
Флюс для пайки меди: характеристики, разновидности
Пайка позволяет соединить трубы и другие детали при температурах значительно ниже сварки без расплавления основного материала и образования переходных зон прочности. Использование флюса при пайке меди гарантирует получение качественного и прочного шва. Он очищает поверхность от окислов и защищает готовый шов от контакта с воздухом.
Требования к прочности определяют температурный режим пайки. В зависимости от этого берутся компоненты. Флюс всегда должен соответствовать припою по температуре плавления и составу.
 Флюс для пайки меди
Флюс для пайки медиОсобенности пайки с флюсом
При соединении медных труб с применением флюса можно производить пайку с температурой до 450⁰. При низкотемпературной пайке основной металл не деформируется, шов получается ровный и однородный, поскольку флюс хорошо смачивает поверхность, проникает в капилляры. Благодаря ему припой распределяется равномерно, в шве отсутствуют поры и шлаковые включения.
В процессе пайки высокотемпературных соединений флюс растекается по шву и закрывает его от контакта с воздухом, предотвращая окисление.
Флюс следует подбирать по припою. Он должен расплавляться раньше, чем сам припой, и обеспечивать хорошее соединение на капиллярном уровне.
Какими характеристиками должен обладать флюс для пайки медных труб
На качество шва и прочность спаивания медных труб влияют характеристики флюса и их правильный подбор с учетом состава припоя и, следовательно, температуры его плавления. Флюсы представляют собой вещества, активно вступающие в химические реакции с окислами, и инертные к элементам, составляющим припой. Их температура плавления ниже, чем у меди.
Положительные качества флюса для пайки медных труб:
- легко наносится на поверхность;
- имеет однородную консистенцию;
- хорошо смачивает поверхность;
- очищает от оксидов;
- имеет вязкость меньше, чем у припоя;
- не разрушается при нагреве;
- после пайки равномерно растекается по поверхности шва;
- не взаимодействует с медью;
- не образовывает соединения с припоем.
Расплавленный флюс всплывает наружу, не оставаясь в шве. Он соединяется с припоем, покрывая зону пайки и защищая шов от окисления до полного остывания. Он должен равномерно ложиться на трубу в холодном состоянии и очищать ее при нагреве от окислов, не образуя поры.
Разновидности флюса
По степени активности и температуре плавления выделяют следующие разновидности флюса:
- некоррозионноактивные;
- слабокоррозионноактивные;
- корозионноактивные.
Некоррозионные составы проявляют слабую активность при удалении окислов и используются ограничено. Применяется флюс для пайки медных труб и при реставрации изделий, покрытых серебром и патированных оловом и медью. Плавится при температуре до 300⁰. Основу некоррозионных флюсов составляют:
- канифоль и другие смолы растительного происхождения;
- воск;
- вазелин.
Температура плавления большинства из них ниже 300⁰.
Для соединения деталей из сплавов меди применяют слабокоррозионные флюсы. Они способны удалить окисную пленку, имеют температуру плавления в пределах 450⁰. Основной состав — минеральные масла и жиры, кислоты. Получают флюсы химическим способом. Канифоль добавляют в состав для ослабления антикоррозионной реакции. При нагреве постепенно испаряются. Применяются для труднодоступных соединений, где сложно очищать поверхность от флюса.
Коррозионноактивные составы изготавливаются из неорганических кислот, хлористых и фтористых соединений. Используются для высокотемпературной пайки меди, стали, цветных металлов.
 Вазелин
ВазелинКаким припоем паять медные трубы
Припой для пайки выбирают в зависимости от его консистенции:
- мягкий;
- твердый.
Легкоплавкие материалы составляют основу мягких припоев, с ними работают при нагреве до 450⁰C. В их основе легкоплавкие металлы — олово и свинец. Для пайки мягкого соединения выпускаются припои, изготовленные из металла, вступающего в реакцию с оловом:
- цинка;
- свинца;
- кадмия.
А также составы из легкоплавких веществ:
- свинцово-серебряные;
- индиевые;
- висмутовые.
Процесс пайки происходит при низких температурах. Недостаток в относительно низкой прочности соединения.
Соединение труб водопровода и деталей ответственных конструкций выполняется твердыми флюсами, имеющими температуру плавления выше 450⁰C, в основном в пределах 700–900⁰C. В основе состава медь и серебро с добавлением фосфора:
- медно-фосфорные;
- медно-цинковые;
- серебряные.
При плавлении они хорошо затекают в зазор, проникают в поры и соединяют детали на молекулярном уровне.
При высокотемпературной пайке с тугоплавкими припоями применяются флюсы, в состав которых входит бура (борат натрия), борная кислота. В качестве дополнительных компонентов применяются фториды и хлориды. Бура плавится при 743⁰C, но она гигроскопична. Перед использованием вещество необходимо прогреть — высушить, чтобы удалить кристаллы воды. Температура в печи должна быть в пределах 450⁰, время выдержки 40 – 60 мин. При добавлении к буре борной кислоты, ее также просушивают, все компоненты смешивают и перетирают в порошок. Хранить нужно в закрытой таре, без доступа воздуха и влаги.
 Медная труба с припоем
Медная труба с припоемОсобенности самостоятельного изготовления флюса
Самостоятельно можно изготовить только флюсы для низкотемпературной пайки методом растворения или смешивания при подогреве. Остальные составы производятся химическим путем, требуют специального оборудования.
Для изготовления пастообразного флюса к 100 г сосновой канифоли добавляются кислоты:
- олеиновая — 45 г;
- стеариновая — 30 г;
- пальмитиновая — 25 г.
Состав нагревается на паровой бане, поскольку выше 100⁰ может начаться химический процесс, и перемешивается, пока канифоль полностью не растворится в кислотах.
Флюс СКФ продается в магазинах. Он рассчитан на холодную пайку в диапазоне температур 250 – 280⁰. Его легко изготовить самостоятельно:
- Измельчить канифоль.
- Высыпать в емкость.
- Залить спиртом.
В теплом месте канифоль растворится. Изменить консистенцию состава можно добавлением канифоли или спирта. В случае образования осадка его можно удалить фильтрованием. На качество пайки созданного флюса это не влияет.
Необходимая химия (флюсы) для пайки в домашних условиях и не только!
Watch this video on YouTube
Этапы пайки медных труб
Для соединения элементов медного трубопровода применяют пайку, используют газовое оборудование для подогрева. Последовательность действий:
- Аккуратно обрезать трубу. Для этого необходимо использовать специальный труборез.
- Очистить губкой или салфеткой соединяемые детали от грязи, масла, пыли.
- С помощью грубой ткани или «металлической шерсти» снять с поверхности трубы и внутренней части фитинга окисную пленку.
- Нанести на трубу тонким ровным слоем флюс.
- Надеть фитинг.
- Греть горелкой до изменения медью цвета в зоне контакта с пламенем.
- Внести в зону пайки необходимое количество припоя.
Качество шва во многом зависит от равномерного прогрева деталей. Теплопроводность меди высокая, достаточно равномерно прогревать горелкой место стыка, водить ее по окружности, не держать долго на одном месте.
Для соединения двух труб можно обойтись без фитинга, достаточно расширить конец одной трубы специальным приспособлением и после нанесения флюса на обе спаиваемые поверхности, одеть ее на вторую.
Низкотемпературным способом можно паять медную проволоку и микросхемы. Для этого нужно очистить от грязи место соединения. Нанести флюс. Разогретые концы провода можно просто опустить в порошкообразную канифоль. После этого поднести припой и расплавить его. Вместо горелки используется паяльник.
Флюс (паста) для пайки меди и медных труб: виды и особенности
Медь признана самым надёжным металлическим изделием, которая используется во многих отраслях промышленности. Вместе с этим, есть явные недостатки эксплуатации меди, несмотря на высокие механические и технические характеристики и флюс для пайки меди поможет устранить проблемы неисправности той же медной водопроводной системы. Главная задача применения пасты для пайки меди, это образование защитной плёнки от воздействия окружающей среды, в частности кислорода.

Вариант флюса для пайки меди
Особенности пайки меди флюсом 
Во многих западноевропейских государствах давно используются медные трубы, в качестве основных компонентов системы водоснабжения и отопления. Повреждения медной трубы, это неприятная мелочь, но флюс для пайки медных проводов поможет избавиться от основной причины неисправности. Попробуем разобраться, какие виды флюса имеются на практике:
- К первой и основной категории группы флюс для пайки меди можно отнести те компоненты, которые отлично справляются с проявление коррозийности. К этой группе относятся все компоненты, которые растворяются жидкость, а также в фосфоре. В результате образуется целое вещество, которое в конечном итоге предусматривает исключение из правил проведение очистки поверхности изделия после проведения процесса пайки. В большинстве случаев, этот флюс для пайки меди является менее затратным и наиболее выгодным вариантом.
- Вторая группа компонентов флюсов для пайки медных труб представлена как вещество, где в составе используется салициловая кислота, растворяемая в органических соединениях. Кроме этого, к этой группе можно отнести вещества и материалы, которые являются компонентами или производными от вазелина, спирта и даже золотого материала. Используя этот вид флюса для пайки меди своими руками, мы сможем добиться идеального показателя состояния швов, а также чистоту и аккуратный вид обрабатываемой поверхности.
- Третья и, пожалуй, самая популярная группа имеет в своем составе канифоль или борную кислоту натриевой соли. Последний химический компонент начинает подвергаться плавлению, начиная от температуры +70 С. В данном случае, что канифоль, что борная кислота не предоставляют конкретной угрозы для жизни и здоровья человека.
Как должен выглядеть флюс для пайки медных труб?
Как видно из выше перечисленного, чтобы выбрать флюс для пайки меди, необходимо детально изучить спецификацию каждого компонента, и в то же время потребуется соблюдать некоторые меры предосторожности и общие правила применения:
- Флюс паста для пайки меди должна обеспечить равномерность площади обрабатываемой поверхности изделия.
- Показатель вязкости любого компонента флюса должен быть намного ниже, чем у припоя, то есть, препарат должен расплавиться раньше, чем припой и обеспечить равномерное заполнение всего пространства обрабатываемого изделия. Полная замещаемость, это основной критерий показателя взаимодействия флюса и припоя.
- Оксидная плёнка должна полностью раствориться и защитить металл от вторичного процесса окисления.
- Обрабатываемый паяльной пастой для меди шов должен иметь презентабельный вид и не создавать неудобств для дальнейшей эксплуатации.
- Химическая стабильность вещества. В процессе нагревания флюс не должен никаким образом разлагаться.
- По окончании технологических работ, остатки шлама необходимо удалить.
- Допускается применение пасты для пайки медных труб вертикальном положении.
Варианты исполнения флюсов для медных материалов
Промышленность на сегодняшний день выпускает несколько вариантов флюсов, которые применяются для конкретных производственных работ. Как правило, это 3 основные группы:
- Жидкая категория. Применяется в специальных тубах, идут совместно с мягкими припоями.
- Порошковая категория. Хранятся в специальных контейнерах, используются совместно с припоями средней и усиленной группы.
- Флюс в виде пастообразного вещества. Это готовый вариант флюса, который используется как припой, и как средство обработки и нанесения припоя на поверхность.

Флюсы для пайки меди
Далее учитываем целевое предназначение компонента для конкретной категории производственных работ, в частности:
- Препараты с антикоррозионными характеристиками. В компонент препарата входят растворители, а также состав фосфора. Во время процедуры нагревания происходит своеобразное соединение, где образуются органические компоненты. По окончании технологических работ, необходимо удалить шлам без использования специальных технологий, то есть, обычным способом.
- Препараты с высокими частотными характеристиками. В качестве компонента используют золото или другие материалы благородной группы – этанол, вазелин, а также салициловая кислота. В итоге образуется ровный и идеальный шов, которые не требует дополнительной обработки.
- Флюсы активированной группы. К этой категории относятся вещества наиболее популярных групп – бура, а также канифоль. Бура уже при температуре +70 С начинает плавиться, не выделяя при этом опасных выделений.
Для последней группы предъявляет несложные требования, в частности, рекомендуется готовить препараты непосредственно на месте проведения технологических операций. Так, канифоль необходимо смешать порциями с салициловой кислотой или ангидридом (допускается использование диэтиламида, а также анилина).
Процесс пайки, что нужно знать
В процессе проведения пайки, нужно помнить следующее.
«Важно!
Поступаемый ток будет двигаться только на вылете, это позволит как минимум в 5 раз увеличить производительность труда по сравнению с ручным дуговым вариантом сварки.»
Применение в данном случае сварочных токов, которые имеют высокую плотность, не будет вызывать так называемое отслаивание обмазки, а, следовательно, перегрев работающих электродов на конечном процессе вылета. Если мы будем использовать толстые металлические заготовки, то не нужно будет осуществлять раздел существующих кромок, так как проплавка будет вестись полностью на глубину.
Для медных труб в процессе пайки необходимо соблюдать ниже приведённые требования:
- Желательно, чтобы флюс изначально был как производная часть от припоя. В этом случае удастся добиться максимальной равномерности плавления всех компонентов флюса и припоя. Этот фактор позволяет специалисту полностью контролировать рабочий процесс нагрева, а тем самым регулировать производственный цикл сварочных работ.
- Если вы используете припой и флюс, которые совпадают по температурным показателям плавления, тогда последний параметр используем для осуществления контроля температуры за процессом пайки. Здесь нам удастся минимизировать потери процесса пайки, а также возможных повреждений заготовок и прочих компонентов.
Самым оптимальным вариантом, хоть и дорогостоящим, станет использование флюс-пасты, которая одновременно является пропоем и материалом для обработки предварительной пайки поверхности изделия.
Есть еще один важный момент, это образование шлака, который сопровождает данный процесс. В этом случаен поверхности шва будет увеличиваться кристаллизация, которая в свою очередь значительно уменьшит количество проявляемых пустот, а также появление наплавляемых частиц в наплавляемом веществе. Минусом данного процесса является повышенная текучесть. Но несмотря на это, скорость и качество обработки поверхности перекроет все возможные недостатки проведения пайки медных заготовок.
Заключение
Соблюдение техники безопасности является приоритетным для данного технологического процесса. Используйте защитные средства для рук и глаз, а также в обязательном порядке по окончании процесса пайки проветривайте помещение, тщательно убирайте рабочее место от остатков химических компонентов, и не забываем мыть руки после работы с препаратами. Рекомендуем тщательно изучить состав флюса, а также припоя для совместимости проведения работ с медными материалами и заготовками.
Флюс для пайки медных труб мягким припоем своими руками: паста
Мало кто знает, что означает флюс для пайки. Под флюсом понимается вещество, состоящее из химических элементов, которое помогает припою лучше заполнить соединительное пространство. Кроме того, одной из функций флюса является отчистка металлического изделия от грязи и продуктов процесса окисления, таких как кислота борная и соляная. Помимо всего, он образует слой защитной пленки от воздушного кислорода. Именно учитывая эти особенности, необходимо правильно выбирать виды металлических изделий, которые нужно соединить и веществ, которое будет заполнять соединительную щель, а также держать под контролем показатели температурного нагревателя.

Виды флюса
- К первому виду химического помощника можно отнести вещества, которые прекрасно справляются с предотвращением коррозийных образований. Это соединительное вещество состоит в основном из веществ, которые растворяют жидкость и такого элемента, как фосфор. В результате их взаимной работы образуется целостное соединительное вещество. При использовании такого вида, необходимость применять вещества, которые призваны произвести отчистку после процесса пайки, отпадает. Это очень выгодно и совсем не хлопотно.
- Ко второму виду флюсов можно причислить вещество, состоящее из кислоты салициловой, которая прекрасно растворима в органических растворителях. Кроме данной составляющей соединительного вещества, основой также могут служить вазелин, спирт и производные золота. Если применять в использовании такой вид флюса можно добиться прекрасного результата в отношении швов, помимо чистоты, они приобретут аккуратный внешний вид.
- К третьему виду мягкого соединителя относится канифоль и натриевая соль борной кислоты. Натриевая соль начинает подвергаться плавлению при температурных показателях от 70 градусов по Цельсию. Нужно обратить особое внимание на то, что это вещество и продукты его плавления абсолютно не вредны для жизни и здоровья человека.
Можно самостоятельно создать соединительные вещества, смешав все компоненты в одно целое.
 Пайка меди под флюсом
Пайка меди под флюсомВ чем же разница пайки с флюсом?
Для начала нужно разобраться в его отличиях от обычной дуговой пайки. Итак, сравнительно со сваркой с помощью рук, процесс пайки с помощью флюса становится более результативным. Уровень отдачи увеличивается примерно в 4–5 раз. И это объяснимо, так как электрический ток проходит по электродной проволоке только в ее вылете. Поэтому применение флюса в сварочном процессе меди, дает возможность применять ток с повышенной плотностью. Можно даже не переживать по поводу того, что электрод будет подвергаться длительному воздействию высокой температуры, что приведет к отслойке обмазочного материала.
 Материалы для пайки медных труб
Материалы для пайки медных трубКроме всего, в процессе применения высоких токов, глубина плавления металлического изделия повышается до достаточно высоких. Даже из-за этого, процесс пайки можно проводить без разделочных работ утолщенной кромки.
Нужно отдать должное за то, что обеспечивая высокую защиту металла в расплавленном состоянии от контакта с воздушными потоками, металлические швы и соединения обладают высоким качеством.
 Пайка медных труб своими руками
Пайка медных труб своими рукамиМинимальное количество инородных включений достигается отсутствием пор в металлических швах. Объяснение тому есть, скорость образования кристаллов металла возрастает, так как на покрытии соединительных швов присутствуют шлаковые образования.
Недостатком использования мягких соединителей является то, что металл в расплавленном состоянии становиться максимально жидок и текуч.
Перед покупкой флюса для медных изделий, обратите внимание на его особые признаки.
В первую очередь, во избежание образования пленки из оксидов, необходимо провести некоторые мероприятия:
- Постоянно держать под контролем пределы температурных показателей мягкого соединителя и припоя, нужно обеспечить их одинаковость. При выборе флюса ориентироваться на его производность, в зависимости от вида припоя.
- В том случае, когда достигнуто идеальное совпадение температурных показателей, открывается возможность применения его как прибора измерения имеющихся в процессе пайки температурных изменений. Поэтому перегрев элементов при пайке невозможен.
На сегодняшний день в продаже имеются флюсы в сухом виде, пастообразные и в жидком состоянии. В большинстве случае соединители в жидком состоянии находят свое применение в процессе с использованием жидкого припоя. Флюс в сухом виде неудобен в использовании.
Пастообразный флюс для медных изделий достаточно удобен, так как он не требует отлагательства в его применении. Особое внимание нужно обратить на качество флюса, чтобы получить качественный результат проделанной работы.

Качество можно определить по следующим признакам:
- поверхность после пайки целиком им покрыта;
- имеет вязкую основу и высокую плотность, что обеспечивает доступность припою к месту назначения;
- защищает от образования пленки, качественно отчищает от нее;
- имеет однородный состав из химикатов;
- с его помощью видны все швы в процессе пайки;
- применяя его, отрывается возможность работы в вертикальном положении;
- хорошо удаляемые загрязнения.
Для достижения качественного изделия, нужно после процесса пайки избавиться от него с помощью предназначенных для этого растворителей.
Припой паста. Пайка. | Журнал Ярмарки Мастеров
Поскольку я получаю большое количество вопросов, сегодня хочу подробно рассказать об очень удобном, но пока многим незнакомом припое в виде пасты. Думаю, что эта информация будет полезна для всех, кто ещё не знаком с этим припоем.
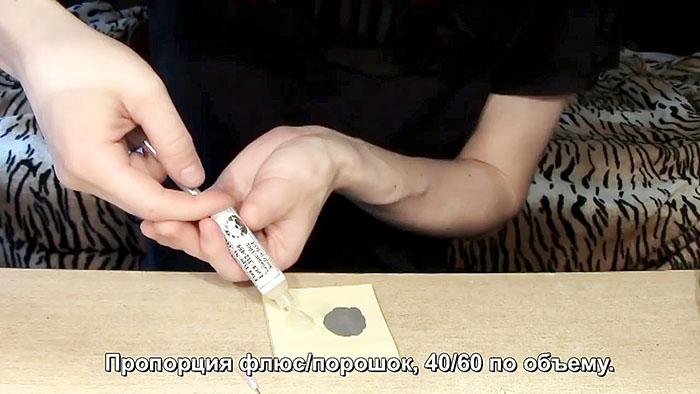
Припой представляет собой уже готовую к работе смесь припоя, соединительной пасты и флюса. Поставляется в шприцах со специальными насадками (аппликаторами) для дозированной подачи припоя. Есть специальные составы для меди, латуни, серебра. Они отличаются процентным соотношением входящих в них компонентов, составом и, следовательно, отличаются цветом шва. Но принцип работы у всех этих припоев одинаковый.
Начало работы:
Спаиваемые поверхности должны быть очищены от окислов и как можно плотнее соприкасаться друг с другом. Лучше, чтоб щель между деталями вообще не была видна на просвет.
На фото пластина меди толщиной 0.4 мм, к которой мы будем припаивать каст шириной 3.18 мм и толщиной 0.3 мм.

Флюс на место пайки наносить не нужно, т.к. он уже присутствует в пасте.
Припой наносится через аппликатор. Можно полоску-колбаску (как на фото ниже), можно змейкой. Я, к примеру, иногда просто выдавливаю немного пасты из шприца и наношу его титановой палочкой, или, если она горячая – обычной деревянной зубочисткой.
Внимание! Дотрагиваться аппликатором до разогретых деталей нельзя. Припой в аппликаторе моментально схватывается и его придётся чистить тонкой проволокой под струей горячей воды.

Затем начинаем горелкой прогревать всё изделие плавными круговыми движениями. В припое вначале дымит, горит и выгорает соединительная паста (желательно работать в проветриваемом помещении), потом начинает течь флюс (как масло — темное пятно) А затем, на разогретом докрасна металле, начинает плавиться припой (блестящий, сверкающий). Как только он начинает плыть-течь — убираем горелку.
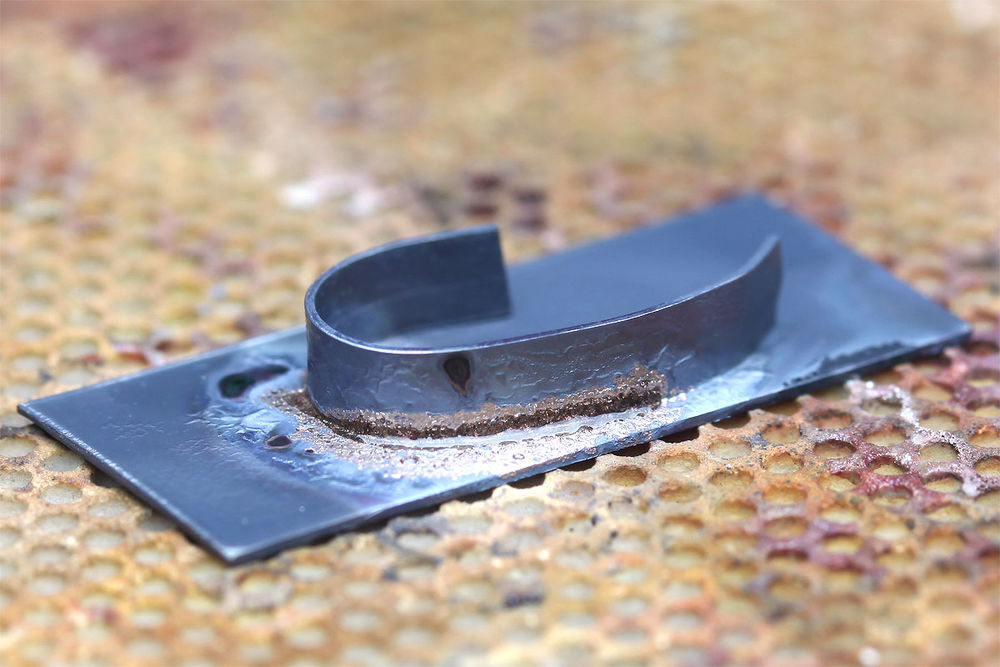
Сразу после отбела пайка выглядит так:

После отбела изделие проходит обработку, следы припоя удаляются, изделие шлифуется, полируется, патинируется.
Небольшое видео неспешного процесса пайки. На нем хорошо видны все этапы плавления припоя.
Как правильно заметили в комментариях, припоя для пайки нужно значительно меньше. В ролике его использовано избыточное количество для наглядности процесса.
И ещё:
Две самые распространенные проблемы при пайке:
1. Припой растекся, а детали не спаялись.
Причины: — детали были не плотно подогнаны друг к другу.
— вы перегрели одну из деталей и весь припой «ушёл» на неё.
Не забываем, что расплавленный припой растекается по поверхности не влево-вправо и не вперёд-назад, а только в сторону наибольшего разогрева металла. Поэтому, если вы, к примеру, к массивному основанию припаиваете небольшой элемент, нужно следить, чтоб обе части были разогреты одинаково. Если небольшой элемент разогреется сильнее основания, припой может весь стечь на него, не заполнив шов.
2. Припой не растёкся, а подымил, высох и стал рассыпчатым и похожим на глину. Шва нет.
Пожалуйста, обратите внимание!
Температура плавления припоя около 700 градусов по Цельсию (не будем брать во внимание solidus и liquidus). Поэтому горелка должна иметь мощность, чтоб разогреть поверхности спаиваемых деталей как минимум до этой температуры. Любой припой должен плавиться не от пламени горелки, а от температуры разогретого горелкой спаиваемого металла.
Небольшими горелками с пьезоподжигом типа горелка- карандаш, Dremel и т.п. можно спаять лишь небольшие детали! Поэтому, лучше их купить потом, если в этом будет необходимость.
Среднее колечко или кулон проще и удобнее будет паять горелками класса Proxxon, Blazer и т.д. В продаже много и китайских качественных горелок. Желательно начинать работу примерно с таких горелок.

Можно «увеличить» мощность горелки, положив изделие на поверхность с хорошей теплоотдачей (угольный, пористый или сотовый блок для пайки). Либо сделать своего рода «пещерку», закрыв место пайки с трёх сторон негорючим материалом (кусками тех-же блоков для пайки)
Для того, чтобы паять вещи покрупнее, например, браслет, потребуются горелки помощнее: из бюджетных хорошо подойдет насадка с пъезоподжигом и регулировкой газа. Такие сейчас в большом количестве продаются в магазинах.

Либо это могут быть бензиновые, инжекционные пропановые (как к примеру ORCA) или кислородные (пропан/кислород).
Но, это уже совсем друга тема.
Если у вас остались ещё какие-либо вопросы, пишите — обсудим.
Основные компоненты флюсов для пайки медных деталей
При выборе расходных материалов для пайки нужно учитывать особенности металла. Каждому сплаву требуются строго определенные составы, которые могут обеспечить чистоту рабочей поверхности, защиту от влияния влажного воздуха, равномерное растекание припоя. Флюс для пайки меди соответствует всем требованиям, способствует образованию прочного соединения деталей.
Где применяются медные изделия
 Медную руду человек обнаружил более 5 тысяч лет назад. Неспроста век, следовавший за каменным, назвали медным.
Медную руду человек обнаружил более 5 тысяч лет назад. Неспроста век, следовавший за каменным, назвали медным.
С тех древних пор металл использовали для многих целей. Следующий исторический этап назывался бронзовым веком потому, что в это время научились сплавлять медь с оловом, делать изделия из бронзы. Затем появились латуни, мельхиоры, другие медные сплавы.
Популярность меди объясняется совокупностью физических и химических свойств. В настоящее время медь применяют для изготовления трубопроводов, подающих воду, газу, теплоносители. Делают медные провода, радиотехнические изделия.
 Достоинства медных труб заключаются в устойчивости к коррозионным изменениям и хорошей пластичности. Изделия из меди имеют гладкий поверхностный слой, остаются неизменными при длительном облучении УФ светом, обладают большой теплопроводностью, термостойкостью, механической надежностью, долговечностью.
Достоинства медных труб заключаются в устойчивости к коррозионным изменениям и хорошей пластичности. Изделия из меди имеют гладкий поверхностный слой, остаются неизменными при длительном облучении УФ светом, обладают большой теплопроводностью, термостойкостью, механической надежностью, долговечностью.
Продукция из меди стоит дороже, но расходы окупаются возможностью длительной эксплуатации. В некоторых ситуациях возникает необходимость в пайке меди и ее сплавов.
При потенциальных высоких нагрузках на места соединения процесс проводят при высокой температуре. Во всех иных случаях для пайки медной трубы достаточно небольших значений температуры.
Особенности технологий

Большое значение для получения качественного соединения при реализации пайки без флюса имеет состав припоя.
Лучший вариант — сплавы на основе олова, серебра, позволяющие паять медь при высокой температуре, получать хороший результат.
При низкотемпературной пайке приходится применять припой и флюс. Умеренного нагревания не хватает для полноценной подготовки поверхности деталей к соединению.

Медь – металл непритязательный, позволяющий работать со многими составами:
- растворами;
- мелкоизмельченными порошками;
- гелеобразными массами.
Компоненты флюсов имеют разное предназначение. Борная или соляная кислота, хлорид цинка активно реагируют с оксидами, удаляя их. Канифоль, восковые составы, смолы обеспечивают хорошую адгезию, распределение припоя по всему рабочему участку.
В среде мастеров популярен флюс в виде пасты для пайки меди. Его можно легко нанести только в то место, которое будет подвергаться пайке. Он не растекается по всей детали, легко удаляется по окончании работы.
Некоррозионная группа
Обычная светлоокрашенная канифоль относится к неактивным флюсам, легко удаляется этиловым спиртом любой степени очистки, техническим ацетоном.

Такой флюс пригоден для пайки меди и сплавов на ее основе. Его применяют при пайке проводов, радиодеталей.
В местах углублений, не очень удобных для нанесения чистого канифольного флюса, можно проводить обработку поверхности раствором канифоли в этиловом спирте.
Если предполагается эксплуатация медных изделий при больших нагрузках, нужно обеспечить соединение с повышенными прочностными характеристиками. Для этих целей пайку проводят со смесью канифоли с глицерином, растворенной в спирте.
Составы с умеренной коррозионной активностью
 Слабой коррозионной активностью характеризуются флюсы из канифоли, спирта к которым добавлено какое-либо из следующих веществ:
Слабой коррозионной активностью характеризуются флюсы из канифоли, спирта к которым добавлено какое-либо из следующих веществ:
- уксусная кислота,
- хлорид цинка,
- ортофосфорная кислота.
При пайке хорошо работает флюс для меди из раствора канифоли в спирте с добавкой хлоридов цинка и аммония. Эффективно применение смеси из глицерина, и раствора хлоридов цинка, аммония, натрия.
Качественное соединение при пайке обеспечивает флюс из раствора глицерина в воде, к которой добавлен солянокислый гидразин. С успехом можно применять смесь из спирта и раствора фосфорной кислоты.
Флюсы, содержащие канифоль, используют при температурах до 300 °С. Остальные составы можно нагревать до 350 °С.
Сильного кислого действия
 Составы, содержащие или образующие кислоту, активно удаляют оксидный слой, обладают хорошими очищающими свойствами. Однако остатки флюса после пайки могут провоцировать порчу металла впоследствии. Поэтому рабочую зону по окончании процесса нужно хорошо промывать.
Составы, содержащие или образующие кислоту, активно удаляют оксидный слой, обладают хорошими очищающими свойствами. Однако остатки флюса после пайки могут провоцировать порчу металла впоследствии. Поэтому рабочую зону по окончании процесса нужно хорошо промывать.
Для пайки меди и ее сплавов применяют растворы хлорида цинка в воде, хлоридов цинка и аммония в воде, хлоридов цинка в растворе соляной кислоты. Эффективно применение смеси хлоридов цинка, аммония, натрия.
Если в припоях содержится много свинца и цинка, то в качестве флюсов рекомендуют использовать раствор смеси хлоридов: калия, цинка, меди, натрия в растворе соляной кислоты.
Припои со свинцом не пригодны для пайки труб, поставляющих питьевую воду. Свинец обладает большой токсичностью, контакт с водой для питья не допускается санитарными нормами.
Для пайки тугоплавкими припоями
 Пайку меди в определенных ситуациях проводят припоями, плавящимися при высоких температурах. В качестве флюса при этих процессах можно использовать только буру или смесь буры и борной кислоты.
Пайку меди в определенных ситуациях проводят припоями, плавящимися при высоких температурах. В качестве флюса при этих процессах можно использовать только буру или смесь буры и борной кислоты.
Применяют также раствор буры и борной кислоты в воде с хлоридом цинка или смесь буры, борной кислоты и фторида кальция.
Припоями в такой пайке служат сплавы, содержащие медь. Для обеспечения качества соединения буру перед самостоятельным изготовлением флюсов нужно хорошо прокаливать. В готовых средствах все компоненты прошли предварительную обработку.
Особенности самостоятельного изготовления
Многие мастера готовым средствам предпочитают самодельную продукцию. Это их выбор, который во многих случаях оправдан. Из доступных компонентов можно приготовить вполне хорошие флюсы. Внимания требуют некоторые моменты.

Так, например, при изготовлении одного из флюсов канифоль сначала нужно измельчить, затем растворить в теплом спирте, охладить до комнатной температуры и только затем влить уксусную кислоту.
Смесь из этанола и фосфорной кислоты нужно готовить в определенной последовательности. Сначала спирт перемешивают с водой и только потом добавляют ортофосфорную кислоту.
При приготовлении следующего популярного флюса нужно в сильно нагретой воде полностью растворить хлорид аммония, а затем в остывший раствор всыпать хлорид цинка.
Самый простой вариант – приобрести готовый флюс, выбрав его в соответствии с условиями пайки и рекомендациями к применению конкретной марки.
Как приготовить качественную паяльную пасту своими руками
При пайке очень удобно пользоваться паяльной пастой. Ее можно купить или сделать своими руками. Самодельная паста при разогреве течет лучше заводской. При пайке скруток она проникает глубже, что обеспечивает надежность соединения. Ее применение исключает перегрев деталей, поскольку при расплавлении она меняет оттенок с темного на светлый, позволяя вовремя среагировать и убрать горелку.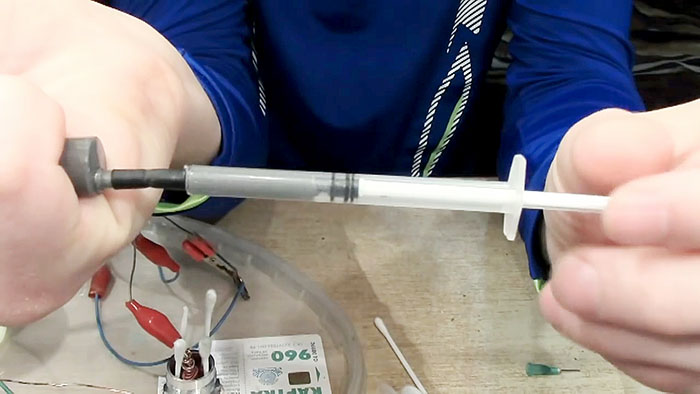
Материалы и инструменты:
- бормашина с отрезным диском по дереву 40 мм или напильник по металлу;
- одноразовые стаканчики 0,5 л;
- пестик и ступка;
- припой;
- паяльный флюс;
- соль крупного помола;
- крахмал;
- шприц 5 куб.;
- инсулиновый шприц;
- термоусадочная трубка.
Приготовление паяльной пасты
Прут припоя нужно натереть в мелкий порошок. Для этого можно воспользоваться напильником по металлу, что долго, или применить бормашину с диском по дереву.

В отличие от напильника, ее зубья не забиваются припоем. Поскольку опилки при пилении бормашиной разлетаются, то потребуется соорудить для них сборник из срезанного одноразового стакана. При этом сам припой должен находиться в пакете, чтобы сохранить весь порошок.
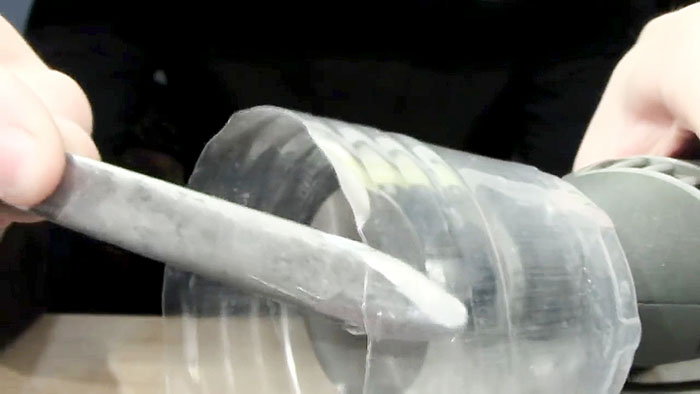
Важно подавать пруток на край режущего диска под острым углом, тогда он будет натираться в более мелкую пыль. Обязательно следует держать руки подальше от диска.
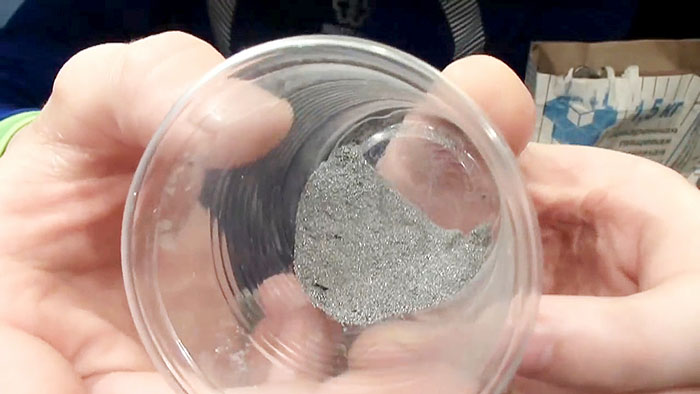
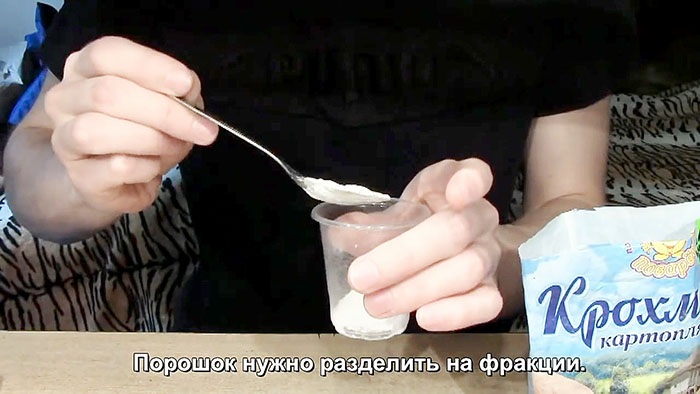
Полученные опилки засыпаются в ступку. В них добавляется соль крупного помола и все с силой перетирается пестиком. По мере измельчения нужно добавлять новую соль, поскольку кристаллики старой разрушаются.
Истертые опилки разводятся в воде. Соль растворяется, в результате оставшийся остаток и будет измельченным припоем. Для полного обессоливания его потребуется промыть пару раз. После выпада осадка вода сливается.

Крахмал разводится в небольшом количестве холодной воды. Размешав его для взвешивания всех частиц, раствор заливается в кипяток.
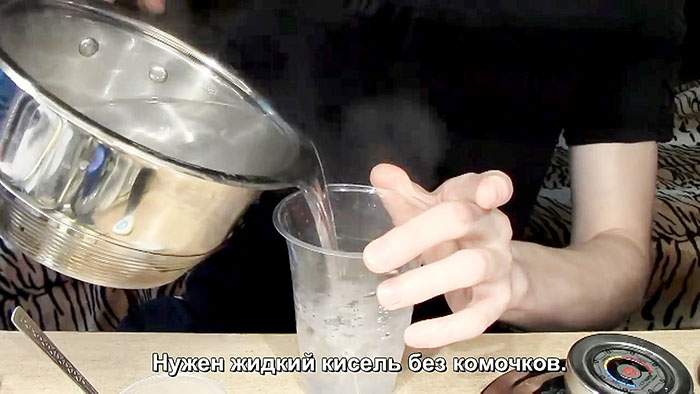
В мокрый осадок опилок припоя добавляется немного воды. Смесь перемешивается до взвешивания частиц и переливается в горячий кисель. После очень тщательного помешивания стакан с соединенными растворами оставляется в покое до образования осадка.
В густой кисельной массе на дно оседает только тяжелый припой. Его более легкие мелкие частицы всплывают к верху. Кисель переливается в другую емкость, чтобы не потревожить осадок. Паста делается только из мелких плавающих частиц. Для их добычи потребуется добавить в кисель больше воды, чтобы уменьшить концентрацию крахмала, снизив тем самым густоту. Это позволит взвеси немного опуститься. После верхний слой раствора без порошка припоя нужно слить. Процедура повторяется, пока концентрация крахмала не станет ничтожной и осадок не начнет выпадать быстро.
После промывания от крахмала осадок мелких частиц припоя нужно отжать, сложив его в салфетку. Грубого обезвоживания масса досушивается в бумажном лотке. На батареи этой займет 10 мин. Высушенный осадок имеет слипшиеся комочки. Их можно растереть пальцем через салфетку.

В высушенные мелкие опилки добавляется паяльный флюс. Пропорция флюс/порошок примерно 40/60 по объему. Ингредиенты замешиваются в пасту.

Паста закладывается в медицинский шприц 5 мм с вытянутым поршнем. Его носик нужно соединить с инсулиновым шприцем с помощью термоусадочной трубки.
Нажимая на поршень большого шприца нужно выдавить пасту в инсулиновый шприц. При таком способе она перетечет без образования карманов воздуха.
В дальнейшем полученная паста может выдавливаться через тонкую иголку медицинского шприца, или более толстую от флюса. Это позволит регулировать подачу в зависимости от размера спаиваемых деталей. Достоинство этой пасты в ее свойстве глубоко проникать в мелкие капилляры. Конечно, ее сделать не так просто, но процесс интересный, а паять с ней одно удовольствие.




Пайка светодиода.

Смотрите видео
какой паяльный флюс лучше, назначение
В процессе пайки используется вспомогательное вещество под названием флюс. Основное применение происходит при пайке соединений в домашних условиях или производствах. Качественная пайка, соединение деталей невозможно без применения специального вещества. Перед работами подбираются материалы, в том числе флюс качественного состава, для надежной и быстрой пайки.
 Флюс для пайки
Флюс для пайкиЧто такое флюс и его ключевые особенности
Основным предназначением флюса является применение при спаивании нескольких материалов. Структура состоит из легко сплавных материалов, которую возможно изготовить самостоятельно. Флюс для пайки служит для соединения изделий, путем выдержки определенной температура на уровне шва. В зависимости от структуры и твердости вещества, температура пайки начинается от 50 ⁰C и достигает 500 ⁰C. Температурные показатели припоя учитываются выше, чем материала, только тогда возможно начинать процесс пайки.
Выбор подходящей структуры зависит от нескольких факторов, флюс для пайки подразделяется на множество структур. Основные параметры:
- Температура процесса пайки.
- Вид металла.
- Температурные режимы работы вещества.
- Поверхности близлежащих деталей к изделию.
- Устойчивость материала к коррозии, защита поверхностей от окисления и его прочность.

Флюс-паста
Состояние делится на твердые, имеющие порог к высокой температуре и мягкие, когда флюс плавится при низких температурах. Для того, чтобы разобраться, что такое флюсы необходимо изучить все свойства и предназначение материала.
Предназначение
Процесс пайки тугоплавкими видами припоя происходит при температурах более 500 ⁰С. За счет воздействия температур и свойств вещества, результатом получается прочный вид соединения. Недостаток применения заключается в том, что возможен перегрев детали, некорректная работа после сборки.
Флюс паяльный применяется как легко сплавная разновидность, в сфере монтажа радиотехники и других мелких работ. Температурные режимы работы составляют до 500 ⁰C, что позволяет не портить соединения и платы. Основные примеси при работе – свинец и олово. Сверх легкоплавкие виды используются при работе с транзисторами и других соединений, температура поверхности окисления не достигает 150 ⁰С.

Флюс для пайки микросхем
Флюс для пайки тонких поверхностей используется в легко сплавном виде, твердотельные, объемные детали пропаиваются твердыми типами припоев. Зачем нужен флюс и основные требуемые характеристики:
- Высокие показатели теплообмена, проводимости электрического тока.
- Прочное соединение.
- Допустимый размер растяжки.
- Устойчивость к процессам коррозии материалов.
- Показатели температуры плавки должны отличаться от размягчения материала.
Распространенной формой для производства вещества спайки является прут из олова, диаметр сечения применяется от 1 до 5 мм. Существует несколько других видов, такие как проволочные катушки, трубочки с канифолью, ленты и другие.

Оловянный припой
Существуют припои многоканальные, конструкция изделия состоит из некоторых материалов, используется для более надежной пайки. Продаются данные изделия в спиралевидной форме, содержатся в колбах и смотках. Пайка электро схем происходит с использованием трубочной разновидности состава. За счёт наличия смолы канифоли, соединение материалов меди, серебра или латуни происходит значительно надежнее.
Типы флюсов для пайки
Флюсы разделены на несколько разновидностей, в основном отличающихся по типу воздействия на детали в процессе пайки. Канифоль и другие составы на ее основе обладают меньшей активностью, основное предназначение спаивание электросхем, других радиотехнических соединений. Флюс, используемый для пайки микросхем удаляет тонкий оксидный слой на материалах, способствуют противостоянию коррозии за счет не высокого воздействия. Повышаются характеристики спайки с использованием глицерина, спирта или скипидара.

Канифоль
Выбор канифольной разновидности состава обуславливается его нейтральностью. Бескислотный флюс с припоем, получил применение при работе с радиодеталями благодаря бескислотному составу, который является диэлектриком, не образует утечки тока. На основе канифоли производятся активированные типы флюсов, к составу которых включаются аминовые, кислотные соединения, например салициловая кислота. Использование активного компонента позволяет соединять различные типы металлов без предварительной очистки поверхностей.
Тугоплавкие припои широко применяются при больших объемах работ, устойчивы к резким температурным перепадам и механическим воздействиям. Данные флюсы разделяются на соединения с медью цинка или фосфора, а также полностью из серебра. Применение цинково-медного сплава не оправдано дорого, а прочность не высока. Жидкий флюс активно используется при спайке медных изделий, автомобильных радиаторов.

Жидкий флюс
Изделия из меди или латуни спаиваются фосфорно-медным сплавом припоя, материалы обычно не сильно подвергаемые нагрузкам, применяется на замену серебряного припоя. Необходимо помнить, что при пайке чугуна крайне не рекомендуется применять твердые припои, так как при процессе пайки образуются хрупкие элементы, способствующие разрушению шва. Рациональным вариантом при спаивании железных материалов является серебро, но оно очень дорого обходится при массовых работах.
Активные флюсы
Составы на основе соляной кислоты в чистом виде именуются активными веществами. С ее помощью спаиваются железные изделия. Разновидность активного состава также производится из хлористого цинка, который возможно получить в домашних условиях. Паяльная кислота взаимодействует с веществом за счет реакций цинка при обработке поверхностей материалов. Активный флюс отличается повышенной химической активностью, эффективно снимает пленки с поверхности деталей, реагирует на сам металл.
Благодаря использованию активных составов происходит надежное соединение металлов. Повышенная электропроводность дает возможность соединять крупные провода или изделия. Данный флюс не применяется к радиотехнике, т.к. остатки химического состава трудно удаляются с плат, они быстро разъедают соединения.
Бескислотные флюсы
Категория флюсов, приготовленных на основе глицерина, этилового спирта или скипидара называется бескислотным или неактивным составом. Канифоль применяется при температурах до 150 ⁰, растворяет тонкие слои поверхности металлов меди, свинца или олова, производя качественную очистку.
Основное применение производится при необходимой пайке поверхностей с отсутствием разъединения материалов. Используется при работах с мелкими деталями, электро схемами или платами радиодеталей.
Активированные флюсы
Изготавливается данный тип на основе солянокислого анилина либо кислоты салициловой. Применяется при пайке всех видом соединений, которые не требуют предварительной зачистки.

Активированный флюс
Используется при соединении материалов, которые подвержены механическим воздействиям.
Антикоррозийные флюсы
Задача антикоррозийных флюсов состоит в очистке места спайки от коррозийных отложений, защите от окислов при дальнейшем использовании детали. Основной компонент – ортофосфорная кислота, которая используется при изготовлении антикоррозийных пропиток. Основное отличие от кислотных составов в том, что отсутствует разрушающее воздействие на структуру металла, происходит зачистка от коррозии за счет химической реакции при температурных воздействиях.
Защитные флюсы
Предназначение состоит в защите материалов от дальнейшего окисления, за счёт обработки предварительно очищенных деталей. Отличительные черты – это отсутствие химического воздействия, из-за слабой химической активности вещества. Для изготовления применяются вазелин, воск, оливковое масло, другие маслянистые вещества. Основное предназначение представляется к использованию микросхем и мелких технических деталей.
Альтернативные виды припоев используются для различных целей при спайке. Бур, смешанный с канифолью используется для пайки медных трубок, не нуждается в предварительной зачистке изделия, температура плавления начинается от 70 градусов, в процессе не выделяются вредные вещества. Жидкие припои на основе золота, вазелина, салициловой кислоты используются при спайке радиаторов и одножильных проводов, в результате получается чистый и аккуратный шов.
Хранение
Основное распространение флюсов происходит в жидкой форме. При хранении необходимо соблюдать указания производителя, тщательно закупоривать упаковку. В противном случае, из-за разгерметизации упаковки, происходит потеря химических свойств и испарение действующего материала.

Паяльный флюс
Хранение флюса-пасты происходит в помещениях с относительно низкой влажностью, закрытых тюбиках или емкостях. Взаимодействие с влагой дает разрушение химического состава, влияет на уровень коррозии при работе с флюсом. Большинство флюсов отличаются повышенной воспламеняемостью, поэтому такие вещества рекомендуется хранить вдали от огня, солнца, при температуре не более 25 ⁰С. Окружающие условия с пониженными температурами могут привести к обмораживанию некоторых элементов состава, в процессе работы которые могут выделить влагу, образовать коррозию в последующем времени.
Применение флюса
Процесс выполнения пайки требует подготовки материалов перед нанесением вещества. Поверхности зачищаются, покрываются флюсов, разогреваются паяльным устройством до необходимой температуры. Кончиком паяльника отсоединяется небольшая часть припоя, который должен хорошо растекаться, после чего равномерно наносится на поверхность детали.
Наилучшим составом для пайки является олово, однако в чистом виде оно стоит не дёшево, достаточно редко возможно встретить на рынке. Применяются оловянно-свинцовые сплавы, с температурой плавки около 200 ⁰С, соединения выходят достаточно прочными и крепкими, благодаря активным веществам. Припой обозначается буквами ОС, что называется оловянно-свинцовый, цифры указывают на содержание олова в процентном соотношении, конечным результатом на бирке таких припоев получается ОС-40 или ОС-60.

Припой оловянно-свинцовый
Без свинцовый флюс применяется небольшими количествами при пайке контактов сложных электро схем, температура процесса не превышает 300 ⁰С. Сверх легкоплавкие составы используются для деликатных работ, плавятся при 100 ⁰С. Припой такого типа должен хорошо растекаться, не обладает высокой прочностью, используется на неподвижных материалах.
Без применения специальных элементов при работе паяльником не удастся достичь достойного соединения деталей. Достаточно опробовать самостоятельно произвести процесс без специальных растворов, на получение соединения уйдет уйма времени, а наносимый припой в последствие обвалится.
Как приготовить флюс для пайки своими руками
При спаивании радиотехнических материалов возможно использовать флюс, приготовленный самостоятельно. Припой используется диаметром 2 мм небольшими кусками. Приготовление потребует металлической емкости, с заранее просверленной дыркой необходимого диаметра на дне. Оловянно-свинцовый раствор нагревается до температуры плавления, после чего из подготовленного отверстия вытекает вещество. После застывания прутков, необходимо разделить их на кусочки необходимого размера.
Процесс приготовления может происходить в различных емкостях, технология состоит из нескольких простых шагов:
- Развесовка пропорций олова и свинца.
- Расплавление происходит в закаленном тигле, помешивается для исключения прилипания раствора к стенкам.
- Снимается тонкая пленка отложений с поверхности чаши.
- Заключительным этапом является разлив жидкости в заготовленные формы.
После любых процессов пайки, шок необходимо протирать ацетоном или специальным спиртом. В последнее время получили распространение без отмывочные припои, преимущество которых:
- Отсутствие компонентов, приводящих к окислам и коррозии.
- Не проводят ток.
- После процесса не требуется процесс зачистки.
Для нанесения жидкого припоя используется кисть или ватная палочка, возможно использовать приспособление, изготовленное самостоятельно для удобной работы. Медицинский шприц разрезается на две части, к нему вставляется кусок силиконового шланга, иголка укорачивается, изгибается под небольшой градус.
Паяльная паста, изготовленная при домашних условиях, может облегчить процесс пайки. Для изготовления необходимо измельчить твердотельный флюс крупнозернистым напильником на металлическом материале. Использование мелкозернистого паяльника не разумно, так как флюс попросту забьётся в его зубья. Полученный порошок необходимо смешать с канифолью и спиртом, если паяльная паста получилась густая, к ней добавляется спирт до получения однородной массы. Паста помещается в герметично закрывающуюся емкость, т.к. если она взаимодействует с влагой, в последующем возможны образования коррозии спаянных деталей. Для наилучшего нанесения, удобного использования, возможно изготовить шприц из подручных инструментов.
Изготовленная своими руками конструкция поможет использовать флюс – пасту при нанесении на труднодоступные детали. Для предотвращения засыхания, возможности повторного использования, следует использовать проволоку, заткнув выходное отверстие.
При выполнении любых работ по пайке следует воспользоваться средствами индивидуальной защиты. Химические газы, выделяемые при разогреве могут повредить дыхательные пути или органы зрения человека. Использование качественных флюсов предотвращает от отравления газами.
Как правильно выбрать флюс
Наиболее удачные флюсы для пайки мало испаряются и не горят при повышенных температурах, результаты отложений вещества легко удаляются с поверхности, а если удаление не доступно, то не вызывают коррозии к последующему времени. Разделяются припои на активные и неактивные, первый вариант достаточно сильно взаимодействует с отложениями на металлах, может нанести вред здоровью при процессе пайки. Нейтральный вид более безопасный, однако обработка крупных поверхностей может затянуться на долгое время из-за отсутствия химических воздействий.

Жидкий бесканифольный среднеактивный флюс
Среднеактивные флюсы применяются в мастерских радиотехники. Соединения обрабатываются паяльником, затем флюсом для обеспечения заметного результата и быстрой пайки. Такие растворы обычно не пенятся при нагреве, легко наносятся на места соединений, широко распространены и сравнительно не дороги.
По многолетнему опыту мастеров качественный флюс является гарантом совершенной пайки. Выбор зависит от спецификации вещества, характера работ. Большинство флюсов используют по прямому назначению. Современные гелеобразные припои используются повсеместно, отличаются большим разнообразием активных компонентов и простотой использования.
Для выполнения качественных работ необходимы хорошие инструменты. Паяльник, его жало, фен и припой опытный радиотехник подбирает высшего качества, т.к. цена в разнице с аналогами не высока, а качество работы будет на высшем уровне. Применение самых передовых, современных паяльных инструментов не даст возможности произвести достаточно хорошую пайку без сопутствующих флюсов.