с вытяжной вентиляцией.
Расчет локальной вентсистемы
Расчет вентиляции сварочного цеха базируется на показателях предельно допустимой концентрации загрязняющих веществ:
- пыль, содержащая более 50 % свободного кристаллического кремнезема: общая пыль — 2 мг/м³; вдыхаемая пыль — 0,3 мг/м³.
- пыль, содержащая свободный кристаллический кремнезем в диапазоне от 2% до 50%: общая пыль — 4 мг/м³; вдыхаемая пыль — 1 мг/м³.
Объем нетоксичной промышленной пыли, содержащей менее 2% свободного кристаллического кремнезема, не должен превышать 10 мг/м³.
Как воспользоваться нашими услугами?
Заказать проект и монтаж системы вентиляции для сварочного цеха в Нижнем Новгороде можно по телефонам:
- +7(991) 393-86-71
- +7(831) 433-39-05
Заказажите обратный звонок или отправьте нам запрос с описанием задачи на почту 4333928@mail. ru.
ru.
1926.353 — Вентиляция и защита при сварке, резке и нагреве.
- По стандартному номеру
- 1926.353 — Вентиляция и защита при сварке, резке и нагреве.
Механическая вентиляция . Для целей настоящего раздела механическая вентиляция должна соответствовать следующим требованиям:
1926.353(а)(1)Механическая вентиляция должна включать либо общие механические вентиляционные системы, либо местные вытяжные системы.
1926.353(а)(2) Общая механическая вентиляция должна иметь достаточную мощность и быть устроена таким образом, чтобы производить количество воздухообменов, необходимое для поддержания сварочного дыма и дыма в безопасных пределах, как определено в подразделе D настоящей части.
Местная вытяжная вентиляция должна состоять из свободно перемещаемых колпаков, предназначенных для установки сварщиком или горелкой как можно ближе к рабочему месту. Эта система должна иметь достаточную мощность и быть устроена таким образом, чтобы удалять пары и дым из источника и поддерживать их концентрацию в зоне дыхания в безопасных пределах, как это определено в подразделе D настоящей части.
1926.353(а)(4)Загрязненный воздух, выходящий из рабочего помещения, должен выпускаться на открытый воздух или иным образом удаляться от источника всасываемого воздуха.
1926.353(а)(5)Весь воздух, замещающий отбираемый, должен быть чистым и пригодным для дыхания.
1926.353(а)(6) Кислород не должен использоваться для вентиляции, комфортного охлаждения, сдувания пыли с одежды или для уборки рабочей зоны.
Сварка, резка и нагрев в ограниченном пространстве.
1926.353(б)(1)За исключением случаев, предусмотренных пунктом (b)(2) настоящего раздела и пунктом (c)(2) настоящего раздела, должна быть обеспечена либо общая механическая, либо местная вытяжная вентиляция, отвечающая требованиям пункта (a) настоящего раздела всякий раз, когда сварка, резка или нагрев выполняются в ограниченном пространстве.
При невозможности обеспечения достаточной вентиляции без блокировки средств доступа работники, находящиеся в замкнутом пространстве, должны быть защищены респираторами с воздуховодом в соответствии с требованиями подраздела Е настоящей части, а работник, находящийся вне такого замкнутого пространства должен быть назначен для поддержания связи с теми, кто работает в нем, и для оказания им помощи в чрезвычайной ситуации.
Спасательные круги. Если сварщику необходимо проникнуть в замкнутое пространство через люк или другое небольшое отверстие, должны быть предусмотрены средства для его быстрого удаления в случае чрезвычайной ситуации. При использовании для этой цели ремней безопасности и страховочных тросов они должны быть прикреплены к телу сварщика таким образом, чтобы его тело не могло быть зажато в небольшом выходном отверстии. Дежурный с заранее спланированной процедурой спасения должен находиться снаружи, чтобы постоянно наблюдать за сварщиком и иметь возможность проводить спасательные операции.
1926.353 (с)Сварка, резка или нагрев металлов, имеющих токсическое значение.
1926.353 (с) (1)Сварка, резка или нагрев в любых закрытых помещениях с участием металлов, указанных в настоящем подпункте, должны выполняться либо с общей механической, либо с местной вытяжной вентиляцией, отвечающей требованиям пункта (а) настоящего параграфа:
1926. 353 (с) (1) (я)
353 (с) (1) (я)Цинксодержащие основные или присадочные металлы или металлы, покрытые цинкосодержащими материалами;
1926.353(с)(1)(ii)Свинцовые недрагоценные металлы;
1926.353(с)(1)(iii)Кадмийсодержащие наполнители;
1926.353(с)(1)(iv)Хромсодержащие металлы или металлы, покрытые хромсодержащими материалами.
1926.353 (с) (2)Сварка, резка или нагрев в любых закрытых помещениях с участием металлов, указанных в настоящем подпункте, должны производиться с местной вытяжной вентиляцией в соответствии с требованиями пункта (а) настоящего параграфа, либо работники должны быть защищены респираторами с воздуховодом в в соответствии с требованиями подраздела Е настоящей части:
1926.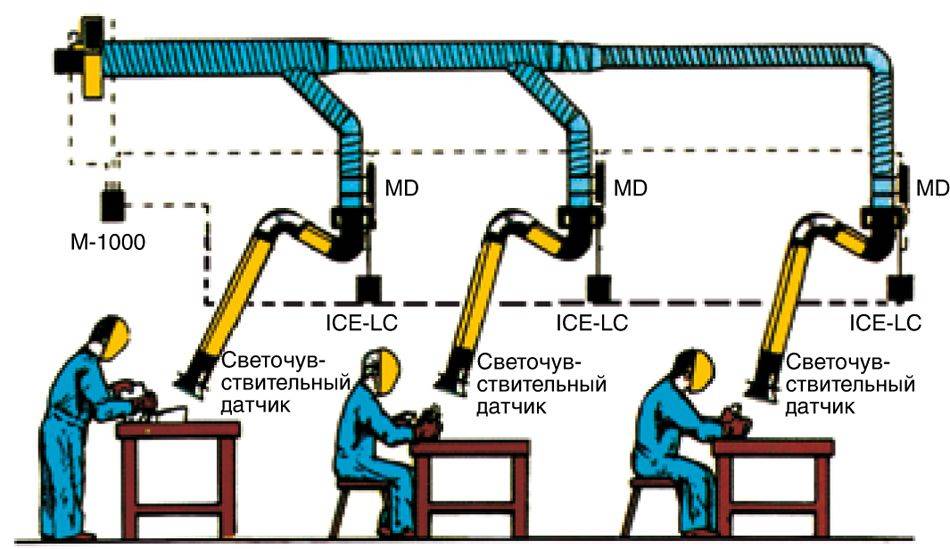 353(с)(2)(я)
353(с)(2)(я)Металлы, содержащие свинец, за исключением примесей, или металлы, покрытые свинецсодержащими материалами;
1926.353(с)(2)(ii)Недрагоценные металлы, содержащие кадмий или покрытые кадмием;
1926.353(с)(2)(iii)Металлы, покрытые ртутьсодержащими металлами;
1926.353(с)(2)(iv)Бериллийсодержащие основные металлы или металлы-наполнители. Из-за высокой токсичности работы с бериллием следует проводить как с местной вытяжной вентиляцией, так и с магистральными респираторами.
1926.353 (с) (3) Работники, выполняющие такие операции на открытом воздухе, должны быть защищены респираторами фильтрующего типа в соответствии с требованиями подраздела Е настоящей части, за исключением того, что работники, выполняющие такие операции с бериллийсодержащими неблагородными или присадочными металлами, должны быть защищены воздухопроводом респираторы в соответствии с требованиями подраздела Е настоящей части.
Другие работники, находящиеся в той же атмосфере, что и сварщики или горелки, должны быть защищены таким же образом, как и сварщик или горелка.
1926.353 (г)Дуговая сварка в среде инертного газа.
1926.353 (д) (1)Поскольку процесс дуговой сварки в среде инертного газа включает образование ультрафиолетового излучения интенсивностью от 5 до 30 раз выше, чем при дуговой сварке в защитных газах, разложение хлорированных растворителей ультрафиолетовыми лучами и выделение токсичных дыма и газов, работникам не разрешается участвовать или подвергаться воздействию процесса до тех пор, пока не будут приняты следующие специальные меры предосторожности:
1926.353(г)(1)(я) Использование хлорированных растворителей должно осуществляться на расстоянии не менее 200 футов, если они не экранированы, от открытой дуги, а поверхности, подготовленные с использованием хлорированных растворителей, должны быть полностью сухими, прежде чем на таких поверхностях будет разрешена сварка.
Работники в зоне, не защищенной от дуги экранами, должны быть защищены фильтрующими линзами, отвечающими требованиям подраздела E этой части. Когда два или более сварщика подвергаются воздействию дуги друг друга, под сварочными масками должны быть надеты очки с фильтрующими линзами подходящего типа, отвечающего требованиям подраздела E этой части. Наручные щитки для защиты сварщика от вспышек и лучистой энергии должны использоваться при поднятой каске или снятом щитке.
1926.353(г)(1)(iii) Сварщики и другие работники, подвергающиеся воздействию радиации, должны быть соответствующим образом защищены, чтобы кожа была полностью закрыта, чтобы предотвратить ожоги и другие повреждения ультрафиолетовыми лучами. Сварочные маски и щитки для рук не должны иметь утечек и отверстий, а также не должны иметь сильно отражающих поверхностей.
Когда дуговая сварка металлическим электродом в среде инертного газа выполняется на нержавеющей стали, должны выполняться требования параграфа (c)(2) настоящего раздела для защиты от опасных концентраций диоксида азота.
1926.353 (е)Общая сварка, резка и нагрев.
1926.353(д)(1)Сварка, резка и нагрев, не связанные с условиями или материалами, описанными в пунктах (b), (c) или (d) настоящего параграфа, обычно могут выполняться без искусственной вентиляции легких или средств защиты органов дыхания, но если из-за необычные физические или атмосферные условия, существует небезопасное скопление загрязняющих веществ, необходимо обеспечить подходящую механическую вентиляцию или средства защиты органов дыхания.
1926. 353(д)(2)
353(д)(2)Работники, выполняющие любые виды сварки, резки или нагревания, должны быть защищены подходящими средствами защиты глаз в соответствии с требованиями подраздела E настоящей части.
[44 FR 8577, 9 февраля 1979 г.; 44 FR 20940, 6 апреля 1979 г., в редакции 55 FR 42328, 18 октября 1990 г.; 58 ФР 35179, 30 июня 1993 г.]
Как оценить потребности в вентиляции для сварочных работ
Каждая сварочная среда и сварочный цех нуждаются в оборудовании для обеспечения безопасности сварки, которое гарантирует, что воздух, которым дышат сварщики и другие рабочие, будет как можно более чистым и незагрязненным.
Kemper America является ведущим экспертом в области систем удаления сварочного дыма и дыма и поставляет ряд систем фильтрации воздуха, вентиляции и дымоудаления при сварке. Но как узнать, какая именно система соответствует вашим потребностям?
Оценка потребностей вашей сварочной среды
Два наиболее важных элемента, которые следует учитывать при оценке потребности в вентиляции для сварочных работ:
- Окружающая среда, в которой вы и/или ваши сотрудники работаете
- Тип выполняемой сварки или резки
Различные сварочные среды
Сварка выполняется в обширных и разнообразных средах, как внутри помещений, так и снаружи, но в целом это:
- Наружные площадки , где воздух обычно удаляется из зон дыхания сварщиков
- Открытые мастерские , где сварка ограничена одной областью
- Зоны ограниченного доступа , включая комнатные растения, мастерские и сварочные камеры
- Ограниченные зоны включая суда и другие закрытые рабочие зоны
Различные виды сварки
Наиболее распространенные виды сварки:
- Дуговая сварка под флюсом , один из старых процессов автоматической сварки, использует дугу между электродами из оголенного металла и сварочной ванной.
 Сварной шов экранируется гранулированным флюсом и погружается под слой флюса и шлака — отсюда и название.
Сварной шов экранируется гранулированным флюсом и погружается под слой флюса и шлака — отсюда и название. - Сварка ВИГ – сварка вольфрамовым электродом в среде инертного газа, также известная как газовая вольфрамовая дуговая сварка (GTAW) – это процесс, при котором возникает дуга между неплавящимся вольфрамовым электродом и заготовкой. Используется для сварки цветных металлов, включая алюминий, это чистый процесс, в котором используется защитный газ, эффективно удаляющий флюс и образовавшийся шлак. Дуга TIG может выделять опасный озон, поэтому вентиляция жизненно необходима.
- Сварка MIG – сварка металлов в среде инертного газа, также известная как дуговая сварка металлическим электродом в среде защитного газа (GMAW) – это процесс, в котором используется непрерывный металлический присадочный электрод и сварочная ванна вместе с защитным газом. Первоначально разработанный для сварки алюминия, это также чистый процесс, не образующий шлака.
 Обычно не используется на открытом воздухе.
Обычно не используется на открытом воздухе. - Дуговая сварка порошковой проволокой , в которой используется дуга между непрерывным трубчатым электродом из присадочного металла и сварочной ванной. Разновидность сварки MIG, в которой также используется защитный газ из флюса, содержащегося внутри электрода. Процесс не может применяться вручную, но может быть полуавтоматическим или автоматическим.
- Сварка стержнями, , также называемая дуговой сваркой в среде защитного металла (SMAW) или просто дуговой сваркой, в которой используются прямые стержнеобразные электроды, которые производят защитный газ и флюс. Недорогая и относительно простая в применении сварка электродами широко используется при изготовлении, строительстве и ремонтных работах. Надлежащая вентиляция имеет первостепенное значение, поскольку многие химические вещества, используемые в покрытиях электродов, опасны при вдыхании.
- Дуговая угольно-плазменная резка достигается за счет использования дуги между электродом и заготовкой для расплавления металла.

Вентиляционные решения для сварочной среды
При оценке потребностей в вентиляции в любой сварочной среде необходимо убедиться, что:
- будет достаточно естественной или общей вентиляции
- Потребуются местные вытяжные системы
- Потребуются местные вытяжные и респираторные системы
Как правило, естественная вентиляция недостаточна для сварочных работ , а общую вентиляцию следует использовать только при выполнении дуговой сварки под флюсом или сварки TIG на открытом воздухе или дуговой сварки под флюсом в открытом помещении или цехе.
Местные вытяжные системы необходимы при проведении сварки MIG, сварки порошковой проволокой или электродов на открытом воздухе, а также сварки TIG и MIG в открытых мастерских. Их также следует использовать, когда дуговая сварка под флюсом и сварка TIG используются в ограниченных и замкнутых пространствах.
Дыхательные системы и местная вытяжка должны использоваться, когда сварка MIG проводится в ограниченных и замкнутых пространствах; при сварке порошковой проволокой и электродами внутри; везде, где выполняется углеродная или плазменная дуговая резка.