
Профильные трубы – металлоизделия, используемые для сооружения теплиц, парников, беседок, навесов. Часто для достижения желаемого результата квадратный или прямоугольный трубный прокат необходимо изогнуть по определенному радиусу. Трубу изгибают с приложением силы давления: либо при комнатной температуре, либо при повышенной. Технологию гибки профиля по радиусу подбирают с учетом размеров сечения, толщины стенки, материала, из которого он изготовлен. В домашних мастерских обычно гнут профильную продукцию из стали (при малом сечении) и более мягких цветных металлов и их сплавов.
Какие дефекты могут возникнуть при неправильном выборе или нарушении технологии?
Процесс сопровождается растягивающими усилиями, которые действуют на наружную часть изгиба, и сжимающими – на внутреннюю часть. Изготовить качественное изделие можно только, зная технологические правила процесса, иначе вероятны:
- нарушение соосности участков;
- появление трещин на стенке, расположенной на внешней стороне изгиба;
- образование на внутренней стороне изгиба неравномерных складок;
- расхождение шва сварного профиля.
Совет! Во избежание брака рекомендуется гнуть трубы с высотой профиля (h) до 20 мм на отрезке, длина которого равна или превышает величину 2,5*h. Если высота профиля более 20 мм, то минимальный отрезок равен 3,5*h. Тонкостенную продукцию большого сечения (толщина стенки менее 2 мм) согнуть с получением качественной детали не получится.
Для пластичных малоуглеродистых нелегированных и низколегированных марок стали характерна некоторая «пружинистость». Это означает, что после гибки труба стремится восстановить прежнее положение. Поэтому для таких изделий часто необходима подгонка по шаблону.
Как правильно согнуть профильную трубу с нагревом и при комнатной температуре?
Однозначно рекомендовать, в каких случаях необходимо повышать пластичность металла нагревом, не всегда возможно. Однако практический опыт подсказывает, что:
- Прокат с высотой профиля до 10 мм гнут без прогрева.
- Изделия с высотой в диапазоне 10-40 мм при наличии гибочного устройства изгибают обычно без нагрева. Если специализированного оборудования нет, то решение принимают, в зависимости от высоты профиля, толщины стенки, пластичности металла.
- Трубный профильный прокат с высотой профиля свыше 40 мм обычно обрабатывают при повышенных температурах.
Гибка с нагревом
При горячей радиусной гибке применяют наполнитель, функции которого обычно выполняет песок средней фракции – до 2,5 мм. Пылеватые частицы (менее 0,7 мм) отсеивают, поскольку они могут спечься при высоких температурах. Задача наполнителя – не допустить появления трещин на наружной стороне изгибаемой трубы и мелких складок – на внутренней. Песок перед использованием нагревают до температуры +150°C.
Заглушки для трубы изготавливают из глины или дерева в форме усеченной пирамиды. Длина пирамиды должна быть больше в 10 раз ширины основания. А площадь основания – в 2 раза больше площади сечения заглушаемой трубы. На одной заглушивающей детали изготавливают продольные пазы, которые при нагреве металла будут служить каналами для отведения газов.
Основные этапы процесса горячей гибки:
В один конец трубы вставляют заглушку, а во второй засыпают прокаленный песок. Для уплотнения наполнителя стенки трубы простукивают киянкой. Требуемый участок нагревают паяльной лампой или газовой горелкой до приобретения металлом бордово-красного оттенка. При обработке труб, сваренных по длине из отдельных отрезков, необходимо проконтролировать, чтобы в зоне нагрева отсутствовал сварной шов. При работе со сварными трубами продольный шов располагают на наружной части изгиба. Перед тем как загнуть трубу, ее фиксируют в тисках или специальных зажимах. Отрезок сгибают одним плавным движением. После гибки изделия удаляют заглушки и высыпают сыпучий наполнитель.
Многократно нагревать трубу не рекомендуется, поскольку она потеряет прочность.
Способ холодной гибки
Изделия с высотой профиля до 10 мм обрабатывают без наполнителя. В тонкостенных трубах малого сечения используют пружины плотной навивки для обеспечения равномерного деформирования стенок трубы. Подбирают пружину такого диаметра, чтобы она могла входить в трубу плотно, но без нажима. Для простого удаления пружины к ее крайним виткам привязывают кусок проволоки. В прокате большого сечения в качестве наполнителя применяется прокаленный песок.
Приспособления для гибки профильной трубы
В ряду оборудования, предназначенного для изгибания профильной трубы, присутствуют устройства, разной степени конструктивной сложности, производительности, точности результата.
Горизонтальная гибочная плита с отверстиями
Это несложное приспособление применяется для гибки профильной трубы небольшого сечения, позволяет согнуть ее без трубогиба. Представляет собой горизонтально расположенный стальной лист значительной толщины, в отверстия которого жестко устанавливаются металлические штыри-упоры. При изгибании изделие помещают между упорами, которые располагают в соответствии с требуемым радиусом гибки. На одном из штырей-упоров располагают насадку, обеспечивающую возможность регулирования радиуса изгиба. Процесс начинают с центра заготовки. Такой способ требует приложения значительной физической силы. Точность формы получаемой детали невысокая.
Гибка по оправке
Для работы с профилем с высотой стенки до 25 мм изготавливают оправку. В качестве базы устройства используют верстак с большой горизонтальной поверхностью. Шаблон изготавливают из фанерного листа или МДФ. Шаблон и профиль крепят к верстаку струбцинами. Трубу изгибают плавно. При необходимости гибки деталей по разным радиусам изготавливают несколько шаблонов.
Семейство ручных профилегибов ПГ
Профилегибы ПГ-1 и ПГ-3 – популярные устройства прокатного типа, приводимые в действие вручную. Применяются в индивидуальных хозяйствах и небольших ремонтно-производственных мастерских. Станок в стандартной комплектации предназначен для работы с трубным прокатом прямоугольного и квадратного сечения, швеллером, полосой из стали, а также алюминия, меди и их сплавов. Для обработки круглых труб требуется приобретение дополнительного комплекта роликов. Ролики устанавливаются между двумя опорными стенками корпуса. В профилегибе ПГ-2 ролики расположены снаружи корпуса.
Станок ПГ-6 – самый мощный и производительный в этом семействе. Эффективен для серийной гибки однотипных изделий. Причем одновременно можно гнуть 3 профиля, высота которых не превышает 40 мм. Максимальный размер поперечного сечения, с которым может работать ПГ-6, – 80 мм, толщина стенки – 3 мм.
Как сделать изгиб профильной трубы под любой угол
Когда требуется сделать из профильной трубы элемент с углом 45 градусов, то обычно две заготовки торцуются под 22,5 градусов, после чего свариваются между собой. Это очень простой и быстрый метод, но не самый красивый. В том случае, когда нужно сделать плавный изгиб цельной трубы без образования острого внешнего угла, то можно воспользоваться следующим способом.Необходимые инструменты:
- рулетка;
- угольник;
- маркер;
- болгарка;
- сварочный аппарат.
Изгиб профильной трубы под 45 градусов
В центре будущего изгиба профильной трубы маркером под угольник проводится поперечная линия. Такая отметка делается со всех 4-х сторон трубы.
Далее на одной из сторон нужно сделать еще 4 поперечные линии по 2 слева и справа от центральной. Они проводятся под угольник с отступом в половину сечения трубы. К примеру, если она 40х40 мм, значит следует отступать с шагом 20 мм, а если 50х50 мм, то 25 мм. Такие же линии нужно нанести на противоположной стороне трубы.
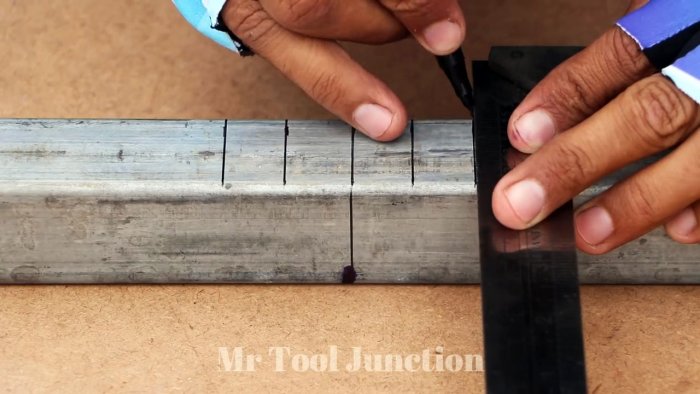
Затем между этими линиями рисуются диагонали, как на фото. В результате они должны составить букву «М». Аналогичные диагонали делаются на противоположной стороне трубы. Важно, чтобы они были в этом же направлении.
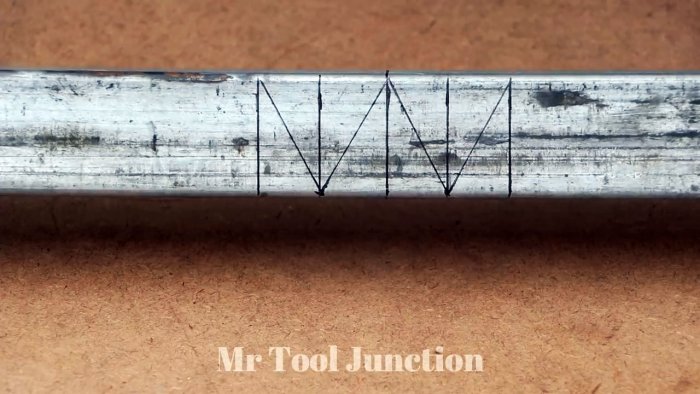
Далее труба поворачивается так, чтобы стороны с диагоналями были по бокам, после чего следует навести маркером крайние линии, как на верхней стороне, так и обороте.
Теперь используя болгарку нужно сделать резы по диагоналям с обеих сторон. Удобней всего использовать для этого изношенный отрезной круг, так как он имеет малый диаметр, что позволяет работать тонко, не подрезая лишнего.

После резки диагоналей требуется уложить трубу так, чтобы составляемая или буква «М» оказалась перевернутой. На следующем этапе прорезаются находящиеся сверху крайние отметки, оборот трубы при этом должен остаться целым. В результате подрезок отделяется ненужный фрагмент с двумя зубьями.

Подготовленная таким образом труба сгибается руками.
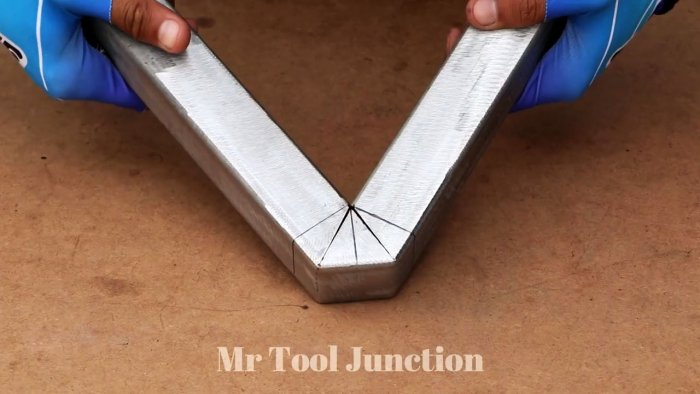
Если ее стенки толстые, то придется воспользоваться тисками. Далее нужно заварить и зашлифовать стыки.
В результате получается идеальный изгиб 45 градусов без острого внешнего угла, который выглядит как заводской. Таким способом можно сгибать трубы при изготовлении различных каркасов и рамок, где важна безопасность. Случайное столкновение рукой или ногой об такой загиб менее травмоопасно, чем об обычный изгиб с острым внешним углом.


Смотрите видео
Возможно многим из Вас в своей практике приходится иметь дело с профильными трубами, а также различными видами их соединений.
В данной статье, автор YouTube канала «Be Creative», расскажет Вам про один из способов красиво согнуть профильную трубу под углом 90 градусов.
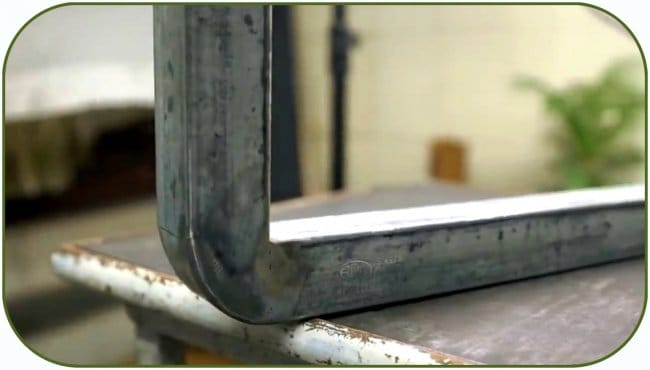
Это соединение весьма надежно, и имеет эстетичный внешний вид. На нем также отсутствуют острые внешние углы, которые нежелательны для различных мебельных конструкций и спортивных снарядов.
Материалы.
— Профильная стальная труба 40Х40 мм.
Инструменты, использованные автором.
— Сварочный аппарат
— Болгарка
— Отрезной и зачистной диски
— Рулетка, угольник, маркер.
Процесс изготовления.
Первым делом мастер отмеряет точку сгиба профильной трубы размерами 40Х40 мм. После этого он размечает поперечные линии со всех сторон заготовки.


Теперь один из важных моментов. Автор отмечает половину ширины трубы, и откладывает ее от первой линии. Также наносит разметку поперечных линий вокруг трубы.


Для радиусной разметки подойдет либо циркуль, или любой круглый предмет подходящего диаметра.


Эта радиусная линия наносится с двух противоположных сторон, и отмечаются места, подлежащие удалению.
С одной стороны делаются прорези между первыми двумя линиями.
Далее удаляются две боковые стороны.


Полученная заготовка слегка разгибается в обратную сторону, а затем и в обратную. Так получается прямой угол со внешним скруглением.
Заготовка прихватывается с двух сторон.

Затем все швы тщательно провариваются.

После удаления шлака, поверхности сварных швов обрабатываются лепестковым зачистным диском.


Вот такое красивое и надежное соединение получилось у автора. Такой способ разметки подойдет для профильных труб и других размеров.
Благодарю автора за простой, но весьма полезный и красивый способ углового изгиба профильной трубы!
Всем хорошего настроения, удачи, и интересных идей!
Авторское видео можно найти здесь.
особенности изгиба, принцип работы и советы
 Многие владельцы огородов и дач часто замышляются о постройке теплицы. Так как деревянные оранжереи давно стали не актуальны, в наше время используют профильную трубу. Такой материал более крепкий и пропускает гораздо больше света. С первого взгляда кажется, что загнуть профильную трубу очень тяжело и без специального оборудования не обойтись. Однако если разобраться, как согнуть профильную трубу без трубогиба, это с легкостью можно сделать и в домашних условиях.
Многие владельцы огородов и дач часто замышляются о постройке теплицы. Так как деревянные оранжереи давно стали не актуальны, в наше время используют профильную трубу. Такой материал более крепкий и пропускает гораздо больше света. С первого взгляда кажется, что загнуть профильную трубу очень тяжело и без специального оборудования не обойтись. Однако если разобраться, как согнуть профильную трубу без трубогиба, это с легкостью можно сделать и в домашних условиях.
Сложности процесса
Весь металлический материал может быть частично или целиком изогнут. Процесс изворота проводят двумя способами:
- механическое воздействие;
- нагревание металла.

В первом случае гнуть металл приходится без нагревания. Такой способ лучше тем, что металл не теряет свои свойства. Однако без нагревания материала изогнуть металл будет очень сложно. При нагревании изготовить изгиб гораздо проще, но металл может потерять свои свойства и стать менее прочным.
 Круглое изделие из металла имеет ориентировочно ровные показатели. Однако профильная труба имеет угол под 90°. Такой угол трубы мешает спокойному изгибу, в результате появляются различные складки, которые впоследствии могут лопнуть или сломаться.
Круглое изделие из металла имеет ориентировочно ровные показатели. Однако профильная труба имеет угол под 90°. Такой угол трубы мешает спокойному изгибу, в результате появляются различные складки, которые впоследствии могут лопнуть или сломаться.
Для того чтобы не портить металл, нужно четко знать, как согнуть профильную трубу в домашних условиях. Многие дачники, не зная чуткостей изгиба, тратят немало материала, который вследствие выбрасывается.
Если осмотреть профессиональное оборудование, то можно заметить, что внутри прокатного валика есть специальный паз, который продавливает середину стенки профильной трубы. Это помогает тем, что внутренняя кромка сдавливается и складок становится меньше.
Секторная сварка
 Часто люди не знают, как согнуть трубу из нержавейки, так как нержавеющий материал имеет более прочный сплав, чем обычная сталь. Конечно, благодаря профессиональному оборудованию это сделать просто. Но как быть, если под рукой нет ничего, что может обеспечить достаточное механическое давление? Именно для этой цели выдумали секторную сварку.
Часто люди не знают, как согнуть трубу из нержавейки, так как нержавеющий материал имеет более прочный сплав, чем обычная сталь. Конечно, благодаря профессиональному оборудованию это сделать просто. Но как быть, если под рукой нет ничего, что может обеспечить достаточное механическое давление? Именно для этой цели выдумали секторную сварку.
Принцип ее в том, что профильное изделие надпиливается с одной стороны на равных расстояниях, после чего материал загибается в необходимом направлении и прорези завариваются сваркой. В таком случае важно знать, что профтруба чаще всего тонкостенная и когда прорези находятся рядом, ее очень легко прожечь.
 Люди, имеющие малый опыт работы с инструментом, часто промахиваются в надпилах, делая их то чрезмерно частыми, то редкими. Чтобы удостовериться в правильности разметки, можно взять другой эластичный квадратный материал и использовать его как шаблон.
Люди, имеющие малый опыт работы с инструментом, часто промахиваются в надпилах, делая их то чрезмерно частыми, то редкими. Чтобы удостовериться в правильности разметки, можно взять другой эластичный квадратный материал и использовать его как шаблон.
Если иметь под рукой газовую горелку, то профильный материал можно изогнуть с помощью нагрева. Как только металл становится горячим, он легче подвергается искажению, что помогает избежать складки с внутренней стороны стенки. Если радиус изгиба небольшой, то можно обойтись обычным зажимом. Но если требуется более точный изгиб, потребуется направляющая стенка.
С помощью песка
Чтобы сделать изделие из гнутой профильной трубы, можно использовать песок. Конец материала плотно закрывается особой пластмассовой или медной втулкой. После этого в трубу засыпается мелкий песок. Важно, чтобы изделие было полностью забито песком. Поскольку пустое пространство внутри трубы теперь плотно забито, материал будет гораздо проще подвергаться механическому изгибу. Главное, изначально создать стандарт, по которому можно выгнуть и направлять изделие.
Изгиб на дереве
 Такой метод сравнительно часто используют, если диаметр трубы не превышает 15 мм. Чтобы сгибание прошло успешно, конец материала необходимо плотно закрепить. Но что делать, если руками материал не удержать, а других мест крепления попросту нигде нет? И на это мастера на все руки придумали метод крепления. Наверняка на всех дачных участках могут быть деревья. Именно дерево и может послужить не только прочным креплением, но и диаметром для изгиба профильной трубы.
Такой метод сравнительно часто используют, если диаметр трубы не превышает 15 мм. Чтобы сгибание прошло успешно, конец материала необходимо плотно закрепить. Но что делать, если руками материал не удержать, а других мест крепления попросту нигде нет? И на это мастера на все руки придумали метод крепления. Наверняка на всех дачных участках могут быть деревья. Именно дерево и может послужить не только прочным креплением, но и диаметром для изгиба профильной трубы.
Приспособления для работы
 Из текста выше стало понятно, как согнуть трубу в домашних условиях. Но все эти методы подходят для разового использования. Если требуется постоянно изгибать материал, то лучше обзавестись специальным станком. Но так как он стоит дорого, можно приготовить кондуктор из металла.
Из текста выше стало понятно, как согнуть трубу в домашних условиях. Но все эти методы подходят для разового использования. Если требуется постоянно изгибать материал, то лучше обзавестись специальным станком. Но так как он стоит дорого, можно приготовить кондуктор из металла.
Как правило, часто требуются разные диаметры для изделий из согнутой трубы. Поэтому одним кондуктором попросту не обойтись.
Чтобы постоянно не искать гибкий металл для кондуктора, можно использовать трубу различных диаметров. Достаточно обрезать от круглых труб полосы по 5 см и можно считать, что кондуктор будет многофункциональным.
Трубогиб своими руками
Чтобы механизировать изгиб материала и не тратить финансы, можно изготовить домашний трубогиб. Но и для такого приспособления нужно будет небольшое вложение. Для такого оборудования потребуются:
- 2 валика диаметром около 10 см;
- 1 валик с зажимом;
- металлическая стойка.

 Два валика устанавливаются и свариваются параллельно друг другу. Третий валик с зажимом устанавливается чуть выше нижних. Таким способом можно положить материал и прижать его верхним валиком. После того как материал установлен, достаточно прокатать его в одну и другу сторону. Если угол нужен больше, можно еще зажать верхний валик и повторить действие.
Два валика устанавливаются и свариваются параллельно друг другу. Третий валик с зажимом устанавливается чуть выше нижних. Таким способом можно положить материал и прижать его верхним валиком. После того как материал установлен, достаточно прокатать его в одну и другу сторону. Если угол нужен больше, можно еще зажать верхний валик и повторить действие.
Минус такого аппарата в том, что на нем не получится изготавливать изгибы с маленьким радиусом. Попросту не хватит силы давления на зажиме. Материал, который будет получаться после домашнего станка, идеально подойдет для теплиц, навесов и других изделий, где не требуется острый угол.
Originally posted 2018-04-18 12:13:42.
Металлическая труба квадратного сечения считается универсальным строительным материалом для арочных и полукруглых конструкций. Примером может служить полукруглая арка для теплицы, гнутый козырек из поликарбоната или цветочная пергола.
Создать дома своими руками гнутый металлический элемент, да еще без специального оборудования, для многих домашних мастеровых представляется неразрешимой задачей.
Чтобы узнать все секреты изготовления гнутых конструкций из металлических труб квадратного или прямоугольного сечения в домашних условиях, рекомендуем внимательно прочитать нашу обзорную статью.
Труба профильная – что это такое
Разновидность металлического проката – профильная труба прямоугольного или квадратного сечения находится в топе продаж стальных конструкций. Внешний вид профтрубы отличаются от своих «соседей по цеху» круглых металлических трубных изделий прямоугольной или квадратной формой поперечного сечения.
 По конструктивному строению профилированный трубопрокат представляет собой линейные полые изделия с толщиной стенок от 1 до 8 мм с различными линейными размерами поперечного сечения и удельным весом. За счет специфической прямоугольной формы в сечении появляются четыре ребра жесткости, обеспечивающие дополнительную прочность. Этим фактом объясняется увеличенная способность эксплуатации под действием внушительных статических нагрузок и поперечных усилий. Полости квадратных труб не предназначены для заполнения и транспортировки жидкостями и газообразных веществ.
По конструктивному строению профилированный трубопрокат представляет собой линейные полые изделия с толщиной стенок от 1 до 8 мм с различными линейными размерами поперечного сечения и удельным весом. За счет специфической прямоугольной формы в сечении появляются четыре ребра жесткости, обеспечивающие дополнительную прочность. Этим фактом объясняется увеличенная способность эксплуатации под действием внушительных статических нагрузок и поперечных усилий. Полости квадратных труб не предназначены для заполнения и транспортировки жидкостями и газообразных веществ.
Из профильных труб изготавливают несущие элементы, опорные балки, а также каркасы для перегородок.
Основные характеристики
 изготавливаются сваркой листового металла или путем проката на специальных валках. Главными документами, регламентирующими производство и реализацию, являются нормы ГОСТ. Чтобы не ошибиться и правильно выбрать трубный прокат, рекомендуется ознакомиться с главными его техническими характеристиками:
изготавливаются сваркой листового металла или путем проката на специальных валках. Главными документами, регламентирующими производство и реализацию, являются нормы ГОСТ. Чтобы не ошибиться и правильно выбрать трубный прокат, рекомендуется ознакомиться с главными его техническими характеристиками:
- Тип поперечного сечения. Среди основных типов профилей самыми востребованными являются геометрическая форма в виде квадрата, прямоугольника или овала. Параметры типов профилей являются главными классификаторами общего сортамента трубных изделий.
- Линейные размеры сечения. Для прямоугольных изделий важны геометрические показатели поперечного сечения — ширина и высота, а также длины профильного проката.
- Величина толщины стенок. Показатель влияет на область применения трубопроката, степень его надежности, массу изделия, а также качество конструкции в целом.
- Удельный вес или масса. Значение этого параметра принимается во многих инженерных расчетах при определении допустимой нагрузки несущих конструкций.
Информационная таблица сортамента профильных труб квадратного сечения
| Размеры поперечного сечения, мм | Толщина стенок, мм | Удельный вес, кг/м |
| 15 х 15 | 1,0 | 0,479 |
| 15 х 15 | 1,5 | 0,707 |
| 15 х 15 | 2,0 | 0,926 |
| 20 х 20 | 1,0 | 0,620 |
| 20 х20 | 1,5 | 0,930 |
| 20 х20 | 2,0 | 1,225 |
| 25 х 25 | 1,0 | 0,793 |
| 25 х 25 | 1,5 | 1,225 |
| 25 х 25 | 2,0 | 1,554 |
| 30 х 30 | 1,0 | 0,942 |
| 30 х 30 | 1,5 | 1,401 |
| 30 х 30 | 2,0 | 2,296 |
| 40 х 40 | 1,0 | 1,24 |
| 40 х 40 | 1,5 | 1,849 |
| 40 х 40 | 2,0 | 2,447 |
| 50 х 50 | 1,0 | 2,34 |
| 50 х 50 | 1,5 | 3,10 |
| 50 х 50 | 2,0 | 3,66 |
| 60 х 60 | 1,0 | 2,8 |
| 60 х 60 | 1,5 | 3,72 |
| 60 х 60 | 2,0 | 4,63 |
- Табличные данные применяют для определения важного показателя удельного веса 1 метра погонного трубу.
В чем заключается сложность гибки профильного проката
Процесс сгибания линейных трубных элементов прямоугольного сечения позволяет придать гнутому элементу круглые или арочные очертания. Эта технологическая операция связана с внешним давлением на отрезок одновременно с нагревом изгибаемого участка.
На заготовку воздействуют физические силы разнонаправленного действия.
- Силы растяжения, направленные на внешнюю сторону изгиба.
- Силы растяжения, воздействующие на внутреннюю поверхность.
Векторы этих усилий направлены в противоположные стороны, что создает определенное сложности процесса гнутья трубного проката квадратной или прямоугольной формы:
- Под действием внешних усилий в сегментах изделия происходит неравномерное изменение линейной формы сечения, что вызывает смещение центральных осей поперечного сечения. В этом случае снижается показатели прочности, отрицательно влияющие в целом на несущую способность конструкции.
- В процессе сильного воздействия растяжения на внешнюю часть стенок трубы воздействуют значительные изгибающие усилия и крутящие моменты, способные вызвать необратимые деформации, труба может треснуть или сломаться.
- Во время сжатия линейного отрезка внутренняя поверхность может покрывать складками и волнами.
Только знание совокупности технических характеристик, многочисленных геометрических параметров, толщины стенок, радиуса изгиба помогут подобрать правильный метод изгиба. И тогда вместо заготовки с деформированной поверхностью получится равномерно изогнутая труба.
Читайте также

Все способы, как согнуть ПНД трубу на производстве и в домашних условиях
Иногда монтаж участков коммуникационных систем ( канализационных, водопроводных, газоснабжения) требуется выполнить под определенным углом друг к другу. Для этих целей подойдет ПНД труба, которую без…
Многие специалисты на основании практического опыта не рекомендуют изгибать профильные трубы с толщиной стенок до 2 мм. Даже правильная технология изгиба не дает гарантированной прочности мест изгибов.
Сгибание профильных изделий посредством трубогиба
Чтобы придать нужный радиус изгиба профильной трубы, применяют специальный слесарное устройство под названием «». Опорой станка служит устойчивая станина из металлопроката с закрепленным сверху подвижным металлическим колесом. Во время перемещения вдоль грани жестко закрепленного отрезка, подвижным колесом происходит загиб трубы в нужном направлении.

Трубогибы классифицируются по способу привода:
- С ручным приводом. Этот способ применяется для изгиба трубы небольшого поперечного сечения.
- Электрический. Станки с электрическим приводом оправданы в тех случаях, когда требуется сгибать большое количество профильного проката с большими габаритами. Изгибаемые элементы получаются с ровными и гладкими краями.
Для того как согнуть профильную трубу в единичном количестве, а также для выполнения одноразовых работ покупать собственный трубогибочный станок нецелесообразно и нерентабельно.
Стоит подумать об аренде устройства или, о самостоятельном изготовлении устройства своими руками.
Изготовление гибочного станка своими руками
Человеку с навыками слесарной работы, вполне под силу . Необходимо заготовить:
- Три ролика или вала, выполняющих в устройстве функцию сгибания.
- Металлический швеллер или уголок для создания опорной рамы.
- Цепь.
- Приводной механизм.
 Последовательность сборки самодельного гибочного станка:
Последовательность сборки самодельного гибочного станка:
- Сборка опорной рамы. Для этого отдельные элементы металлопроката соединяются в единую конструкцию продольной конфигурации. Сборку производят методом или болтовыми соединениями. Главная задача опоры станка заключается в его устойчивости и прочности. Чтобы обеспечить это условие, конструкцию прочно фиксируют к полу.
- Установку двух валов с осью вращения производят на необходимом расстоянии, немного выше уровня стола, третий вал закрепляют посредине немного выше. Валы закрепляют к опоре болтами с гайками.
- Валы или ролики, расположенные в горизонтальной плоскости, устанавливаются на расстоянии, определяющим радиус изгиба. Для регулирования углов деформаций устанавливают ограничительные ролики и стопор.
- Для передачи вращательного момента станок оборудуется цепной передачей. Здесь возможно два варианта установки цепи: с помощью шестерен или монтаж непосредственно на валы.
Для создания крутящих усилий к станку прикрепляется ручка, выполняющая функцию ручного привода.
Как самому согнуть профильную трубу в домашних условиях без применения трубогиба
Вопрос «как согнуть профильную трубу в домашних условиях без трубогиба» интересует многих домашних мастеровых. Существует несколько альтернативных решений придавать требуемый изгиб профильной трубе:
Формирование изгиба посредством обычной болгарки и с помощью сварки
 Смысл метода заключается в создании небольших поперечных надпилов дисковой пилой – болгаркой на изгибаемом. Для создания конструкций с маленьким радиусом изгиба необходимо выполнить значительно количество таких насечек. На следующем этапе заготовка в местах распилов аккуратно сгибается. Места распилов соединяются электродуговой сваркой, а сварочные швы шлифуются.
Смысл метода заключается в создании небольших поперечных надпилов дисковой пилой – болгаркой на изгибаемом. Для создания конструкций с маленьким радиусом изгиба необходимо выполнить значительно количество таких насечек. На следующем этапе заготовка в местах распилов аккуратно сгибается. Места распилов соединяются электродуговой сваркой, а сварочные швы шлифуются.
С применением средств внутреннего противодействия (песка, воды)
 Народная смекалка советует для изгиба квадратной трубы использовать доступные материалы, такие как песок или вода. Эффективность и простота этого способа дают поразительные результаты гнутья полых металлических изделий без применения специального оборудования.
Народная смекалка советует для изгиба квадратной трубы использовать доступные материалы, такие как песок или вода. Эффективность и простота этого способа дают поразительные результаты гнутья полых металлических изделий без применения специального оборудования.
Необходимо подготовить следующие материалы и инструмент:
- Песок строительный.
- Деревянные клинья равные размеру поперечного сечения трубы.
- Паяльная лампа.
Технологическая последовательность выполнения работ:
- Вначале один конец трубы закрывается деревянным клином.
- Полость заполняется сухим песком.
- Деревянный клин вбивается в полость трубы.
- Один конец прочно фиксируется и начинается медленный прогрев изгибаемого участка паяльной лампой.
 После нагревания полости трубы с песчаной подушкой производится сгибание заготовки. После создания нужного изгиба деревянные пробки удаляются, песочная прослойка высыпается. В результате такой несложной технологической процедуры получается прочный изгиб с ровными краями.
После нагревания полости трубы с песчаной подушкой производится сгибание заготовки. После создания нужного изгиба деревянные пробки удаляются, песочная прослойка высыпается. В результате такой несложной технологической процедуры получается прочный изгиб с ровными краями.
В зимнее время отличным помощником в сгибании будет обыкновенная замороженная вода. Закрытая деревянной пробкой полость заполняется водой. Под действием отрицательной температуры внутри образуется лед и труба легко сгибается, образуя красивый, и главное, прочный изгиб.
Усовершенствованная гибочная плита
В домашних условиях трубогибочной станок большим успехов может заменить горизонтальной металлической или бетонной плитой. Кроме плиты необходимо подготовить сверло по бетону или металлу, а также металлические анкеры.
 Последовательность выполнения работ:
Последовательность выполнения работ:
- Поверхность плиты размечается ячейками 40 х 40 мм или 50 х50 мм.
- В точках пересечения ячеек просверливаются отверстия для установки анкеров или штырей.
- Установленные металлические стержни заполняются бетонной смесь. Такая фиксация не допускает выпадения анкеров под нагрузкой от веса трубы.
- Заготовка вставляется между анкерами и под действием внешнего усилия изгибается под нужным радиусом.
- Чтобы обеспечить равномерный изгиб и не допустить сильной деформации, трубу немного прогревают.
Для закрепления формы изгиба заготовку следует оставить на некоторое время в зафиксированном положении.
Изгиб профильных изделий с применением пружины
 Этот способ идеально подходит для алюминиевых труб профильного сечения, а также металлов с большим коэффициентом пластичности. Вначале необходимо изготовить пружину из стальной проволоки диаметром 2 мм. Форма изгиба проволоки совпадает с формой профильной заготовки. Пружину вставляют в полость и сгибают ее до заданного радиуса. Чтобы увеличить скорость сгибания, заготовку слегка подогревают.
Этот способ идеально подходит для алюминиевых труб профильного сечения, а также металлов с большим коэффициентом пластичности. Вначале необходимо изготовить пружину из стальной проволоки диаметром 2 мм. Форма изгиба проволоки совпадает с формой профильной заготовки. Пружину вставляют в полость и сгибают ее до заданного радиуса. Чтобы увеличить скорость сгибания, заготовку слегка подогревают.
Пружину предварительно закрепляют к ближайшему концу куском проволоки.
Горячая формовка
Согнуть прямоугольную или квадратную трубу можно методом горячего формования. Для этого нужен песок и надежные заглушки.
 На первоначальном этапе заготовку профильного изделия закрывают герметичной пробкой или прочной заглушкой. Внутренняя полость заполняется сухим и просеянным песком. Окончание заготовки закрывают прочной заглушкой длиною равной двум диаметрам. Такой размер длины необходим, чтобы во время горячего формования пробка — заглушка смогла выдержать вес песка. Участок трубы с нанесенным маркером или мелом места изгиба начинают нагревать. Чтобы при нагреве пузырьки газа не мешали процессу деформации, в заготовке заранее просверливают небольшие отверстия.
На первоначальном этапе заготовку профильного изделия закрывают герметичной пробкой или прочной заглушкой. Внутренняя полость заполняется сухим и просеянным песком. Окончание заготовки закрывают прочной заглушкой длиною равной двум диаметрам. Такой размер длины необходим, чтобы во время горячего формования пробка — заглушка смогла выдержать вес песка. Участок трубы с нанесенным маркером или мелом места изгиба начинают нагревать. Чтобы при нагреве пузырьки газа не мешали процессу деформации, в заготовке заранее просверливают небольшие отверстия.
При горячей формовке с высокой температурой нагрева запрещается допускать искрения металлической заготовки.
Рычагом с насадкой
В отличие от горячей формовки, где обязательным условием изгиба является нагрев металла, использование рычага с металла можно назвать холодным способом изгиба профильного трубного проката. Для этого способа необходимо подготовить лекало нужной конфигурации. Материалом может служить ДСП, фанера, лист гипсокартона или доска.
 В качестве основного инструмента «холодной формовки» применяется рычаг. Его выполняют из металла или из дерева крепких пород. Внизу рычага предусмотрена насадка с отверстиями, в которые продевается лежащая на полу металлическая заготовка. Во время давления рукоятки «на себя» происходит искривление профиля до нужного радиуса.
В качестве основного инструмента «холодной формовки» применяется рычаг. Его выполняют из металла или из дерева крепких пород. Внизу рычага предусмотрена насадка с отверстиями, в которые продевается лежащая на полу металлическая заготовка. Во время давления рукоятки «на себя» происходит искривление профиля до нужного радиуса.
Метод изгибы рычагом с насадкой не дает точного закругления конструкции и нужной аккуратности. Зато может применяться в любых условиях.
Просмотров: 853
Домашние мастера, которые привыкли все делать своими руками, нередко сталкиваются с задачей изгиба заготовок из трубы для постройки различных конструкций. Проще всего выполнить загиб трубы с помощью трубогиба, но не у каждого он имеется в наличии. В этом случае применяются специальные техники, которые помогут решить задачу с помощью подручных инструментов и самодельных приспособлений.
Особенности процесса
Суть процесса сгибания профильной трубы или металлической арматуры состоит в том, чтобы создать полный либо частичный изгиб в нужном месте заготовки.
Чтобы получить необходимые результаты, потребуется приложить определенные усилия на профиль или выполнить предварительный нагрев металла, а уже затем производить его гибку.
Если рассмотреть процесс гибки металлической заготовки, то очевидным становится факт, что на нее действуют силы сжатия, которые направлены на внутренний радиус изгиба, а также силы растяжения, которые тянут стенки металла по наружному радиусу сгибаемого материала. Обе эти силы имеют разные направления, в результате чего в процессе выполнения трубогибочных работ нередко возникают определенные затруднения:
- в процессе изгибания участки трубы будут менять свою конфигурацию неравномерно, что приведет к перекосу стенок трубы относительно друг друга;
- при чрезмерном приложении усилий во время растяжения материала по наружному радиусу стенка трубы может лопнуть или истончиться до такой степени, что прочность ее будет очень низкой;
- в процессе загиба на внутреннем радиусе трубы будут образовываться излишки материала, собираясь в гармошку.
Для того чтобы не столкнуться с подобными проблемами и выполнить гибку заготовки аккуратно и качественно, необходимо принимать во внимание характеристики материала, с которым предстоит работать, толщину его стенок, размер сечения заготовки и величину загиба, который потребуется сделать. Изучив всю перечисленную выше информацию, мастеру будет легче выбрать способ, который окажется наиболее подходящим для гибочных работ.
Обзор методов
Согнуть арматуру в домашних условиях своими руками правильно и красиво, чтобы сделать дугу для теплицы, для навеса или для садовых качелей, поможет трубогиб.
С его помощью также можно самому изогнуть и квадратную стальную трубу, например, сечением 15х15 мм под 90 градусов или ровно закруглить ее таким образом, чтобы получить круглую деталь.
Трубогиб работает при помощи ведущего колеса и роликов. Профтруба перемещается через трубогиб, и одна из ее граней аккуратно сгибается в нужном направлении. Все трубогибы делятся на 2 группы.
- Электрическая модель. Такое устройство оправдывает себя в ситуациях, когда необходимо выполнить большой объем гибочных работ на заготовках с большим диаметром или сечением. Приспособление работает от обычной электросети 220В, причем колесо и ролики приводит в движение электропривод. Использование трубогиба позволяет выполнять большой объем работ с экономией сил и времени.
- Механическая модель. Колесо для проката заготовки приводится в движение вручную при помощи специального рычага. Это приспособление подходит для заготовок с небольшим диаметром или сечением.
Чтобы сгибание трубы было проще выполнить, заготовку перед этим необходимо хорошо прогреть, это подготовит металл, сделав его более гибким. Нагревать поверхность заготовки нужно равномерно по всей рабочей области. Для этой цели используют газовую горелку или паяльную лампу. Площадь прогрева должна быть равна размеру, соответствующему диаметру заготовки, умноженному на число 6. После нагрева металла нужно незамедлительно приступать к приданию заготовке новой формы, не допуская остывания.
Следует знать, что многократные циклы нагрева и остывания приводят к тому, что структура металла становится хрупкой.
В том случае, когда выполнение гибочных работ носит разовый характер, приобретать это устройство становится экономически невыгодно. В случае когда заготовка имеет небольшие размеры, а к точности радиуса изгиба не предъявляются повышенные требования, выполнить гибку можно в домашних условиях. Для этих целей потребуется проявить смекалку и использовать те инструменты или приспособления, которые есть у каждого домашнего мастера в хозяйстве.
Существуют способы согнуть профильную трубу без трубогиба и без токарного станка.
Использование болгарки
На профильной трубе размечают место изгиба, от него по обе стороны делают несколько засечек на равном друг от друга расстоянии (по 1–2 см). Далее болгаркой осуществляют распилы одной стенки профильной трубы – той, что будет являться внутренним радиусом при изгибе. Чем больше радиус – тем больше насечек необходимо сделать. После такой перфорации трубу можно согнуть руками и получить нужную деталь. Насечки после выполнения сгибания потребуется заварить сварочным аппаратом. После сварки швы необходимо тщательно зашлифовать, чтобы сделать их гладкими. После шлифовки деталь можно покрасить для защиты металла от коррозии – готовое изделие будет иметь аккуратный и красивый внешний вид. Но следует знать, что идеального закругления таким способом получить невозможно, так как оно будет состоять из нескольких коротких прямых участков трубы, состыкованных друг с другом под некоторым углом.
С помощью песка
Для работы потребуются обычный речной песок и 2 клинышка, выструганные из дерева. Первым делом в один конец профтрубы забивают деревянный клин. Затем в полость трубы засыпают песок – он должен быть сухими и просеянным. После заполнения можно забить второй клин в противоположный конец трубы.
Теперь нужно зафиксировать один конец трубы в тисках, после чего второй конец используется как рычаг, и при приложении усилия труба сгибается.
Чтобы упростить процедуру сгибания, металлическую трубу нагревают. Когда изгиб будет выполнен, деревянные клинья удаляют, а песок из трубы высыпают. Такой способ обеспечивает аккуратный и равномерный сгиб даже на тонкостенных заготовках.
С помощью воды
Для процесса изгибания профильной трубы нужно запастись деревянным клином. Клин вбивают в конец трубы в виде заглушки. Затем в трубу наливают воду и дают ей при минусовой температуре замерзнуть. После того как вода замерзла, трубу можно сгибать в нужном месте. Далее вода должна растаять, и ее вместе с клином удаляют из трубы. Сгиб получается равный и красивый. Такой способ подходит только для тех материалов, который не боятся коррозии.
Метод с пружиной
Это приспособление используют внутри заготовки. Диаметр пружины нужно выбирать на 2 мм меньше диаметра заготовки. Пружина используется для того, чтобы при процессе сгибания забрать часть силовой нагрузки, которая возникает при изгибе, на себя и тем самым защитить трубу от излома.
Пружину вставляют внутрь трубы и руками изгибают до нужного диаметра. После работы пружину вынимают.
Чтобы облегчить этот процесс, к концам пружины заранее привязывают прочную тесьму или веревочку, за которую при извлечении можно потянуть. Такой метод подходит для изгиба пластикового металлопрофиля.
Перечисленные методы используются для разных материалов. Например, профтрубу из нержавейки можно сгибать, применяя метод с песком или водой, а метод нагрева этому материалу противопоказан. Что касается профильной трубы с квадратным, прямоугольным или овальным сечением, то выполнить их изгибание без деформации внутреннего радиуса невозможно. В этом случае можно воспользоваться методом с выполнением насечек при помощи болгарки. Медную трубку лучше всего изгибать, используя методику нагрева металла. Тем же способом сгибают и алюминиевые заготовки. Специалисты считают, что для работы горячим методом лучше всего брать заготовки с небольшим размером сечения или диаметра.
Рекомендации
В процессе выполнения сгибания трубы своими силами (без использования трубогиба) могут быть полезны определенные приспособления.
- Шаблон с необходимым радиусом загиба и присоединенный к нему рычаг для приложения сгибательного усилия.
- Основание, в котором проделаны отверстия и установлены упоры из металла нужного вам диаметра. Такое горизонтальное приспособление применяется для сгибания трубы из мягкого металла. Высокой точности изгиба в данном случае добиться нереально, кроме того, для изгибания понадобится приложить определенные усилия.
- Роликовый механизм. Если закрепить в тисках конец трубы, а в области предполагаемого сгиба разместить ролик, то при условии приложения физической силы можно выполнить изгиб материала радиусом, равным радиусу ролика.
Перед выполнением сгибания заготовки из трубы рекомендуется сделать пробные попытки на небольшом куске материала. Вручную можно работать с тонкостенными заготовками небольшого диаметра или сплавами мягкого цветного металла, а для сгибания заготовок с толстыми стенками или большими размерами диаметра используют трубогиб.
Как загнуть трубу без трубогиба, смотрите далее.
Задача, как согнуть профильную трубу, очень часто встает перед домашними мастерами. Сооружения из профильных труб многофункциональны и удобны. Они используются при создании теплиц и навесов, ограждений и опор под растения, стеллажей и прочего. В результате получается очень долговечная, устойчивая и относительно недорогая конструкция. На первый взгляд, задача согнуть профильную трубу без трубогиба кажется не решаемой. Однако если знать некоторые тонкости предстоящего дела, придать профильной трубе арочную форму самостоятельно, в домашних условиях не так уж и сложно.

Задача: согнуть профильную трубу без трубогиба — решаема!
Суть работы и основные ошибки
До того, как согнуть профильную трубу в домашних условиях, нужно четко представить себе, что лежит в основе гибки. Вне зависимости от формы профильной трубы, нам предстоит придать ей изгиб заданного радиуса. Достигается результат либо чисто механическим воздействием, либо с применением дополнительного нагревания профиля. При этом на трубу в один момент действуют две разные силы:
- Со стороны профиля, в которую он сворачивается, работает сила сжатия.
- На внешнюю поверхность заготовки действует сила растяжения.
Именно из-за разнонаправленности воздействующих сил гнуть профильную трубу в домашних условиях оказывается не так-то просто. Фрагмент заготовки может утерять соосность, результатом чего станет разноуровневое расположение сегментов трубы. Наружная поверхность на изгибе может лопнуть от нагрузок. С внутренней стороны профильную трубу сжатием может собрать складками, делая поверхность похожей на гофру. Помимо не эстетичности внешнего вида, такой исход делает профиль непрочным.

Возможная деформация трубы
Если не соблюсти технологические нюансы, придать профильной трубе криволинейную форму в домашних условиях без брака не получится. Можно перепортить кучу заготовок, так и не достигнув желаемого результата. Так что обязательно нужно учитывать физико-химические параметры материала, из которого изготовлена труба, размеры сечения заготовки и толщину ее стенок, радиус предполагаемого изгиба, в идеале нужно провести расчет нагрузки на профильную трубу. Знание всех этих параметров дает возможность гнуть профильную трубу без порчи заготовок.
Особенности разных видов профиля
Профильные трубы выпускаются с самым различным сечением: в виде окружности, квадрата, прямоугольника, овала. В домашних условиях мастера предпочитают применять квадратный и прямоугольный металлопрокат. Объясняется такой выбор просто: на трубы этого типа легче и надежнее крепится наружное покрытие.

В домашних условиях мастера предпочитают квадратный и прямоугольный металлопрокат
Для определения допустимого радиуса изгиба квадратного или прямоугольного профиля нужно знать его высоту и придерживаться таких правил.
- При высоте профиля, меньшей или равной 20 мм, трубу без брака можно согнуть на отрезках, которые длиннее показателя, равного 2,5, умноженному на h, где буквой h обозначается высота сечения трубы.
- Металлопрокат с профилем большей высоты разрешается гнуть на участках, рассчитываемых по формуле 3,5 * h. При меньшей длине заготовка с большой долей вероятности будет испорчена.
Перед тем, как гнуть профильную трубу в домашних условиях, обратите также внимание на толщину ее стенок. Если они тоньше 2 мм, от сгибания лучше отказаться: качественного изгиба не получится. При использовании такого металлопроката для создания конструкций трубы лучше соединять сваркой.
Имеет свои особенности гибка профильной трубы из низколегированной или углеродистой стали. Такие заготовки после сгибания отпружинивают, возвращаясь к первоначальному виду. Так что мастеру потребуется повторная подгонка по шаблону. В некоторых случаях вторичного сгибания можно избежать, если изначально задать радиус изгиба больший, чем требуется. Тогда отпружинивание приведет в конце процесса трубу к запланированному результату.
Степень отпружинивания характеризуется пластическим моментом сопротивления, обозначаемым Wp. Его параметры обязательно имеются в документации на металлопрокат. Чем ниже Wp, тем меньше станет пружинить заготовка при гибке.
Методы сгибания металлопроката
Согнуть профильную трубу возможно как холодным способом, так и с помощью нагревания. Подогрев проводится газовой горелкой; при этом пластичность материала заметно повышается, и достижение изгиба отнимет меньше усилий. Однако заготовки небольшого сечения имеют и без подогрева достаточную пластичность, так что можно обойтись без горелки.
Четкие правила по поводу использования нагревания разработаны исключительно для труб с сечением в виде окружности. Оно считается обязательным при сгибании заготовок, чей диаметр больше 10 см. При работе с квадратными либо прямоугольными профильными трубами опираться приходится или на свой опыт, или на рекомендации других мастеров. В первом приближении можно ориентироваться на следующие советы:
- При высоте профиля меньше 10 мм от нагревания точно можно отказаться.
- Если высота сечения трубы больше 40 мм греть ее перед гибкой следует обязательно.
При промежуточных значениях этого показателя метод сгибания оставляется на усмотрение мастера. Для принятия решения о способе гибки профиля без трубогиба можно провести несложную проверку. Один конец заготовки зажимается тисками. На свободный конец надевается отрезок трубы, имеющей больший диаметр внутреннего сечения. На полученный рычаг оказывается давление руками. Если металлопрокат получается согнуть, значит, дальнейшее сгибание по нужному шаблону можно вести холодным способом.

Сгибание холодным способом
Без подогрева
Профильную трубу маленького размера без трубогиба гнут фактически руками, с помощью несложных приспособлений.
- Чтобы согнуть заготовку под не очень значительным радиусом применяются надежно зафиксированные плиты, оснащенные упорами, роликовые приспособления, тиски.
- Если требуется получить изгиб значительного радиуса, потребуются приспособления в виде неподвижных оправок либо пластин плоско-параллельного типа с крепежным хомутом.
Для получения плавного изгиба трубы, имеющие высоту профиля больше 10 мм, рекомендуется заполнить наполнителем. В качестве него обычно используется среднезернистый песок либо канифоль. Альтернативный метод согнуть заготовку без нагревания и трубогиба – вместо наполнителя применить пружину, имеющую плотную навивку. Особенно хорош этот способ в тех случаях, когда стенки металлопроката слишком тонки. Пружина подбирается таким образом, чтобы она свободно входила в профильную трубу, но при этом заполняла ее достаточно плотно. Для облегчения извлечения «наполнителя» после окончания сгибания к концу пружины надежно крепится проволока.

Процесс гибки
При наличии некоторых слесарных навыков пружину заданного размера можно сделать самостоятельно, из стальной проволоки толщиной в 2 мм.
Горячий способ гибки
Если вы решили согнуть трубу с помощью подогрева, ее обязательно нужно засыпать наполнителем. Поскольку предстоит иметь дело с высокими температурами, в обязательный комплект «оборудования» входят защитные рукавицы из брезента.

Горячий способ гибки
Порядок выполнения работ соблюдается следующий.
- Изготавливаются две заглушки, для чего используются деревянные бруски. Основание «пробки» по площади вдвое превышает сечение трубы, а ее длина выбирается в десять раз больше, чем расчетная ширина.
- Одна из заглушек, уже подогнанная под сечение изгибаемого элемента, снабжается продольными пазами в количестве 4 штук. Они нужны для отвода паров, которые будут выделяться во время нагревания наполнителя и скапливаться внутри трубы. Если не предоставить газу возможность выхода, заглушка будет выбита, а заготовка при сгибании – испорчена.
- Участок заготовки, подлежащий сгибанию, перед обработкой отжигается.
- Проще, доступнее и дешевле всего в качестве наполнителя использовать песок средней фракции. В идеале – очищенный строительный, однако можно взять даже самый обычный, используемый в детских песочницах. Только его придется подвергнуть дополнительной обработке. Сначала песок просеивается для устранения посторонних вкраплений. На первом этапе используется сито с ячейками не крупнее 2,5 мм, на последней – с ячейкой в 0,7 мм. Этот шаг обеспечит удаление пылевых примесей. Песок по всему объему прокаливается (температура обработки – 150 по Цельсию). Прокаливание является обязательным шагом: без него песок остается слишком влажным, и напор пара внутри изгибаемого фрагмента при работе газовой горелки может быть настолько велик, что профильную трубу элементарно разорвет.
- Один из концов профильной трубы, подлежащей сгибанию, забивается заглушкой без каналов газоотвода.
- В оставшееся открытым второе отверстие устанавливается воронка, через которую ведется засыпание песка. Заполнение должно идти порционно, чтобы сыпучее вещество заполнило полость предельно равномерно и по возможности максимально плотно. После введения очередной порции трубу следует обстукивать киянкой – резиновой или деревянной. Недостаточно плотная набивка ведет к сморщиванию нижней поверхности трубы либо разрыву верхней.
- Когда заготовка будет доверху заполнена наполнителем, открытое отверстие закрывается второй заглушкой.
- Место изгиба размечается мелом.
- Сгибаемый элемент фиксируется тисками с шаблоном. Можно воспользоваться также трубным зажимом. Если на трубе имеется сварной шов, заготовка крепится таким образом, чтобы он был сбоку (не сверху или снизу). Это правило обязательно к соблюдению: сварные швы категорически не рекомендуется подставлять под растяжение либо сжатие.
- Размеченный мелом фрагмент трубы докрасна раскаляется газовой горелкой.
- Добившись нужной степени прогрева, трубу плавным движением, без резкости, сгибают в максимальном соответствии с шаблоном. Сделать это нужно одним движением, усилия во время сгибания руками прилагаются строго в определенной плоскости, либо горизонтальной, либо вертикальной. В противном случае будет нарушена соосность. Для сгибания на свободный конец заготовки надевается обрезок трубы с сечением большего размера. Находить на обрабатываемый элемент она должна свободно, но «сидеть» на нем должна плотно.
- Когда труба остынет, изгиб сравнивается с шаблоном. Если он соответствует задумке, можно убирать заглушки и избавляться от песка. Если наблюдаются серьезные отклонения от шаблона, процедуру нужно повторить. Желательно все же справиться с задачей с первой, максимум со второй попытки. Иначе заготовка будет безнадежно испорчена.
В процессе гибки трубы нужно следить за степенью ее нагрева. Избыточное перекаливание недопустимо; если все же это случилось, нужно немного охладить заготовку естественным путем.
Когда сгибание завершено, пробки выколачиваются. Если они сидят слишком плотно, заглушки выжигаются газовой горелкой.
Горячий метод сгибания профильной трубы вполне годится для реализации в домашних условиях. Однако его лучше применять в тех случаях, когда элементу нужно придать единичный изгиб. Неоднократное нагревание трубы влечет за собой утерю металлом прочности.

Сгибание трубы при помощи болгарки и сварочного аппарата
Метод пропилов
Придать профильной трубе необходимую криволинейную форму собственными руками можно и при участии болгарки в сопровождении сварочного аппарата. Для этого на намеченном участке делаются надрезы поперек элемента, не доходящие до конца. Затем труба изгибается под нужным радиусом, а места пропилов завариваются. Конечное изделии сохранит достаточно эстетичный вид (для этого будет достаточно тщательно зашлифовать сварные швы) без утери прочностных показателей. Единственное ограничение – наружная обшивка не должна иметь слишком значительный вес. Для оборудования тех же теплиц или навесов с тентовым покрытием такой способ получения изгиба может стать идеальным выбором. Преимущество методики в том, что профиль можно согнуть с любой степенью кривизны, чего другие методы обычно не позволяют.

Как согнуть профиль руками
Напоследок отметим: гнуть профиль руками, при отсутствии трубогиба, имеет смыл лишь в том случае, если намечено согнуть небольшое количество элементов. Когда обработке подлежит много заготовок, лучше все же немного потратиться и купить соответствующее приспособление: оно значительно сократит расход времени и сил мастера. Точно так же, если требуется всего один элемент с изгибом, имеет смысл подумать о его покупке – в особый расход он вас не введет, зато избавит от множества хлопот.
Посмотрите видео на данную тему:
Типы фитингов, используемых в трубопроводах
Что такое фитинги?
Трубопроводная арматура— это компонент трубопровода, который помогает в изменении направления потока, например, колена, тройники. Изменяет размер трубы, например, редукторы, уменьшая тройники. Подключите различные компоненты, такие как муфты, и остановите потоки, такие как заглушки.
В трубопроводах используются различные типы фитингов. Трубопроводная арматура, используемая в трубопроводах, указана ниже.
- Колено
- Тройник
- Переходник
- Union
- Муфта
- Адаптеры
- Olet (Weldolet, Sockolet, Elbowlet, Thredolet, Nipolet, Letrolet, Swepolet)
- Клапан
- Cross
- Cap
- Обжимной ниппель
- Заглушка
- Втулка
- Компенсатор
- Конденсатоотводчик
- Длинный радиусный изгиб
- Фланцы
Вы можете увидеть таблицу выше, в которой перечислены наиболее часто используемые стандартные фитинги.Эти стандартные фитинги либо кованые, либо кованые. Для изготовления кованой арматуры используются только бесшовные трубы. Сварные фитинги большого диаметра изготавливаются из плиты.
Эти фитинги доступны с различными типами концевых соединений.
 Трубные фитинги Концевое соединение Тип
Трубные фитинги Концевое соединение ТипТрубный патрубок
Трубный патрубок используется больше, чем любой другой фитинг. Это обеспечивает гибкость, чтобы изменить направление трубы. Локоть в основном доступен в двух стандартных типах 90 ° и 45 °.Тем не менее, он может быть сокращен в любой другой степени. Колена доступны в двух типах радиуса: Короткий радиус (1D) и Длинный радиус (1,5D).


Колено 90 градусов
Колено 90 градусов установлено между трубой для изменения направления трубы на 90 градусов. Доступный в форме длинного и короткого радиуса.
Колено 45 градусов
Колено 45 градусов устанавливается между трубой для изменения направления трубы на 45 градусов.

Длинное колено радиуса
В колене длинного радиуса радиус центральной линии равен 1.В 5 раз больше номинального размера трубы, или, можно сказать, в 1,5 раза больше диаметра трубы. Обычно в трубопроводах используются колена с длинным радиусом, поскольку потеря давления меньше по сравнению с коленом с коротким радиусом. Это потребовало больше места, чем колено с коротким радиусом.

Короткое колено радиуса
В колене короткого радиуса радиус центральной линии равен номинальному размеру трубы, или вы можете сказать, один раз диаметр трубы. Колени с коротким радиусом используются в условиях ограниченного пространства. Тем не менее, он имеет высокое падение давления из-за внезапного изменения направления потока.

Редукционное колено
Редукционное колено 90 предназначено для изменения направления, а также для уменьшения размера трубы в системе трубопроводов. Редукционное колено устраняет один фитинг и уменьшает сварку более чем на треть. Кроме того, постепенное уменьшение диаметра по всей дуге редукционного колена обеспечивает более низкое сопротивление потоку и уменьшает влияние турбулентности потока и потенциальной внутренней эрозии. Эти функции предотвращают значительные падения давления в линии.

Трубный отвод
Трубный изгиб с длинным радиусом используется на линиях транспортировки жидкости, которые требуют промывки. Из-за их большого радиуса и плавного изменения направления изгиб трубы имеет очень меньшее падение давления, и возможен плавный поток жидкости и свиньи. 3D и 5D изгибы труб широко доступны. Здесь D — размер трубы.

Mitt Bend
Mitt Bend не являются стандартными фитингами труб, они изготовлены из труб. Обычно они предпочтительны для размера 10 ”и выше, потому что колено большого размера стоит дорого.Использование косого сгиба ограничивается водопроводом низкого давления. Изгиб Mitre может быть изготовлен в 2, 3 и 5 штук.

Возврат — Колено 180 градусов
Возвратные колена используются для изменения направления на 180º. Доступный в коротком и длинном образце. Отводы используются в нагревательной катушке, теплообменнике, вентиляционном отверстии резервуара и т. Д.

Тройник для труб
Трубный тройник используется для распределения или сбора жидкости из рабочей трубы. Это короткий кусок трубы с 90-градусным ответвлением в центре.Существует два типа тройников, используемых в трубопроводах: равные / прямые тройники и уменьшающие / неравные тройники.

Прямой тройник
В прямом тройнике диаметр ответвления такой же, как диаметр проходной (коллекторной) трубы.
Редукционный тройник
При уменьшении тройника диаметр ответвления меньше диаметра рабочей трубы (коллектора).
Трубчатый тройник
Трубчатый тройник, который также известен как тройник скребка, используется в трубопроводах, которые свиньи.Ветвь тройника имеет ограничительный стержень, приваренный внутри, чтобы предотвратить попадание свиньи или скребка в ветвь. Стержни приварены к ответвлению таким образом, чтобы обеспечить свободный проход свиньи из рабочей трубы.

Wye Tee / Lateral
Это тип тройника с ответвлением под углом 45 ° или углом, отличным от 90 °. Тройник позволяет соединить одну трубу с другой под углом 45 °. Этот тип тройника уменьшает трение и турбулентность, которые могут препятствовать потоку.Уай тройник также известен как боковой.

Cross
Cross также известен как четырехходовой фитинг. Крест имеет один вход и три выхода (или наоборот). Как правило, кресты не используются в технологических трубопроводах для транспортировки жидкости. Но кованые кресты распространены в линии пожаротушения.

Трубные редукторы
Трубный редуктор изменяет размер трубы. Существует два типа редукторов, используемых в трубопроводах Concentric и Eccentric.
Концентрический трубный редуктор или конический редуктор
В Концентрическом редукторе, который также известен как конический редуктор, центр обоих концов находится на одной оси.Поддерживает высоту осевой линии трубопровода. Когда центральные линии большей трубы и трубы меньшего размера должны поддерживаться одинаковыми, то используются концентрические редукторы.

Эксцентриковый редуктор
В Эксцентриковом редукторе центр обоих концов находится на другой оси, как показано на рисунке. Он поддерживает BOP (нижнюю часть трубы) высоту трубопровода. Когда одна из наружных поверхностей трубопровода должна быть одинаковой, требуются эксцентриковые редукторы.
смещение = (увеличенный идентификатор — меньший идентификатор) / 2
Редуктор обжима
Обжим похож на редуктор, но небольшой по размеру и используется для соединения труб с трубами меньшего размера с резьбой или с приваренной муфтой.Как и редукторы, они также доступны в концентрических и эксцентрических типах. Обжимки доступны в различных типах конца. Таких как оба простых конца или один простой и один резьбовой конец.
Трубогибочный станок, гидравлический трубогиб
Описание продукта
Станок для гибки труб, гидравлический трубогиб
2. Технический параметр
Другие продукты на выбор .
3. Применение профилегибочного станка
Изготовленный нами профилегибочный станок — это высокоэффективное оборудование для гибки профилей с различными характеристиками, например, из швеллера, уголка , Двутавровая сталь, двутавровая сталь, плоская сталь, квадратная труба, круглая и квадратная труба, может предварительно согнуть конец профилей и изогнуть к круглой, кольцевой, дуговой, спиральной заготовке, однократно, широко используется в аэрокосмической, нефтехимической промышленности , гидроэнергетика, судостроение, автомобилестроение, машиностроение, металлоконструкции и так далее.
4. Обзор конструкции и производительности машины
4.1.1. Обзор конструкции
Профилегибочный станок представляет собой трехвалковую дуговую конструкцию, направленную вниз. Он состоит из корпуса машины, боковой роликовой части, вспомогательного устройства, главной приводной части, чувствительного устройства, деталей пресс-формы, гидравлических частей, электрических компонентов и т. Д. Корпус машины выполнен из листовой стальной конструкции, все механические части установлены во внутренней и внешней части. корпуса машины, составляющего основную часть механической трансмиссии машины.Основное вращение ролика приводится в движение гидравлическим двигателем. Боковые ролики приводились в движение зубчатым колесом через гидравлический двигатель для достижения проектной скорости и крутящего момента.
4. 1.2. Электрическая система управления и гидравлическая система являются двумя независимыми частями, через трубы и электрический провод соединяются с механическим приводом, гидравлическая система и электрическая система управления могут быть установлены в соответствии с чертежом, пользователи также могут перемещать их в подходящее положение в соответствии с цехом и технологией работы.
4.1.3. Станок может быть оснащен дополнительным устройством (пресс-формой) в соответствии с требованием точности заготовки и различными профилями.
4.2.1. Производительность станка
Станок может предварительно согнуть конец профилей, оставшийся прямой край меньше или равен удвоенной ширине профилей. Все три рабочих ролика являются приводными роликами и принимают трение качения; это высокая эффективность, энергосбережение.
4.2.2. Вращение главного ролика осуществляется гидравлическим двигателем через гидравлическую систему.Два боковых ролика (левый ролик и правый ролик) приводятся в движение гидравлическими цилиндрами, вращающимися по линии дуги вокруг основного ролика, его функция заключается в изгибе профилей; кроме того, гидромотор привода гидросистемы, приводной механизм гидромотора, ролики и цепь бокового привода, главный ролик привода цепи, вращающийся с боковыми роликами, его функция заключается в изгибе и формовании профилей; поддерживающий ролик можно поднимать и опускать, перемещать вперед и назад и вращать, все эти движения приводились в движение гидравлическим цилиндром, функция поддерживающего ролика заключается в предотвращении перекручивания профилей во время его изгиба, обеспечивая точность обрабатываемой детали.
4.2.3. Все движения машины приводятся в действие гидравлической системой, управляемой централизованной электрической системой управления, пользователь управляет машиной через кнопку на электрическом шкафу управления.
4.3. Профили предварительного изгиба и изгиба
Профили изгиба имеют симметричный и асимметричный изгиб. (См. Рис. 4-1)
7. Послепродажное обслуживание
7.1 Содержание послепродажного обслуживания
7.11 Гарантийный срок на качество продукции составляет 12 месяцев.
7.12 После того, как продукт будет завершен, мы отвечаем за бесплатную подготовку механического, гидравлического, электрического и рабочего персонала на нашем заводе.
7.13 Пожизненное обслуживание и своевременное предоставление бесплатных запчастей.
7.2 обещание качества
Строго соблюдайте обязательства по обеспечению качества
7.21 Качество машины должно быть отличным и надежным перед поставкой, исключить ранние отказы машины на нашем заводе.
7.22 Пользователь обнаружил проблему с качеством в процессе использования машины, мы отвечаем в течение 24 часов после получения уведомления пользователя, при необходимости отправляем инженера на сайт пользователя. Ремонтники не покидают сайт пользователя, если не устраняют неисправности.
7.23 Наша компания должна предоставить запасные части для ремонта машин и ремонта машины в соответствии с требованиями заказчика.
8. Приемка и установка
8.1 После того, как оборудование завершено, мы незамедлительно уведомим покупателя о том, что он пришел на наш завод, чтобы проверить его перед приемкой.После того, как покупатель проверит и примет машину, и выполнит условия контрактных требований, продавец должен поставить оборудование.
8.2 Продавец должен запустить и протестировать машину в режиме без нагрузки и нагрузки, убедившись, что машина может работать при подаче питания на объект покупателя.
Клиентов, посещающих
9. Представление компании
Наша компания является крупнейшим производителем профилегибочного оборудования на центральных равнинах Китая, в настоящее время крупнейшей производственной мощностью нашей компании является W24S -1500, этот тип машины был представлен из Швейцарии, после нескольких лет отечественного производства, технология стала очень зрелой, и постепенно принимается на внутреннем рынке, во время процесса прокатки профиля, ее наиболее заметными преимуществами были следующие: 1, это самое экономичное оборудование; 2, это наиболее эффективное прокатное оборудование; 3, это самая высокая точность прокатного оборудования.
Наша компания произвела такие продукты для ряда крупных компаний, например, для компании по производству графита Наньтун, компании по производству фланцев в Цанчжоу Чжэнсин, уплотнительной головки Yixing Jiuzhou, группы Jiaozuo Shenhua, группы Zhengzhou songfeng Valve Co., Ltd., группы Nanjing jiangbiao, Компания по производству фланцев Jingjiang, Jiangsu Jinyang Group Co., Ltd, Wenzhou kaiqi Group и так далее, все они используют наш станок для гибки профилей. Отличное качество продукции, хороший сервис, получили хорошие отзывы пользователей; Приглашаем Вас посетить нашу компанию или компанию нашего пользователя.
отгрузка
Если есть что-то, что мы можем сделать для вас, добро пожаловать к нам.
,Фланцы труб являются вторым наиболее часто используемым методом соединения после сварки. Они используются, когда соединения нуждаются в разборке. Это обеспечивает гибкость в обслуживании. Фланец Соединяет трубу с различным оборудованием и клапанами. Разъединительные фланцы добавляются в трубопроводную систему, если во время работы установки требуется регулярное техническое обслуживание.
В этой статье рассматриваются следующие типы фланцев.
- Резьбовые фланцы
- Торцевые приварные фланцы
- Скользящие фланцы
- Фланцы с кольцевым соединением
- Сварные фланцы с приварной шейкой
- Слепой фланец
- Редукционный фланец / фланцевый фланец
- Фланец
- Фланец-экспандер фланцевое соединение состоит из трех компонентов; фланцы, прокладки и болты; которые собраны pipefitter.При выборе и применении всех этих элементов требуются специальные средства контроля для получения соединения, которое имеет приемлемую герметичность.
Тем не менее, не рекомендуется использовать фланцевое соединение в подземных трубопроводах, когда предполагается, что они будут закопаны. Фланец также является наиболее распространенным источником утечек и возгорания на технологической установке. Существует множество фланцев для удовлетворения требований. Фланец можно классифицировать несколькими альтернативными способами на основании следующего:
- Типы соединений
- Типы облицовки фланцев
- Номинальные параметры давления-температуры
- Типы материалов
Резьбовые фланцы
Резьбовые фланцы также называются резьбовыми фланцами и он имеет резьбу внутри отверстия фланца, которая подходит к трубе с соответствующей наружной резьбой на трубе.Этот тип соединения является быстрым и простым, но не подходит для применения в условиях высоких давлений и температур. Резьбовые фланцы в основном используются в коммунальных службах, таких как воздух и вода.
- Резьбовой фланец, в основном используемый в коммунальных службах, таких как воздух и вода.
- Он не подходит для приложений с высоким давлением и температурой.
- Он также доступен с ограниченным размером NPS 4 ”и ниже .
- Резьбовые фланцы могут быть FF или RF.
- Это недорогой фланец.

Соединительные фланцевые соединения
Соединительные фланцевые соединения имеют гнездо с внутренней резьбой, в которое устанавливается труба. Угловая сварка производится снаружи на трубе. Как правило, он используется в трубопроводах малого диаметра и подходит только для применения при низком давлении и температуре.
- Приварные фланцы могут быть FF или RF
- Стоимость фланца и изготовления умеренная.


Накладные фланцы
Накладной фланец имеет отверстие с соответствующим наружным диаметром трубы, из которого может проходить труба.Фланец размещен на трубе и приваривается на филе как внутри, так и снаружи. Скользящий фланец подходит для применения при низком давлении и температуре.
- Этот тип фланца также доступен в большом размере
- Это может быть FF или RF
- Стоимость фланца и изготовления умеренная.


Фланцы с шарнирным соединением
Фланец с кольцевым соединением состоит из двух компонентов: заглушки и свободного фланца. Заглушка приваривается к трубе, а опорный фланец свободно перемещается по трубе.Опорный фланец может быть изготовлен из материала, отличного от материала заглушки, и, как правило, из углеродистой стали для экономии затрат. Коленчатый фланец используется там, где требуется частая разборка, а пространство ограничено.
- Опорный фланец может быть изготовлен из материала, отличного от материала заглушки, и обычно из углеродистой стали для экономии затрат.
- Этот фланец обеспечивает лучшее соединение благодаря стыковой сварке по сравнению с фланцами с раструбным и резьбовым типом.
- Не подходит для небольших размеров, дорогостоящих компонентов и изготовления по сравнению с резьбовыми, накладными и раструбными фланцами.
- Коленчатый фланец обеспечивает гибкость соединения, так как вы можете свободно вращать фланец на трубе. Он используется там, где требуется частая разборка, а пространство ограничено.


Фланцы со сварным швом
Фланец со сварным швом является наиболее широко используемым типом технологических трубопроводов. Это дает наивысший уровень целостности соединения благодаря сварке встык с трубой. Эти типы фланцев используются в условиях высокого давления и температуры. Фланцы с приваренной горловиной громоздки и дороги по сравнению с другими типами фланцев.
- Для изготовления требуются высокие навыки, а также требуется больше места для размещения в трубопроводной системе из-за длинной втулки.
- Фланец с приваренной шейкой доступен во всех размерах и может быть FF, RF или RTJ типа
- . Вы можете увидеть фланец с приварной шейкой, сваренный с трубой


Слепой фланец
Слепой фланец представляет собой пустой диск с отверстие для болта. Эти типы фланцев используются с фланцами другого типа для изоляции системы трубопроводов или для завершения трубопровода в качестве конца.Заглушки также используются в качестве крышки люка в сосуде.

Редукционный фланец
Редукционный фланец используется вместо стандартного фланца для изменения размера трубы. Этот фланец устраняет необходимость в стандартном редукторе в трубопроводе. Фланец состоит из одного указанного диаметра с меньшим диаметром отверстия.
За исключением размеров отверстия и ступицы, переходный фланец имеет размеры стандартного размера фланцев трубы и считается экономичным средством для изменения размера трубы.
Эти фланцы выпускаются в вариантах с приваренной горловиной, со шлицем и с резьбой. Редукционные фланцы являются экономичным способом выполнения переходов между трубами разных размеров, однако из-за потери высокого давления они редко используются в трубопроводах. ASME B16.5 охватывает размеры переходных фланцев.

Источник изображения: www.msmmfg.com
Фланец расширителя
Он похож на фланец с приварной шейкой, но увеличивает размер трубы до первого или второго большего размера.Это альтернатива использованию редуктора и фланца с приваренной горловиной. Полезно для подключения к клапанам, компрессорам и насосам.
Эти фланцы специально разработаны. Размеры сварочной горловины соответствуют соединительной трубе, остальные размеры соответствуют стандартным фланцам ASME B16.5.

Источник изображения:
.