
5 легких способов соединить профильную трубу
Часто возникает необходимость соединить профильную трубу не прибегая к сварке, например, когда конструкция должна быть разборной и мобильной. В таком случае чаще всего используются болтовые крепления, и сегодня мы подробнее расскажем о том, как можно соединить этот вид металлопроката. Вопрос бессварного соединения профильной трубы кажется вдвойне актуальным на почве недорогой стоимости этих изделий. Профильная труба 50*50 цена за метр которой на данный момент выгодна, например, считается одним из самых востребованных видов конструкционных материалов для использования в частном некоммерческом строительстве.
Клипсовое соединения
Для этого понадобятся двух половинчатые хомуты с болтами. Одна часть крепления фиксируется на плоскости (потолке или стене), затем монтируется профильная труба, после чего устанавливается вторая часть крепежа и затягивается болтами. Этот вариант подходит для металлических изделий любого сечения, при правильном монтаже элементы не будут провисать и иметь прочих дефектов.
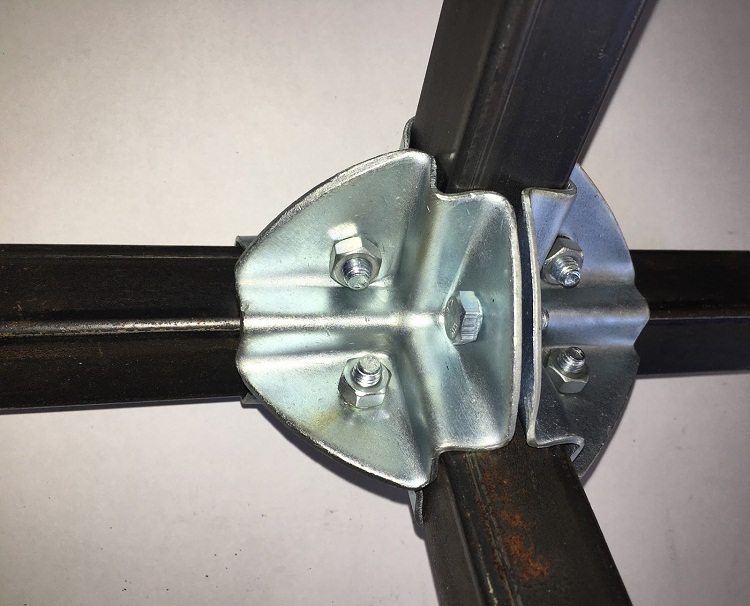
«Крабы»
Эти специальные фиксаторы рассчитаны на соединение труб квадратного и прямоугольного сечения. По своей форме «крабы» бывают разными, решающими практически любые задачи. Делятся эти крепежи на 4 группы:
- Т-формы, для сочленения 3-х профилей;
- Х-формы, на 4 трубы;
- Г-формы, рассчитанные на 2 металлоизделия;
- объёмистые — этот вид поможет соединить без сварки по углам три профильные трубы, а также подойдет для соединения четырех изделий внутри.
Этот вид сочленения профильной трубы больше всего подходит при обустройстве некрупных приусадебных конструкций — теплиц, садовых сооружений и проч.
Фитинг
Бывают ситуации, когда трубы должны соединяться с ответвлением и загибом. Для этого предназначены так называемые «фитинги», которые бывают внутренними и наружными. На современном строительном рынке можно купить фитинги тройники, крестообразные, муфты, угольники для создания поворотов конфигурации. Считается, что нужно усиливать фитинги при помощи сварки, так как крепление не отличается высокой прочность.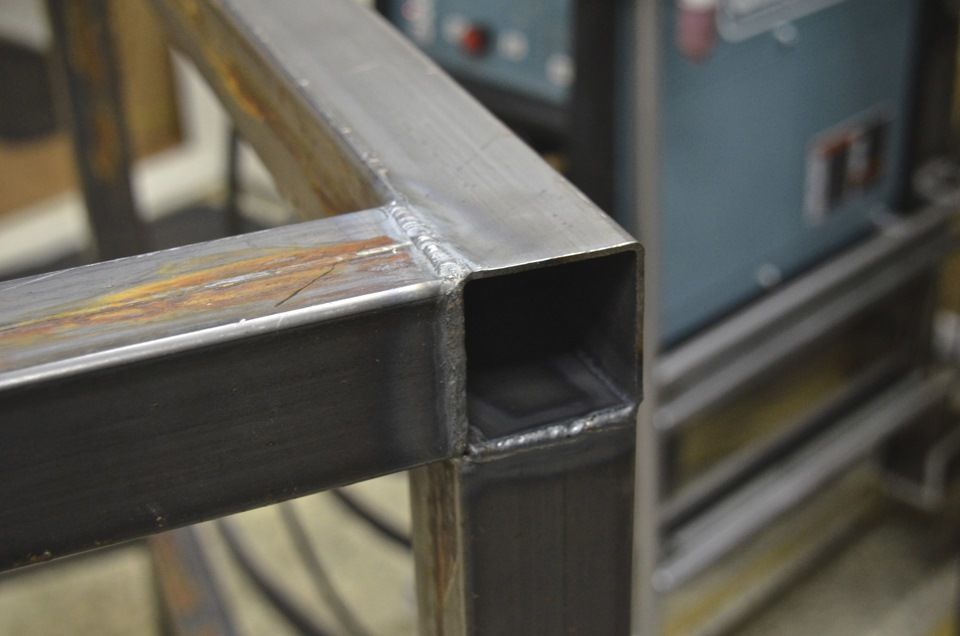
Фланец
Еще один простой способ соединить профильную трубу — использовать фланцы. Крепление имеет форму плиты (бывает круглым или прямоугольным), в котором присутствуют отверстия под болты и саму трубу. Этот вид соединения подходит для больших конструкций, которые требует постоянной сборки, разборки.
Без креплений
Соединить между собой профильные трубы можно и без креплений. Этот способ предполагает соединение труб на подобии конструктора: когда в одном профиле механическим способом делаются проушины, во втором — вырезы. Проушины вставляют в готовые вырезы, а затем загибаются при помощи простого молотка. Этот способ подходит в двух случаях: когда конструкция не требует устойчивости к большим нагрузкам, а мастер, занимающейся соединением труб, имеет достаточно свободного времени для соединения профилей таким кустарным способом.
Как сваривать профильные трубы: способы и советы
Сварка — способ соединения деталей, который дает возможность создать конструкцию самой сложной конфигурации – под любым углом и наклоном.
Профильные трубы часто применяют для создания каркаса для теплиц, заборов и других ограждений, беседок и т.д. Все металлические трубы соединяются с помощью сварки различных видов, при выборе требуется учитывать толщину стенок.
Содержание
- Особенности и характеристика профильных труб
- Виды сварочных работ для соединения профильных труб
- Электродуговая сварка
- Газовая сварка
- Контактная сварка
- Рекомендации по выполнению сварки профильных труб
- Как варить тонкие трубы?
- Как соединить профильную трубу под прямым углом
Особенности и характеристика профильных труб
Профильные трубы применяются для строительства сооружений различного назначения и находят применение в мебельном производстве.
Использование металла оправдывается небольшими финансовыми затратами, способностью изделий удерживать форму при высоких температурах воды и довольно простым монтажом.
Чаще всего профильные трубы изготавливаются из углеродистых и низколегированных видов стали.
Сечение профиля бывает прямоугольным, квадратным, в виде многогранника или овальным, что обеспечивает высокий запас прочности на излом и сгиб. Но именно из-за особенностей сечения сварка профильных труб имеет определенные нюансы.
Виды сварочных работ для соединения профильных труб
От толщины стенок зависит как способ сварки, так и особенности подготовительного этапа работ:
- Для труб с толщиной стенок от 4 мм и выше, концы изделий обрабатывают фаскоснимателем – под углом от 25 до 50 градусов. Это позволит в будущем создавать несколько слоев сварки, что обеспечивает шву надежность и прочность.
- Тонкие трубы варятся одним швом. Чтобы он получился идеальным, рекомендуется жесткая фиксация изделия. Зажимы снимаются только после полного остывания шва.
- При большом диаметре и толщине, срезы сначала прихватывают по линии соприкосновения и только затем производят основное сваривание.

- Скорость работ должна соответствовать плавке металла без его растекания.
Обратите внимание! Во время работы важно следить, чтобы шлак и капли не попадали в отверстие. Жидкий металл может попасть во внутреннюю часть трубы, что уменьшит ее пропускную способность, здесь будет скапливаться налет, что неизбежно приведет к коррозии.
Для сваривания профильных труб применяют следующие виды сварочных работ:
- контактная сварка;
- электродуговая;
- газовая.
Электродуговая сварка
Особенность этого вида сварочных работ в том, что он дает возможность соединять трубы даже в труднодоступных местах. Выполняется с помощью сварочного аппарата и электродов.
При горении элемент начинает плавиться, расплавляя и обволакивая срезы стыков.
Последовательность работы:
- После соприкосновения с электрода с поверхностью, как только появилась дуга, инструмент быстро отводят на несколько миллиметров выше среза.

- Движения производят плавно вдоль линии соприкосновения, без пропусков, чтобы металл успевал оплавиться, но не стекал каплями.
- По технологии предусмотрено постоянное горение, перерывы позволительны только для смены электрода.
- В конечной точке дугу придерживают пару секунд, чтобы исключить возникновение трещин или расслоения.
Для бытовых, то есть обладающих небольшой мощностью, электросварочных аппаратов, достаточно иметь подключение к однофазной проводке.
Сварочный трансформатор способен преобразовывать переменный ток из домовой сети в постоянный, что и необходимо для сварки. Однако оборудование не в состоянии поддерживать постоянство или стабильность дуги, поэтому часто к нему приобретается выпрямитель.
Для начинающих наиболее удобно производить дуговую сварку с помощью инвертора, потому что в таком случае предусмотрено изменение импульсного режима, при котором исключается залипание электрода, это обеспечивает постоянную силу тока, что стабилизирует длину электрической дуги.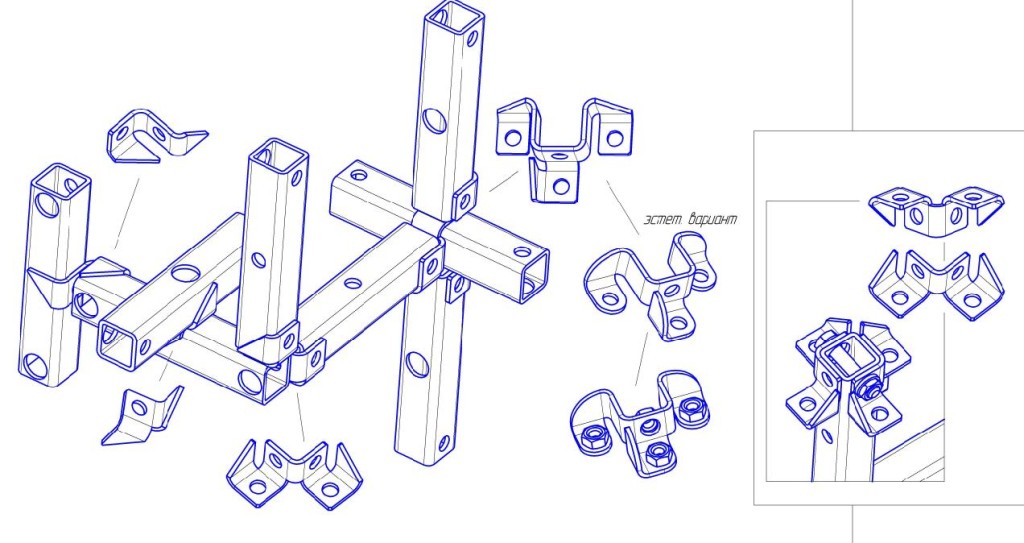
Дуговая сварка дает возможность соединять трубы разными способами: внахлест, встык, под углом, тавровым швом. При этом качество соединения целиком зависит от выбора электрода.
Выбор электродов
Для профильных труб используются электроды, имеющие характеристики, соответствующие металлам или сплавам, а также толщине изделий. От правильно подобранных параметров зависит прочность и качество шва.
Существует два основных вида электродов: плавящиеся и неплавящиеся, для которых дополнительно применяются с присадкой из проволоки оловянной или латунной с добавлением фосфатов.
Диаметр электрода всегда подбирается в соответствии толщиной стенок труб и их диаметром.
Электрод должен быть всегда меньше или равняться толщине профиля:
- диаметр расходника 1,5 мм подходит для изделий толщиной до 2 мм;
- 2 мм – для труб, толщиной от 2 до 3 мм;
- 4 мм — для толщины стенок от 4 до 6 мм.
Важно! При высоких значениях тока дуга появляется на близких расстояниях электрода от поверхности. Без навыка определения длины дуги и необходимой сноровки можно легко прожечь тонкий металл.
Газовая сварка
Используется в случаях, когда нет возможности подключения сварочного оборудования к электричеству. Способ небезосновательно считается затратным: необходимо приобретение баллонов с ацетиленом и кислородом. Также требуется опыт работы.
Газовая сварка подходит для соединения труб со средней или толстой стенками. Тонкие изделия не поддаются обработке – расплавляются, деформируя металл, шов не получается без пропусков.
Для проведения работ необходимо иметь:
- баллон с ацетиленом (бутаном или пропаном) и кислородом;
- редуктор,
- газовую горелку и к ней набор наконечников;
- присадки;
- флюсовый порошок;
- шланги необходимой длины для подачи газа к месту сварки.
Перед сваркой подготовленные срезы покрывают флюсом. Соединение происходит с помощью присадочной проволоки. Тонкостенные трубы рекомендуется по технологии соединять справа налево, с введением присадки вслед за пламенем горелки. Для более 5 мм – уже слева направо и присадочный материал прокладывается перед горелкой.
Соединение происходит с помощью присадочной проволоки. Тонкостенные трубы рекомендуется по технологии соединять справа налево, с введением присадки вслед за пламенем горелки. Для более 5 мм – уже слева направо и присадочный материал прокладывается перед горелкой.
После окончания работы и остывания швов, их зачищают и покрывают антикоррозийным составом.
Контактная сварка
Метод контактной сварки требует применения специального оборудования. В процессе соединения труб происходит пропускание электротока путем давления электродов на металлическую поверхность, в результате этого металл деформируется и образуется очень прочный шов. Такую сварку проводят для соединения конструкций промышленных объектов.
Рекомендации по выполнению сварки профильных труб
Специалисты рекомендуют соблюдать правила при выполнении сварочных работ при монтаже конструкций из профильных труб для создания более качественных соединений:
- Резку металла лучше производить пилой, предназначенной именно для этих целей, чтобы срез был ровным без выемок и выступов.
 Все искривления до начала сварки необходимо выровнять.
Все искривления до начала сварки необходимо выровнять. - Металл не должен быть покрыт окалиной или ржавчиной. Поверхность должна быть чистой и гладкой. Работы выполняются машиной для шлифовки или щетками по металлу.
- До сборки отдельных элементов рекомендуется выложить всю конструкцию и проверить на совместимость и размеры все основные и вспомогательные детали.
- После окончания сварочных работ с использованием крепежей, швам дают остыть и только после этого снимают с фиксации.
Как варить тонкие трубы?
Тонкие трубы лучше варить сразу одним швом, но большинству любителей это не по силу. Новички предпочитают сначала произвести точечную сварку и уже потом переходить к формированию шва.Обеспечить комфортную и качественную работу таким образом может только инвертор, с установленной силой тока не выше 60 А.
Обратите внимание! Для тонких труб, толщиной менее 2 мм, применяются электроды сечением от 1,5 до 2 мм и классом АНО-21 или МР-3С.
Как соединить профильную трубу под прямым углом
Прежде всего, трубы должны быть правильно обрезаны, а срезы подготовлены к работе. Для надежности все элементы конструкции фиксируются, чтобы под собственной тяжестью труб не произошло смещение. В качестве подсобных приспособлений для установления точности применяются уголки, косынки или магнитные угольники.
Сама сварка проводится в два этапа. Сначала осуществляется черновое соединение, проверяются необходимые линейные значения, положение вертикального элемента. После остывания осуществляют оформление чистового шва.
Как соединить выхлопные трубы без сварки?
Мой брат приедет починить мою машину на следующей неделе. Ему нужно соединить выхлопные трубы, но ни у кого из нас нет сварочного аппарата, а покупать его слишком дорого. Как соединить выхлопные трубы без сварки?
Ему нужно соединить выхлопные трубы, но ни у кого из нас нет сварочного аппарата, а покупать его слишком дорого. Как соединить выхлопные трубы без сварки?
Shannon Martin · Обновлено
Отзыв от Shannon Martin, лицензированного страхового агента.
Понятно! Сварочный комплект может быть дорогим, а бывшие в употреблении комплекты стоят около * 1000 долларов США **. К счастью, их три способа для соединения выхлопных труб там, где сварка не требуется, и все они намного более доступны:
- ленточный хомут : Средняя цена $10-$20 в зависимости от размера и материала
- Гибкий плетеный труба : Средняя цена $20-30 в зависимости от размера и материала
- U-образный хомут для выхлопа : Средняя цена $5-$20 в зависимости от размера и материала
9Хомут 0011 с хомутом лучше всего использовать на прямой трубе , так как его соединение зависит от давления. Наденьте втулку на трубу и затяните , пока не будет подсоединена выпускная труба.
Наденьте втулку на трубу и затяните , пока не будет подсоединена выпускная труба.
Если соединение выхлопной трубы должно иметь изгиб , вам нужна гибкая плетеная труба . Соединение трубы в оплетке фиксируется с помощью U-образных болтов . Если одна труба может развальцовываться и надеваться на другую , все, что вам нужно, это U-образный болт для соединения.
Теперь, когда вам не нужно покупать сварочный комплект, позвольте Джерри сэкономить вам еще больше денег, найдя для вас более дешевый полис страхования автомобиля.
Как только вы загрузите суперприложение Джерри, просто ответьте на несколько вопросов, на выполнение которых у вас уйдет примерно 45 секунд. Вы сразу же получите расценки на страхование автомобиля для покрытия, аналогичного вашему текущему плану. Клиенты Jerry экономят в среднем $800+ в год !
ДОПОЛНИТЕЛЬНО : Основные автомобильные инструменты и принадлежности
Car MaintenanceCar Parts
Просмотреть полный ответ
ПОЧЕМУ ВЫ МОЖЕТЕ ДОВЕРЯТЬ JERRY
Jerry сотрудничает с более чем 50 страховыми компаниями, но наш контент независимо исследуется, пишется и проверяется нашей командой редакторов и агентов. Нам не платят за обзоры или другой контент.
Нам не платят за обзоры или другой контент.
Просмотреть больше контента
Ресурсы по ремонту автомобилей
Страхование вашего автомобиля
Стоимость страховки Chevrolet Colorado Lt
Стоимость страховки Gmc Acadia Slt-1
Стоимость страховки Bmw 328 I
Стоимость страховки Cadillac Ct4 Premium Luxury
Стоимость страховки Acura Ilx 20 Premium
Страховка в вашем штате
Страхование в вашем городе
Страхование автомобилей Mcfarland
Страхование автомобилей Cross City
Страхование автомобилей Utica
Evergreen Car Insurance
New Zion Car Insurance
Что спрашивают другие
Не повредит ли медицинский спирт краску автомобиля?
Я случайно намазал смазкой передний бампер, когда заглядывал под капот.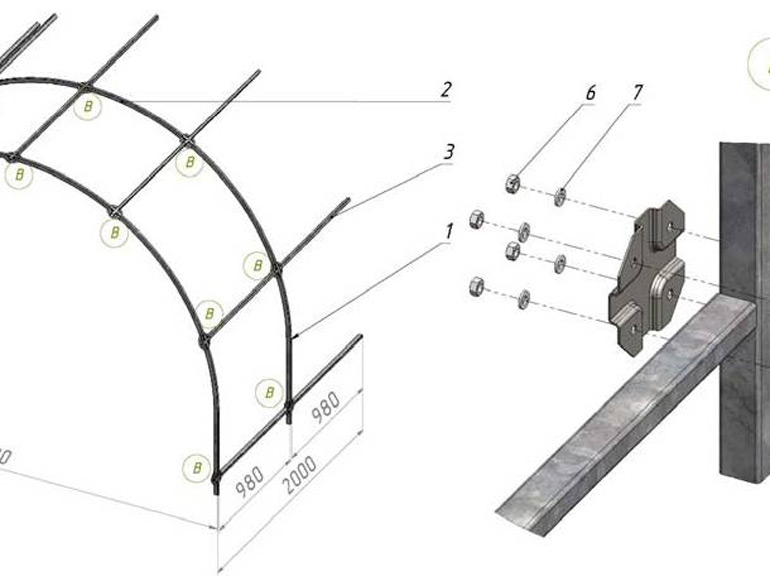 Пробовал вытирать сухой тряпкой, но она не сдвинулась с места. Вреден ли медицинский спирт для автомобильной краски?
Пробовал вытирать сухой тряпкой, но она не сдвинулась с места. Вреден ли медицинский спирт для автомобильной краски?
Натали Тодорофф
Сколько стоит замена салона двухдверного Tahoe?
Я только что купил подержанный двухдверный Chevy Tahoe 1996 года выпуска. Я получил довольно хорошую сделку, потому что интерьер абсолютно разрушен. Я ищу лучший способ переделать интерьер. Есть ли другая модель, на которую я могу просто поменяться местами? Сколько это будет стоить мне?
Патрик Прайс
Можно ли поднять Chevy Tahoe?
У меня только что появился Chevy Tahoe, и я подумываю о том, чтобы его поднять. Я никогда раньше не поднимал машину, поэтому не совсем понимаю, в чем дело. Вы даже можете поднять Tahoe?
Патрик Прайс
Просмотреть все вопросы
Прочитайте советы автомобильных экспертов в Джерри
Как получить разрешение на обучение в штате Миссисипи
Вы можете подать заявление на получение временного разрешения или водительского удостоверения разрешение в 15 лет. Вот что вам нужно знать, прежде чем появиться в ДПС.
Вот что вам нужно знать, прежде чем появиться в ДПС.
Бонни Стинсон
Стоит ли покупать сиденья Kia Carnival?
Пакет сидений Kia Carnival предлагает дополнительное сиденье, а также большую гибкость и комфорт в доступных вариантах сидений.
Джеймс Эллаби
Предлагают ли путешественники страхование совместных поездок?
Если у вас есть страховка Travelers и вы хотите работать в Uber, Lyft, Doordash или других подобных компаниях, вам нужно будет найти нового поставщика услуг.
Мэри Элис Моррис
Поиск по темам
Кентукки
Вайоминг
Миссисипи
Поиск VIN
Иностранный
Канзас
Jaguar
Экономия топлива
Молодые водители
Размеры
Мустанг
Нью-Мексико
Цены на автомобили
Pennsylvania
Farmers
Umbrella Insurance
Bentley
Eco Friendly Cars
Lamborghini
Oregon
fisker
Гавайи
Подтверждение страховки
Новые автомобили
Штрафы
Страховая отрасль
Отвлекающее вождение
Hummer
9 0002 Никаких длинных формНикакого спама и нежелательных телефонных звонков
Цитаты ведущих страховых компаний
Найдите экономию на страховке — это на 100% бесплатно
Страхование автомобиля по марке
Toyota
Hyundai
Mercedes-Benz
Subaru
Chevrolet
Mitsubishi
Автострахование штата
PHMSA: Взаимодействие с заинтересованными сторонами — производственный процесс
Информационный бюллетень: Процесс производства труб
Обзор:
Производство стальных труб началось в начале 1800-х годов. Первоначально трубу изготавливали вручную – путем нагревания, сгибания, притирки и сбивания краев молотком. Первый автоматизированный процесс производства труб был внедрен в 1812 году в Англии. С тех пор производственные процессы постоянно улучшались. Некоторые популярные технологии изготовления труб описаны ниже.
Первоначально трубу изготавливали вручную – путем нагревания, сгибания, притирки и сбивания краев молотком. Первый автоматизированный процесс производства труб был внедрен в 1812 году в Англии. С тех пор производственные процессы постоянно улучшались. Некоторые популярные технологии изготовления труб описаны ниже.
Сварка внахлестку
Использование сварки внахлестку для производства труб было введено в начале 1920-х годов. Хотя этот метод больше не используется, некоторые трубы, которые были изготовлены с использованием процесса сварки внахлестку, все еще используются сегодня.
В процессе сварки внахлестку сталь нагревали в печи, а затем прокатывали в форме цилиндра. Затем края стальной пластины были «зачищены». Зачистка включает в себя наложение внутреннего края стальной пластины и скошенной кромки противоположной стороны пластины. Затем шов был сварен с помощью сварочного шара, и нагретая труба была пропущена между роликами, которые сжимали шов вместе, создавая соединение.
Сварные швы, полученные сваркой внахлестку, не так надежны, как швы, созданные более современными методами. Американское общество инженеров-механиков (ASME) разработало уравнение для расчета допустимого рабочего давления трубы в зависимости от типа производственного процесса. Это уравнение включает переменную, известную как «коэффициент соединения», который зависит от типа сварного шва, используемого для создания шва трубы. Бесшовные трубы имеют коэффициент соединения 1,0. Сварная труба внахлестку имеет коэффициент соединения 0,6.
Труба, сваренная сопротивлением
Труба, сваренная сопротивлением (ERW), изготавливается путем холодной штамповки стального листа в цилиндрическую форму. Затем между двумя кромками стали пропускают ток, чтобы нагреть сталь до точки, в которой кромки соединяются вместе, образуя соединение без использования сварочного присадочного материала. Первоначально в этом производственном процессе для нагрева краев использовался переменный ток низкой частоты. Этот низкочастотный процесс использовался с 1920-х до 19 века.70. В 1970 году низкочастотный процесс был заменен высокочастотным процессом ERW, который позволил получить сварной шов более высокого качества.
Этот низкочастотный процесс использовался с 1920-х до 19 века.70. В 1970 году низкочастотный процесс был заменен высокочастотным процессом ERW, который позволил получить сварной шов более высокого качества.
Со временем было обнаружено, что сварные швы труб низкочастотных ВПВ подвержены селективной шовной коррозии, крюкообразным трещинам и неадекватному склеиванию швов, поэтому низкочастотные ВПВ больше не используются для производства труб. Высокочастотный процесс все еще используется для производства труб для использования в строительстве новых трубопроводов.
Электросварная труба оплавлением
Электросварные трубы оплавлением производились с 1927 года. Сварка оплавлением осуществлялась путем придания стальному листу цилиндрической формы. Края нагревали до полурасплавленного состояния, а затем сжимали вместе до тех пор, пока расплавленная сталь не вытеснялась из соединения и не образовывала валик. Как и низкочастотная труба ВПВ, швы сваренных оплавлением труб подвержены коррозии и крюкообразным трещинам, но в меньшей степени, чем трубы ВПВ. Этот тип труб также подвержен поломкам из-за твердых участков в стальном листе. Поскольку большая часть труб, сваренных оплавлением, была произведена одним производителем, считается, что эти твердые участки возникли из-за случайной закалки стали во время производственного процесса, используемого этим конкретным производителем. Сварка оплавлением больше не используется для производства труб.
Этот тип труб также подвержен поломкам из-за твердых участков в стальном листе. Поскольку большая часть труб, сваренных оплавлением, была произведена одним производителем, считается, что эти твердые участки возникли из-за случайной закалки стали во время производственного процесса, используемого этим конкретным производителем. Сварка оплавлением больше не используется для производства труб.
Труба с двойной дуговой сваркой под флюсом (DSAW)
Подобно другим процессам производства труб, производство трубы с двойной дуговой сваркой под флюсом включает в себя сначала формование стальных пластин в цилиндрические формы. Края листового проката формируются так, что на внутренней и внешней поверхностях в месте шва образуются V-образные канавки. Затем шов трубы сваривается одним проходом дуговой сварки на внутренней и внешней поверхностях (следовательно, под двойным флюсом). Сварочная дуга находится под флюсом.
Преимущество этого процесса заключается в том, что сварные швы пронизывают 100% стенки трубы и обеспечивают очень прочное соединение материала трубы.
Бесшовная труба
Бесшовная труба производится с 1800-х годов. Хотя процесс развивался, некоторые элементы остались прежними. Бесшовную трубу изготавливают путем прошивания оправки горячей круглой стальной заготовки. Полая сталь затем прокатывается и растягивается для достижения желаемой длины и диаметра. Основным преимуществом бесшовной трубы является устранение дефектов шва; однако стоимость производства выше.
Ранние бесшовные трубы были подвержены дефектам, вызванным примесями в стали. По мере совершенствования технологии производства стали эти дефекты уменьшались, но не были устранены полностью. Хотя кажется, что бесшовная труба предпочтительнее формованной сварной трубы, возможности улучшения желаемых характеристик трубы ограничены. По этой причине бесшовные трубы в настоящее время доступны в более низких сортах и толщине стенки, чем сварные трубы.
Заключение
Постоянное совершенствование материалов и методов сварки привело к значительному повышению надежности труб.