
Сварка полиэтиленовых труб | Торудеаби 24
Для образования прочных неподвижных соединений при монтаже трубопроводных систем применяют сварку с оплавлением торцов труб-эстакад или цилиндрических поверхностей полиэтиленовых труб.
Выбор оптимального способа соединения труб ПЭМ
Способ сварки концевого типа связан с необходимостью особо тщательного выполнения ряда технических условий. Способ соединения, основанный на использовании дополнительных деталей (фитингов), отличается оптимальным сочетанием простоты технологических операций и высокой надежности соединений. Применение муфтового метода позволяет производить сварку тонкостенных полимерных деталей без повреждений и деформационных нарушений. Муфтовая технология может применяться для сварки труб в жилых домах, коммерческих помещениях и на промышленных объектах. Разновидностей метода сцепки:
- Сварка с использованием специального паяльника для нагрева;
- Электромуфтовая сварка трубопроводов
Электромуфтовый метод сварки позволяет получать высокопрочные соединения полиэтиленовых труб, устойчивые к изменяющимся нагрузкам. Для выполнения сварных соединений применяется специализированная электроплавка, снабженная нагревательными закладными элементами. Сварку труб можно выполнять с помощью электросварных фитингов ПНД, оснащенных встроенными нагревательными змеевиками. Формирование высокопрочных монолитных соединений основано на нагреве материала фурнитуры до состояния частичного плавления.
Для выполнения сварных соединений применяется специализированная электроплавка, снабженная нагревательными закладными элементами. Сварку труб можно выполнять с помощью электросварных фитингов ПНД, оснащенных встроенными нагревательными змеевиками. Формирование высокопрочных монолитных соединений основано на нагреве материала фурнитуры до состояния частичного плавления.
Технология электромуфтовой сварки
Важнейшим преимуществом электромуфтовой сварки является отсутствие грата, нарушающего норму газопроницаемости труб. Применение электромуфтовой технологии особенно актуально в условиях ограниченного пространства, когда невозможно использовать крупногабаритное сварочное оборудование. Последовательность операций электромуфтовой сварки:
- Для нарезки полиэтиленовых труб нужной длины используется специальный инструмент.
- Электромуфта и сварные участки труб тщательно очищаются от мусора, пыли и стойких загрязнений;
- Для контроля глубины погружения в муфту на трубы наносят метки;
- На дальних концах труб устанавливаются заглушки, исключающие риск потери тепла;
- Муфта электрическая подключается проводами к сварочному аппарату;
- Процесс сварки начинается после нажатия кнопки пуск;
- Сварочный аппарат автоматически отключается по завершении процесса;
- Сварное соединение пригодно к эксплуатации после охлаждения и полного затвердевания.

При остывании соблюдается неподвижность свариваемых деталей с образованием прочного сварного соединения. Толщина качественного наплавленного валика составляет от трети до половины толщины стенок трубы. Максимально допустимое осевое смещение свариваемых отрезков труб не более 10 % толщины стенки. Сварной шов должен закрывать ранее нанесенную метку.
Профессиональные услуги по сварке пластиковых труб PEM
Компания Torudeabi24 предлагает услуги специалистов, применяющих передовые технологии сварки полиэтиленовых трубопроводов. Гарантированная прочность сформированных соединений обеспечивает высокое качество монтажных и ремонтных работ. Опытный персонал помогает найти оптимальные решения для решения задач по проектированию и монтажу водопроводных, отопительных и канализационных сетей. Все работы выполняются оперативно с гарантированно высоким уровнем качества.
Ознакомиться с ценами на услуги можно здесь.
50–160 мм 630–800 мм Гидравлическая машина для стыковой сварки труб из полиэтилена высокой плотности
Мы всегда будем придерживаться концепции «общего развития, ориентированного на людей» и готовы сотрудничать с друзьями из всех слоев общества, чтобы внести больший вклад в разработка машины для сварки полиэтиленовых труб, ручной машины для стыковой сварки, индустрии машин для сварки с раструбом ppr, промышленной оптимизации и социальной гармонии. Преследуя экономические выгоды, мы уделяем особое внимание защите интересов акционеров и кредиторов и добросовестному отношению к поставщикам, клиентам и потребителям. Наши технологии и качество начинаются раньше других, бренд и сервис объединены вместе, а профессиональная команда занимается производством. Мы будем всесторонне продвигать интеллектуальное производство и постоянно улучшать качество и эффективность развития предприятия. Мы ориентируемся на наш основной бизнес, стратегическую трансформацию и создание ценности в качестве нашей рабочей политики.
Преследуя экономические выгоды, мы уделяем особое внимание защите интересов акционеров и кредиторов и добросовестному отношению к поставщикам, клиентам и потребителям. Наши технологии и качество начинаются раньше других, бренд и сервис объединены вместе, а профессиональная команда занимается производством. Мы будем всесторонне продвигать интеллектуальное производство и постоянно улучшать качество и эффективность развития предприятия. Мы ориентируемся на наш основной бизнес, стратегическую трансформацию и создание ценности в качестве нашей рабочей политики.
Применение
Подходит для стыковой сварки пластиковых труб или фитингов из ПЭ, ПП и ПВДФ на стройплощадке или в мастерской.
Характеристики
Съемная нагревательная пластина с тефлоновым покрытием и отдельной системой контроля температуры.
Электротехнический инструмент планирования;
Быть изготовленным из легкого и высокопрочного материала; простая структура, маленький и тонкий удобный для пользователя;
Низкое начальное давление обеспечивает надежное качество сварки небольших труб;
Отдельный двухканальный таймер показывает время фаз замачивания и охлаждения;
Высокоточный и ударопрочный измеритель давления показывает четкие показания.
Изменяемое положение сварки обеспечивает удобство при различных примерках.
Технические характеристики
Диапазоны сварки: пластиковые трубы: 315 мм-630 мм
Материалы для нанесения: ПЭ, ПП и ПВДФ 1,5 кВт, нагревательная пластина 11 кВт и гидравлический двигатель 2,2 кВт
Нагревательная пластина с тефлоновым покрытием, разница температур поверхности нагревательной пластины ≤±7
Температура окружающей среды: -10° ~ 45°
Электронный таймер обратного отсчета времени нагрева и охлаждения
1 комплект машины состоит из основной рамы , нагревательная пластина, инструмент для планирования, гидравлический блок и опора (для инструмента для планирования и нагревательной пластины)
Предохранительные трубы для водопроводной трубы (HDPE100) (номинальное давление 0,6 МПа)
Спецификации φ | Трубная стенка. Нагрев Поглощение тепла 9 с Than 2 Время смены Connection Cooling | ||||||||||||||
Pressure | Time | Pressure (plus drag) | Time | Давление | Время | Давление | Время | ||||||||
| (мм03)0120 | (mm) | (℃) | (mm) | (Mpa) | (S) | (Mpa) | (S) | (S) | (Mpa) | (S) | (Mpa) | (min) | |||
50 | 1. | 210 ±5 | 0.7 | 0.06 | 6 | 0.01 | 23 | 5 | 0.06 | 5 | 0.06 | 5 | |||
63 | 2.4 | 210±5 | 0.7 | 0.09 | 7 | 0.01 | 29 | 5 | 0.09 | 5 | 0.09 | 6 | |||
75 | 2. | 210 ±5 | 0.8 | 0.14 | 8 | 0.02 | 35 | 5 | 0.14 | 6 | 0.14 | 6 | |||
90 | 3.5 | 210±5 | 0.8 | 0.20/0.16 | 9 | 0.03/0.02 | 42 | 6 | 0.20/0.16 | 6 | 0. | 7 | |||
110 | 4.2 | 210±5 | 0.9 | 0.29/0.23 | 10 | 0.04/0.03 | 50 | 6 | 0.29/0.23 | 6 | 0.29/0.23 | 7 | |||
125 | 4.8 | 210±5 | 1.0 | 0.37/0.30 | 11 | 0.05/0.04 | 58 | 6 | 0. | 6 | 0.37/0.30 | 8 | |||
140 | 5.4 | 210±5 | 1.0 | 0.47/0.38 | 12 | 0.06/0.05 | 62 | 6 | 0.47/0.38 | 7 | 0.47 /0,38 | 8 | |||
160 | 6,2 | 210 ± 5 | 1103 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 210 ± 5 | 210 ± 5 | . 0120 0120 | 15 | 0.08/0.07 | 74 | 6 | 0.62/0.5 | 7 | 0.62/0.5 | 9 | ||
180 | 6.9 | 210±5 | 1.2 | 0.62 | 18 | 0.08 | 83 | 7 | 0.62 | 7 | 0.62 | 10 | |||
200 | 7. | 210±5 | 1.3 | 0.77 | 20 | 0.1 | 92 | 7 | 0.77 | 8 | 0.77 | 11 | |||
225 | 8.6 | 210±5 | 1.5 | 0.97 | 21 | 0.12 | 103 | 7 | 0.97 | 8 | 0.97 | 12 | |||
250 | 9. | 210±5 | 1.5 | 1.2 | 25 | 0.16 | 115 | 7 | 1.2 | 8 | 1.2 | 13 | |||
315 | 12.1 | 210±5 | 1.5 | 1.9/0.86 | 28 | 0.25/0.13 | 145 | 8 | 1.9/0.86 | 9 | 1. | 15 | |||
355 | 13.6 | 210±10 | 2 | /1.09 | 35 | /0.16 | 163 | 8 | /1.09 | 9 | /1.09 | 17 | |||
400 | 15.3 | 210±10 | 2 | /1.39 | 45 | 0.2 | 184 | 9 | /1. | 10 | /1.39 | 18 | |||
450 | 17.2 | 210±10 | 2.5 | 0.51 | 66 | 0.08 | 206 | 9 | 0.51 | 11 | 0.51 | 20 | |||
500 | 19.1 | 210±10 | 3 | 0.63 | 72 | 0,1 | 229 | 10 | 0,63 | 12 | 0,63 9000 | 120120120120180,63 9000 | 1201201202 12.|||
560 | 21.4 | 210±10 | 3 | 0.79 | 83 | 0.13 | 257 | 11 | 0.79 | 13 | 0.79 | 24 | |||
630 | 24.1 | 210±10 | 4 | 1.00 | 95 | 289 | 11 | 1. | |||||||

 9
9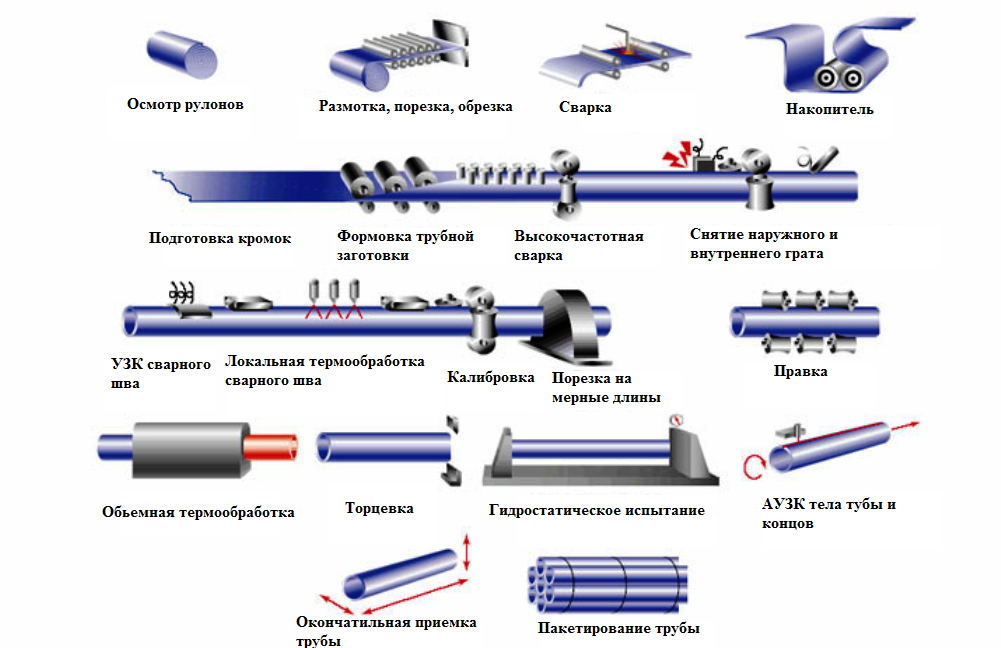 9
9 20/0.16
20/0.16 37/0.30
37/0.30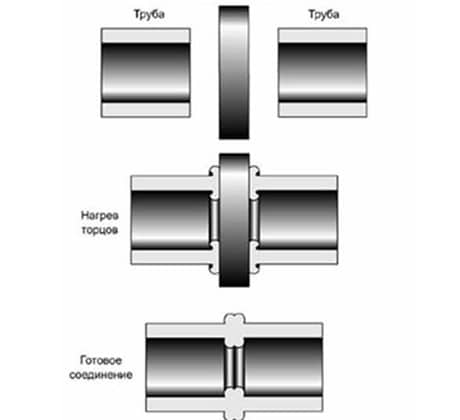
 6
6 9/0.86
9/0.86 39
39 0002 22
0002 22