
Сварка или резьба: замена батарей отопления
С самого начала хотелось бы сказать всем, кто собрался менять радиаторы отопления — очень правильный решение! В квартирах надо устанавливать биметаллические радиаторы. Подробнее про монтаж радиаторов отопления.
Теперь же собственно поговорим о сварке и резьбе. И сварка и резьба относятся к видам соединений труб и никак не влияют на качество прогрева радиатора, на срок службы самого радиатора и на комфортные условия в отапливаемом помещении. То есть если подводящие трубы сделаны качественно и на совесть, то радиатор будет греть хорошо и в первом и во втором случае. Однако есть несколько особенностей, на которые стоит обратить внимание при выборе метода монтажа:
1. Внешний вид.
Сравните сами радиатор на резьбах и радиатор на сварке с трубогибом. Внизу несколько фото примеров работ на резьбе и наших работ. Очевидно, что сварка с трубогибом выглядит намного лучше резьбовой подводки.
Первая картинка на резьбе, вторая картинка на сварке
Наши работы по замене батарей можно посмотреть в Нашей Галерее
2.
 Экономия времени клиента.
Экономия времени клиента.Чтобы заменить батарею на резьбе необходимо снять замеры, предварительно изготовить подводку и второй раз приехать на монтаж. Работа на сварке не требует замеров. Мы сразу приедем работать и сэкономим Вам массу времени. Мы прямо по телефону сделаем все расчеты подберем радиаторы и запишем Вас на удобную дату.
3. Надежность соединений.
Сварочные швы не уступают в прочности цельной трубе, потому что соединение тут на молекулярном уровне. Сварка прослужит столько же, сколько и сама труба (30-50 лет). В отличие от резьбы, которая является достаточно капризным соединением. Резьба боится вибраций и механических нагрузок (двигали мебель, задели трубу). От этого она быстро «разбалтывается» и начинает подтекать. Именно поэтому на резьбу дают гарантию в 2-5 раз меньше, чем на сварку!
4. Техническая возможность заменить любой радиатор.
Действительно часто бывает, например, в старых домах (более 30-40 лет) трубы отопления находятся в плачевном состоянии. На этих трубах просто нельзя нарезать резьбу, поэтому в таких квартирах можно установить батареи только на сварке. Или например трубы стояка отопления расположены слишком близко к стене, что тоже исключает возможность работы на резьбах.
На этих трубах просто нельзя нарезать резьбу, поэтому в таких квартирах можно установить батареи только на сварке. Или например трубы стояка отопления расположены слишком близко к стене, что тоже исключает возможность работы на резьбах.
5. Есть возможность спрятать трубы в стенах.
На резьбах подобного делать крайне не рекомендуется. На сварке же спрятать трубы в стене можно без проблем. Срок службы радиатора и подводки от этого не изменится. Вот почему работы на сварке стоят дороже, чем на резьбе.
ОСТАЛИСЬ ВОПРОСЫ? ПОЗВОНИТЕ ИЛИ НАПИШИТЕ НАМ!
Так же мы предоставляем следующие услуги:замена батарей отопления
замена батарей отопления в квартире
цена замены радиатора в квартире
замена радиаторов отопления
установка батарей отопления
установка радиаторов отопления
| Ответить на вопросы |
Стальные и оцинкованные трубы под пресс без сварки Екатеринбург-Стройуровень
Оцинкованные трубы без сварки
Если Вам необходимо отремонтировать или заменить трубопровод из стали с цинковым покрытием, обращайтесь к специалистам, соединяющим оцинкованные трубы без сварки. Это проще и дешевле, чем использовать сварочный аппарат. Кроме того, сварной шов является слабым местом, а оцинковка спреем не дает столь хороших результатов, как нанесение слоя цинка в заводских условиях.
Это проще и дешевле, чем использовать сварочный аппарат. Кроме того, сварной шов является слабым местом, а оцинковка спреем не дает столь хороших результатов, как нанесение слоя цинка в заводских условиях.
Для соединения полых металлических трубок применяют резьбовые, фланцевые, обжимные и компрессионные фитинги. Лучше использовать соединители из черных металлов, не образующих электрохимических пар с железом. Иначе может ускориться коррозия во влажной среде, и цинковая защита оказывается недостаточной для предотвращения прорыва.
Нарезка резьбы, подгонка фланцев, обжимка и компрессия осуществляется как на предприятиях, так и в домашних условиях. С применением эффективных современных инструментов мастера работают быстро, производят минимум шума и загрязнений. По окончании работ производится уборка.
На стальных трубопроводах используются фитинги следующих видов:
угольники;
отводы и тройники;
переходники;
заглушки.
Присоединение одних трубок к другим под разными углами облегчает создание произвольных конфигураций в системе водоснабжения, отопления или канализации. Недорогая замена труб без сварки позволяет уменьшить количество сочленений и общую протяженность трубопроводов.
Недорогая замена труб без сварки позволяет уменьшить количество сочленений и общую протяженность трубопроводов.
Подробнее о методах соединения
Внутреннюю резьбу нарезают вручную с помощью метчика, для нарезания наружной вращают плашку вокруг обрабатываемой детали. Впоследствии нарезные участки уплотняют фум-лентой.
На трубках диаметром больше 50 мм предпочтительно делать фланцы с муфтами, которые плотно надеваются. Плоскости фланцев затягивают болтами с гайками, вставляя уплотнительные кольца. Такие соединения легко раскрутить при необходимости, и снова закрутить своими силами, не вызывая профессионалов.
Обжимные фитинги Гебо состоят из корпуса, нескольких колец – зажимного, уплотнительного, прижимного, и прокладок. Сочленения зажимают специальными гайками.
Компрессионные фитинги устроены похожим образом, с небольшими отличиями. Пригодны для стыковки торцов. Гайку надевают на трубку и затягивают, фактически отправляя стальные трубы под пресс большой мощности.
На выбор наилучшего фитинга влияет устройство системы, характер поставленной задачи и требования к герметичности.
Трубы из углеродной стали
Трубы из углеродистой стали – это один из самых экономически эффективных вариантов обустройства системы отопления и охлаждения. Они широко используются в промышленности и там, где от труб требуется устойчивость к внешним воздействиям. Стальные трубы отличаются высокой прочностью.
Такие трубы устойчивы к воздействию коррозии и зачастую способны пережить даже стихийные бедствия.
Стальные трубы хорошо освоены промышленностью и поэтому относительно недороги. По уровню содержания углерода выделяют несколько типов труб:
Трубы из низкоуглеродистой стали.
Трубы из среднеуглеродистой стали.
Трубы из высокоуглеродистой стали.
Трубы из сверхуглеродистой стали.
Ещё одной категорией труб из углеродной стали, являются изделия, изготовленные из стали, в которой содержание углерода меньше, чем в низкоуглеродной.
Трубы из углеродистой стали могут значительно различаться по характеристикам и при этом вполне соответствовать ГОСТ.
Значение имеет способ производства, бесшовные трубы отличаются большей прочностью по сравнению со стальными, что позволяет им выдерживать более высокое давление.
К ключевым характеристикам относят диаметр трубы, поскольку именно этот параметр определяет пропускную способность системы. Не менее важна и толщина стенок, от неё зависти давление, которое способна выдержать труба.
Также значение имеет наличие антикоррозионного покрытия, по очевидным причинам. Обычно роль покрытия выполняет цинк, хотя встречается и хромовое покрытие, но в последнем случае роль такого покрытия скорее декоративная.
Монтаж труб из углеродной стали
При осуществлении монтажа труб из углеродных сталей очень важно учитывать особенности материала. Качественная и безопасная варка углеродных труб разного типа может обеспечена лишь при соблюдении правил монтажа, и в частности, температуры воздуха там, где проводится сварка.
Процесс и требования к проведению монтажа труб изложены в СНиП 3.05.04-85. Некоторые производители дополнительно сопровождают свою продукцию подробными инструкциями по монтажу, а также спецификациями продукции. В хорошей инструкции можно найти полный пакет данных: начиная от правил перевозки и заканчивая порядком тестирования системы водоснабжения.
Процесс монтажа труб из углеродистой стали будет сильно зависеть от типа труб и иных ключевых характеристик.
Специалисты Стройуровень всегда ответят на ваши вопросы по телефону 8-906-801-29-72, 8-919-360-55-87
Холодное отверждение для соединений трубопроводов
Растет интерес к «холодным» операциям, при которых полностью исключаются газы, источники воспламенения, пламя и огневые работы, связанные со сваркой при ремонте трубопроводов, их модификации и врезке, особенно при старении оффшорная инфраструктура. Генеральный директор Quickflange Руне Хадделанд обсуждает недавние применения одноименной технологии соединения трубопроводов своей компании.
В то время как основное внимание при техническом обслуживании, как правило, уделяется трубопроводам «критического назначения», по которым нефть и газ доставляются из пласта на берег, сегодня операторы также должны уделять внимание часто сложной сети систем трубопроводов, которые преобладают на морских платформах. Такие системы трубопроводов поддерживают все: от пожаротушения, охлаждения и подачи воды до компрессоров и скрубберов.
Кроме того, по мере того, как месторождения и платформы становятся все более старыми, возрастают проблемы, связанные со строительством, модификацией и врезкой трубопроводов, которые часто приходится проводить в устаревшей и часто взаимозависимой инфраструктуре, где высока угроза утечек и коррозии, и где деятельность часто происходит на фоне продолжающегося производства.
По некоторым оценкам, до 20% всех инвестиций в трубопроводную инфраструктуру в течение следующего десятилетия будет потрачено на обслуживание и модернизацию существующей инфраструктуры.
В связи с тем, что многие платформы работают в суровых и удаленных условиях в соответствии с нормативными, экологическими требованиями и требованиями техники безопасности, а также с необходимостью управления затратами, поддержание целостности трубопроводов на верхнем строении является ключевым вопросом для современных операторы.
Решают ли сегодняшние технологии соединения трубопроводов эти проблемы? Для многих менеджеров и инженеров по трубопроводам основной технологией обеспечения соединений трубопроводов и установки фланцев является технология «горячего соединения». сварка там, где требуется доступ к источникам тепла. Однако современная сварка имеет ряд ограничений.
Во-первых, это последствия для безопасности и нормативные требования. Из-за необходимости проверки на горючие газы, риска возгорания от возгораемых материалов, важности обеспечения адекватной вентиляции и необходимости изоляции рабочих зон сварка может быть очень трудоемким процессом. Разрешение на проведение огневых работ на месте, например, часто требует предварительного уведомления за две недели и часто требует значительного
объем бумажной работы еще до того, как люди начали мобилизоваться и резать первые трубы.
Кроме того, хотя могут быть случаи, когда врезка трубопровода может быть перемещена на линию, которую можно временно изолировать, остановка производства часто является единственным вариантом при сварке, что делает этот процесс еще более дорогостоящим.
Принимая во внимание эти проблемы, растет спрос на менее ударные и более гибкие решения для соединения трубопроводов, а также на альтернативные инженерные подходы к традиционным соединениям трубопроводов на морских платформах.
Холодные растворы
В последние несколько лет наблюдается растущий интерес к «холодным» операциям, которые полностью обходятся без газов, источников воспламенения, пламени и огневых работ, связанных со сваркой, но все еще способны обеспечить высокую надежность и герметичность механических и герметичное соединение. Результатом является более безопасная и надежная работа без опасности возгорания или взрыва.
Например, решение Quickflange (рис. 1 выше), имеющее одобрение ABS и DNV, а также ISO 9001:2008, состоит из модифицированного стандартного приварного фланца с запатентованным профилем внутренней канавки.
Еще одним преимуществом модификации стандартного фланца, в отличие от многих других решений для механического соединения, является то, что он может быть доставлен оператору в течение нескольких часов без производственных задержек и без необходимости доступа к конкретным материалам и поставщикам. Некоторая экономия затрат, связанная с этим решением, по сравнению с традиционной сваркой показана на рис. 2 (вверху справа).
Фланец Quickflange обрабатывается таким образом, что он может надвигаться на саму трубу без использования тепла или других потенциальных источников воспламенения. трубное соединение и менее обременительная установка по сравнению с другими более громоздкими механическими системами.
Типичные области применения на сегодняшний день включают в себя трубопроводы и новые врезки катушек; замена существующих фланцев; установка фланцев в местах с ограниченным пространством; замена поврежденных или подвергшихся коррозии трубопроводов; и установка клапанов. Иногда его просто использовали, чтобы избежать сварки в недоступных местах. Гибкость также повышается за счет большего охвата размеров и применимости к широкому спектру материалов труб, номинальных значений и типов фланцев. Кроме того, поскольку операция часто происходит в ограниченном пространстве, это не оказывает неблагоприятного воздействия на производство и не требует разрешений на проведение огневых работ, сварочных аппаратов под давлением, а также связанной с этим бумажной волокиты и затрат.
Кроме того, помимо экономии средств за счет сокращения бумажной работы и потребности в персонале, гибкая модель долгосрочной аренды также обеспечивает более предсказуемость расходов без дополнительных затрат, связанных с арендой оборудования и увеличением потребности в персонале, если конкретная работа задерживается. или переехал. А гибкий характер решения как части полной системы соединения, а не специальной серии продуктов, означает, что его можно легко вписать в любой сценарий обслуживания или настройки.
Решение Quickflange было впервые поставлено в 2005 году на платформу Statoil Gullfaks на шельфе Норвегии, а самые последние развертывания включают платформу Dunlin Alpha компании Fairfield в Северном море Великобритании в ответ на коррозию проблемы по сливу факельного коллектора; трехлетнее соглашение об аренде с Apache North Sea; и установка на проекте BHP Billiton в Пиренеях на шельфе Западной Австралии.
В январе этого года на жилой платформе ZADCO (Zakum Development Company) на Ближнем Востоке были установлены два быстросъемных фланца.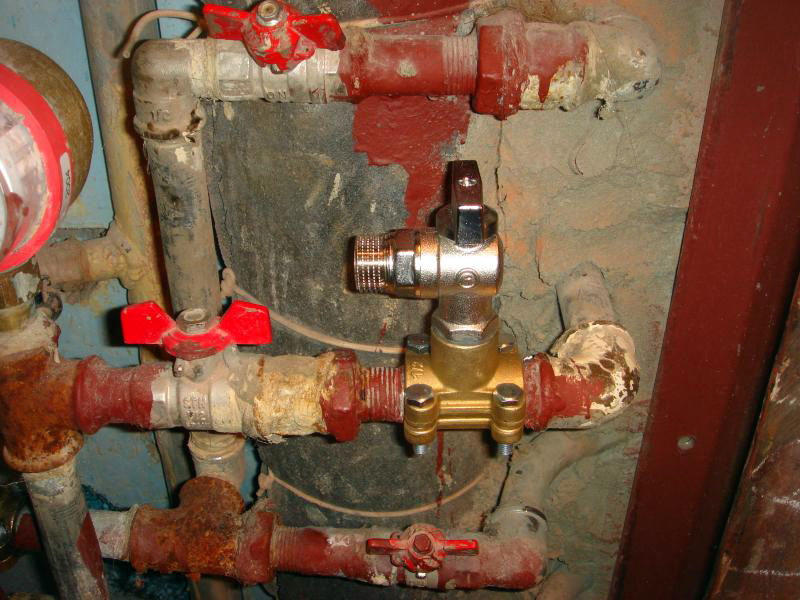 После гидроиспытаний изготовленные золотники были подвергнуты пескоструйной обработке, покрашены и установлены на напорном трубопроводе жокей-насоса пожарной воды платформы взамен существующего, проржавевшего золотника. Ожидается, что это решение значительно сократит объем и продолжительность работ по соединению фланцев с системами инженерных трубопроводов в реальных условиях на месторождении Верхний Закум в будущем.
После гидроиспытаний изготовленные золотники были подвергнуты пескоструйной обработке, покрашены и установлены на напорном трубопроводе жокей-насоса пожарной воды платформы взамен существующего, проржавевшего золотника. Ожидается, что это решение значительно сократит объем и продолжительность работ по соединению фланцев с системами инженерных трубопроводов в реальных условиях на месторождении Верхний Закум в будущем.
Заголовок подводный
Такое же гибкое решение для соединения трубопроводов может быть использовано и для подводных трубопроводов с дополнительными преимуществами. Например, поскольку фланец составляет треть длины многих других механических изделий, с ним проще обращаться, и для его установки требуется меньше времени водолаза. Кроме того, потребуется меньше времени на удаление покрытий, очистку и закапывание, а специальная подготовка труб не требуется.
Руне Хадделанд присоединился к Quickflange в качестве генерального директора в июне 2011 года. Он имеет 15-летний опыт работы в нефтегазовой отрасли,
занимал руководящий пост в Норвегии в компаниях Roxar Flow Measurement, TD W Offshore Services и Ymir Energy
Он имеет 15-летний опыт работы в нефтегазовой отрасли,
занимал руководящий пост в Норвегии в компаниях Roxar Flow Measurement, TD W Offshore Services и Ymir EnergyВ прошлом году было получено финансирование в рамках исследовательской программы Petromaks, координируемой Исследовательским советом Норвегии, для дальнейшего развития подводных возможностей продукта. Эта работа продолжается и включает в себя увеличение рабочего давления до 250 бар, исследование свойств материалов, обеспечение пригодности отбортовочных инструментов для работы в воде; и увеличения диаметра труб. Другие партнеры по сотрудничеству в программе включают Университет Агдера, расположенный в Кристансанне и Гримстаде; ДНВ; независимая исследовательская организация Sintef; Национальный гипербарический центр Шотландии и бразильский оператор Petrobras.
Первоначальные подводные испытания были проведены в сотрудничестве с Petrobras, при этом Quickflange был развернут и активирован в специальном резервуаре для воды, а водолазы поддерживали процесс установки.
4-дюймовый раствор также проходит испытания в Национальном гипербарическом центре в Абердине, имитируя глубину воды 250 м. Программа НИОКР также направлена на разработку математических моделей, оптимизацию методы и возможность работы на подводных трубах диаметром до 30 дюймов.
Результаты дегазации стальных деталей нефтеперерабатывающего завода перед сваркой
Журнал инспекций
Некоторые полевые наблюдения — Часть 1
Эта статья опубликована в выпуске Inspectioneering Journal за май/июнь 1997 года.
0 Нравится | 0 Комментарии | Делиться | Темы |
Технологическое оборудование
Большая часть оборудования, используемого в нефтеперерабатывающей и перерабатывающей промышленности, известна как технологическое оборудование.
 Большинство единиц технологического оборудования предназначены для выполнения конкретных, единичных задач. Технологическое оборудование можно использовать для самых разных задач, таких как хранение, управление потоком и…
Большинство единиц технологического оборудования предназначены для выполнения конкретных, единичных задач. Технологическое оборудование можно использовать для самых разных задач, таких как хранение, управление потоком и…Сварка
Сварка — это процесс соединения отдельных материалов, обычно металлов или термопластов, с использованием сильного нагрева. Сварка — это древнее ремесло, которому уже тысячи лет, и это один из самых важных и широко используемых производственных процессов в…
Случай 1: Топливный газ для котлов в котельной: в 1992 установлены два фланца для установки детонационных заглушек. Дегазация не была завершена. Оба сварных шва были рентгенографированы и отмечены как приемлемые. Труба была 3 дюйма, и использовался предварительный нагрев до 250 градусов.
Пример 2: Факельный коллектор блока Alky: В 1993 году не проводилась дегазация нескольких врезок. Все эти врезки были рентгенографированы и отмечены как приемлемые. труба была 6 дюймов, 10 дюймов, 12 дюймов, и использовался предварительный нагрев до 250 градусов.
Все эти врезки были рентгенографированы и отмечены как приемлемые. труба была 6 дюймов, 10 дюймов, 12 дюймов, и использовался предварительный нагрев до 250 градусов.
Вариант 3: Топливный газ для нагревателя FCCU: в 1994 году были завершены модификации линий топливного газа. Завершены врезки на нагревателе. Рентгенограммы показали основные области газовых карманов и были отклонены. Дегазация Rosebud вместе с повышенным предварительным нагревом и температурой между проходами 400-500F использовались безуспешно. Чтобы квалифицировать эти сварные швы, необходимо было зашлифовать и отремонтировать целые сварные швы. Размер трубы был 4 дюйма
Случай 4: Факельный трубопровод ниже по потоку и в пределах 100 футов от трубопровода компрессора влажного газа в FCCU. В модификациях системы 1994 года дегазация не проводилась перед сваркой. Все рентгенограммы были отмечены как непригодные. Пришлось заменить все трубопроводы между фланцами. Дега можно было бы сделать, но замена между фланцами была дешевле. Размеры трубопроводов: 6 дюймов, 4 дюйма и 3 дюйма.
Размеры трубопроводов: 6 дюймов, 4 дюйма и 3 дюйма.
Вариант 5: Топливный газ к нагревателям платформера и гидробоната: Модификации были внесены во все нагреватели в платформере и системах трубопроводов гидробоната. Врезки были рентгенографированы, и 50% отмечены как непригодные. Повышенные температуры предварительного нагрева и температуры между проходами 350-400°F использовались безуспешно. Газовые карманы были изолированы и в конечном итоге удалены за дополнительную плату.
Случай 6: 4-дюймовый отработанный газ из уплотнительного барабана в линию вакуумного нагревателя в блоке сырой нефти, 4-дюймовая линия.
Участок трубопровода заменен в августе 1994 г. Места врезки (монтажные сварные швы) перед сваркой не дегазировались. Оба сварных шва были рентгенографированы и отмечены как непригодные для брака. Затем два монтажных шва были дегазированы в соответствии с контролируемой процедурой дегазации, заменены, повторно рентгенографированы и отмечены как приемлемые.
Этот контент доступен зарегистрированным пользователям и подписчикам
Зарегистрируйтесь сегодня, чтобы разблокировать эту статью бесплатно.