
ГОСТ 14098-91: Соединения сварные арматуры и закладных изделий железобетонных конструкций. Типы, конструкции и размеры
Терминология ГОСТ 14098-91: Соединения сварные арматуры и закладных изделий железобетонных конструкций. Типы, конструкции и размеры оригинал документа:
Ванная механизированная сварка
Процесс ванной сварки, при котором подача сварочной проволоки в зону сварки производится автоматически, а управление дугой или держателем — вручную
Определения термина из разных документов: Ванная механизированная сварка
Ванная одноэлектродная сварка
Процесс ванной сварки, при котором электродный материал в виде одиночного (штучного) электрода подается в зону сварки вручную
Определения термина из разных документов: Ванная одноэлектродная сварка
Ванная сварка
Процесс, при котором расплавление торцов стыкуемых стержней происходит, в основном, за счет тепла ванны расплавленного металла
Определения термина из разных документов: Ванная сварка
Дуговая механизированная сварка под флюсом без присадочного металла
Процесс, в котором весь цикл сварки выполняется в заданном автоматическом режиме
Определения термина из разных документов: Дуговая механизированная сварка под флюсом без присадочного металла
Дуговая механизированная сварка порошковой проволокой
Процесс сварки, при котором электродный материал в виде порошковой проволоки подается в зону сварки автоматически
Определения термина из разных документов: Дуговая механизированная сварка порошковой проволокой
Дуговая ручная сварка с малой механизацией под флюсом без присадочного металла
Процесс, в котором вспомогательные операции частично механизированы, а весь цикл сварки выполняется вручную
Определения термина из разных документов: Дуговая ручная сварка с малой механизацией под флюсом без присадочного металла
Инвентарная форма
Приспособление многоразового (медь, графит) использования, обеспечивающее формирование наплавленного металла при ванной сварке и легкое удаление после сварки
Определения термина из разных документов: Инвентарная форма
Комбинированные несущие и формующие элементы
Элементы, состоящие из остающейся стальной полускобы-накладки и инвентарной медной полуформы
Определения термина из разных документов: Комбинированные несущие и формующие элементы
Крестообразное соединение
Соединение стержней, сваренных в месте пересечения
Определения термина из разных документов: Крестообразное соединение
Осадка (h, мм) стержней в крестообразных соединениях
Величина вдавливания стержней друг в друга на участке, нагретом при контактной сварке до пластичного состояния
Определения термина из разных документов: Осадка (h, мм) стержней в крестообразных соединениях
Стальная скоба-накладка
Вспомогательный элемент, обеспечивающий формирование сварного шва, являющийся неотъемлемой частью соединения и воспринимающий часть нагрузки при работе соединения в конструкции
Определения термина из разных документов: Стальная скоба-накладка
Словарь-справочник терминов нормативно-технической документации. academic.ru.
2015.
academic.ru.
2015.
типы швов, их характеристика и оценка качества соединений
При сварке арматуры необходимо учитывать положения ГОСТа 14098-2014. Железобетонные изделия испытывают высокие нагрузки, так как исполняют несущие функции, а применение требований стандарта позволяют сделать конструкцию более устойчивой и долговечной.
Содержание
- 1 Что устанавливает ГОСТ 14098-2014, и какова сфера его применения
- 2 Типы сварных соединений арматуры с краткой характеристикой и способы их сварки
- 3 Оценка эксплуатационных качеств сварных соединений
Что устанавливает ГОСТ 14098-2014, и какова сфера его применения
ГОСТ 14098-2014 «Соединения сварные арматуры и закладных изделий железобетонных конструкций. Типы, конструкции и размеры» был введен в действие с июля 2015 года. Он заменил ранее действующий ГОСТ в части сварки арматуры за номером 14098-91.
Положения указанного документа распространяют свое действие:
- На сварные соединения стержневой арматуры.
- На соединения арматурной проволоки, которая имеет диаметр 3 мм и более.
- На соединения между арматурой и прокатом с толщиной от 4 до 30 мм.
Данные работы могут выполняться при производстве арматурных и закладных ЖБК, а также при их монтаже и возведении.
В стандарте устанавливаются типы, конструктивные особенности и размерности сварного шва. Здесь прописаны требования к выполнению работ посредством контактной и дуговой сварки.
Действие стандарта исключает сварные соединения закладных без анкеров из арматурной стали.
С полным текстом документа можно ознакомиться здесь.
Типы сварных соединений арматуры с краткой характеристикой и способы их сварки
При сварке арматуры применяют 4 основных типа сварных соединений:
- Крестообразное.
- Стыковое.
- Нахлесточное.
- Тавровое.
С учетом типа соединения может практиковаться один из способов сварки.
| Типы соединения | Способ сварки | Обозначение |
| Крестообразное | Контактная точечная | Кт |
| Дуговая (ручная) | Рп | |
| Механизированная прихватками | Мп | |
| Стыковое | Контактная стыковая | Ко |
| Ванная под флюсом механизированная | Мф | |
| Ванная с одним электродом в инвентарной форме | Рв | |
| Механизированная дуговая с порошковой проволокой и на стальной скобе-накладке | Мп | |
| Ванно-шовная на стальной скобе | Рс | |
| Дуговая (ручная) с многослойными швами на стальной скобе | Рм | |
| Дуговая (ручная/механизированная) со швами со стержневыми накладками | Рн | |
| Нахлесточное | Дуговая ручная или механизированная | Рш |
| Контактная по 1 рельефу на пластине | Кр | |
| Контактная по 2 рельефам на пластине | Кр | |
| Тавровое | Дуговая (механизированная) под флюсом без присадки | Мф |
| Дуговая (ручная) под флюсом без присадки | Рф | |
| Дуговая (механизированная) со швами в среде СО2 | Мз | |
| Дуговая (ручная) с валиковыми швами | Рз |
В зависимости от типа сварного соединения и способа сварки в процессе работы может использоваться различное положение стержней при сварочных работах: горизонтальное, вертикальное или любое.
При выборе подходящего типа конструкции и способы соединении арматуры стоит остановиться на том, которое сможет обеспечить наиболее высокие эксплуатационные свойства, максимальное сокращение трудозатрат.
Наиболее предпочтительными являются автоматизированные способы. При производстве арматурных сеток в заводских условиях отдается предпочтение контактной точечной и стыковой сварке, а когда делаются закладные – механизированной сварке под флюсом либо контактной рельефной сварке.
Также при монтаже арматуры следует использовать те способы сварки, которые позволяют выполнить процедуру неразрушающего контроля качества шва.
Широкой популярностью пользуется ванная состыковка арматуры, так как она применяется при достаточно большом сечении арматурных прутьев, которое достигает 10 см.
При помощи ванной состыковки, например, крепятся фланцы к металлическим трубам, соединяются арматурные столбы и каркасы и пр. Изделия, которые производятся указанным способом, отличаются высокой прочностью и надежностью.
Изделия, которые производятся указанным способом, отличаются высокой прочностью и надежностью.
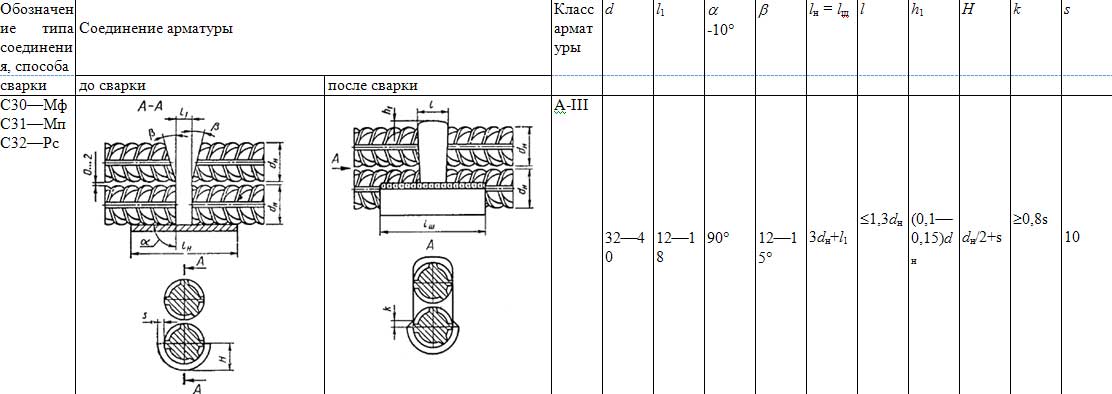
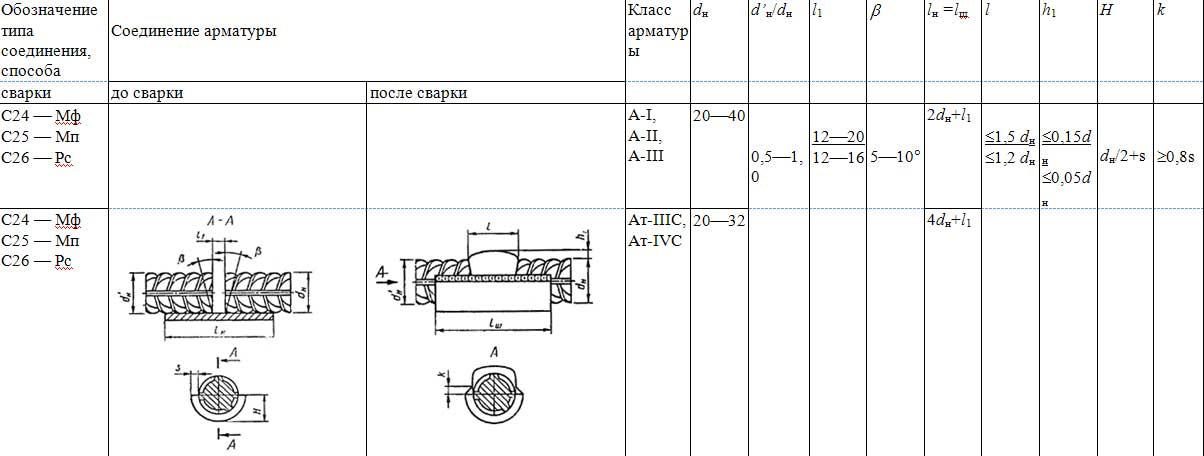
Конструкции швов состыкованных, крестообразных, тавровых и нахлесточных соединений арматуры, их размеры до и после сварочных работ должны соответствовать требованиям ГОСТ 14098-2014. Здесь прописано, для какого класса арматуры и для какого ее диаметра подходит тот или иной способ.
Арматура по своему химическому составу должна соответствовать ГОСТ 5781-82, ГОСТ 10884-94 и другим нормативным документам.
Оценка эксплуатационных качеств сварных соединений
Комплексная оценка эксплуатационных качеств сварных швов производится с позиции их прочности, ударной вязкости, пластичности и пр. Она производится с учетом внешних факторов:
- Типа соединения, которое использовалось.
- Способа сварки.
- Марки стали и диаметра используемой арматуры.
- Температуры эксплуатации и производства.
Для оценки качества сварки арматуры при статической нагрузке в ГОСТе приведена таблица А1.
Если эксплуатационные качества оцениваются при многократно повторяющихся нагрузках, то рекомендовано снижать балл на 1. Также в процессе оценки рекомендовано ориентироваться на ГОСТы и нормативы на проектирование железобетонных конструкций зданий и сооружений.
Баллы для арматурных соединений назначаются с учетом соблюдения производственной технологии арматуры и закладных. Так, балл 5 гарантирует равную прочность для сварного соединения исходному металлу и его пластичное разрушение. Результаты контроля сварных соединений фиксируются в рабочих журналах, а также отражаются в журнале сварочных работ.
Таким образом, положения ГОСТ 14098-2014 устанавливают требования к работам по сварке арматуры. Они предполагают применение нескольких способов состыковки армирующих прутов. Среди них крестообразное, стыковое, нахлесточное и тавровое.
Проектирование закладных деталей
Саотрон
- Основной
- Артикул
- Конструкция закладных деталей
Закладные детали в строительстве — металлоконструкции, задачей которых является прочное соединение технологических и строительных конструкций и железобетонного основания. В конструкторской документации указывается тип используемого элемента.
В конструкторской документации указывается тип используемого элемента.
ОБЛАСТИ ПРИМЕНЕНИЯ ЧАСТЕЙ
- установка ограждений и опорных конструкций, металлических решеток;
- крепление фасадов, алюминиевых профилей, резервуаров, теплообменников, технологического оборудования;
- создание причала, гидротехнических сооружений, прожекторных мачт;
- устройство железобетонных лестничных клеток, пожарных лестниц, вышек сотовой связи;
- установка дорожных ограждений, армокаркасов, колонн;
- обрамляющих проема;
- облицовка лифтовых шахт, подкрановых путей, тоннелей;
- формирование площадок под контейнеры и различное оборудование.
ВИДЫ ФОРМОВАННЫХ И ОСОБЕННОСТИ УСТАНОВКИ
Форма пластин закладных деталей металлических конструкций имеет вид:
- круг;
- прямоугольник;
- кв.м.;
- ромб и так далее.
ЭЛЕМЕНТЫ ДОЛЖНЫ СООТВЕТСТВОВАТЬ ТРЕБОВАНИЯМ ГОСТ 14098-91.
 В СООТВЕТСТВИИ С НИМ ОБЪЕКТЫ МОГУТ ИМЕТЬ:
В СООТВЕТСТВИИ С НИМ ОБЪЕКТЫ МОГУТ ИМЕТЬ:- 1 пластина — открытая;
- 2 пластины: верхняя и нижняя части стержней закрыты.
Первый тип функциональный, поэтому может применяться в большинстве строительно-монтажных работ. Правильным применением штампованных элементов являются детали с низкими расчетными нагрузками. Например, детали, передающие нагрузку от стеновых деталей на колонны.
Закладные детали различаются по типу установки. Их можно погружать в бетонный раствор после заливки: до его застывания. Либо детали крепятся к монолитному каркасу до заливки смеси. Этот вариант обеспечивает максимальную прочность.
- сквозное;
- поверхность.
Последний метод предполагает погружение метизов в просверленное отверстие. Первый способ более надежен и долговечен. Но не всегда есть возможность его использовать. Для сквозного крепления применяют резьбовые или резьбовые и штамповые анкеры. Деталь погружается в отверстие таким образом, чтобы другая сторона заходила на торец всего изделия. Затем наденьте еще одну плашку, которую закрепите гайкой. Это самая прочная связь. Когда нет возможности его использовать, применяют анкерные системы с расширяющимся элементом. Он расширяется в отверстии при затягивании гайки. В этом случае извлечь оборудование будет невозможно.
Но не всегда есть возможность его использовать. Для сквозного крепления применяют резьбовые или резьбовые и штамповые анкеры. Деталь погружается в отверстие таким образом, чтобы другая сторона заходила на торец всего изделия. Затем наденьте еще одну плашку, которую закрепите гайкой. Это самая прочная связь. Когда нет возможности его использовать, применяют анкерные системы с расширяющимся элементом. Он расширяется в отверстии при затягивании гайки. В этом случае извлечь оборудование будет невозможно.
Конструктивно закладные изделия имеют вид стального листа, уголка, швеллера или другого металлопроката с приваренными анкерами. Они могут быть покрыты цинком или краской.
АНКЕРНЫЕ ЧАСТИ (ЭЛЕМЕНТЫ В ТЕЛЕ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ), ОТНОСЯЩИЕСЯ К МАТРИЦЕ:
- параллельные;
- наклонный;
- перпендикулярно;
- смешанный;
Конструкция наклонных вставок самая прочная. Используется, если нет крепления к металлическому каркасу. Конструкция закладных изделий с перпендикулярным креплением самая слабая, больше всего с горизонтальным размещением детали.
Используется, если нет крепления к металлическому каркасу. Конструкция закладных изделий с перпендикулярным креплением самая слабая, больше всего с горизонтальным размещением детали.
Конструкция закладных изделий с перпендикулярным расположением самая слабая, больше всего при горизонтальном расположении детали.
Наиболее надежным материалом для изготовления закладных изделий является углеродистая сталь 09Г2С. Вкладыши от 09Г2С идеально подходят для холодного микроклимата. Их можно сваривать друг с другом любым видом сварки. При этом нет необходимости в дополнительных подготовительных операциях.
РАЗМЕР Размеры закладных изделий в капитальном строительстве имеют строгий регламент. Они зависят от габаритов монолитных изделий и натяжения/ненатяжения арматуры. В ГОСТ 10922-90 подробно описаны требования и размеры. Стандарт учитывает марку стали и нагрузку, регламентируется конфигурация закладных деталей, расположение и расстояние между анкерами.
Что отличает
нашу компанию от других?Мы производим качество
01Мыслить глобально
02Повышение ставок
03 Учиться на ошибках 04Снижение затрат
05Принять вызов
06Мы не идем на компромисс
07Сделано на Урале
0801
Мы производим качество
Для 100% уверенности в результате мы:
- построили собственный завод
- обеспечили полный контроль всех этапов производства
- внедрили систему ERP Система, внедренная на нашем производстве, отвечает не только российским, но и международным требованиям.
03
Повышение ставок
Успешно внедренная ERP-система и продуманная внутренняя логистика позволяют выполнять большие объемы в короткие сроки без потери качества.
04
Учимся на ошибках
Наши алгоритмы исправления ошибок позволяют обнаруживать и решать проблемы на самых ранних стадиях, чтобы они больше никогда не повторялись.
05
Снижение затрат
Модель бережливого производства позволяет:
- избежать временных и финансовых потерь
- снизить затраты на каждом этапе работы
- предложить клиентам лучшие цены 0 9
- пересечение часовых поясов
- близость ресурсной базы
- большие человеческие ресурсы региона li>
7 09
Принять звонок
Точками роста нашей компании являются технически сложные заказы, требующие особого подхода.
07
Мы не идем на компромиссы
Философия нашей компании – сформулированная система ценностей, в основе которой лежит строгое соблюдение идей честности и взаимного уважения.
08
Сделано на Урале
Мы – уральский бренд, и максимально используем преимущества нашего географического положения:
Как заказать
Бренд Saotron прилагает все усилия для того, чтобы изготовление закладных по чертежам заказчика было не просто еще одним удачным делом, а началом новых долгосрочных партнерских отношений.

ЕСЛИ У ВАС ВОЗНИКЛИ ВОПРОСЫ, ОБРАЩАЙТЕСЬ К НАМ ПО ГОРЯЧЕЙ ЛИНИИ ИЛИ ОТПРАВЬТЕ ЗАПРОС ПО ЭЛЕКТРОННОЙ ПОЧТЕ
Thermomechanically hardened fittings GOST 10884-94 » Metallurgprom
INTERNATIONAL STANDARD
THERMOMECHANICALLY STRENGTHENED STEEL FOR REINFORCED CONCRETE STRUCTURES
Technical Terms
Thermomechanically hardened steel bars for reinforced
concrete constructions . Технические характеристики
Дата введения 1996-01-01
Предисловие
1. РАЗРАБОТАН ТК 120 «Чугун стальной прокат»
ВНЕСЕН Госстандартом России
2. ПРИНЯТ Межгосударственным Советом по стандартизации и стандартизации, ПРИНЯТ Сертификация (Протокол № 6-94 от 17.10.94)
3. Постановлением Комитета Российской Федерации по стандартизации, метрологии и сертификации № 214 от 13 апреля 1995 г.
 межгосударственный стандарт ГОСТ 10884-94 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 января 1996 г.
межгосударственный стандарт ГОСТ 10884-94 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 января 1996 г.4. ЗАМЕНА ГОСТ 10884 -81
1. ОБЛАСТЬ ПРИМЕНЕНИЯ
9002 Сталь гладкая и периодический профиль диаметром 6-40 мм, предназначенные для армирования железобетонных конструкций.Стандарт содержит сертификационные требования к термомеханически упрочненной арматурной стали для железобетонных конструкций.
2. НОРМАТИВНЫЕ ССЫЛКИ
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 380-88 Сталь углеродистая обыкновенного качества. Клейма
ГОСТ 2999-75 Металлы и сплавы. Метод определения твердости по Виккерсу
ГОСТ 5781-82 Сталь горячекатаная для армирования железобетонных конструкций. Технические условия
ГОСТ 7564-73 Сталь. Общие правила отбора проб, заготовок и образцов для механических и технологических испытаний
ГОСТ 7565-81 Чугун, сталь и сплавы.
 Метод отбора проб на химический состав
Метод отбора проб на химический составГОСТ 7566-81 Прокат и продукты его дальнейшей переработки. Правила приемки, маркировки, упаковки, транспортирования на хранение
ГОСТ 10243-75 Сталь. Метод испытаний и оценка макроструктуры
ГОСТ 12004-81 Сталь арматурная. Методы испытаний на растяжение
ГОСТ 12344-88 Стали легированные и высоколегированные. Методы определения углерода
ГОСТ 12345-88 Стали легированные и высоколегированные. Методы определения серы
ГОСТ 12346-78 Стали легированные и высоколегированные. Методы определения кремния
ГОСТ 12347-77 Стали легированные и высоколегированные. Методы определения фосфора
ГОСТ 12348-78 Стали легированные и высоколегированные. Методы определения марганца
ГОСТ 12350-78. Легированные и высоколегированные стали. Методы определения хрома
ГОСТ 12352-81 Стали легированные и высоколегированные. Методы определения никеля
ГОСТ 12355-78 Стали легированные и высоколегированные.
 Методы определения меди
Методы определения медиГОСТ 12356-81 Стали легированные и высоколегированные. Методы определения титана
ГОСТ 12357-84 Стали легированные и высоколегированные. Методы определения алюминия
ГОСТ 12358-82 Стали легированные и высоколегированные. Методы определения мышьяка
ГОСТ 12359-81 Стали углеродистые, легированные и высоколегированные. Методы определения азота
ГОСТ 12360-82 Стали легированные и высоколегированные. Методы определения бора
ГОСТ 14019-80 Методы и сплавы. Методы испытаний на изгиб
ГОСТ 14098-91 Соединения сварные арматуры и закладных изделий железобетонных конструкций. Типы, конструкция и размеры
ГОСТ 18895-81 Сталь. Метод фотоэлектрического спектрального анализа
3. ОПРЕДЕЛЕНИЯ
В настоящем стандарте используются следующие термины:
3.1 Армирование 9Сталь 0019 периодического профиля — стержни с равномерно расположенными на их поверхности под углом к продольной оси стержня поперечными выступами (гофрами) для улучшения сцепления с бетоном.
