
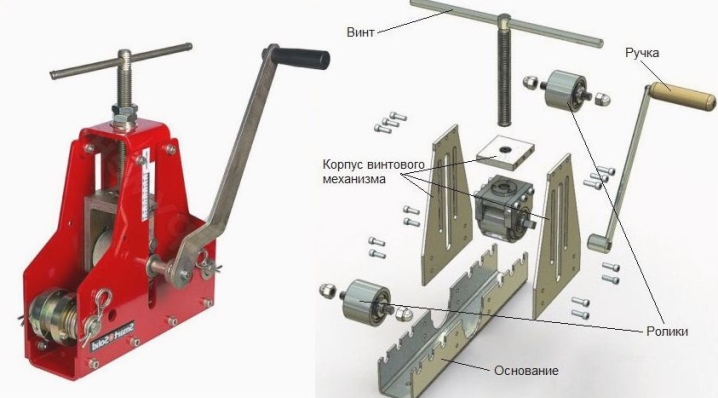
прокатный станок своими руками, трубогиб профилегиб
Содержание:
Прокаткой профильной трубы называют технологическую процедуру, в результате которой изменяется продольный профиль изделия. Для этого потребуется наличие особого станка для прокатки труб, с характерной для него высокой производительностью, которая необходима для изготовления изогнутых элементов металлических конструкций.

Описание материала
Профильная труба относится к особенному сорту проката, с помощью которого собираются металлические конструкции разных размеров и функций. Отличается такой металлопрокат наличием многогранного или овального профиля на поперечном сечении. Чаще всего его формой выступает квадрат или прямоугольник. Само собой, что трубопроводы и другие транспортные коммуникации из таких труб не делают.

Объясняется подобное ограничение слабым сопротивлением внутреннему давлению и недостаточными пропускными характеристиками. Дело в том, что профильные трубы изготовляются из ленточного штрипса, что в основном не предусматривает надежное формирование надежных соединительных участков. Как результат, в случае использования данного материала для изготовления трубопроводов, существует большая вероятность порывов.
Какие бывают профильные трубы
Когда говорится о профильных трубах, в основном имеются в виду квадратные, овальные или прямоугольные изделия. Что касается способа производства, то они бывают шовными или бесшовными, с отпуском или без. Отпуском называют специальную процедуру, в результате которой снимаются внутренние напряжения после того, как профиль сформирован.
В целом можно сказать, что сортимент профильных труб настолько разнообразен, что для его нормирования потребовалось несколько ГОСТов. К примеру, профильные трубы квадратного типа определяются ГОСТом 8639-82.

Данные нормативные документы содержат указания параметров, по которым изготовляются профильные трубы тонкостенного и толстостенного типа. Верхней габаритной чертой для них является размер 180х180 мм, при толщине стенок 8-14 мм. Самой маленькой профильной трубой выступает квадратное изделие миллиметровой толщины, с размером грани в 10 мм. Из этих значений определилась технология, по которой данный прокат подвергается продольной деформации.
Пустотелая балка размерами 18х18 см, где толщина стенок доходит до 1,5 см, может быть согнута только при помощи особой техники.
Особенности вальцовки
Продольная прокатка профильной трубы построена на вальцовке, что очень сильно напоминает прокатный стан. Как результат, вальцовочному станку для проката профильных труб был сообщен пирамидообразный вид.
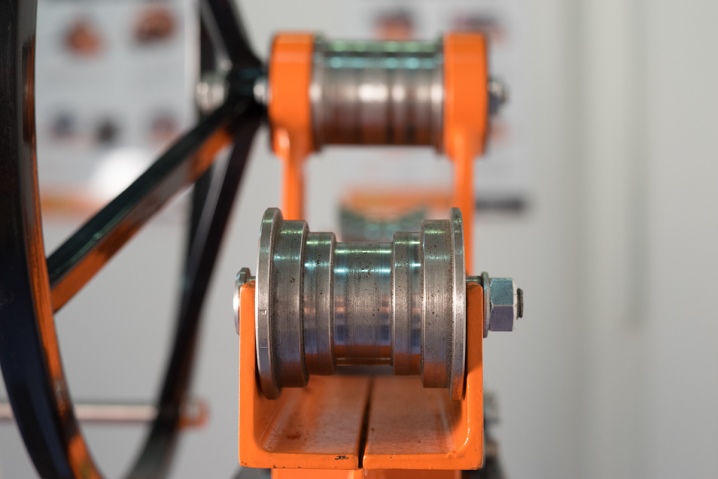
Здесь имеются два нижних и один верхний цилиндр: с помощью нижних элементов осуществляется транспортировка, а верхнего вальца – деформация проката. Прокатный станок для профильной трубы обладает очень понятной схемой работы: труба ложиться поверх нижней пары вальцов, с последующим поджиманием к верхнему цилиндру.

Благодаря этому прижимному воздействию, передаваемого на верхний цилиндр, достигается прогиб трубы, с дальнейшим деформированием продольного профиля. После включения «подачи» (нижнего привода) происходит распространение участка деформации по поверхности всей обрабатываемой трубы.
Как правило, при помощи одного прихода длинный профиль особо не деформируешь. Однако эту операцию можно повторять сколько угодно много раз. Это позволяет формировать как дугообразные, так и закольцованные профили.
Какие бывают вальцовочные станки для прокатки
Собирая металлоконструкции, приходится использовать самые разные заготовки. Для их получения используются самые разнообразные вальцовочные агрегаты.
Наиболее популярные в настоящее время станки для прокатки:
- Вальцовые листогибы. С их помощью деформируют листовой прокат. Трубы в таких станках обработать не получится по причине очень малого зазора между транспортирующими и деформирующими элементами. Вальцевые листогибы используются там, где требуется изготовить тонкостенные фасонные детали – отливы, желоба и т.п.
- Трехвальцевые станки. С помощью такого устройства можно деформировать и трубы, и листы. Кроме этого, станки данного типа дают возможность обработки профильного проката (уголков и пр.). Генератор прижимного усилия определяет уровень мощности и производительности данного оборудования. На станках с обычной струбциной, с которой связан прижимной вальц, производительность находится на отметке ниже среднего: изготовить подобный прокатный станок для профильной трубы своими руками под силу любому слесарю. При использовании вместо струбцины гидравлического привода станок данного типа может сгибать даже тавровые балки.
- Станки с четырьмя вальцами. Это оборудование считается наиболее мощным из всех приспособлений данного типа. При помощи данных трубогибов можно изготовлять не только дуговые, но и кольцевые профили. На четырехвальцевых станках используют исключительно механический привод: в этом отношении они отличаются от трехвальцвого оборудования, которое может быть как частично, так и полностью ручное. Это предусматривает реализацию прокатки профильной трубы своими руками, при помощи физических усилий рабочего. Чтобы повысить мощность станка, приходится усложнять его конструкцию и повышать уровень энергопотребления. Это объясняет, почему на предприятиях, где профильная труба изготовляется в массовом масштабе, используется в основном четырехвальцевый трубогиб: своими руками профилегиб данного типа изготовить вряд ли получится.
Делаем профилегиб станок своими руками
При изготовлении металлоконструкций из профильных труб необходимость в их сгибании возникает часто. Арочные перекрытия, каркасы теплиц, элементы детских площадок — вот лишь небольшой перечень объектов, требующих монтажа скруглённых профилей. На производстве для получения труб с заданным радиусом кривизны используют специальное оборудование. Учитывая громоздкость и высокую стоимость таких станков, для нерегулярного использования в бытовых целях их приобретение нецелесообразно. Для домашней мастерской или гаража профилегиб можно изготовить своими руками. Всё, что для этого понадобится, найдётся в той же мастерской или отыщется по гаражам друзей и знакомых. Заинтересовались такой конструкцией? Тогда облачайтесь в рабочую одежду и беритесь за дело!
Профилегибочный станок. Для чего он нужен?

Универсальный производственный гибочный станок
О назначении профилегибочного станка говорит его название. Это сгибание металлических профильных труб в целях получения определённого радиуса закругления на необходимом участке или по всей длине заготовки. Воспользовавшись профилегибом, или по-другому трубогибом, можно выполнить несколько технологических операций с металлопрокатом различного типа:
- сгибание металлического прутка или арматуры, включая заготовки из пружинистой стали;
- гибка профильного металлопроката квадратного или прямоугольного типа;
- получение колен из круглых труб или их сгибание под нужным углом;
- скругление деталей любой длины из сортового проката (уголки, двутавры, швеллеры).
Существует несколько моделей гибочных станков. Одни позволяют прилагать усилия только на определённом участке заготовки. Другие прокатывают трубу между роликами, осуществляя давление по всей длине. Почему-то именно последние получили у специалистов название «профилегибы», хотя и те и другие напрямую относятся к оборудованию одного типа. Кстати, прокатывание заготовки позволяет без предварительного нагрева получить изделие сложной конфигурации, причём изгибы можно сделать под углом от 1° до 360° в произвольных плоскостях.

Профилегиб прокатного типа
Так же, как и промышленные аналоги, самодельные профилегибы имеют электрический привод или работают на мускульной тяге. Разумеется, использование электродвигателя позволяет не только облегчить процесс обработки заготовок, но и значительно его ускорить.
Классификация профилегибов
В зависимости от типа привода, который, в свою очередь, непосредственно влияет на мощность и производительность станка, профилегибы разделяют на несколько типов.
Гидравлические станки

Профилегибочный станок с гидравлическим приводом. Мощный и очень дорогой
Гидравлические трубогибы представляют собой промышленное оборудование, поэтому имеют высокую мощность и предназначены для стационарной установки. Такие агрегаты используют преимущественно в условиях мелкосерийного и серийного производства, когда требуется получить большое количество однотипных заготовок. Гидравлический привод полностью снимает нагрузку с оператора, предоставляя ему возможность управления станком нажатием кнопок.
Достоинства гидравлических станков:
- высокая скорость работы;
- полное отсутствие ручного труда;
- простота эксплуатации;
- возможность изгиба профиля большого сечения.
К недостаткам устройств этого типа относится высокая стоимость, стационарная конструкция и сложность, обусловленная применением гидравлического привода.
Электрические профилегибы

Электрический профилегиб с винтовой передачей. Недорого и функционально
Гибочные станки, использующие электромоторы, также представляют собой стационарное оборудование, поскольку требуют подключения к электрической сети. Электропривод обычно сочетается с винтовой передачей, что удешевляет стоимость оборудования, однако и делает невозможным изгиб профилей большого сечения. Именно поэтому такие станки встречаются на небольших предприятиях и даже в частных мастерских. Кстати, существуют конструкции самодельных устройств с электрическим приводом, которые функционируют никак не хуже заводских аналогов.
Достоинства электрических профилегибов:
- относительно низкая стоимость;
- скорость обработки заготовок;
- простота конструкции;
- высокая точность сгибания;
- возможность применения цифровых технологий управления станком.
К недостаткам можно отнести всё то же отсутствие мобильности и невозможность сгибания профилей увеличенного размера.
Ручные станки

Ручной профилегиб. Дешёвый, мобильный вариант
Ручное гибочное оборудование отличается простотой, компактностью и низкой стоимостью. Благодаря несложной конструкции с приводными валиками и подвижным роликом, работа с профилегибами этого типа не требует никакой квалификации. При необходимости станок можно легко перенести к месту монтажа, а доступная цена подобных устройств обуславливает их широкое применение в домашнем хозяйстве. Конечно, конструкция не лишена и недостатков:
- нет возможности точно контролировать радиус изгиба;
- увеличенное время обработки заготовок;
- высокие физические нагрузки на оператора;
- обработка профилей с небольшим поперечным сечением.
Преимущества и простота конструкции ручных профилегибов делают их привлекательными для изготовления в кустарных условиях, поэтому такие станки получили огромную популярность у домашних умельцев. Кстати, ручные гибочные приспособления можно перенести в среднюю категорию, при необходимости дополнив конструкцию электрическим приводом.
Конструкция и принцип действия гибочных агрегатов

Конструкция простейшего профилегиба прокатного типа
Основными элементами профилегибочного станка являются валы, закреплённые на прочной металлической станине. При этом пара прокатных валиков отвечает за продольное перемещение заготовки, а подвижный ролик обеспечивает нажатие на деталь. В зависимости от конструкции агрегата, усилие прижима регулируют в широких пределах при помощи винтовой пары, домкрата или гидравлического механизма. Прокатные валики приводятся в действие при помощи электродвигателя или вручную. Последний вариант применяется на небольших приспособлениях и чаще всего повторяется умельцами в домашних условиях.
Кроме этого, существуют и другие конструкции профилегибов:
- агрегаты с левым подвижным роликом используют для получения спиралей. Чаще всего такие станки оснащаются ЧПУ и позволяют сгибать детали, точно контролируя градиент гибки;
- станки с подвижными нижними валами сгибают габаритные заготовки, поэтому оснащаются гидравлическим приводом. Наличие контроллера положения каждого вала позволяет получать детали сложной формы, вплоть до закручивания заготовок в спирали;
- модели, в которых все ролики являются подвижными, представляют собой элиту профилегибочного оборудования и могут работать с деталями любой конфигурации и толщины.
Основным отличием профилегибочных станков от другого трубогибочного оборудования заключается в том, что конфигурация заготовки меняется не загибом вокруг неподвижного ролика, а методом холодного проката. Это позволяет изменять конфигурацию заготовок любого сечения и длины. Подобная конструкция и послужит основой для самодельного станка, который мы предлагаем сделать самостоятельно.

Схема, которая показывает принцип работы прокатного трубогиба
Необходимые инструменты и материалы
Для изготовления станка для гибки профильных труб понадобится достаточно большое количество деталей, однако это не значит, что все позиции из списка придётся покупать. Преимущественное число необходимых материалов найдётся в любом гараже или мастерской. Вот то, что потребуется в процессе работы:
- уголки или профильные трубы для изготовления корпуса станка;
- швеллеры или металлопрофиль крупного сечения для основания станины;
- заготовки для изготовления валов и ролика;
- цепь;
- натяжитель цепи;
- приводные звёздочки;
- корпуса подшипников;
- подшипники;
- гидравлический домкрат или винтовая передача;
- ручка приводного вала;
- пружины — при использовании домкрата;
- болты и гайки.

Большинство деталей для изготовления самодельного профилегиба найдётся в каждом гараже
Инструмент, который понадобится в процессе работы, найдётся у каждого мастера:
- угловая шлифовальная машина;
- электрическая дрель;
- набор свёрл по металлу;
- молоток;
- сварочный аппарат;
- набор рожковых и торцевых ключей.
Единственная трудность, с которой придётся столкнуться, это изготовление приводных валиков и нажимного ролика. Возможность выточить их из заготовки на токарном станке есть лишь у счастливых обладателей подобного оборудования. Тем не менее, не стоит отчаиваться — в любой организации найдётся токарь, который недорого изготовит детали по представленным чертежам. Остальные элементы станка можно использовать б/у.

Всё, что понадобится для изготовления профилегиба
Механизм цепной передачи можно позаимствовать от привода газораспределительного механизма автомобильных двигателей, а корпуса подшипников (и сами подшипники) — из старой сельхозтехники.
Варианты изготовления ручных профилегибочных станков
Чтобы изготовить профилегибочный станок, необязательно в точности повторять существующую конструкцию. Намного проще создать устройство по собственным чертежам, исходя из того, что есть под рукой. Это позволит сэкономить время и деньги и даст возможность сконструировать приспособление, которое идеально подойдёт как по назначению, так и по месту для установки. Именно поэтому в сети можно найти множество приспособлений, использующих один и тот же принцип, но различающихся по исполнению.

Чертёж трубогиба с радиальным воздействием на заготовку
Одна из конструкций позволяет выполнять радиальное сгибание прямоугольных профильных труб благодаря использованию двух роликов, один из которых является подвижным, а другой — опорным (направляющим). Деформация заготовки по нужному радиусу осуществляется нажатием и перемещением рабочего ролика вокруг направляющего. Корпус устройства изготавливают из стального листа толщиной до 8 мм и металлических уголков. Чтобы избежать непроизвольного смещения заготовки, перед сгибанием её зажимают между неподвижным роликом и специально установленным упором.

Самодельный прокатный станок для гибки для профильных труб
Более универсальным является станок прокатного типа, конструкция которого описана выше.
Кроме того, существуют и другие, по-настоящему простые конструкции, позволяющие сгибать трубы по шаблону. К сожалению, качество и точность выполняемой деформации оставляют желать лучшего, а для получения другого радиуса придётся изготавливать новый шаблон.

Приспособления для гибки труб по шаблону
При изготовлении ручного станка следует учесть некоторые моменты:
- чтобы при сгибании габаритных заготовок профилегиб не опрокидывался, его станину делают устойчивой и массивной. Лучшим материалом для изготовления можно считать швеллер или двутавровую балку;
- вальцы станка должны иметь низкую шероховатость и повышенную твёрдость. Лучше, если их конфигурация будет повторять форму профилей самых используемых размеров;
- конструкция корпуса должна обеспечивать изменение расстояния между осями приводных валов. Увеличенная дистанция позволит прокатывать заготовки с большим поперечным сечением, тогда при уменьшении межосевого расстояния можно будет получать изгибы малого радиуса;
- рычаг привода должен обеспечивать лёгкость вращения при работе, поэтому его не следует делать слишком коротким.
Большинство соединений при изготовлении профилегиба выполняют при помощи сварочного аппарата. Тем не менее, полностью обойтись без болтовых соединений не удастся — подвижные элементы конструкции крепятся именно таким способом.
Изготовление прокатной конструкции своими руками
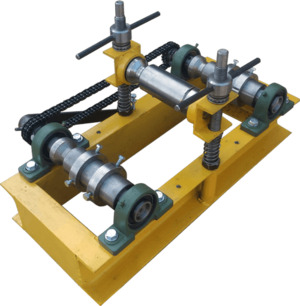
Для самостоятельного изготовления рекомендуем воспользоваться наиболее распространённой конструкцией профилегибочного станка с двумя нижними валами и нажимным роликом. Проще всего установить на агрегат ручной привод, который при необходимости можно будет легко переоборудовать в электрический.
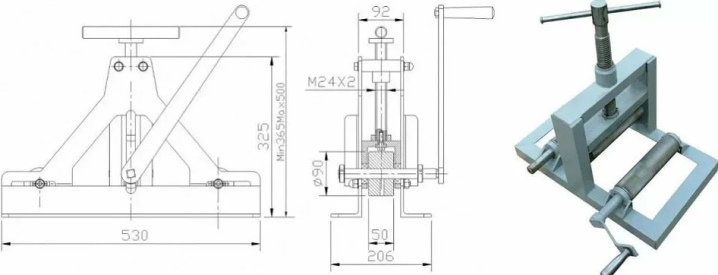
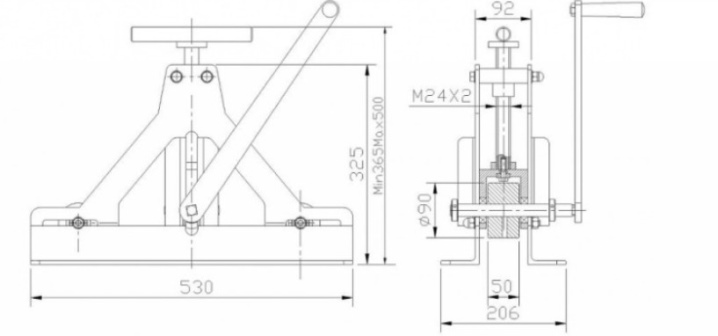
Чертежи устройства
Как уже говорилось, профилегиб лучше спроектировать самостоятельно, исходя из собственных условий и предпочтений. В работе можно ориентироваться на чертежи станков, которыми с удовольствием делятся изготовившие их мастера.
Инструкция по сборке
- Изготовление приводных (опорных) валов и ролика. Эту работу лучше доверить токарю, после чего детали необходимо закалить.

Изготовление валов и опорных колец придётся доверить токарю
Можно изготовить цилиндрические валики без проточек под профильные трубы. В таком случае на каждый вал изготавливают по два ограничительных кольца. Такие цилиндрические насадки устанавливают с учётом ширины заготовки и фиксируют при помощи болтов.
- Подшипники устанавливают в обоймы. Если нет возможности использовать заводские детали, то их можно также выточить на токарном станке.

Опоры валов с установленными подшипниками
- На валы примеряют звёздочки и определяют расположение шпоночных канавок. Пазы под шпонку можно нарезать при помощи дрели и напильника или дремеля.

Шпоночный паз можно сделать дрелью
- В ограничительных насадках сверлят отверстия и нарезают резьбу под зажимные болты.

Резьба для фиксации ограничительных колец
- Изготавливают площадку для установки прижимного ролика. Для этого берут толстую металлическую пластину или швеллер, в котором сверлят по две пары отверстий для крепления обойм с подшипниками. Кроме того, на обратной стороне будет установлен гидравлический домкрат, поэтому в некоторых случаях придётся срезать одну полку швеллера.

Опорная площадка верхнего ролика
- Прикручивают прижимной вал и приваривают к площадке проушины из гаек М8 для крепления пружин.
- При помощи сварочного оборудования изготавливают опорные ноги и станину. Особое внимание следует уделить той части корпуса, в которой будет находиться опорная площадка верхнего ролика. Уголки, которые будут её формировать, должны быть ровными, а при их монтаже следует тщательно соблюдать геометрию, используя измерительное оборудование.

Станина с установленной площадкой верхнего ролика
- Площадку с установленным роликом подвешивают на пружинах к верхней поперечине станины.

Пружины дадут возможность приводить домкрат в начальное положение
- В опорной раме сверлят ряд отверстий, которые будут обеспечивать переменное расстояние между валами. Важно точно выдерживать расстояния, поскольку при смещении подшипниковых узлов перпендикулярность установки будет нарушена, вследствие чего заготовку будет зажимать в процессе прокатки.
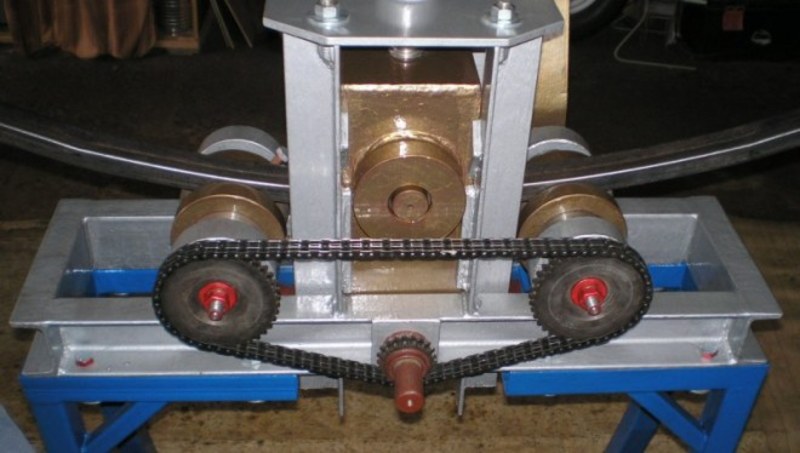
- Устанавливают опорные валы. Монтируют ведомую и ведущую звёздочки и приводную цепь.

Монтаж приводных валов и звёздочек
- В опорной раме станины прорезают паз под натяжной ролик. Натяжитель устанавливают на станок и устраняют провисание цепи.

Натяжитель позволит избежать провисания цепи
- Из стального прутка диаметром 20 мм изготавливают ручку привода станка. На ту её часть, за которую держат рукой, монтируют отрезок металлической трубки, смещение которой ограничивают большой шайбой, приваренной к торцу ручки.

Правильно изготовленная ручка не будет натирать руки
- На верхнюю площадку устанавливают домкрат и фиксируют его при помощи болтов и гаек.

Установка домкрата — финальная стадия работы
- Проводят испытания станка на отрезке профильной трубы. Для этого заготовку укладывают на нижние валы и прижимают к ним при помощи домкрата. Вращением ручки устройство приводят в действие. Пробуют различное усилие прижатия и его влияние на радиус закругления детали.
После того как профилегибочный станок будет испробован, его следует очистить от ржавчины, обработать антикоррозионным составом и покрасить. Тем самым вы сможете защитить металл от влаги, а приспособление получит законченный, эстетичный вид.

После окрашивания станок приобретает законченный вид
Видео: самодельный профилегиб в действии
Изготовленный по нашей инструкции профилегибочный станок способен выполнять те же функции, что и промышленное оборудование. С той минуты, когда вы запустите аппарат, сгибание профильных труб при помощи физической силы и кустарных способов останется в прошлом. Скорость и качество изготовления металлоконструкций отныне переходит на новую ступень. Это тот уровень, при котором ваши изделия будет невозможно отличить от заводской продукции, та степень мастерства, когда построенные сооружения станут невольными свидетелями вашего умения и трудолюбия.
как сделать станок для проката профильной трубы своими руками, чертежи профилегибочного станка
 Агрегат для гибки металлического профиля, труб, прокатных погонных изделий разного сечения называется профилегиб. В зависимости от сложности поперечного сечения профиля применяются ролики с простой боковой поверхностью, или ее растачивают под уголок, двутавровую балку, швеллер, тавр. Это делается так, чтобы она повторяла вид сечения на торце обрабатываемого фасонного проката.
Агрегат для гибки металлического профиля, труб, прокатных погонных изделий разного сечения называется профилегиб. В зависимости от сложности поперечного сечения профиля применяются ролики с простой боковой поверхностью, или ее растачивают под уголок, двутавровую балку, швеллер, тавр. Это делается так, чтобы она повторяла вид сечения на торце обрабатываемого фасонного проката.
Принцип работы станка
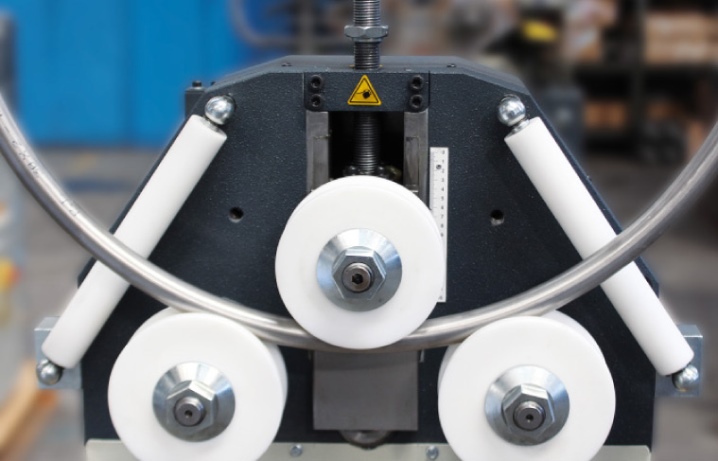
При помощи гидравлики обеспечивается общее усилие прижима, так происходит деформация металлических профилей большой толщины. Трубогибы в заводских условиях дают усилие больше 8 тонн, этот показатель влияет на выбор управления станка: ручной или электрический. Устройства с принудительным и ручным прижимом изгибают прокат, обеспечивая деформацию металла в холодном виде. Изгибающее воздействие в различных станках отличается направлением:
- Прижимающий вал движется в направлении вниз. Схема с верхним расположением вала востребована при работе профилегибочного оборудования с электрическим управлением. В станках с домкратом такое направление перемещения рабочего вала используется редко.
- Рабочий вал движется снизу вверх, а боковые ролики закреплены в статической неподвижности. Такая схема используется в агрегатах с гидравлическими домкратами, перемена положения происходит при перемещении центрального валка.
Эти две рабочие схемы одинаково эффективны, хотя отличаются расположением рабочих и вспомогательных валов, а также типом прижимающего устройства.
Самодельный гибочный агрегат
 В мастерской чаще всего конструируют и собирают профилегибочный станок своими руками. Чертежи делают для агрегата, рассчитанного на металлический профиль, который в сечении имеет диаметр 6 см и меньше, так как загибание мощного проката требует профессионального электрического гидропривода.
В мастерской чаще всего конструируют и собирают профилегибочный станок своими руками. Чертежи делают для агрегата, рассчитанного на металлический профиль, который в сечении имеет диаметр 6 см и меньше, так как загибание мощного проката требует профессионального электрического гидропривода.
Выбор конструктивов и материалов
Материалы подбирают с учетом из работоспособности. Для основания берут балки, которые не выгнуты, ржавчина на них может занимать площадь не более 10%. Чтобы работу не пришлось прерывать на поиски недостающих материалов, готовят элементы заранее:
- подшипниковые узлы с запрессованными катающимися роликами;
- швеллер, его нужно брать № 100 или 80;
- монолитные валы из стали, диаметр которых не меньше 80 мм;
- прут из металла диаметром 12 мм;
- стальная полоса по толщине 5 мм и больше;
- велосипедная цепь или цепь ГРМ от «жигулевской» шестеренки;
- граверные и простые гайки, шайбы, болты М20, длина последних 60 мм.
Для изготовления станины режут два куска от швеллера длиной 20 см (для поперечных направляющих) и две заготовки по 70 см (для продольных стоек). На торцах двух последних заготовок формируют угол 70˚ с помощью болгарки.
Первоначальный этап
Чтобы установить подшипниковые узлы, вверху продольных стоек делают разметку отверстий для их крепления. Для этого применяют керн и отмечают, где будут располагаться болты. После этого подшипники убирают в сторону, а в отмеченных местах сверлят отверстия при помощи электрической дрели, используя сверло по металлу.
Размеры и местоположение боковых креплений на чертеже не отмечается, а выбирается по месту изготовления, эти параметры зависят от размеров валов, которые подготовлены для установки в конструкцию. Сквозные отверстия сверлят в креплениях, они предназначены для постановки вала. Края отверстий укрепляют дополнительными накладками, изготовленными из металлической полосы так, чтобы толщина прохода (стенки) была 10 мм.
От швеллера отделяют болгаркой кусок, равный ширине вала, его торцы формируют под 45˚. Он нужен для того, чтобы изготовить прижимной узел. Собирают остов для крепления вала из верхней перекладины и двух боковых стоек в виде буквы П. Оставшийся швеллер используют для вырезания двух отрезков по 50 см, чтобы изготовить направляющую конструкцию.
Основной цикл изготовления
 Чтобы подготовить элементы, соединяемые с помощью болтов, от стальной полосы отрезают два куска. Их рассчитывают так, чтобы они свободно помещались в полость швеллера. Для болтов М12 в кусках пластин сверлят отверстия соответствующего диаметра, отступая от краев на расстояние 10 мм. Готовые детали помещают внутрь швеллера и приваривают.
Чтобы подготовить элементы, соединяемые с помощью болтов, от стальной полосы отрезают два куска. Их рассчитывают так, чтобы они свободно помещались в полость швеллера. Для болтов М12 в кусках пластин сверлят отверстия соответствующего диаметра, отступая от краев на расстояние 10 мм. Готовые детали помещают внутрь швеллера и приваривают.
Подготовленные продольные и поперечные части соединяют сваркой, получается станина профилегибочного станка. В процессе сборки в конструкцию из верха и двух боковин вставляют вал. К станине варят направляющие вертикальные отрезки швеллера, которые были подготовлены на начальном этапе сборки, по ним будет двигаться прижимной механизм.
В верхней части прижимного устройства сверлят отверстие 22 мм для болта М20. Конец болта свободно входит в отверстие, но не выпадает из него, для этого на конце делают напайку с помощью сварки. Направляющие для передвижения каретки делают их двух отрезков швеллера, длина заготовок равна расстоянию между полозьями. Отверстия в перекладинах выполняют точно, чтобы они совпадали с просверленными ранее в направляющих деталях прогонов. Отверстие в центре сверлят в соответствии с диаметром гайки, затем ее приваривают поверх.
Для крепления перекладины верха предусмотрено болтовое соединение, метизы вставляют в нее. Затягивают болты с применением граверных гаек. Сверху основания рамы крепят подшипниковые узлы, а на них располагают стационарные валы. Узлы подшипников закрепляют болтами через отверстия с применением граверных гаек.
Чтобы соединить ступицу с шестеренками, ее приваривают под цепью. Диаметр ступицы должен соответствовать этому размеру у шпиндельного вала. На ней проваривают выступ в виде борозды, а на поверхности вала протачивают проход в виде канавки, при установке они должны совпадать. Иногда в целях упрощения ступицы наваривают на вал. Затем шестерни надевают на шпиндели и закрепляют двумя гайками: контргайкой и основной.
Заключительные работы
 В средней части направляющей балки, поставленной вертикально, под воротом приваривают ось для шестеренки и ворота. Работа выполняется со стороны установленных шестеренок. Ось располагается по отношению к направляющим так, чтобы цепь в случае необходимости можно было снять, а в рабочем положении она была натянутой.
В средней части направляющей балки, поставленной вертикально, под воротом приваривают ось для шестеренки и ворота. Работа выполняется со стороны установленных шестеренок. Ось располагается по отношению к направляющим так, чтобы цепь в случае необходимости можно было снять, а в рабочем положении она была натянутой.
К стальной полосе размером около 50 см приваривают пруток, который будет служить ручкой. Получается ворот, к которому со второго конца приваривают ступицу. Для ее изготовления берут остаток трубы, при этом получается, что диаметр ступицы равен внутреннему размеру шестеренок.
Шестерню напрессовывают на рукоятку ступицы, она служит для намотки цепи, для такой работы используют тиски. Чтобы ускорить процесс прессовки, разогревают шестеренку до 120˚, от этого посадочное отверстие расширится, а после надевания уменьшится, и шестерня получит плотную посадку.
Заканчивают сборку прижимного узла изготовлением своеобразной ручки, для этого на конце болта сверлят отверстие, куда вставляют отрезок металлического прутка. Перед тем как накинуть цепь на все три шестеренки, крепят ступицу на подготовленной заранее оси и затягивают контргайкой. Получается редуктор для того, чтобы передавать момент кручения от рукоятки.
После окончания работ станок окрашивают масляными составами для предупреждения ржавчины и коррозии от окружающей атмосферы. Те части агрегата, которые взаимодействуют между собой поверхностями или трутся в процессе работы, не окрашиваются.
Особенности чертежей
Перед тем как сделать профилегиб своими руками, чертежи, размеры просчитывают самостоятельно или берут из интернета или печатных изданий. В таком случае нужно основательно разобраться в конструкции, так как неудачные схемы приведут к расшатыванию станины со временем и нарушению заданных параметров изгиба профиля. Иногда неточно установленные валы способствуют выкручиванию профиля или получению угловатого радиуса.
По готовым чертежам можно делать станину, располагать валы, крепить направляющие полозья для каретки и готовить редуктор на валу. Для выбора поверхности валиков такие информационные схемы подходят только в том случае, если они предназначены для изгибания именно такого профиля, как у мастера. Но помимо конфигурации, прокатные балки отличаются размером сечения, толщиной полки и другими параметрами (достаточно обратиться к сортаменту). Чертеж без изменений можно применять только в случае, если он:
- не содержит ошибок технического характера, для этого нужно обратиться к опытному механику, он определит работоспособность выбранной схемы;
- техническая сторона описания разработана подробно, понятна сборка, чертеж снабжен обширной размерной сеткой, указаны все методы крепления, вычерчены сборочные узлы с разрезами и предусмотрено взаимодействие рядом расположенных элементов;
- конструкция станка не требует применения малоизвестных материалов и узлов, которые нет возможности купить или заказать.
На основе готовых чертежей мастер может исправить некоторые положения, подогнав схемы под индивидуальные условия. При выполнении сборочных схем обращают внимание на такие вопросы:
- конфигурация поверхности опорных и ответных роликов определяется с учетом формы фасонного сечения проката, а не только с размером на торце;
- некоторые виды проката, например, уголок или швеллер удачно гнется, если при установке в агрегат учитывается направление изгибания (полка располагается вниз или вверх).
Особенностью выбора боковой поверхности роликового диска является то, что требуется максимально уменьшить возможность вырывания профиля, его выкручивание, в результате не должно быть смятых полок. Это важно не только для мелкого сечения, но и крупные профили с толстыми полками не выдерживают нагрузки. Поэтому конструктиву бока ролика уделяют внимание при разработке.
Рекомендации по разработке боковых сторон
Профиля относительно простого сечения, например, квадратного или круглого (трубы) не требуют усложнения боковых плоскостей. В таком случае наружность выполняется плоской и ровной, а если гнут сложные сечения, то выбирают следующие решения:
- Круглая или овальная форма прутка диктует формирование на боковой плоскости ролика канавки или своеобразного желоба с сечением соответствующего вида.
- Для изгибания профиля прямоугольного или квадратного сечения без выступающих полок боковую наружность дисков делают правильной прямоугольной формы с бортиками. При этом толщина диска выбирается с учетом того, что наружные размеры проката точно входят во внутреннее пространство между бортами, которые прочно удерживают изделие.
- Если нужно гнуть уголок так, что у полученной арки внутренняя сторона профиля будет снаружи (гнутье по наружной стороне), то поверхность рабочего диска выполняется плоской, но ставится борт для удерживания. Опорный диск делается с плоской наружностью, а диски сдвигаются один от другого на расстояние толщины полочки уголка.
- В случае гнутья уголка по внутренней стороне, рабочий ролик изготавливается плоским, а борта предусмотрены на дисках стационарных валов.
- При изгибании швеллера ситуация почти аналогична варианту с уголком. Гнутье по наружной стороне требует выполнения борта на плоскости рабочего ролика, при этом стационарные диски делают плоскими. Обратное гнутье требует удерживающих бортов на опорных дисках, а рабочий выполняют с плоской наружностью.
- Для работы с двутавровой балкой поперечное боковое сечение рабочего и стационарных дисков делают по размеру таким, что соответствует внутреннему размеру между полками профиля. Торцы дисков должны плотно помещаться внутри двутаврового профиля и предупреждать его деформацию.
- Чтобы сделать арку из двутавровой балки, в которой снизу и вверху будут полки (гнутье поперек полок), требуется выполнить сложную конфигурацию на боковых плоскостях ролика, при этом на опорном и движущемся ролике выполняют по два борта.
Профилегибочный агрегат, универсальный для всех видов профилей, сделать не удастся. Вариантом для мастерской, которая предлагает гибочные услуги, станет изготовление отдельных комплектов из трех дисков, крепящихся к валам болтовым соединением и заменяющихся другими при необходимости.
Прокатный станок своими руками: методы и технологии изготовления
Рассмотрим наглядный пример, как можно сделать прокатный станок своими руками: методы и технологии его изготовления. Но прежде всего, необходимо понять для какой цели этот станок нам потребуется.
Достаточно сложно представить современную повседневную жизнь без металла. Он используется повсеместно, и требует для обработки соответствующего оборудования. Металлургическая промышленность в основном использует современные прокатные станки, которые, в свою очередь, имеют высокую цену. Для самостоятельного же использования и изготовления профтрубы, можно сконструировать прокатно-вырубной станок своими силами.
Для чего используется такое оборудование?
Прокатно-вырубные станки и иная техника для металлообработки чаще всего используется при создании конкретной формы металлической детали. Так как этот материал используется повсеместно, к его обработке подходят с надлежащей ответственностью и вниманием.
Прокатные станки для металлического профиля распространены повсеместно, однако многие и не догадываются, что сделать такое сложное оборудование можно самостоятельно. В силу того, что цена на подобное оборудование крайне высокая, мы наглядно рассмотрим пример, как своими руками изготовить прокатно-вырубной механический станок.
Ярким примером металлических деталей, где при изготовлении используется прокатный станок для профильных труб, являются присутствующие в каждом доме или квартире трубы или радиаторы батарей. Все эти изделия изготавливаются на металлообрабатывающем оборудовании, которое в силу изготовить самостоятельно без каких-либо навыков и глубоких познаний.

Важно: если вы решили самостоятельно изготовить прокатно-высечной тип станка, то для надежности последующих изготавливаемых на нем деталей, к его сборке следует отнестись с надлежащим вниманием и ответственностью.
Разновидности прокатного станка
Как уже стало ясно из ранее сказанного, прокатное оборудование необходимо для переработки металлической заготовки в готовую геометрически сформированную деталь. В данном случае для листового металла используются следующие типы оборудования:
- Непрерывно-удлинительные, которые позволяют изготавливать металлические трубы с сечением в 110 мм.
- Пилигримовые станки, что используются при изготовлении массивных труб с диаметром от 400 до 700 мм.
- Короткоправочные модели оборудования, что используются при производстве бесшовных труб диаметром до 450 мм.
- Станки трехвалового типа, которые, в свою очередь, применяются для выполнения толстостенных труб, диаметр которых может достигать 200 мм. Нередко такой тип оборудования называют ювелирным прокатным станком.
Важно: на современных заводах металлообработки также нередко применяются широкопрофильные модели гибочной системы установок, что позволяет изготавливать профильные трубы общей длиной до 3 метров.
Составные детали оборудования
Как правило, в состав любого прокатного станка входят три основных составляющих компонента, а именно:
- рабочие клетки;
- передаточные устройства;
- электрические двигатели.
Валы куда помещаются металлические составляющие будущей детали входят в состав рабочей клетки. Также в эту составляющую входят следующие элементы: установочные механизмы, станины, плитовины, а также проводки. За движение всех составляющих компонентов прокатного станка отвечают мощные электродвигатели. Они соединяются с рабочими элементами при помощи муфт, передаточных элементов и шпинделей.
Важно: основной составляющей прокатного оборудования обжимного и заготовочного типа является диаметр вала, а именно величина его рабочей поверхности.
Современные металлообрабатывающие станки могут иметь сразу несколько рабочих клетей, это необходимо для изготовления деталей сложной геометрической формы. Нередко его называют станок для гусиных лапок, что позволяет выполнять работу сразу в нескольких проекциях.
Как правило, такие устройства имеют внушительные габариты и могут обеспечивать рабочую поверхность до 3 метров. Отличительной особенностью современных прокатных станков является работа сразу в трех направлениях для:
- Изготовления отверстий в металлическом листе.
- Вытяжки заготовки в трубу.
- Калибровка изделия, что позволяет задавать диаметр будущей детали.
Важно: работу на прокатном станке может осуществлять лишь квалифицированный специалист, который прошел инструктаж по технике безопасности.
Изготовление прокатной установки своими руками
Для профильной трубы своими руками потребуется изготовить небольшой станок, который существенно отличается от промышленных установок по размерам. Это возможно сделать в повседневных условиях при наличии под станок свободного пространства.
При этом можно отметить, что самодельный станок может позволить вам изготовить детали любой сложности. При его помощи вы достаточно легко сможете сделать проволоку любого диаметра, нарезать листовой металл, что предусматривает кровельное покрытие любой крыши, а также множество иных деталей, что часто востребованы в повседневном быту.
Предварительно вам потребуется подобрать подходящие чертежи, чтобы у вас получился самодельный прокатный станок. После этого предстоит подготовить его компоненты, а именно:
- пара мощных стоек из крепкого металла;
- прут из стали, чей диаметр будет не меньше 5 см;
- верхняя плита с гайками М10;
- две шестерни соответствующего размера;
- зубчатое колесо;
- пружины и упоры;
- а также бронзовые подшипники и втулки.
После того как все компоненты у вас имеются в наличии, можно приступать к изготовлению рабочего станка, который при этом будет достаточно мобильный к перемещению:
- При помощи болтов из стоек и металлической плиты собирается некое подобие рабочей клети.
- К этим же стойкам монтируются два рабочих вала. Их предварительно следует выточить из ранее приготовленного стального прута. Также их необходимо закалить, чтобы получить улучшенную прочность металла.
- Нижний вал монтируется между стоек при помощи подготовленных втулок и подшипников. Верхний вал при этом монтируется на специальные ползуны и является подвижным элементом станка. Движение вверх ползунов ограничивается упорами.
- Непрерывное сжатие двух отдельных валов обеспечивается за счет пружины, что удерживает их в постоянном напряжении. Она крепится одновременно к плите, основаниям и непосредственно подвижному верхнему валу.
Важно: для обеспечения работы такого станка необходимо синхронное вращение рабочих валов. Решить эту задачу вы можете при помощи зубчатой передачи, что передает вращающий момент шестерне, которая установлена на нижний вал. Таким образом, при помощи рукояти можно запустить в работу устройство.
Сделанная таким образом установка имеет ручной привод. Для ее работы требуется непрерывное вращение. Если ручной механизм остановится, то соответственно и валы перестанут свое вращение. Таким образом, получается универсальное устройство, на котором можно менять компоненты и тем самым изменять профильную пригодность станка.
Плюсы самодельного устройства
В конечном счете все, что вам потребуется для изготовления такого универсального устройства, можно купить по небольшой стоимости в любом строительном магазине либо подобрать нужные компоненты из старых давно забытых вещей, а также подобрать чертежи. В любом случае цена такого станка очень быстро себя окупит, так как изготовить на нем можно детали любой сложности с минимальными затратами на расходный материал.
Важно: аренда прокатного станка обойдется в круглую сумму, из-за чего вы можете размещать объявления и неплохо зарабатывать на своем устройстве.
Сделанная работа достаточно быстро окупается, так как вы можете изготавливать любые детали. Вот лишь небольшой их список:
- профтрубы;
- металлические направляющие для профиля под гипсокартон;
- покрытия для фальцевой кровли;
- элементы для металлосайдинга;
- металлические листы квадратной и прямоугольной формы;
- дополнительные крепления для сайдинга;
- провод для электрической проводки.
Все эти самоделки пригодятся вам при строительстве нового дома или его ремонте. Как показывает практика, листогибочные самодельные станки крайне востребованы, так как их схема не требует сложного изготовления, но при этом позволяет изготавливать массу полезных и нужных деталей.
Видео: прокатный станок своими руками.
Итоги
Таким образом, вручную вы можете сделать прекрасный станок для фальцевания кровельных листов и иных конструкций с минимальными вложениями и трудозатратами, при этом вам больше никогда не потребуется арендовать листогибочные станки или какого-либо иного оборудования для металлообработки.
Настоящие мастера ювелиры уже давно подрабатывают, таким образом, имея стабильную прибыльную подработку, или используют свое самодельное оборудование в качестве основного источника дохода.
чертежи и размеры ручного профилегиба. Как сделать гибочный станок для профильной трубы?

Профессиональное оборудование, при помощи которого гнут металлический профиль, стоит недешево. Сегодня не каждый в состоянии себе его позволить. При наличии необходимых деталей и чертежей его можно изготовить самостоятельно.
Принцип работы гибочного станка
Листогиб может подойти и для профильной трубы. Такое оборудование позволяет обеспечить необходимым строительным материалом. Большие компании давно не заказывают гнутый профиль и листы, проще и дешевле изготавливать их на месте строительства в нужном количестве. Изготовить своими руками подобное приспособление несложно. Ручной станок прост в использовании. Из названия становится ясно, что основная задача такого оборудования – создание профиля из металла, при этом сечение может отличаться в зависимости от вида изделия.
Подобное оборудование позволяет выполнить следующие операции:
- создание деталей, которые имеют прямоугольное или квадратное сечение;
- производство таких элементов, как швеллера, уголки и другие изделия сортового проката;
- изменение формы труб;
- сгибание арматуры разного сечения.

Если более подробно рассмотреть чертеж такого станка, становится понятно, что его рабочие элементы располагаются особым образом. Ролики в конструкции могут оказывать механическое воздействие на определенный участок заготовки, меняя форму только в этом месте, а могут изменять ее по всей протяженности. Особая конструкция такого приспособления позволила упростить процесс гибки металлического профиля. Отпала необходимость его предварительно нагревать, чтобы сделать металл более мягким и податливым. Несмотря на это, пользователь может получить изделие с любым углом изгиба. Этот параметр может достигать 360 градусов.
Хорошо сконструированный станок для гибки профиля дает возможность получить в итоге деталь, которая характеризуется похожими углами изгиба или разными. Они могут быть асимметричными или симметричными. Достаточно одного проката через работающие ролики, чтобы получить согнутую в плоскости заготовку. Загиб может производиться как вертикально, так и горизонтально. При помощи этого станка можно на месте проведения строительных работ получить изделия со следующей формой:
- замкнутый профиль или открытый;
- спиралевидная форма;
- окружность разного диаметра.
Проще всего изготовить своими руками ручной профилегиб. Электрический обладает сложной конструкцией, для его создания необходимо иметь определенные знания. Изготавливаемые с помощью подобного оборудования элементы широко используются в разных сферах жизни, в том числе в промышленности:
- химической;
- энергетической;
- нефтеперерабатывающей;
- строительной;
- мебельной.
Правила изготовления
Если иметь под рукой необходимый инструментарий и заготовки, подобный станок просто сделать своими руками в домашних условиях. Самые простые конструкции изготавливаются без токарных работ. Для изготовления достаточно иметь алюминиевый двутавр. Также станок легко сделать из задвижки, рельсы и даже из швеллера. Арочный профилегиб может пригодиться даже в быту. На создание такого станка уйдет не более нескольких часов. После оборудование можно будет использовать каждый раз, когда появится необходимость починить конструкцию, где используется гнутый профиль. Самый простой пример – мягкая мебель.

Перед тем как приступать к изготовлению профилегиба, нужно понять, какая конструкция выглядит более привлекательной для пользователя. Обязательно выполняют небольшой чертеж. Готовый можно скачать в интернете. Чем проще выбранная конструкция, тем меньшим функционалом будет обладать станок. Если не планируется налаживать производство по изготовлению гнутого профиля, то такого приспособления будет вполне достаточно. Простота и отсутствие больших финансовых затрат при создании профилегиба позволят быстро приступить к работе.
Чтобы изготовить станок для работы с заготовками диаметром до 2 сантиметров, нет необходимости даже изучать видео с подробной инструкцией. С простым чертежом можно разобраться и самостоятельно. В конструкции такого профилегиба должно быть бетонное основание, несколько зафиксированных штырей. Именно между ними и будет происходить гибка металла.
Бетонное основание желательно организовать под навесом. Можно использовать двор или гараж.
При отсутствии такого участка его придется сначала создать. Во дворе нужно выбрать место, утрамбовать грунт на нем, а затем насыпать щебня. Перед тем как заливать бетон, щебень выравнивают. Цемент можно заказать, но в небольшом количестве его легче сделать самостоятельно. Делают раствор, используя такие материалы, как песок и цемент в пропорции 4 к 1.

На этапе подготовки в земле закрепляют несколько швеллеров. Вместо них подойдут трубы, диаметр которых должен быть 7 см. Они должны стоять по отношению к поверхности земли под углом в 90 градусов. Между швеллерами сохраняют расстояние 5 сантиметров. Бетонный раствор высыхает в течение нескольких дней.
Пользоваться таким простым профилегибом можно уже через трое суток. Трубу или профиль потребуется поместить между установленными швеллерами и согнуть, приложив собственные усилия.

Изделия из нержавеющей стали также можно сгибать при помощи такого нехитрого станка.Если предполагается делать изделия из заготовок с большим диаметром, чем 2 см, то такое оборудование не поможет. Конструкцию станка придется усовершенствовать. Бетонное основание также будет важной составляющей, но в качестве дополнения потребуется установить два прута. Они обязательно должны быть изготовлены из металла, при этом подбираются элементы с круглым сечением.
Пруты играют роль осей, куда помещают ролики. Размер желоба обязан соответствовать тому диаметру, которым обладает сгибаемая труба. Чтобы использовать станок, потребуется установить заготовку между роликами, а один ее конец прочно закрепить. Второй привязывают к лебедке. Именно она должна дать требуемое усилие для сгиба трубы. Лебедка может быть как электрической, так и ручной.
Подготовка инструментов и материалов
В зависимости от того, какой профилегиб предполагается сделать, инструменты и материалы будут отличаться. Если это ручной станок, для его сборки понадобятся:
- швеллер 14П или небольшие отрезки трубы с сечением;
- 1 ролик и 2 валика, которые станут играть роль опоры;
- несколько подшипников;
- ручка, посредством которой ролик будет приводиться в движение;
- 4 ограничительных кольца, между ними расстояние будет зависеть от диаметра используемой заготовки;
- цепь привода и 2 звездочки;
- для цепи потребуется ограничитель;
- несколько гаек типа М8;
- винт для регулировки;
- пара пружин;
- несколько болтов, используемых в качестве фиксирующих элементов.
Когда планируется изготовить электрический самодельный профилегиб, потребуются следующие элементы:
- двигатель мощностью 1500 Вт;
- редуктор червячного типа;
- швеллера или трубы диаметром 7 см.
Остальные детали схожи с теми, что нужны при изготовлении ручного профилегиба.


Размеры и чертежи
В зависимости от того, какой профилегиб планируется сделать, схема будет отличаться. Чертеж может быть более подробным для тех, кто плохо разбирается в теме. Без предварительной подготовки изготовить качественный профилегиб будет сложно.
При более подробном рассмотрении схемы становится понятно, что основными рабочими элементами конструкции профилегиба являются ролики. Два играют роль опоры, а последний – рабочий вал.
Деформация заготовки происходит постепенно, что значительно облегчает работу. Таким образом, пользователю удается получить изгиб под необходимым углом. Такое постепенное воздействие призваны обеспечивать направляющие. Именно они ограничивают свободный ход и помогают добиться желаемого эффекта. Схема заводского и самодельного профилегиба не сильно отличается, только сложностью в исполнении. В целом основные элементы конструкции присутствуют в обоих вариантах.
Самодельный трубогиб можно изготовить и из других элементов. Для создания ручного станка потребуется:
- несколько пластин, толщина которых должна быть от 5 до 8 мм;
- массивное основание, роль которого может играть толстая металлическая пластина;
- уголки в количестве 4 штук с размером стенок 50 мм и длиной 300 мм;
- ролики.
Для работы нужно иметь навыки использования сварочного аппарата.

На металлическое основание приваривают уголки. Именно они выполняют роль направляющих. Вспомогательные ролики требуется зафиксировать посредством болтов. Для придания жесткости основанию приваривают с другой стороны также 2 уголка. На верхние торцы направляющих необходимо приварить металлическую пластину. В ней проделывается отверстие с диаметром большим, чем обладает вкручиваемый винт, основная роль которого – оказать давление на сгибаемую заготовку. Самым последним монтируется рабочий винт. Его нижняя часть жестко крепится к рабочему ролику, посредством которого и будет формироваться необходимый изгиб.
Перемещение профиля или трубы между роликами можно обеспечить ручным или электрическим приводом. После того как станок будет собран, пришло время делать пробную гибку металла. Только во время работы станут видны недочеты, и оборудование потребуется отрегулировать необходимым образом.

Поэтапное описание работ
Пошаговая инструкция по созданию ручного профилегибочного станка включает несколько этапов:
- подготовка площадки для установки;
- сборка станка;
- установка станка;
- проверка работы.
Для создания самодельного профилегиба можно использовать домкрат, рельсу, швеллер или просто уголок. Посредством подробного чертежа сделать самому такой агрегат довольно просто.
После того как пользователь решит, что именно будет использоваться в качестве площадки для установки оборудования, стоит приступать к сборке изделия. Для небольших профилегибов можно использовать в качестве площади для установки обычный верстак. Те станки, что создаются из рельсов, обладают большой массой, поэтому под ними должна быть только бетонированная плоскость.
На втором этапе необходимо изготовить П-образный регулятор и основу конструкции будущего профилегиба.
Станину сваривают посредством специального аппарата и электродов. В используемом отрезке швеллера потребуется сделать небольшое отверстие по размеру ввариваемой гайки. В нее вкручивают заранее подготовленный винт. Только после выполнения этой работы приваривают ролики, вал, подложки.

Следующий этап работы – установка звездочек. Сначала делают отметки на концах валиков. Пазы и канавки можно нарезать дрелью. Звездочки можно взять с велосипеда. Для прочной фиксации их стоит приварить. Действия повторяют на второй стороне. Следующий этап работ – монтаж цепи. Она и звезды необходимы для установки рукоятки, посредством вращения которой профиль будет двигаться. В качестве ручки можно использовать педаль от того же велосипеда. Как и в любом другом случае, после сборки станка потребуется провести пробную гибку металлической заготовки.
С помощью подобной конструкции не наладить большого объема работ.
Используемая труба может достигать толщины не более 2.2 мм. Если у пользователя есть токарный станок, и он умеет работать на нем, стоит сделать валы точного размера под используемые заготовки. Если для создания станка используются старые запчасти, то внешний вид несложно облагородить. Необходимо очистить металл от ржавчины, если необходимо, снять краску. После поверхность обрабатывается антикоррозийным составом. Так станок дольше проработает. В конце желательно покрыть металл краской.

Если профилегиб изготавливается электрическим, то технология не сильно отличается. Единственным нюансом является подключение электрического привода в сеть. Обязательно под электропривод подготавливается дополнительная металлическая площадка. К ней его потребуется надежно прикрепить. Чтобы станок заработал, цепь привода требуется пропустить через звезду установленного электромотора.

Полезные советы
Современные конструкции ручного профилегиба позволяют создавать не просто гнутые заготовки для металлических конструкций, а красивые арки. Они, в свою очередь, могут стать основой для дачной теплицы, забора, беседки.
Чтобы смастерить такой станок, потребуется использовать простой автомобильный домкрат. В составе такого оборудования один из валиков должен быть подвижным. Чтобы создать такой станок, потребуется в ранее описанную конструкцию внести ряд изменений:
- на станину устанавливают подвижное плечо с валиком, крепление производят шарнирами;
- домкрат отвечает за регулировку угла, под которым поднимается плечо.

Если рассмотреть представленную конструкцию более подробно, то сложно не заметить, что рабочий шток домкрата упирается в поворотную платформу. Именно это усилие позволяет ее поднять. При создании самодельного профилегиба в некоторых случаях домкрат устанавливается на площадке сверху, а не на отдельно созданной нижней. Конкретно в рассматриваемом случае этот элемент играет роль винтового приспособления, именно он создает необходимое прижимное усилие.
Для подъема вальца с краю не всегда используется гидравлическое приспособление, достаточно простого винтового домкрата.
Механизировать станок можно, не только используя электромотор, поскольку не у каждого такой найдется под рукой. Вполне подойдет дрель, в функционале которой предусмотрен регулятор оборотов. Также можно приспособить перфоратор, но он должен быть большой мощности. Если инструмент присоединить к рабочему валу, то станок придет в действие.

В следующем видео представлено описание самодельного профилегиба.
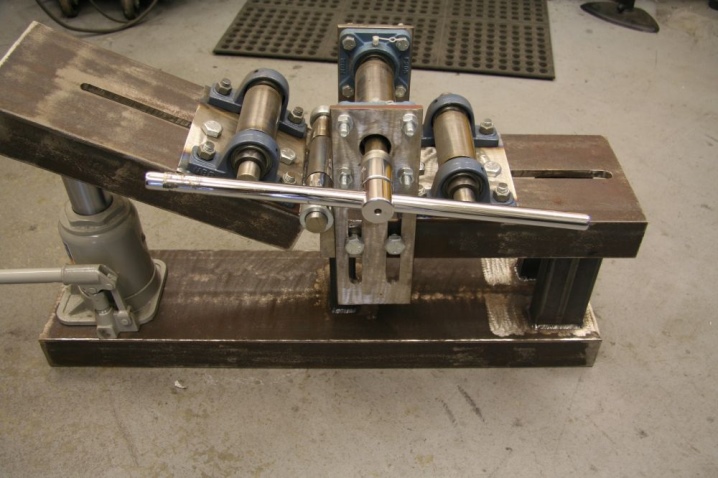
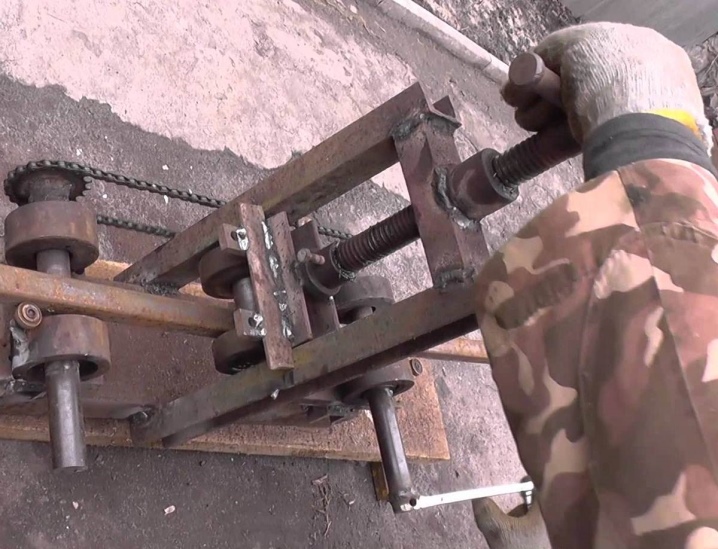
Небольшой прокаточный станок для профильной трубы. — Законченные проекты
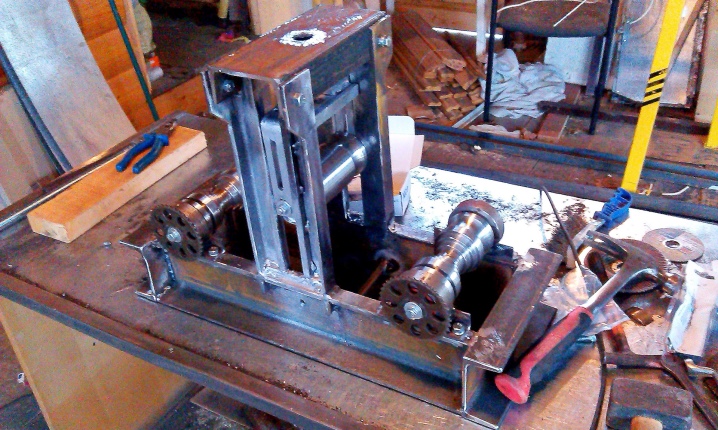
Предлагают не большую сварочную работу где нужны будут гнутые профильные трубы , пробежался по городу , трое станков в нерабочем состоянии (сгорел двигатель,не подключен , вообще закрыли предприятие ) , в общем решил сделать небольшой станок с минимальными затратами , потратил около трёх дней.
Каркас из 12 швеллера , пара уголков и полосовое железо 100 Х 10. Из трат ,купил сверло ( и зря,плохо померил, нужное было в наличии ),остальное дома подобрал.
Ролики проточил из 60 трубы под подшипники , ведущий ролик просверлил , вставил вал,обварил и проточил в размер,что-бы не буксовал сделал накатку.Была идея резину натянуть ,но потом передумал. Ведомые ролики легко меняются,так что можно выточить любого профиля , и вообще ,думаю что можно было и без подшипников обойтись, оси сделал с упорами от проворота что-бы не вынашивались отверстия в корпусе вальцов. Ролики можно переставить в 9 положений ,как удобнее, пришлось правда отрезать одну проушину .приварил несоосно.
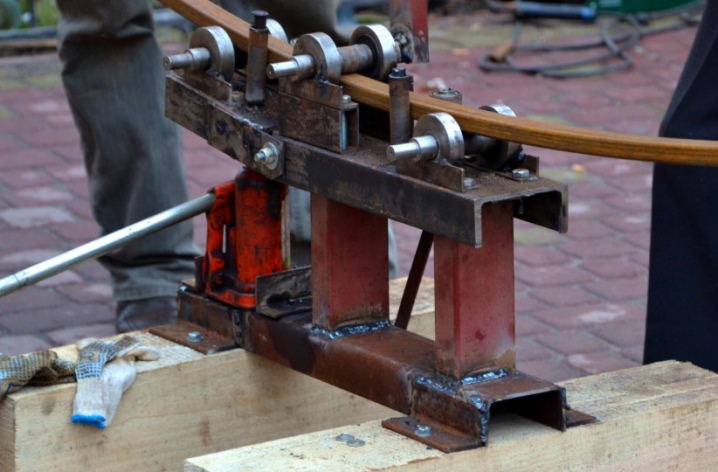
Попробовал на куске трубы ,ничего не буксует , чего опасался . Сделал ручку для мелких работ , если большие дуги делать приспособил дрель , решил попробовать на уже согнутом куске в обратную сторону ,тут меня чуть не закрутило :crazy: , чуть дрель бросил, решил сделать помедленнее .поставил промежуточный редуктор с тормозной трещётки , в общем теперь три режима ,вручную , медленно ,быстро . Ну если дрелью крутить на постоянку думаю придётся сделать тягу под ручку,что-бы не выворачивало с рук , можно вообще-то поставить переключатель с плавной регулировкой ,но это будет видно в процессе.
Ролик поджимается домкратом ,рядом приварил ушко , будет поставлена регулировочная тяга ,для повторяемости гибов.
Изменено пользователем rogatkaПрокатный станок для профильной трубы в производстве и дома + видео
Металлические конструкции всегда пользуются большой популярностью благодаря их прочности, вследствие чего прокатный станок для профильной трубы ни на одном заводе простаивать не будет, да и дома не помешает.
1 Каким бывает прокатный стан для производства профильной трубы
Красивый современный стеллаж, алюминиевая стремянка, теплица в загородном хозяйстве, козырек над дверью – все это чаще всего изготавливается из металлических профилей. Они могут иметь вид прямоугольный (включая квадрат), многоугольный и овальный, не говоря уже о трубах круглого сечения. Выпускаются эти стальные и алюминиевые изделия на специальных прокатных станах. Независимо от формы поперечного среза и калибра, производство профилей может выполняться полным циклом, то есть начиная с сырья и заканчивая готовой продукцией или же только холодным обжатием обычной круглой трубы.

Технология формирования изделий из слитка или даже с предварительным литьем осуществляется на крупных промышленных линиях, где заготовка проходит несколько этапов обработки. В таком производстве бывают задействованы литейно-прокатные станы, реверсивные одноклетевые либо многоклетевые, непрерывные линии, а также станы холодной прокатки. В одном промышленном комплексе могут быть задействованы все перечисленные агрегаты или только некоторые из них. Если в начале технологического процесса не предусматривается литье, в качестве сырья используются металлические слитки.

Многие металлические конструкции не требуют особой прочности, и профили для них необязательно изготавливать с заранее заданными свойствами вроде большой степени упругости или высокого сопротивления на разрыв. В этом случае изделия из стали и алюминия достаточно будет получить путем холодной прокатки в валках из трубы круглого сечения. Подобную линию можно собрать в небольшом помещении, а для изделий небольших размеров отдельный стан легко установить в домашней мастерской на загородном участке. Главное, чтобы поблизости не было жилых помещений, поскольку шум от обработки металла обжатием довольно сильный.
2 Как работает прокатный станок для профильной трубы
Рассмотрим разные последовательности обработки заготовки до ее превращения в готовый профиль. Начнем литейно-прокатного процесса, когда сразу следом за машиной для непрерывного центробежного литья толстостенной заготовки устанавливают стан с валками, которые начинают формировать пустотелый цилиндр отливки по мере его поступления из кристаллизатора. Данная технология предусматривает использование высокой остаточной температуры изделия. Такие линии называются блюмингами, с них сходят заготовки для дальнейшей, более точной обкатки, предварительно разрезающиеся до нужных размеров механическими ножницами или пилами.
Непрерывный прокатный станок для производства профильной трубы бесшовного типа представляет собой линию из ряда агрегатов, в которую подается в качестве сырья слиток или стальной круг, размеры которого заранее внесены в чертежи. Путем использования поперечно-винтовых валков на прошивном стане в заготовке создают полость, в итоге получается промежуточный продукт – гильза. В ней формируется равномерный внутренний диаметр посредством насадки на калибровочную оправку с прерывно-периодической внешней обкаткой на фасонном стане.

Еще один способ изготовления труб – печное сваривание их из металлической ленты. Изначально скрученная в рулон, она разматывается при поступлении в производственную линию, приваривается к концу предыдущей, уже задействованной в техническом процессе и отправляется в стан через газовую печь. Там лента сворачивается в трубу, проходя 12 валков, каждая пара которых объединена с калибром. Когда кромки витков соединяются, металл, разогретый в печи до 1350 градусов, самостоятельно сваривается. Механические пилы делят готовое изделие на отрезки, которые калибруются и отправляются в очередной стан с вальцами, уминающими стенки до образования нужного профиля.
Наиболее простой вариант – холодный прокат из уже готовых труб круглого сечения. По сути, это отдельно задействованный последний этап описанного ранее технического процесса, с той лишь разницей, что в качестве сырья изначально закупаются готовые металлические трубы с кольцевой формой среза. Валки с соответствующей формой выемки устанавливаются рядами попарно, причем каждый ряд крутится в противоположном направлении. В целом такой агрегат занимает немного места, и самые маломощные модели могут быть установлены в домашней мастерской.

Для прокатного стана в первую очередь необходимо надежное основание, прикрученное к тяжелому верстаку или прямо к бетонному полу, чтобы в процессе работы механизм не сдвигался с места.
3 Валки для профильной трубы в домашней мастерской
В домашних условиях обычную алюминиевую или стальную трубу довольно сложно превратить в квадратный или многоугольный профиль, даже если у вас есть небольшая кузница. Ударами молотка невозможно получить одинаковые грани, да и дефектов будет предостаточно. Если вы профессионально занимаетесь металлоконструкциями, например, козырьками или теплицами, а то и мебелью, гораздо эффективнее – использовать станок для холодной ковки, такие продаются сегодня на 220 V. Валки там установлены один над другим и насадки меняются довольно легко, так что не будет особо сложно поставить другие ролики, с выемкой под квадрат.

Как правило, такие станки бывают только открытого типа, то есть, оси, на которых вращаются обжимочные вальцы, выходят наружу из корпуса. Соединены они с электромотором цепной передачей, реже – ременной. Как минимум один вал из пары должен двигаться в вертикальном направлении, с тем, чтобы подгонять зазор под разные калибры заготовок и обеспечивать сильный прижим в процессе протяжки. В электрических станках это регулируется специальными червячными узлами, а в механических – прижим можно обеспечить с помощью постепенно закручивающегося винта, к которому крепится платформа с верхними вальцами. Проворачивая штурвал, вы таким образом поднимаете или опускаете станину с роликами, которые самостоятельно не смогут изменить положение.

Удобнее всего использовать для вальцевания круглого профиля обычный трубогибочный станок, чертежи сборки которого в изобилии встречаются на просторах интернета. Сам по себе этот механизм для проката профильной трубы непригоден, он просто согнет в дугу заготовку. Потребуется небольшая доработка, а именно вместо одного верхнего вальца нужно будет установить два, каждый из которых составит пару одному из нижних. Для этого следует раздвинуть раму так, чтобы вертикальные стойки находились не между нижними роликами, а за ними. Если в качестве основы используются металлические пластины, достаточно просто сделать их более широкими. В остальном все будет работать так же, как в трубогибе, – штурвалом поворачиваем винт и опускаем верхние валки, нижние же, соединенные цепной передачей через зубчатые колеса, можно вращать специальной рукояткой, чтобы продвигать профиль.