
Замена радиаторов отопления цена 5000 р.
Пресса о нас
Видеообзоры наших работ
⚠️Отправить данные для расчета сметы
О мастере
Замена радиаторов в новостройке с ремонтом.
Замена радиаторов отопления в квартире. Порядок выполнения работ:
Получение исходных данных от заказчика
Расчет и согласование сметы на замену радиаторов с заказчиком
Примерный расчет сметы на замену радиаторов отопления.
Стоимость замены радиаторов отопления
Поставка радиаторов и оборудования для монтажа.
Выбор модели радиатора.
Сертификаты на монтируемое оборудование.
Согласование отключения стояков отопления при замене радиаторов.
Замена радиаторов отопления. Технология монтажа.
Проверка герметичности соединений.
Гарантийные обязательства.
Отзывы о замене радиаторов
Цена на замену радиаторов в Москве. В чём разница?
1. Замена радиатора отопления без применения газосварочных работ.
2. Замена радиатора отопления с помощью резьбовых соединений либо с помощью добавления фрагментов труб из полимеров.
3. Замена радиатора отопления с помощью газосварки и заготовок.
4. Замена радиаторов отопления с помощью газосварки и трубогиба.
5. Технологии монтажа для Вашего комфорта от Технологий Комфорта.
Акции по замене радиаторов отопления.
Полезные статьи на тему замены радиаторов отопления.
Портфолио моих работ.
О мастере
подписывайтесь на мой телеграм-канал чтобы узнать актуальные новости о моей работе — https://t.me/tehkomfort
Здравствуйте, меня зовут Сергей, замена радиаторов отопления в квартирах на биметаллические, стальные трубчатые или чугунные радиаторы с помощью стальных труб, газосварки и трубогиба моя основная деятельность с 2008 года. Возможно выполнение газосварочных работ в квартирах с финишной отделкой без ее повреждения. Результат одного из таких монтажей вы можете посмотреть на видео:
Замена радиаторов в новостройке с ремонтом.
Замена радиаторов отопления в квартире. Порядок выполнения работ:
Выполнение работ включает в себя следующие этапы:
- Получение исходных данных от заказчика (фото старых батарей и площади комнат в whatsapp)
- Расчет и согласование сметы с заказчиком
- Согласование отключения стояков отопления с УК (заказчиком или мной лично)
- Поставка всего необходимого оборудования : биметаллические радиаторы, шаровые краны, термостатические клапаны и термоголовки, кронштейны, краны Маевского, заглушки, трубы, расходные материалы.
- Монтажные работы по замене радиаторов.
- Проверка герметичности соединений при запуске стояков по окончании работ.
- Гарантийные обязательства.
Получение исходных данных от заказчика
Для точного расчета сметы на замену радиаторов отопления с учетом всех работ и материалов присылайте на whatsapp +79197779101 (👈нажмите на ссылку для открытия чата со мной) данные из формы ниже. Выезды на замер и осмотр я не выполняю, опыта монтажа и образования мне достаточно для точного расчета сметы исходя из нижеперечисленных данных.
✅ фото старых батарей (общий план, радиатор+отводы+стояк)
✅ площади комнат и кухни
⚠️При наличии угловых комнат (более 1-й внешней стены), комнат с двумя радиаторами и подоконников ниже 75см, уточните эти условия.
Минимальный заказ — 2 радиатора.
Огромная просьба, в целях экономии моего и вашего времени и упрощения расчета сметы не присылайте ничего лишнего. По одному фото на каждый старый отопительный прибор где видно как он подключен к стояку и площади помещений. Уточните есть ли угловые комнаты, высоту подоконников и укажите наличие если есть угловых комнат и комнат с более чем одним радиатором, потому как на фото может быть не понятно.
По одному фото на каждый старый отопительный прибор где видно как он подключен к стояку и площади помещений. Уточните есть ли угловые комнаты, высоту подоконников и укажите наличие если есть угловых комнат и комнат с более чем одним радиатором, потому как на фото может быть не понятно.
Расчет и согласование сметы на замену радиаторов с заказчиком
Расчет мощности биметаллических радиаторов выполняется согласно ГОСТ 30494-96 «Здания жилые и общественные. Параметры микроклимата в помещениях» и СНиП 41-01-2003. «Отопление, вентиляция и кондиционирование.» при высоте помещения 2.5 м с учетом климата Московского региона следует выбирать мощность отопительного прибора из расчета 100-130 Вт на 1 м2 площади помещения. При наличии угловых комнат (более 1-ой внешней стены дома), первого этажа, панорамного остекления, нескольких окон вводят поправочные коэффициенты
Примерный расчет сметы на замену радиаторов отопления.
Стоимость замены радиаторов отопления
| Производимые работы | Стоимость |
|---|---|
| Замена радиаторов отопления на сварке (включая демонтаж чугунной батареи или конвектора с фрагментом стояка) при поставке со склада компании (Rifar Monolit, Rifar Supremo) | 5000 р. |
| Монтаж радиаторов отопления приобретенных заказчиком | 7000 р. |
| Замена чугунного радиатора отечественного производства (приобретается и доставляется заказчиком) | 8000 р. |
| Монтаж облегченного чугунного радиатора зарубежного производства (приобретается и доставляется заказчиком) | 6000 р. |
| Замена радиатора отопления с подключением по универсальной схеме, не зависящей от направления движения теплоносителя по стояку, замена радиаторов в квартире с отделкой, поворот отводов от стояка по периметру стены либо в нишу, скрытая прокладка отводов от стояка в штрабе, монтаж двух радиаторов подключенных к одному стояку, прокладка отводов через перегородку. | +2000 р./радиатор |
Перенос радиатора на лоджию с проходом и без через несущую стену — цена договорная, зависит от количества поворотов трубопровода, дальности прокладки, необходимости бурения несущих стен, прокладки отводов в штрабе.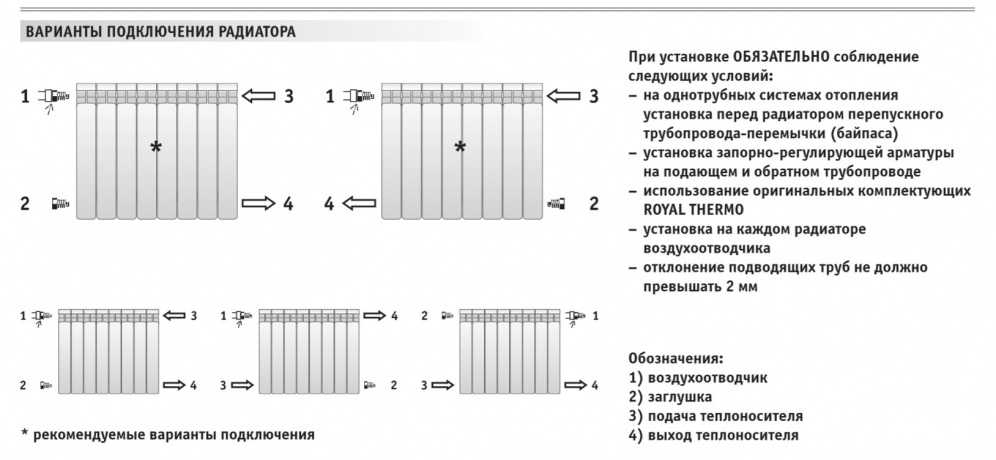 | договорная |
| Монтаж радиаторов с помощью труб из сшитого полиэтилена (прокладка труб включена, кроме прокладки трубы под полом общего коридора). | 5000 р./радиатор |
| Монтаж коллекторного узла (прокладка труб включена, кроме прокладки трубы под полом общего коридора). | 5000 р. |
| При отсутствии лифта, выполнении работ выше 1-го этажа и подъеме материала и инструмента силами монтажной бригады. | 500 р./этаж |
| Демонтаж радиатора без монтажа нового радиатора и заваривание стояка прямым отрезком трубы. | 3000 р. |
Демонтаж радиатора без монтажа нового радиатора с прокладкой прямого участка стояка в штрабе, либо простое смещение стояка, независимо от расстояния смещения (без учета стоимости штробления, зависящей от материала стены) для стояков диаметром Ду-15, Ду-20 и Ду-25. | 5000 р. |
| 7000 р. | |
| Монтаж термостатического вентиля (при заказе монтажа радиатора отопления). | бесплатно |
| Монтаж байпаса и шаровых кранов на чугунный радиатор без изменения расположения радиатора на стене. | 5000 р. |
| Монтаж байпаса и шаровых кранов на чугунный радиатор с изменением расположения радиатора на стене. | 7000 р. |
| Прокладка труб из сшитого полиэтилена под полом общего коридора без демонтажа керамической плитки. | 500 р./м.пог |
Установка радиатора отопления без выполнения газосварочных работ. | 500 р. |
| Замена чугунных радиаторов на биметаллические. | 7000 р. |
| Установить радиатор отопления в квартире по окончании отделочных работ. | 500 р. |
| Монтаж радиатора отопления без изменения межосевого расстояния с установкой 2-х шаровых кранов. | 1500 р. |
| Замена радиатора с монтажом подводящих труб из полипропилена. | не выполняется |
Возможна безналичная оплата по факту выполненной работы, предоплата не требуется.
Поставка радиаторов и оборудования для монтажа.
При желании заказчика мощность биметаллических радиаторов и количество секций в них соответственно может быть скорректирована в любую сторону на четное количество секций. Минимальное количество секций у радиаторов Rifar Monolit или Supremo — 4, максимальное — 14.
Для точного соответствия поставки материалов согласно пожеланиям заказчика просьба направлять их только по WhatsApp для исключения потери информации и разногласий в день монтажа.
Смета составляется из всех необходимых материалов для монтажа с поставкой с собственного склада: радиаторы Rifar Monolit или Rifar Supremo, шаровые краны Valtec Base White, термостатические клапаны Valtec или Danfoss, термоголовки Valtec, Oventrop или Danfoss, пластифицированные анкерные кронштейны Global, оригинальные заглушки и краны Маевского Rifar, стальные черные ВГП трубы.
При желании заказчика допускается приобретение радиаторов собственными силами, при этом цена работ будет скорректирована согласно прайс-листу. Монтаж арматуры (шаровые краны, клапаны термостатические, кронштейны) приобретенной силами заказчика не допускается по причине влияния ее качества и свойств на качество монтажа. А также влияния на работу радиаторов при неправильном выборе типа арматуры.
Чугунные и стальные трубчатые радиаторы приобретаются исключительно силами заказчика.
Рекомендации мастера по выбору оборудования для монтажа вы можете прочитать по ссылкам ниже:
- Рейтинг биметаллических радиаторов
- Что купить для замены радиатора отопления
Выбор модели радиатора.

В отличие от большинства компаний предлагающих услуги по замене радиаторов отопления в квартирах, я не пытаюсь впечатлить своего потенциального заказчика обилием моделей биметаллических радиаторов на виртуальных складах. Я предлагаю только лучшее что присутствует на Российском рынке, это 2 модели одного производителя Rifar Monolit и Rifar Supremo. В чем отличие этих моделей между собой и от любых других биметаллических радиаторов я подробно описал в статье Рейтинг биметаллических радиаторов.
Rifar SupremoRifar MonolitСертификаты на монтируемое оборудование.
Согласование отключения стояков отопления при замене радиаторов.
Отключение стояков отопления слесарем обслуживающим дом или официально при обращении в управляющую компанию это единственный этап моей работы который я не могу выполнить настолько качественно и комфортно как бы это хотелось любому заказчику. Но за много лет у меня отработан оптимальный алгоритм взаимодействия с УК по данному вопросу таким образом, чтобы заказчик тратил на это минимальное количество времени, усилий, нервов и средств. Как именно я предлагаю поступить рекомендую ознакомиться в моей статье :
Как именно я предлагаю поступить рекомендую ознакомиться в моей статье :
Сколько стоит отключить стояк отопления в Москве
После согласования слива стояков просьба позвонить мне по телефону 89197779101 для выбора удобной для вас даты монтажа с учетом моей записи.
При возникновении сложностей с согласованием отключения стояков я готов помочь вести переговоры с управляющей компанией или слесарем обслуживающим дом благодаря накопленному опыту положительного взаимодействия с ними.
Иногда со стороны УК выдвигаются требования по предоставлению исполнителем документов подтверждающих право выполнять монтажные работы, исчерпывающий список необходимых документов представлен ниже:
Допуски на выполнение работ по замене радиаторов отопления
Вы можете распечатать эти отсканированные документы и предоставить их копии в УК для согласования слива стояков, оригиналы при необходимости будут предоставлены мной лично в УК в день монтажа.
Замена радиаторов отопления.
 Технология монтажа.
Технология монтажа.Монтаж новых радиаторов отопления выполняется с учетом требований СНиП и ГОСТ с помощью самого современного оборудования для обработки труб и монтажа: резьбонарезной электрический станок, электротрубогиб, лазерный уровень. Демонтаж старого отопительного прибора выполняется с помощью УШМ (болгарки) что позволяет исключить осыпание штукатурки на потолке у соседей, если демонтаж выполняется сабельной пилой.
При выполнении работ в квартире с отделкой нарезка и подготовка заготовок отводов выполняется в общем коридоре. В квартире выполняется лишь демонтаж и газосварка. Благодаря постоянному наличию при себе огнеупорных материалов и огромному опыту газосварочных работ вблизи отделки, независимо от расстояний до покрытий стен и пола они остаются без повреждений.
Подробное видео о замене радиаторов отопления.
На замену одного радиатора уходит не более 1.5 часов с учетом демонтажа старых батарей. По опыту работ за 1 день я могу выполнить замену 8 радиаторов. Начало работ в 10 утра независимо от территориального расположения объекта. Работы выполняются только по будним дням. Выезд на монтаж осуществляется по всей Москве и ближайшему Подмосковью (Зеленоград, Химки, Одинцово, Мытищи, Долгопрудный, Реутов, Солнечногорск, Клин, Истра, Троицк, Видное, Железнодорожный, Балашиха, Красногорск, Люберцы, Щербинка, Королев, Жуковский, Дзержинский, Подольск, Дмитров, Пушкино, Ивантеевка), а также в Конаково и Тверь.
Начало работ в 10 утра независимо от территориального расположения объекта. Работы выполняются только по будним дням. Выезд на монтаж осуществляется по всей Москве и ближайшему Подмосковью (Зеленоград, Химки, Одинцово, Мытищи, Долгопрудный, Реутов, Солнечногорск, Клин, Истра, Троицк, Видное, Железнодорожный, Балашиха, Красногорск, Люберцы, Щербинка, Королев, Жуковский, Дзержинский, Подольск, Дмитров, Пушкино, Ивантеевка), а также в Конаково и Тверь.
⚠️Уважаемые заказчики, обращаю ваше внимание, что современные радиаторы отопления несмотря на свои преимущества, такие как мощность и привлекательный внешний вид, имеют один недостаток, особенно ярко проявляющийся на российском рынке монтажных услуг. Они чувствительны к направлению подачи теплоносителя.
Поэтому если вы еще выбираете исполнителя для замены радиаторов и дочитав до этого места у вас еще не возникло ощущения что выбора особо и нет, рекомендую бегло познакомиться с моей подробной статьей по схемам подключения радиаторов отопления из моей личной практики:
Как правильно подключить биметаллический радиатор.
Если вам мои услуги покажутся необоснованно дорогими, вы можете с учетом описанных схем дать указание исполнителю по какой схеме выполнять монтаж учитывая условия вашего дома. Чтобы в начале отопительного сезона не растраиваться от холода в квартире и не слушать одну и ту же песню про то, что — «мы всем так делаем и у всех все хорошо…».
Проверка герметичности соединений.
По окончании монтажа я связываюсь со слесарем УК и он запускает стояки отопления. Я в свою очередь спустив воздух через краны Маевского убеждаюсь что все сварные швы и резьбовые соединения герметичны. В летний период в редких домах отсутствует давление в магистрали подходящей к дому и поэтому проверить герметичность соединений не представляется возможным. Но хочу успокоить заказчиков что по опыту работы, те редкие, не каждый год происходящие протечки, не создают никакой опасности не то чтобы затопления но даже и повреждения отделки. Может появиться капля на сварном шве, которая на горячей трубе даже не достигнет пола. Я в свою очередь обязуюсь оперативно приехать и бесплатно устранить протечку.
Я в свою очередь обязуюсь оперативно приехать и бесплатно устранить протечку.
Гарантийные обязательства.
На все работы предоставляется гарантия 3 года. Гарантия на шаровые краны и термостатические клапаны Valtec — 10 лет, на радиаторы Rifar — 25 лет. В случае возникновения гарантийного случая по вине выхода из строя смонтированного оборудования заказчик обращается ко мне, а я в свою очередь согласую выполнение гарантийных обязательств с производителем.
По окончании работ подписывается Договор в котором перечислены вышеупомянутые гарантийные условия. Договор высылается по электронной почте или на WhatsApp после получения согласия на выполнение работ.
Отзывы о замене радиаторов
Для повышения доверия в вопросе качества моей работы я бы рекомендовал посмотреть подробное портфолио моих работ и видеоотчеты о монтажах. Скажу уверенно что подобное вы не увидите ни на одном из сайтов компаний, предоставляющих услуги по замене радиаторов. Возможно только среди частных мастеров и то придется поискать.
Так же рекомендую почитать отзывы на моем сайте и отзывы на тех ресурсах где у меня нет возможности их модерировать:
Цена на замену радиаторов в Москве. В чём разница?
Уважаемые заказчики, не все из Вас разбираются в технических тонкостях монтажа, но все хотят видеть в своем жилище только качественно выполненную работу. Которая бы и радовала глаз и создавала комфорт. А также не создавала головной боли возникновением уязвимостей в виде протечек или неработающего радиатора, частично или полностью. Поэтому я вкратце объясню в чем заключается разница между монтажами с разбросом цен от 1500 р. до 10 000р. за замену 1-го радиатора.
1. Замена радиатора отопления без применения газосварочных работ.
Это самый простой тип монтажа, имеющий право на существование только при условии замены однотипных приборов отопления одного на другой. То есть чугунного радиатора на чугунный или биметаллического на биметаллический. Цена такой работы по нашему прайс-листу 1500р.
При замене чугунного радиатора на биметаллический по данной технологии один недостаток выявится сразу, еще до включения отопления. Биметаллический радиатор имеет меньшую толщину относительно чугунного, поэтому при замене новый биметаллический радиатор будет отстоять от стены значительно больше чем это требуется как по техническим условиям так и из соображений здравого смысла и эстетики.
Биметаллический радиатор имеет меньшую толщину относительно чугунного, поэтому при замене новый биметаллический радиатор будет отстоять от стены значительно больше чем это требуется как по техническим условиям так и из соображений здравого смысла и эстетики.
Образец выполнения такой работы из практики работы коллег по цеху.
При желании разобраться в нюансах данного монтажа, выкладываемого как образцово-показательный, пройдите на youtube, нажав на ссылку в нижней части окна и почитайте комментарии.
Образец замены чугунного радиатора на биметаллический выполняемый нашей компанией.
Второй недостаток может выявиться после включения отопления с вероятностью 50%. Дело в том что чугунный радиатор отлично работает при любом направлении подачи теплоносителя и любой схеме подключения, благодаря широким вертикальным каналам. Биметаллический радиатор чувствителен к направлению подачи при боковом подключении.
Поэтому если по стояку теплоноситель будет подаваться снизу вверх и радиатор будет подключен сбоку, то он может просто не работать. Подробности на видео:
Подробности на видео:
2. Замена радиатора отопления с помощью резьбовых соединений либо с помощью добавления фрагментов труб из полимеров.
Сгон на байпасе -серьезная уязвимость при температурных расширениях стоякаДанный тип монтажа лично я не выполняю, в силу понимания его ущербности как с инженерной стороны так и с точки зрения эстетики. Однако подобные работы занимают достаточный объем по количеству среди портфолио работ коллег по цеху и даже преподносится в рекламных роликах как образцово-показательный вариант монтажа.
Данный тип монтажа возможно вполне актуален как временный вариант, либо при необходимости минимализировать расходы, например перед продажей квартиры.
Цена такой работы по рынку 3000 — 4000 р. за 1 радиатор. Стоит также отметить, что ни о каком понимании роли направления подачи для правильной работы биметаллического радиатора в таком случае речь не идет. Везде только боковое подключение. Потому как на резьбе сделать разъемный байпас длинной 5. 5 см просто не удастся.
5 см просто не удастся.
3. Замена радиатора отопления с помощью газосварки и заготовок.
Данный тип монтажа самый распространенный среди работ предлагаемых компаниями, оказывающими услуги по замене радиаторов. Это объясняется рыночными условиями: заказчик искал в интернете подешевле, за ту цену что он искал, он может получить только конвейерный вариант с низкой квалификацией монтажника и соответствующим обеспечением инструментом, то есть практически полным отсутствием и того и другого. Подобный тип монтажа не предполагает учёт индивидуальных условий квартиры и дома по геометрии прокладки труб, места установки радиатора и выбора схемы подключения, с учетом направления подачи теплоносителя. Цена такой работы по Москве в среднем 5000 р. за замену одного радиатора.
Надеюсь нет сложности понять что заготовки ущербны по своей сути.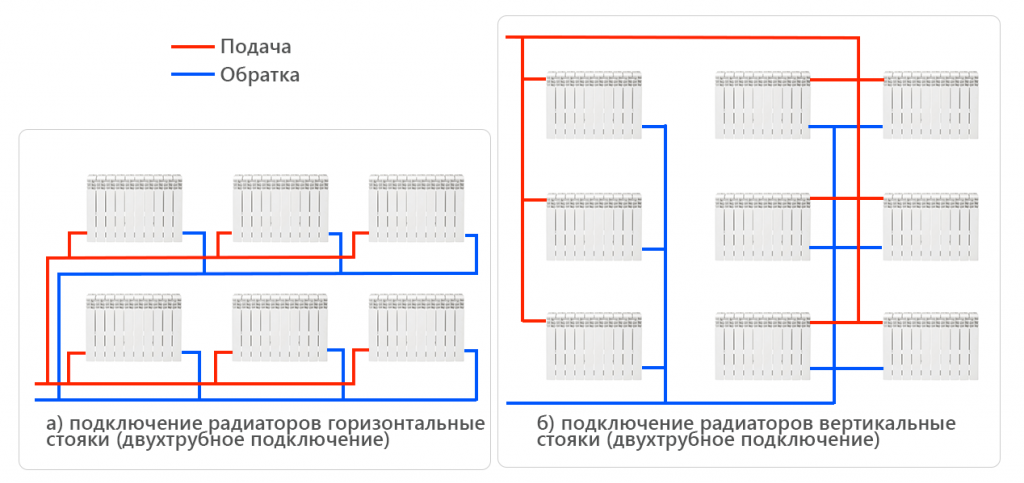 При наличии отводов согнутых на трубогибе отсутствует возможность выбрать правильное место установки радиатора. При использовании заготовки с прямыми отводами, они привариваются к стояку на крутозагнутые заводские отводы. Впрочем при отсутствии у заказчика серьезных претензий по эстетики монтажа это первый приемлемый вариант замены радиаторов отопления в обсуждаемом списке. При серьезном везении заказчика конечно. Потому как при нижней подаче теплоносителя, а она в основном встречается в панельных домах, такая схема подключения не будет работать. И радость от низкой цены быстро улетучится в первых числах октября.
При наличии отводов согнутых на трубогибе отсутствует возможность выбрать правильное место установки радиатора. При использовании заготовки с прямыми отводами, они привариваются к стояку на крутозагнутые заводские отводы. Впрочем при отсутствии у заказчика серьезных претензий по эстетики монтажа это первый приемлемый вариант замены радиаторов отопления в обсуждаемом списке. При серьезном везении заказчика конечно. Потому как при нижней подаче теплоносителя, а она в основном встречается в панельных домах, такая схема подключения не будет работать. И радость от низкой цены быстро улетучится в первых числах октября.
4. Замена радиаторов отопления с помощью газосварки и трубогиба.
Самый распространенный вариант услуги по замене радиаторов среди частных мастеров. Присутствует лишь разница в аккуратности работ, понимании в выборе схемы подключения и запорно-регулирующей арматуры, навыка сохранения отделки, оперативности, дополнительных услуг. На каком именно уровне находятся навыки мастера и как построен рабочий процесс вы узнаете как после монтажа, так и с началом отопительного сезона либо через несколько лет эксплуатации отопительных приборов. Цена такой работы по Москве от 7000р.
Цена такой работы по Москве от 7000р.
5. Технологии монтажа для Вашего комфорта от Технологий Комфорта.
Разницу в работе между мной и большинством участников рынка услуг по замене радиаторов отопления Вы почувствуете даже при отсутствии технических знаний у Вас по этому вопросу. И почувствуете Вы ее еще до нашей с Вами встречи, получив подробную смету, которая будет выполнена с точностью до рубля, по всем работам и материалам.
Принципиальные отличия в организации рабочего процесса:
- Расчёт точной сметы онлайн без предварительных выездов на замер
- Поставка всех материалов, из лучшего что присутствует на российском рынке
- Согласование слива стояков
- Подбор запорно-регулирующей арматуры согласно сфере применения и пожеланиям заказчика
- Выбор схемы подключения с учетом индивидуальных особенностей каждого отдельного дома и квартиры
- Аккуратный монтаж радиатора и прокладка труб строго по лазерному уровню
- Исправление неровностей прокладки стояков оставшихся от строителей
- Оперативность монтажа (до 8 радиаторов в день без предварительных замеров и с поставкой всего материала в день монтажа)
- Гарантия не только герметичности соединений но и полного прогрева радиаторов
- Навык выполнения газосварочных работ с сохранением отделки
Пример эталонной работы, где четко проявлены все вышеперечисленные отличия.

Уважаемые заказчики, я очень надеюсь, что после прочтения этой статьи у Вас возникло понимание в чем заключается разница по качеству монтажа при различной стоимости работ. Если до этого Вам казалось, что зачем платить больше, если всего лишь нужно поменять радиатор.
Поймите правильно, что мастер освоивший новый уровень монтажа прекрасно понимает что его работа стала стоить дороже. И в то же время специалист низкой квалификации прекрасно понимает цену своей работе. И за редким исключением, вы получите услугу именно того качества, сколько она стоит.
Подробно о ценовой политике исполнителей различной квалификации по замене радиаторов отопления в Москве.
Акции по замене радиаторов отопления.
До конца апреля 2021 года при заказе услуги замена радиаторов на сварке предоставляется скидка 10% на все работы и материалы, спешите, осталось всего 12 свободных дней для записи. whatsapp +79197779101(👈нажмите на ссылку для записи).
Полезные статьи на тему замены радиаторов отопления.

Замена батарей отопления. Памятка заказчику
Замена радиаторов. Фото работ
Рейтинг биметаллических радиаторов . Рекомендации мастера
У вас дорого. Анализ цен на Московском рынке
Схемы подключения биметаллических радиаторов
Замена батарей через ЖЭК. А стоит ли вообще туда обращаться, если да, то для чего?
Технологии монтажа. Сварка или резьба
С уважением,
Ланов Сергей @k@ Олегович
Портфолио моих работ.
Мне интересно Ваше мнение по моим работам и если у Вас есть вопросы, вы можете задать их в комментариях. Регистрация не требуется.
Пресса о нас
Видеообзоры наших работ
Наши услуги
5000 ₽
Замена радиаторов отопления на сварке
7000 ₽
Замена радиаторов в жилой квартире с сохранением отделки
5000 ₽
Монтаж радиатора полимерными трубами по полу
Отзывы
После долгих поисков остановился на фирме «Технологии комфорта» (https://техкомфорт.рф).
Созвонились, обстоятельно обсудили весь план работ, составили смету. Мастер помог сделать выбор среди множества радиаторов, представленных на нашем рынке.
Мастер помог сделать выбор среди множества радиаторов, представленных на нашем рынке.
Игорь
Москва (Митино)
31 августа, 2019
Хочется поблагодарить Сергея Ланова и его помощника за выполненную работу. Была проблема с трубами в ванной комнате, требовалась сварка в труднодоступном месте. 5 специалистов отказались от проведения таких работ, объясняя мне, что это сделать невозможно.
Лариса
Сергиев Посад
27 июля, 2019
Доброго времени суток! Хотелось бы начать свой отзыв со слов искренней благодарности Сергею Ланову! Сразу оговорюсь, что он не мой родственник)). Но его работа выполнена как для самого близкого человека!
Павел Селиванов
Москва (Кузьминки)
31 августа, 2019
Читать все отзывыВрезка в трубопровод | Гид по отоплению
Содержание:
- 1 Врезка в стальной трубопровод
- 2 Врезка в пластиковый трубопровод
- 3 Видео
Нередко возникает необходимость (или желание) в модернизации или ремонте действующей системы отопления, что наверняка повлечёт за собой врезку в трубопровод дополнительного оборудования. Это могут быть насосы, краны, вентили, патрубки, фильтры и т.д. Здесь приходится рассматривать два фактора, влияющих на технологию монтажа. Во-первых, это материал труб: одно дело, если они стальные, и совсем другое дело, если они пластиковые. Во-вторых, это возможность слива теплоносителя. Если она почему-то не была предусмотрена, ситуация осложнится. Но даже в этом случае, как показывает практика, выход есть.
Это могут быть насосы, краны, вентили, патрубки, фильтры и т.д. Здесь приходится рассматривать два фактора, влияющих на технологию монтажа. Во-первых, это материал труб: одно дело, если они стальные, и совсем другое дело, если они пластиковые. Во-вторых, это возможность слива теплоносителя. Если она почему-то не была предусмотрена, ситуация осложнится. Но даже в этом случае, как показывает практика, выход есть.
Хомут для врезки в трубу.
Существуют определённые принципы, которых следует придерживаться при установке нового оборудования. К ним относятся: минимизация утечки теплоносителя (особенно из закрытых систем), сохранение эксплуатационных показателей системы (температурного режима, КПД), максимальное сокращение времени производства работ (для чего все материалы и инструменты должны быть приготовлены заблаговременно).
Врезка в стальной трубопровод
Врезаться в стальной трубопровод можно тремя способами:
- с помощью газосварки;
- методом резьбовых соединений и
- с использованием специального фитинга (седёлки).
Водоотводы разных диаметров.
Первые два способа предполагают освобождение участка трубопровода от теплоносителя. Третий способ применяется в тех случаях, когда слив теплоносителя невозможен или проблематичен (например, в многоквартирных домах придётся вызывать представителя коммунальной службы для временного отключения целого подъезда).
Газосварка – достаточно распространённый способ, когда предполагается врезать элемент, не требующий замены или обслуживания (тройник, крестовину, отводящий патрубок и т.п.). Однако здесь потребуется газосварочное оборудование и специалист, умеющий с этим оборудованием работать. Если вы сам не газосварщик, лучше пригласить профессионала, который сделает качественный сварной шов с соблюдением всех требований пожарной безопасности. Такая врезка в трубу системы отопления – самая надёжная: не зря соединение газопроводов допускается только таким способом.
Водоотвод для стальных труб 1/2.
Резьбовое соединение – хороший вариант для врезки различного рода трубопроводной арматуры, которую при необходимости можно легко демонтировать для замены или ремонта. Здесь тоже потребуется специальный инструмент: «болгарка» или ножовка по металлу (для резки трубы) и плашка соответствующего диаметра (для нарезки резьбы). Ещё будет нужна пакля или фум лента для герметизации резьбового соединения. Правда, бывают участки, куда добраться нарезным инструментом крайне сложно (например, если труба походит вплотную к стене и отжать её невозможно). Тогда придётся искать другое, более доступное место.
Здесь тоже потребуется специальный инструмент: «болгарка» или ножовка по металлу (для резки трубы) и плашка соответствующего диаметра (для нарезки резьбы). Ещё будет нужна пакля или фум лента для герметизации резьбового соединения. Правда, бывают участки, куда добраться нарезным инструментом крайне сложно (например, если труба походит вплотную к стене и отжать её невозможно). Тогда придётся искать другое, более доступное место.
Хомут врезной резьбовой.
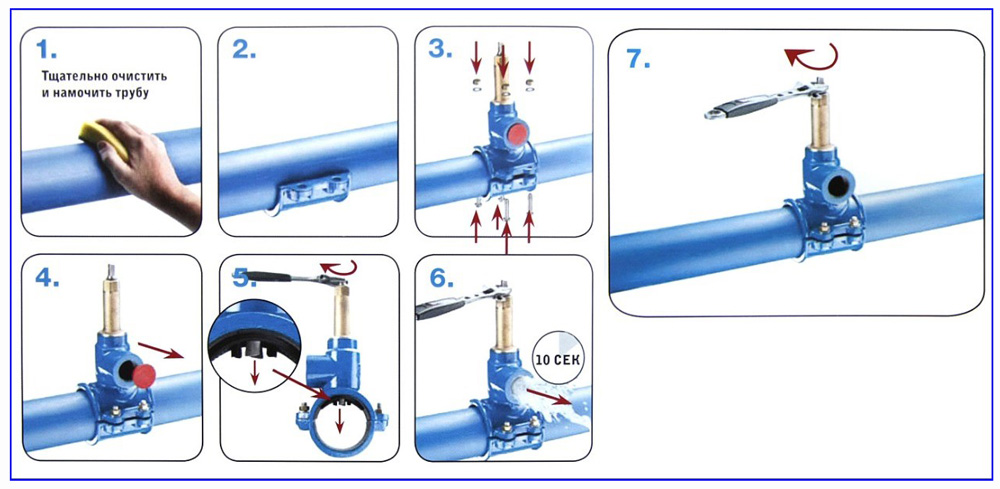
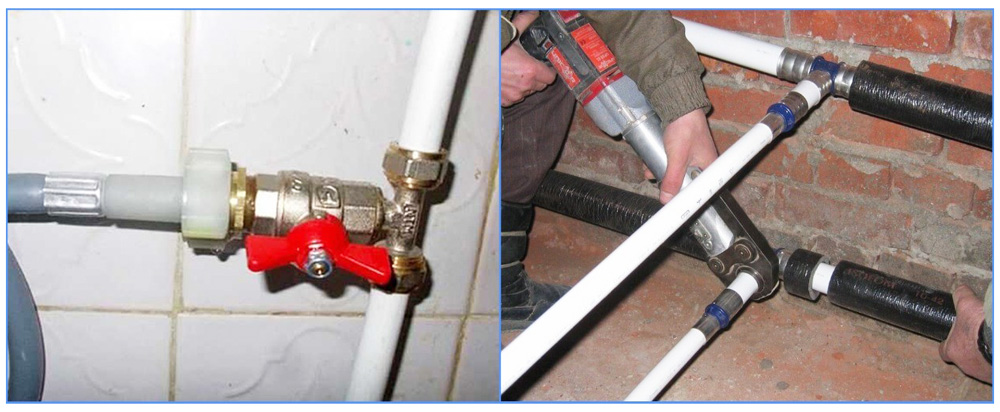
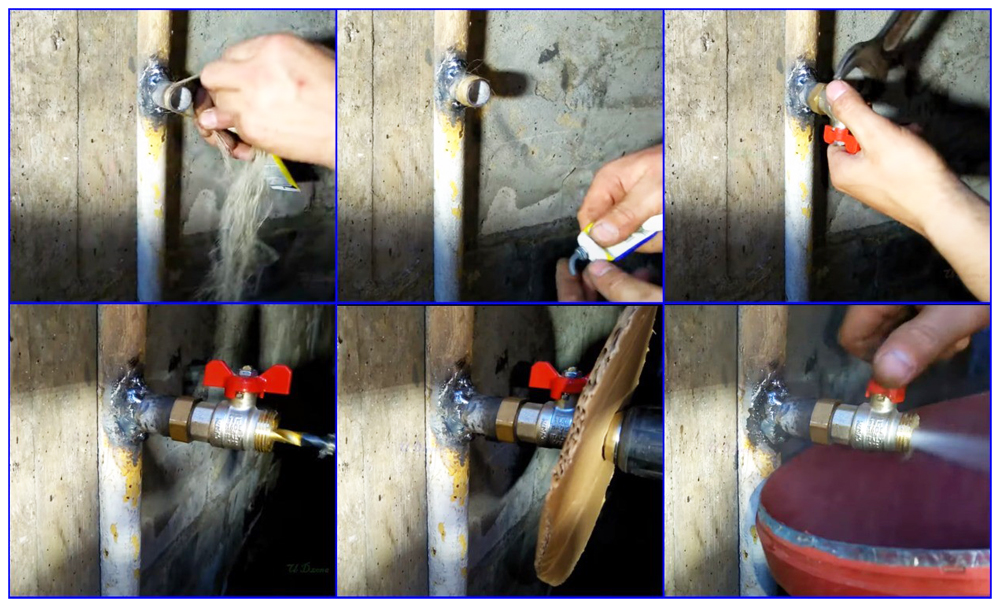
Врезка в трубопровод под давлением с использованием специального хомута (седёлки) и дрели – заманчивый, но в то же время рискованный способ, требующий опыта и сноровки. Ошибка в действиях (например, поломка сверла) приведёт к разливу большого количества теплоносителя, а то и к потопу с соответствующими последствиями. Разумеется, чем выше напор, тем больше масштаб бедствия. Поэтому нужно сделать всё возможное, чтобы этот напор сбросить до минимума.
Технология работ здесь следующая. Подбирается хомут, соответствующий диаметру трубы. Хомут жёстко фиксируется на трубе с помощью четырёх болтов в том месте, где предполагается сделать врезку. Заранее готовится шаровой кран с наконечником «папа», который будет вкручиваться в резьбовую головку хомута. Если напор большой, кран лучше вкрутить заранее, чтобы как можно быстрее перекрыть поток выливающейся жидкости. Правда, в этом случае потребуется длинное сверло, да и сам процесс сверления усложнится. Если же напор слабый, кран можно вкрутить позже: больших потерь теплоносителя не произойдёт, а работать будет гораздо легче.
Хомут жёстко фиксируется на трубе с помощью четырёх болтов в том месте, где предполагается сделать врезку. Заранее готовится шаровой кран с наконечником «папа», который будет вкручиваться в резьбовую головку хомута. Если напор большой, кран лучше вкрутить заранее, чтобы как можно быстрее перекрыть поток выливающейся жидкости. Правда, в этом случае потребуется длинное сверло, да и сам процесс сверления усложнится. Если же напор слабый, кран можно вкрутить позже: больших потерь теплоносителя не произойдёт, а работать будет гораздо легче.
Водоотвод для стальных труб 3/4.
Через резьбовую головку (с краном или без) аккуратно сверлится отверстие в трубопроводе. Как только струя жидкости вырвалась наружу, сверло вынимается, а кран перекрывается. Теперь к резьбовому наконечнику крана можно подсоединить нужный элемент трубопроводной арматуры. В теории, вроде бы, всё понятно. В YouTube на эту тему можно найти достаточно много наглядной информации и вдохновиться на подвиг. Но если у вас нет хотя бы небольшого опыта выполнения сантехнических работ – лучше не рисковать, а довериться профессионалам.
Врезка в пластиковый трубопровод
Врезаться в пластиковый трубопровод системы отопления гораздо проще: здесь такие технологии как газосварка или нарезка резьбы вообще исключаются в силу специфики материала. Поэтому остаётся два варианта: разрезание трубопровода и вставка фитинга на выбранном участке (при отсутствии напора) либо врезка в трубу под давлением.
В полипропиленовый трубопровод фитинг можно впаять с помощью специального паяльника. Врезка в трубу из металлопластика производится с помощью фитинговых тройников (обжимных или компрессионных). В любом случае предварительно вырезается участок трубы нужной длины (труборезом или ножницами), на место которого вставляется фитинг.
Технология врезки под напором такая же, как и для металлической трубы, а вот сложность работы будет меньше: сверлить пластик намного проще.
Видео
Замена батарей отопления в доме и квартире, выбор радиаторов и порядок работ
Менять батареи отопления рано или поздно приходится всем. Причины могут быть разными: появление течи, ухудшение теплоотдачи, засорение, непрезентабельный внешний вид. В любом случае выход один — замена.
Причины могут быть разными: появление течи, ухудшение теплоотдачи, засорение, непрезентабельный внешний вид. В любом случае выход один — замена.
В квартире замена батарей отопления должна происходить только с разрешения эксплуатационной организации. Дело в том, что система отопления — коммунальная собственность. А любые ее изменения — замена труб и радиаторов, установка регулировочных или запорных вентилей — это внесение изменений в ее конструкцию. Все эти переделки изменяют ее гидравлическое сопротивление. Это может привести к тому, что как бы не грели теплоноситель, батареи останутся холодными. Потому на все виды работ требуется разрешение: инженер или бригадир оценит, как повлияет планируемая переделка на состояние системы и выдаст или нет, разрешение. Перед тем, как покупать батареи, посетите ЖЭК, ДЭУ, ДЭЗ и т.д.. Если этого не сделать, вы попадаете под административные штрафы. А размеры санкций немаленькие.
Замена радиаторов иногда без сварки не обходитсяЗаменить радиаторы и трубы в квартире и не ставить управляющую кампанию в известность сложно: требуется сливать систему, а сделать это скрытно невозможно. Незамеченными ваши работы не останутся. Вообще, чтобы слить воду, требуется написать заявление (до окончания отопительного сезона). Летом, когда сезон закончится, бригада выполнит работы.
Незамеченными ваши работы не останутся. Вообще, чтобы слить воду, требуется написать заявление (до окончания отопительного сезона). Летом, когда сезон закончится, бригада выполнит работы.
Выбор радиаторов отопления для квартиры и дома
С выбором радиаторов для дома все просто: если система будет с принудительной циркуляцией (с насосом), ставьте такие, к которым душа лежит, или которые совместимы с вашими трубами, котлом и т.д. Есть некоторые ограничения для систем с естественной циркуляцией — нужны отопительные приборы с малым гидравлическим сопротивлением, а это:
И еще нужно будет учесть тип теплоносителя: не все радиаторы могут работать с антифризами. С незамерзающими жидкостями стоят нормально чугунные и полный биметалл. Во всех остальных могут использоваться только некоторые модели, пошедшие специальную обработку. В таком случае их нужно целенаправленно искать. И еще одно — нужно будет правильно подобрать размеры (об этом чуть дальше).
При выборе батарей в квартиру критериев будет больше: условия тут сложнее. Начинать нужно, пожалуй, с размеров. Подобрать нужно так, чтобы были соблюдены следующие расстояния:
Начинать нужно, пожалуй, с размеров. Подобрать нужно так, чтобы были соблюдены следующие расстояния:
- от пола — 8-12 см;
- от подоконника — 10-12 см;
- от стены — 3-5 см.
Причем отопительный прибор перекрывать должен не менее 70-75% ширины оконного проема. Нарушение этих рекомендаций ведет к снижению теплоотдачи или к тому, что будут явные зоны тепла и холода.
Важно правильно разместить радиатор и не ошибиться в выборе его размеров: важна не только мощностьПотом нужно учесть технические параметры вашей системы: водородная активность Ph теплоносителя, степень его загрязненности, максимальная температура, давление рабочее и испытательное (при пуске системы). Все эти параметры узнать можно в ДЭЗ, ЖЭК и т.д. По всем этим критериям выбираете тип радиатора. Подробно это вопрос расписан в статье «Как выбрать батареи для отопления квартиры и дома». А вкратце можно сказать следующее:
В остальных случаях можно ставить любые радиаторы, но обращать внимание на технические характеристики каждой модели. Даже у одного производителя они могут значительно отличаться.
Даже у одного производителя они могут значительно отличаться.
Важным параметром является подбор тепловой мощности. Если планируется замена радиаторов отопления в квартире, данные по теплопотерям каждого помещения должны быть в управляющей кампании (они же считали систему отопления при планировании). Если «добыть» их не удалось, можно посчитать самостоятельно. Самый приблизительный расчет — по площади. Для средней полосы России в доме со средними утеплением считают, что на обогрев одного метра площади требуется 100 Вт тепла. Вот так определяете, какой мощности нужна вам батарея. Но расчет этот очень приблизительный: высота потолков, количество наружных стен, площадь окон, климат и т.д. — все это не учтено. Подробнее о том, как учесть все эти факторы и посчитать количество секций в радиаторе читайте тут.
Очень приблизительный расчет по площади помещенияИ еще одни момент при выборе тепловой мощности одной секции: максимальная мощность — не всегда оправданный подход. Желательно выполнить норму СНиПа: радиатор должен перекрывать не менее 70-75% ширины окна.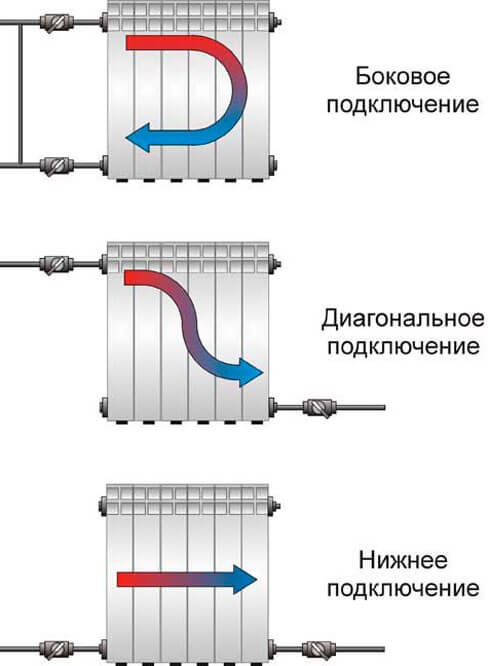 Только в таком случае холодный воздух от стекла будет эффективно отсекаться и не будет попадать на пол. Потому мощная и короткая батарея — далеко не самый лучший выход.
Только в таком случае холодный воздух от стекла будет эффективно отсекаться и не будет попадать на пол. Потому мощная и короткая батарея — далеко не самый лучший выход.
После того, как разрешения получены (если нужно), радиаторы выбраны и куплены, можно приступать к самой замене батарей отопления.
Как поменять батареи самому
Вкратце порядок действий при замене радиаторов такой:
- Слив системы.
- Демонтаж старых радиаторов и удаление старых держателей, заделка следов от них.
- Разметка под новые крепления.
- Установка кронштейнов.
- Установка арматуры на радиатор.
- Навешивание радиатора.
- Подключение трубопроводов.
- Испытание (опрессовка).
Слив системы
В многоэтажных домах это делают работники эксплуатационной организации по вашему письменному заявлению. В частном доме вам нужно будет открыть сливной кран, подставить емкость или вывести шланг в канализацию и вылить воду.
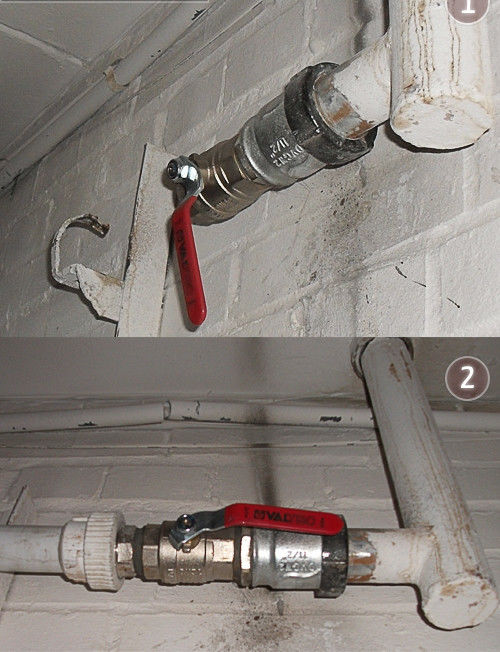
В некоторых случаях можно работать на заполненной системе: если есть на входе радиаторов запорные краны, подключение новых совпадает, замена труб не планируется. Причем соединение должно быть не сварным, а на резьбовых соединениях. Тогда просто перекрываете шаровые краны и приступаете к замене. При такой организации можно менять или ремонтировать отопительные приборы в любой момент, даже в сезон.
Причем соединение должно быть не сварным, а на резьбовых соединениях. Тогда просто перекрываете шаровые краны и приступаете к замене. При такой организации можно менять или ремонтировать отопительные приборы в любой момент, даже в сезон.
Но для вертикальной однотрубной разводки перед кранами необходимо ставить еще и байпас. По нему будет проходить теплоноситель, если вы отключили или сняли радиатор. Без этого куска трубы отопление на всем стояке станет: не будет движения теплоносителя. Потому при одно трубной системе лучшее подключение — с байпасом и запорными кранами. Если такого нет, менять радиаторы в квартире можно только после окончания сезона отопления.
Так правильно подключать радиатор при однотрубной вертикальной разводке: шаровые краны и байпасДемонтаж радиаторов
Способ проведения работ зависит от типа подключения. Если соединения резьбовые, гайки просто откручивают, если радиаторы приварены, их срезают.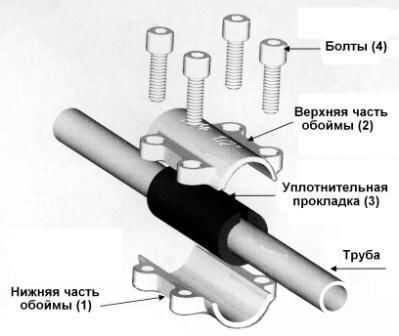 На этом этапе понадобится еще емкости для теплоносителя — некоторое его количество все равно осталось и в трубах и в радиаторах. Самые удобные — тазы, идеально, если они прямоугольные.
На этом этапе понадобится еще емкости для теплоносителя — некоторое его количество все равно осталось и в трубах и в радиаторах. Самые удобные — тазы, идеально, если они прямоугольные.
Откручивать гайки можно с использованием разводных или рожковых ключей. Проблемы могут быть, если это старые чугунные радиаторы, простоявшие не один десяток лет. Тогда бывает, резьба так закипит, что стронуть ее с места сложно. В этом случае пробуют разогреть соединение паяльной лампой.
Готовы к заменеСо старыми креплениями ситуация аналогична: там, где это возможно держатели откручивают, где невозможно — отрезают. Замурованные в стенах крюки, на которые навешивали старый чугун, можно только срезать. Только до этого необходимо вокруг удалить некоторый слой штукатурки — так можно будет срезать их настолько, чтобы они не торчали из стены.
Потом следы от креплений заделывают, стену ровняют. У многих производителей есть обязательное условие предоставления гарантий: устанавливать на ровные стены.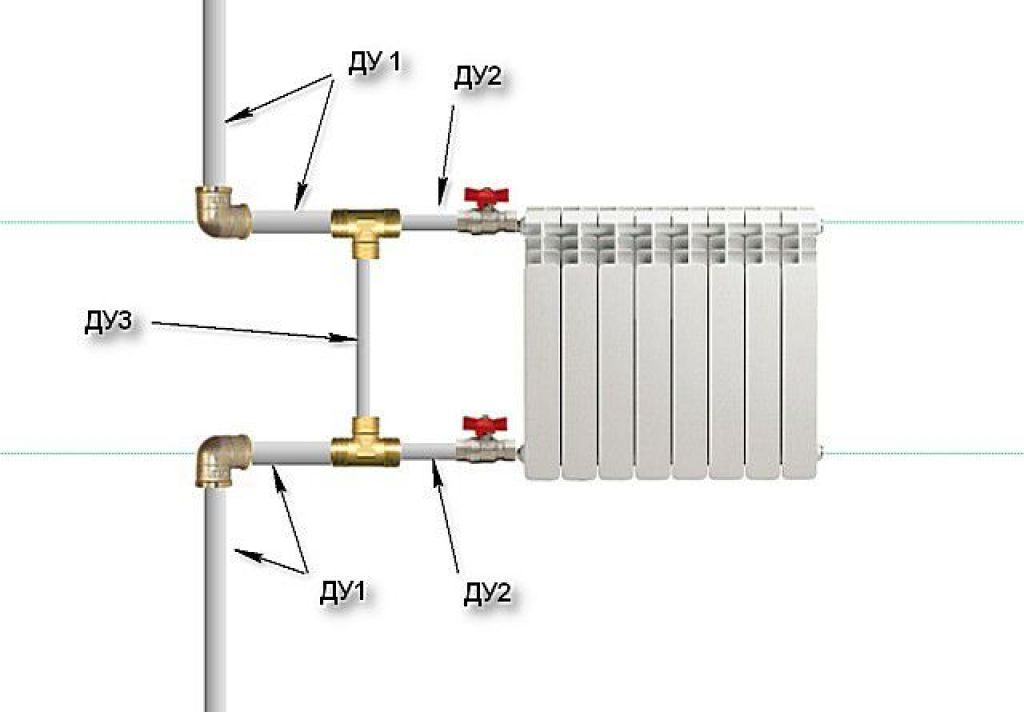 И дело не в эстетике, а в теплоотдаче — от гладкой стены лучше отражаются тепловые лучи.
И дело не в эстетике, а в теплоотдаче — от гладкой стены лучше отражаются тепловые лучи.
Разметка и установка новых креплений
Как правильно установить батарею отопления? Строго посредине оконного проема. Потому нужно на стене найти середину, отметить ее. Затем определяете, где на радиаторе будет находиться крепеж. Отопительные приборы секционного типа навешивают не менее чем на три кронштейна: два сверху — справа и слева, один снизу посередине. Если секций много (больше 10—12) может потребоваться три крюка сверху и два снизу. Определившись с тем, сколько нужно держателей, вымеряете расстояния на собранной батарее, отмечаете на стене.
С панельными радиаторами ситуация другая: они с завода поступают с приваренными на задней стенке скобами и стандартным (или заказанным отдельно) крепежом. Замеряете расстояние между скобами, откладываете относительно средины окна.
На стене размечаем места крепления кронштейнов или крюковПотом в нужных местах сверлите отверстия. Их расположение и количество зависит от выбранного кронштейна. В отверстия забиваются дюбеля или деревянные пробки, приставляются кронштейны, закручиваются саморезами. Для навешивания секционных радиаторов используют часто крюки. Они покрыты белой эмалью и практически не видны.
В отверстия забиваются дюбеля или деревянные пробки, приставляются кронштейны, закручиваются саморезами. Для навешивания секционных радиаторов используют часто крюки. Они покрыты белой эмалью и практически не видны.
Устанавливая крепежные элементы, нужно помнить о расстояниях от пола и подоконника, а также о том, что от стены до радиатора должен быть зазор в 3-5 см. В паспорте к каждому отопительному прибору есть подробная инструкция по монтажу со всеми рекомендуемыми зазорами: в некоторых случаях требования могут быть специфическими.
Также строго проверяется вертикальность и горизонтальность. Выверяете уровнем.
Установка арматуры и навешивание
Современные системы отопления — сложные инженерные сети и на радиатор ставят немало устройств. И установка радиатора отопления своими руками начинается с присоединения различных устройств. В первую очередь на каждом должен стоять воздухоотводчик. Он может быть ручного типа — самый распространенный и недорогой — кран «Маевского». Он идет в стандартном монтажном наборе в паре с подходящим переходником. Устанавливается просто: вкручивается. Для установки в многоэтажках желательно использование подмотки (льняной пакли или фум-ленты) и герметика или пасты.
Он идет в стандартном монтажном наборе в паре с подходящим переходником. Устанавливается просто: вкручивается. Для установки в многоэтажках желательно использование подмотки (льняной пакли или фум-ленты) и герметика или пасты.
Часто ставят на радиаторы терморегуляторы (ручные и автоматические). Но они нужны только в том случае, если в комнате у вас слишком жарко. Если жары нет, они принесут скорее вред — снизят и так невысокую тепловую мощность.
Воздухоотводсчик нужен на каждой батарееДля повышения надежности системы ставят на входе и выходе шаровые краны. Нужны полнопроходные модели — они не заужают потока теплоносителя, не меняют гидравлическое сопротивление и не снижают теплоотдачу. И еще важный момент: установка шаровых кранов позволяет при необходимости отключать радиатор даже во время отопительного сезона.
При установке биметаллических и панельных металлических радиаторов в системах централизованного отопления часто необходима установка фильтров и грязевиков на входе. Они дополнительно будут отфильтровывать взвеси, содержащиеся в теплоносителе. Это станет гарантией того, что каналы в радиаторе не забьются. Только сетки, которые в них стоят придется регулярно чистить: не реже одного раза в месяц.
Они дополнительно будут отфильтровывать взвеси, содержащиеся в теплоносителе. Это станет гарантией того, что каналы в радиаторе не забьются. Только сетки, которые в них стоят придется регулярно чистить: не реже одного раза в месяц.
Подсоединять арматуру можно напрямую: просто вкручивать в соответствующие патрубки; или через переходники — если радиус не совпадает. В свободные коллекторы устанавливают заглушки. Они есть в монтажном комплекте.
Все резьбовые соединения, как минимум, смазывать пастой или герметиком, можно использовать подмотку. Но ее количество должно быть умеренным и закручиваться должно все легко. Много подмотки и значительные усилия — и при эксплуатации и тепловом расширении может образоваться микротрещина, в которую попадет теплоноситель. Она потом превратиться в приличную трещину на коллекторе, а это — течь и замена секции.
Читайте «Как устранить течь отопления или радиатора».
Теперь радиатор навешиваете на крепления. Обязательно проверяете его вертикальность и горизонтальность, при необходимости корректируете положение держателей. Отопительный прибор должен висеть строго горизонтально. Допускается небольшой перекос в ту сторону, где установлен воздухоотводчик (верхний коллектор, напротив подключения подачи). Эта сторона может быть на 1 см выше, чем другая. Обратный уклон недопустим.
Отопительный прибор должен висеть строго горизонтально. Допускается небольшой перекос в ту сторону, где установлен воздухоотводчик (верхний коллектор, напротив подключения подачи). Эта сторона может быть на 1 см выше, чем другая. Обратный уклон недопустим.
Подключение трубопроводов
Часто возникает вопрос: как правильно установить батарею отопления. Схем с боковым подключением несколько, но наиболее эффективными и распространенными являются только три:
Подробнее о схемах подключения радиаторов читайте тут.
При недостаточной теплоотдаче радиаторов первая идея, которая приходит в голову — увеличить количество секций. Но такая мера может не улучшить, а лишь ухудшить ситуацию. Поможет или замена типа подключения на более эффективный (диагональный) или (проще реализуется) установка удлинителя потока.
Это длинная трубка со сгоном, которая вставляется в коллектор подачи. Она проводит теплоноситель дальше, в результате он распределяется равномернее. Длина трубки — или до ¾ ширины радиатора или до середины последней секции. В разных ситуациях лучше работают разные варианты. Первым делом ставьте до последней секции, если результат «не очень» обрежьте кусок трубки. Это очень эффективный способ повысить теплоотдачу, если радиатор плохо греет. Лучше может сработать только изменение подключения на диагональное, но технически это реализуется сложнее — нужно работать с трубами. А удлинитель потока просто ставится в футорку (переходник).
В разных ситуациях лучше работают разные варианты. Первым делом ставьте до последней секции, если результат «не очень» обрежьте кусок трубки. Это очень эффективный способ повысить теплоотдачу, если радиатор плохо греет. Лучше может сработать только изменение подключения на диагональное, но технически это реализуется сложнее — нужно работать с трубами. А удлинитель потока просто ставится в футорку (переходник).
Теперь вы знаете и как поменять батареи в квартире или доме, и как увеличить их теплоотдачу. Непросто это, но и специальное образование не требуется.
Возможно, вам интересно будет прочесть «Как устранить течь радиатора«.
Итоги
Замена батарей отопления — не самый простой, но и не самый сложный процесс. В квартире это делать сложнее во-первых, из-за юридических тонкостей, во-вторых, из-за более тяжелых условий эксплуатации. Тем не менее с заменой радиаторов отопления своими руками можно справиться даже не специалист.
что делать и как устранить течь?
Если потекла чугунная батарея отопления, не стоит откладывать устранение протечки в долгий ящик. В такой ситуации главное – немедленно принимать меры. Иначе все закончится ремонтом и судебными исками от соседей.
Содержание статьи
- Почему возникают течи в чугунных батареях
- Какие протечки батарей бывают
- Как устранить течь в чугунной батарее
- Кто должен чинить пострадавшую батарею
- Как заделать трещину или свищ на секции
- Как заделать течь между секциями чугунной батареи
- Как устранить подтекание из-под контргайки
- Протечки, связанные с запорно-регулировочной арматурой
- Профилактический уход за чугунными радиаторами
Почему возникают течи в чугунных батареях
Хотя радиаторы из чугуна прочные и долговечные, они тоже протекают. Нарушение герметичности вызывают разные причины:
- Естественный износ – чугунный корпус постоянно контактирует с водой, поэтому постепенно окисляется и разрушается.
 Хотя у чугуна высокая коррозионная стойкость – всего 0,25 мм/год, батареи из него редко служат больше 25-35 лет.
Хотя у чугуна высокая коррозионная стойкость – всего 0,25 мм/год, батареи из него редко служат больше 25-35 лет. - Высокое давление – особенно опасны его резкие скачки – гидроудары. Чугун выдерживает до 11-12 атмосфер, однако сильные перепады давления, особенно постоянно повторяющиеся, приводят к его разрушению.
- Высокая температура. Для отопителей губителен перегрев, возникающий в отопительных сетях многоквартирных домов из-за некорректной работы тепловых пунктов. В норме теплоноситель должен охлаждаться до 80-90 градусов и только потом подаваться в трубы. Но вода нередко поступает в слишком горячей или даже закипает в теплоцентрали. От этого портятся все теплокоммуникации, включая радиаторы.
- Неправильно проведенный монтаж. Чугунные батареи очень тяжелые, масса одной секции с водой достигает 7 кг. При неправильной установке радиаторы перекашиваются. В местах перекосов возникает усталость металла, приводящая к его разрушению. Появляются трещины и свищи.

- Износ и деформация уплотнителей – сантехнического льна, фум-ленты, прокладок и сальников. Из-за этого текут стыки батарей с трубами, межсекционные соединения и краны.
- Замерзание теплоносителя – возникает при отключении отопления. Вода в трубах при превращении в лед увеличивается в объеме и разрывает чугун. На стенках появляются огромные дыры, портятся трубы и запорная арматура. Поврежденные элементы отремонтировать практически невозможно.
- Низкое качество теплоносителя – качество воды в системах теплоснабжения МКД регулируется документом РД 24.031.120-91, утвержденным Министерством тяжелого машиностроения. В нем четко оговорены параметры воды, поступающей в теплосистемы. К сожалению, теплоноситель в многоквартирных домах очень часто не соответствует нормативным данным, что приводит к порче радиаторов.
Какие протечки батарей бывают
Существует несколько типичных протечек радиаторов, каждая из которых вызывается определенными причинами:
- Трещины и свищи на поверхности секцией появляются из-за коррозии.

- Разрывы чугуна образуются при замерзании воды внутри системы и скачках давления.
- Протечки между секциями возникают из-за разрушения чугуна и износа межсекционных прокладок.
- Подтекания из-под гайки в местах стыков с входной и выходной трубой образуются из-за окисления чугуна, разрушения и деформации уплотнителей.
- Нарушение герметичности кранов и другой запорной арматуры – кроме естественного износа, провоцируются гидроударами, скоплением грязи, неправильной эксплуатацией.
Познакомьтесь с радиаторами теплоприбор
Смотреть видео
Преимущества радиаторов ТЕПЛОПРИБОР
Надежные и долговечные
— функционируют при показателях давления 16–20 атм. и выдерживают скачки до 30 атм. Срок их службы – от 25 лет.
Имеют длительную гарантию
— на алюминиевые модели – 10 лет,
а на биметаллические – 15 лет.
Состоят из российских материалов на 90%
– работаем с сырьем, получаемым напрямую от ведущих плавильных предприятий России, и отечественными составляющими.
Подходят для различных отопительных cистем
– можно устанавливать в однотрубные, двухтрубные, автономные теплосистемы с верхним и нижним подключением.
Легкие и компактные
– предприятие производит радиаторы
с массой одной секции от 1,06 до 1,94 кг. Их размер колеблется от 400х80х90 до 567х80х90 мм.
Мощные
– теплоотдача 500-миллиметровых изделий составляет 185 Вт – 191 Вт,
а 350-миллиметровых – 134-138 Вт. По этому показателю они не уступают мировым брендам.
Все протечки, вне зависимости от их причины и локализации, нужно устранять как можно быстрее. Даже небольшое подтекание может быстро превратиться в горячий потоп.
Как устранить течь в чугунной батарее
В первую очередь, нужно собрать вытекающий теплоноситель. Для этого подставьте таз, ведро или другую емкость. При разбрызгивании воды накройте батарею одеялом, концы которого опустите в таз или ведро.
Параллельно перекройте поступление воды. Если на трубе рядом с батареей установлен запорный кран, просто поверните его.
Если запорная арматура установлена на лестнице или в подвале, позвоните в диспетчерский отдел управляющей компании. Номера телефонов аварийных служб есть на стендах в каждом подъезде, а если их нет, посмотрите информацию в интернете на сайте УК. Вызов зафиксируют в аварийном журнале, и по указанному адресу выедет сотрудник, который перекроет подающую линию. Владельцы частных домов перекрывают тепловые линии самостоятельно.
Кто должен чинить пострадавшую батарею
Согласно Постановлению Правительства РФ от 13.08.06 № 491 в редакции от 29.06.2020 г., этим должна заниматься управляющая компания. Разговоры о том, что УК ремонтирует батареи только в случае, если между ними и общедомовой системой не установлен запорный кран, противоречит закону.
Согласно п 6 ст.1 Постановления №491, стояки, радиаторы, запорная арматура, и другое оборудование расположенное на коллективных сетях, относится к общедомовому имуществу и должно обслуживаться управляющей компанией. Наличие запорного вентиля там не оговаривается. Такой же позиции придерживаются Минрегион России и Верховный суд.
Наличие запорного вентиля там не оговаривается. Такой же позиции придерживаются Минрегион России и Верховный суд.
Владельцы частных домовладений организовывают ремонт своими силами или с привлечением сторонних специалистов, даже если дом присоединен к линии центрального теплоснабжения.
Если во время ремонта был перекрыт кран в подвале или подъезда, сразу после окончания ремонта снова вызовите мастера, который его откроет. Длительное отключение тепловой линии может вывести из строя батареи во всем стояке.
Большинство методов самостоятельного устранения дефектов в радиаторах дают временный эффект. Без квалифицированного ремонта такой отопитель будет постоянно подтекать. Поэтому после окончания отопительного периода нужно пригласить специалиста, который обследует пострадавшую батарею и заварит поврежденный чугун. Тепловые приборы, установленные 25-30 лет назад, лучше заменить, поскольку велика вероятность, что из-за износа металла ситуация повторится.
Как заделать трещину или свищ на секции
Метод, которым можно устранить дефект, зависит от размера повреждения. Небольшую дырочку достаточно заткнуть деревянным колышком, а линейные дефекты заделывают холодной сваркой. Крупные повреждения на чугуне ремонтировать бесполезно – лучше не тратить время и купить новый радиатор.
Небольшую дырочку достаточно заткнуть деревянным колышком, а линейные дефекты заделывают холодной сваркой. Крупные повреждения на чугуне ремонтировать бесполезно – лучше не тратить время и купить новый радиатор.
1. Применение деревянного колышка.
Чтобы заткнуть отверстие, надо слегка рассверлить образовавшийся свищ и воткнуть в него заранее подготовленный кусочек дерева. Плотный, но хрупкий чугун сложно сверлить. Для работы понадобятся мощная высокооборотная дрель и победитовые сверла. Во время сверления обязательно делайте перерывы и не допускайте перегрева металла. Иначе чугун разрушится еще сильнее, а сверло сломается. После сверления обработайте края отверстия герметиком, который замедлит коррозию и закрепит колышек внутри корпуса.
2. Холодная сварка.
При покупке средства убедитесь, что выбранное средство подходит для чугуна. Перед использованием очистите место протекания от краски, ржавчины и просушите феном. Смешайте компоненты холодной сварки согласно инструкции, и нанесите смесь на поврежденное место.
Вновь подключать отопление можно только после полного застывания композита. Метод подходит только для небольших дефектов – крупные повреждения таким способом заделать невозможно.
Как заделать течь между секциями чугунной батареи
Повреждения в этой зоне возникают из-за коррозии металла корпуса, разрушения ниппелей и прокладок, установленных между секциями. Для устранения подтеканий нужно устранить возникшие неисправности.
Устранить проблему можно несколькими способами:
- Заделать проржавевшее место заплаткой из бинта и термостойкого клея для склеивания металла. Смочите бинт или кусок тряпочки клеящим составом и крепко обмотайте место протекания. Радиатором можно пользоваться только после полного высыхания материалов.
- Наложить гипсово-цементную повязку. Возьмите поровну гипса и цемента, разведите смесь водой, чтобы получился состав, напоминающий густую сметану. Смочите этой смесью бинт или полоску хлопчатобумажной ткани и обмотайте поврежденное место.
- Используйте порошковый герметик. Наиболее удобны марки, предназначенные для склеивания влажных поверхностей. Подготовьте герметизирующий состав согласно инструкции, и наложите его на поврежденный стык. Можете использовать жидкий герметик, которым просто залейте поврежденное место. Не включайте воду, пока средство полностью не высохнет.
Те, кто имеет навыки домашнего мастера, слесарный инструмент и имеет обращаться с ключами, могут заменить внутренние ниппели и прокладки на них. Работать с тяжелым чугуном удобнее при наличии помощника.
Перед ремонтом снимите радиатор с кронштейнов и уложите его на прочную поверхность. Разберите корпус, чтобы добраться до поврежденного стыка. Для этого понадобятся два радиаторных ключа. Вставьте их внутрь секций слева и справа, чтобы открутить ниппели в месте протекания. Можно откручивать одним ключом, поочередно вставляя его с каждой стороны.
При работе нужно одновременно откручивать два ниппеля и сдвигать секции без перекоса относительно друг друга. Разобрать старый чугунный отопитель довольно сложно, поэтому придется применять силу. Не нужно снимать каждую секцию, достаточно демонтировать весь фрагмент батареи до места, где она течет.
Разобрать старый чугунный отопитель довольно сложно, поэтому придется применять силу. Не нужно снимать каждую секцию, достаточно демонтировать весь фрагмент батареи до места, где она течет.
После разборки замените поврежденную прокладку или проржавевший ниппель и соберите батарею заново теми же ключами. Установите радиатор обратно на кронштейны и включите воду. Протечка должна исчезнуть.
Замена межсекционных ниппелей и прокладок – сложная процедура. При отсутствии уверенности в своих силах лучше не пытаться починить поломку самостоятельно, а вызвать специалиста. Не имея нужных навыков, можно повредить батарею, испортить трубы и даже получить травму.
Как устранить подтекание из-под контргайки
Причина, по которой капает жидкость из-под контргайки – отхождение трубы от радиатора. Такая ситуация вызывается несколькими причинами:
- Выходом из строя уплотнителя в месте соединения.
- Коррозией – проржаветь может радиатор на стыке, труба или сама контргайка.

- Механическим воздействием – если кто-то случайно встанет ногой на трубу, идущую к батарее, или поставит на нее что-то тяжелое, из-под контргайки потечет вода.
Способ устранения дефекта зависит от его причины, поэтому сначала нужно выяснить, почему потек стык. Газовым ключом открутите контргайку, удалите старую смазку и подмотку. Осмотрите место протекания. Обратите внимание на целостность металла, наличия ржавчины или трещин:
- Если место подтекания целое, намотайте новый льняной уплотнитель, смазанный герметиком, или фум-ленту. Накрутите контргайку на место. Откройте подачу воды. Подтекание должно прекратиться.
- Если течь вызвана разрушением шайбы-втулки, расположенной внутри корпуса, или контргайки, замените их новыми.
- При протеканиях, вызванных коррозией трубы, сдвиньте контргайку, обрежьте дефектный участок и плашкой подкрутите несколько новых ниток резьбы. Чтобы облегчить работу, смажьте это место техническим маслом. Затем намотайте на трубу новый уплотнитель и закрутите все обратно.

Узнать еще больше о ремонте можно из статьи о протечках других видов радиаторов.
Протечки, связанные с запорно-регулировочной арматурой
На большинстве старых чугунных батарей установлены запорные краны, позволяющие закрыть воду после протечки и спустить воздух. Они, в основном, текут из-за износа прокладок.
Ремонтировать запорные шаровые устройства нерентабельно – комплектующие к ним подобрать сложно, и велика вероятность, что протекание после ремонта усилится. Поэтому лучше сразу купить новый кран – тем более, что его стоимость невелика.
Чугунные радиаторы часто оснащают регулировочными кранами. Их ставят на подающую линию для регулировки температуры или позади батареи – для устранения воздушных пробок.
Причины их поломки – износ прокладок, сальников или букс. При возникновении неполадок нужно определить причину подтекания:
- Если кран не только течет, но и не регулирует подачу воды – в нем износились прокладки. Нужно выкрутить вентиль, вращая его против часовой стрелки, снять изношенную прокладку и заменить ее новой.
 Затем подмотать уплотнитель под уплотнительную кромку и собрать кран обратно.
Затем подмотать уплотнитель под уплотнительную кромку и собрать кран обратно. - Подтекание воды между гайкой и стержнем вентиля указывает на износ уплотнительного сальника. В таких случаях бывает достаточно подкрутить корпус головки, чтобы протечка исчезла. Если это не помогло, потребуется поменять сальник или буксу.
Подробнее о ремонте этих устройств можно прочитать в статье о протечках кранов на отопительных приборах.
Оптимальное решение – вместо изношенного регулировочного крана на верхней части корпуса установить современный воздухоотводчик, который автоматически ликвидирует образующиеся воздушные пробки.
Профилактический уход за чугунными радиаторами
Чтобы чугунные батареи не текли в холодное время, надо ухаживать за ними летом. Вне отопительного сезона обязательно осмотрите батареи. При обнаружении трещин, проржавевших участков, следов подтеканий и проблем с запорно-регулировочной арматурой пригласите специалиста, который заварит чугун и заменит краны. Нередко правильнее бывает заменить старые проржавевшие радиаторы новыми, более современными.
Нередко правильнее бывает заменить старые проржавевшие радиаторы новыми, более современными.
Батареи, послужившие 25-30 лет, нужно менять, даже если они не текут. Эти изделия отслужили свой срок, и в любой момент могут доставить неприятности. Желательно заменить и ржавые трубы. Тогда можно не бояться протечек в холодное время года.
Не пропустите новые статьи!
Подпишитесь на нашу рассылку
Видео о радиаторах отопления
Вам будет интересно
Замена батареи AirPods — Руководство по ремонту iFixit
Автор: REWA (и еще один участник)
- Избранное: 3
- Завершено: 27
Сложность
Сложный
Шаги
10
Необходимое время
1 час
Секции
1
- Замена батареи AirPods 10 шагов
Флаги
1
Руководство, созданное участниками
Это руководство создал замечательный член нашего сообщества. Персонал iFixit не управляет им.
Персонал iFixit не управляет им.
- Назад AirPods
- Полный экран
- Опции
- История
- Скачать PDF
- Править
- Перевести
- Встроить это руководство
Ремонт AirPods всегда был проблемой не только для владельцев ремонтных мастерских, но и для Apple. Политика послепродажного обслуживания Apple в настоящее время заключается в замене AirPods, которые непосредственно соответствуют стандартам послепродажного обслуживания, на новые. С точки зрения пользовательского опыта такой подход может обеспечить удовлетворенность пользователя, но он также отражает сложность ремонта. Сегодня наш курс по ремонту посвящен замене аккумулятора AirPods 1.9.0003
Политика послепродажного обслуживания Apple в настоящее время заключается в замене AirPods, которые непосредственно соответствуют стандартам послепродажного обслуживания, на новые. С точки зрения пользовательского опыта такой подход может обеспечить удовлетворенность пользователя, но он также отражает сложность ремонта. Сегодня наш курс по ремонту посвящен замене аккумулятора AirPods 1.9.0003
Обзор видео
Узнайте, как отремонтировать AirPods, из этого видеообзора.AirPods 1 и 2 имеют цилиндрические батареи, которые вставляются непосредственно в корпус. Нам нужно использовать термофен со спиральным потоком воздуха, чтобы нагреть металлическую крышку, чтобы извлечь батарею.
 org/HowToDirection»>
org/HowToDirection»>Обратите внимание, что вертикальный ветер использовать нельзя, так как он слишком концентрированный и может легко повредить корпус.
Установите температуру термофена на 100 ℃ и воздушный поток на 7. Переключитесь на винтовой поток.
Поместите наушники AirPods 20 мм вокруг фена и нагревайте металлический колпачок в течение 3 минут. В процессе нагрева нам нужно постоянно переворачивать AirPods, чтобы нагревать их равномерно.
Редактировать
org/HowToDirection»>
Обратите внимание на черный гибкий кабель, когда поддеваете металлический колпачок. Прикрепите AirPods к держателю и продолжайте удалять клей пинцетом. Чтобы вынуть аккумулятор, необходимо полностью удалить клей.
Можно добавить небольшое количество спирта для облегчения удаления клея.
Нагрейте паяльником и приподнимите катод батареи.
 Пожалуйста, не прикасайтесь к алюминиевой фольге при нагреве, чтобы не повредить пластиковый корпус. Поскольку анод батареи находится с другой стороны катода гибкого кабеля, нам нужно приподнять гибкий кабель.
Пожалуйста, не прикасайтесь к алюминиевой фольге при нагреве, чтобы не повредить пластиковый корпус. Поскольку анод батареи находится с другой стороны катода гибкого кабеля, нам нужно приподнять гибкий кабель.Продолжайте наносить небольшое количество Paste Flux. Нагрейте паяльником, чтобы отделить анод батареи от гибкого кабеля.
Снимите анодную пластину батареи с помощью кусачек.
Редактировать
Удалите лишний клей.
Для облегчения последующей установки полностью удалите клей вокруг металлического колпачка.Нанесите олово на анод батареи с помощью паяльника.
Редактировать
Вставьте аккумулятор в AirPods.
Обратите внимание, что анод батареи должен совпадать с контактной площадкой анода на гибком кабеле.
Прикрепите AirPods к держателю и изолируйте алюминиевой фольгой.
Нагрейте паяльник, чтобы припаять анод батареи к гибкому кабелю.
Редактировать
После пайки прижмите гибкий кабель вниз. Поместите анод батареи на место и нагрейте паяльником для пайки.
Затем мы помещаем AirPods в чехол для зарядки для проверки. AirPods можно заряжать.
Нанесите клей B7000 на нижнюю часть наушников AirPods.
Редактировать
org/HowToDirection»>
Закройте металлическую крышку и закрепите ее лентой. Примерно через 1 час клей схватился, и мы сняли ленту.
Поместите AirPods в чехол для зарядки для проверки. AirPods могут соединяться с телефоном и воспроизводить музыку.
Снимите AirPods, и музыка остановится. Аккумулятор успешно заменен.
Редактировать
Редактировать
Почти готово!
Чтобы заменить батарею AirPods, используйте термофен со спиральным потоком воздуха, чтобы нагреть металлический колпачок. Подденьте металлический колпачок сбоку буквой L после прогрева в течение примерно трех минут. Затем удалите клей и будьте осторожны, чтобы не повредить гибкий кабель. После удаления клея защитите пластиковый корпус алюминиевой фольгой и отделите катод и анод батареи от гибкого кабеля. Чтобы извлечь аккумулятор, продолжайте нагревать нижнюю часть AirPods и извлеките аккумулятор обновленным пинцетом. Наконец, мы устанавливаем новую батарею, припаиваем катод и анод батареи и фиксируем клеем.
Заключение
Чтобы заменить батарею AirPods, используйте термофен со спиральным потоком воздуха, чтобы нагреть металлический колпачок. Подденьте металлический колпачок сбоку буквой L после прогрева в течение примерно трех минут. Затем удалите клей и будьте осторожны, чтобы не повредить гибкий кабель. После удаления клея защитите пластиковый корпус алюминиевой фольгой и отделите катод и анод батареи от гибкого кабеля. Чтобы извлечь аккумулятор, продолжайте нагревать нижнюю часть AirPods и извлеките аккумулятор обновленным пинцетом. Наконец, мы устанавливаем новую батарею, припаиваем катод и анод батареи и фиксируем клеем.
Отменить: я не завершил это руководство.
Это руководство заполнили еще 27 человек.
Автор
с 1 другим участником
Значки: 14
+11 еще значков
kWeld – Аккумуляторная точечная сварка следующего уровня
Если вы хотите сделать свои собственные аккумуляторные блоки из литий-ионных круглых элементов, то вам придется решить проблему соединения отдельных элементов. Пайка проводов к ним не вариант, потому что требуемый длительный нагрев на выводах батареи имеет тенденцию повреждать внутреннюю структуру элемента.
Я столкнулся именно с этой проблемой и узнал, что наиболее распространенным методом соединения элементов между собой является приваривание к ним полос из никеля или никелированной стали с помощью точечной сварки.
Принцип их работы заключается в пропускании электрического тока через металлическую полосу и язычок батареи. Поскольку металлы имеют электрическое сопротивление, этот ток заставляет материал плавиться вместе. Расплавленный металл должен занимать лишь небольшую площадь, чтобы предотвратить повреждение батареи. Это достигается за счет использования высокого тока, что позволяет получать очень короткие импульсы.
Так как это сложная задача, профессиональные сварщики начинают с нескольких тысяч долларов. Есть более дешевые модели от китайской фирмы, но я отказался от этого варианта… Поскольку я инженер-электронщик с немалым опытом в силовой электронике, я решил разработать свой собственный сварочный аппарат. Он должен быть доступным для домашних мастеров, более мощным и надежным, чем аналогичные конструкции, и простым в использовании.
И мне не понравилось, что, казалось бы, все точечные сварщики используют предустановленную длину импульса для установки интенсивности сварки. Протекающий ток обычно нельзя регулировать, вместо этого он зависит от электрического сопротивления самого места сварки. И это зависит от довольно многих факторов, таких как загрязнение, коррозия и механическая сила, с которой металлы сталкиваются друг с другом. Результатом является изменение количества энергии (= тепла), которое идет на сварку, что приводит к противоречивым результатам. Чтобы смягчить этот эффект, современные сварщики используют два или более импульсов, чтобы размягчить металлы и выжечь любые загрязнения.
Но есть гораздо более простой способ получения однородных сварных швов: если количество энергии, подаваемой в точку сварки, остается постоянным, то каждый раз расплавляется одно и то же количество металла. Это то, что делает kWeld . Нет необходимости экспериментировать с временными интервалами или количеством импульсов очистки. Вы просто набираете желаемое количество энергии и начинаете работать. Устройство автоматически регулирует длительность импульса для достижения одинакового результата при каждом сварном шве.
На этом рисунке показан результат сварки полос никеля толщиной 0,15 мм с ячейками 18650 (источник: форум eevblog, пользователь «romantao»): толщиной до 0,3 мм. Но он также достаточно проворен для сварки тонких медных проволок при низких энергиях. На следующем рисунке показана тонкая медная проволока, приваренная к стальному стержню толщиной 2 мм:
кВт Weld 9Система 0283 доступна в виде комплекта для самостоятельной сборки в моем магазине: https://www.keenlab.de/index.php/product-category/kspot-welder-kit/
Инструкции по сборке и эксплуатации доступны для загрузки здесь :
https://www. keenlab.de/wp-content/uploads/2018/07/kWeld-assembly-manual-r5.0.pdf
https://www.keenlab.de/wp-content/uploads/ 2018/07/kWeld-operation-manual-r3.0.pdf
Прошивку системы можно обновить, что позволит вам воспользоваться новыми функциями или улучшениями.
Последняя прошивка доступна для загрузки здесь:
https://www.keenlab.de/wp-content/uploads/2019/01/1
Этот инструмент https://www.keenlab.de/index .php/product/kweld-firmware-update-tool/ требуется для подключения kWeld к компьютеру.
Необходимый блок питания для сварщика не входит в комплект. В идеале он должен иметь выходное напряжение от 5 до 15 В постоянного тока и должен обеспечивать ток не менее 1500 А при коротком замыкании в течение нескольких десятков миллисекунд. Поскольку добиться этого довольно сложно, в следующем списке приведены некоторые рекомендации:
- Литий-полимерный аккумулятор Turnigy nano-tech 3S/5000 мА·ч/130C (ссылка). Я провел стресс-тестирование одного из них в течение нескольких полных циклов разрядки, и после этого он не показал видимых вздутий. Измеряемый ток 1300-1500 ампер.
- Turnigy graphene 3S/6000mAh/65C Литий-полимерный аккумулятор (ссылка). Они не показывают никакого вздутия после нескольких циклов полной разрядки, но у меня пока нет данных об их продолжительности жизни. Нынешний уровень сравним с моделью нанотехнологий.
- Ultracell UXL65-12 (ссылка). Согласно отзывам пользователей, ток, указанный прибором kWeld , составляет приблизительно 1000 А при тестировании с никелевыми полосками толщиной 0,15 мм.
- Bosch SMT 31-100 (ссылка). Согласно отзыву пользователя, сварочный ток, сообщаемый kWeld , составляет приблизительно 1400 А.
ПРЕДУПРЕЖДЕНИЕ: Литий-полимерные аккумуляторы потенциально опасны. Если они выходят из строя внутри, они могут самовозгораться. Поэтому настоятельно рекомендуется постоянно контролировать их во время использования, а также во время зарядки, а также хранить их в пожаробезопасном контейнере, когда они не используются.
При использовании этой системы вы имеете дело с очень высоким уровнем энергии, что может привести к травме или возгоранию при неправильном обращении. Примите соответствующие меры безопасности и используйте эту систему с осторожностью. Никогда не оставляйте его без присмотра во время работы.
Этот продукт содержит мелкие детали, хранить в недоступном для детей месте!
Эта система создает значительные магнитные поля, не используйте ее, если у вас есть кардиостимулятор!
Аппаратные функции (новые функции выделены в полужирный ):
- Входное напряжение для сварки: 4 В — 30 В постоянного тока, позволяет использовать суперконденсаторы
- Чрезвычайно прочный силовой ключ на основе полевого МОП-транзистора и конструкция механической шины тока
- Предохранитель защиты от перенапряжения внутреннего источника питания
- Максимальный ток переключения: 2000 А
- Внутреннее сопротивление переключателя питания: 120 мкОм
- Аппаратный сторожевой таймер длительностью импульса: 250 мс
- Блокировка по пониженному напряжению для транзисторов силового ключа
- Измерение входного напряжения, выходного напряжения, тока переключения и напряжения питания логики
- Питание логики напрямую от основного источника питания — нет необходимости в отдельном вспомогательном источнике питания
- Винтовая клемма для внешнего переключателя
- Задерживающий конденсатор питания логики во время срабатывания импульса Пользовательский интерфейс
- через ЖК-дисплей, циферблат/энкодер и звуковой сигнал
Функции программного обеспечения (новые функции выделены жирным шрифтом ):
- Алгоритм централизованного управления сваркой использует метод измерения Джоуля вместо простого таймера, что устраняет необходимость в двухимпульсном поджигании и обеспечивает более стабильные сварные швы — количество энергии, осаждается в месте сварки всегда поддерживается постоянным
- Возможность обнаружения неудачного сварного шва и акустическая обратная связь с пользователем
- Процедура калибровки для устранения потерь электродного провода
- Ручной режим, запуск от внешнего переключателя
- Автоматический режим, сопровождаемый предупреждающим звуком и срабатывающий с настраиваемой задержкой , когда система определяет, что оба электрода находятся в постоянном контакте со свариваемым материалом
- Звуковой сигнал завершения процесса сварки
- Цифровая обратная связь от выполненного сварного шва, помогающая пользователю достичь наилучших результатов: количество импульсов, количество выделенной энергии, необходимое время импульса для этой энергии, измеренный ток, измеренное омическое сопротивление точки сварки
- Простой и интуитивно понятный пользовательский интерфейс — просто отрегулируйте желаемую энергию сварки до 500 Дж с помощью ручки настройки; опыт точного управления с помощью энкодера
- Меню конфигурации, доступное с помощью кнопки на циферблате
- Контроль перегрузки по току прерывает импульс при срабатывании, защищая выключатель питания
- Контроль батареи с регулируемым напряжением предупреждения
- Контроль работоспособности предохранителя
- Интерфейс обновления прошивки
https://endless-sphere. com/forums/viewtopic.php?f=14&t=89039
http://www.eevblog.com/forum/projects/guesses-on-what-i-am-attempting- здесь/
а так же эти видео обсуждающие эволюцию этой системы:
https://youtu.be/Ceos88VO6p4
https://youtu.be/fWXphoDE_H8
https://youtu.be/JR3GJYScquc
https: //youtu.be/9-CQd02EDIs
https://youtu.be/rQnODV4VQjU
Как спаять батареи и литиевые элементы вместе
Если у вас нет аппарата для точечной сварки и вы не знакомы с новейшими вариантами бессварочных аккумуляторов на рынке, то вам, вероятно, интересно, как паять литиевые аккумуляторы. Как вы, наверное, уже слышали, пайка элементов литий-ионных аккумуляторов не идеальна. В то время как отличное паяное соединение может пропускать такой же ток, как и точечная сварка, если не больше, процесс пайки требует большого количества тепла, которое не рассеивается быстро. Это тепло повреждает клетки, на которые оно попадает, что проявляется в несколько меньшей емкости. В этом случае в будущем могут возникнуть серьезные проблемы из-за дисбаланса групп ячеек.
Если же вы либо очень решительны, либо не имеете другого выбора, то при сборке литиевого аккумулятора пайка, безусловно, возможна.
Для правильной пайки литиевых батарей нужен очень мощный паяльник. На первый взгляд это может показаться парадоксальным, но мощный паяльник способен выполнять операции пайки намного быстрее, в результате чего меньше тепла передается ячейкам от горячего припоя. Работайте быстро, проводя паяльником по ячейкам как можно меньше времени. Если вы собираетесь паять литиевые батареи, нанесите на элемент большое количество флюса, прежде чем прикасаться к нему паяльником. Это гарантирует, что поверхность элемента находится в наилучшем состоянии для пайки, что потребует меньше времени для пайки для хорошего соединения.
В этой статье мы поговорим о том, как паять литиевые батареи. Мы рассмотрим некоторые важные вещи, которые можно и нельзя делать, а также дадим некоторое представление о том, почему пайка литиевых батарей может быть вредной для элементов. Мы также писали о том, как точечно приварить аккумулятор, а также о плюсах и минусах точечной сварки по сравнению с пайкой лития.
Можно ли паять литий-ионные аккумуляторы?
Да, но очень осторожно и очень быстро. Пайка литий-ионных аккумуляторов, таких как элементы 18650 и 21700, приводит к их избыточному теплу в процессе пайки. Это дополнительное тепло наносит небольшой ущерб любой клетке, на которую оно попадает.
Чем дольше данная ячейка или ячейки остаются горячими, тем больше емкости они теряют. Если вы используете маломощный паяльник, который требует длительного времени пайки элемента, он может перегреть батарею и загореться. По этой причине при пайке литиевых батарей необходимо соблюдать крайнюю осторожность, осторожность и умение.
Можно ли припаять напрямую к аккумулятору?
Да. При пайке литий-ионных аккумуляторов элемент почти всегда в той или иной степени повреждается из-за большого количества тепла, выделяемого паяльником. Единственное, что вы действительно можете сделать, это свести к минимуму этот уровень ущерба, но никогда не устранять его полностью.
Еще хуже то, что даже если вы отточите свою технику настолько, чтобы свести к минимуму повреждение клетки, вам придется отточить эту технику еще больше, чтобы гарантировать, что постоянное количество минимально возможное урон наносится каждой ячейке, которую вы припаиваете.
паяный литий-ионный элемент.jpg 71,51 КБ
Сплавление на уровне ячеекСплавление на уровне ячеек — это практика, при которой каждая ячейка имеет плавкую вставку на шину. Это отличается от большинства методов конструирования аккумуляторов, при которых каждая ячейка приваривается к нерасплавленному общему проводнику.
Пайка, как правило, используется для плавления на уровне ячеек, но в настоящее время есть несколько онлайн-продавцов, которые производят и продают листы никеля с врезанными в них плавкими предохранителями. Эти инновационные продукты позволяют выполнять сплавление на уровне ячеек без необходимости иметь дело с вопиющими недостатками, которые возникают при пайке литиевых батарей.
Если вы планируете паять литиевые батареи, вам понадобится очень мощный паяльник. Не 65, 75 и даже не 85 Вт. Чтобы припаять литиевую батарею, вам потребуется не менее 100 Вт мощности на наконечнике. Имея в своем распоряжении трехзначные числа ватт, необходимо иметь возможность попасть туда, установить отличное соединение и быстро доставить вас.
Это может показаться нелогичным, но лучший паяльник для литий-ионных аккумуляторов будет самым горячим. Тот факт, что проблема заключается в нагреве, может натолкнуть на мысль, что более горячий паяльник будет хуже для пайки литиевых батарей, но это будет означать, что вам придется потратить гораздо больше времени на нагрев элемента, чтобы припой правильно расплавился.
Что следует учитывать при пайке литий-ионных аккумуляторов Пайка литий-ионных аккумуляторов, как правило, не рекомендуется, поскольку тепло, выделяемое при пайке, может повредить аккумулятор и привести к возгоранию. Если аккумулятор необходимо паять, это должен делать профессионал, имеющий опыт работы с литий-ионными аккумуляторами.
Вот общий обзор действий по безопасной пайке литий-ионного аккумулятора, но не рекомендуется делать это самостоятельно:
Используйте паяльник высокой мощностиИспользуйте паяльник высокой мощности (100 ватт или более), чтобы свести к минимуму время, необходимое для нахождения паяльника в контакте с батареей.
Быстрая пайкаДержите паяльник в контакте с батареей как можно меньше времени, чтобы свести к минимуму тепловые повреждения.
Остерегайтесь дымаВ отличие от точечной сварки, при пайке выделяется большое количество дыма. Поэтому при пайке литий-ионных аккумуляторов обязательно работайте в хорошо проветриваемом помещении, чтобы избежать вдыхания токсичных паров, выделяемых аккумулятором.
Пожарная безопасность Держите поблизости огнетушитель на случай чрезвычайной ситуации. Также важно отметить, что пайка литий-ионных аккумуляторов может быть опасной, и важно соблюдать все необходимые меры предосторожности, включая ношение соответствующих средств индивидуальной защиты.
Гораздо безопаснее и эффективнее использовать аппарат для точечной сварки литий-ионных аккумуляторов, специально разработанный для этой цели. Кроме того, использование аппарата для точечной сварки практически не представляет риска повреждения элементов, если мощность сварки не слишком высока.
Как паять литиевые батареи
Паять литий-ионные батареи требует большой осторожности и навыков. Вы не можете просто научиться делать это на своей первой сборке. Это просто невозможно. Это связано с тем, что тип пайки, который необходимо выполнить, и это трудно сказать, «правильно» припаять литий-ионные аккумуляторы, является чрезвычайно квалифицированным типом пайки, для правильного выполнения которого требуется большой опыт.
Это отличается от точечной сварки, когда после нескольких настроек вашего сварочного аппарата и изучения того, какое давление использовать, можно легко выполнять отличные соединения. При обучении точечной сварке все, что требуется, — это несколько элементов, чтобы выполнить пробную сварку, чтобы получить достаточно хорошие результаты, чтобы иметь возможность без проблем сваривать литий-ионный аккумулятор.
При пайке литиевой батареи вы должны быть очень быстрыми при подаче тепла к ячейке, и вы должны быть очень уверены в соединении, которое вы делаете. Если вы никогда раньше не паяли, вы не сможете научиться этому, проведя несколько тестов на нескольких элементах. Тип паяльных работ, необходимый для правильной пайки литиевых батарей, — это ремесло, которому необходимо учиться в течение длительного периода времени.
Если, с другой стороны, вы очень опытный паяльщик и хотите научиться паять литий-ионные аккумуляторы, вам повезло. Если вам абсолютно необходимо это сделать и если вы действительно хорошо владеете паяльником, то можно паять литиевые батареи.
Шаги по правильной пайке литий-ионных аккумуляторов
Опять же, вам действительно не следует паять литий-ионные аккумуляторы, если в вашем проекте нет особых требований к этому, поскольку это может быть опасно для вас и элемента. Если вам абсолютно необходимо, вот общий обзор шагов, необходимых для пайки литий-ионного аккумулятора:
Шаг 1: При необходимости разберите аккумулятор, чтобы добраться до элементов.
Шаг 2: Очистите концы ячейки, чтобы при пайке можно было обеспечить надежное и прочное соединение.
Шаг 3: Включите паяльник и дайте ему полностью нагреться. Независимо от того, что говорит дисплей температуры (если он есть у вашего паяльника), просто игнорируйте его и подождите еще несколько минут, чтобы убедиться, что жало полностью пропитано теплом.
Шаг 4: Нанесите большое количество флюса для пайки на рабочую область. Флюс устраняет влияние воздуха в месте пайки, что значительно облегчает пайку. Это обеспечит наилучшее возможное соединение.
Флюс на литиевой ячейке перед пайкой.jpg 89,97 КБ
Шаг 5: Поместите провод или другой проводник на ячейку, где вы будете паять. Затем, используя жало паяльника, надавите на проволоку, чтобы нагреть ее.
размещение проволоки, флюса и железа перед нанесением припоя на ячейку.jpg 121,09 КБ
ПРИМЕЧАНИЕ: Этот шаг не займет много времени. Вам просто нужно ввести тепло в соединение для подготовки к следующему шагу.
Шаг 6: Прижав паяльник к проволоке или другому проводнику, подайте припой прямо в место пайки.
ПРЕДУПРЕЖДЕНИЕ: Не пытайтесь нанести припой на жало паяльника до начала работы. Это кажется удобным способом иметь дополнительную руку, но встроенный флюс сгорает, и это может затруднить пайку. Применение потока на шаге 4 помогает смягчить это, но есть и другие проблемы, вызванные использованием этого метода, и его следует избегать.
Шаг 5: В тот момент, когда припой потечет и вы увидите хорошее соединение, как можно быстрее уберите паяльник и дайте ячейке остыть. На этом этапе полезно иметь вентилятор, чтобы вы могли периодически охлаждать батарею.
литиевый элемент с припаянным проводом.jpg 52,59 КБ
Шаг 6: Визуально проверьте соединение, чтобы убедиться в хорошей пайке. Если вы видите какие-либо примеси в припое или если капля припоя не совсем гладкая и блестящая, вам придется переделать соединение.
тестирование паяных элементов connection.jpg 84,57 КБ
Не могу не подчеркнуть:
Пайка литий-ионных аккумуляторов может быть опасной и всегда наносит какой-то вред аккумулятору. Поэтому крайне важно соблюдать все необходимые меры предосторожности, включая ношение соответствующих средств индивидуальной защиты, и паять литий-ионные аккумуляторы только тогда, когда нет другого выхода.
Можно ли припаять вместо точечной сварки литий-ионный аккумулятор?
Несмотря на то, что можно припаять литиевые батареи, это обычно рассматривается как крайняя мера. Точечная сварка на самом деле производит гораздо больше тепла, чем пайка, однако это тепло чрезвычайно локализовано и существует всего несколько миллисекунд. Пайка, напротив, в целом более медленный процесс, чем точечная сварка.
Таким образом, тепло, выделяемое в процессе пайки, оказывает гораздо большее влияние на здоровье клетки, чем более интенсивное, но гораздо более короткоживущее и сильно локализованное тепло, выделяемое в процессе сварки.
Вредит ли пайка 18650?
Да. Нет никакого способа избежать повреждения элементов 18650, если вы их припаяете. Использование лучших методов пайки литиевых батарей сводит к минимуму причиняемый ущерб.
Пайка так же надежна, как сварка?
По сравнению с точечной сваркой пайка обеспечивает более прочное соединение. Таким образом, физически пайка прочнее точечной сварки. При хорошей пайке пайка может быть даже электрически прочнее, чем точечная сварка.
Проблема с пайкой литиевых батарей заключается в том, что тепло от процесса пайки до некоторой степени повреждает элементы. Он не только повреждает клетки, но в большинстве случаев повреждает клетки в непостоянной степени. Впоследствии это может привести к нарушению баланса аккумуляторной батареи.
Если вы хотите собрать литий-ионный аккумулятор, но у вас нет доступа к точечному сварщику, вы можете спаять литиевые аккумуляторы вместе. Это не невозможно, но если вы хотите паять литий-ионный аккумулятор, вам нужно действительно знать, что вы делаете, и в первую очередь вам нужно иметь большой опыт пайки. Как бы вы ни умели это делать, пайка литий-ионных аккумуляторов всегда будет влиять на их емкость.
Кроме того, емкости ячеек будут непоследовательно затронуты из-за нескольких факторов, влияющих на процесс пайки. Это правда, что отличное паяное соединение может пропускать такой же ток, как и точечная сварка, но процесс точечной сварки выделяет значительно меньше тепла в ячейку. При пайке припой очень долго остается горячим. Это тепло неизбежно повредит клетки, до которых оно доберется, то есть все клетки.
Чтобы иметь возможность паять литиевые батареи, вам понадобится чрезвычайно мощный паяльник мощностью 100 Вт и более. Паяльник с высокой мощностью может паять намного быстрее, чем паяльник с более низким охлаждением, что приводит к меньшему нагреву элементов. Припаяйте соединения к ячейкам как можно быстрее, чтобы как можно меньше времени проводить с паяльником в контакте с ячейками батареи. Обязательно используйте большое количество флюса, чтобы поверхность ячейки была в наилучшем состоянии для легкого приема припоя.
Мы надеемся, что эта статья помогла вам узнать все, что вам нужно знать о том, как паять литиевые батареи. Спасибо за прочтение!
Методы сварки язычка батареи | Laserax
Сварка лепестков — важный процесс для хорошей работы аккумуляторов. Оплошности могут снизить производительность и запас хода батареи, уменьшить ее механическую прочность, снизить тепловую эффективность и даже вызвать проблемы с безопасностью.
Различные методы сварки используются для выполнения всех необходимых соединений вывод-клемма (фольга-вывод, вывод-шина и т.д.). Эти методы включают ультразвуковую сварку, лазерную сварку, контактную сварку и микросварку ВИГ. . Подходит ли один метод лучше, чем другой, зависит от требований, таких как сочетание материалов и толщина выступа.
Что такое вкладка батареи?
Выводы или клеммы батареи представляют собой положительный и отрицательный разъемы, по которым проходит электрический ток элементов. Каждая вкладка подключена к шине модуля (или пластине коллектора), которая перераспределяет положительный и отрицательный ток на новые клеммы. Несколько модулей соединяются таким же образом, чтобы сформировать аккумуляторную батарею.
Внутри корпуса ячейки выводы соединены с токосъемниками или фольгой, которые изготовлены из материалов с высокой проводимостью, таких как алюминий и медь. Они проводят положительный и отрицательный ток от электродов.
Выводы для батарей используются одинаково для всех типов элементов, но имеют разную форму. Вот где они расположены и как они выглядят для каждого типа аккумуляторной батареи электромобиля.
Цилиндрические ячейки
| Призматические ячейки | Ячейки-мешочки |
Рисунки предоставлены Battery University (цилиндрические элементы), Stefano Landini (призматические элементы) и Jaguemont et al. (карманные ячейки)
Что такое методы сварки выступов?
В батарейном блоке необходимы сотни, а иногда и тысячи сварных швов для соединения ячеек с клеммами. Выводы и клеммы соединены не только с шинами и коллекторными пластинами, но и с токосъемниками внутри ячеек.
Качество этих соединений имеет решающее значение для качества батареи, где даже 1% отказов является серьезной проблемой. Необходимо принять соответствующие меры, чтобы гарантировать чистоту поверхностей перед сваркой, например, подготовить их с помощью лазерной очистки или работать в контролируемой среде.
Не всегда легко понять, когда какой метод сварки использовать. Давайте рассмотрим каждый из них.
Ультразвуковая сварка
Ультразвуковая сварка или ультразвуковая сварка использует ультразвук для создания вибрации между соединяемыми материалами. Быстрое трение между материалами генерирует достаточно тепла, чтобы соединить их почти мгновенно.
Эта технология используется для сварки фольги с выводами, а также для соединения ячеек с шинами с помощью проводов. Этот метод известен как ультразвуковое соединение проводов.
Вот пример сварки фольги с язычком с использованием ультразвукового сварочного аппарата.
Лазерная сварка
Лазерная сварка — это высокоскоростной процесс, в котором для соединения поверхностей используется высокосфокусированный луч света. Лазерный луч направляется и перемещается с помощью сверхбыстро движущихся X-Y зеркал. Это обеспечивает большую гибкость, позволяя сваривать соединения любой геометрии, а также нестандартные схемы сварки.
Импульсные волоконные лазеры являются предпочтительными лазерами для сварки аккумуляторов, поскольку они обеспечивают меньшие зоны термического влияния, меньшую пористость и меньшее количество брызг. Они могут сваривать тонкие или толстые выступы и обрабатывать медь, алюминий, сталь и никель, а также разнородные материалы.
Лазерная сварка может использоваться для соединения лепестков с шиной, а также для сварки фольги с язычками. Пример соединения шин вы можете увидеть ниже.
Сварка сопротивлением
Сварка сопротивлением, также называемая точечной сваркой, представляет собой метод, в котором для выполнения сварки используются медные или вольфрамовые электроды, заряженные электрическим током. Когда на область сварки оказывается давление, через электроды проходит электрический ток. Это генерирует тепло в области контакта и связывает два металла вместе.
Сварка сопротивлением может использоваться для сварки фольги с выступом и приварки выступа к шине. Это экономичный процесс сварки, который идеально подходит для любителей аккумуляторов своими руками, но его также можно автоматизировать.
Вот пример сварных швов, выполненных с помощью аппарата для точечной сварки.
Микросварка ВИГ
Микросварка ВИГ, также известная как импульсная дуговая сварка, использует небольшой электрод, заполненный током, для создания высокотемпературной плазмы, которая плавит металл на небольшой площади. Как следует из названия, «микро» сварка TIG предназначена для небольших деталей и, таким образом, идеально подходит для небольших компонентов аккумуляторов.
Этот метод хорошо работает с толстой медью и может использоваться для приварки выступов к шине. Вот пример сварки медных вкладок.
Лазерная очистка: идеальный метод подготовки к сварке
Ни для кого не секрет: изготовление качественных соединений имеет важное значение для общего качества аккумулятора. Он сводит к минимуму потери энергии и выделение тепла во время заряда и разряда, а также повышает долговечность и механическую надежность батареи.
В электромобилях литий-ионные аккумуляторы являются самыми дорогими деталями, и отзывов следует избегать любой ценой.
Производители должны убедиться, что поверхности идеально чистые перед сваркой. Для этого идеально подходит лазерная очистка высокой мощности, поскольку она удаляет покрытия, электролиты и оксиды быстро, последовательно и точно.
Вот как выглядит процесс.
Если у вас есть сварка с выступами, для которой может быть полезна лазерная очистка или лазерная сварка, свяжитесь со специалистом Laserax сегодня.
Спросите эксперта
BU-302: Конфигурации последовательных и параллельных батарей
BU-302: Конфигурации батарей в серии и паралело (Испания)
Батареи достигают требуемого рабочего напряжения путем последовательного соединения нескольких элементов; каждая ячейка добавляет свой потенциал напряжения, чтобы получить общее напряжение на клеммах. Параллельное соединение обеспечивает более высокую пропускную способность за счет суммирования общего ампер-часа (Ач).
Некоторые блоки могут состоять из комбинации последовательных и параллельных соединений. Аккумуляторы для ноутбуков обычно состоят из четырех последовательно соединенных литий-ионных элементов на 3,6 В для достижения номинального напряжения 14,4 В и двух параллельно для увеличения емкости с 2400 мАч до 4800 мАч. Такая конфигурация называется 4s2p, что означает четыре ячейки последовательно и две параллельно. Изолирующая фольга между элементами предотвращает короткое замыкание из-за проводящей металлической оболочки.
Большинство химий для батарей подходят для последовательного и параллельного соединения. Важно использовать аккумуляторы одного типа с одинаковым напряжением и емкостью (Ач) и никогда не смешивать аккумуляторы разных производителей и размеров. Более слабая клетка вызовет дисбаланс. Это особенно важно в последовательной конфигурации, потому что мощность батареи зависит от самого слабого звена в цепи. Аналогией является цепочка, в которой звенья представляют собой элементы батареи, соединенные последовательно ( рис. 1 ).
| Рисунок 1: Сравнение батареи с цепью. Звенья цепи представляют собой ячейки, соединенные последовательно для увеличения напряжения, удвоение звена означает параллельное соединение для увеличения нагрузки по току. |
Слабая ячейка может не выйти из строя сразу, но быстрее, чем сильные, при нагрузке. При зарядке батарея с низким уровнем заряда заполняется раньше, чем батарея с сильным зарядом, потому что ее меньше нужно заполнить, и она остается в состоянии перезарядки дольше, чем другие. При разряде слабая клетка опустошается первой, и ее забивают более сильные братья. Ячейки в мультиупаковках должны быть подобраны, особенно при использовании под большими нагрузками. (См. BU-803a: Несоответствие ячеек, Балансировка).
Конфигурация с одним элементом представляет собой простейшую аккумуляторную батарею; ячейка не нуждается в согласовании, а схема защиты на небольшой литий-ионной ячейке может быть простой. Типичными примерами являются мобильные телефоны и планшеты с одним литий-ионным аккумулятором 3,60 В. Другими вариантами использования одного элемента являются настенные часы, в которых обычно используется щелочной элемент на 1,5 В, наручные часы и резервная память, большинство из которых являются приложениями с очень низким энергопотреблением.
Номинальное напряжение элемента для никелевой батареи 1,2 В, щелочной 1,5 В; оксид серебра — 1,6 В, а свинцово-кислотный — 2,0 В. Первичные литиевые батареи находятся в диапазоне от 3,0 В до 3,9 В.В. Li-ion 3,6В; Li-фосфат — 3,2 В, а Li-титанат — 2,4 В.
Литий-марганцевые и другие системы на основе лития часто используют напряжение элемента 3,7 В и выше. Это связано не столько с химией, сколько с продвижением более высоких ватт-часов (Втч), что стало возможным при более высоком напряжении. Аргумент состоит в том, что низкое внутреннее сопротивление ячейки поддерживает высокое напряжение под нагрузкой. Для оперативных целей эти элементы используются как кандидаты на 3,6 В. (См. BU-303 Путаница с напряжениями)
Портативное оборудование, требующее более высокого напряжения, использует аккумуляторные блоки с двумя или более ячейками, соединенными последовательно. На рис. 2 показан аккумуляторный блок с четырьмя последовательно соединенными литий-ионными элементами 3,6 В, также известными как 4S, для получения номинального напряжения 14,4 В. Для сравнения, шестиэлементная свинцово-кислотная цепь с напряжением 2 В на элемент будет генерировать 12 В, а четыре щелочных элемента с напряжением 1,5 В на элемент — 6 В.
Добавление элементов в цепочку увеличивает напряжение; емкость остается прежней.
Если вам нужно нечетное напряжение, скажем, 9,50 вольт, подключите последовательно пять свинцово-кислотных, восемь NiMH или NiCd или три Li-ion. Конечное напряжение батареи не обязательно должно быть точным, если оно выше, чем указано в устройстве. Источник питания 12 В может работать вместо 9,50 В. Большинство устройств с батарейным питанием могут выдерживать некоторое перенапряжение; однако необходимо соблюдать конечное напряжение разряда.
Высоковольтные батареи имеют небольшой размер проводника. Аккумуляторные электроинструменты работают от аккумуляторов 12 В и 18 В; модели высокого класса используют 24 В и 36 В. Большинство электронных велосипедов поставляются с литий-ионным аккумулятором на 36 В, некоторые на 48 В. Автомобильная промышленность хотела увеличить стартерную батарею с 12 В (14 В) до 36 В, более известную как 42 В, путем последовательного размещения 18 свинцово-кислотных элементов. Логистика замены электрических компонентов и проблемы с искрением на механических переключателях сорвали переезд.
Некоторые автомобили с мягким гибридом работают на литий-ионном аккумуляторе 48 В и используют преобразование постоянного тока в 12 В для электрической системы. Запуск двигателя часто осуществляется от отдельной свинцово-кислотной батареи 12 В. Ранние гибридные автомобили работали от батареи 148 В; электромобили обычно 450–500 В. Для такой батареи требуется более 100 литий-ионных элементов, соединенных последовательно.
Высоковольтные батареи требуют тщательного подбора элементов, особенно при работе с большими нагрузками или при низких температурах. При наличии нескольких ячеек, соединенных в цепочку, вероятность отказа одной ячейки вполне реальна, и это приведет к отказу. Чтобы этого не произошло, твердотельный переключатель в некоторых больших блоках обходит неисправную ячейку, чтобы обеспечить непрерывный ток, хотя и при более низком напряжении цепи.
Сопоставление ячеек представляет собой проблему при замене неисправной ячейки в стареющем блоке. Новая ячейка имеет более высокую емкость, чем другие, что вызывает дисбаланс. Сварная конструкция усложняет ремонт, поэтому аккумуляторы обычно заменяют целиком.
Высоковольтные аккумуляторные батареи в электромобилях, полная замена которых была бы запредельной, разделяют на модули, каждый из которых состоит из определенного количества ячеек. Если одна ячейка выходит из строя, заменяется только поврежденный модуль. Небольшой дисбаланс может возникнуть, если новый модуль оснащен новыми ячейками. (см. БУ-910: Как отремонтировать блок батарей)
На рис. 3 показан блок батарей, в котором «ячейка 3» выдает только 2,8 В вместо полных номинальных 3,6 В. При пониженном рабочем напряжении эта батарея достигает конечной точки разрядки раньше, чем обычная батарея. Напряжение падает, и устройство выключается с сообщением «Низкий заряд батареи».
Рис. 3: Последовательное соединение с неисправной ячейкой [1]Неисправная ячейка 3 снижает напряжение и преждевременно отключает оборудование.
Батареи в дронах и пультах дистанционного управления для любителей, которым требуется большой ток нагрузки, часто демонстрируют неожиданное падение напряжения, если один элемент в цепочке разряжен. Потребление максимального тока нагружает хрупкие клетки, что может привести к сбою. Чтение напряжения после зарядки не позволяет выявить эту аномалию; изучение баланса ячеек или проверка емкости с помощью анализатора батареи.
Существует обычная практика подсоединения к последовательной цепочке свинцово-кислотной батареи для получения более низкого напряжения. Тяжелому оборудованию, работающему от аккумуляторной батареи 24 В, может потребоваться источник питания 12 В для вспомогательной работы, и это напряжение удобно доступно на полпути.
Нажатие не рекомендуется, так как это создает дисбаланс ячеек, так как одна сторона блока батарей нагружена больше, чем другая. Если несоответствие не может быть исправлено специальным зарядным устройством, побочным эффектом является сокращение срока службы батареи. И вот почему:
При зарядке разбалансированного блока свинцово-кислотных аккумуляторов с помощью обычного зарядного устройства недозаряженная секция имеет тенденцию к сульфатации, поскольку элементы никогда не получают полного заряда. Высоковольтная часть батареи, которая не получает дополнительной нагрузки, имеет тенденцию к перезарядке, что приводит к коррозии и потере воды из-за газовыделения. Обратите внимание, что зарядное устройство, заряжающее всю цепочку, смотрит на среднее напряжение и соответствующим образом прекращает заряд.
Врезка также распространена в литий-ионных и никелевых батареях, и результаты аналогичны свинцово-кислотным: сокращается срок службы. (См. BU-803a: Сопоставление и балансировка ячеек.) В новых устройствах используется преобразователь постоянного тока для подачи правильного напряжения. В качестве альтернативы электрические и гибридные автомобили используют отдельную низковольтную батарею для вспомогательной системы.
Параллельное соединение Если требуются более высокие токи, а более крупные элементы недоступны или не соответствуют конструктивным ограничениям, один или несколько элементов могут быть соединены параллельно. Большинство химических элементов аккумуляторов допускают параллельные конфигурации с небольшим побочным эффектом. На рис. 4 показаны четыре ячейки, соединенные параллельно по схеме P4. Номинальное напряжение показанного блока остается на уровне 3,60 В, но емкость (Ач) и время работы увеличены в четыре раза.
При использовании параллельных элементов емкость в Ач и время работы увеличиваются, а напряжение остается прежним.
Ячейка, которая развивает высокое сопротивление или размыкается, менее критична в параллельной цепи, чем в последовательной конфигурации, но неисправная ячейка снизит общую нагрузочную способность. Это похоже на двигатель, работающий только на трех цилиндрах, а не на всех четырех. С другой стороны, короткое замыкание более серьезно, так как неисправная ячейка отбирает энергию у других ячеек, вызывая опасность возгорания. Большинство так называемых электрических коротких замыканий носят легкий характер и проявляются в виде повышенного саморазряда.
Полное замыкание может произойти из-за обратной поляризации или роста дендритов. Большие блоки часто включают в себя предохранитель, который отключает неисправную ячейку от параллельной цепи в случае ее короткого замыкания. На рис. 5 показана параллельная конфигурация с одной неисправной ячейкой.
Рис. 5: Параллельное соединение/соединение с одной неисправной ячейкой [1]Слабая ячейка не повлияет на напряжение, но обеспечит малое время работы из-за пониженной емкости. Закороченная ячейка может вызвать чрезмерный нагрев и стать причиной возгорания. В больших упаковках предохранитель предотвращает большой ток, изолируя ячейку.
Последовательное/параллельное соединение Последовательное/параллельное соединение, показанное на рис. 6, обеспечивает гибкость конструкции и позволяет достичь требуемых значений напряжения и тока при стандартном размере ячейки. Полная мощность представляет собой сумму напряжения, умноженного на ток; ячейка 3,6 В (номинальное значение), умноженное на 3400 мАч, дает 12,24 Втч. Четыре энергоячейки 18650 по 3400 мАч каждая могут быть соединены последовательно и параллельно, как показано, чтобы получить номинальное напряжение 7,2 В и общую мощность 48,96 Втч. Комбинация с 8 ячейками даст 97,92 Втч, допустимый предел для провоза на борту самолета или перевозки без опасных материалов класса 9. (См. BU-704a: Перевозка литиевых батарей по воздуху.) Тонкая ячейка обеспечивает гибкую конструкцию упаковки, но необходима схема защиты.
Такая конфигурация обеспечивает максимальную гибкость конструкции. Параллельное соединение ячеек помогает в управлении напряжением. Литий-ионные аккумуляторы
хорошо подходят для последовательно-параллельных конфигураций, но ячейки нуждаются в мониторинге, чтобы оставаться в пределах ограничений по напряжению и току. Интегральные схемы (ИС) для различных комбинаций элементов позволяют контролировать до 13 литий-ионных элементов. Для более крупных блоков требуются специальные схемы, и это относится к батареям для электронных велосипедов, гибридным автомобилям и Tesla Model 85, которая потребляет более 7000 элементов 18650, чтобы составить 9 аккумуляторов.Пакет 0кВтч.
В производстве аккумуляторов сначала указывается количество последовательно соединенных элементов, а затем количество элементов, размещенных параллельно. Пример 2с2п. При использовании литий-ионных аккумуляторов параллельные струны всегда изготавливаются первыми; завершенные параллельные блоки затем размещаются последовательно. Li-ion — это система, основанная на напряжении, которая хорошо подходит для параллельного формирования. Объединение нескольких ячеек в параллель, а затем последовательное добавление блоков снижает сложность управления напряжением для защиты батареи.
Сначала сборка последовательно соединенных цепочек, а затем размещение их параллельно может быть более распространенным с NiCd-аккумуляторами, чтобы обеспечить химический челночный механизм, который уравновешивает заряд в верхней части заряда. «2с2п» распространено; были выпущены официальные документы, в которых говорится о 2p2, когда последовательная строка параллельна.
Реле положительного температурного коэффициента (PTC) и устройства прерывания заряда (CID) защищают батарею от перегрузки по току и избыточного давления. Несмотря на то, что эти защитные устройства рекомендуются для обеспечения безопасности в небольших 2- или 3-элементных батареях с последовательной и параллельной конфигурацией, эти защитные устройства часто не используются в больших многоэлементных батареях, например, в батареях для электроинструментов. PTC и CID работают, как и ожидалось, переключая элемент при избыточном токе и внутреннем давлении в элементе; однако отключение происходит в каскадном формате. Хотя некоторые ячейки могут выйти из строя раньше, ток нагрузки вызывает избыточный ток в остальных ячейках. Такое состояние перегрузки может привести к тепловому разгону до того, как сработают остальные предохранительные устройства.
Некоторые ячейки имеют встроенные PCT и CID; эти защитные устройства также могут быть добавлены задним числом. Инженер-конструктор должен знать, что любое предохранительное устройство может выйти из строя. Кроме того, PTC индуцирует небольшое внутреннее сопротивление, уменьшающее ток нагрузки. (См. также BU-304b: Обеспечение безопасности литий-ионных батарей)
Простые рекомендации по использованию бытовых первичных батарей- Поддерживайте чистоту контактов батареи. Конфигурация с четырьмя ячейками имеет восемь контактов, и каждый контакт добавляет сопротивление (ячейка к держателю и держатель к следующей ячейке).
- Никогда не смешивайте батарейки; заменить все клетки, когда слабые. Общая производительность соответствует самому слабому звену в цепи.
- Соблюдайте полярность. Перевернутая ячейка вычитает, а не добавляет к напряжению ячейки.
- Извлекайте батареи из оборудования, когда оно больше не используется, чтобы предотвратить утечку и коррозию. Это особенно важно для первичных элементов цинк-углерод.
- Не храните незакрепленные элементы в металлическом ящике. Поместите отдельные элементы в небольшие пластиковые пакеты, чтобы предотвратить короткое замыкание. Не носите незакрепленные ячейки в карманах.
- Храните батареи в недоступном для детей месте. В дополнение к опасности удушья, ток батареи может привести к изъязвлению стенки желудка при проглатывании. Батарея также может разорваться и вызвать отравление. (См. BU-703: Аккумуляторы, опасные для здоровья)
- Не перезаряжайте неперезаряжаемые аккумуляторы; накопление водорода может привести к взрыву. Выполняйте экспериментальную зарядку только под наблюдением.
- Соблюдайте полярность при зарядке вторичного элемента. Неправильная полярность может вызвать короткое замыкание, что приведет к опасной ситуации.
- Извлеките полностью заряженные аккумуляторы из зарядного устройства. Потребительское зарядное устройство может не обеспечивать правильную подзарядку при полной зарядке, и аккумулятор может перегреться.
- Заряжать только при комнатной температуре.
Каталожные номера
[1] Предоставлено Cadex
Как собрать литиевую батарею для электрического велосипеда своими руками из 18650 ячеек
Литиевая батарея — сердце любого электровелосипеда. Ваш двигатель бесполезен без всей этой энергии, хранящейся в вашей батарее. Однако, к сожалению, найти хорошую батарею для электровелосипеда часто труднее всего и она самая дорогая. Из-за ограниченного числа поставщиков аккумуляторов для электрических велосипедов и множества различных факторов, включая размер, вес, емкость, напряжение и скорость разряда, поиск именно той батареи, которую вы ищете, может быть сложным и привести к нежелательным компромиссам.
Но что, если бы вам не пришлось идти на компромисс? Что, если бы вы могли создать собственную батарею для электровелосипеда в точном соответствии с вашими спецификациями? Что, если бы вы могли создать аккумулятор идеального размера для вашего велосипеда со всеми функциями, которые вам нужны, и сделать это дешевле, чем в розницу? Это проще, чем вы думаете, и ниже я покажу вам, как это сделать.
Теперь пристегнитесь, выпейте и приготовьтесь к серьезному чтению, потому что это не короткая статья. Но в конце концов это определенно того стоит, когда вы путешествуете на своей собственной батарее для электровелосипеда, сделанной своими руками!
Заявление об отказе от ответственности: прежде чем мы начнем, важно отметить, что литиевые батареи по своей природе содержат большое количество энергии, и поэтому очень важно обращаться с ними с максимальной осторожностью. Сборка литиевой батареи своими руками требует базового понимания принципов работы батареи и не должна предприниматься теми, кто не уверен в своих электрических и технических навыках. Пожалуйста, прочитайте эту статью полностью, прежде чем пытаться собрать аккумулятор для электровелосипеда самостоятельно. При необходимости всегда обращайтесь за профессиональной помощью.
Примечание. В нескольких местах этой статьи я вставлял сделанные мной видеоролики, демонстрирующие этапы сборки батареи. Аккумулятор, используемый в видеороликах, имеет такое же напряжение, но немного большей емкости. Все те же методы все еще применяются. Если вам что-то непонятно в тексте, попробуйте посмотреть это на видео.
Необходимые инструменты и материалы:
- 18650 ячеек (подробнее об этом ниже)
- Полоска из чистого никеля
- Аппарат для точечной сварки
- Пистолет для горячего клея
- Цифровой вольтметр
- Ножницы
- Паяльник и припой
- Каптоновая антистатическая лента
- BMS (система управления батареями)
- Короткая силиконовая проволока (12-16 awg)
- Прокладка из пеноматериала (дополнительно)
- Термоусадочная пленка или лента большого диаметра (необязательно)
- Тепловая пушка или фен (при использовании термоусадочной трубки)
- Электрические разъемы
- Рабочие перчатки или латексные перчатки
- Защитные очки Варианты литиевых элементов
18650
Элементы 18650, которые используются во многих различных устройствах бытовой электроники, от ноутбуков до электроинструментов, являются одними из наиболее распространенных аккумуляторных элементов, используемых в аккумуляторных батареях для электрических велосипедов. В течение многих лет были доступны только посредственные элементы 18650, но спрос со стороны производителей электроинструментов и даже некоторых производителей электромобилей на прочные высококачественные элементы привел к разработке ряда отличных вариантов 18650 за последние несколько лет.
Эти клетки отличаются своей цилиндрической формой и размером примерно с палец. В зависимости от размера батареи, которую вы планируете построить, вам понадобится от нескольких десятков до нескольких сотен аккумуляторов.
Существует множество различных типов ячеек 18650 на выбор. Я предпочитаю использовать аккумуляторы известных брендов таких компаний, как Panasonic, Samsung, Sony и LG. Эти элементы имеют хорошо задокументированные рабочие характеристики и производятся известными заводами с высокими стандартами контроля качества. Фирменные модели 18650 стоят немного дороже, но поверьте мне, они того стоят. Отличным элементом начального уровня является элемент Samsung ICR18650-26F. Эти элементы емкостью 2600 мАч должны стоить где-то около 3-4 долларов США в любом приличном количестве и могут выдерживать непрерывный разряд до 2C (5,2 A непрерывно на элемент). Я покупаю свои ячейки Samsung 26F с Aliexpress, обычно у этого продавца, но иногда я видел здесь лучшую цену.
Фирменные аккумуляторы Samsung (ячейки INR18650-29E)
Многие люди склонны использовать более дешевые аккумуляторы 18650, которые продаются под такими названиями, как Ultrafire, Surefire и Trustfire. Не будьте одним из тех людей. Эти элементы часто продаются с емкостью до 5000 мАч, но им трудно получить более 2000 мАч. На самом деле эти аккумуляторы — просто заводской брак, купленный такими компаниями, как Ultrafire, и переупакованный в термоусадочную пленку под их собственным брендом. Затем эти элементы B-качества перепродаются для использования в устройствах с низким энергопотреблением, таких как фонарики, где их более низкая производительность не является проблемой. Если ячейка стоит менее 2 долларов, она того не стоит. Придерживайтесь элементов известных брендов, таких как мои любимые элементы Samsung, если вы хотите создать безопасную и качественную батарею для электровелосипеда.
Элементы Samsung ICR18650-26F прямо с завода
Когда дело доходит до покупки элементов питания, вы можете найти местный источник или заказать их прямо из Азии. Я предпочитаю второй вариант, так как вы обычно получаете гораздо лучшую цену, отправляясь прямо к источнику, даже при оплате международной доставки. Одно предостережение: сделайте все возможное, чтобы ваш источник продавал настоящие клетки, а не подделки. Сделайте это, проверив отзывы и используя способ оплаты, который гарантирует, что вы сможете вернуть свои деньги, если продукт не соответствует описанию. По этой причине я предпочитаю покупать свои камеры на Alibaba.com и AliExpress.com.
В этом уроке я буду использовать зеленые ячейки Panasonic 18650PF, показанные выше. Однако в последнее время я использую подобные элементы 18650GA, которые немного более энергоемкие, а это означает, что больше батареи в меньшем пространстве.
Обязательно используйте только полосу из чистого никеля
. Выбирайте чистый никель. Он стоит немного дороже, чем никелированная сталь, но имеет гораздо более низкое сопротивление. Это означает меньше потерь тепла, большую дальность действия батареи и более длительный срок службы батареи из-за меньшего теплового повреждения элементов.Будьте осторожны: некоторые недобросовестные продавцы пытаются выдать никелированную сталь за чистый материал. Им часто это сходит с рук, потому что почти невозможно различить их невооруженным глазом. Я написал целую статью о некоторых разработанных мной методах тестирования никелевой полосы, чтобы убедиться, что вы получите то, за что заплатили. Проверьте это здесь.
Когда дело доходит до никелевой ленты, мне также нравится использовать Aliexpress. Вы также можете найти его на ebay или даже в местном источнике, если вам повезет. Как только я начал делать много батарей, я начал покупать здесь килограмм чистого никеля, но вначале я рекомендую вам брать меньшее количество. Вы можете получить чистую никелевую полосу по хорошей цене в меньших количествах у такого продавца, как этот, но вы все равно получите лучшую цену, покупая ее в килограммах или полкилограммах.
Что касается размеров, я предпочитаю использовать никель толщиной 0,1 или 0,15 мм и полосу шириной 7 или 8 мм. Более сильный сварщик может сделать более толстую полосу, но это будет стоить намного дороже. Если ваш сварщик может сделать никелевую полосу толщиной 0,15 мм, сделайте это; толще всегда лучше. Если у вас есть более тонкие полосы, это тоже нормально, просто положите пару слоев друг на друга, когда это необходимо, чтобы создать соединения, которые могут проводить больший ток.
Примечание автора: Привет, ребята, это Мика. Я управляю этим сайтом и написал эту статью. Я просто хотел быстро сообщить вам о моей новой книге «Литиевые батареи своими руками: как собрать собственные аккумуляторы», которая доступна как в электронной, так и в мягкой обложке на Amazon и доступна в большинстве стран. Она содержит гораздо более подробные сведения, чем эта статья, и содержит десятки рисунков и иллюстраций, показывающих каждый шаг проектирования и сборки батареи. Если вы найдете этот бесплатный сайт полезным, просмотр моей книги может помочь поддержать работу, которую я здесь делаю на благо всех. Спасибо! Хорошо, а теперь вернемся к статье.
ОБЯЗАТЕЛЬНО ли использовать аппарат для точечной сварки?
Да.
Ну, позвольте мне сказать по-другому: Да, если вы не хотите повредить свои клетки.
Первое, что нужно знать о литиевых батареях, это то, что тепло убивает их. Причина, по которой мы свариваем их точечной сваркой, состоит в том, чтобы надежно соединить ячейки вместе, не добавляя большого количества тепла.
Конечно, можно припаять напрямую к ячейкам (хотя без соответствующих инструментов это может быть сложно). Проблема с пайкой заключается в том, что вы добавляете много тепла к ячейке, и оно не рассеивается очень быстро. Это ускоряет химическую реакцию в клетке, что лишает клетку ее производительности. Результатом является клетка, которая обеспечивает меньшую емкость и умирает раньше.
Аппараты для точечной сварки аккумуляторов отличаются от большинства домашних аппаратов для точечной сварки. В отличие от аппаратов для точечной сварки с большими челюстями для домашних мастерских, электроды для точечной сварки на аккумуляторе расположены на одной стороне. Я никогда не видел их в продаже в США, но их довольно легко найти на eBay и других международных торговых сайтах. Мой сварочный аппарат для постоянного использования — довольно простая модель, которую я получил здесь. Настоятельно рекомендуемый источник для немного более приятной конструкции устройства для точечной сварки (на фото ниже) с установленными и ручными электродами можно найти здесь.
Довольно распространенный китайский аппарат для точечной сварки любительского уровня
В настоящее время доступны два основных уровня точечных сварщиков: любительский и профессиональный. Хорошая модель для хобби должна стоить около 200 долларов, а хорошая профессиональная модель может стоить в десять раз дороже. У меня никогда не было профессионального сварщика, потому что я просто не могу оправдать стоимость, но у меня есть три разные модели для хобби, и я экспериментировал со многими другими. Их качество очень плохое, даже на идентичных моделях от одного и того же продавца. К сожалению, лимонное соотношение довольно велико, а это означает, что вы можете раскошелиться на пару сотен долларов за машину, которая просто не будет работать должным образом (например, мой первый сварочный аппарат!). Опять же, это хорошая причина использовать сайт с защитой покупателя, такой как Aliexpress.com.
Сварщик точечной сварки профессионального уровня
Я использую свои сварочные аппараты на 220 В, хотя доступны версии на 110 В. Если у вас есть доступ к 220 В в вашем доме (во многих странах со 110 В есть линии 220 В для сушилок для белья и других мощных приборов), я бы рекомендовал придерживаться 220 В. По моему опыту, модели на 110 В имеют больше проблем, чем их собратья на 220 В. Ваш пробег может отличаться.
Многих людей часто отталкивает цена покупки, но на самом деле 200 долларов за хороший точечный сварочный аппарат для хобби – это неплохо. Все вместе расходные материалы для моей первой батареи, включая стоимость таких инструментов, как аппарат для точечной сварки, обошлись мне примерно так же, как если бы я купил в розничной продаже батарею с такой же производительностью. Это означало, что в конце концов у меня была новая батарея, и я считал все инструменты бесплатными. С тех пор я использовал их для создания бессчетного количества аккумуляторов и добился огромной экономии!
Перед началом работы
Несколько советов перед началом работы:
Работайте в чистом месте, где нет беспорядка. Когда у вас открыты контакты множества аккумуляторных элементов, соединенных вместе, последнее, что вам нужно, — это случайно положить аккумулятор на отвертку или другой металлический предмет. Однажды я чуть не пролил коробку со скрепками на верхнюю часть открытого аккумуляторного блока, пытаясь убрать его с дороги. Я могу только представить фейерверк, который это вызвало бы.
Носите перчатки. Рабочие перчатки, перчатки для механиков, сварочные перчатки, даже латексные перчатки — просто наденьте что-нибудь. Достаточно высокое напряжение может проводить по поверхности вашей кожи, особенно если у вас даже слегка вспотевшие ладони. Я чувствовал покалывание достаточно раз, чтобы теперь всегда носить перчатки. На самом деле, моя пара перчаток для работы от батарей — это старые розовые перчатки для мытья посуды. Они тонкие и обеспечивают большую подвижность, защищая меня от коротких замыканий и искр.
Мои любимые перчатки
Снимите все металлические украшения. Это еще один совет, который я могу дать по опыту. Искривление контактов на аккумуляторе — это не то, чего вы хотите, особенно если это касается вашей голой кожи. У меня это случилось на моем обручальном кольце, и однажды даже на моем запястье в течение недели оставался след от ожога в форме застежки моих часов. Сейчас все снимаю.
Носите защитные очки. Серьезно. Не пропустите это. В процессе точечной сварки нередко летят искры. Откажитесь от защитных очков и наденьте защитные очки в стиле химической лаборатории, если они у вас есть — вам понадобится защита, когда искры начнут подпрыгивать. У тебя только два глаза; Защити их. Лучше я потеряю руку, чем глаз. О, говоря об оружии, я бы рекомендовал длинные рукава. Эти искры причиняют боль, когда падают на ваши запястья и предплечья.
Хорошо, давайте сделаем аккумулятор для электровелосипеда!
Вы, вероятно, с нетерпением ждете начала сварки, но первым шагом является планирование конфигурации вашей батареи.
Большинство аккумуляторов для электрических велосипедов находятся в диапазоне от 24 В до 48 В, обычно с шагом 12 В. Некоторые люди используют батареи до 100 вольт, но сегодня мы собираемся придерживаться батареи среднего размера 36 вольт. Конечно, те же принципы применимы к любому аккумулятору напряжения, поэтому вы можете просто увеличить размер аккумулятора, который я покажу вам сегодня, и создать свой собственный аккумулятор на 48 В, 60 В или даже выше.
Чтобы получить желаемое напряжение 36 В, мы должны соединить последовательно несколько ячеек 18650. Ячейки литий-ионной батареи номинально рассчитаны на 3,6 или 3,7 В, что означает, что для достижения номинального напряжения 36 В нам потребуется 10 ячеек последовательно. Промышленная аббревиатура для серии — «s», поэтому этот пакет будет известен как «пакет 10S» или 10 последовательно соединенных элементов для конечного напряжения пакета 36 В.
Затем нам нужно соединить несколько ячеек 18650 параллельно, чтобы достичь желаемой емкости пакета. Каждая из ячеек, которые я использую, имеет рейтинг 2,9.00 мАч. Я планирую поставить 3 ячейки параллельно, для общей емкости 2,9 Ач x 3 ячейки = 8,7 Ач. Промышленная аббревиатура для параллельных элементов — «p», что означает, что моя окончательная конфигурация пакета считается «блоком 10S3P» с окончательной спецификацией 36 В 8,7 Ач.
Большинство имеющихся в продаже блоков на 36 В имеют емкость около 10 Ач, поэтому наш блок будет немного меньше. Мы также могли бы выбрать конфигурацию 4p, дающую нам 11,6 Ач, что было бы немного больше и дороже. Окончательная емкость полностью определяется вашими потребностями. Больше не всегда лучше, особенно если вы устанавливаете батарею в ограниченном пространстве.
Затем спланируйте конфигурацию своей ячейки на компьютере или даже с помощью карандаша и бумаги. Это поможет убедиться, что вы правильно разложили рюкзак, и покажет окончательные размеры рюкзака. На моем рисунке сверху вниз я обозначил положительный конец ячеек красным, а отрицательный конец ячеек белым.
Это очень простая схема, в которой каждый столбец из 3 ячеек соединен параллельно, а затем 10 столбцов последовательно соединены слева направо. Плата BMS показана в дальнем правом конце упаковки. Вы увидите, как стая, изображенная на рисунке, вскоре соберется в реальной жизни.
Ниже я снял видео, показывающее, как спроектировать расположение ячеек батареи.
Подготовьте свои элементы
Теперь, когда мы избавились от всех этих надоедливых планов , давайте приступим к самой батарее. Наше рабочее место чистое, все наши инструменты под рукой, мы надели защитное оборудование и готовы к работе. Мы начнем с подготовки наших отдельных аккумуляторных элементов 18650.
Проверьте напряжение каждой ячейки, чтобы убедиться, что все они идентичны. Если ваши элементы пришли прямо с завода, они не должны отличаться более чем на несколько процентных пунктов от одного к другому. Они, скорее всего, будут находиться в диапазоне 3,6–3,8 вольт на элемент, поскольку большинство заводов поставляют свои элементы частично разряженными, чтобы продлить срок их хранения.
Если какой-либо один элемент батареи значительно отличается от других, НЕ подключайте его к другим элементам. Параллельное подключение двух или более ячеек с разным напряжением вызовет мгновенный и массивный ток в направлении ячейки (ячеек) с более низким напряжением. Это может привести к повреждению ячеек и даже к возгоранию в редких случаях. Либо заряжайте, либо разряжайте элемент по отдельности, чтобы он соответствовал другим, или, что более вероятно, просто не используйте его в своем рюкзаке. Причина разницы в напряжении может быть как-то связана с проблемой в ячейке, и вам не нужна плохая ячейка в вашем аккумуляторе.
Вот почему я теперь всегда использую ячейки с названием торговой марки. Единственный раз, когда я когда-либо получал заводские аккумуляторы прямого подключения с несогласованными напряжениями, это когда я покупал аккумуляторы без торговой марки.
После того, как я проверил все необходимые элементы и убедился, что они имеют одинаковые напряжения, мне нравится размещать их на рабочей поверхности в ориентации предполагаемой упаковки. Это дает мне последнюю проверку, чтобы убедиться, что ориентация будет работать, как и планировалось, и шанс увидеть реальный размер упаковки, за вычетом небольшого количества набивки и термоусадочной пленки.
Приблизительно так должен выглядеть пакет, когда батарея закончена
Подготовьте свой никель
Мне нравится отрезать большую часть моей никелевой полосы заранее, чтобы я мог просто сварить прямо, не прерывая поток, чтобы остановить и отрезать больше никеля . Я измерил ширину трех ячеек и отрезал достаточно никелевой полосы, чтобы приварить верх и низ 10 комплектов из 3 ячеек, то есть 20 полос никеля, каждая из которых была шириной в 3 ячейки, плюс пару запасных на случай, если я что-то испортил.
Полоски из никеля, вырезанные из рулона
Никель удивительно мягкий, поэтому для его резки можно использовать обычные ножницы. Старайтесь не сгибать его слишком сильно, так как вы хотите, чтобы он оставался как можно более плоским. Если вы сгибаете углы ножницами, вы можете легко согнуть их обратно пальцем.
Подготовьте свои параллельные группы к сварке
Вам нужно каким-то образом удерживать свои ячейки на прямой линии во время сварки, так как работать от руки сложнее, чем кажется. У меня есть хорошее приспособление (которое я получил в подарок при покупке одного из моих сварочных аппаратов) для удержания моих ячеек по прямой линии во время сварки. Однако до того, как я получил его, я использовал простое деревянное приспособление, которое я сделал, чтобы удерживать ячейки, пока я приклеивал их по прямой линии.
Мое «настоящее» приспособление для точечной сварки 18650
Мое старое деревянное приспособление для горячего склеивания 18650
Работает в любом случае, но мой оранжевый приспособление экономит мне один шаг горячего клея, который просто делает упаковку более чистой. Конечно, все то же самое после того, как пакет будет покрыт термоусадочной пленкой, поэтому вы можете использовать любой способ, который вам нравится. Я даже обнаружил, что некоторые из этих цилиндрических лотков для кубиков льда идеально подходят для хранения 18 650 ячеек. Если срезать верхнюю часть, то ее можно будет использовать для сварки. Я бы добавил несколько сильных неодимовых магнитов на заднюю сторону, чтобы удерживать элементы на месте, как у моего оранжевого приспособления, но в остальном это идеальное приспособление почти как есть.
Лоток для льда, который идеально подходит для точечной сварки 18650
Время начинать сварку!
Итак, вот и все ждали момента. Давайте сварим наши клетки.
Теперь план игры состоит в том, чтобы сварить параллельные группы из 3 ячеек (или больше или меньше для вашего рюкзака, в зависимости от желаемой общей емкости). Чтобы сварить ячейки параллельно, нам нужно сварить верхние и нижние части ячеек вместе, чтобы все 3 ячейки имели общие положительные и отрицательные клеммы.
Существуют различные модели сварочных аппаратов, но большинство из них работают по одному принципу. У вас должно быть два медных электрода, расположенных на расстоянии нескольких миллиметров друг от друга на двух плечах, или у вас могут быть ручные зонды. У моей машины есть сварочные рукава.
Положите никелевую полоску поверх ваших ячеек и поднимите ее к сварочным датчикам, чтобы начать сварку. Включите сварочный аппарат и отрегулируйте ток до довольно низкого значения (если вы используете сварочный аппарат впервые). Выполните пробную сварку, поместив аккумуляторные батареи и медную полосу под датчики и подняв их вверх, пока сварочные рычаги не поднимутся достаточно высоко, чтобы начать сварку.
Вы увидите две точки в месте сварки. Проверьте сварной шов, потянув за никелевую полоску (если вы впервые пользуетесь сварочным аппаратом). Если он не отрывается от нажатия рукой или требует большой силы, то это хороший сварной шов. Если вы можете легко снять его, увеличьте ток. Если поверхность выглядит обожженной или слишком горячей на ощупь, уменьшите силу тока. Это помогает иметь запасную ячейку или две для набора мощности вашей машины.
Вот так должны выглядеть ваши ячейки после первой сварки
Продолжайте движение вниз по ряду ячеек, сваривая каждую ячейку. Затем вернитесь и сделайте еще один набор сварных швов на каждой ячейке. Мне нравится делать 2-3 шва (4-6 точек сварки) на ячейку. Меньше, и сварной шов будет не таким надежным; больше, и вы просто излишне нагреваете камеру. Все больше и больше сварных швов не сильно увеличат токонесущую способность никелевой полосы. Фактическая точка сварки — не единственное место, где ток течет от ячейки к полосе. Плоский кусок никеля будет касаться всей поверхности крышки ячейки, а не только точек сварки. Таким образом, 6 точек сварки достаточно для обеспечения хорошего контакта и соединения.
Вот ячейки с еще парой сварных швов
Как только у вас будет 2-3 сварных шва в верхней части каждой ячейки, переверните 3 ячейки и сделайте то же самое с нижней частью 3 ячеек с новой деталью из никеля. После того, как вы закончите сварку днища, у вас будет одна полная параллельная группа, готовая к работе. Это технически уже аккумулятор 1С3П (1 элемент последовательно, 3 элемента параллельно). Это означает, что я только что создал аккумулятор на 3,6 В 8,7 Ач. Всего девять штук, и у меня будет достаточно, чтобы завершить всю мою пачку.
Теперь таким же образом сварите противоположную сторону ячеек
Затем возьмите еще 3 ячейки (или столько, сколько вы поместите в свои параллельные группы) и выполните ту же операцию, чтобы сделать еще одну параллельную группу, как и первая. Тогда продолжайте. Я делаю еще восемь параллельных групп, всего получается 10 параллельных групп.
Ниже видео, которое я сделал, чтобы показать, как выполнять этапы точечной сварки на аккумуляторе.
Сборка параллельных групп в ряд
Теперь у меня есть 10 отдельных параллельных групп, и я собираюсь собрать их последовательно, чтобы сделать один аккумулятор для электровелосипеда.
10 параллельных групп, все спаянные и некуда деваться…
Что касается компоновки, есть два способа собрать ячейки в прямые пакеты (прямоугольные пакеты, как я собираю). Я не знаю, существуют ли для этого отраслевые термины, но я называю эти два метода «офсетной упаковкой» и «линейной упаковкой».
Смещенная упаковка приводит к более короткой упаковке, поскольку параллельные группы смещаются на половину ячейки, занимая часть пространства между ячейками предыдущей параллельной группы. Однако это приводит к несколько более широкой упаковке, поскольку смещенные параллельные группы простираются в каждую сторону на четверть ячейки больше, чем они были бы в линейной упаковке. Смещенная упаковка удобна в тех случаях, когда вам нужно поместить упаковку в более короткую область (например, треугольник рамы) и не заботиться о штрафе за ширину.
Линейная упаковка, с другой стороны, приведет к более узкой упаковке, которая окажется немного длиннее, чем офсетная упаковка. Некоторые люди говорят, что офсетная упаковка более эффективна, потому что вы можете разместить больше ячеек на меньшей площади, используя пространство между ячейками. Однако смещенная упаковка создает неиспользуемое пространство на концах параллельных групповых рядов, где между краем упаковки и «более короткими» рядами образуются зазоры. Чем больше аккумуляторный блок, тем меньше занимаемого места занимает меньше места по сравнению с общим размером аккумулятора, но для большинства аккумуляторов разница незначительна. Для моей батареи я решил использовать офсетную упаковку, чтобы сделать упаковку короче и легче поместиться в небольшой треугольный пакет.
Когда дело доходит до последовательной сварки параллельных групп, вам придется планировать сварные швы, исходя из физических возможностей вашего сварщика. Короткие рычаги на моем сварочном аппарате могут достигать только двух рядов ячеек в глубину, а это означает, что мне нужно будет добавлять одну параллельную группу за раз, сваривать ее, а затем добавлять еще одну. Если у вас есть ручные сварочные щупы, то теоретически вы можете сварить всю упаковку сразу.
И теоретически я бы тебе завидовал.
Поскольку у большинства сварщиков руки такие же, как у меня, я покажу вам, как это сделал я. Я начал с горячего склеивания двух параллельных групп со смещением, следя за тем, чтобы концы были противоположными (один положительный и один отрицательный на каждом конце, как показано на рисунке). Затем я отрезал кучу никелевых полос достаточной длины, чтобы соединить всего две ячейки.
Обратите внимание, что параллельные группы выровнены с противоположными полюсами
Я разместил первую параллельную группу положительной стороной вверх, а вторую параллельную группу отрицательной стороной вверх. Я положил никелевые полоски поверх каждого из трех наборов ячеек, соединив положительные клеммы первой параллельной группы с отрицательным выводом второй параллельной группы, как показано на рисунке.
Затем я приварил один комплект сварных швов к каждому концу ячейки первой параллельной группы, эффективно прикрепив три никелевых полоски на место. Затем я добавил еще один набор сварных швов на каждую из отрицательных клемм второй параллельной группы. Это дало мне 6 наборов сварных швов или по одному набору сварных швов на каждую ячейку. Наконец, я добавил к этим одиночным сварным швам еще пару сварных швов на ячейку, чтобы обеспечить хороший контакт и соединение.
Затем я добавил третью параллельную группу после второй, приклеив ее горячим клеем в той же ориентации, что и первая, так что верхняя часть пакета чередуется от положительных клемм к отрицательным клеммам и обратно к положительным клеммам вдоль первых трех параллельных группы.
Теперь этот шаг очень важен: Я собираюсь перевернуть упаковку вверх дном и выполнить этот набор сварных швов между положительными крышками второй параллельной группы и отрицательными клеммами третьей параллельной группы. По сути, я свариваю противоположную сторону пакета, как и при соединении первых двух параллельных групп. Пропустите несколько изображений, чтобы увидеть полностью сварную упаковку и понять, как работает система чередующихся сторон.
Почему мы чередуем стороны упаковки в процессе сварки? Мы делаем это, потому что таким образом мы соединяем положительный вывод каждой параллельной группы с отрицательным выводом следующей группы в очереди. Вот как работают последовательные соединения: всегда от положительного к отрицательному, от положительного к отрицательному, чередуясь между ними.
Когда мы добавим четвертую параллельную группу, мы снова приклеим ее горячим клеем в месте, противоположном ориентации третьей параллельной группы (и такой же ориентации второй параллельной группы), а затем приварим ее на противоположной стороне, как мы приваривали между второй и третьей группой (и той же стороной, которую мы сварили между первой и второй группой).
Этот шаблон продолжается до тех пор, пока мы не соединим все 10 параллельных групп. В моем случае видно, что первая и последняя параллельные группы не приварены к верхней стороне пачки. Это потому, что они являются «концами» пакета или основными положительными и отрицательными клеммами всего пакета 36 В.
Каждая из групп ячеек, не соединенных сверху, подключается снизу
Добавление BMS (системы управления батареями)
Батареи теперь собраны в более крупный блок на 36 В, но мне все еще нужно добавить BMS для управления зарядка и разрядка рюкзака. BMS отслеживает все параллельные группы в батарее, чтобы безопасно отключить питание в конце зарядки, идентично сбалансировать все элементы и предотвратить чрезмерную разрядку батареи.
BMS не обязательно строго требуется — можно использовать пакет как есть, без BMS. Но это требует очень тщательного наблюдения за элементами батареи, чтобы избежать их повреждения или создания опасного сценария во время зарядки или разрядки. Это также требует покупки более сложного и дорогого зарядного устройства, которое может балансировать все элементы по отдельности. Гораздо лучше использовать BMS, если у вас нет особых причин самостоятельно контролировать свои ячейки.
BMS, которую я выбрал, представляет собой BMS постоянного разряда с максимальным током 30 А, что больше, чем мне нужно. Хорошо быть консервативным и, если возможно, переоценить свою BMS, чтобы вы не использовали ее на пределе. Моя BMS также имеет функцию балансировки, которая поддерживает баланс всех моих ячеек при каждой зарядке. Не все BMS делают это, хотя большинство. Будьте осторожны с очень дешевыми BMS, потому что именно тогда вы, вероятно, столкнетесь с небалансирующейся BMS.
Чтобы подключить BMS, нам сначала нужно определить, какой из сенсорных проводов (множество тонких проводов) является первым (предназначенным для первой параллельной группы). Ищите провода, которые должны быть пронумерованы на одной стороне платы. Мой находится на обратной стороне платы, и я забыл сфотографировать его перед установкой, но поверьте мне, я обратил внимание на то, с какого конца начинаются сенсорные провода. Вы же не хотите совершить ошибку и подключить сенсорные провода, начиная с неправильного направления.
Обязательно ознакомьтесь со схемой подключения вашей BMS, потому что некоторые BMS имеют на один сенсорный провод больше, чем ячейки (например, 11 сенсорных проводов для пакета 10S). В этих упаковках первый провод подключается к отрицательной клемме первой параллельной группы, а все остальные провода подключаются к положительной клемме каждой последующей параллельной группы. Моя BMS имеет только 10 сенсорных проводов, поэтому каждый подключается к положительной клемме параллельных групп.
Схема подключения, прилагаемая к моей BMS
Перед тем, как подключить BMS к аккумулятору, я приклеил его горячим клеем к куску пенопласта, чтобы изолировать контакты в нижней части платы, а затем приклеил этот пенопласт к концу батареи.
Затем я взял провод датчика с маркировкой B1 и припаял его к положительной клемме первой параллельной группы (которая также совпадает с отрицательной клеммой второй параллельной группы, так как они соединены вместе с никелевой полосой ).
При припаивании этих проводов к никелевой пластине старайтесь припаивать между двумя ячейками, а не непосредственно над ячейкой. Это удерживает источник тепла дальше от фактических концов элементов и вызывает меньший нагрев элементов батареи.
Затем я взял свой второй сенсорный провод (или ваш третий сенсорный провод, если у вас на один сенсорный провод больше, чем в параллельных группах) и припаял его к положительной клемме второй параллельной группы. Опять же, обратите внимание, что я припаиваю этот провод к никелю между ячейками, чтобы избежать прямого нагрева какой-либо ячейки.
Я продолжил со всеми 10 сенсорными проводами, подключив последний к положительному выводу 10-й параллельной группы. Если вы не уверены в том, какие группы есть какие, или вы запутались, используйте свой цифровой вольтметр, чтобы дважды проверить напряжения каждой группы, чтобы вы знали, что подключаете каждый провод к правильной группе.
Последним этапом подключения BMS является добавление проводов зарядки и разрядки. Провод положительного заряда и провод разряда батареи будут припаяны непосредственно к положительной клемме 10-й параллельной группы. Провод отрицательного заряда будет припаян к контактной площадке BMS, а провод отрицательного разряда будет припаян к контактной площадке BMS. Мне также нужно добавить один провод от отрицательной клеммы первой параллельной группы к контактной площадке B на BMS.
Вы заметите, что для моих зарядных проводов я использовал провода большего диаметра, чем сенсорные провода, поставляемые с BMS. Это потому, что зарядка будет отдавать больший ток, чем эти чувствительные провода. Кроме того, вы заметите, что разрядные провода (включая контактную площадку B к отрицательной клемме батареи) являются самыми толстыми из всех проводов, так как во время разрядки по ним передается вся мощность всей батареи. Я использовал 16 AWG для зарядных проводов и 12 AWG для разрядных проводов.
На следующих фотографиях вы также заметите, что мои провода зарядки и разрядки заклеены изолентой на концах. Это делается для того, чтобы они случайно не соприкоснулись друг с другом и не замкнули аккумулятор. Мой друг недавно подсказал мне другой (и, вероятно, лучший) вариант предотвращения коротких замыканий: сначала добавьте свои разъемы к проводам, а затем припаяйте их к блоку и BMS. Дох!
Ниже видео, которое я сделал, чтобы показать, как добавить BMS к литиевой батарее.
Герметизация аккумулятора самодельного электровелосипеда термоусадкой
Этот шаг не является обязательным. Вы должны как-то герметизировать свою батарею, чтобы предотвратить ее короткое замыкание на весь этот открытый никель, но не обязательно должен иметь , чтобы быть с термоусадочной пленкой. Некоторые люди используют клейкую ленту, полиэтиленовую пленку, ткань и т. д. Однако, на мой взгляд, термоусадочная пленка является лучшим методом, поскольку она не только обеспечивает в значительной степени водонепроницаемое (хотя и не водонепроницаемое) уплотнение, но также обеспечивает постоянное и равномерное давление на все ваши соединения и провода, снижая риск повреждения от вибрации.
Перед тем как запечатать батареи в термоусадку, я обычно заворачиваю их в тонкий слой пенопласта для дополнительной защиты. Это помогает предотвратить повреждение концов ваших элементов, если аккумулятор подвергается грубому обращению, что может произойти случайно в виде падения аккумулятора или аварии с электровелосипедом. Пена также помогает гасить вибрации, которые аккумулятор испытывает при езде на велосипеде.
Обрезка поролона по размеру перед обертыванием
Я использую белый поролон толщиной 2 мм и вырезаю фигуру немного больше, чем моя упаковка. Я заворачиваю его и заклеиваю изолентой. Он не должен быть красивым, он просто должен покрывать упаковку. Ваш следующий шаг скроет пену из поля зрения.
Далее идет термоусадочная трубка. Трудно найти термоусадочную трубку большого диаметра, и мне повезло с большим количеством разных размеров от китайского поставщика, прежде чем его запасы иссякли. Лучше всего проверить такие сайты, как eBay, на наличие короткой термоусадки нужного вам размера.
Небольшое примечание: когда речь идет о больших размерах термоусадки, метод указания размера часто меняется с указания диаметра трубки на ширину плоской поверхности (или половину окружности, если это круг). Это потому, что при таких больших размерах это уже не столько трубка, сколько два плоских листа, слитых вместе, вроде конверта. Имейте это в виду и знайте, какой размер указан, когда вы покупаете термоусадочную трубку большого диаметра.
Существуют формулы для расчета точного размера необходимой термоусадки, но я часто нахожу их слишком сложными. Вот как я определяю, какой размер мне нужен: беру высоту и ширину упаковки, складываю их вместе и запоминаю это число. Размер термоусадки, который вам нужен, если измерять по ширине плоской поверхности (половина окружности), находится между найденным вами числом и удвоенным этим числом (или, в идеале, между немного большим, чем это число, и чуть меньше, чем удвоенное число).
Почему эта формула работает? Подумайте об этом: термоусадка (если не указано иное) обычно имеет коэффициент усадки 2: 1, поэтому, если мне нужно что-то менее чем в два раза больше окружности (или, скорее, периметра, поскольку моя упаковка на самом деле не круг) моей упаковки. Поскольку термоусадка большого диаметра указана в размере половины окружности (плоской ширины), а я хочу, чтобы термоусадка с окружностью немного превышала периметр моей упаковки, то я знаю, что мне нужно, чтобы размер половины окружности был немного больше половину периметра моего рюкзака, что равно высоте плюс ширина моего рюкзака.
Это может показаться запутанным, поэтому давайте говорить в реальных цифрах. Мой рюкзак около 70 мм в высоту и около 65 мм в ширину. Это означает, что половина периметра моего рюкзака составляет 70+ 65 = 135 мм. Поэтому мне нужна термоусадочная трубка с плоской шириной (или половиной окружности) от 135 до 270 мм или, чтобы быть безопаснее, около 150-250 мм. И если возможно, я хочу быть на меньшем конце этого диапазона, чтобы термоусадка была плотнее и держалась крепче. К счастью, у меня есть термоусадочная трубка 170 мм, которая прекрасно подойдет.
Еще одно замечание о термоусадке большого диаметра: если не указано иное, этот материал обычно усаживается примерно на 10% в продольном направлении, поэтому вам нужно добавить немного больше длины, чтобы учесть как перекрытие, так и продольная усадка.
Но есть еще одна проблема: теперь, если я просто засуну свой рюкзак в какую-нибудь термоусадочную трубку, у меня все еще будут открытые концы. Конструктивно это более или менее нормально, хотя он не будет очень водостойким и будет выглядеть немного менее профессионально.
Сначала я собираюсь использовать более широкий (285 мм, если быть точным), но более короткий кусок термоусадочной пленки, чтобы обернуть упаковку по длинной стороне. Это сначала запечатает концы, а затем я смогу вернуться с моей длинной и тонкой термоусадкой, чтобы сделать длину упаковки.
Если у вас нет настоящей тепловой пушки, вы можете использовать мощный фен. Не все фены будут работать, но модель моей жены на 2000 Вт великолепна. У меня есть настоящая тепловая пушка, но на самом деле я предпочитаю использовать ее фен, потому что у него более точное управление и более широкая мощность. Только не испорти жене фен!
Надеваю и сжимаю второй слой
Теперь вся моя упаковка запаяна термоусадкой, а провода выходят из шва между двумя слоями термоусадочной пленки. На этом можно было бы и остановиться, но то, как там термоусадка легла на выход провода, мне не особо понравилось, с чисто эстетической точки зрения. Поэтому я фактически взял третий кусок термоусадочной пленки того же размера (285 мм), что и первый кусок, и еще раз прошелся по длинной оси пакета, чтобы плотно стянуть провода к концу пакета.
В итоге получилось три слоя термоусадочной пленки, что делает аккумулятор очень защищенным!
Ниже я снял видео, показывающее, как термоусадить литиевую батарею.
Последние штрихи
Единственное, что осталось сделать на этом этапе, это добавить разъемы, если вы не сделали это до того, как припаяли провода, что я действительно рекомендую сделать. Но, конечно, я этого не сделал, поэтому я добавил их на этом этапе, стараясь не закоротить их, подключая только один провод за раз.
Доллар за шкалу
Вы можете использовать любые разъемы, которые вам нравятся. Я большой поклонник разъемов Anderson PowerPole для разрядных проводов. Я использовал этот другой разъем, который был у меня в корзине для запчастей, для разрядных проводов. Я не уверен, как называется этот тип соединителя, но если кто-то хочет сообщить мне об этом в разделе комментариев, это было бы здорово!
Вы также можете добавить этикетку или другую информацию на внешнюю сторону рюкзака, чтобы придать ему профессиональный вид. Если ничего другого, это хорошая идея, по крайней мере, написать на упаковке, что такое напряжение и емкость. Особенно, если вы сделаете несколько нестандартных аккумуляторов, это гарантирует, что вы никогда не забудете, какое напряжение заряда является правильным для аккумулятора.
Вы также можете сначала протестировать батарею с довольно небольшой нагрузкой. Попробуйте покататься на первых зарядках, а еще лучше используйте разрядник, если он у вас есть. Я сделал самодельный разрядник из галогенных лампочек. Это позволяет мне полностью разряжать батареи при разных уровнях мощности и измерять выходную мощность. Эта конкретная батарея дала 8,54 Ач при первом цикле разрядки при скорости разряда 0,5c, или около 4,4 А. Этот результат на самом деле довольно хороший и соответствует средней емкости отдельной ячейки около 2,85 Ач, или 9 А.8% от номинальной мощности.
Производители обычно оценивают емкость своих элементов при очень низкой скорости разряда, иногда всего 0,1 с, когда элементы работают на максимуме. Так что не удивляйтесь, если вы получаете только 95% или около того заявленной емкости ваших аккумуляторов во время реальных разрядов. Этого следовало ожидать. Кроме того, ваша емкость, вероятно, немного увеличится после первых нескольких циклов зарядки и разрядки, поскольку элементы разбиваются и балансируются друг с другом.
Я не включил в эту статью раздел о зарядке, так как речь шла только о том, как собрать литиевую батарею. Но вот видео, которое я сделал, чтобы показать вам, как выбрать подходящее зарядное устройство для вашей литиевой батареи.
Теперь твоя очередь!
Теперь у вас есть вся необходимая информация, чтобы сделать свой собственный литиевый аккумулятор для электрического велосипеда. Вам все еще может понадобиться несколько инструментов, но, по крайней мере, у вас есть знания. Не торопитесь, планируйте все заранее и наслаждайтесь проектом. И не забывайте о защитном снаряжении!
Видеоверсия моих инструкций:
Если вы похожи на меня, тогда вам нравится слушать и видеть, как что-то делается, а не просто читать о них. Вот почему я также сделал видео, показывающее все шаги, которые я предпринял здесь, в одном видео. Аккумулятор, который я собираю в этом видео, не совсем тот же аккумулятор, но он похож. Это батарея 24 В 5,8 Ач для небольшого электровелосипеда с низким энергопотреблением. Но вы можете просто добавить больше элементов, чтобы получить более высокое напряжение или большую емкость, чтобы удовлетворить ваши собственные потребности.