
2 бюджетных вида, чертежи + видео
На чтение 10 мин. Просмотров 3.9k. Обновлено
Сегодня, мы хотим рассказать вам, как сделать простую модель трубогиба для профильной трубы своими руками. Потребность в этом устройстве возникает у многих из нас, особенно на дачном участке, когда необходимо согнуть профиль, чтобы соорудить теплицу или беседку.
Покупать профессиональное оборудование нет смысла, так как в обычной жизни оно требуется нам не часто.
Мы будем делать с вами простую конструкцию профилегиба своими руками, которую каждый мастер-любитель сможет сделать самостоятельно.
Принцип работы трубогиба
Принцип функционирования трубогиба достаточно прост — профильная труба подвергается воздействию, что приводит к её температурному изменению, и сталь становится мягче. Заготовка размещается в прокатной зоне станка для гибки, между валами, которые выступают также в качестве шаблона. Именно от того, как они расположены, какой имеют диаметр, зависит угол загиба профиля.
Ролики бывают:
- направляющими — они удерживают деталь;
- прижимными — придают угол загиба.
Направляющих два, и один прижимной вал.
Стоит заметить, что многократно менять форму профильного трубопроката (нагревать и изгибать) не следует, так как это уменьшает его прочность.
Виды профилегибочных станков и их устройства
Профильные трубы имеют различную толщину стен и диаметр, поэтому трубогибы требуются разные. Механизмы для гибки профтруб имеют конструктивные отличия от стандартных трубогибов для круглых труб. Ведь профили обладают большой устойчивостью к изгибанию, а также радиус сгиба у них обычно больше.
Станок для гибки профильной трубыОсновные виды трубогибов для профильного изделия:
- по типу привода;
- по методу изгиба;
- по месту расположения подвижного валика.
По типу привода
От угла загиба, а так же материала профтрубы и требуемой точности, зависит выбор гибочного станка, которые бывают:
- Гидравлическими — предназначены для изгиба трёхдюймовых элементов.
 Они обладают высоким уровнем производительности, точности и скорости. Встречаются ручного и автоматического типа. Это самый мощный профилегиб, способный изогнуть любую трубу. В него входит — швеллер (широкие и узкие отрезки, по три каждого вида), петлевой замок, ролики — 3 шт. (размещённые на подшипниковых узлах), передающая ручка с втулкой, машинный домкрат.
Они обладают высоким уровнем производительности, точности и скорости. Встречаются ручного и автоматического типа. Это самый мощный профилегиб, способный изогнуть любую трубу. В него входит — швеллер (широкие и узкие отрезки, по три каждого вида), петлевой замок, ролики — 3 шт. (размещённые на подшипниковых узлах), передающая ручка с втулкой, машинный домкрат. - Электрическими — рекомендованы для гибки профильной трубы большого диаметра. Используются чаще для магистральных трубопроводов. Аппарат состоит из:
- рамки из швеллеров;
- прокатных валов из металла— 2 шт;
- трёх шестерёнок;
- металлической цепи;
- редуктора, электрического двигателя с механическим приводом.
- Ручными — они работают за счёт физической силы человека. Предназначены для профиля малого диаметра. Инструмент работает по типу прокатного станка. Основные детали в большинстве своём металлические:
- опорный каток;
- ролики;
- элементы шасси;
- винт регулировки;
- подающая рукоятка.
По способу изгиба
Одну и туже деталь можно изогнуть разными способами, с использованием трубогибов различного типа:
- сегментных — популярность их в том, что деталь, возможно, протаскивать, для получения нескольких поворотных фрагментов;
- арбалетных — суть работы в натягивание металла и сгибание его в одной месте;
- пружинных — предназначенных для пластиковых изделий.
По месту расположения подвижного вала
Подвижной валик может находится в середине, или по бокам (справа или слева):
- Конструкция, в которой подвижной ролик находится в середине, а крайние валики фиксируются к его корпусу. Они слегка приподняты над основой. Средний ролик устанавливается на специально смонтированном П-образном постаменте, посредине которого крепится крупный прижимной винт. С нижнего края, к винту приваривается прижимной ролик. В процессе вращения этого винта, происходит опускание или поднимание профиля, что приводит его к изгибу.
 К одному неподвижному ролику следует приварить ручку, с её помощью профиль перемещается по станку. Чтобы облегчить процесс прокатки, неподвижные валы объединяются цепью.
К одному неподвижному ролику следует приварить ручку, с её помощью профиль перемещается по станку. Чтобы облегчить процесс прокатки, неподвижные валы объединяются цепью. - С подвижным валом с краю — он размещается справа или слева. Вращается вместе с частью основы, которая соединена со станиной металлическими петлями. На угол изгиба влияет уровень подъёма стола, высота которого меняется домкратом. Конструкция вращается за счёт центрального ролика, к которому приваривается ручка. Чтобы уменьшить прикладываемые усилия, устройство можно снабдить цепью.
Подводя итог, скажем, что наиболее подходящий вид трубогиба, для придания нужного загиба профильной трубе, при монтаже теплицы или некой конструкции на придомовом участке — с ручным приводом. Ведь размер профильной заготовки и объёмы работ небольшие.
Какие материалы и инструменты нам понадобятся
Пред тем, как перейти к изготовлению трубогибочного станка для профильных квадратных труб, мы советуем запастись инструментарием и материалом. Иначе, во время работы вы будите отвлекаться, в итоге, процесс займёт у вас больше времени.
Для изготовления профилегибочного станка нам понадобится:
- для основы самодельного профилегиба — швеллер или два сварных уголка, толщина полочек не больше 3 мм;
- стальные ролики высокого качества, в идеале закалённые, они не должны быть гладкими, на краях наличие небольших валиков.
Это остальные части любого трубогиба. В зависимости от модели и вида устройства, может понадобиться ещё ряд элементов.
Из инструментов, у вас должна быть под рукой — болгарка, дрель, молоток, гаечный ключ, правило, имеющее надёжное и внушительное основание, и сварочный инвертор, если вы станете сваривать элементы станка, а не садить детали на болты.
Инструкция как сделать профилегиб своими руками
Итак, переходим к изготовлению трубогиба без токарных работ. Мы решили сделать две разные модели. Можете ознакомиться как с видео инструкцией, так и текстовой версией пошагового руководства.
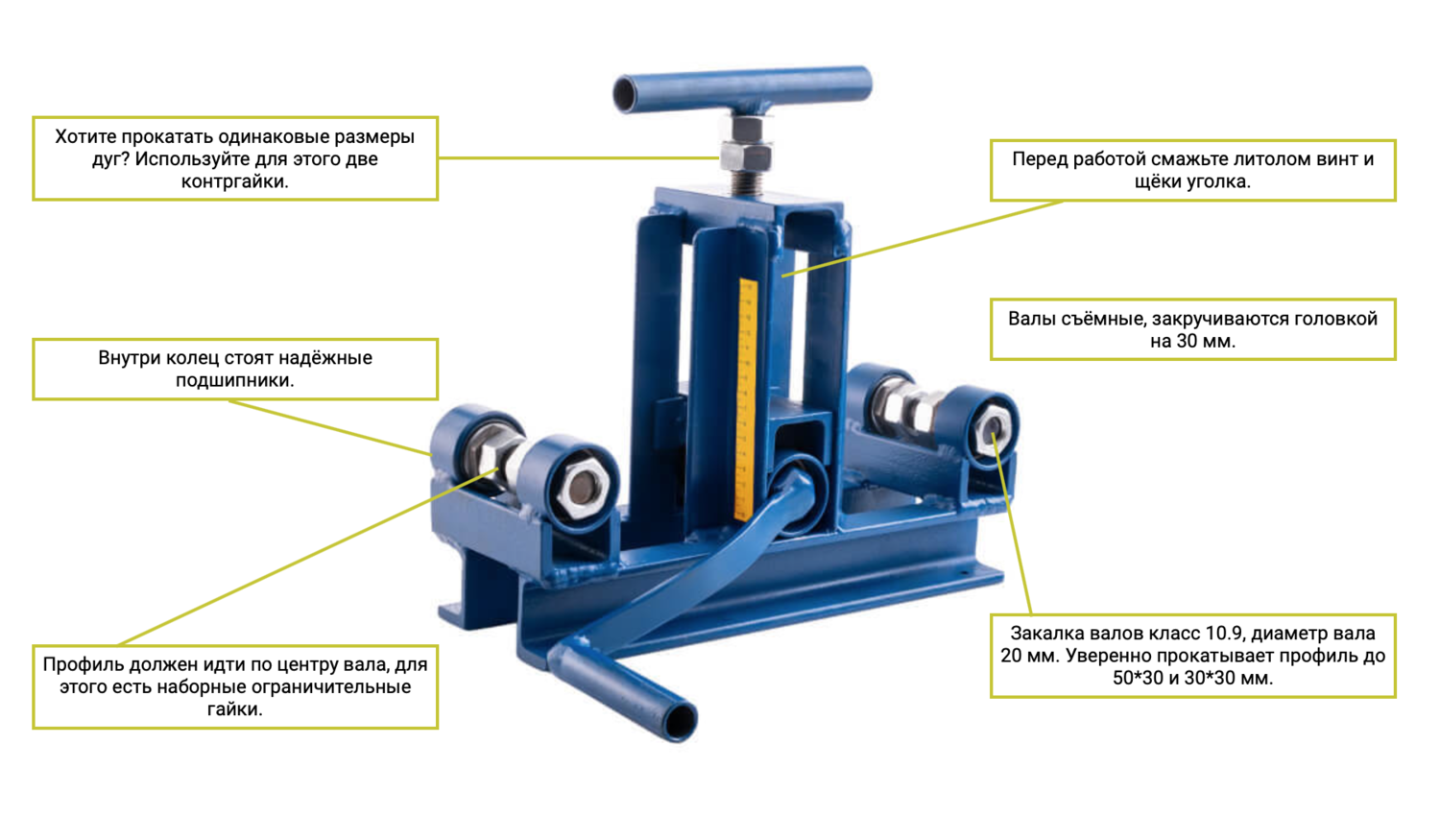
Трубогиб с ручным приводом
Нам понадобится 8 штук подшипников 33 размера, для основы швеллер 40 на 80, строительная шпилька на 18, шайбы размером 18, металлический уголок на 25, отрезок прямоугольной пластины.
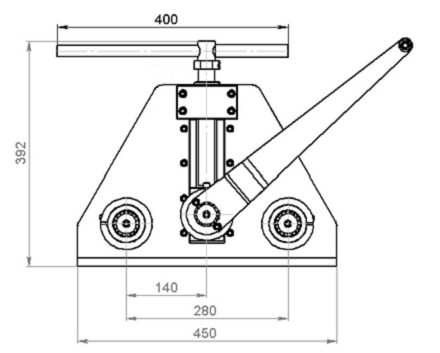
Так как мы первый раз делаем своими руками ручной трубогиб для профильной трубы, то решили подготовить чертёж нашего устройства — это упросит работу.
Чертёж будущего трубогибаПосле этого, уже приступили к изготовлению самого трубогиба:
- Отпиливаем швеллер нужной длины и очищаем его от ржавчины болгаркой.
- Счищаем со строительного шпиля резьбу, так же болгаркой. Это необходимо для свободного перемещения подшипников по ней.
- Подготавливаем шайбы — используя молоток, придаём шайбе слегка форму конуса. Шайба такой формы позволит беспрепятственно двигаться подшипнику.
- Собираем два ролика — на шпильку по краям устанавливаем гайки на 18, в середине 3 подшипника. Слегка изогнутые шайбы не задевают края подшипников и они свободно двигаются.
- Подтягиваем гайки с помощью ключа и обрезаем излишки шпильки.
- Края прихватываем сваркой.
- Из металлического уголка отрезаем 4 заготовки по 25 см. Они будут служить направляющими для валиков — ведущего и прижимного.
- Привариваем уголки к швеллеру. Расстояние между двумя соседними заготовками определяется размером шпильки, она должна свободно проходить в зазор.
- Изготавливаем ведущий ролик — на 18 шпильку одеваем отрезок трубы диаметром 25 мм. Пространство между трубой и шпилькой наполняем гвоздиками на 40, с которых предварительно отрезаем шляпки.
- Для надёжности конструкции, края также схватываем сваркой, предварительно зажав заготовку в тисках.
- Одеваем на края вала по 33 подшипнику.
- Переходим к изготовлению подвижной каретки. Для этого берём два отрезка профильной трубы 20 на 40, длиной 30 мм, и прямоугольную металлическую пластину 80 на 50 мм.
- Привариваем к пластине отрезки профиля, а к нему ведущие ролики.
- Снизу каретки, определив её среднею точку, проделываем дрелью отверстие. Его размер должен совпадать с диаметром шпильки на 18.
- Приступаем к сборке подъёмного механизма. Нам потребуется шпилька и три гайки. В отверстие каретки вставляется шпилька, с внутренней стороны на неё закручивается гайка, которая прихватывается сваркой. Затем, с обратной стороны на шпильку одеваем вторую гайку, которую тоже привариваем.
- Отрезаем заготовку из прямоугольной металлической пластины размером 70 на 13 — которая будет служить упором для подъёмного механизма.
- В заготовке отмеряем середину, проделываем отверстие на 18.
- Приступаем к сборке трубогиба. На основание из швеллера устанавливаем каретку с ведущим валиком. Сверху надеваем пластину и закручиваем гайку, которую прихватываем сваркой.
- Привариваем по краям основания ролики, а к подъёмному механизму ручку.
- Изготавливаем ручной привод — для этого берем профиль 20 на 20, ручку от дрели, которую прикручиваем к профилю. Отрезок трубы прихватываем сваркой к ведущему валику.
Трубогиб для профильной трубы готов, можно переходить к испытанию.
Трубогиб с гидравлическим приводом
Как сделать трубогиб своими руками | Обустройство мастерской и самодельные станки
Watch this video on YouTube
Мы решили ещё попробовать изготовить более мощное устройство, работающее от гидравлического привода, как оказалось сделать это не так уж и сложно.
- Сначала подготовили станину, её мы соорудили из швеллера, уголков и пластины из металла, путём сваривания этих элементов между собой. Также нам понадобится 2 ролика, насадка полукруглой формы и машинный домкрат.
- В основе станины поделываем по 6 регулировочных отверстий с обеих сторон, в них будут закрепляться ролики, в зависимости от требуемого угла загиба.
- Устанавливаем валики в проделанные дырочки в станине.
- Надеваем полукруглую насадку на крадомый механизм, и размещаем его под роликами.
- Устройство готово, вставляем профиль между роликами и домкратом. Путём поднимания механизма производим загибание профильного трубопровода.
Дефекты гибки и как их избежать
Для облегчения гибочного процесса профильной трубы, и, чтобы избежать образования дефектов, мы решили поделиться с вами моментами, которые их вызывают.
Нередко в бытовых самодельных трубогибах присутствует тянучка и волна, в самом узком месте — в месте уменьшения площади. Это в свою очередь может привести к образованию микротрещин, хотя для сооружения парников и беседок это не важно.
Ещё один дефект, который возникает при гибки квадратной профтрубы — в процессе происходит её закручивание по оси. Исправить такую трубу для использования в качестве арки теплицы будет невозможно. Причиной «пропеллера» является несимметричное распределение нагрузки при проведении загибочных работ.
Но главная причина образования дефектов при изгиба профиля — выбор неправильного радиуса изгиба, и наличие маленького технологического «хвостика» (расстояния от начала трубы — ближайшее к месту изгиба, до места загиба).
«Хвостик» не только надёжно фиксирует профильную трубу, но также поглощает отдачу технологического напряжения.
Как снизить издержки на изготовление
Чтобы снизить затраты при изготовлении трубогиба, можно использовать подручные детали.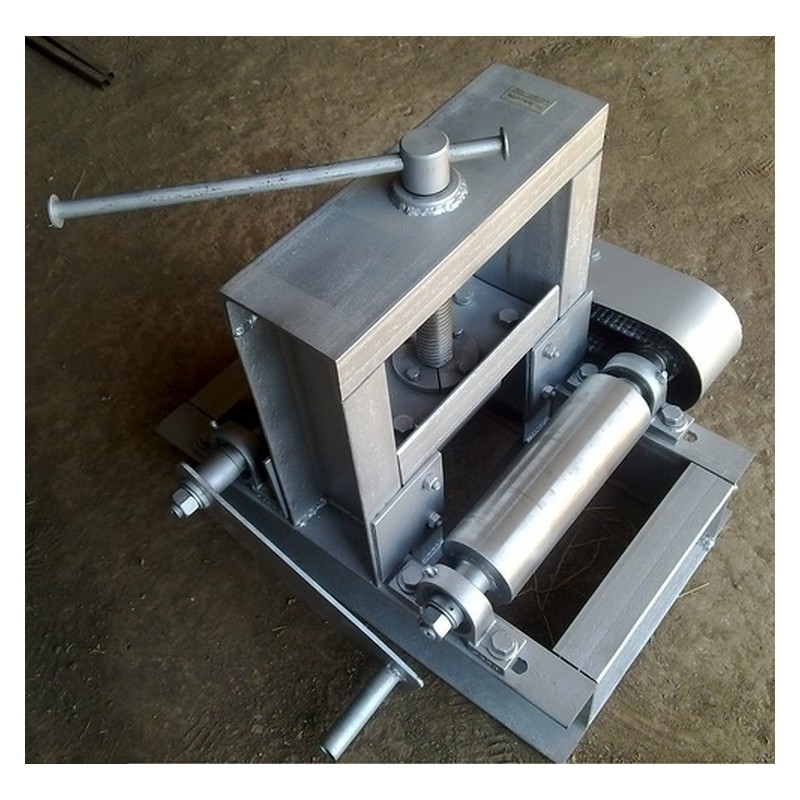 Допустим вместо роликов, подойдут ступнины от старого велосипеда. Они не смогут выдержать больших нагрузок, но для загиба профильной трубы 20 на 40 подойдут. При отсутствии шайбы, её можно заменить металлическим кругом подходящего диаметра.
Допустим вместо роликов, подойдут ступнины от старого велосипеда. Они не смогут выдержать больших нагрузок, но для загиба профильной трубы 20 на 40 подойдут. При отсутствии шайбы, её можно заменить металлическим кругом подходящего диаметра.
Не следует покупать для самоделки новые подшипники, подойдут «убитые», которые легко раздобыть в автосервисах. Кроме того, многие элементы можно найти на пункте сдачи металла.
Сегодня, мы попробовали изготовить две модели самодельных трубогибов для профильной трубы — это оказалось нам под силу. Но если вам не нужно сложное устройство, и требуется произвести разовый изгиб проф трубы, то можете сделать более простое приспособление для гибки профиля — рычажное, по шаблону, арбалетное, которое смастерить быстрее и проще.
Надеемся, что, руководствуясь нашей статьёй, вы без труда соберёте профилегиб из подручных материалов, и сможете изогнуть трубу под нужным вам радиусом для изготовления парника или веранды.
Видео инструкции
Трубогиб для профильной трубы своими руками. Особенности и классификация
Трубогиб входит в число необходимых в домашнем хозяйстве приспособлений. С его помощью можно согнуть трубы для канализации, водостоков, изготовить несущий каркас для теплиц и выполнить много других аналогичных работ. Многие домовладельцы используют подобные агрегаты, выпускаемые современной промышленностью, однако стоят эти станки очень недёшево. Экономически выгоднее будет изготовить трубогиб для профильной трубы своими руками.
Особенности и классификация трубогибов
Прежде всего, необходимо знать для чего нужно данное оборудование. Как следует из названия, трубогиб помогает изогнуть трубную деталь (она может быть изготовлена из разного материала – алюминия, пластика, стали) с требуемым радиусом. Угол загиба варьируется в самом широком диапазоне – 0…180 градусов. При изготовлении трубогиба для профильной трубы своими руками неоценимую помощь окажут профессиональные схемы и чертежи.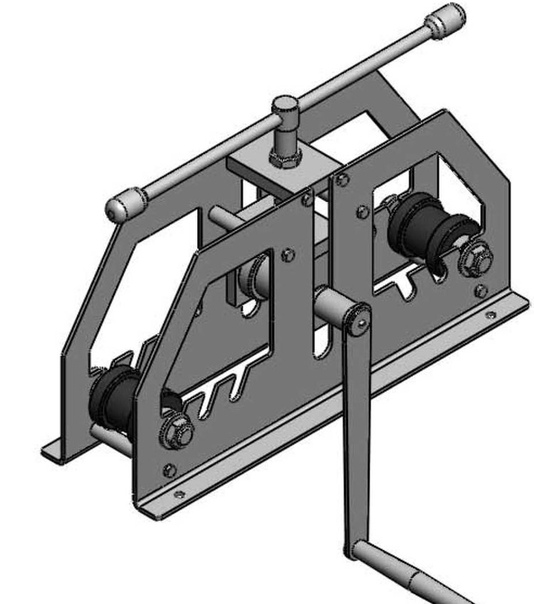
В качестве критерия для классификации приспособлений промышленного назначения выступают тип привода и способ изгиба.
Классификация агрегатов по типу привода. Существуют следующие виды данных устройств:
- станки гидравлические. Бывают ручными и стационарными. С их помощью можно гнуть трубную деталь диаметром до 3 дюймов. Гидравлические трубогибы широко используются в производственной сфере;
- электромеханические агрегаты. Данные конструкции пригодны для работы с любыми магистралями. «Умная» электроника, присутствующая в оборудовании для гибки профильной трубы такого типа, точно рассчитывает необходимое усилие нажатия и угол изгиба;
- ручные приспособления. Применяются для гибки трубных изделий небольшого диаметра.
Классификация по критерию «способ изгиба». Согнуть деталь можно различными методами. В зависимости от реализованного в конкретном агрегате способа, трубогибы бывают:
- сегментными. Оснащаются специальным механизмом, позволяющим протаскивать и одновременно перегибать магистраль под требуемым углом;
- устройства арбалетного типа. Оборудуются специальным приспособлением, представляющим собой изгибающий элемент;
- пружинные приспособления. Оснащаются пружинами. С помощью таких станков для гибки профильной трубы можно обрабатывать пластиковые элементы.
Как самому сделать трубогиб для трубы профильного сечения
Чтобы создать такое устройство, вам потребуется ряд электроинструментов, в число которых входят шуруповёрт, болгарка (со шлифовальным и отрезным кругом), а также сварочный аппарат. Прежде, чем приступить к изготовлению приспособления для гибки профильной трубы своими руками все металлические компоненты станка рекомендуется покрыть предварительно антикоррозионной грунтовкой. Так увеличится его срок службы.
Алгоритм сборки агрегата представлен ниже.
- Из куска швеллера отрезается подходящий по длине кусок. Он будет служить в качестве опорной пластины каркаса.
- После этого вытачиваются на токарном станке обоймы подшипников внутри роликов. К опоре в вертикальном положении привариваются два уголка. Их высота 10-15 сантиметров.
- Из идентичного швеллера выполняется монтаж под валики основной несущей платформы. Её длина должна быть меньше аналогичного параметра нижней опорной пластины на 10 сантиметров.
- На самом краю верхнего швеллера делается сквозное отверстие. В нём монтируется на резьбовую втулку отрезок недостающей длины данного элемента. Под отрезком размещается домкрат так, чтобы его подъёмник упёрся в регулируемую пластину.
- Затем к верхнему обрамлению каркаса привариваются предварительно установленные в подшипники 3 ролика. Для поднятия над поверхностью пластины боковых роликов используется уголок, в то время как поднятие на большую высоту центрального ролика выполняется посредством профиля с прямоугольным сечением.
- Место установки оси вращения – отверстие центрального ролика. К этой оси приваривается приводная ручка. Затем вал соединятся с остальными роликами цепью. Изготовление самодельных станков для гибки профильной трубы без цепи, оставляя в качестве приводного только один ролик, специалисты не рекомендуют. Объясняется это тем, что пробуксовка профиля при прокатке приведёт к снижению КПД. Приводной рычаг лучше оснащать поворачивающейся ручкой.
Сделать такой агрегат недостаточно — работа с самодельными трубогибами для профильной трубы требует владения определёнными навыками. Сегодня гибка выполняется двумя методами – холодным и горячим. Более простой в реализации первый способ, но он считается очень грубым: в месте, где в начале процесса ролик вдавливается в трубу, на профиле остаётся видимая деформация (остальная часть профильной трубы гнётся ровно).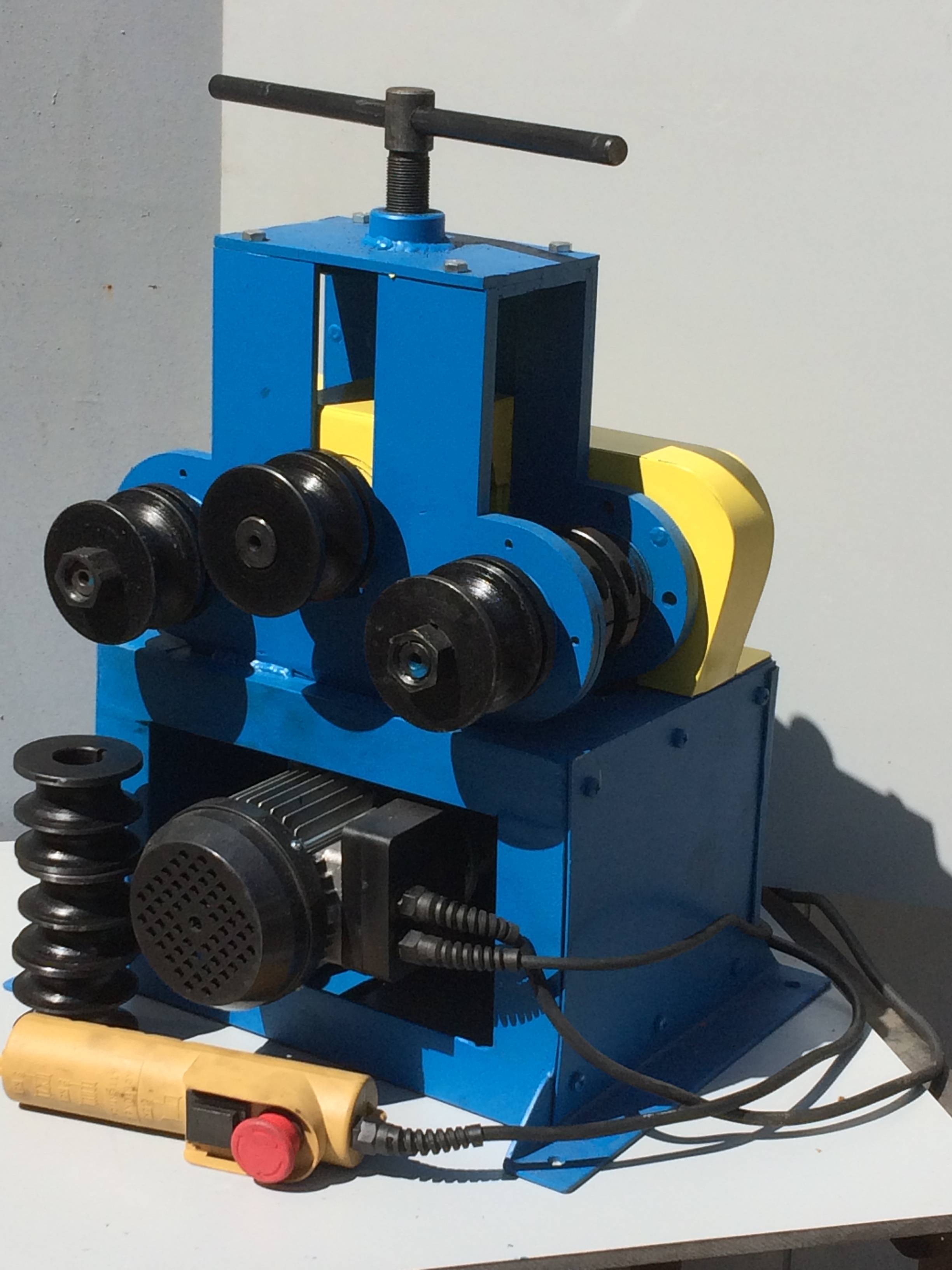
Весьма значительные трудозатраты будут наблюдаться, когда холодным методом обрабатывается изделие с особо толстыми стенками. Тут оптимальный вариант – горячая гибка. Она предусматривает нагрев отрезка трубы на участке начального воздействия. Такой подход повысит пластичность материала, из которого было изготовлено профильное изделие. Источником огня может быть паяльная лампа.
Самый простой вариант
Если создание трубогиба профильной трубы своими руками по вышеописанной методике покажется сложным, самому можно сделать совсем простое приспособление. Речь идёт о конструировании шаблона. Этот вариант подходит для гибки медных и алюминиевых труб, однако обрабатывать на шаблоне стальной профиль достаточно сложно.
Самый простой образец представляет собой деревянную конструкцию. Из массива дерева (его толщина должна превышать диаметр описанной вокруг профиля окружности) вырезается полукруг. Размеры необходимо подбирать с учётом радиуса изгиба. Изготовленный полукруг располагается неподвижно на любой устойчивой поверхности, например, на верстаке, с правой от него стороны крепится упор, с помощью которого будет фиксироваться обрабатываемое изделие. На этом изготовление простейшего из приспособлений для гибки разнообразных профильных труб будет завершено. Сама процедура гнутья выглядит так: профиль помещается в отверстие между упором и шаблоном, затем путём давления на свободный конец трубы ей придаётся нужная конфигурация.
В случае, когда предполагается работа с полимерными трубными изделиями, подобный шаблон можно изготовить из металлических крючков. Их нужно жёстко зафиксировать на деревянной поверхности так, что бы был сформирован полукруг.
Как выбрать промышленный образец
К сожалению, не все домашние мастера могут выкроить время, чтобы изготовить трубогиб своими руками. Вместе с тем, приобретая такой инструмент, рачительный хозяин всегда исходит из принципа разумной необходимости. Агрегат должен решать возложенные на него задачи, не вводя домашнего мастера в неоправданные расходы
Агрегат должен решать возложенные на него задачи, не вводя домашнего мастера в неоправданные расходы
Основные критерии при выборе трубогиба ручного типа следующие:
- производительность. Данный параметр определяет скорость работы механизма;
- тип привода. Зависит от частоты использования аппарата и объёма работ;
- максимальные геометрические размеры обрабатываемого профиля. Тут всё понятно.
- принцип работы агрегата. Определяется спецификой исполняемых операций (сегментный, пружинный, арбалетный).
Особое внимание обратите на габариты инструмента. Их значения зависят от того, планируете ли вы выполнять процедуру реконфигурирования профильной трубы на рабочем верстаке либо у вас есть возможность установить под стационарный блок устойчивую прочную опору.
И знайте: качественный ручной или другой трубогиб для профильной трубы стоить дёшево не может, поскольку в процессе его производства используются прочные дорогостоящие детали. Эксперты рекомендуют останавливать выбор на продукции ведущих производителей, например таких, как Rothenberger (Германия),PROMA Machinery (Чехия), RIDGID (США), Bahco (Швеция) и других компаний. Конечно, стоят они очень недёшево. В частности, цена арбалетного трубогиба от американского бренда RIDGID составляет около 1500 долларов. Поэтому, если работы носят разовый характер, целесообразней такие агрегаты арендовать.
Источник: http://trubamaster.ru
Чертеж гибочного станка для профильной трубы
Промышленные образцы трубогибов имеют достаточное количество отличий от подобных устройств, созданных кустарным способом. Для приобретения доступны компактные модели этого оборудования, дополненные ручными приводами, если предполагается работа с профильной трубой малого размера. Что касается более серьезной работы, когда предполагается гибка труб от 3-х дюймов, применяют станки с гидроприводом. Промышленный инструмент рассматриваемого вида актуален только в случае соответствующей масштабности работ, то есть в качестве домашнего оборудования он вряд ли подойдет.
Производство трубогибов промышленным способом – это выпуск двух модификаций устройств, где одни создаются в мобильном исполнении, доступные для переноски, а другие – в стационарном. Большим комфортом применения отличаются трубогибы, подключаемые к электричеству. Они обеспечивают нужный радиус сгиба в соответствии с определенным углом без деформации профиля.
Если вы планируете проведение работ по сгибанию труб у себя дома, то надо учитывать определенные нюансы:
- инструмент в ручном исполнении оснащается пружинным элементом, с помощью которого и производится изменение конфигурации трубы;
- сегментный инструмент дает возможность осуществлять гибку трубы за счет ее растяжки вокруг сегмента используемого оборудования;
- дорновый инструмент позволяет гнуть только тонкостенные трубы на достаточно незначительный радиус посредством специальных направляющих.
Как сделать самостоятельно станок для гибки труб
Чтобы сделать станок для гибки профильной трубы своими руками необходимо помнить о тому, что конечное изделие должно отличаться предельной простотой и выполняло свою функцию.
1-й способ
Чтобы сделать и пользоваться гибочным станком для профильной трубы необходимо подготовить два куска швеллера, два обрезка пальцев, являющихся частью гусениц трактора, и четыре уголка.
Чтобы согнуть заготовку понадобится домкрат, способный развивать усилие в 5 тонн и более. При этом потребуется его модернизация за счет установки на выдвижном штоке стальной платформы, для изготовления которой можно использовать выработанный шкив, имеющей ширину «ручейка» сопоставимую с профилем трубы. В данном случае обустройство гидравлического привода предполагает отрезание половины шкива и высверливание в нем посадочного места под шток домкрата.
Станина будущего станка собирается из уголков, закрепленных на стальной плите посредством сварки. Всего используется четыре уголка, имеющих полку от 60 до 80 мм, на верхних концах которых фиксируют с помощью сварки два швеллера. Для регулировки угла загиба предусматривается необходимость наличия симметричных отверстий в стенках швеллеров, которые требуется высверлить.
Для регулировки угла загиба предусматривается необходимость наличия симметричных отверстий в стенках швеллеров, которые требуется высверлить.
Чтобы привести готовый станок в исходное для работы положение, достаточно:
- в полученные в швеллерах отверстия вставить оси (пальцы) и закрепить на них ролики в качестве упоров для заготовки;
- поднять платформу домкрата до того уровня, чтобы в образовавшийся промежуток могла пройти заготовка;
- установить заготовку в станок для профильной трубы и создать требуемый изгиб с помощью домкрата, используя его функциональность.
2-й способ
Самодельный трубогиб для профильной трубы на основе проката подразумевает, что заготовка будет уложена на боковые ролики, а сверху прижата третьим. После фиксации трубы в этом положении останется только привести посредством цепной передачи в движение валы для достижения нужного изгиба.
Чтобы сделать станок для прокатки профильной трубы потребуется:
- изготовить ролики и обоймы для размещения подшипников, что может быть достигнуто за счет обращения к услугам профессионального токаря. Всего конструкцией создаваемого устройство предусмотрено наличие трех валов, где один крепится на пружинах, а другие фиксируются в боковинах рамы;
- подготовить полку. Для этого понадобится швеллер (50 мм), из которого надо будет собрать прямоугольник 100 на 30 см. Затем в собранной полке следует проделать отверстия под валы и нарезать резьбу, необходимую для реализации возможности изменять силу воздействия прижимного вала;
- посредством сварки собрать конструкцию из имеющихся деталей;
- полку подвесить на пружины, а боковые валы соединить цепью посредством звездочек, приварив на один из валов рукоятку;
- установить домкрат таким образом, чтобы его использование позволяло изменять силу прижатия.
Самостоятельное изготовление трубогиба для профиля – это вполне реализуемая задача, которая должна соотноситься с определенными целями.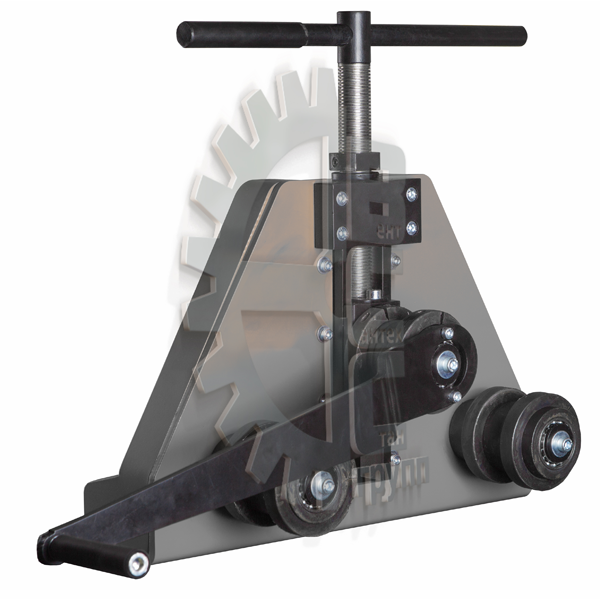 Если вы планируете проведение таких работ лишь как разовое мероприятие, то можно собрать деревянную конструкцию, которая вполне способна выдержать короткий срок эксплуатации. В противном случае, когда предполагается изготовление труб с тем или иным изгибом на постоянной основе, желательно обзавестись стационарным агрегатом более сложной и надежной конструкции.
Если вы планируете проведение таких работ лишь как разовое мероприятие, то можно собрать деревянную конструкцию, которая вполне способна выдержать короткий срок эксплуатации. В противном случае, когда предполагается изготовление труб с тем или иным изгибом на постоянной основе, желательно обзавестись стационарным агрегатом более сложной и надежной конструкции.
Чтобы собрать стационарное устройство, востребованное для изгиба труб, необходимо сделать следующее:
- смонтировать металлический каркас, соединив его элементы с помощью болтов и сварки;
- установить оси и валы на них в соответствии с имеющимся чертежом, соблюдая уровни размещения: два выше третьего;
- собрать цепную передачу, используемую для приведения станка в действие, для чего понадобится не только цепь, которую можно позаимствовать, например, со старого мотоцикла, но и три шестерни;
- закрепить на одном из валов ручку.
Чертежи трубогиба профильного
Самодельный трубогибочный станок прокатного типа
Спецификация-пояснение к схеме:
- Деревянная плита;
- Швеллер;
- Болт;
- Уголок;
- Специальный сухарь;
- Прижимной ролик;
- Ручка;
- Хомут;
- Направляющий ролик;
- Крепежные болты уголков.
Простейший трубогиб из домкрата арбалетного типа
Здесь:
Сборка простого трубогиба
Следуя нижеприведенной инструкции, можно изготовить трубогиб для профильной трубы своими руками для сечение от 10×10 до 25×25 мм под углом до 180 градусов.
Предлагаемая конструкция отличается простотой, а для ее изготовления понадобится следующий набор материалов:
- крепежная планка;
- квадратный профиль, необходимый для изготовления ручки вращения;
- два ролика, где диаметр первого – 65 мм, а второго – 173 мм;
- ось, оснащенную в торцевой части резьбой М14;
- гайка М16, шайба С
Для изготовления крепежной планки может быть использован металл толщиной от 7 мм.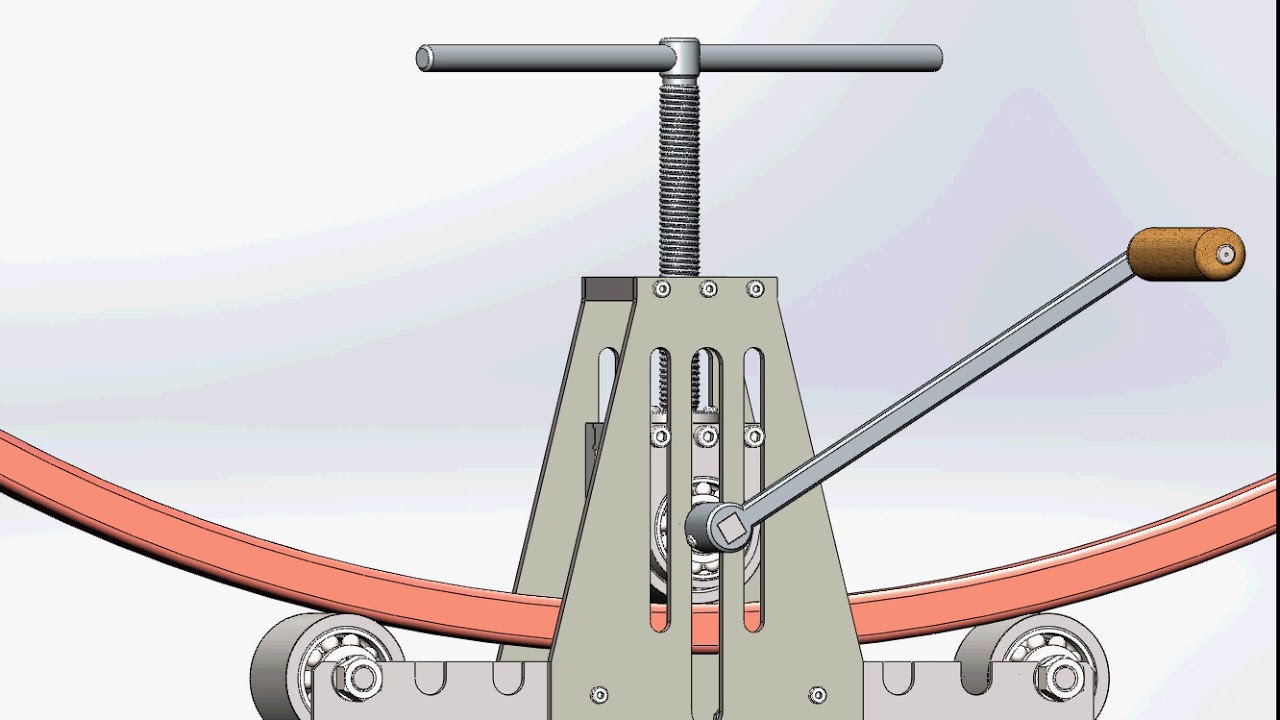 В этом элементе конструкции необходимо высверлить отверстие (30 мм) для установки оси под ролик, 4 гнезда (8 мм) под шпильки М6 и отверстия под болты.
В этом элементе конструкции необходимо высверлить отверстие (30 мм) для установки оси под ролик, 4 гнезда (8 мм) под шпильки М6 и отверстия под болты.
Квадратный профиль (36×36 мм, толщина стенок 4 мм) подойдет для изготовления ручки, приводящей в движение станок. Для крепления этого элемента в качестве рычага к его внутреннему торцу надо приварить две пластины и сделать в них отверстия (30 мм), ориентируясь на болты, которые фиксируют ролики.
Сборка трубогиба производится с соблюдением следующего порядка действий:
- Крепежная планка закрепляется на верстаке посредством болтов М8. При этом следует обеспечить устойчивость верстака с целью исключить вероятность его сдвигов во время работы по сгибанию заготовки.
- На ось вращения, закрепленную в крепежной планке, монтируется большой ролик, фиксируемый гайкой.
- Устанавливается и закрепляется ось, удерживающая малый ролик.
- Размещаются на свои местах шпильки М6, необходимые для удержания части профиля при работе с ним. На шпильки насаживаются крепежные пластины, соотносящиеся с размером профиля.
В дальнейшем процесс сгиба профтрубы предполагает, что сначала будет отведена в левое положение до упора ручка трубогиба, затем установят в нужном положении заготовку, изгиб которой обеспечит работа станка, приводимого в движение рычагом.
Заключение
Так как сделать трубогиб для профильной трубы достаточно сложно, мы представили 3 разных варианта его изготовления. Один из них должен подойти.
После того как сделаете трубогиб своими руками присылайте его нам на почту с описанием работы и мы разместим его на сайте.
Профильные трубы находят широкое применение при обустройстве приусадебного участка. Из них получаются крепкие беседки, теплицы, красивые и надежные козырьки над крыльцом дома. Объединяет устройство металлических конструкций необходимость в гнутом профиле, поскольку подавляющее число металлических конструкций такого типа имеют форму арок. Поскольку гнутый профиль стоит почти в два раза дороже прямого, то на помощь рачительному хозяину приходит трубогиб для профильной трубы, который можно изготовить в домашних условиях.
Поскольку гнутый профиль стоит почти в два раза дороже прямого, то на помощь рачительному хозяину приходит трубогиб для профильной трубы, который можно изготовить в домашних условиях.
Устройство станков для сгибания труб
Промышленные трубогибы применяют на производстве и в промышленном строительстве. Для личного использования производители предлагают готовые станки. Простейшее готовое устройство для изгибания тонких труб или металлопластиковых материалов – это арбалетный ручной трубогиб. Для работы с профилем его не используют.
Есть несколько способов и приспособлений для получения гнутого профиля:
- изгиб вручную, с приспособлениями для направления или без них;
- используя рычажный профилегиб;
- используя роликовый профилегиб.
Простейший способ загнуть трубу или металлический прут – это вбить в землю направляющие колышки и физическим усилием загибать изделие по ним. Для того чтобы профиль не деформировался заломами во время работы, его заполняют песком.
Шаблонный трубогиб. Шаблон в натуральную величину делают из толстой доски, ДВП, ДСП. Для этого сколачивают щит, рисуют на нем необходимый радиус изгиба (полукруг) и выпиливают соответствующий сегмент круга.
Сгибание трубы по шаблону осуществляют следующим образом:
- шаблон закрепляют на плоскости или в тисках вертикально;
- один конец трубы фиксируют неподвижно строительными шпильками или в тисках в начале шаблона;
- на свободный конец трубы давят вручную или при помощи лебедки, придавая ей изгиб по шаблону.
Обратите внимание! Для успешного использования шаблона его ребро должно быть шире ребра изгибаемого изделия. Шаблонный трубогиб подходит для изделий из мягкого металла, небольшого сечения.
Более продвинутый вариант шаблонного трубогиба – это рычажный станок. Приспособление делается на металлической станине. На нее закрепляют посменно разные шаблоны из металла (для мягких материалов это могут быть деревянные или пластиковые шаблоны), для получения изгибов разного радиуса. Недостаток таких устройств в ограниченности получаемых изгибов профиля.
Недостаток таких устройств в ограниченности получаемых изгибов профиля.
Более универсальный вариант трубогиба для профиля, который изготавливают своими руками в домашних условиях это роликовый станок. Устройство необходимо, если вы планируете периодически работать с металлической трубой.
Принцип работы
Принцип действия заключается в том, что профильную трубу протягивают между тремя валами, два из которых закреплены неподвижно, а третий давит на профиль, придавая ему желаемую форму.
В зависимости от конструкции, подвижным может быть:
- центральный верхний ролик – давление осуществляется сверху;
- крайний нижний ролик (любой, расположенный на выходе из станка) – давление осуществляется снизу, поднятием части станины.
Изгибание профиля происходит при прокатке его между роликами. Для получения крутой дуги действие повторяют несколько раз, что позволяет регулировать усилие, избегая деформации трубы (заломов, расплющивания).
Обратите внимание! Для получения равномерного изгиба, трубу каждый прокат вставляют противоположной стороной.
Для самостоятельного изготовления профилегиба потребуются навыки работы со сварочным аппаратом, болгаркой и составляющие детали, которые можно сделать из подручных материалов, купить недорого в пунктах приема металлолома или найти в старом гараже.
Как сделать самодельное устройство
Для изготовления роликового трубогиба для профильной трубы вам понадобятся:
- Толстостенный швеллер или профильная труба для изготовления опорной платформы и станины.
- Три прокатных вала, металлических. Надежные и долговечные ролики получаются из стального цилиндра, в котором просверливают отверстие в центре для насадки.
- Упорный винт для приведения в движение прокатного вала.
- Подшипники для прокатных валов и опорной платформы.
- Приводную цепь, которая соединит прокатные валы с механизмом их вращения.

Ручной роликовый трубогиб можно оснастить дополнительно электроприводом, но большинство домашних умельцев не видят в этом необходимости.
Что следует учесть при подборе деталей и материалов для изготовления профилегиба:
- Для опорной платформы следует брать швеллер не менее 60 мм с толстой стенкой. Более тонкий материал рискует быть деформированным при прокате профиля большого сечения.
- Упорный винт – это деталь, на которую ложится вся нагрузка в ходе работы инструмента. Резьба на нем должна быть инструментальная (прямоугольная), чтобы не деформировалась при многократных затяжках и удержании давления. Здесь идеально подходит винт от гидравлического домкрата. Использовать для изготовления упорного винта стальную строительную шпильку даже большого диаметра (например, на 20 мм) нельзя, так как резьба на ней треугольная, не предназначенная для такой нагрузки и многократного использования.
- Прокатные валы следует делать из закаленной стали. Их изготовление лучше доверить профессиональному токарю, поскольку потребуются не гладкие детали, а с ограничителями для удержания профиля. Идеальный вариант – валики с многоступенчатыми ограничителями для нескольких размеров. Как вариант можно сделать несколько съемных валов, под разный профиль.
- Для снижения нагрузки на ручку вращения можно установить звездочки разного диаметра, которые будут усиливать крутящий момент, и соединить их цепью. Маленькую звездочку устанавливают на ось вращения ручки, две большие – на соответствующие оси вращения роликов.
Обратите внимание! Различают две конструкции роликового трубогиба: с ведущим центральным валом или ведущими двумя нижними валами.
Преимущество профилегиба с одним ведущим валом в том, что нижние два вала можно сделать съемными. Переставляя их относительно прижимного, можно легко варьировать радиус изгиба.
- Изготовление профилегиба начинают со сборки горизонтальной платформы и вертикальной станины.
 По чертежу нарезают металл и сваривают его или собирают на болтах.
По чертежу нарезают металл и сваривают его или собирают на болтах. - Сваривают крепежи для двух нижних валов, устанавливают их на горизонтальную платформу. Как вариант, на станину можно приварить отдельные крепления для передвижных валов, размером под подшипник.
- Сваривают подвижную платформу под верхний вал.
- Устанавливают на нее упорный винт при помощи двух подшипников. Направляющие движения верхней опорной платформы это вертикальные стойки станины.
- Соединяют подвижные детали шестеренками и цепью.
Для сгибания небольшого профиля для теплицы, беседки или декоративной арки можно изготовить более простой вариант трубогиба – улиточный. Он состоит из двух вращающихся деталей: направляющего ролика и рабочего колеса. Механизм является разновидностью шаблонного трубогиба. В качестве шаблона здесь выступает рабочее колесо.
Как рассчитать конструкцию
В изготовлении улиточного трубогиба важно рассчитать диаметр рабочего (или упорного) колеса, поскольку от его размера зависит радиус изгиба профиля на выходе.
Для расчета используют зависимость диаметра рабочего колеса от получаемого радиуса трубы:
d + r1 + r2 + 2 = а
d – это радиус изгиба профиля;
r1 и r2 – это радиус направляющего ролика и упорного колеса.
Имеет значение дистанция между вращающимися колесами. Для ее регулировки на станине сверлят несколько отверстий, по которым передвигают ось прижимного ролика.
Руководство по изготовлению
Конструкция улиточного трубогиба состоит из:
- основания – толстой металлической платформы, на которую крепят остальные детали;
- металлической вилки;
- направляющего ролика;
- рабочего колеса.
Изготовление начинают с ролика и рабочего колеса. Для каждой детали необходимо выточить шкив, ось под соответствующий подшипник. Рабочая поверхность ролика и колеса должна иметь боковые упоры под максимальный размер швеллера.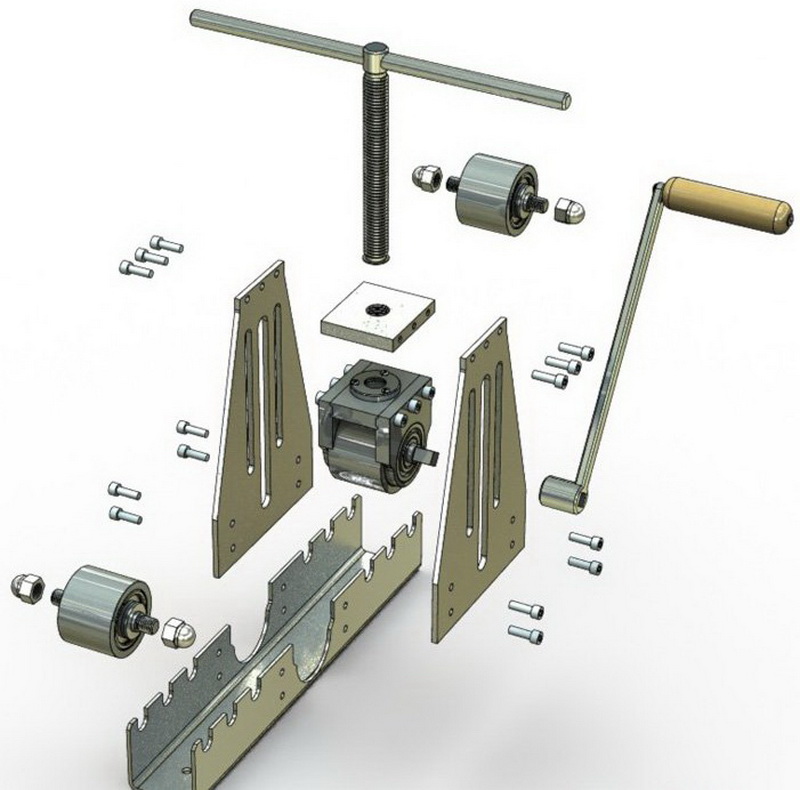
На втором этапе собирают вилку. Для этого вырезают из металла боковые детали, просверливают в них отверстия под оси рабочего колеса и направляющего ролика. Собирают вилку и приваривают ее к металлической платформе-основанию.
На основании должно быть отверстие для оси рабочего колеса и отверстия под крепежи самой конструкции к верстаку, поскольку работать на таком трубогибе можно только в стационарно закрепленном виде.
При изготовлении металлоконструкций из профильных труб необходимость в их сгибании возникает часто. Арочные перекрытия, каркасы теплиц, элементы детских площадок — вот лишь небольшой перечень объектов, требующих монтажа скруглённых профилей. На производстве для получения труб с заданным радиусом кривизны используют специальное оборудование. Учитывая громоздкость и высокую стоимость таких станков, для нерегулярного использования в бытовых целях их приобретение нецелесообразно. Для домашней мастерской или гаража профилегиб можно изготовить своими руками. Всё, что для этого понадобится, найдётся в той же мастерской или отыщется по гаражам друзей и знакомых. Заинтересовались такой конструкцией? Тогда облачайтесь в рабочую одежду и беритесь за дело!
Профилегибочный станок. Для чего он нужен?
Универсальный производственный гибочный станок
О назначении профилегибочного станка говорит его название. Это сгибание металлических профильных труб в целях получения определённого радиуса закругления на необходимом участке или по всей длине заготовки. Воспользовавшись профилегибом, или по-другому трубогибом, можно выполнить несколько технологических операций с металлопрокатом различного типа:
- сгибание металлического прутка или арматуры, включая заготовки из пружинистой стали;
- гибка профильного металлопроката квадратного или прямоугольного типа;
- получение колен из круглых труб или их сгибание под нужным углом;
- скругление деталей любой длины из сортового проката (уголки, двутавры, швеллеры).

Существует несколько моделей гибочных станков. Одни позволяют прилагать усилия только на определённом участке заготовки. Другие прокатывают трубу между роликами, осуществляя давление по всей длине. Почему-то именно последние получили у специалистов название «профилегибы», хотя и те и другие напрямую относятся к оборудованию одного типа. Кстати, прокатывание заготовки позволяет без предварительного нагрева получить изделие сложной конфигурации, причём изгибы можно сделать под углом от 1° до 360° в произвольных плоскостях.
Профилегиб прокатного типа
Так же, как и промышленные аналоги, самодельные профилегибы имеют электрический привод или работают на мускульной тяге. Разумеется, использование электродвигателя позволяет не только облегчить процесс обработки заготовок, но и значительно его ускорить.
Классификация профилегибов
В зависимости от типа привода, который, в свою очередь, непосредственно влияет на мощность и производительность станка, профилегибы разделяют на несколько типов.
Гидравлические станки
Профилегибочный станок с гидравлическим приводом. Мощный и очень дорогой
Гидравлические трубогибы представляют собой промышленное оборудование, поэтому имеют высокую мощность и предназначены для стационарной установки. Такие агрегаты используют преимущественно в условиях мелкосерийного и серийного производства, когда требуется получить большое количество однотипных заготовок. Гидравлический привод полностью снимает нагрузку с оператора, предоставляя ему возможность управления станком нажатием кнопок.
Достоинства гидравлических станков:
- высокая скорость работы;
- полное отсутствие ручного труда;
- простота эксплуатации;
- возможность изгиба профиля большого сечения.
К недостаткам устройств этого типа относится высокая стоимость, стационарная конструкция и сложность, обусловленная применением гидравлического привода.
Электрические профилегибы
Электрический профилегиб с винтовой передачей. Недорого и функционально
Недорого и функционально
Гибочные станки, использующие электромоторы, также представляют собой стационарное оборудование, поскольку требуют подключения к электрической сети. Электропривод обычно сочетается с винтовой передачей, что удешевляет стоимость оборудования, однако и делает невозможным изгиб профилей большого сечения. Именно поэтому такие станки встречаются на небольших предприятиях и даже в частных мастерских. Кстати, существуют конструкции самодельных устройств с электрическим приводом, которые функционируют никак не хуже заводских аналогов.
Достоинства электрических профилегибов:
- относительно низкая стоимость;
- скорость обработки заготовок;
- простота конструкции;
- высокая точность сгибания;
- возможность применения цифровых технологий управления станком.
К недостаткам можно отнести всё то же отсутствие мобильности и невозможность сгибания профилей увеличенного размера.
Ручные станки
Ручной профилегиб. Дешёвый, мобильный вариант
Ручное гибочное оборудование отличается простотой, компактностью и низкой стоимостью. Благодаря несложной конструкции с приводными валиками и подвижным роликом, работа с профилегибами этого типа не требует никакой квалификации. При необходимости станок можно легко перенести к месту монтажа, а доступная цена подобных устройств обуславливает их широкое применение в домашнем хозяйстве. Конечно, конструкция не лишена и недостатков:
- нет возможности точно контролировать радиус изгиба;
- увеличенное время обработки заготовок;
- высокие физические нагрузки на оператора;
- обработка профилей с небольшим поперечным сечением.
Преимущества и простота конструкции ручных профилегибов делают их привлекательными для изготовления в кустарных условиях, поэтому такие станки получили огромную популярность у домашних умельцев. Кстати, ручные гибочные приспособления можно перенести в среднюю категорию, при необходимости дополнив конструкцию электрическим приводом.
Конструкция и принцип действия гибочных агрегатов
Конструкция простейшего профилегиба прокатного типа
Основными элементами профилегибочного станка являются валы, закреплённые на прочной металлической станине. При этом пара прокатных валиков отвечает за продольное перемещение заготовки, а подвижный ролик обеспечивает нажатие на деталь. В зависимости от конструкции агрегата, усилие прижима регулируют в широких пределах при помощи винтовой пары, домкрата или гидравлического механизма. Прокатные валики приводятся в действие при помощи электродвигателя или вручную. Последний вариант применяется на небольших приспособлениях и чаще всего повторяется умельцами в домашних условиях.
Кроме этого, существуют и другие конструкции профилегибов:
- агрегаты с левым подвижным роликом используют для получения спиралей. Чаще всего такие станки оснащаются ЧПУ и позволяют сгибать детали, точно контролируя градиент гибки;
- станки с подвижными нижними валами сгибают габаритные заготовки, поэтому оснащаются гидравлическим приводом. Наличие контроллера положения каждого вала позволяет получать детали сложной формы, вплоть до закручивания заготовок в спирали;
- модели, в которых все ролики являются подвижными, представляют собой элиту профилегибочного оборудования и могут работать с деталями любой конфигурации и толщины.
Основным отличием профилегибочных станков от другого трубогибочного оборудования заключается в том, что конфигурация заготовки меняется не загибом вокруг неподвижного ролика, а методом холодного проката. Это позволяет изменять конфигурацию заготовок любого сечения и длины. Подобная конструкция и послужит основой для самодельного станка, который мы предлагаем сделать самостоятельно.
Схема, которая показывает принцип работы прокатного трубогиба
Необходимые инструменты и материалы
Для изготовления станка для гибки профильных труб понадобится достаточно большое количество деталей, однако это не значит, что все позиции из списка придётся покупать. Преимущественное число необходимых материалов найдётся в любом гараже или мастерской. Вот то, что потребуется в процессе работы:
Преимущественное число необходимых материалов найдётся в любом гараже или мастерской. Вот то, что потребуется в процессе работы:
- уголки или профильные трубы для изготовления корпуса станка;
- швеллеры или металлопрофиль крупного сечения для основания станины;
- заготовки для изготовления валов и ролика;
- цепь;
- натяжитель цепи;
- приводные звёздочки;
- корпуса подшипников;
- подшипники;
- гидравлический домкрат или винтовая передача;
- ручка приводного вала;
- пружины — при использовании домкрата;
- болты и гайки.
Большинство деталей для изготовления самодельного профилегиба найдётся в каждом гараже
Инструмент, который понадобится в процессе работы, найдётся у каждого мастера:
- угловая шлифовальная машина;
- электрическая дрель;
- набор свёрл по металлу;
- молоток;
- сварочный аппарат;
- набор рожковых и торцевых ключей.
Единственная трудность, с которой придётся столкнуться, это изготовление приводных валиков и нажимного ролика. Возможность выточить их из заготовки на токарном станке есть лишь у счастливых обладателей подобного оборудования. Тем не менее, не стоит отчаиваться — в любой организации найдётся токарь, который недорого изготовит детали по представленным чертежам. Остальные элементы станка можно использовать б/у.
Всё, что понадобится для изготовления профилегиба
Механизм цепной передачи можно позаимствовать от привода газораспределительного механизма автомобильных двигателей, а корпуса подшипников (и сами подшипники) — из старой сельхозтехники.
Варианты изготовления ручных профилегибочных станков
Чтобы изготовить профилегибочный станок, необязательно в точности повторять существующую конструкцию. Намного проще создать устройство по собственным чертежам, исходя из того, что есть под рукой. Это позволит сэкономить время и деньги и даст возможность сконструировать приспособление, которое идеально подойдёт как по назначению, так и по месту для установки.
Чертёж трубогиба с радиальным воздействием на заготовку
Одна из конструкций позволяет выполнять радиальное сгибание прямоугольных профильных труб благодаря использованию двух роликов, один из которых является подвижным, а другой — опорным (направляющим). Деформация заготовки по нужному радиусу осуществляется нажатием и перемещением рабочего ролика вокруг направляющего. Корпус устройства изготавливают из стального листа толщиной до 8 мм и металлических уголков. Чтобы избежать непроизвольного смещения заготовки, перед сгибанием её зажимают между неподвижным роликом и специально установленным упором.
Самодельный прокатный станок для гибки для профильных труб
Более универсальным является станок прокатного типа, конструкция которого описана выше.
Кроме того, существуют и другие, по-настоящему простые конструкции, позволяющие сгибать трубы по шаблону. К сожалению, качество и точность выполняемой деформации оставляют желать лучшего, а для получения другого радиуса придётся изготавливать новый шаблон.
Приспособления для гибки труб по шаблону
При изготовлении ручного станка следует учесть некоторые моменты:
- чтобы при сгибании габаритных заготовок профилегиб не опрокидывался, его станину делают устойчивой и массивной. Лучшим материалом для изготовления можно считать швеллер или двутавровую балку;
- вальцы станка должны иметь низкую шероховатость и повышенную твёрдость. Лучше, если их конфигурация будет повторять форму профилей самых используемых размеров;
- конструкция корпуса должна обеспечивать изменение расстояния между осями приводных валов. Увеличенная дистанция позволит прокатывать заготовки с большим поперечным сечением, тогда при уменьшении межосевого расстояния можно будет получать изгибы малого радиуса;
- рычаг привода должен обеспечивать лёгкость вращения при работе, поэтому его не следует делать слишком коротким.

Большинство соединений при изготовлении профилегиба выполняют при помощи сварочного аппарата. Тем не менее, полностью обойтись без болтовых соединений не удастся — подвижные элементы конструкции крепятся именно таким способом.
Изготовление прокатной конструкции своими руками
Для самостоятельного изготовления рекомендуем воспользоваться наиболее распространённой конструкцией профилегибочного станка с двумя нижними валами и нажимным роликом. Проще всего установить на агрегат ручной привод, который при необходимости можно будет легко переоборудовать в электрический.
Чертежи устройства
Как уже говорилось, профилегиб лучше спроектировать самостоятельно, исходя из собственных условий и предпочтений. В работе можно ориентироваться на чертежи станков, которыми с удовольствием делятся изготовившие их мастера.
Станок для гибки профильной трубы своими руками
Станок для гибки профильной трубы получил довольно широкое распространение в наши дни.
Сами трубы получили популярность далеко не только в строительстве, однако и при оформлении фасадов, интерьера, создании мебели.
Фото самодельного станка
С этим универсальным материалом практически ежедневно сталкиваются большинство домашних мастеров.
Не представляет никаких сложностей нарезка профилированных труб, но вот их гибка становится более трудновыполнимой задачей.
Если важно не просто деформировать изделие, а сохранить его качественные характеристики, работы следует проводить при помощи специального оборудования.
На покупку дорогостоящего оборудования денежных средств хватает не всегда, а ведь сделать станок для гибки профильной трубы своими руками — не так уж и сложно.
Его конструктивных вариантов может быть огромное множество. Рассмотрим несколько самых простых из них.
Приступаем к изготовлению
Как отмечалось ранее, конструкция станка может быть различной. Все зависит от того, какие материалы и рабочие инструменты имеются под руками.
Чертеж станка для гибки профильной трубы
Люди с инженерным образованием могут усовершенствовать его, на свое усмотрение модернизировав и добавив дополнительных функций.
Для изготовления профильного трубогиба своими руками нам понадобятся:
- Три вала с осью вращения, осуществляющих сгибание;
- Металлический профиль для рамы;
- Приводной механизм;
- Цепь.
В первую очередь, необходимо подготовить каркас. Соединить все составляющие можно с помощью сварки, но она не обеспечивает достаточной надежности при работе с толстыми трубами.
Чтобы конструкция была прочнее и мобильнее, стоит скрутить ее болтами.
Валы для сгибания – это цилиндры из металла, имеющие ось вращения. Два из них крепятся немного выше уровня стола, третий – над ними.
Радиус загиба профильной трубы будет зависеть от того, на каком расстоянии расположены нижние цилиндры друг от друга. Предусмотрев ролики для их передвижения и стопора угол будет настраиваемым.
Видео-инструкция:
Закрепив валы, ручной станок для гибки профильной трубы должен быть оснащен механизмом, передающим им вращающее усилие. Оптимальный вариант – сделать цепной механизм, который свободно приобретается на рынке или снимается со старого автомобиля.Если цепь подбиралась отдельно, придется подумать о шестернях: их должно быть три.
Две установятся на первый и второй нижние валы, третья – ниже. Стоит предусмотреть возможность регулировать ее положение, чтобы натянуть цепь в случае необходимости.
К одному из валом прикрепляется ручка, с помощью которой будет создаваться крутящее усилие. Оборудование готово к использованию.
Второй вариант
Если вам не хватает времени на то, чтобы изготовить станок для гибки профильной трубы своими руками по выше описанной схеме, то можно смастерить более простой вариант.
Он не менее достойный, но во время проведения работ придется приложить больше физических усилий.
В качестве основания потребуется бетонная плита с насверленными отверстиями. Можно взять уже готовое изделие и насверлить в нем около 10 отверстий, расположенных вдоль дуги изгиба. Но надежнее вылить ее самостоятельно.
В отверстия вставляются штыри. Чтобы они не выскочили во время большой нагрузки, рекомендуется их залить бетоном.
Профилированная труба крепится на одном конце и плавно, без резких движений, загибаться вдоль второго конца.
Достигнув примерного результата, изделия оставляют на некоторое время, чтобы оно привыкло к форме, после крепят с другой стороны и доводят до требуемого состояния. Для облегчения работы трубу можно разогреть.
Схема процесса
Приспособление такого плана вряд ли заменит специализированное оборудование для гибки профилированной трубы, но прекрасно справится с небольшим объемом работы.
Где купить и сколько стоит?
Если нет времени на изготовления подобного оборудования, в большинстве строительных магазинах можно купить станок для гибки профильной трубы.
Количество моделей разнообразно. Они могут быть универсальными и подходить для любых профилированных изделий, или узкоспециализированными.
Оптимальным выбором станут модели, выполняющие вальцовую гибку труб размером до 14 см. Также должна быть предусмотрена фиксация изделия по бокам, чтобы сохранить сечение.
Станок обладает рядом преимуществ перед ручными моделями трубогибов:
- Могут оснащаться системой электронного управления, автоматизируя работу;
- Сменные насадки расширяют спектр выполняемых операций;
- Возможно наличие систем дистанционного управления;
- Мобильность и компактность;
- Установка на любое ровное твердое покрытие;
- Позволяют достигать желаемого результата и сгибать профиль полукругом, в виде буквы «N», «П» и т. п.
В зависимости от предназначения, сложности конструкции и количества выполняемых операций цена станка для гибки профильной трубы может варьироваться от нескольких сотен до тысяч долларов.
Подводя итоги
Согнуть профилированную трубу собственными руками, особенно большого диаметра, практически невозможно.
Самый оптимальный выход из сложившейся ситуации – обзавестись специализированным оборудованием.
Если объемы работ большие, их периодичность высокая – рекомендуется приобрести станок для гибки в магазине.
Если он необходим всего на один раз, его можно сделать своими собственными руками.
гидравлические и самодельные ручные трубогибы для сгибания по радиусу
Изготовление различных изделий требует применения деталей, изогнутых по различным радиусам. Может ли осуществляться гибка профильной трубы своими руками, и какое оборудование для этого требуется? Об этом и поговорим.
Гнуть неподготовленные трубы достаточно сложно, даже при использовании специальной техники. Кроме того, не исключается возможность деформации сечения трубы, сплющивание и другие неприятные моменты. Лучше всего, если гибка при помощи трубогиба или другого устройства простейшей конструкции будет осуществляться с предварительной подготовкой детали.
Заморозка может применяться в зимний период или при наличии у вас доступа к промышленным холодильным установкам, в который можно поместить заготовку.
Операция подготовки проста: глушите один край трубы, наполняете водой, закрывает второй торец. Заготовка выносится на мороз или отправляется в камеру. Замерзшая деталь изгибается проще, при этом не деформируется.
Другой метод состоит в том, что труба заполняется обычным песком, глушится (заглушки должны по длине не менее чем вдвое превышать диаметр трубы). После этого, высверливается несколько небольших отверстий для выхода газов, которые образуются в результате нагрева, если этого не сделать, труба может деформироваться.
После этого отмеченный участок изгиба разогревается паяльной лампой и протягивается через выбранный трубогиб. Качество получаемого изгиба будет на высшем уровне, при этом гибка трубы (профильной или круглой) выполняется гораздо легче.
Современные модели устройств для изгиба труб позволяют выполнять операцию без предварительной подготовки трубы.
Основные достоинства устройств для изгиба профиля
Раньше изгиб труб выполнялся вручную, при этом один край заготовки жестко закреплялся, а разогретая труба огибалась вокруг подготовленного шаблона. Такой метод для профилированных труб практически неприменим.
Использование механических устройств позволяет значительно упростить процедуру сгибания труб, они обеспечивают следующие преимущества:
- Возможность отказаться от сварки и дополнительных фитингов при монтаже различных коммуникаций.
- Конструкции, сделанные из цельных труб, смотрятся гораздо привлекательней, они широко применяются в декоративных целях.
- Трубогибы для профильных труб позволяют получать изделия с точным соблюдением требуемых размеров.
- Сгибание труб не осложняется появлением заломов и сплющивания, это позволяет сохранить все технические качества материала.
- Кроме всего прочего, данные приспособления позволяют снизить необходимые усилия для изгиба, а применение электрического привода практически исключает необходимость ручного труда.
Выбор оборудования
Оборудование, которое вам понадобится для изгиба труб, требуется выбирать, исходя из материала и сечения заготовок.
Для медных труб можно применять простейшие ручные устройства. Ручные трубогибы рычажные, гидравлические отлично справляются со стальными трубами диаметром до 3 дюймов (в зависимости от модели).
Для изгиба профилированных труб требуется прикладывать достаточно большие усилия. Поэтому гибка профильных труб под заданный радиус должна выполняться при помощи устройств, предназначенных для такого типа изделий. Кстати, на таких же механизмах осуществляется изгиб толстостенных бесшовных труб круглого сечения.
Отечественные устройства для изгиба труб в домашних условиях ни в чем не уступают импортным аналогам, поэтому рассмотрим предлагаемые промышленностью модели.
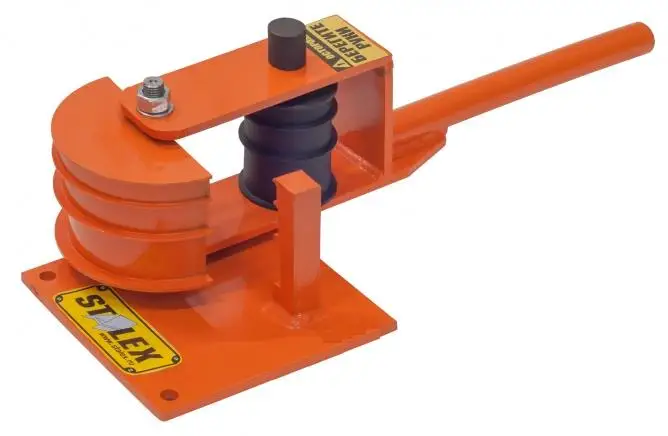
Профилегиб ПГ-1 и ПГ-2
Самый популярный ручной трубогиб для изгибания профильных труб – ПГ-1, в этом немалую роль сыграла его сравнительно невысокая стоимость (400-500 долларов). Представляет собой переносное оборудование, которое позволяет выполнять операции непосредственно на месте ведения работ по монтажу. Позволяет гнуть алюминиевые, медные, стальные трубы сечением до 40х40 мм.
Конструкция состоит из трех роликов, закрепленных на станине. Протяжка трубы осуществляется центральным (прижимным) роликом, который проворачивается при помощи рукоятки.
Ручной трубогиб для профильной трубы ПГ-2 отличается усиленной конструкцией. С его помощью можно гнуть профиль сечением до 60х30 мм. Принцип привода такой же, как и у ПГ-1 – верхний приводной ролик, сама конструкция всех вращающихся элементов позволяет менять их ширину под определенный размер трубы.
Наружное расположение роликов позволяет гнуть из труб даже кольца, что невозможно при внутренней компоновке.
Стоимость такого устройства значительно выше, она составляет 700-800 долларов.
Трубогиб ПГ-2
Существуют и другие профилегибы (роликовые трубогибы), но данные модели получили наибольшее признание.
Самодельные станки
Многие умельцы решили для себя вопрос изгиба труб более экономно. Сейчас можно встретить разнообразные модели станков, предназначенных для данных целей, которые по своим характеристикам не уступают заводской продукции, при этом широко используется электропривод. При этом самодельный станок для гибки профильных труб с электрическим приводом может стоить дешевле ручных устройств, выпущенных на заводах.
Станина станка должна выдерживать значительные нагрузки, поэтому ее лучше сделать из металлического швеллера. Позаботьтесь о ее надежном креплении к фундаменту, в идеале это должно быть сделано анкерованием.
Комплект валов, рабочих органов станка, может сделать любой токарь. Устанавливать их на станину необходимо с применением подходящих подшипников. Механизм привода валов может быть различной конструкции, применяется шестеренчатая и цепная передача. В качестве последней можно применять цепи газораспределительного механизма легкового автомобиля. Натяжитель для цепи применяется стандартный, автомобильный.
Устанавливать их на станину необходимо с применением подходящих подшипников. Механизм привода валов может быть различной конструкции, применяется шестеренчатая и цепная передача. В качестве последней можно применять цепи газораспределительного механизма легкового автомобиля. Натяжитель для цепи применяется стандартный, автомобильный.
В некоторых случаях используется ременная передача, но она не очень надежна при значительных нагрузках, существует возможность проскальзывания ремней.
Для возможности изгибать заготовки по различным радиусам, самодельный трубогиб для профильных труб оснащается подвижным верхним роликом. Он монтируется на направляющих из металлических уголков. Регулировка положения верхнего ролика может осуществляться различными способами, чаще всего для этой цели применяют специальный винт.
Привод может быть ручным (вращаете ручку и протягиваете трубу) или электрическим, который избавит вас от необходимости прилагать какие-либо усилия. При установке такого привода необходимо позаботиться о наличие защитного кожуха, который будет закрывать механизм привода, это является обязательным требованием с точки зрения безопасности.
Подобные устройства позволяют эффективно выполнять изгиб профильных труб, имеющих большие сечения. Собрав и установив такой станок у себя в мастерской, вы можете быть уверены, гибка труб (профильных или круглых) перестанет быть для вас проблемой. С его помощью вы сможете сделать каркас под теплицу, изготовить оригинальный навес над крыльцом или любую другую необходимую конструкцию.
как сделать для профильной трубы своими руками, самодельный профилегиб, а также гибка изделий без станка
Изгибание круглой или профильной трубы требует особого подхода, а неумелые действия приведут к повреждениям и деформациям. Трубогибы помогают решить данную проблему, обеспечивая изгибание по нужному радиусу с высоким качеством.
Это приспособление можно приобрести в готовом виде, но можно сделать и своими руками, избегая ненужных затрат (смотрите другие инструменты для строительства и ремонта).
Предназначение приспособления
Трубогиб – это приспособление, которое обеспечивает качественное изгибание по заданному диаметру (при изгибании профильной трубы – профелегиб). Для чего он нужен? Его необходимость объясняется тем, что трубная конструкция представляет собой полый элемент, при изгибании которого происходит неравномерная деформация внутренней структуры.
При свободном изгибе возможны такие проблемы:
- верхняя часть подвергается значительному растяжению, вплоть до разрыва металла;
- нижняя часть сжимается с огромным усилием, что приводит к образованию «гармошки»;
- в поперечном сечении происходит сплющивание трубы, что существенно ухудшает проходимость внутреннего канала;
- изгиб очень трудно обеспечить строго по заданному диаметру – возникают разнонаправленные поперечные деформации.
Трубогиб (профлегиб) создает строгое направление деформации по окружности и равномерно перераспределяет нагрузки, что обеспечивает изгиб с заданными параметрами и без нарушения проходимости изделия.
Данное приспособление широко используется при монтаже любых конструкций из круглых и профильных труб (ангары и теплицы с арочным перекрытием, шпалеры, перголы, аттракционы, тренажеры, каркасы, ограждения и т.д.), при прокладке и ремонте трубопроводов, изготовлении различного оборудования и станков.
[stextbox id=’warning’]Еще по теме: Как быстро и правильно возвести каркас из профильной трубы[/stextbox]
Необходимые элементы конструкции
Конструкция трубогиба должна удовлетворять следующим основным требованиям – исключение деформаций по сечению и в поперечном направлении, угол изгиба до 180 º, возможность изгиба стали и цветных металлов. Такие требования удовлетворяются только при наличии таких обязательных элементов в конструкции устройства:
Такие требования удовлетворяются только при наличии таких обязательных элементов в конструкции устройства:
- Цилиндрическая поверхность с необходимым диаметром снизу, по которой обеспечивается изгибание. Обычно устанавливается ролик соответствующего диаметра.
- Прижимное устройство вверху для исключения движения трубы при изгибании в вертикальном направлении.
- Направляющие элементы для исключения деформации в поперечном направлении. Данная проблема решается лузой на роликах непосредственно в месте изгиба и деталями, направляющими и фиксирующими изгибаемый элемент на определенном удалении.
- Механизм для создания необходимого усилия. Он может отсутствовать при ручном гибе за свободный конец. Конструкция механизма определяется видом привода трубогиба (механический, электрический, гидравлический).
[stextbox id=’info’ defcaption=»true»]Изгиб ограничивается минимально допустимым диаметром.[/stextbox]
Для стальных труб до 20 мм при стенке менее 2 мм он устанавливается 4D (где D – диаметр), свыше 2 мм — 3D; размером 20-35 мм – 5 и 3D, соответственно; труб 35-60 мм со стенкой более 2 мм — 4D; труб свыше 60 мм – 5D.
Конструктивные разновидности устройств
Работа любого трубогиба или профлегиба основана на одинаковом принципе — фиксация трубы в месте наибольшего напряжения и гнутие по определенному диаметру с допустимым усилием. Однако реализация его может осуществляться разными конструктивными решениями. Выделяются такие основные конструкции профлегибов – намоточного, вальцовочного и арболетного типа.
Приспособления с прижимным роликом
Приспособления с прижимными роликами или вальцовочного типа. Основу конструкции составляют 2 ролика – опорный и обкатывающий. Нижний опорный ролик устанавливается стационарно в металлическом каркасе. Он имеет лузу с размерами трубы, а его диаметр соответствует диаметру изгиба. Сверху в контакт с опорным роликом входит обкатывающий ролик, который имеет возможность двигаться по его поверхности с прижимающей нагрузкой.
Сверху в контакт с опорным роликом входит обкатывающий ролик, который имеет возможность двигаться по его поверхности с прижимающей нагрузкой.
Угол изгиба трубы зависит от расстояния, пройденного обкатывающим роликом. Например, для изгиба на 90 °, он должен пройти четверть длины окружности опоры, а на 180 ° – половину. Для создания нужного изгибающего усилия подвижный элемент соединен с рычагом, который управляется обычно вручную.
Устройства намоточного типа
Принцип намотки на цилиндр реализуется таким образом. Один конец трубы надежно фиксируется. В месте изгиба она зажимается между опорным роликом и стационарным прижимным устройством. Оптимальный вариант – 2 неподвижных ролика с лузой нужной формы и размера.
Изгибание осуществляется за счет приложения нагрузки к свободному концу трубы. Она наматывается на опорный ролик. При изгибании трубы малого размера процесс можно обеспечить вручную, но для изгибания большой необходим гидравлический привод.
Приспособления арболетного типа
Арболетный трубогиб работает с использованием 3-х роликов. Труба в месте изгиба устанавливается на двух опорных роликах одинакового диаметра. Сверху на нее давит третий ролик, ось которого располагается строго посредине между осями опорных элементов.
Изгиб происходит по диаметру верхнего ролика, имеющего возможность вертикального перемещения, а фиксация обеспечивается опорными роликами. Технология изгибания не изменится, если перевернуть систему – опорные ролики сверху, а изгибающий ролик – снизу. В то же время, такой вариант позволяет создать усилие с помощью домкрата.
Как сделать своими руками?
Для бытовых условий можно изготовить наиболее простой ручной трубогиб, работающий по принципу намотки.
Он собирается в таком порядке:
- На ровной горизонтальной или вертикальной поверхности закрепляется шаблон в форме полукруга с диаметром, равным диаметру изгиба.
 Его проще сделать из дерева. Толщина этой детали должна превышать размер трубы на 1,5-2 см.
Его проще сделать из дерева. Толщина этой детали должна превышать размер трубы на 1,5-2 см. - В месте заведения трубы на торец шаблона надежно крепится упор в виде деревянного или металлического бруска, толщиной примерно равной или большей толщины шаблона. Расстояние между упором и шаблоном должно быть равно диаметру. Идеальный вариант – изготовление в упоре проточки (лузы) по размеру трубы.
- Труба пропускается в зазор между упором и шаблоном, а один из ее концов закрепляется в тисках.
- Изгибание производится вручную за счет усилия, прикладываемого к свободному концу трубы.
Как облегчить процесс?
При необходимости изгибания труб большого диаметра требуются значительные усилия, что осложняет работу. Существуют определенные хитрости для облегчения гибки:
- Наиболее распространенный вариант – удлинение рычага. Внутрь круглой трубы следует вставить металлический стержень. При изгибании профильного изделия чаще удлинитель одевается сверху, чтобы не деформировать профиль.
- При работе с трубой, имеющей сварной шов, его надо располагать сбоку. Если он окажется снизу или сверху, то вероятность разрушения велика.
- Нагревание намного облегчает процесс. Его можно осуществить с помощью газовой горелки. Рекомендуется нагревать круглые трубы свыше 50 мм и профильные – при высоте более 30 мм.
Особенности гибки профильных труб
Профильные трубы изгибаются аналогично круглым изделиям, но во время работы по выгибанию следует учитывать определенные нюансы:
- Профильное сечение более подвержено деформации, причем добавляется крутящее искажение и сплющивание боковых стенок. Для исключения этого луза роликов должна строго соответствовать форме и размерам профиля. В обычной круглой лузе вероятность деформации велика.
- Минимальный диаметр изгиба определяется по высоте профиля (h). Когда надо согнуть трубу с высотой менее 20 мм, диаметр изгиба должен быть более 2,5h, а при высоте более 20 мм – 3,5h.
 При толщине стенки 1 и менее мм, гнуть не рекомендуется, т.к. велика вероятность деформации. Придется использовать сварку.
При толщине стенки 1 и менее мм, гнуть не рекомендуется, т.к. велика вероятность деформации. Придется использовать сварку. - Особое внимание сварному шву. Он должен располагаться только сбоку.
Возможности изгибания без станка
Трубогиб или профлегиб необходим при строгом нормировании диаметра изгиба и при значительном размере трубы. Если диаметр изгиба не очень важен, а необходимо обеспечить определенный угол изгиба, то операцию можно осуществить вручную без специальных приспособлений.
Используются такие варианты:
- Заполнение полости трубы песком. Применяется мелкозернистый песок, который плотно засыпается внутрь. Торцы следует закрыть заглушками. Такое наполнение не позволит деформироваться материалу, а потому трубу можно гнуть по любому цилиндру вручную. Диаметр цилиндра, по которому производится гибка, не должен быть меньше минимально допустимого.
- Заполнение водой. Лучший вариант – заполнение полости с последующей заморозкой воды. Если концы трубы надежно загерметизированы, то ее можно смело гнуть по любому цилиндрическому шаблону.
- Роль амортизатора может эффективно исполнить пружина. Если надо согнуть трубу небольшой длины, то можно в ее внутренний канал ввести стальную пружину, которая будет плотно сидеть в полости. Такую пружину следует самостоятельно намотать из стальной проволоки.
- Изогнуть трубу без станка, по шаблону можно после предварительного нагрева с помощью газовой горелки.
Полезные видео
Размеры и чертежи самодельного трубогиба для профильной трубы:
[yvideo number=»eoWdXK1XdCI»]
Как сделать своими руками по чертежам, все элементы конструкции — свои, в том числе ролики, за исключением одной детали — протяжного вала, видео будет интересно тем, кто обустраивает домашнюю мастерскую, либо хочет сэкономить во время строительных работ:
[yvideo number=»vhUNvapJ4fQ»]
Самодельный гибочный станок из подручных материалов, цель — изготовление дуг для теплицы, смотрим:
[yvideo number=»uLPqia3Asv0″]
При изгибании необходимо помнить о том, что она склонна к деформации и повреждениям при такой операции.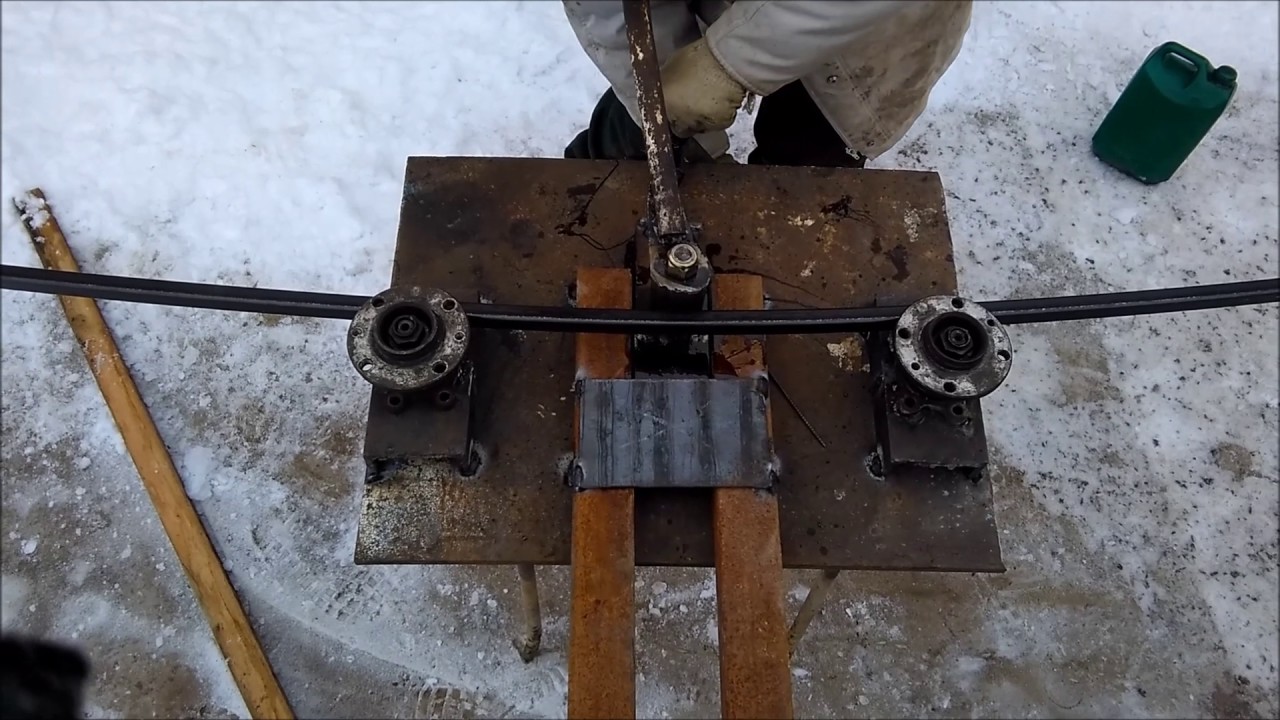 Для исключения этого следует использовать такое приспособление, как трубогиб. Оно может иметь разную конструкцию и изготавливаться своими силами.
Для исключения этого следует использовать такое приспособление, как трубогиб. Оно может иметь разную конструкцию и изготавливаться своими силами.
Простой трубогиб для профильной трубы своими руками
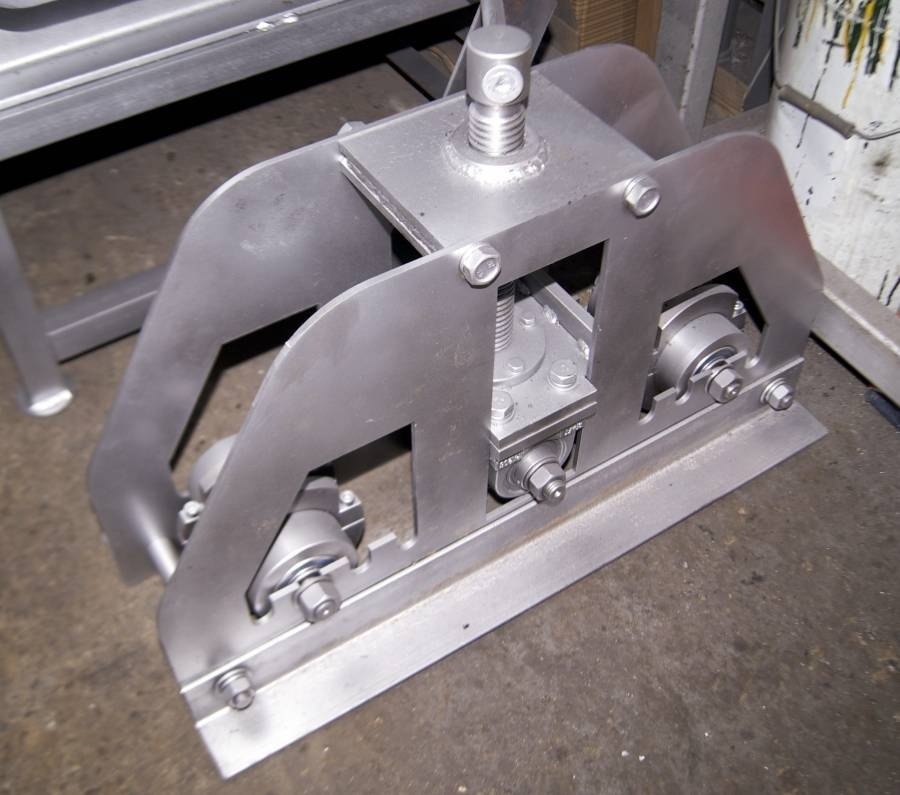
Самодельный станок трубогиб для гибки профильной трубы, подробные фото по изготовлению станка.
Конструкция данного трубогиба, достаточно проста в изготовлении, правда понадобится выточить некоторые детали, но их можно заказать у токаря. Процесс изготовления самодельного станка, подробно показан на этих фото, а в конце статьи, также имеется видео, где показан трубогиб в работе.
Для изготовления станка, использованы уголки 60 х 40 и 35 х 35, а также прочий металлолом.
Для начала автор изготавливает основание. Для этого, он берет два уголка 60 х 40 мм и сваривает их между собой. Далее от уголка размером 35 х 35 мм, отрезаем, заготовки под стойку для среднего ролика, которым будет прижиматься сгибаемая деталь. На одной из сторон каждого уголка спиливается одна стенка, чтобы он плотно прилегал к основанию при проведении сварочных работ. Данные детали выставляются на основание, проверяются на ровность уголком и привариваются.
Теперь нужно изготовить платформу для крутящего валика. На нее пошли два уголка 60 х 60 мм, в стенках которых были сделаны прорези, которые совпадают с расстояниями между стойками среднего ролика. Данные детали свариваются. Затем так же из уголков, подгоняя их под внутренний размер опорных стоек, создается крышка, в середине которой сверлится отверстие под резьбовую шпильку. На него приваривается высокая гайка. Затем деталь вставляется внутрь стоек таким образом, чтобы ее края были на одном уровне с краями опорных уголков. Высверливаются отверстия, в которых нарезается резьба. С помощью болтового соединения детали соединяются.
На нижнем конце прижимной шпильки стачивается резьба. На данный конец надевается гайка и приваривается. Во второй гайке и конце шпильки делается сквозное отверстие. В детали, на которой будет установлен ролик, делается отверстие под шпильку. Она в него вставляется, и на тот конец где есть отверстие, вставляется гайка. Через отверстия пропускают фиксатор, чтобы она не слетела. С помощью такого соединения шпилька будет крутиться и поднимать-опускать прижимной механизм станка.
На данный конец надевается гайка и приваривается. Во второй гайке и конце шпильки делается сквозное отверстие. В детали, на которой будет установлен ролик, делается отверстие под шпильку. Она в него вставляется, и на тот конец где есть отверстие, вставляется гайка. Через отверстия пропускают фиксатор, чтобы она не слетела. С помощью такого соединения шпилька будет крутиться и поднимать-опускать прижимной механизм станка.
Далее, с помощью токарного станка автор обтачивает концы роликов, чтобы на них одевались подшипники. Тот ролик, который будет устанавливаться в среднюю часть станка, имеет более удлиненную сточенную часть. Это необходимо для того, чтобы на нее можно было одеть ручку, которая будет приводить станок в действие. Для подшипников, установленных в этой же части станка, автор вытачивает защитные кожухи, которые привариваются к прижимной части детали.
Следующий этап: изготовление опор под валики и подшипники. Из профильной трубы 20 х 40 мм вырезаются заготовки. В профилях делаются разрезы похожие на строение ласточкина хвоста. Таких деталей нужно 8 штук.
Опоры привариваются к основанию, по 4 штуки с каждой стороны. На них будут устанавливаться валики, по которым сгибаемая заготовка будет ездить. Между этими опорами устанавливаются направляющие, сделанные из уголка. Они не будут привариваться к основанию, а установятся к нему на болтах, чтобы иметь возможность регулировки ширины в зависимости от сгибаемого профиля.
Следующий шаг изготовление креплений, они необходимы для жесткого крепления станка к поверхности стола, чтобы при работе он был устойчив.
Покраска и сборка.
Самодельный трубогиб, удачно прошёл испытания, согнутая профильная труба получилась равномерной без изгибов.
В этом видео, автор показывает свой самодельный станок:
Автор самоделки: Юрий Сербин.
технологий и устройств для гибки. Особенности и способы гибки профильных труб по радиусу своими руками Как согнуть профильную трубу в домашних условиях
При строительстве малых архитектурных форм, изготовлении навесов, навесов, установке систем отопления (водоснабжения) домашние мастера сталкиваются с необходимостью гнуть профтрубу.
При массовом производстве металлоконструкций, особенно в специализированных цехах, применяются промышленные трубогибы.
Такие устройства позволяют быстро и без дефектов гнуть профтрубу размером от 20 до 40 мм.Однако приобретать трубогибочное оборудование в разовое использование невыгодно, в некоторых случаях дешевле съездить в мастерскую и оплатить работы по формированию профиля. Если такой вариант вам не подходит, подумайте, как согнуть профильную трубу в домашних условиях.
Особенности формовки труб квадратного (прямоугольного) сечения
В отличие от круглой трубы, в которой натяжение материала относительно равномерно, профиль имеет углы 90 °. Внутренняя часть профиля не может прогнуться без деформации боковых стенок.В результате на внутреннем радиусе образуются складки, а снаружи возможны надрывы.
Не вдаваясь в технологию, как согнуть трубу без трубогиба, многие самоделки портят заготовки, нарушают прочностную структуру материала.
Основное правило — избегать критических изгибов или силы (запрограммированной) для деформации материала.
В промышленных трубогибах для равномерного распределения нагрузки на внутренней стороне радиуса формируется штамп.Для этого на роликах или на оправке (в зависимости от конструкции трубогиба) предусмотрена специальная фланцевая сторона.
Весь «лишний» металл загибается внутрь без образования складок. В результате нагрузка распределяется равномерно, и гнуть квадратную трубу можно по довольно небольшому радиусу.
Правильно гнуть профильные трубы без дополнительных затрат
Существует множество способов согнуть профильную трубу в домашних условиях без использования промышленного трубогиба.
Секторная сварка
Этот метод доступен со сварочным аппаратом.Также понадобится болгарка, но можно обойтись и ножовкой по металлу. Суть метода заключается в выполнении равномерно распределенных секторных надрезов по внутренней стороне.
Количество материала уменьшается, и вы можете не беспокоиться об образовании складок и разрывов в металле. После нарезки секторов профиль легко принимает заданную форму, а полученные пропилы сваривают любым доступным способом.
Способ трудоемкий, но вы можете гнуть трубу до любого радиуса, в том числе с переменным значением.Если вы опытный сварщик, герметичность и прочностные характеристики заготовки не ухудшатся.
Практически всем дачникам и владельцам частных домов приходится сталкиваться с вопросом, как согнуть профильную трубу в домашних условиях. Дуги из профильной трубы используются при строительстве теплиц, беседок, навесов и арочных навесов. Покупать или делать их своими руками экономически невыгодно. Они нужны для массового производства, а не для разового производства.Рассмотрим, какие существуют способы придания профильным трубам изгиба необходимого радиуса.
Суть этого процесса в том, что одна сторона трубы растягивается, а внутренняя часть сжимается. К заготовке прилагается давление, которое может сопровождаться нагревом, чтобы металл стал более пластичным.
Гибка профильной трубы по радиусу своими руками связана со следующими трудностями:
- смещение продольных осей и плоскостей детали, приводящее к перекосу;
- разрыв и появление трещин на внешней части заготовки под действием разрушающего усилия;
- неравномерное сжатие внутренней части, приводящее к эффекту гофрирования;
- Изменение диаметра или формы заготовки.
Чтобы знать, как правильно придать стальным трубам форму арки, необходимо учитывать ряд факторов.
Влияние материала на выбор способа гибки
Трубы профильные изготавливаются в соответствии с требованиями ГОСТ 54157-2010 и обладают определенными свойствами.
Гнуть профильные трубы необходимо с учетом следующих параметров:
- Минимальный радиус изгиба облицовочного материала, который планируется укладывать на арки.У сотового поликарбоната эти показатели зависят от толщины и структуры.
- Размер профиля и толщина стенки. Изделия с высотой стенок до 10 мм разрешается сгибать с применением силы мышц. Профили от 20х40 мм и более нужно гнуть комплексно, давлением и нагревом или на станке.
- Эластичность (пластический момент сопротивления). Его необходимо вложить в предварительные расчеты, придав заготовке меньший радиус изгиба.
На основании анализа этих данных производится выбор метода выполнения задачи.
Методы гибки и гибочные устройства
Используя доступные инструменты и бытовые инструменты, вы можете изготовить гибочное устройство без дополнительных затрат.
Что касается профессиональных устройств, то их стоимость может в несколько раз превышать стоимость материала для изготовления арок.
Рассмотрим способы, которыми можно сделать идеально изогнутые прямоугольные арки.
Холодный
Холодная прокатка сгибается без нагрева, если для этой процедуры достаточно мускульной силы мастера.Как правило, это трубы квадратного сечения сечением 10 × 10 мм и прямоугольные трубы 10 × 20 мм.
Если стенки заготовок толстые, то заполнение внутренней полости с сопротивлением не проводится. Рассмотрим основные варианты создания арок из металлических заготовок.
Рычаг с насадкой
Сначала изготавливается деталь определенной длины полукруга, соответствующей заданным параметрам. Делают его из ДСП, фанеры, гипсокартона или досок.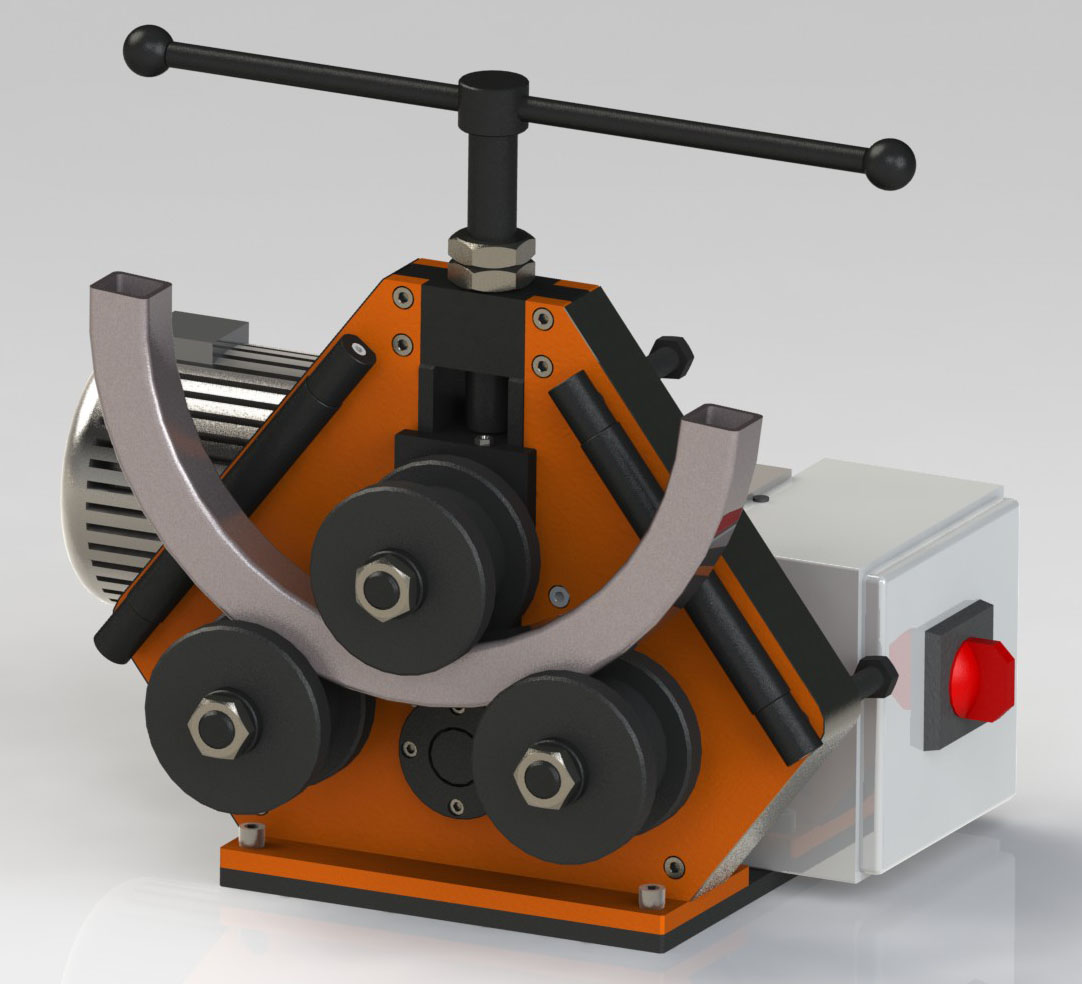
После этого необходимо:
- надежно закрепите тиски на тяжелом и устойчивом столе.В тисках надежно фиксируется участок трубы с размером больше, чем у заготовки;
- гнуть в несколько этапов, вставив профиль в отверстие сегмента, зажатого в тисках, и приложив к нему усилие.
На сгибаемый фрагмент помещается рычаг достаточной длины, чтобы создать необходимое давление для деформации металла. В процессе работы кривизна контролируется штучно.
На оправке
Оправка изготавливается на прочном основании, представляющем собой бетонную или асфальтовую площадку, большой верстак.По сути, это особый шаблон, по контурам которого будет гнуться профильная труба.
С учетом степени упругости металла мастеру нужно придать оправке меньший радиус.
Процедура проводится в следующей последовательности:
- деталь надежно закреплена на основании;
- конец заготовки прикручивается к одному из ее краев проволокой или зажимами;
- профиль изгибается до желаемой формы.
Шаблон можно заменить арматурой, вбитой в землю. По мере деформации труба последовательно приваривается к шпилькам. После окончания работы арка отрезается от стопоров.
С применением внутренних средств противодействия (песок, вода)
Этот способ применяется, когда параметры профиля меньше: высота 10 мм, ширина 20 мм, толщина стенки 1 мм. Трубы, наполненные плотным веществом, лучше сохраняют форму даже при сильном давлении на небольшую площадь изделия.
Использование песка и воды гарантирует качественный результат без отходов. И этот фактор немаловажен, учитывая стоимость стального проката.
Наполнитель должен заполнять полость фасонной трубы по всему объему. С жидкостью этого добиться намного проще. Песок утрамбовывается вибрацией и проливается водой. Отверстия с двух сторон завариваются или плотно забиваются деревянными заглушками. Если используется обогрев, важно оставить одну из сторон незаполненной для выхода газов.
Если используется обогрев, важно оставить одну из сторон незаполненной для выхода газов.
Станки для резки и сварки (секторная сварка)
Шлифовальный станок для резки и сварки не требует значительных усилий. Мастеру нужно быть готовым к тому, что это мероприятие затянется надолго. Преимущество этой технологии в том, что отсутствует вероятность повреждения профиля, его форму можно корректировать на протяжении всего процесса гибки.
Работа выполняется в следующей последовательности:
- Схема составлена.На нем показано расстояние между надрезами и их конфигурация.
- Маркировка нанесена на профиль. По ней болгаркой делаются треугольные надрезы. Отрезанные фрагменты удаляются.
- Выполняется гибка заготовки. Если металл эластичный и разгибается после сжатия, то стыки сразу фиксируются точечной сваркой.
- Зазоры, оставшиеся после сжатия, завариваются или заделываются. После того, как металл остынет, швы шлифуются и закрашиваются.
- Края арки практически не видны. При укладке поликарбоната небольшие перепады компенсируются толстым уплотнением.
Горячий
Подогрев проводят в тех случаях, когда профильная труба имеет большое сечение или тонкие стенки. То есть гнуть вручную либо невозможно, либо это чревато повреждением или поломкой заготовки. Остановимся на технологиях термической гибки стального проката.
Использование пружины и паяльной лампы
Пружина нужна для предотвращения продавливания стенок профиля при изгибе.К тому же эластичная вставка придаст готовому изделию аккуратную и ровную форму. Он должен быть достаточно прочным, чтобы поглощать и выдерживать давление, оказываемое на профиль.
Секция жестко закрепляется одним концом в земле или в тисках. Перед тем как сложить кусок, он нагревается, пока металл не станет красным.
Охлаждать гнутое место можно только теплым моторным маслом — утюг трескается и становится хрупким от воды.

Использование пружины и паяльной лампы избавляет рабочего от ненужных усилий.
Горячая штамповка
Профилку можно придать нужную форму без предварительного внутреннего заполнения … При нагревании сталь становится настолько мягкой и пластичной, что ее можно гнуть вручную, без использования рычагов и сложных приспособлений.
Для этого делается выпуклый полукруглый упор. Он должен быть из материала, устойчивого к высоким температурам … Для этого лучше всего подходят автомобильный диск или шамотный кирпич, покрытый глиной. Деталь прикладывается к шаблону нагретым местом.После этого она сгибается одним медленным и точным движением. Через несколько минут можно продолжить процедуру.
Придание профильным трубам формы арки — сложный процесс, требующий навыков обращения с бытовыми инструментами и металлом.
При изготовлении арок следует придерживаться следующих правил:
- Работать с короткими заготовками проще и удобнее. Перед гибкой желательно разрезать детали на отрезки по 1,5-2 метра. Последующая сварка не ослабит прочности готовой арки.
- Нагрев металла следует проводить медленно, чтобы предотвратить неравномерный нагрев и деформацию. Образовавшуюся окалину необходимо немедленно счистить, так как она вызывает коррозию.
- Стальной прокат нельзя подвергать воздействию температур выше + 800 ºС. Этот эффект приводит к разрушению кристаллической решетки металла. Профиль становится мягким или ломким.
- Все действия по изгибу следует выполнять медленно, постепенно увеличивая нагрузку.
Сколько стоит гнуть профиль для теплицы
Стоимость услуг определяется статусом цеха, географическим положением и используемым оборудованием.
Средняя цена гибки стального профилированного проката (в рублях за погонный метр):
- 10 × 10 — 80;
- 20 × 20 — 100;
- 25 × 25 — 110;
- 30 × 30 — 120;
- 20 × 40 — 125;
- 20 × 45 — 130;
- 40 × 40 — 140;
- 50 × 50 — 150;
- 60 × 40 — 160;
- 50 × 50 — 180;
- 80 × 40 — 240;
- 80 × 80 — 360;
- 100 × 100 — 480.

Стоимость может отличаться в зависимости от рынка спроса и предложения.
Устройства специальные для гибки
Чтобы добиться высокого качества готовой продукции, вы можете воспользоваться преимуществами.
Трубогиб
Трубогибы состоят из станины, нескольких роликов, упоров и привода. Управление устройством осуществляется вручную, с помощью электродвигателя и гидроцилиндров. В частном строительстве используются профильные трубы с высотой стенки до 20 мм. С их гибкой отлично справляется ручной трубогиб.
Проводник
Инструмент предназначен для точного изготовления и соединения стыков профилей при резке болгаркой и соединения арок с вертикальными, поперечными и наклонными стойками.
Благодаря использованию кондуктора достигается максимально точное соединение деталей под прямым углом и аккуратный шов между ними.
Гибочная пластина
Это приспособление представляет собой съемную конструкцию, устанавливаемую на верстаке или полу мастерской.
Для крепления используются закладные детали или анкерные болты. Кривизна базовой пластины регулируется с помощью болтов.
По окончании гибки оборудование снимается, а закладные детали закрываются заглушками.
Изготовление гибочного станка своими руками
О том, как самостоятельно собрать ручной трубогиб, мы уже
Профильные трубы незаменимы при сборке каркасов строительных конструкций … С их помощью быстро и качественно возводятся теплицы, различные теплицы, беседки и другие объекты. Однако все не так просто.
Чтобы гнуть такую трубу, придется использовать дорогостоящую спецтехнику, что не всегда приемлемо для домашнего мастера… Поговорим о том, как согнуть профильную трубу в домашних условиях.
Считается, что профильная труба имеет сечение, отличное от круглого. Он может быть прямоугольным, овальным, шестиугольным или квадратным. Труба имеет повышенную прочность, поскольку ее края берут на себя роль ребер жесткости.
Труба имеет повышенную прочность, поскольку ее края берут на себя роль ребер жесткости.
Профильные изделия выдерживают значительные изгибающие нагрузки, благодаря чему они являются хорошим выбором для строительства металлического каркаса зданий различного назначения.
Сырьем для производства фасонных труб чаще всего становится высоколегированная или низколегированная сталь.В зависимости от способа изготовления различают трубы электросварные, холоднокатаные и горячекатаные, бесшовные.
Изделия различаются толщиной стенки и высотой профиля. Из этих труб можно делать различные детали в виде рам, лестниц и перил. Чаще всего профильная труба используется в строительстве при возведении арочных конструкций и как замена железному пруту при возведении каркасов.
Навыки гибки профильной трубы пригодятся домашним мастерам, желающим самостоятельно обустроить дачный участок:
Галерея изображений
Простейшие инструменты для холодной гибки
Рассмотрим, как самостоятельно сделать два очень простых приспособления, которые вам помогут гнуть профильную трубу.
Держатель профиля
Основой для устройства станет верстак. Важно, чтобы не только рабочая зона, но и пространство вокруг нее было свободным. Чтобы закрепить оправку, вам придется проделать несколько близко расположенных отверстий на одном краю столешницы верстака.
Собственно оправка или шаблон изготавливается из фанеры. Однако этот вариант приемлем только в том случае, если ожидается выполнение нескольких частей.
Самая простая трубная оправка изготавливается из толстой фанеры или доски.Этого шаблона хватит на несколько изгибов.
Если вам нужно согнуть большое количество труб по этому шаблону, оправку лучше всего сделать из стального уголка. В некоторых случаях профильное изделие нужно сгибать под разными углами.
Для такой работы вам понадобится сразу несколько шаблонов, которые следует подготовить заранее. Перед началом работы оправку прочно прикрепляют к основанию с помощью хомутов.
Сгибаемая труба надежно прикреплена к ее краю. Затем выполняется гибка.Операция проводится плавно, без резких рывков. Сила, приложенная к трубе, должна постепенно увеличиваться. В процессе гибки деталь принимает форму оправки. Это потребует значительных усилий.
Гибочная пластина Advanced
Это удобное многофункциональное устройство, позволяющее самостоятельно выполнять качественную гибку профиля. Устройство представляет собой прочную металлическую опорную плиту, установленную на пьедестале. Последний крепится к полу мастерской с помощью крепежных болтов.
Набор стальных оправок на разные радиусы
Заготовки одноразовые из фанеры
Оправка для узкопрофильной трубы
В качестве альтернативы можно рассмотреть подобное приспособление, прикрепленное к верстаку. После работы гибочную пластину можно легко разобрать и снять, а также использовать в качестве подставки для других слесарных операций.
Для изготовления такого устройства вам понадобится толстая металлическая пластина. Он приварен к телескопической опоре. Для остановки для гибки, два отверстия выполнены на опорной плите.
В них помещаются болты. На них надеваются и закрепляются насадки различного радиуса, что позволяет гнуть трубы по мере необходимости. Прижимная пластина вырезана из толстого стального листа.
Желательно оборудовать гибочную пластину прижимной пластиной из прочного металла. Это позволит сохранить ровность профильной детали при гибке.
Его использование обязательно, чтобы не нарушалась соосность гнутой части, так как изгиб профильной трубы без трубогиба может случайно деформировать ее в двух разных направлениях.Пластина закреплена поверх насадок на стопорных болтах.
Самый простой способ согнуть профильную трубу:
Способов гибки профилированных труб вручную довольно много. И у всех у них есть общий недостаток: чтобы их согнуть, нужно приложить немало усилий. Физически неподготовленный мастер может не справиться с такой работой. Гибка деталей с помощью специализированных приспособлений намного проще, точнее и не требует больших физических усилий.
Гибка деталей с помощью специализированных приспособлений намного проще, точнее и не требует больших физических усилий.
Проблема в том, что стоимость такого оборудования довольно высока.Поэтому покупать устройство для выполнения разовых работ однозначно невыгодно. Лучший вариант — аренда специализированного оборудования, что позволит за небольшую плату получать профильные изделия, гнутые точно по шаблону.
В процессе работы (обычно совершенно неожиданно) может возникнуть вопрос — как согнуть профильную трубу в домашних условиях? На сегодняшний день существует несколько достаточно эффективных методик, и, обладая определенным навыком с поставленной задачей, можно справиться, не отправляясь в мастерскую к профессионалам.
Метод 1. Использование трубогибов
Когда мы говорим о гибке профильных труб, мы чаще всего подразумеваем образование дуги определенного радиуса из заготовки. Чем больше этот радиус, тем легче будет наша задача, так как в этом случае внутренняя полость будет подвергаться меньшим деформациям ().
Примечание! Гнуть круглые и профильные трубы под прямым углом не получится: разрыв практически гарантирован. Для этого обычно используют сварное соединение или специальные переходники, позволяющие соединить два отдельных сегмента.
Если необходимость в изготовлении дуг возникает достаточно регулярно, то стоит приобрести ручную или стационарную профилегибочную машину. Это устройство с несколькими роликами, которые воздействуют на заготовку, придавая ей желаемую форму.
Инструкция по работе на трубогибе довольно проста:
- Вставляем деталь нужного размера в станок и зажимаем в застежках.
- Включаем электродвигатель или начинаем вращать ручку.
- Рабочие валки смещают ось трубы в направлении гибки, одновременно растягивая одну из стенок.
- Гибочный шаблон воздействует на противоположную стену, придавая заготовке желаемую форму.

- Для уменьшения деформации внутренней полости часто применяется гидравлическая стабилизация: края детали закрываются заглушками, а жидкость под низким давлением закачивается внутрь.
Для повышения эффективности всех операций стоит соблюдать следующие правила:
- Чем медленнее мы обрабатываем, тем меньше риск поломки или неконтролируемой деформации деталей.
- При работе следует учитывать ограничения по толщине стенок и сечению трубы, соответствующие вашей модели машины.
- Толстые трубы лучше гнуть в заводских условиях после предварительного нагрева: за счет повышения пластичности металла повышается качество обработки.
Цена на такую бытовую технику начинается примерно от 100 долларов. Поэтому вы можете арендовать машину на несколько дней для обработки небольшого количества деталей или воспользоваться услугами мастерской.
Народные средства
Метод 2. Резка и сварка
Однако трубогиб не всегда под рукой. Именно поэтому любому мастеру стоит заранее изучить, как согнуть профильную трубу в домашних условиях с помощью более обычных инструментов.
Если целостность внутренней полости для нас не критична, можно использовать угловую шлифовальную машину и сварочный аппарат:
- Наносим на деталь разметку, выделяя участок, по которому будет проходить линия сгиба.
- Изнутри при помощи болгарки с отрезным диском делаем несколько надрезов не менее 3/4 сечения.
- Захватывая концы детали, формируем загиб.
Совет! при необходимости вырежьте излишки металла той же болгаркой.
- Закрепляем заготовку в шаблоне и свариваем края пропилов.
- После остывания металла меняем шлифовальный диск на шлифовальный и шлифуем обработанную поверхность.
Метод 3. Внутренняя пружина
Если сохранение целостности стен важно, то для выполнения поставленной перед нами задачи необходимо своими руками изготовить специальную пружину:
- Берем стальную проволоку диаметром до 4 мм .
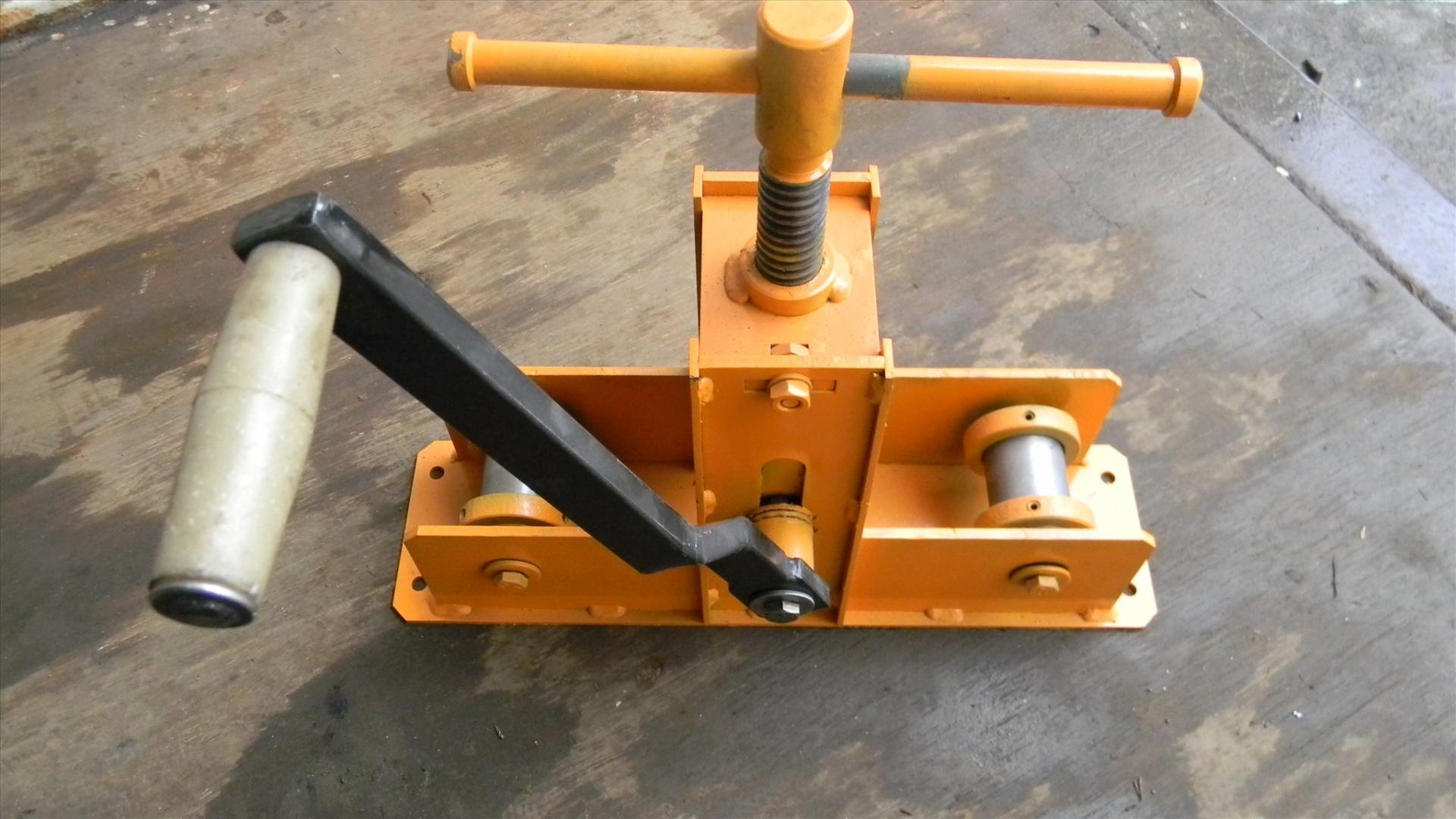 .. Чем толще стенка трубы, тем прочнее должна быть проволока.
.. Чем толще стенка трубы, тем прочнее должна быть проволока. - С помощью цельной стальной заготовки наматываем квадратную пружину … Размер стороны квадрата подбираем таким образом, чтобы получившаяся конструкция легко проходила во внутреннюю полость трубы.
- Вставляем пружину в область изгиба, после чего прогреваем деталь паяльной лампой.
- При помощи шаблона или круглой заготовки подходящего диаметра формируем дугу … В этом случае пружина внутри предохранит деталь от перегиба и сохранит ее профиль.
Методика довольно трудоемкая, так как изготовление пружины требует много времени и сил. С другой стороны, эластичную вставку можно использовать многократно, так что описанный метод вполне подходит для масштабных работ.
Метод 4. Заполнение песком или водой
Если под рукой нет подходящей стальной проволоки, а необходимость сделать дугу из трубчатой заготовки стоит достаточно остро, следует воспользоваться одним из методов, предполагающим внутреннее заполнение.
В качестве наполнителя можно использовать жидкость:
- Перед тем, как гнуть тонкостенную медную профильную трубу (иногда их используют в системах отопления), заполните ее полость водой, герметично закрывая оба конца.
- После заливки вынимаем продукт на холод или помещаем в морозилку … Ждем, пока вода полностью не замерзнет.
- При помощи заготовки или шаблона сгибаем трубу, затем снимаем заглушки и сливаем воду.
В теплое время года, а также при обработке толстостенных заготовок заменяем воду песком:
- Просеиваем материал, удаляя все примеси, а затем осторожно прокаливаем на огне.
- Забиваем один край заготовки деревянной пробкой.
- Насыпаем в полость сухой песок, тщательно уплотняя его, постукивая по земле или верстаку.
- Установите заглушку на другой конец детали и согните ее. Если никуда не торопиться, то песок, поддерживая внутреннее давление, не даст образоваться внутренней трещине.

Выход
Если вы хоть периодически работаете с металлом, то нужно знать, как гнуть профильную трубу без трубогиба. Конечно, все описанные методы не могут полностью заменить качественное профессиональное оборудование, но в критической ситуации способны прийти на помощь, позволяя решить проблему в кратчайшие сроки ().
Профильные типы труб с поперечным сечением квадратной или прямоугольной формы позволяют возводить самые разные конструкции, выдерживающие повышенные нагрузки. При строительстве частного дома необходимо иметь навыки и знания, как согнуть профильную трубу в домашних условиях своими руками, чтобы не повредить ее целостность.
Основные характеристики профильных труб
Главной особенностью профильных труб по сравнению со стандартными изделиями является их поперечное сечение.Именно эта разница не во всех случаях позволяет использовать стандартные методы гибки для создания необходимого радиуса кривизны.
Кроме того, промышленные предприятия производят фасонные трубные изделия из самых разных материалов, в том числе из меди, алюминия, латуни и др. Это приводит к необходимости использования различных технологий для гибки профильной трубы в конечном итоге.
В процессе выполнения механических воздействий с целью получения гнутого изделия труба может получить дефекты, и тогда в процессе эксплуатации целостность конструкции со временем разрушится.По этой причине рекомендуется изучить возможность растяжения перед сгибанием трубы.
Для достижения желаемого радиуса изгиба при самостоятельном выполнении работы следует выполнять ее плавно и медленно, контролируя прилагаемое усилие. Это значительно снизит вероятность повреждения и получит изделие нужной формы.
На выбор варианта, как согнуть квадратную трубу в домашних условиях, влияет толщина стенок трубных изделий. При четком представлении о том, каким должен быть конечный результат, и правильном подходе к определению способа гибки, возведенная конструкция будет отличаться прочностью, надежностью, эстетичным видом и долговечностью.
Следует знать, что под тепловым воздействием на профильные изделия происходят изменения внутренней структуры металла, из которого они изготовлены. В итоге прочность и надежность конструкции может оказаться под большим вопросом. К тому же неоднократные попытки согнуть профильную трубу своими руками приведут к ее разрушению.
Использование трубогиба
Гнуть профильную трубу без трубогиба или других подобных приспособлений в домашних условиях будет непросто, особенно при большой толщине стенок металлических изделий (читай: «»).Если планируется разовая работа, то приобретать трубогиб нет смысла. Спецтехнику в этом случае лучше брать в аренду, обратившись в компании, которые предоставляют такие услуги.
Если вам приходится гнуть профильную трубу своими руками, наиболее целесообразно и разумно использовать трубогиб со специальным приводным колесом. Он, перемещаясь по одному из краев, позволяет согнуть профильное изделие так, как это необходимо домашнему мастеру в том или ином случае.
Трубогибов произведено:
- с ручным управлением;
- с электроприводом.
При гибке профилей вручную колесо приспособления приводится в движение с помощью специальной ручки. Использовать такой способ следует в том случае, когда сечение трубы имеет небольшую площадь, а будущая конструкция не должна получиться громоздкой, а ее форму можно изменить своими руками.
При большом объеме работ и одинаковом размере труб вам понадобится трубогиб для профильной трубы, оснащенный электроприводом, который приводится в движение простым нажатием кнопки.Принцип работы этого устройства аналогичный — колесо движется по краю трубы, но результат более эстетичный и менее трудоемкий.
Другие способы гибки труб своими руками
Есть несколько вариантов изготовления изгиба профильной трубы в домашних условиях без специальных станков.
Существует несколько требований к гибке металлических изделий по радиусу. Толщина их стенок должна превышать 2 сантиметра, иначе изгиб может нарушить целостность трубы.При высоте профиля (обозначается буквой Z) более 2 сантиметров труба, изогнутая на отрезке 3,5xZ, не разрушится и не станет менее надежной.
Важную роль играет температура, которую имеет изделие при гибке. Известно, что в нагретом состоянии трубе гораздо легче придать кривизну. При работе в домашних условиях необходимо соблюдать технику безопасности.
Для гибки труб с высотой профиля до 1 сантиметра нагревать изделия для придания им криволинейной формы не требуется.А вот трубные изделия с высотой профиля более 4 сантиметров нельзя гнуть своими руками без нагрева.
Использование болгарки при гибке фасонных труб
Для изготовления гнутой профильной трубы необходимого радиуса изгиба своими руками можно использовать болгарку.
Для этого:
- В том месте, где вы планируете гнуть, нужно сделать несколько поперечных пропилов (как правило, их понадобится 3).
- Затем следует согнуть профильную трубу своими руками.
- В конце пропилы привариваются сварочным аппаратом.
Поскольку сечение профильных изделий имеет правильную форму, полученное изделие должно приобретать эстетичный вид при условии тщательной шлифовки свариваемых участков. При этом силовые показатели останутся прежними.
Гибка профильных изделий пружиной
Данный вариант прост в исполнении, для чего потребуется выполнить следующий перечень работ:
- Берут проволоку, желательно стальную, толщиной около 2 миллиметров, и делают из нее пружину.
- Затем его вставляют в трубу.
- Место будущей складки отапливается.
- По окончании работы изделие загибают, соблюдая необходимый радиус.
Следует сразу следить за правильностью изгиба изделий из профильной трубы, так как нагретое изделие непродолжительное время сохраняет эластичность.
При изготовлении пружины нужно обращать внимание на такой важный момент: ее сегментов должно быть 1.На 5–2 миллиметра меньше параметров соответствующей стороны сечения, что профиль имеет металлическое изделие … Если следовать этому правилу, не возникнет проблем с тем, как вставить пружину в трубу.
Нанесение песка на изгиб трубы
Например, чтобы получить квадратную или прямоугольную гнутую трубу, используется предварительно просеянный и хорошо высушенный песок. Вам также понадобятся деревянные клинья, которые имеют соразмерный срез изделия и которые можно вбивать в трубу.
Порядок выполнения действий выглядит так:
- В трубку с одной стороны вбивается клин.
- Внутрь трубы насыпается песок.
- Со второй стороны вбивают клин, в результате получается своеобразная пробка.
- Закрепив один конец, начинают гнуть трубу на необходимый радиус. При желании место будущей складки можно нагреть для облегчения процесса.
За счет засыпанного внутрь песка будет обеспечена прочность и целостность конструкции трубы.После успешного завершения работы его снимают, предварительно удалив деревянные клинья.
Гибка труб с водой
Согните профильную трубу самостоятельно в домашних условиях, также можно использовать воду. Такой вариант используется, когда трубные изделия изготавливаются из меди или другого цветного металла. Один конец изделия закрывается пробкой и наливается вода. Изделие следует разместить в месте, где вода будет замерзать. После этого его будет несложно согнуть самостоятельно.Чтобы проще было получить квадратную гнутую трубу, загибать ее нужно не посередине, а ближе к одному из концов.
Как согнуть профильную трубу с помощью угловой шлифовальной машины • CIMFLOK.COM
Использование фасонных труб (квадратного или прямоугольного сечения) становится все более популярным, так как они обладают высокой прочностью и хорошими показателями надежности. При этом правильно согнуть профильную трубу, не нарушая ее целостности и функциональности, не так уж и просто. Особенно остро стоит вопрос гибки профильных труб своими руками в домашних условиях.
При этом правильно согнуть профильную трубу, не нарушая ее целостности и функциональности, не так уж и просто. Особенно остро стоит вопрос гибки профильных труб своими руками в домашних условиях.
Применение гнутых профильных труб для благоустройства дома, двора и сада
Основные свойства профильных труб
Основное отличие профильной трубы от традиционной — это ее поперечное сечение. Именно разница в поперечном сечении не всегда позволяет использовать обычные стандартные методы гибки и достижения необходимого радиуса кривизны . Кроме того, промышленность выпускает профильные трубы из различных материалов: латуни, меди, алюминия и др., что влечет за собой использование различных техник изгиба.
Также следует помнить, что любые механические воздействия с целью изгиба профильных труб могут внести дефекты, а иногда и привести к нарушению целостности конструкции, поэтому будет полезно позаботиться о возможности растяжения профиля. труба, когда она изогнута.
Разнообразие применения гнутых профильных труб в эстетических целях
Для достижения необходимого радиуса изгиба при самостоятельном выполнении работы нужно обращать внимание на плавность, неторопливость движений, а также усилия, которые значительно снизят вероятность повредить и помочь получить желаемую изогнутую форму изделия.
Толщина стенок профильной трубы также влияет на выбор необходимого способа гибки. Но если четко представить себе конечный результат, правильно и вдумчиво подойти к выбору способа гибки профильной трубы, то получившаяся конструкция будет отличаться прочностью, эстетичностью и надежностью.
Оригинальная садовая скамейка на ножках из гнутой профильной трубы
Полезный совет! Помните, что тепловое воздействие на профильную трубу влечет за собой изменение внутренней структуры материала, из которого она изготовлена, а может существенно повлиять на свойства прочности и надежности.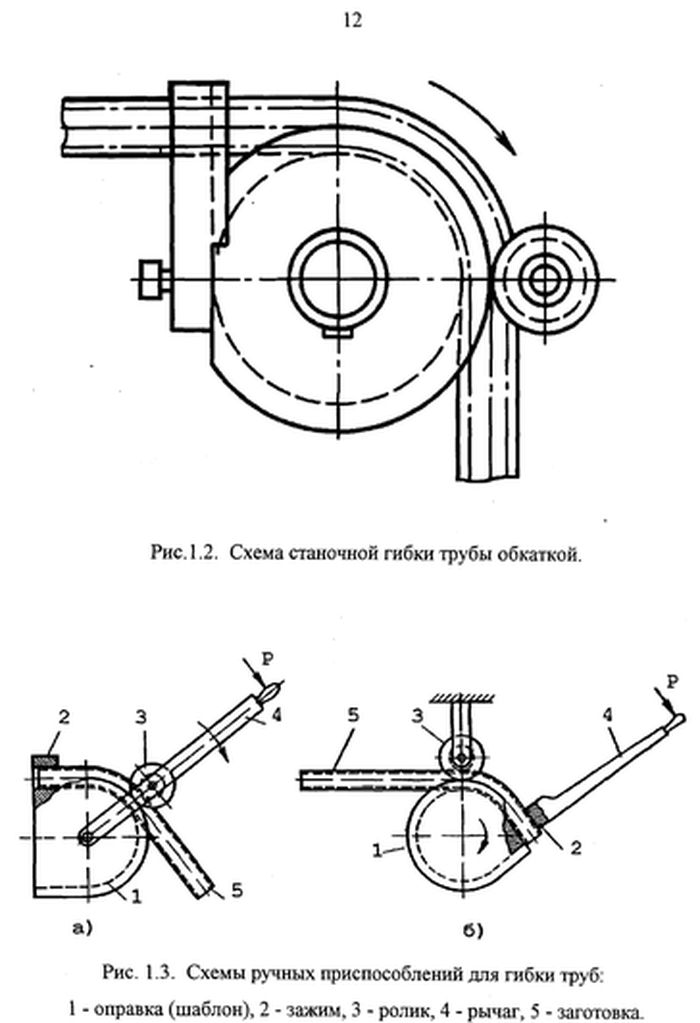 закончено, , повторное воздействие на изменение формы трубы (изгиб, изгиб), приводит к ее разрушению.
закончено, , повторное воздействие на изменение формы трубы (изгиб, изгиб), приводит к ее разрушению.
Особенности использования трубогиба
Перейдем к вариантам, как согнуть профильную трубу в домашних условиях. Отметим сразу, что согнуть профильную трубу своими руками без применения специальных инструментов довольно сложно, особенно если толщина стенки трубы большая. Самым приемлемым и уместным в домашних условиях будет использование трубогиба.Трубогиб отличается наличием специального приводного колеса, которое при движении по одной из граней позволяет изгибать профильную трубу по мере необходимости для пользователя.
Трубогиб ручной механический трехвалковый для профильной трубы
Трубогибы бывают ручные и электрические. В первом случае гибка профильной трубы осуществляется вручную путем перемещения колес трубогиба специальной ручкой. Это допустимо, если сечение трубы небольшое, а сама конструкция не громоздкая и вы можете изменить ее форму своими руками.
Видео: Как согнуть профильную трубу с помощью угловой шлифовальной машины
В противном случае, когда объем работ и размеры трубы достаточно велики, потребуется трубогиб с электроприводом, приводимый в движение простым нажатие кнопки. Принцип работы аналогичный: движение колеса по краю. Но результат более эстетичный и менее трудоемкий.
Гидравлический трубогиб для круглой и профильной трубы
Если работа одноразовая, то покупать спецтехнику и проводить работы в домашних условиях нет смысла, лучше обращаться в специализированные компании, можно арендовать станок.Как гнуть профильные трубы без трубогибов, расскажем позже.
Альтернативные варианты гибки труб в домашних условиях
Рассмотрим, как согнуть профильную трубу без использования специальных станков.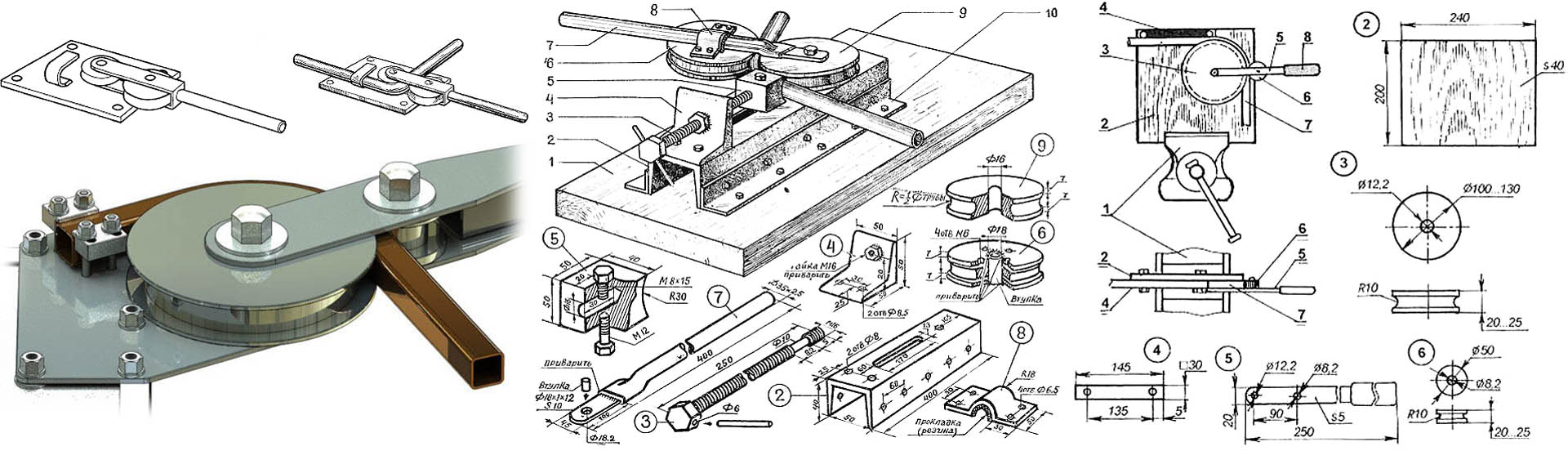 Следует отметить, что изгиб профильной трубы по радиусу должен удовлетворять следующим требованиям:
Следует отметить, что изгиб профильной трубы по радиусу должен удовлетворять следующим требованиям:
- желаемая толщина стенки трубы должна быть более 2 см, в противном случае изгиб чреват нарушением целостности конструкции трубы; :
- поставить трубу высотой Z> 2 см, затем профильную трубу, гнутую на 3 длины.5 x Z, не разрушится и не потеряет надежности.
Важна температура продукта во время гибки. Не секрет, что в нагретом состоянии легче изменить кривизну металлического изделия. Но, если работа ведется в домашних условиях, обязательно соблюдать технику безопасности и следить за своими действиями.
Полезный совет! Следует отметить, что профильные трубы с высотой профиля до 1 см не нуждаются в обогреве для придания им криволинейной формы, тогда как трубы с профилем с высотой профиля более 4 см не гните собственными руками и без подогрева.
Гибка профильных труб на угловой шлифовальной машине
Еще один способ добиться нужного радиуса изгиба своими руками — это использовать угловую шлифовальную машину. В месте предполагаемого изгиба необходимо сделать несколько поперечных надрезов (обычно их нужно три), затем просто согнуть профильную трубу своими руками и приварить место надрезов сварочным аппаратом.
Так как профильная труба имеет сечение правильной формы, конечный продукт будет иметь полностью эстетичный вид (если тщательно отшлифовать сварные участки) с ненарушенными показателями прочности.
Пружинный метод
Гибка трубы малого сечения с помощью пружины
Метод довольно простой и реализуется следующим образом: нужно взять проволоку (желательно стальную) толщиной около 2 мм, сделать квадрат пружина, которую вставляешь в трубу, то стоит прогреть место, где она будет гнуться, и загнуть трубу на нужный радиус. Стоит сразу следить, как правильно согнуть профильную трубу, так как нагретая труба долго не сохранит свою пластичность.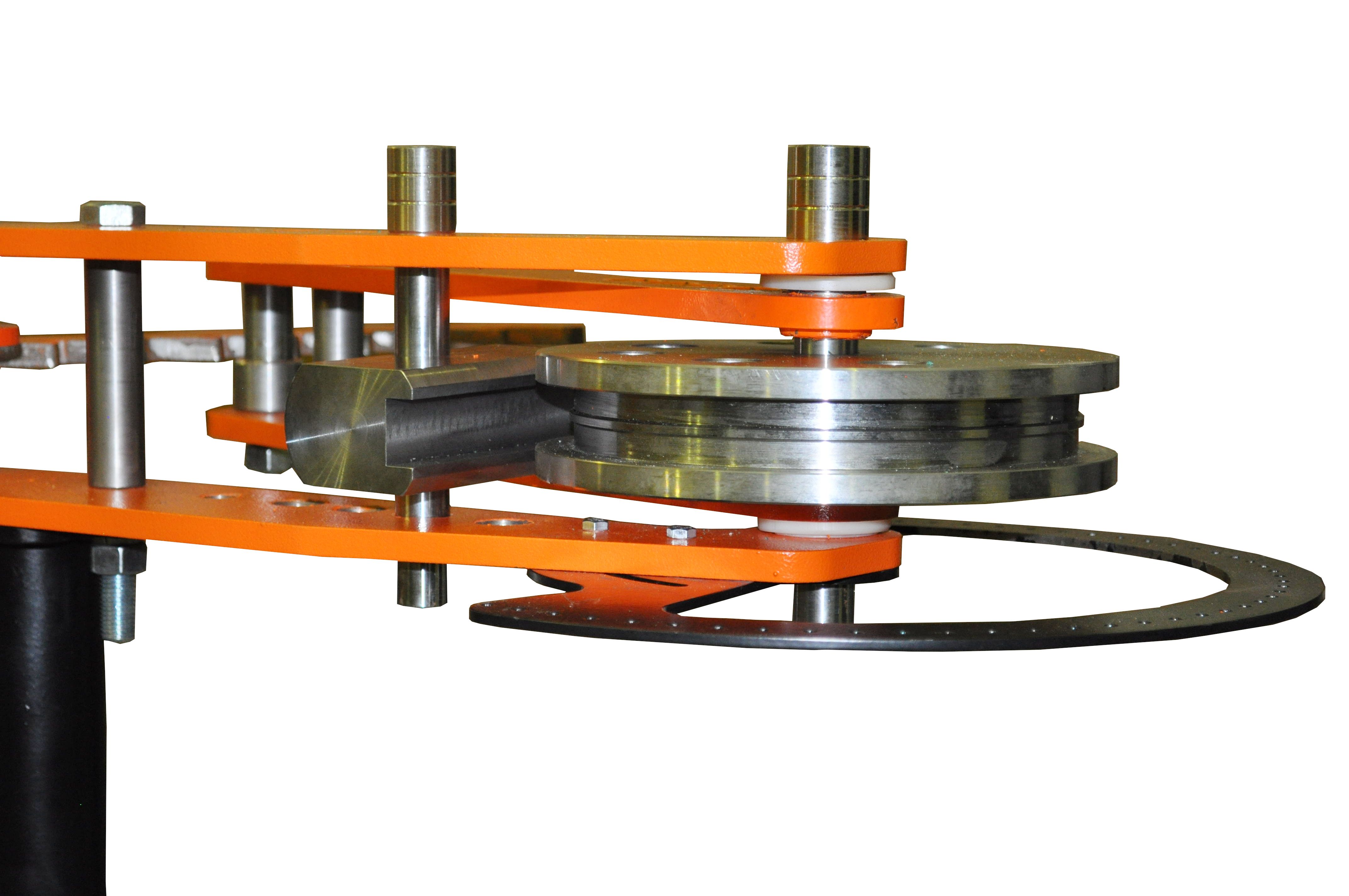
Полезный совет! При изготовлении пружины следите за тем, чтобы ее сегменты , были на полтора-два миллиметра меньше, чем соответствующая сторона секции профильной трубы. В таких условиях поместить пружину внутрь профильной трубы несложно.
Трубогиб для профильных труб любого сечения с электродвигателем
Трубогиб песочный
Когда нет возможности проводить работы в специализированных мастерских и бизнес ограничивается домашними условиями и своими руками, широкий На помощь приходят самые разные идеи, как согнуть профильную трубу, не затрачивая больших финансовых и физических усилий.Рассмотрим подробнее, как согнуть профильную трубу: в домашних условиях можно использовать песок, обязательно просеянный и просушенный. А также деревянные клинья, которые соразмерны сечению трубы и могут быть забиты в нее.
Порядок действий следующий:
- забить клин с одной стороны трубы;
- насыпать песок внутрь;
- забивают клин с другой стороны, получая тем самым своего рода заглушку.
Далее, закрепив один конец, можно гнуть до нужного радиуса.сверху изгиб также можно нагреть для облегчения работы. Целостность и долговечность трубы обеспечит засыпанный песок, который после успешного сгибания можно удалить, предварительно выломав деревянные клинья.
Самодельное приспособление для гибки профильных труб
Как согнуть профильную трубу водой
Гнуть профильные трубы можно в домашних условиях по мере необходимости по проекту, используя воду. В этом случае труба должна быть из меди или любого другого цветного металла.Необходимо закрыть один из концов профильной трубы заглушкой и залить внутрь воду. Важно обеспечить его наличие при отрицательной температуре, чтобы вода могла замерзнуть. В таком состоянии гнуть своими руками профильные трубы как прямоугольного, так и квадратного сечения не представляется сложной задачей.
Полезный совет! Помните, профильная труба квадратного сечения будет легче гнуться ближе к концам, а не к середине.
Как сделать ручной трубогиб своими руками
Работая в гараже или на даче, иногда необходимо согнуть пару труб по определенной окружности или даже металлическим лентам придать полукруглый вид.Купить заводской трубогиб на пару таких операций — слишком дорого. Поэтому частные потребители назревают необходимость сделать простую самодельную ручную трубу, которая может сгибаться до трубы нужного размера.
Состав:
- Назначение трубы
- Строительство трубогиба
- Виды трубогибов
- Принцип работы клубня
- Изготовление трубогиба своими руками
Назначение трубы
Одной из самых востребованных сегодня изделий из металла являются фасонные трубы с разным срезом, из которых делают заборы, сетки, садовую мебель, при устройстве навесов для автомобилей и теплиц, при строительстве гаражей или кладке. водопровод.Технология изготовления таких изделий очень часто требует гибки труб под разными углами, что можно сделать с помощью специального оборудования.
Для гибки труб принято использовать специальное устройство, называемое трубогибом, на котором можно гнуть все виды изделий под углом от 0 до 180 градусов. В таких приспособлениях, как правило, используется гидравлический или электромеханический привод. Трубогибы могут гнуть абсолютно любые трубы разной конфигурации: водяные, газовые, котельные размером до 2 дюймов и работать с трубами из алюминия и меди, металлопластика и стали.
Трубогибы используются на котельных и АЗС, на строительных площадках и в промышленности, в водопроводных и отопительных системах. Самодельный ручной трубогиб в домашнем хозяйстве — незаменимая вещь, с которой выполняется широкий спектр работ. С самостоятельным монтажом водопровода, системы отопления, установкой вентиляционных устройств и кондиционеров без этого сложно обойтись.
Конструкция трубогиба
Общая конструкция трубы зависит от ее разновидности.Обязательными компонентами являются рама, гидроцилиндр, верхняя и нижняя штанги и два упора для труб. Рама закрытая и открытая. Основной частью трубогибочного станка является гидроцилиндр, выполняющий силовую функцию.
Схемы ручного Трубогиба предполагает наличие устройства давления, расположенное на задней стороне корпуса машины, есть также винт клапана сброса и ручка. Сверху гидроцилиндра — пробка для слива масла и проверки его уровня.Установочная планка, устанавливаемая снизу, навинчивается на резьбовую часть, расположенную на передней части корпуса, а затем прижимается фиксирующей гайкой. Верхняя планка крепится одновременно двумя винтами и замком.
Изгибающее усилие трубогиба обеспечивает выдвижной шток, который может возвращаться обратно под действием пружины, установленной в гидроцилиндре. Верхняя и нижняя планки желоба выполнены в виде сварной конструкции.Отверстия на поперечных пластинах служат для установки упора. На трубогибе внизу имеются резьбовые отверстия, в которые устанавливаются крепежные болты, регулируемые по высоте.
Упор трубогибочного станка выполнен в виде цапфы, упоры на его концах размещены в отверстиях, которые расположены на планках. На упоре посередине — ручей, на который будет опираться гнутая труба. Сегменты, обеспечивающие изгиб, изготовлены из стали точного литья. Привод ручных трубогибов — механический и гидравлический, привод электроинструмента — электрический.
Все большее распространение сегодня получили профильные трубы, которые имеют тонкую стенку, но при этом позволяют экономить металл в строительстве и создавать красивые и прочные конструкции. Из этих элементов в хозяйстве хорошо делать козырьки, навесы и теплицы. Профильная труба от обычной отличается поперечным сечением — квадратным, овальным или прямоугольным. Этим объясняется отличие конструктивного чертежа ручного трубогиба этого типа: ролики по профилю подбираются в том же сечении, что и изделие, чтобы поперечное сечение гнутой трубы не деформировалось.
Типы трубогибов
Ручные трубогибы выполняют такие операции, как гибка дуги и колец. Небольшой вес устройства (около 65 кг) позволяет транспортировать его к месту работ с легкими металлоконструкциями — теплицами, калитками, воротами и навесами. Параметры материалов, которые обрабатываются ручным трубогибом: круглая труба 30 миллиметров, квадратная труба 40-40 миллиметров, полоса 40-10 миллиметров, квадрат 16-16 миллиметров, пруток 16 миллиметров.
С помощью разных оправок ассортимент обрабатываемого металла может быть значительно расширен, и такой трубогиб превращается в так называемую профильную гибку. Сравнительно невысокая цена ручного трубогиба позволяет его купить или изготовить даже для небольших производств.
Трубогибочные электрические машины используются для гибки труб различного сечения для интенсивного использования в промышленных масштабах. Высокая производительность электротрубогибов обеспечивается дополнительными функциями, такими как: вращение роликов в обоих направлениях и управление с помощью кнопок на панели управления или с помощью ножных педалей.
Электрогибочные станки имеют такие возможности, как дуговая гибка из труб — круглых 30 миллиметров и квадратов 80 на 40 миллиметров, а также из прутка 16 миллиметров и квадрата 16 на 16 миллиметров. Для соответствия конфигурации поперечного сечения или диаметру трубы электрогибочные станки дополнительно оснащены сменными оправками для каждого конкретного случая.
Новая модернизированная версия трубогиба — ручная гидравлическая, которая отличается большим усилием, достаточным для работы с большими стальными трубами, как на видео про ручную гибку труб.Рекомендуется использовать при установке или демонтаже газовых и водопроводных труб. Привод такого инструмента снабжен гидравлической установкой, которая отличается от обычного трубогибочного станка, что значительно упрощает работу оператора.
Существует несколько типов ручного гидравлического трубогибочного оборудования. Они предназначены для разных типов фитингов и труб. Например, ТПГ — портативный гидравлический трубогиб с ручным насосом используется для гибки целых труб из стали и круглых прутков бульдозерным способом без заполнения труб специальным наполнителем или песком.RSU — это ручной трубогиб, который предназначен для гибки газо- и водопроводов, проката или арматуры.
Они предназначены для разных типов фитингов и труб. Например, ТПГ — портативный гидравлический трубогиб с ручным насосом используется для гибки целых труб из стали и круглых прутков бульдозерным способом без заполнения труб специальным наполнителем или песком.RSU — это ручной трубогиб, который предназначен для гибки газо- и водопроводов, проката или арматуры.
По условиям эксплуатации различают станки стационарные и ручные. Стационарные установки в основном используются на предприятиях, где требуется гибка труб в соответствии с видом деятельности как этап производственного процесса. Трубогиб, сделанный своими руками, больше подходит для работы в домашних условиях. По типу привода различают гибочные машины с гидравлическим, механическим и электрическим приводом.Наибольшее предпочтение отдается трубопроводам с гидроприводом, поскольку они более мощные.
Принцип работы клубня
Процесс гибки трубы хоть и кажется на первый взгляд простым, но на самом деле довольно сложным. В зависимости от механических свойств материала трубы могут возникать дефекты изгиба и заминания, что приводит к сужению диаметра трубы в месте изгиба, уменьшению потока воды, изменению и расширению толщины стенки трубы. труба в месте изгиба, что приводит к потере прочности трубопровода.Поэтому необходимо правильно выбрать изгиб и знать принцип его работы, чтобы минимизировать деформационные дефекты.
С помощью трубогибов труба изгибается в соответствии с заданными размерами и формой. Конструкция этого оборудования позволяет выполнять операции с металлическими трубами в соответствии с требованиями монтажа. Отсутствие сплющивания и перегиба позволяет трубам в свою очередь не терять эксплуатационные и прочностные свойства при изгибе, а также оптимизировать расположение коммуникаций и рационально использовать пространство помещения.
Принцип работы НКТ следующий. Требуемый размер полукруга обычно рисуется на сложенных кусках ДСП или досок, затем срезается по проведенной линии и крепится гвоздями к забору, стене или деревянному полу. Помните, что толщина досок или кусков ДСП должна быть немного больше диаметра гнутой железной полосы или трубы. Сбоку, согласно чертежам ручного ручного гибочного станка, закреплен упор от обрезки доски.Между шаблоном и упором вставьте конец трубы, затем по выкройке аккуратно согните, взявшись руками за противоположный конец трубы.
Помните, что толщина досок или кусков ДСП должна быть немного больше диаметра гнутой железной полосы или трубы. Сбоку, согласно чертежам ручного ручного гибочного станка, закреплен упор от обрезки доски.Между шаблоном и упором вставьте конец трубы, затем по выкройке аккуратно согните, взявшись руками за противоположный конец трубы.
Если вы планируете изгибать небольшой металлический стержень или короткую трубу, то за конец берутся для создания подходящей обрезки трубы по ее диаметру. Для изгиба изделий большого радиуса, например, арок для теплицы, сделайте на открытом пространстве аналогичный узор, в качестве крепежной поверхности используйте деревянную ограду и другие плоские поверхности.
Круг необходимо нарисовать на самой поверхности фломастером и нейлоновой нитью как циркуль, затем доски распиливают по нарисованной линии и скрепляют.Идеальной точности на больших изгибах не требуется, поэтому вы можете скрепить обрезки досок в 15 сантиметрах друг от друга, которые будут касаться трубы и направить ее по заданному полукругу.
Есть решения посложнее, как на фото про ручные трубогибы, которые помогают гнуть трубы большого диаметра, но их использование также требует использования профессионального инструмента и наличия навыков слесаря. Самостоятельное изготовление таких трубогибов уже заставляет задуматься о рентабельности, если вспомнить наличие вторичного рынка трубогибочного оборудования и ручного инструмента.
Изготовление трубогиба своими руками
Перед изготовлением ручного трубогиба необходимо заняться изготовлением его основы. Стенки труб, служащие основой для всей машины, должны иметь прямоугольное поперечное сечение и быть достаточно толстыми, чтобы выдерживать нагрузки, возникающие непосредственно во время работы. Толщина стенок такой трубы должна быть не менее 3 миллиметров.
Когда найдете подходящую трубу прямоугольного сечения, нужно отступить с одной стороны на пару сантиметров от пропила и просверлить в ней отверстия по диаметру будущей оси, где будет главный шкив (вокруг него будут трубы). изгиб) и рукоять с рабочим шкивом.После этого нужно определить максимальный радиус изгиба, который можно сделать на собственном трубогибе, с запасом в 5 сантиметров. Отступив на расстояние, равное большей стороне трубы, отрежьте ее.
изгиб) и рукоять с рабочим шкивом.После этого нужно определить максимальный радиус изгиба, который можно сделать на собственном трубогибе, с запасом в 5 сантиметров. Отступив на расстояние, равное большей стороне трубы, отрежьте ее.
Рычаг и фиксатор для труб представляют собой шпильку, к которой с одного конца приваривается гайка «барашка» и надевается контргайка, а с другого — Т-образный замок (ножка этого буква — труба, а поперечина — продольный разрез трубы).После изготовления основы следует приступить к созданию ручки для трубы.
Для изготовления ручки понадобятся две металлические пластины, толщина металла которых не менее 4 миллиметров. Рукоять будем надевать на ось рамы, поэтому ширину пластин сделайте равной диаметру оси и оставьте ложу под ось по 5-10 миллиметров с каждой стороны. Для придания жесткости ручке эти пластины необходимо соединить параллельно путем сварки с несколькими перемычками из стальной трубы с концов, противоположных отверстиям для оси.
Если вы хотите пойти по самому простому пути, вам не нужно беспокоиться о регулировке положения рабочего шкива на рукоятке. Произвести необходимые замеры, просверлить руками по чертежу ручного трубогиба отверстия ручки под ось, предназначенную для рабочего шкива. Эту ось приваривать не нужно, так как на нее необходимо установить рабочий шкив, а фиксацию оси на ручке можно решить с помощью шплинтов.
После изготовления ручки трубогиба и установки на нее рабочего шкива можно производить сборку всей конструкции.Плотно закрепите основание трубы в тисках, затем положите одну пластину ручки гибочного станка на основание основания, затем вторую пластину ручки и главный шкив. Вкрутите стопорный штифт в широкую гайку на основании. Главный шкив, который установлен на оси основания, принято фиксировать на нем с помощью длинного болта.
Чтобы проверить изготовленный ручной изгиб, вам понадобится кусок трубы, который нужно установить в исходное положение. Закрепите трубу, прижав ее к шкиву и ввинтив замок. Также трубу нужно закрепить на защелке с помощью специального зажима. Теперь труба изогнута настолько, насколько это требовалось.
Также трубу нужно закрепить на защелке с помощью специального зажима. Теперь труба изогнута настолько, насколько это требовалось.
С помощью самодельного трубогиба можно в домашних условиях согнуть любой прокатный профиль, имеющий круглое сечение. Трубу, которую нужно деформировать, вставляют между стойками и с определенной силой изгибают под нужным углом. При этом не забывайте, что труба обычно имеет небольшую толщину стенки, поэтому при изгибе она может деформироваться по диаметру, что крайне недопустимо.В этом случае перед установкой изделия на трубогиб его необходимо засыпать песком, а после загиба просто затереть. Диаметр получившегося изделия останется постоянным по всей длине.
Круговая гибка угловых и трубных профилей
На главную / Круговая гибка угловых и трубных профилейЭти профильные / угловые гибочные машины могут удовлетворить ваши производственные потребности при работе с квадратным, плоским и угловым железом.
Сверхпрочные профилегибочные / угловые станки PBH 160 от KAAST идеально подходят для гибки 4.75-дюймовая квадратная трубка. Эти машины мощностью 30 л.с. оснащены валами диаметром 6,3 дюйма, изготовленными из специально закаленной стали, двумя гидравлически регулируемыми нижними роликами, цифровым дисплеем для положения боковых роликов и гидравлическими двигателями, соединенными с планетарными передачами.
Угловые катки PBM 30 и PBM 50 от KAAST оснащены двухскоростным двигателем для двух немодульных нижних валков и регулируемым вручную верхним валком с миллиметровой шкалой. Основные различия между этими двумя машинами заключаются в размере двигателя (1 л.с.2 л.с.) и размер вала (1 дюйм против 2 дюймов), которые в конечном итоге определяют максимальный размер материала и минимальный радиус, который может изгибать каждая машина: PBM 30 может вмещать 1,5-дюймовые квадратные трубы, а PBM 50 — 2-дюймовые. . (первый вид)
Угловые катки PBM 30 и PBM 50 от KAAST оснащены двухскоростным двигателем для двух немодульных нижних валков и регулируемым вручную верхним валком с миллиметровой шкалой. Основные различия между этими двумя машинами заключаются в размере двигателя (1 л.с.2 л.с.) и размер вала (1 дюйм против 2 дюймов), которые в конечном итоге определяют максимальный размер материала и минимальный радиус, который может изгибать каждая машина: PBM 30 может вмещать 1,5-дюймовые квадратные трубки, а PBM 50 — 2 дюйма. . (второй вид)
Основные различия между этими двумя машинами заключаются в размере двигателя (1 л.с.2 л.с.) и размер вала (1 дюйм против 2 дюймов), которые в конечном итоге определяют максимальный размер материала и минимальный радиус, который может изгибать каждая машина: PBM 30 может вмещать 1,5-дюймовые квадратные трубки, а PBM 50 — 2 дюйма. . (второй вид)
Гидравлические прокатные станки PBH 50, 65 и 80 от KAAST оснащены тремя приводными валками, двумя гидравлически регулируемыми нижними валками, цифровым дисплеем двух осей и механическими направляющими роликами, регулируемыми по трем осям. Опции включают плавно регулируемую скорость гибки, воздушное / воздушное охлаждение, гидравлические направляющие ролики и специальные матрицы.С помощью этих инструментов можно сгибать квадратную трубу 2 дюйма до минимального диаметра 63 дюйма (PBH 50), квадратную трубу 1,75 дюйма до 24 дюймов (PBH 65) и 2,75 дюйма квадратную трубу до 51 дюйма (PBH 80). (первый вид)
Гидравлические прокатные станки PBH 50, 65 и 80 от KAAST оснащены тремя приводными валками, двумя гидравлически регулируемыми нижними валками, цифровым дисплеем двух осей и механическими направляющими роликами, регулируемыми по трем осям. Опции включают плавно регулируемую скорость гибки, воздушное / воздушное охлаждение, гидравлические направляющие ролики и специальные матрицы.С помощью этих инструментов можно сгибать квадратную трубу 2 дюйма до минимального диаметра 63 дюйма (PBH 50), квадратную трубу 1,75 дюйма до 24 дюймов (PBH 65) и 2,75 дюйма квадратную трубу до 51 дюйма (PBH 80). (второй вид)
Гидравлические прокатные станки PBH 50, 65 и 80 от KAAST оснащены тремя приводными валками, двумя гидравлически регулируемыми нижними валками, цифровым дисплеем двух осей и механическими направляющими роликами, регулируемыми по трем осям. Опции включают плавно регулируемую скорость гибки, воздушное / воздушное охлаждение, гидравлические направляющие ролики и специальные матрицы.С помощью этих инструментов можно сгибать квадратную трубу 2 дюйма до минимального диаметра 63 дюйма (PBH 50), квадратную трубу 1,75 дюйма до 24 дюймов (PBH 65) и 2,75 дюйма квадратную трубу до 51 дюйма (PBH 80).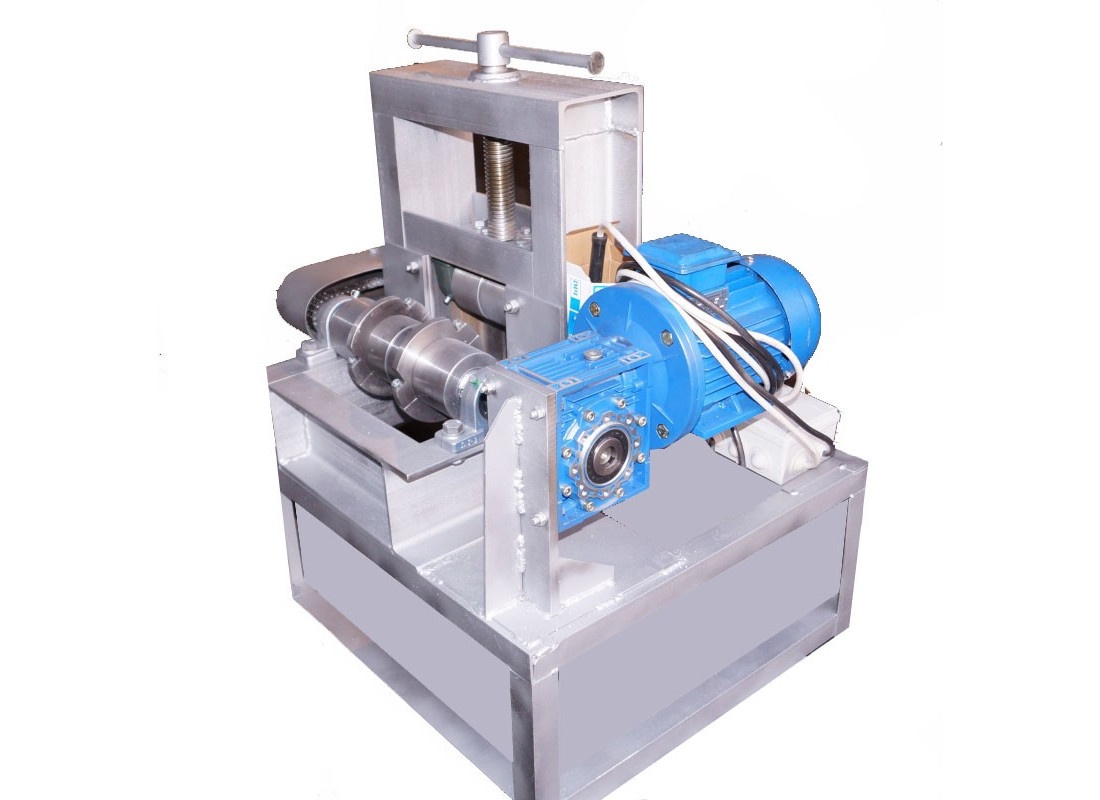 (третий вид)
(третий вид)
Для круговой гибки металлических профилей, в том числе уголков и труб, угловые ролики серии PBM и PBH от KAAST Machine Tools, Inc. (Алдан, Пенсильвания) имеют возможность работы в вертикальном и горизонтальном положении и включают стандартный набор модульных штампов, подходящих для гибки квадратных, плоские и угловые.Также доступны специальные штампы для закругленных или других уникальных профилей. Угловые валки PBM оснащены двухскоростным двигателем для двух немодульных нижних валков и регулируемым вручную верхним валком с миллиметровой шкалой. Дополнительное УЦИ помогает добиться повторяемости. Доступные модели включают PBM 30 и PBM 50. Основные различия между этими двумя машинами заключаются в размере двигателя (1 л.с. против 2 л.с.) и размере вала (1 дюйм против 2 дюймов), которые в конечном итоге определяют максимальный размер материала и минимальный радиус изгиба каждой машины: PBM 30 вмещает 1 шт.5-дюймовая квадратная трубка и PBM 50 с возможностью установки 2-дюймовой
Разница между машинами PBM и PBH заключается в том, как верхний валок PBH перемещается гидравлически, в отличие от PBM, который перемещается вручную. Гидравлические прокатные станки PBH доступны с комбинациями размера вала / л.с. 2 дюйма / 1,5 л.с. (PBH 50), 2,4 дюйма / 4 л.с. (PBH 65), 3,1 дюйма / 5 л.с. (PBH 80), 3,9 дюйма / 10 л.с. (PBG 100) или 4,75 дюйма / 20 л.с. (PBH 120). Машины PBH 50, 65 и 80 оснащены тремя ведущими роликами, а также двумя нижними роликами с гидравлической регулировкой.Также в эти модели входит цифровой дисплей с двумя осями и механические направляющие ролики, регулируемые по трем осям. Опции для PBH 50, 65 или 80 включают плавно регулируемую скорость гибки, воздушное / воздушное охлаждение, гидравлические направляющие ролики и специальные матрицы. С помощью этих инструментов можно сгибать квадратную трубу 2 дюйма до минимального диаметра 63 дюйма (PBH 50), квадратную трубу 1,75 дюйма до 24 дюймов (PBH 65) и 2,75 дюйма квадратную трубу до 51 дюйма (PBH 80).
Кольцевые и профильные станки большего размера PBH 100 и 120 имеют две скорости гибки, согласованные с механически (PBH 100) или гидравлически (PBH 120) регулируемыми направляющими роликами по трем осям.Эти профилегибочные машины подходят для квадратной трубы 3 дюйма (PBH 100) и 3,5 дюйма (PBH 120) и сгибают ее с минимальным радиусом 60 дюймов / 71 дюйм. Популярным дополнением является полуавтоматический элемент управления NC EasyView. Это позволяет записывать все движения, процессы и команды оператора в режиме «обучения», а затем вызывать и воспроизводить их в любое время. Можно сохранить до 48 планов гибки с максимальным количеством шагов 1000 каждый. Что еще более важно, данные можно редактировать по усмотрению оператора.
Также доступны модели серии PBH размером 160 (6.3 дюйма, 30 л.с.), 180 (7 дюймов, 40 л.с.) и 300 (11,8 дюйма, 100 л.с.), которые идеально подходят для гибки труб с квадратным сечением 4,75 дюйма, 6 дюймов или 10 дюймов соответственно. Эти сверхпрочные профильные / угловые гибочные машины оснащены валами из специально закаленной стали, двумя гидравлически регулируемыми нижними роликами, цифровым дисплеем для положения боковых роликов и гидравлическими двигателями, соединенными с планетарными редукторами. Гидравлические профилегибочные станки PBH-4 70 (4 л.с.), 90 (7 л.с.) и 100 (10 л.с.) оснащены четырьмя валками для более короткого вывода / вывода и повышения производительности с помощью стандартного блока управления с ЧПУ.Другие стандартные функции включают в себя горизонтальное и вертикальное рабочие положения, передвижную панель управления, стальную сварную конструкцию и стандартные модульные матрицы из 12 частей. Большое расстояние между боковыми валками означает, что эта серия машин предлагает больше возможностей для гибки большего диаметра.
KAAST Machine Tools Inc., 3 Merion Terrace, Aldan, PA 19018, 610-441-7317, [email protected], www.kaast-usa.com .
▷ Оборудование для листового металла б / у
Оборудование для листового металла для промышленного использования
Содержание
- Определение листового металла
- Секторы и типы инструментов для листового металла
- Производство листового металла
- Линейная резка листового металла
- Отдельно и радиальная резка листа
- Обработка листового металла
- Гибка листа
- Листовая кромка
- Прессование и глубокая вытяжка
- Формовка листового металла без инструментов
- Правка листового металла
- Перфорация листа
- Что мне делать что нужно знать при покупке оборудования для обработки листового металла?
Листовой металл — это полуфабрикат из металлообрабатывающей промышленности. Его раскатывают из литых плит и перерабатывают в бухты или доски. Профнастил может быть изготовлен практически из любого металла. Самый распространенный листовой металл — это сталь, за ней следует алюминий. Различные цветные металлы, такие как медь или латунь, также перерабатываются в листовой металл.
Его раскатывают из литых плит и перерабатывают в бухты или доски. Профнастил может быть изготовлен практически из любого металла. Самый распространенный листовой металл — это сталь, за ней следует алюминий. Различные цветные металлы, такие как медь или латунь, также перерабатываются в листовой металл.
FIndustry предлагает широкий ассортимент инструментов для обработки листового металла, предназначенных для создания и обработки листового металла.
На каждом этапе обработки листового металла есть свой особый ассортимент оборудования.
Производство листов
Машины, используемые для производства листов, представляют собой ролики и катушки для листового металла.
Ролики для листового металла
Ролики для листового металла придают исходным металлическим пластинам плоскую форму путем прокатки. Ролики, расположенные ниже по потоку, также могут использоваться для придания листу желаемой толщины. Трехвалковые ролики также можно использовать для сгибания листов в округлые формы.
Катушки
Слябы, свернутые в полосы из листового металла, наматываются на бухты на барабанах.Это дает возможность превратить длинную пленку в транспортабельную форму. Стальная катушка может весить около 30 тонн и иметь диаметр 2,5 метра. Затем катушки можно использовать для наматывания катушек для дальнейшей обработки.
Известными производителями катушек и роликов являются ALBA, ARKU, KEMMERICH, KOHLER, SCHMITZ и WALDRICH.
Линейная резка листа
Если нужно превратить листовой металл в полезные продукты, операции резки необходимо выполнять не позднее, чем после прокатки.Как концы, так и стороны рулонного листа непригодны для дальнейшей обработки, но промышленность предлагает ряд разнообразных режущих машин с очень простой, но надежной механикой, которая может отрезать ненужные участки от листа.
В области производства используются ножницы (или: столы для резки листового металла). Они обеспечивают прямой, чистый рез без потерь.
Они обеспечивают прямой, чистый рез без потерь.
Существуют ножницы разных размеров: небольшие ножницы используются в мастерских для резки небольших деталей из листового металла, например, при строительстве и обслуживании шасси, где они используются для создания сварных листов для ремонта.В крупной промышленности ножницы используются для изготовления трапециевидных листов и сэндвич-панелей, а также для подготовки панелей к кромке и покрытию.
В зависимости от качества разрезаемого материала могут быть достигнуты очень высокие допуски. Системы продольного и поперечного сечения также используются для обработки рулонов. Они разрезают свернутый в рулон лист во всех направлениях, пока он не достигнет желаемой ширины. Существуют также другие машины, работающие путем разделения, которые можно использовать для точного создания листов.Дисковые пилы и ленточные пилы используются для линейных пропилов.
Индивидуальная и радиальная резка листа
Радиальная резка выполняется с использованием машин газовой или плазменной резки, станков лазерной резки или станков гидроабразивной резки. Эти системы также могут использоваться для резки листового металла толщиной в несколько сантиметров, а также других стальных полуфабрикатов. В первую очередь они различаются закупочной ценой и точностью, которую они могут достичь.
Машины газовой резки и плазменной резки
Самыми доступными машинами для резки для радиальной резки листовых панелей являются машины газовой резки.В настоящее время столы для резки управляются с помощью программы ЧПУ, и они идеально подходят для очень толстых материалов. Используемое пламя делает очень широкий разрез, а также способствует упрочнению материала вдоль разреза, поскольку зона термического влияния, вызванная пламенем, изменяет свойства металла. Устройства плазменной резки также работают с использованием пламени, но оно намного горячее и очень узкое. Они создают более чистый срез, чем газовые резаки, но намного дороже и сложнее.
Основными производителями листорезательных и отрезных станков являются PEDDINGHAUS, TRUMPF и WIEGER.
Машины плазменной резки можно заказать у MESSER GRIESHEIM, SATRONIK и VICTOR.
Устройства для лазерной резки
Технология лазерной резки в основном используется для резки тонкого листового металла. Станки для лазерной резки являются самым дорогим типом станков для горячей резки, но их выдающиеся результаты окупаются.
Станки для лазерной резки производятся компаниями AMADA, BYSTRONIC, PRIMA INDUSTRIE и TRUMPF.
Станки для гидроабразивной резки
Тем, кто ищет максимальную точность при холодной резке, не следует искать дальше станка для гидроабразивной резки.Однако они так же дороги, как системы лазерной резки, и требуют больших затрат на техническое обслуживание.
Станки для гидроабразивной резки производятся компаниями ESPE, FLOW, MITSUBISHI, PERNDORFER, OMAX и TECHNI.
Многие компании сочетают доступные столы для газовой резки с передовой технологией ЧПУ. Продукция сначала предварительно разрезается на газорезательном станке, а затем зона термического влияния обрабатывается на фрезерном станке с ЧПУ. В результате получаются высокоточные изделия, которые можно изготавливать с небольшими затратами, поскольку механическая обработка является обычным явлением почти во всех операциях.
Обработка листового металла
Обрабатывающее оборудование используется не только для токарной обработки профилей и фрезерования цельных блоков: промышленность по обработке листового металла также требует большого количества обрабатывающих устройств для индивидуальной нелинейной обработки. Если листовой материал не приваривается к круглым трубам, основным инструментом, который используется, является фрезерный станок с ЧПУ.
Среди популярных производителей ручных фрезерных станков и станков с ЧПУ DECKEL, HERMLE, MIKRON и HAAS.
Гибка листов
Бывшее в употреблении оборудование для обработки листового металла
Листы всегда можно согнуть, если соотношение ширины и толщины является подходящим и основным фактором, который следует учитывать, является размер используемого станка.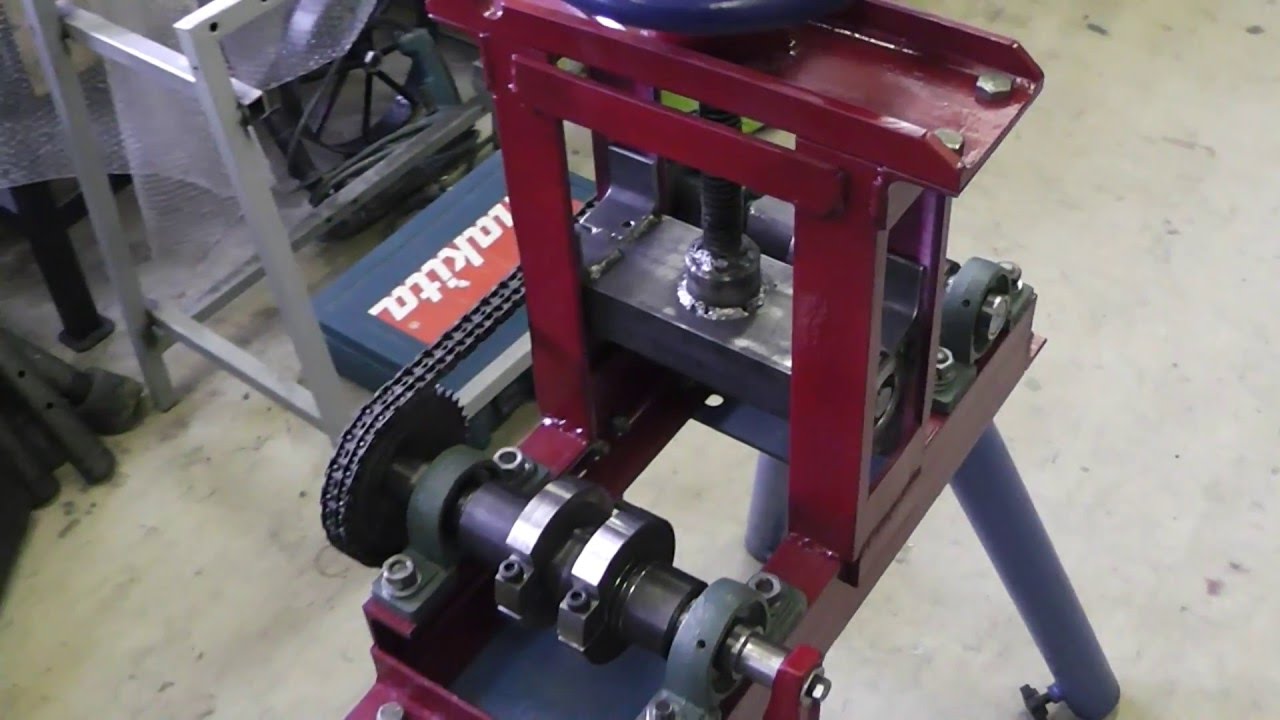 Листогибочные машины могут принимать большие размеры, если этого требуют продукты и составляющие материалы.
Листогибочные машины могут принимать большие размеры, если этого требуют продукты и составляющие материалы.
Принцип, используемый этими станками (будь то линейные или радиальные), всегда один и тот же: листовой металл проходит между тремя роликами, радиус и расстояние которых друг от друга можно установить с помощью радиуса изгиба и глубины изгиба. При производстве прямошовных сварных труб гибочные станки также должны быть достаточно длинными, чтобы обеспечить максимальную длину трубы.
С другой стороны, трубы, сваренные спиральным швом, отличаются друг от друга, и этот процесс может использоваться для производства труб любого вообразимого поперечного сечения и длины.Он не использует длинные листы, а скорее снимает материал с рулонов.
Листогибочные станки, используемые в цехах шасси и при строительстве резервуаров / котлов, работают по тому же принципу трех роликов, но могут быть выполнены в гораздо более компактной конструкции. Самые простые листогибочные машины доступны в виде чисто ручных устройств.
Самыми известными производителями листогибочных машин являются FASTI, KNUTH, HESSE и TOS.
Листовая кромка
Если лист должен быть согнут, а не согнут, используются кромкообрезные станки.Фальцевальные прессы — это самый простой вид оборудования, который можно найти в любой операции по обработке металла, однако они могут прессовать листовой металл только линейно в одном направлении.
Листогибочные прессы
Листогибочные прессы работают с использованием инструмента с двойным V-образным вырезом. Лист подается между двумя половинами инструмента, которые затем сводятся вместе под очень высоким давлением. Чем сильнее прижимается инструмент, тем сильнее создается угол.
Среди рекомендуемых производителей листогибочных прессов AMADA, CIDAN, GEKA и SCHECHTL.
Поворотно-гибочные станки
Одним из самых популярных станков в этой области является поворотно-гибочный станок, который позволяет сгибать и обрезать тонкие листы.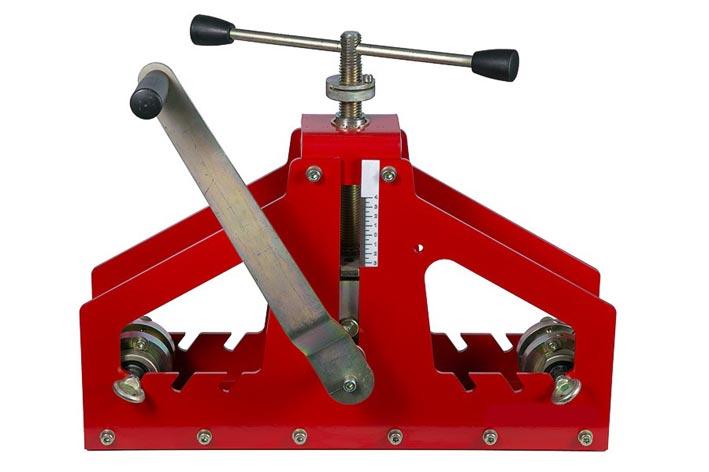
Прессование и глубокая вытяжка
Если листовой металл нужно формовать индивидуально, а не просто линейно, то лучшим выбором будут прессы и прессы для глубокой вытяжки. Обычные прессы, такие как эксцентриковые, шпиндельные или коленчатые прессы, могут формировать листовой металл только на несколько миллиметров, но этого достаточно для многих приложений.С другой стороны, прессы для глубокой вытяжки могут вызвать серьезные изменения формы куска металла благодаря высокому давлению и могут изменить лист по мере необходимости.
Однако прессы — это чисто станки, которые предназначены для формования листов только одним способом: в соответствии с типом формовочного инструмента. Однако инструменты в прессах можно менять, что позволяет изменять профиль прессования. Прессы являются стандартным инструментом для серийной металлообработки и широко используются во всем мире.
Основными производителями прессов являются DIEFENBACHER, LAUFFER, SMG и SCHULER.
Формовка листового металла без инструментов
Формовочные машины
Для превращения детали из листового металла в отдельные изделия не всегда требуется станок. Ключевым инструментом при изготовлении прототипов и хорошо оборудованных реставрационных мастерских является формовочная машина со свободным потоком. Он позволяет формовать листовой металл практически любым способом и незаменим в классической автомобильной промышленности, например, для изготовления брызговиков.
В промышленном масштабе автоматические формовочные машины используются для создания изогнутых осесимметричных деталей. Вместо формования заготовок с помощью пресса или инструмента для глубокой вытяжки в этих машинах используются три ролика для достижения того же результата. Промышленные формовочные машины сегодня доступны с компьютеризированным числовым программным управлением (ЧПУ) и могут использоваться для достижения удивительно узких допусков.
Основными производителями машин для формования потоков являются GROB, LEIFELD и AWAB.
Вальцегибочные машины
Если в приложении просто требуется преобразование листового металла в цилиндры, обычно достаточно простых вальцегибочных станков.Они работают по проверенному принципу трех роликов. Самые простые вальцегибочные станки можно использовать вручную, и их часто можно найти в мастерских. В промышленных масштабах вальцегибочные станки используются при строительстве трубопроводов, котлов и для специальных применений.
Среди популярных производителей вальцегибочных машин HÄUSLER, FOMP, SCHÄFER, PIESOK и STÖLTING.
Правка листового металла
Правильные / правильные машины
Если безинструментальная формовка и гибка не могут обеспечить требуемые допуски, правильным выбором будут правильные машины.Они оснащены сложной системой небольших роликов и пуансонов и могут создавать любую заранее запрограммированную форму из листового металла. Правильные машины являются одними из самых сложных станков для листового металла и имеют соответствующие ценники.
Пробивка листового металла
Следующим наиболее широко используемым инструментом при обработке листового металла являются вырубные и вырубные станки. Они не используют процессы формования, а вырезают определенные детали из тонкого листового металла. Они очень похожи на прессы и при необходимости могут использоваться для этой цели.
ZERHOCH, AMT, ALBA и SCHLEICHER известны своими высококачественными правильными станками.
Пробивка отверстий
Пробивные станки — это станки, которые используются для обработки изделий одинаковой формы и требуют правильного пробивного инструмента для данной области применения.
Вырубные станки
Вырубные станки, напротив, могут делать одинаковые надрезы в определенном поперечном сечении данного куска листового металла. Основные производители пуансонов: KAMA, MUHR & BENDER и PEDDINGHAUS.
Первое, что нужно учитывать при покупке оборудования для обработки листового металла, — это объем необходимой обработки. Станки для обработки листового металла подвергаются самому высокому уровню нагрузки среди всех промышленных машин, поэтому при покупке подержанных машин их всегда следует тщательно проверять.
Станки для обработки листового металла подвергаются самому высокому уровню нагрузки среди всех промышленных машин, поэтому при покупке подержанных машин их всегда следует тщательно проверять.
Гибочные и кромочные станки
Процесс гибки тонкого листового металла очень бережно относится к материалу. Для достижения желаемой точности требуется высокое давление, но износ очень низкий.Фальцевальные прессы и ножницы для тонколистового металла также очень долговечны. Пока они не подвергаются серьезным нагрузкам, они прослужат очень долго. Однако подъемный механизм потребует новые подшипники каждые пару лет. В машинах с гидравлическим приводом шланги, клапаны и уплотнения также требуют периодической замены. Что касается безинструментальных станков, ожидаемый срок службы действительно очень большой.
Прессы и вырубные станки
Пуансоны и прессы изготовлены в соответствии со строгими стандартами, но они подвержены огромным нагрузкам:
- Высокая частота циклов
- Постоянное изменение конструкции станка (в соответствии с задумкой конструкции)
- Неправильное обращение
Со временем они могут изнашивать даже самую прочную опорную раму.В особенности это относится к прессам C и пуансонам C. Они просты в эксплуатации, и все детали находятся в пределах досягаемости, однако половинки инструмента управляются только одним контрподшипником, который может постепенно терять точность.
Что касается бывших в употреблении пуансонов и прессов, часто бывает, что используемый инструмент дороже, чем станок, на котором он работает. Это означает, что при покупке подержанного пробойника или пресса требуется тщательное рассмотрение: прежде чем будет поврежден дорогой инструмент клиента, следует инвестировать в два или три раза больше, чем было бы потрачено на самый дешевый станок, который в настоящее время присутствует на рынке.Если этого не сделать, существует риск того, что дорогие инструменты будут повреждены или даже разрушены из-за изношенного инструментального пресса.
Режущие устройства
Различные режущие устройства также подвержены внутреннему износу, который можно исправить только при интенсивном техническом обслуживании. Это относится как к доступным столам для газовой резки, так и к высококачественным водоструйным устройствам: использование собственных инструментов на таких станках может повлиять на конструкцию и привести к повреждению.
Еще один аспект, который следует учитывать, заключается в том, что для всех типов режущих машин требуется много места на полу.Поэтому очень важно убедиться, достаточно ли места для машины в предполагаемом месте.
Станки без инструментов, такие как гибочные станки, гибочные прессы или ножницы, легко проверить, выполнив тестовый прогон заготовки. Это помогает избежать риска приобретения оборудования низкого качества и гарантирует, что доступное по цене бывшее в употреблении оборудование для обработки листового металла может продолжать продуктивно использоваться в течение многих лет.
Однако из-за значительных колебаний в секторе подержанного оборудования (в основном из-за нововведений) при покупке подержанного оборудования для листового металла на продажу не стоит опасаться.Допуски, требуемые для современных продуктов, становятся все более узкими, что означает, что основные производители постоянно переходят на более новые и более точные станки — иногда намного раньше, чем инструменты из листового металла достигают своего срока годности. Это обеспечивает большие поставки на вторичном рынке и означает, что даже мелкие производители могут легко найти устройство, соответствующее их потребностям и бюджету.
Справка по викторине: Поток жидкости | EZ-pdh.com
Используйте поиск, чтобы быстро найти ответы на вопросы — откройте окно поиска (ctrl + f), затем введите ключевое слово из вопроса, чтобы перейти к этим терминам в материале курса
ВведениеПоток жидкости — важная часть большинства промышленных процессов; особенно те, которые связаны с передачей тепла.Часто, когда требуется отвести тепло из точки, в которой оно генерируется, в процессе теплопередачи участвует какой-либо тип жидкости. Примерами этого являются охлаждающая вода, циркулирующая через бензиновый или дизельный двигатель, воздушный поток, проходящий через обмотки двигателя, и поток воды через активную зону ядерного реактора. Системы подачи жидкости также обычно используются для смазки.
Течение жидкости в ядерной области может быть сложным и не всегда подлежит строгому математическому анализу.В отличие от твердых тел, частицы жидкости движутся по трубопроводу и компонентам с разной скоростью и часто подвергаются разным ускорениям.
Несмотря на то, что подробный анализ потока жидкости может быть чрезвычайно трудным, основные концепции, связанные с проблемами потока жидкости, довольно просты. Эти базовые концепции могут быть применены при решении проблем потока жидкости путем использования упрощающих допущений и средних значений, где это необходимо. Несмотря на то, что такого типа анализа будет недостаточно для инженерного проектирования систем, он очень полезен для понимания работы систем и прогнозирования приблизительной реакции жидкостных систем на изменения рабочих параметров.
Основные принципы потока жидкости включают три концепции или принципа; первые два из которых студент был представлен в предыдущих руководствах. Первый — это принцип количества движения (приводящий к уравнениям сил жидкости), который был рассмотрен в руководстве по классической физике. Второй — это сохранение энергии (ведущее к первому закону термодинамики), которое изучалось в термодинамике. Третий — это сохранение массы (приводящее к уравнению неразрывности), которое будет объяснено в этом модуле.
Свойства жидкостейЖидкость — это любое вещество, которое течет, потому что его частицы не прикреплены друг к другу жестко. Сюда входят жидкости, газы и даже некоторые материалы, которые обычно считаются твердыми телами, например стекло. По сути, жидкости — это материалы, которые не имеют повторяющейся кристаллической структуры.
Некоторые свойства жидкостей обсуждались в разделе «Термодинамика» этого текста. К ним относятся температура, давление, масса, удельный объем и плотность. Температура была определена как относительная мера того, насколько горячий или холодный материал. Его можно использовать для прогнозирования направления передачи тепла. Давление определялось как сила на единицу площади. Обычными единицами измерения давления являются фунты силы на квадратный дюйм (psi). Масса определяется как количество вещества, содержащегося в теле, и ее следует отличать от веса, который измеряется силой тяжести на теле. Удельный объем вещества — это объем на единицу массы вещества.Типичные единицы — фут 3 / фунт. Плотность — это масса вещества на единицу объема. Типичные единицы — фунт / фут 3 . Плотность и удельный объем противоположны друг другу. И плотность, и удельный объем зависят от температуры и в некоторой степени от давления жидкости. По мере увеличения температуры жидкости плотность уменьшается, а удельный объем увеличивается. Поскольку жидкости считаются несжимаемыми, увеличение давления не приведет к изменению плотности или удельного объема жидкости.На самом деле жидкости можно слегка сжимать при высоких давлениях, что приводит к небольшому увеличению плотности и небольшому уменьшению удельного объема жидкости.
ПлавучестьПлавучесть определяется как тенденция тела плавать или подниматься при погружении в жидкость. У всех нас было множество возможностей наблюдать плавучие эффекты жидкости. Когда мы идем плавать, наши тела почти полностью поддерживаются водой. Дерево, лед и пробка плавают на воде.Когда мы поднимаем камень с русла ручья, он внезапно кажется тяжелее, выходя из воды. Лодки полагаются на эту плавучую силу, чтобы оставаться на плаву. Величина этого плавучего эффекта была впервые вычислена и указана греческим философом Архимедом. Когда тело помещается в жидкость, оно поддерживается силой, равной весу вытесняемой им воды.
Если тело весит больше, чем жидкость, которую оно вытесняет, оно тонет, но будет казаться, что теряет количество, равное весу вытесненной жидкости, как наша скала.Если тело весит меньше, чем вес вытесненной жидкости, тело поднимется на поверхность, в конце концов, плавая на такой глубине, которая вытеснит объем жидкости, вес которой будет равен ее собственному весу. Плавающее тело вытесняет текучую среду, в которой оно плавает, под собственным весом.
СжимаемостьСжимаемость — это мера изменения объема, которому вещество подвергается, когда на вещество оказывается давление. Жидкости обычно считаются несжимаемыми.Например, давление 16 400 фунтов на квадратный дюйм приведет к уменьшению данного объема воды всего на 5% от его объема при атмосферном давлении. С другой стороны, газы очень сжимаются. Объем газа можно легко изменить, оказав на газ внешнее давление.
Взаимосвязь между глубиной и давлениемЛюбой, кто ныряет под поверхность воды, замечает, что давление на его барабанные перепонки даже на глубине несколько футов заметно больше атмосферного давления.Тщательные измерения показывают, что давление жидкости прямо пропорционально глубине, и для данной глубины жидкость оказывает одинаковое давление во всех направлениях.
Рисунок 1: Давление в зависимости от глубиныКак показано на Рисунке 1, давление на разных уровнях в резервуаре меняется, и это заставляет жидкость покидать резервуар с разными скоростями. Давление определялось как сила на единицу площади. В случае этого резервуара сила обусловлена весом воды выше точки, в которой определяется давление.
Давление = Сила / Площадь
= Вес / Площадь
P = (мг) / (A g c )
= (ρ V g) / (A g c )
Где:
m = масса в фунтах
g = ускорение свободного падения 32,17 фут / сек 2
g c = 32 фунт-фут / фунт-сила-сек 2
A = площадь в футах 2
V = объем в футах 3
ρ = плотность жидкости в фунтах / футах 3
Объем равен площади поперечного сечения, умноженной на высоту (h) жидкости.Подставляя это в приведенное выше уравнение, получаем:
P = (ρ A hg) / (A g c )
P = (ρ hg) / (g c )
Это уравнение говорит нам, что давление оказываемое водяным столбом прямо пропорционально высоте столба и плотности воды и не зависит от площади поперечного сечения столба. Давление на тридцать футов ниже поверхности стояка диаметром один дюйм такое же, как давление на тридцать футов ниже поверхности большого озера.
Пример 1:Если резервуар на Рисунке 1 заполнен водой с плотностью 62,4 фунта / фут3, рассчитайте давление на глубинах 10, 20 и 30 футов.
Решение:
P = (рт. фут / фунт-сила / дюйм 2 )
= 624 фунт-сила / фут 2 (1 фут 2 /144 дюйм 2 )
= 4,33 фунт-силы / дюйм 2
P 20 = ( 624 фунт / фут 3 ) (20 футов) (32.17 футов / с 2 / (32,17 фунт-фут / фунт-сила-с 2 )
= 1248 фунт-сила / фут 2 (1 фут 2 /144 дюйма 2 )
= 8,67 фунт-силы / дюйм
P 30 футов = (62,4 фунт / фут3) (30 футов) (32,17 фут / сек 2 / 32,17 фунт-фут / фунт-сила-сек 2 )
= 1872 фунт-сила / фут 2 (1 футов 2 /144 дюймов 2 )
= 13,00 фунт-сил / дюйм 2
Пример 2:Цилиндрический резервуар для воды высотой 40 футов и диаметром 20 футов заполнен водой с плотностью из 61.9 фунт / фут 3 .
(а) Какое давление воды на дне резервуара?
(b) Какая средняя сила действует на дно?
Решение:
(a) P = (phg) / g c
P = (61,9 фунт / фут 3 ) (40 футов) (32,17 фут / сек 2 / 32,17 фунт-фут / фунт-сила-сек 2 )
= 2476 фунт-сила / фут 2 (1 фут 2 /144 дюйм 2 )
= 17,2 фунт-силы / дюйм 2
(b) Давление = сила / площадь
Сила = (Давление) (Площадь)
Площадь = πr 2
F = (17.2 фунта-силы / дюйм 2 ) π (10 футов) 2 (144 дюйма 2 /1 фут 2 )
= 7,78 x 10 5 фунтов
Закон Паскаля
Давление жидкостей в каждом из ранее упомянутых случаев было связано с весом жидкости. Давление жидкости также может быть результатом приложения внешних сил к жидкости. Рассмотрим следующие примеры. На рисунке 2 изображен контейнер, полностью заполненный жидкостью. A, B, C, D и E представляют собой поршни одинаковой площади поперечного сечения, вставленные в стенки резервуара.На поршни C, D и E будут действовать силы из-за давления, вызванного разной глубиной жидкости. Предположим, что силы, действующие на поршни из-за давления, вызванного весом жидкости, следующие: A = 0 фунтов-силы, B = 0 фунтов-силы, C = 10 фунтов-силы, D = 30 фунтов-силы и E = 25 фунтов-силы. Теперь позвольте приложить к поршню A внешнюю силу в 50 фунтов-силы. Эта внешняя сила вызовет повышение давления во всех точках контейнера на такую же величину. Поскольку все поршни имеют одинаковую площадь поперечного сечения, увеличение давления приведет к тому, что силы, действующие на поршни, увеличатся на 50 фунтов силы.Таким образом, если к поршню A приложена внешняя сила в 50 фунтов-силы, сила, оказываемая жидкостью на другие поршни, теперь будет следующей: B = 50 фунтов-силы, C = 60 фунтов-силы, D = 80 фунтов-силы и E = 75 фунтов-силы. . »
Этот эффект внешней силы на замкнутый флюид был впервые заявлен Паскалем в 1653 году.
Давление, приложенное к замкнутому флюиду, передается в неизменном виде через ограничивающий сосуд системы
.
Контрольный объем
В термодинамике контрольный объем был определен как фиксированная область в пространстве, где изучаются массы и энергии, пересекающие границы области.Эта концепция контрольного объема также очень полезна при анализе проблем с потоком жидкости. Граница контрольного объема для потока жидкости обычно принимается за физическую границу части, через которую протекает поток. Концепция контрольного объема используется в приложениях гидродинамики с использованием принципов непрерывности, импульса и энергии, упомянутых в начале этой главы. После того, как контрольный объем и его граница установлены, различные формы энергии, пересекающие границу с жидкостью, могут быть рассмотрены в форме уравнения для решения проблемы жидкости.Поскольку в задачах потока жидкости обычно рассматривается жидкость, пересекающая границы контрольного объема, подход контрольного объема упоминается как «открытый» системный анализ, аналогичный концепциям, изучаемым в термодинамике. В ядерной области есть особые случаи, когда жидкость не пересекает контрольную границу. Подобные случаи изучаются с использованием «закрытого» системного подхода.
Независимо от природы потока, все ситуации, связанные с потоком, подчиняются установленным основным законам природы, которые инженеры выразили в форме уравнений.Сохранение массы и сохранение энергии всегда выполняются в задачах с жидкостью, наряду с законами движения Ньютона. Кроме того, каждая задача будет иметь физические ограничения, называемые математически граничными условиями, которые должны быть выполнены, прежде чем решение проблемы будет согласовано с физическими результатами.
Объемный расходОбъемный расход расход расход (V˙) системы — это мера объема жидкости, проходящей через точку в системе за единицу времени.Объемный расход можно рассчитать как произведение площади поперечного сечения (A) потока и средней скорости потока (v).
V˙ = A v (3-1)
Если площадь измеряется в квадратных футах, а скорость — в футах в секунду, уравнение 3-1 приводит к объемному расходу, измеренному в кубических футах в секунду. Другие распространенные единицы объемного расхода включают галлоны в минуту, кубические сантиметры в секунду, литры в минуту и галлоны в час.
Пример:Труба с внутренним диаметром 4 дюйма содержит воду, которая течет со средней скоростью 14 футов в секунду.Рассчитайте объемный расход воды в трубе.
Решение:
Используйте уравнение 3-1 и замените площадь.
V˙ = (π r 2) v
V˙ = (3,14) (2/12 фута) 2 (14 футов / сек)
V˙ = 1,22 фута 3 / сек
Масса РасходМассовый расход (м²) системы — это мера массы жидкости, проходящей через точку в системе за единицу времени. Массовый расход связан с объемным расходом, как показано в уравнении 3-2, где ρ — плотность жидкости.
м˙ = ρV˙ (3-2)
Если объемный расход выражен в кубических футах в секунду, а плотность выражена в фунтах массы на кубический фут, уравнение 3-2 приводит к массовому расходу, измеренному в фунтах- масса в секунду. Другие распространенные единицы измерения массового расхода включают килограммы в секунду и фунты массы в час.
Замена V˙ в уравнении 3-2 соответствующими членами из уравнения 3-1 позволяет напрямую вычислять массовый расход.
м˙ = ρ A v (3-3)
Пример:Вода в трубе из предыдущего примера имела плотность 62.44 фунт / фут3. Рассчитайте массовый расход.
Решение:
м˙ = ρ V˙
м˙ = (62,44 фунт / фут 3 ) (1,22 фута 3 / сек)
м˙ = 76,2 фунт / сек
Сохранение массыИз термодинамики вы узнали, что энергия не может быть ни создана, ни уничтожена, а только изменена по форме. То же самое и с массой. Сохранение массы — это инженерный принцип, который гласит, что все массовые расходы в контрольном объеме равны всем массовым расходам из контрольного объема плюс скорость изменения массы в контрольном объеме.Математически этот принцип выражается уравнением 3-4.
м˙
дюйм = м˙ выход + ∆m / ∆t (3-4)где:
∆m / ∆t = увеличение или уменьшение массы в пределах контрольного объема за ( заданный период времени)
Устойчивый потокУстойчивый поток относится к состоянию, при котором свойства жидкости в любой отдельной точке системы не меняются с течением времени. Эти свойства жидкости включают температуру, давление и скорость.Одним из наиболее важных свойств, которое является постоянным в системе с установившимся потоком, является массовый расход системы. Это означает, что в каком-либо компоненте системы не происходит накопления массы.
Уравнение неразрывностиУравнение неразрывности — это просто математическое выражение принципа сохранения массы. Для контрольного объема, который имеет один вход и один выход, принцип сохранения массы гласит, что для установившегося потока массовый расход в объеме должен равняться массовому расходу на выходе.Уравнение неразрывности для этой ситуации выражается уравнением 3-5.
м˙
вход = м˙ выход (3-5)(ρAv) вход = (ρAv) выход
Для контрольного объема с несколькими входами и выходами принцип сохранения масса требует, чтобы сумма массовых расходов в контрольном объеме была равна сумме массовых расходов из контрольного объема. Уравнение неразрывности для этой более общей ситуации выражается уравнением 3-6.
∑ м˙
входов = м˙ выходов (3-6) Одним из простейших приложений уравнения неразрывности является определение изменения скорости жидкости
из-за расширения или сжатия диаметра трубка.
Установившийся поток существует в трубе, которая постепенно расширяется с диаметра 6 дюймов до диаметра 8 дюймов. Плотность жидкости в трубе постоянна и равна 60 .8 фунт / фут3. Если скорость потока составляет 22,4 фута / сек в секции 6 дюймов, какова скорость потока в секции 8 дюймов?
Решение:
Из уравнения неразрывности мы знаем, что массовый расход в секции 6 дюймов должен равняться массовому расходу в секции 8 дюймов. Пусть нижний индекс 1 представляет 6-дюймовую секцию, а 2 — 8-дюймовую секцию, мы получим следующее.
m˙ 1 = m˙ 2
ρ 1 A 1 v 1 = ρ 2 A 2 v 2
v 11174 v (ρ 1/ ρ 2 ) (A 1 / A 2 )
v 2 = v 1 (π / r 1 2 ) (π / r 2 2 )
v 2 = (22.4 фута / сек) [(3 дюйма) 2 / (4 дюйма) 2 ]
v 2 = 12,6 фута / сек
Таким образом, используя уравнение неразрывности, мы увеличиваем диаметр трубы от От 6 до 8 дюймов скорость потока снизилась с 22,4 до 12,6 футов / сек.
Уравнение неразрывности также может использоваться, чтобы показать, что уменьшение диаметра трубы приведет к увеличению скорости потока.
Пример: уравнение непрерывности — центробежный насос Рисунок 3: Уравнение непрерывностиВходной диаметр насоса охлаждающей жидкости реактора, показанный на рисунке 3, составляет 28 дюймов.в то время как поток на выходе через насос составляет 9200 фунтов / м3. Плотность воды составляет 49 фунт / фут3. Какая скорость на входе в насос?
Решение:
Вход = πr 2 = (3,13) (14 дюймов ((1 фут / 12 дюймов)) 2
= 4,28 фута 2
м ˙ вход = м ˙ выход = 9200 фунтов / с
(ρAv) вход = 9200 фунтов / с
v вход = 9200 фунтов / с / Aρ
= (9200 фунтов / с) / [(4.28 футов 2) (49 фунтов / фут 3 )]
v Вход = 43,9 футов / сек
Приведенный выше пример показывает, что скорость потока в систему такая же, как и вне системы. Та же самая концепция верна, даже если более одного пути потока могут входить или выходить из системы одновременно. Баланс массы просто регулируется, чтобы указать, что сумма всех потоков, входящих в систему, равна сумме всех потоков, покидающих систему, если существуют установившиеся условия. Пример этого физического случая включен в следующий пример.
Пример: уравнение непрерывности — несколько выходов Рисунок 4: Y-образная конфигурация для примера задачиТрубопроводная система имеет Y-образную конфигурацию для разделения потока, как показано на рисунке 4. Диаметр входной ветви составляет 12 дюймов, а диаметры выпускных колен составляют 8 и 10 дюймов. Скорость в 10-дюймовых опорах составляет 10 футов / сек. Поток через основную часть составляет 500 фунтов / м3. Плотность воды 62,4 фунта / фут3. Какова скорость на участке трубы диаметром 8 дюймов?
Решение:
A 8 = π [4 дюйм.(1 фут / 12 дюймов)] 2
= 0,349 фута 2
A 10 = π [5 дюймов (1 фут / 12 дюймов)] 2
= 0,545 фута 2
Σm˙ входов = Σm˙ выходов
m˙ 12 = m˙ 10 + m˙ 8
m˙ 8 = m˙ 12 — m˙ — m˙
(ρAv) 8 = m˙ 12 — (ρAv) 10
v 8 = (m˙ 12 — (ρAv) 10 ) / (ρA) 8
= [(500 фунт / с) — (62.4 фунта / фут3) (0,545 фут2) (10 фут / сек)] / (62,4 фунта / фут3) (0,349 фут 2 )
v 8 = 7,3 фут / сек
Основные положения данной главы кратко изложены на следующей странице.
- Изменения плотности жидкости обратно пропорциональны изменениям температуры.
- Плавучесть — это тенденция тела плавать или подниматься при погружении в жидкость.
- Давление , оказываемое водяным столбом, прямо пропорционально высоте столба и плотности воды.
P = ρ h г / г c
- Закон Паскаля гласит, что давление, приложенное к замкнутой жидкости, передается в ограниченном сосуде системы в неизменном виде.
- Объемный расход — это объем жидкости в единицу времени, проходящий через точку в жидкостной системе.
- Массовый расход — это масса жидкости в единицу времени, проходящая через точку в жидкостной системе.
- Объемный расход рассчитывается как произведение средней скорости жидкости и площади поперечного сечения потока.
V˙ = A v
- Массовый расход рассчитывается как произведение объемного расхода и плотности жидкости.
m˙ = ρ A v
- Принцип сохранения массы гласит, что все массовые расходы в контрольном объеме равны всем массовым расходам из контрольного объема плюс скорость изменения масса в контрольном объеме.
- Для контрольного объема с одним входом и выходом уравнение неразрывности может быть выражено следующим образом:
м˙ на входе = м˙ на выходе
- Для контрольного объема с несколькими входами и выходов уравнение непрерывности:
m входов = m выходов
Режимы потока
Весь поток жидкости классифицируется по одной из двух широких категорий или режимов.Эти два режима потока — ламинарный поток и турбулентный поток. Режим потока, будь то ламинарный или турбулентный, важен при проектировании и работе любой жидкостной системы. Величина гидравлического трения, которая определяет количество энергии, необходимое для поддержания желаемого потока, зависит от режима потока. Это также важно для некоторых приложений, связанных с передачей тепла жидкости.
Ламинарный поток
Ламинарный поток также называют обтекаемым или вязким потоком.Эти термины описывают поток, потому что в ламинарном потоке (1) слои воды текут друг над другом с разными скоростями практически без перемешивания между слоями, (2) частицы жидкости движутся по определенным и наблюдаемым траекториям или линиям тока и (3) ) течение характерно для вязкой (густой) жидкости или является таким, в котором вязкость жидкости играет значительную роль.
Турбулентный поток
Турбулентный поток характеризуется неравномерным движением частиц жидкости. Нет определенной частоты, как в волновом движении.Частицы движутся по неправильным траекториям, без видимого рисунка и определенных слоев.
Профили скорости потока
Не все частицы жидкости движутся по трубе с одинаковой скоростью. Форма кривой скорости (профиль скорости на любом заданном участке трубы) зависит от того, является ли поток ламинарным или турбулентным. Если поток в трубе ламинарный, распределение скорости в поперечном сечении будет параболическим по форме с максимальной скоростью в центре, примерно вдвое превышающей среднюю скорость в трубе.В турбулентном потоке существует довольно равномерное распределение скорости по сечению трубы, в результате чего вся жидкость течет с заданным единственным значением. Рисунок 5 помогает проиллюстрировать вышеизложенные идеи. Скорость жидкости, контактирующей со стенкой трубы, по существу равна нулю и увеличивается по мере удаления от стенки.
Рисунок 5: Профили скорости ламинарного и турбулентного потокаОбратите внимание на рисунок 5, что профиль скорости зависит от состояния поверхности стенки трубы. Более гладкая стенка дает более равномерный профиль скорости, чем грубая стенка трубы.
Средняя (объемная) скорость
Во многих задачах потока жидкости вместо определения точных скоростей в разных местах в одном и том же поперечном сечении потока достаточно позволить одной средней скорости представлять скорость всей жидкости в этой точке в трубе. Это довольно просто для турбулентного потока, поскольку профиль скорости плоский по большей части поперечного сечения трубы. Разумно предположить, что средняя скорость равна скорости в центре трубы.
Если режим потока ламинарный (профиль скорости параболический), все еще существует проблема попытки представить «среднюю» скорость в любом заданном поперечном сечении, поскольку среднее значение используется в уравнениях потока жидкости. Технически это делается с помощью интегрального исчисления. На практике ученик должен использовать среднее значение, равное половине значения средней линии.
Вязкость
Вязкость — это свойство жидкости, которое измеряет сопротивление жидкости деформации из-за силы сдвига.Вязкость — это внутреннее трение жидкости, которое заставляет ее сопротивляться протеканию мимо твердой поверхности или других слоев жидкости. Вязкость также можно рассматривать как меру сопротивления жидкости течению. Густое масло имеет высокую вязкость; вода имеет низкую вязкость. Единица измерения абсолютной вязкости:
µ = абсолютная вязкость жидкости (фунт-сила-сек / фут2).
Вязкость жидкости обычно существенно зависит от температуры жидкости и относительно не зависит от давления.Для большинства жидкостей, когда температура жидкости увеличивается, вязкость жидкости уменьшается. Пример этого можно увидеть в смазочном масле двигателей. Когда двигатель и его смазочное масло холодные, масло очень вязкое или густое. После запуска двигателя и повышения температуры смазочного масла вязкость масла значительно снижается, и масло кажется намного более жидким.
Идеальная жидкость
Идеальная жидкость — это жидкость, которая не сжимается и не имеет вязкости.Идеальных жидкостей на самом деле не существует, но иногда полезно рассмотреть, что случилось бы с идеальной жидкостью в конкретной задаче потока жидкости, чтобы упростить задачу.
Число Рейнольдса
Режим потока (ламинарный или турбулентный) определяется путем оценки числа Рейнольдса потока (см. Рисунок 5). Число Рейнольдса, основанное на исследованиях Осборна Рейнольдса, представляет собой безразмерное число, состоящее из физических характеристик потока. Уравнение 3-7 используется для расчета числа Рейнольдса (N R ) для потока жидкости.
N
R = PvD / мкг c (3-7)где:
N R = число Рейнольдса (без единицы измерения)
v = средняя скорость (фут / сек)
D = диаметр трубы (футы)
µ = абсолютная вязкость жидкости (фунт-сила-сек / фут2)
ρ = массовая плотность жидкости (фунт / фут3)
г c = гравитационная постоянная (32,2 фут-фунт-сила / фунт-сила-сек2) )
Для практических целей, если число Рейнольдса меньше 2000, поток является ламинарным.Если оно больше 3500, поток турбулентный. Потоки с числами Рейнольдса от 2000 до 3500 иногда называют переходными. Большинство жидкостных систем на ядерных установках работают с турбулентным потоком. Числа Рейнольдса можно удобно определить с помощью диаграммы Moody Chart; пример которого приведен в Приложении B. Дополнительные сведения об использовании диаграммы Moody Chart представлены в последующем тексте.
Основные положения этой главы кратко изложены ниже.
• Ламинарный поток Слои воды текут друг над другом с разной скоростью, практически без перемешивания между слоями.Профиль скорости потока для ламинарного потока в круглых трубах имеет параболическую форму с максимальным потоком в центре трубы и минимальным потоком на стенках трубы. Средняя скорость потока составляет примерно половину максимальной скорости.
• Турбулентный поток Поток характеризуется неравномерным движением частиц жидкости. Профиль скорости турбулентного потока довольно плоский в центральной части трубы и быстро падает очень близко к стенкам.Средняя скорость потока примерно равна скорости в центре трубы.
• Вязкость — это свойство жидкости, которое измеряет сопротивление жидкости деформации из-за силы сдвига. Для большинства жидкостей температура и вязкость обратно пропорциональны.
• Идеальная жидкость — это несжимаемая жидкость без вязкости.
• Увеличение числа Рейнольдса указывает на усиление турбулентности потока.
Общее уравнение энергии
Принцип сохранения энергии утверждает, что энергия не может быть ни создана, ни уничтожена.Это эквивалентно Первому закону термодинамики, который использовался для разработки общего уравнения энергии в модуле по термодинамике. Уравнение 3-8 представляет собой формулировку общего уравнения энергии для открытой системы.
Q + (U + PE + KE + PV) вход =
W + (U + PE + KE + PV)
выход + (U + PE + KE + PV) сохраненный (3-8 )где:
Q = тепло (британские тепловые единицы)
U = внутренняя энергия (британские тепловые единицы)
PE = потенциальная энергия (фут-фунт-сила)
KE = кинетическая энергия (фут-фунт-сила)
P = давление ( фунт-сила / фут 2 )
V = объем (фут 3 )
W = работа (фут-фунт-сила)
Упрощенное уравнение Бернулли
Уравнение Бернулли является результатом применения общего уравнения энергии и первого закона термодинамики к системе с установившимся потоком, в которой никакая работа не выполняется с жидкостью или ею, не передается тепло к или от жидкости и не происходит изменений внутренней энергии (т.е., без изменения температуры) жидкости. В этих условиях общее уравнение энергии упрощается до уравнения 3-9.
(PE + KE + PV)
1 = (PE + KE + PV) 2 (3-9)Подставляя соответствующие выражения для потенциальной энергии и кинетической энергии, уравнение 3-9 можно переписать как Equation 3-10.
mgz
1/ g c + mv 1 2/ 2g c + P 1 V 1 = mgz mv 2 2/ 2g c + P 2 V 2 (3-10)где:
m = масса (фунт-метр)
z = высота над ссылка (футы)
v = средняя скорость (фут / сек)
g = ускорение свободного падения (32.17 футов / сек 2 )
gc = гравитационная постоянная, (32,17 фут-фунт / фунт-сила-сек 2 )
Примечание: коэффициент g c требуется только при использовании английской системы измерения и Масса измеряется в фунтах массы. По сути, это коэффициент преобразования, необходимый для непосредственного вывода единиц измерения. Нет необходимости в множителе, если масса измеряется в пробках или если используется метрическая система измерения.
Каждый член в уравнении 3-10 представляет форму энергии, которой обладает движущаяся жидкость (потенциальная, кинетическая энергия и энергия, связанная с давлением).По сути, уравнение физически представляет собой баланс энергий KE, PE, PV, так что если одна форма энергии увеличивается, одна или несколько других уменьшаются, чтобы компенсировать, и наоборот.
Умножение всех членов в уравнении 3-10 на коэффициент gc / mg дает форму уравнения Бернулли, показанного уравнением 3-11.
z
1 + v 1 2 / 2g + P 1 ν 1 g c / g = z 2 + v 2 2 / 2g + P 2 ν 2 г c / г (3-11)Напор
Поскольку единицы для всех различных форм энергии в уравнении 3-11 измеряются в единицах расстояния, эти термины иногда называют «Напоры» (напор, напор скорости и напор).Термин «напор» используется инженерами применительно к давлению. Это ссылка на высоту, обычно в футах, водяного столба, который будет выдерживать данное давление. Каждую из энергий, которыми обладает жидкость, можно выразить через голову. Высота напора представляет потенциальную энергию жидкости из-за ее возвышения над контрольным уровнем. Скоростной напор представляет собой кинетическую энергию жидкости. Это высота в футах, на которую текущая жидкость поднялась бы в столбе, если бы вся ее кинетическая энергия была преобразована в потенциальную.Напор представляет собой энергию потока столба жидкости, вес которой эквивалентен давлению жидкости.
Сумма подъемного напора, скоростного напора и напора жидкости называется общим напором. Таким образом, уравнение Бернулли утверждает, что общий напор жидкости постоянен.
Преобразование энергии в жидкостных системах
Уравнение Бернулли позволяет легко исследовать, как происходит передача энергии между вертикальным, скоростным и напорным напором.Можно исследовать отдельные компоненты трубопроводных систем и определить, какие свойства жидкости изменяются и как это влияет на энергетический баланс.
Если труба, содержащая идеальную жидкость, подвергается постепенному расширению в диаметре, уравнение неразрывности говорит нам, что по мере увеличения диаметра и площади проходного сечения скорость потока должна уменьшаться, чтобы поддерживать тот же массовый расход. Поскольку скорость на выходе меньше скорости на входе, скоростной напор потока должен уменьшаться от входа к выходу.Если труба лежит горизонтально, напор не меняется; следовательно, уменьшение скоростного напора должно быть компенсировано увеличением напора. Поскольку мы рассматриваем идеальную несжимаемую жидкость, удельный объем жидкости не изменится. Единственный способ увеличения напора несжимаемой жидкости — это увеличение давления. Таким образом, уравнение Бернулли показывает, что уменьшение скорости потока в горизонтальной трубе приведет к увеличению давления.
Если труба постоянного диаметра, содержащая идеальную жидкость, подвергается уменьшению отметки, результат будет таким же, но по разным причинам. В этом случае скорость потока и скоростной напор должны быть постоянными, чтобы удовлетворять уравнению неразрывности массы.
Таким образом, уменьшение напора можно компенсировать только увеличением напора. Опять же, жидкость несжимаема, поэтому увеличение напора должно приводить к увеличению давления.
Несмотря на то, что уравнение Бернулли имеет несколько ограничений, существует множество задач с физической жидкостью, к которым оно применяется.Как и в случае сохранения массы, уравнение Бернулли может применяться к задачам, в которых более одного потока могут одновременно входить в систему или выходить из нее. Особо следует отметить тот факт, что задачи последовательной и параллельной системы трубопроводов решаются с помощью уравнения Бернулли.
Пример: уравнение БернуллиПредположим, что поток без трения в длинной горизонтальной конической трубе. Диаметр составляет 2,0 фута на одном конце и 4,0 фута на другом. Напор на меньшем конце составляет 16 футов водяного столба.Если вода течет через этот конус со скоростью 125,6 фут3 / сек, найдите скорости на двух концах и напор на большем конце.
Решение:
V˙ 1 = A 1 v 1
v 1 = V˙ 1 / A 1 v 2 = 911 2 / A 2
v 1 = 125.6 футов 3 / сек / π (1 фут) 2 v 2 = 125,6 футов 3 / сек / π (2 фута) 2
v 1 = 40 футов / с v 2 = 10 футов / с
z 1 + v 1 2 / 2g + P 1 ν 1 g c / g = z 2 + v 2 2 / 2g + P 2 ν 2 g c / g
P 2 ν 2 g c / g = P 1 ν 1 g c / g + (z 1 — z 2 ) + (v 1 2 — v 2 2 ) / 2g
= 16 футов + 0 футов + [(40 футов / сек) 2 — (10 футов / сек) 2 /2 (32.17 фут-фунт-сила / фунт-сила — сек 2 )]
= 39,3 фута
Ограничения упрощенного уравнения Бернулли
Практическое применение упрощенного уравнения Бернулли к реальным трубопроводным системам невозможно из-за двух ограничений. Одно серьезное ограничение уравнения Бернулли в его нынешней форме состоит в том, что при решении проблем трубопроводов недопустимо жидкое трение. Следовательно, уравнение 3-10 применимо только к идеальным жидкостям. Однако в действительности общий напор жидкости не может быть полностью перенесен из одной точки в другую из-за трения.Учет этих потерь напора даст гораздо более точное описание того, что происходит физически. Это особенно верно, потому что одна из задач насоса в гидравлической системе — преодолеть потери давления из-за трения трубы.
Второе ограничение в уравнении Бернулли состоит в том, что нельзя выполнять какую-либо работу с жидкостью или с ней. Это ограничение предотвращает анализ двух точек в потоке жидкости, если между двумя точками существует насос. Поскольку большинство проточных систем включает насосы, это существенное ограничение.К счастью, упрощенное уравнение Бернулли можно модифицировать таким образом, чтобы удовлетворительно учитывать потери напора и работу насоса.
Расширенное Бернулли
Уравнение Бернулли можно модифицировать, чтобы учесть прирост и потерю напора. Полученное уравнение, называемое расширенным уравнением Бернулли, очень полезно при решении большинства задач потока жидкости. Фактически, расширенное уравнение Бернулли, вероятно, используется больше, чем любое другое уравнение потока жидкости. Уравнение 3-12 является одной из форм расширенного уравнения Бернулли.
z
1 + v 1 2 / 2g + P 1 ν 1 g c / g + H p = z 2 + v 2 2 / 2g + P 2 ν 2 g c / g + H f (3-12)где:
z = высота над исходным уровнем (футы)
v = средняя скорость жидкости ( фут / сек)
P = давление жидкости (фунт-сила / фут 2 )
ν = удельный объем жидкости (фут 3 / фунт)
л.с. = напор, добавляемый насосом (фут)
Hf = потеря напора из-за гидравлического трения (футы)
g = ускорение свободного падения (фут / сек 2 )
Потеря напора из-за гидравлического трения (Hf) представляет собой энергию, используемую для преодоления трения, вызванного стенками трубка.Хотя это представляет собой потерю энергии с точки зрения потока текучей среды, обычно это не означает значительную потерю общей энергии текучей среды. Это также не нарушает закон сохранения энергии, поскольку потеря напора из-за трения приводит к эквивалентному увеличению внутренней энергии (u) жидкости. Эти потери являются наибольшими, когда жидкость протекает через входы, выходы, насосы, клапаны, фитинги и любые другие трубопроводы с шероховатой внутренней поверхностью.
Большинство методов оценки потери напора из-за трения являются эмпирическими (основанными почти исключительно на экспериментальных данных) и основаны на константе пропорциональности, называемой коэффициентом трения (f), который будет обсуждаться в следующем разделе.
Пример: Extended BernoulliВода перекачивается из большого резервуара в точку на 65 футов выше резервуара. Сколько футов напора должно быть добавлено насосом, если через 6-дюймовую трубу течет 8000 фунтов / час, а потеря напора на трение составляет 2 фута? Плотность жидкости составляет 62,4 фунта / фут3, а площадь поперечного сечения 6-дюймовой трубы составляет 0.2006 футов 2 .
Решение:
Чтобы использовать модифицированную форму уравнения Бернулли, ориентиры выбираются на поверхности резервуара (точка 1) и на выходе из трубы (точка 2).Давление на поверхности резервуара такое же, как давление на выходе из трубы, то есть атмосферное давление. Скорость в точке 1 будет практически равна нулю.
Использование уравнения массового расхода для определения скорости в точке 2:
м˙ 2 = ρ A 2 v 2
v 2 = m˙ 2 / ρ A 2
v 2 = 8000 фунтов / час / (62,4 фунта / фут 3 ) 0,2006 футов 2
v 2 = 639 футов / час (1 час / 3600 с)
v 2 = 0.178 фут / с
z 1 + v 1 2 / 2g + P 1 ν 1 g c / g + H p = z 2 + v 2 2 / 2g + P 2 ν 2 g c / g + H f
H p = (z 2 — z 1 ) + (v 2 2 — v 1 2 ) / 2g + (P 2 — P 1 ) ν (g c / g) + H f
H p = 65 футов + [(0.178 фут / сек) 2 — (фут / сек) 2 ] / [2 (32,17 фут-фунт / фунт-сила-сек 2 )] + 0 футов + 2 фута
H p = 67 футов [/ box]
Следует отметить, что решение этой примерной задачи имеет числовое значение, которое «имеет смысл» из данных, приведенных в задаче. Общее увеличение напора на 67 футов в основном связано с увеличением оценки на 65 футов и увеличением напора трения на 2 фута.
Применение уравнения Бернулли к трубке Вентури
Многие компоненты установки, такие как трубка Вентури, могут быть проанализированы с использованием уравнения Бернулли и уравнения неразрывности.Вентури — это устройство для измерения расхода, которое состоит из постепенного сжатия, за которым следует постепенное расширение. Пример трубки Вентури показан на рисунке 6. Измеряя перепад давления между входом трубки Вентури (точка 1) и горловиной трубки Вентури (точка 2), можно определить скорость потока и массовый расход на основе формулы Бернулли. уравнение.
Рис. 6. Измеритель ВентуриУравнение Бернулли утверждает, что общий напор потока должен быть постоянным. Так как высота не изменяется значительно, если вообще не изменяется между точками 1 и 2, высота напора в этих двух точках будет по существу одинакова и будет исключена из уравнения.Таким образом, уравнение Бернулли упрощается до уравнения 3-13 для трубки Вентури.
v
1 2 / 2g + P 1 ν 1 g c / g = v 2 2 / 2g + P 2 ν 2 g c / g (3-13)Применение уравнения неразрывности к точкам 1 и 2 позволяет нам выразить скорость потока в точке 1 как функцию скорости потока в точке 2 и отношения двух областей потока.
ρ 1 A 1 v 1 = ρ 2 A 2 v 2
v 1 = ρ 2 A 2 v 1 / A 1
v 1 = v 2 A 2 / A 1
Использование алгебры для преобразования уравнения 3-13 и замена вышеприведенного результата на v 1 позволяет нам решить для v 2 .
v 2 2 — v 1 2 / 2g = (P 1 –P 2 ) ν g c / g
v 2 2 — (v 2 A 2 / A 1 ) 2 = (P 1 — P 2 ) 2 ν g c
v 2 2 (1 — (A 2 / A 1 ) 2 ) = (P 1 — P 2 ) 2 ν g c
v 2 2 = (P 1 — P 2 ) 2 ν g c / (1 — (A2 / A1) 2 )
v 2 = √ [(P 1 — P 2 ) 2 ν g c / (1 — (A2 / A1) 2 )]
v 2 = √ (P 1 — P 2 ) √ [2 ν g c / (1 — (A2 / A1) 2 )]
Следовательно, скорость потока в горловине трубки Вентури и объемный расход являются прямыми y пропорционально квадратному корню из перепада давления.
Давления на участке выше по потоку и в горловине являются фактическими давлениями, а скорости из уравнения Бернулли без потерь являются теоретическими скоростями. Когда потери учитываются в уравнении энергии, скорости являются фактическими скоростями. Во-первых, с помощью уравнения Бернулли (то есть без члена потери напора) получается теоретическая скорость в горловине. Затем умножив это на коэффициент Вентури (C v ), который учитывает потери на трение и равен 0.98 для большинства Вентури получается фактическая скорость. Фактическая скорость, умноженная на фактическую площадь горловины, определяет фактический объемный расход нагнетания.
Падение давления P 1 — P 2 через трубку Вентури можно использовать для измерения расхода с помощью U-образного манометра, как показано на рисунке 6. Показание R ‘манометра пропорционально падению давления и, следовательно, скорости жидкости.
Основные положения этой главы кратко изложены ниже.
• Краткое изложение уравнения Бернулли
• Уравнение Бернулли представляет собой приложение Первого закона термодинамики.
• Уравнение Бернулли представляет собой приложение общего уравнения энергии к системе с установившимся потоком, в которой никакая работа не выполняется с жидкостью или жидкостью, тепло не передается к жидкости или от нее, и не происходит никаких изменений во внутренней энергии жидкости.
• Напор — это термин, используемый для описания давления, оказываемого на жидкость или со стороны жидкости.
• Поскольку жидкость течет в системе трубопроводов, изменения высоты, скорости и напора должны быть согласованными, чтобы удовлетворялось уравнение Бернулли.
• Уравнение Бернулли можно модифицировать, чтобы учесть потери на трение и работу насоса.
• Вентури можно использовать для определения массового расхода из-за изменений давления и скорости жидкости.
• Объемный расход через трубку Вентури прямо пропорционален квадратному корню из перепада давления между входом трубки Вентури и ее горловиной.
Потеря напора
Потеря напора — это мера уменьшения общего напора (сумма подъемного напора, скоростного напора и напора) жидкости при ее движении через жидкостную систему. В реальных жидкостях потеря напора неизбежна. Это происходит из-за: трения между жидкостью и стенками трубы; трение между соседними частицами жидкости при их движении относительно друг друга; и турбулентность, вызываемая всякий раз, когда поток перенаправляется или каким-либо образом влияет на такие компоненты, как входы и выходы трубопроводов, насосы, клапаны, редукторы потока и фитинги.
Потери на трение — это часть общей потери напора, которая возникает, когда жидкость течет по прямым трубам. Потеря напора для потока жидкости прямо пропорциональна длине трубы, квадрату скорости жидкости и члену, учитывающему трение жидкости, называемому коэффициентом трения. Потеря напора обратно пропорциональна диаметру трубы.
Потеря напора ∝ f Lv 2 / D
Коэффициент трения
Коэффициент трения, как было установлено, зависит от числа Рейнольдса для потока и степени шероховатости внутренней поверхности трубы.
Величина, используемая для измерения шероховатости трубы, называется относительной шероховатостью, которая равна средней высоте неровностей поверхности (ε), деленной на диаметр трубы (D).
Относительная шероховатость = ε / D
Значение коэффициента трения обычно получают из диаграммы Moody Chart (Рисунок A). Диаграмму Moody Chart можно использовать для определения коэффициента трения на основе числа Рейнольдса и относительной шероховатости.
Рисунок A: Moody Chart Пример:Определите коэффициент трения (f) для потока жидкости в трубе, имеющей число Рейнольдса 40 000 и относительную шероховатость 0.01.
Решение:
Используя диаграмму Moody Chart, число Рейнольдса 40 000 пересекает кривую, соответствующую относительной шероховатости 0,01 при коэффициенте трения 0,04.
Уравнение Дарси
Потери напора на трение могут быть рассчитаны с использованием математической зависимости, известной как уравнение Дарси для потери напора. Уравнение принимает две различные формы. Первая форма уравнения Дарси определяет потери в системе, связанные с длиной трубы.
H
r = f L v 2 / D 2 g (3-14)где:
f = коэффициент трения (без единицы измерения)
L = длина трубы (футы)
D = диаметр длины трубы (футы)
v = скорость жидкости (фут / сек)
g = ускорение свободного падения (фут / сек 2 )
Пример:Уравнение потери напора Дарси Труба длиной 100 футов и диаметром 20 дюймов содержит воду при температуре 200 ° F, текущую с массовым расходом 700 фунтов / м3.Вода имеет плотность 60 фунтов / фут 3 и вязкость 1,978 x 10 -7 фунт-сила-сек / фут 2 . Относительная шероховатость трубы 0,00008. Рассчитайте потерю напора для трубы.
Решение:
Последовательность шагов, необходимых для решения этой проблемы, заключается в том, чтобы сначала определить скорость потока. Во-вторых, используя скорость потока и заданные свойства жидкости, вычислите число Рейнольдса. В-третьих, определите коэффициент трения по числу Рейнольдса и относительной шероховатости.Наконец, используйте уравнение Дарси, чтобы определить потерю напора.
m˙ = ρ A v
v = m˙ / ρ A
= (700 фунт / сек) / (60 фунт / фут 3 ) π (10 дюймов) 2 (1 фут 2 / 144 дюйма 2)
v = 5,35 фут / сек
N R = ρ v D / мкг c
N R = (60 фунтов / фут 3 ) (5,35 футов / с) (20 дюймов) (1 фут / 12 дюймов) / (1,978 x 10 -7 фунт-сила-с / фут 2 ) (32,17 фут-фунт-сила / фунт-сила-сила-с 2) =
N R = 8.4 x 10 7
Используйте диаграмму Moody для числа Рейнольдса 8,4 x 10 7 и относительной шероховатости 0,00008.
f = 0,012
H f = f (L / D) (v 2 / 2g)
H f = (o.o12) [100 футов / (20 дюймов) (1 фут / 12 дюймов) )] * (5,35 фут / сек) 2 /(2)(32,17 фут / сек 2 )
H f = 0,32 фута
Незначительные потери
Потери, возникающие в трубопроводах из-за изгибов, локти, суставы, клапаны и т. д.иногда называют незначительными потерями. Это неправильное название, потому что во многих случаях эти потери более важны, чем потери из-за трения трубы, рассмотренные в предыдущем разделе. Для всех незначительных потерь в турбулентном потоке потеря напора изменяется пропорционально квадрату скорости. Таким образом, удобный метод выражения незначительных потерь потока — это коэффициент потерь (k). Значения коэффициента потерь (k) для типичных ситуаций и арматуры можно найти в стандартных справочниках. Форма уравнения Дарси, используемого для расчета незначительных потерь отдельных компонентов жидкостной системы, выражается уравнением 3-15.
H
f = kv 2 / 2g (3-15)Эквивалентная длина трубопровода
Незначительные потери могут быть выражены через эквивалентную длину (Leq) трубы, которая будет иметь такую же потерю напора для такая же скорость нагнетаемого потока. Эту взаимосвязь можно найти, установив две формы уравнения Дарси равными друг другу.
f L v 2 / D 2g = kv 2 / 2g
Это дает два полезных соотношения
L
eq = k D / f (3-16)k = f L
eq / D (3-17)Типичные значения L eq / D для общих компонентов трубопроводной системы перечислены в таблице 1.Эквивалентная длина трубопровода, которая вызовет такую же потерю напора, как и конкретный компонент, может быть определена путем умножения значения L экв. / D для этого компонента на диаметр трубы. Чем выше значение L eq / D, тем длиннее эквивалентная длина трубы.
Таблица 1: Типичные значения Leq / D Пример:Полностью открытая задвижка находится в трубе диаметром 10 дюймов. Какая эквивалентная длина трубы вызовет такую же потерю напора, как и задвижка?
Решение:
Из таблицы 1 мы находим, что значение L экв. / D для полностью открытой задвижки равно 10.
L eq = (L / D) D
= 10 (10 дюймов)
= 100 дюймов
Добавляя эквивалентные длины всех компонентов к фактической длине трубы в системе, мы можем получить L экв. значение для всей системы трубопроводов.
Основные положения этой главы кратко изложены ниже.
• Потеря напора — это уменьшение общего напора (сумма потенциального напора, скоростного напора и напора) жидкости, вызванное трением, присутствующим при движении жидкости.
• Потери на трение — это часть общей потери напора, которая возникает, когда жидкость течет по прямым трубам.
• Незначительные потери — это потери напора, возникающие из-за изгибов, колен, соединений, клапанов и других компонентов. Каждый раз, когда поток изменяет направление или изменяется площадь поперечного сечения, он испытывает потерю напора.
• Коэффициент трения для потока жидкости можно определить с помощью диаграммы Moody Chart, если можно определить относительную шероховатость трубы и число Рейнольдса потока.
• Уравнение Дарси можно использовать для расчета потерь на трение.
• Для расчета незначительных потерь можно использовать специальную форму уравнения Дарси.
• Длину трубы, которая может вызвать такую же потерю напора, как у клапана или фитинга, можно определить, умножив значение L / D для компонента, указанного в справочниках или руководствах поставщиков, на диаметр трубы.
Принудительная и естественная циркуляция
В предыдущих главах, посвященных потоку жидкости, было объяснено, что каждый раз, когда жидкость течет, возникает некоторое трение, связанное с движением, которое вызывает потерю напора.Было отмечено, что эта потеря напора обычно компенсируется в системах трубопроводов насосами, которые действительно работают с жидкостью, компенсируя потерю напора из-за трения. Циркуляция жидкости в системах с помощью насосов обозначается как принудительная циркуляция .
Некоторые жидкостные системы можно спроектировать таким образом, чтобы не было необходимости в насосах для обеспечения циркуляции. Напор, необходимый для компенсации потерь напора, создается градиентами плотности и перепадами высоты.Поток, возникающий в этих условиях, называется естественной циркуляцией .
Тепловая приводная головка
Тепловая приводная головка — это сила, которая вызывает естественную циркуляцию. Это вызвано разницей в плотности между двумя телами или областями жидкости.
Рассмотрим два равных объема жидкости одного и того же типа. Если два объема имеют разную температуру, тогда объем с более высокой температурой также будет иметь более низкую плотность и, следовательно, меньшую массу.Поскольку объем при более высокой температуре будет иметь меньшую массу, на него также будет оказываться меньшая сила тяжести. Эта разница в силе тяжести, действующей на жидкость, будет приводить к тому, что более горячая жидкость поднимается, а более холодная жидкость опускается.
Этот эффект наблюдается во многих местах. Один из примеров — воздушный шар. Сила, заставляющая воздушный шар подниматься вверх, является результатом разницы в плотности между горячим воздухом внутри воздушного шара и более холодным воздухом, окружающим его.
Тепло, добавляемое воздуху в воздушном шаре, добавляет энергию молекулам воздуха. Движение молекул воздуха увеличивается, и молекулы воздуха занимают больше места. Молекулы воздуха внутри воздушного шара занимают больше места, чем такое же количество молекул воздуха вне воздушного шара. Это означает, что горячий воздух менее плотный и легкий, чем окружающий воздух. Поскольку воздух в воздушном шаре менее плотный, сила тяжести оказывает на него меньшее влияние. В результате воздушный шар весит меньше окружающего воздуха.Гравитация вытягивает более холодный воздух в пространство, занимаемое воздушным шаром. Движение более холодного воздуха вниз выталкивает воздушный шар из ранее занятого пространства, и он поднимается.
Условия, необходимые для естественной циркуляции
Естественная циркуляция будет иметь место только при наличии правильных условий. Даже после того, как естественное кровообращение началось, устранение любого из этих условий приведет к остановке естественного кровообращения. Условия естественной циркуляции следующие.
1. Существует разница температур (имеется источник тепла и радиатор).
2. Источник тепла находится ниже радиатора.
3. Жидкости должны контактировать друг с другом.
Должны быть два тела жидкости с разными температурами. Это также может быть одно тело жидкости с участками с разной температурой. Разница в температуре необходима для разницы в плотности жидкости. Разница в плотности является движущей силой естественного циркуляционного потока.
Для продолжения естественной циркуляции необходимо поддерживать разницу температур. Добавление тепла от источника тепла должно происходить в зоне с высокой температурой. В области низких температур должен существовать непрерывный отвод тепла радиатором. В противном случае температуры в конечном итоге выровнялись бы, и дальнейшая циркуляция прекратилась.
Источник тепла должен располагаться ниже радиатора. Как показано на примере воздушного шара, более теплая жидкость менее плотна и имеет тенденцию подниматься, а более холодная жидкость более плотная и имеет тенденцию опускаться.Чтобы воспользоваться преимуществом естественного движения теплых и холодных жидкостей, источник тепла и радиатор должны находиться на нужной высоте.
Две области должны соприкасаться, чтобы был возможен поток между ними. Если путь потока заблокирован или заблокирован, естественная циркуляция невозможна.
Пример охлаждения с естественной циркуляцией
Естественная циркуляция часто является основным средством охлаждения реакторов бассейнового типа и облученных тепловыделяющих сборок, хранящихся в бассейнах с водой после извлечения из реактора.Источником тепла является тепловыделяющая сборка. Радиатор — это основная часть воды в бассейне.
Вода в нижней части тепловыделяющей сборки поглощает энергию, генерируемую сборкой. Температура воды повышается, а плотность уменьшается. Сила тяжести втягивает более холодную (более плотную) воду в нижнюю часть узла, вытесняя более теплую воду. Более теплая (более легкая) вода вынуждена уступить свое место более холодной (более тяжелой) воде. Более теплая (более легкая) вода поднимается выше в сборке. По мере продвижения воды по длине сборки она поглощает больше энергии.Вода становится все светлее и светлее, непрерывно выталкиваясь вверх более плотной водой, движущейся под ней. В свою очередь, более холодная вода поглощает энергию от узла и также вынуждена подниматься по мере продолжения естественного циркуляционного потока. Вода, выходящая из верхней части топливной сборки, отдает свою энергию, смешиваясь с большей частью воды в бассейне. Основная часть воды в бассейне обычно охлаждается путем циркуляции через теплообменники в отдельном процессе.
Расход и разница температур
Тепловая приводная головка, которая вызывает естественную циркуляцию, возникает из-за изменения плотности, вызванного разницей температур.Как правило, чем больше разница температур между горячей и холодной областями жидкости, тем больше тепловая приводная головка и результирующая скорость потока. Однако рекомендуется держать горячую жидкость переохлажденной, чтобы предотвратить изменение фазы. Можно иметь естественную циркуляцию в двухфазном потоке, но, как правило, поддерживать поток труднее.
Для индикации или проверки естественной циркуляции могут использоваться различные параметры. Это зависит от типа растения.Например, для реактора с водой под давлением (PWR) выбранные параметры системы охлаждения реактора (RCS), которые будут использоваться, следующие.
1. RCS ∆T (T Hot — T Cold ) должен составлять 25–80% от значения полной мощности и должен быть постоянным или медленно уменьшаться. Это указывает на то, что остаточное тепло удаляется из системы с достаточной скоростью для поддержания или снижения внутренней температуры.
2. Температура горячих и холодных ног RCS должна быть постоянной или медленно снижаться. Опять же, это указывает на то, что тепло удаляется, а тепловая нагрузка распада, как и ожидалось, уменьшается.
3. Давление пара парогенератора (давление вторичного контура) должно соответствовать температуре RCS. Это подтверждает, что парогенератор отводит тепло от охлаждающей жидкости RCS.
Если естественная циркуляция для PWR происходит или неизбежна, можно выполнить несколько действий, чтобы обеспечить или улучшить возможности охлаждения активной зоны. Во-первых, уровень в компенсаторе давления может поддерживаться выше 50%. Во-вторых, поддерживайте переохлаждение RCS на уровне 15 o F или выше.
Оба эти действия помогут предотвратить образование паровых карманов в RCS, где они ограничат поток RCS.В-третьих, поддерживайте уровень воды в парогенераторе ≥ нормального диапазона. Это обеспечивает соответствующий теплоотвод, чтобы гарантировать, что отвод тепла будет достаточным для предотвращения закипания RCS.
Основные положения этой главы перечислены ниже.
• Естественный циркуляционный поток — это циркуляция жидкости без использования механических устройств.
• Принудительный циркуляционный поток — это циркуляция жидкости в системе с помощью насосов.
• Тепловая приводная головка является движущей силой для естественной циркуляции, вызванной разницей в плотности между двумя областями жидкости.
• Для поддержания естественной циркуляции необходимы три элемента:
- Должны быть теплоотвод и источник тепла.
- Источник тепла должен располагаться под радиатором.
- Между теплой и холодной жидкостью должны существовать пути потока.
• Как правило, чем больше разница температур, тем выше расход естественной циркуляции.
• Естественная циркуляция в PWR может быть проверена путем мониторинга:
- RCS ∆T — 25% -80% значение полной мощности
- T Hot / T Cold — постоянно или медленно снижение
- Давление пара S / G — отслеживание температуры RCS
• Естественная циркуляция в PWR может быть увеличена за счет:
- поддерживать уровень компенсатора давления> 50%
- поддерживать RCS ≥ 15o F переохлаждение. .В некоторых важных местах в системах потока жидкости происходит одновременный поток жидкой воды и пара, известный как двухфазный поток. Этих простых соотношений, используемых для анализа однофазного потока, недостаточно для анализа двухфазного потока.
Существует несколько методов, используемых для прогнозирования потери напора из-за трения жидкости для двухфазного потока. Трение двухфазного потока больше, чем трение однофазного потока, при тех же размерах трубопровода и массовом расходе. Разница, по-видимому, зависит от типа потока и является результатом увеличения скорости потока.Потери на двухфазное трение экспериментально определяются путем измерения перепада давления на различных элементах трубопровода.
Двухфазные потери обычно связаны с однофазными потерями через те же элементы. Один принятый метод определения потерь на двухфазное трение на основе однофазных потерь включает множитель двухфазного трения (R), который определяется как отношение двухфазных потерь напора к потерям напора, оцененным с использованием насыщенного жидкие свойства.
R = H
f, двухфазный / H f, насыщенная жидкость (3-18)где:
R = двухфазный множитель трения (без единиц)
H f, два -фаза = двухфазная потеря напора из-за трения (футы)
H f, насыщенная жидкость = однофазная потеря напора из-за трения (футы)
Множитель трения (R) оказался намного выше при более низких давлениях, чем при более высоких давлениях.Двухфазная потеря напора может быть во много раз больше, чем однофазная потеря напора.
Хотя для моделей двухфазного потока использовалось множество названий, мы определим только три типа потока. Используемые схемы потока определены следующим образом:
1. Пузырьковый поток: происходит рассеяние пузырьков пара в непрерывном потоке жидкости.
2. Пробковый поток: в пузырьковом потоке пузырьки растут за счет слияния и в конечном итоге становятся того же диаметра, что и труба. При этом образуются типичные пузыри пулевидной формы, характерные для снарядного режима.
3. Кольцевой поток: теперь жидкость распределяется между жидкой пленкой, текущей вверх по стенке, и дисперсией капель, текущих в паровом ядре потока.
Нестабильность потока
Нестабильный поток может возникать в виде колебаний потока или его реверсирования. Колебания потока — это изменения потока из-за образования пустот или механических препятствий при проектировании и производстве. Колебания потока в одном канале теплоносителя реактора иногда вызывают колебания потока в окружающих каналах теплоносителя из-за перераспределения потока.Колебания потока нежелательны по нескольким причинам. Во-первых, устойчивые колебания потока могут вызывать нежелательную вынужденную механическую вибрацию компонентов. Это может привести к выходу этих компонентов из строя из-за усталости. Во-вторых, колебания потока могут вызвать проблемы управления системой, имеющие особое значение в ядерных реакторах с жидкостным охлаждением, поскольку теплоноситель также используется в качестве замедлителя. В-третьих, колебания потока влияют на характеристики местного теплообмена и кипения. В ходе испытаний было обнаружено, что критический тепловой поток (CHF), необходимый для отклонения от пузырькового кипения (DNB), может быть снижен на целых 40%, когда поток колеблется.Это сильно снижает тепловой предел и плотность мощности по длине активной зоны реактора. Опять же, посредством испытаний было обнаружено, что колебания потока не являются серьезной проблемой для некоторых реакторов с водой под давлением, если мощность не превышает 150% для нормальных условий потока. Колебания потока могут быть проблемой во время операций с естественной циркуляцией из-за присутствующих низких скоростей потока.
Во время естественной циркуляции пузырьки пара, образующиеся при колебаниях потока, могут иметь достаточно влияния, чтобы фактически вызвать полное реверсирование потока в затронутом канале.
И колебания потока, и реверсирование потока приводят к очень нестабильному состоянию, поскольку паровые покровы, образующиеся на нагретых поверхностях, напрямую влияют на способность отводить тепло от этих поверхностей.
Штыревой патрубок
В случае разрыва трубы сила реакции, создаваемая высокоскоростной струей жидкости, может вызвать смещение трубопровода и серьезное повреждение компонентов, контрольно-измерительных приборов и оборудования в зоне разрыва. Эта характеристика аналогична необслуживаемому садовому шлангу или пожарному шлангу, который непредсказуемо «хлестает».Этот тип отказа анализируется, чтобы свести к минимуму повреждение, если бы труба изгибалась поблизости от оборудования, связанного с безопасностью.
Гидравлический удар
Гидравлический удар — это ударная волна жидкости, возникающая в результате внезапного начала или остановки потока. На него влияют начальное давление в системе, плотность жидкости, скорость звука в жидкости, эластичность жидкости и трубы, изменение скорости жидкости, диаметр и толщина трубы и клапана. рабочее время.
Во время закрытия клапана кинетическая энергия движущейся жидкости преобразуется в потенциальную энергию. Эластичность жидкости и стенки трубы создает волну положительного давления, направленную к источнику жидкости. Когда эта волна достигнет источника, масса жидкости будет в покое, но под огромным давлением. Сжатая жидкость и растянутые стенки трубы теперь начнут выпускать жидкость из трубы обратно к источнику и вернуться к статическому давлению источника. Это выделение энергии сформирует еще одну волну давления, возвращающуюся к клапану.Когда эта ударная волна достигает клапана, из-за импульса жидкости стенка трубы начинает сокращаться. Это сжатие передается обратно источнику, в результате чего давление в трубопроводе ниже статического давления источника. Эти волны давления будут перемещаться вперед и назад несколько раз, пока трение жидкости не демпфирует переменные волны давления до статического давления источника. Обычно весь процесс молота занимает менее одной секунды.
Первоначальный толчок внезапной остановки потока может вызвать переходные изменения давления, превышающие статическое давление.Если клапан закрывается медленно, потеря кинетической энергии будет постепенной. Если его закрыть быстро, потеря кинетической энергии будет очень быстрой. Из-за быстрой потери кинетической энергии возникает ударная волна. Ударная волна, вызванная гидравлическим ударом, может иметь достаточную силу, чтобы вызвать физическое повреждение трубопроводов, оборудования и персонала. Гидравлический удар в трубах, как известно, срывает опоры труб с их креплений, разрывает трубопроводы и вызывает биение труб.
Скачок давления
Скачок давления — это результирующий быстрый рост давления выше статического, вызванный гидроударами.Максимальный всплеск давления будет в момент изменения расхода и определяется следующим уравнением.
∆P = ρ c ∆v / g c
где:
∆P = скачок давления (фунт-сила / фут 2 )
ρ = плотность жидкости (фунт / фут 3 )
c = Скорость волны давления (фут / сек) (Скорость звука в жидкости)
∆v = Изменение скорости жидкости (фут / сек)
gc = Гравитационная постоянная 32.17 (фунт-фут / фунт-сила-сек 2 )
Пример:Скачок давления Вода плотностью 62,4 фунт / фут 3 и давлением 120 фунтов на кв. Дюйм течет по трубе со скоростью 10 футов / сек. Скорость звука в воде 4780 футов / сек. Внезапно закрылся обратный клапан. Какое максимальное давление жидкости в фунтах на квадратный дюйм?
Раствор
P Макс = P статический + ΔP Spike
P Макс = 120 фунт-сила / дюйм 2 + ρ c ΔV / g c 13
9000 = 120 фунт-сила / дюйм 2 + (62.4 фунта / фут 3 ) (4780 фут / с) (10 футов / с) / (32,17 фунт-фут / фунт-сила-с 2 )P Макс. = 120 фунт-сила / дюйм 2 + 64,3 фунт-силы / в 2
P Макс = 76,3 фунта / кв. дюйм
Паровой молот
Паровой молот похож на гидравлический молот, за исключением того, что он предназначен для паровой системы. Паровой молот — это газовая ударная волна, возникающая в результате внезапного запуска или остановки потока. Паровой молот не так силен, как гидравлический, по трем причинам:
1.Сжимаемость пара гасит ударную волну
2. Скорость звука в паре составляет примерно одну треть скорости звука в воде.
3. Плотность пара примерно в 1600 раз меньше плотности воды.
Проблемы, связанные с паропроводом, включают термический удар и водяные пробки (то есть конденсацию в паровой системе) в результате неправильного нагрева.
Операционные соображения
Гидравлический и паровой молот — не редкость на промышленных предприятиях.Изменения расхода в трубопроводных системах должны производиться медленно, что является частью надлежащей практики оператора. Чтобы предотвратить гидравлический и паровой удар, операторы должны обеспечить надлежащую вентиляцию жидкостных систем и обеспечить надлежащий слив газовых или паровых систем во время запуска. Если возможно, инициируйте запуск насоса при закрытом нагнетательном клапане и медленно откройте нагнетательный клапан, чтобы запустить поток в системе. Если возможно, запускайте насосы меньшей производительности перед насосами большей производительности. По возможности используйте клапаны разогрева вокруг запорных клапанов основного потока.Если возможно, закройте нагнетательные клапаны насоса перед остановкой насосов. Периодически проверяйте правильность работы влагоуловителей и воздухоотводчиков во время работы.
Основные положения этой главы кратко изложены ниже.
Комбинация жидкости и пара, протекающей по трубе, называется двухфазным потоком.
Типы двухфазного потока включают:
• Пузырьковый поток: происходит диспергирование пузырьков пара в непрерывном потоке жидкости.
• Пробковый поток: пузырьки растут за счет слияния и в конечном итоге становятся того же диаметра, что и труба, образуя пузырьки в форме пули.
• Кольцевой поток: жидкость распределяется между жидкой пленкой, текущей вверх по стенке, и дисперсией капель, текущей в паровой сердцевине потока.
Колебания и нестабильность основного потока могут вызвать:
• нежелательную механическую вибрацию компонентов.
• уменьшение теплового потока, необходимого для возникновения DNB.
• прерывание фактического циркуляционного потока.
Колебания и нестабильность потока могут возникать в следующих условиях:
• сердечник находится вне расчетных условий, мощность> 150%
• механический отказ, вызывающий закупорку потока
• недостаточное охлаждение активной зоны во время естественная циркуляция, при которой происходит кипение
Изгиб трубы — это смещение трубопровода, создаваемое реакционными силами высокоскоростной струи жидкости после разрыва трубы.
Гидравлический удар — это ударная волна жидкости, возникающая в результате внезапного начала или остановки потока.
Преобразование энергии в центробежном насосе
Жидкость, поступающая в центробежный насос, сразу же направляется в зону низкого давления в центре или в проушине рабочего колеса. При вращении крыльчатки и лопастей они передают импульс поступающей жидкости. Передача количества движения движущейся жидкости увеличивает скорость жидкости. По мере увеличения скорости жидкости увеличивается ее кинетическая энергия.Жидкость с высокой кинетической энергией вытесняется из области рабочего колеса и попадает в улитку.
Улитка — это область с постоянно увеличивающейся площадью поперечного сечения, предназначенная для преобразования кинетической энергии жидкости в давление жидкости. Механизм этого преобразования энергии такой же, как и для дозвукового потока через расширяющуюся часть сопла. Математический анализ потока через улитку основан на общем уравнении энергии, уравнении неразрывности и уравнении, связывающем внутренние свойства системы.Ключевыми параметрами, влияющими на преобразование энергии, являются увеличивающаяся площадь поперечного сечения улитки, более высокое противодавление системы на выходе улитки и несжимаемый дозвуковой поток жидкости. В результате взаимозависимости этих параметров поток жидкости в улитке, аналогичный дозвуковому потоку в расширяющемся сопле, испытывает уменьшение скорости и увеличение давления.
Рабочие характеристики центробежного насоса
Рис. 7: Типичные характеристики центробежного насоса КриваяОбычно центробежный насос создает относительно небольшое повышение давления в жидкости.Это повышение давления может составлять от нескольких десятков до нескольких сотен фунтов на квадратный дюйм в центробежном насосе с одноступенчатым рабочим колесом. Термин PSID (фунт-сила на квадратный дюйм дифференциала) эквивалентен ∆P. В данном контексте это разница давлений на всасывании и нагнетании насоса. PSID также можно использовать для описания перепада давления в компоненте системы (сетчатые фильтры, фильтры, теплообменники, клапаны, деминерализаторы и т. Д.). Когда центробежный насос работает с постоянной скоростью, увеличение противодавления системы на текущий поток приводит к уменьшению величины объемной скорости потока, которую центробежный насос может поддерживать.
Анализ взаимосвязи между объемным расходом (), который центробежный насос V˙ может поддерживать, и перепадом давления в насосе (∆Ppump) основан на различных физических характеристиках насоса и жидкости в системе. Переменные, оцениваемые инженерами-конструкторами для определения этой взаимосвязи, включают эффективность насоса, мощность, подаваемую на насос, скорость вращения, диаметр рабочего колеса и лопастей, плотность жидкости и вязкость жидкости. Результат этого сложного анализа для типичного центробежного насоса, работающего на одной конкретной скорости, показан на графике на рисунке 7.
Напор насоса по вертикальной оси — это разница между противодавлением в системе и давлением на входе насоса (∆Ppump). Объемный расход (V) по горизонтальной оси — это скорость, с которой жидкость протекает через насос. График предполагает одну конкретную скорость (N) для рабочего колеса насоса.
Кавитация
Когда перекачиваемая жидкость попадает в проушину центробежного насоса, давление значительно снижается. Чем больше скорость потока через насос, тем больше перепад давления.Если перепад давления достаточно велик или если температура жидкости достаточно высока, перепад давления может быть достаточным, чтобы заставить жидкость мгновенно превращаться в пар, когда местное давление падает ниже давления насыщения для перекачиваемой жидкости. Эти пузырьки пара перемещаются вдоль рабочего колеса насоса вместе с жидкостью. По мере уменьшения скорости потока давление жидкости увеличивается. Это вызывает внезапное схлопывание пузырьков пара на внешних частях крыльчатки. Образование этих пузырьков пара и их последующее схлопывание — кавитация.
Кавитация может быть очень серьезной проблемой для центробежных насосов. Некоторые насосы могут быть рассчитаны на работу с ограниченным количеством кавитации. Большинство центробежных насосов не могут выдерживать кавитацию в течение значительных периодов времени; они повреждаются из-за эрозии рабочего колеса, вибрации или других проблем, вызванных кавитацией.
Чистый положительный напор на всасывании
Чтобы избежать кавитации во время работы насоса, можно контролировать чистый положительный напор на всасывании насоса.Чистый положительный напор на всасывании (NPSH) для насоса — это разница между давлением всасывания и давлением насыщения перекачиваемой жидкости. NPSH используется для измерения того, насколько жидкость близка к насыщенным условиям. Уравнение 3-19 можно использовать для расчета чистой положительной высоты всасывания, доступной для насоса. Единицы NPSH — футы воды.
NPSH = P
всасывание — P насыщение (3-19)где:
P всасывание = давление всасывания насоса
P насыщение = давление насыщения для жидкости
При поддержании доступный NPSH на уровне больше, чем NPSH, требуемый производителем насоса, кавитации можно избежать.
Законы о насосах
Центробежные насосы обычно подчиняются так называемым законам о насосах. Эти законы гласят, что скорость потока или производительность прямо пропорциональны скорости насоса; напор прямо пропорционален квадрату скорости насоса; а мощность, требуемая двигателем насоса, прямо пропорциональна кубу скорости насоса. Эти законы суммированы в следующих уравнениях.
V˙ ∝ n (3-20)
H
P ∝ n 2 (3-21)P ∝ n
3 (3-22)где:
n = скорость рабочее колесо насоса (об / мин)
V = объемный расход насоса (галлоны в минуту или фут3 / час)
H p = напор, развиваемый насосом (фунты на квадратный дюйм или футы)
p = мощность насоса (кВт)
Использование этих пропорциональности, можно разработать уравнения, связывающие условия на одной скорости с условиями на другой скорости.
V˙
1 (n 2 / n 1 ) = V 2 (3-23)H
p1 (n 2 / n 1 ) 2 = H p2 (3-24)P
1 (n 2 / n 1 ) 3 = P 2 (3-25) Пример: законы о насосахНасос охлаждающей воды работает на скорости 1800 об / мин. Его расход составляет 400 галлонов в минуту при напоре 48 футов. Мощность насоса составляет 45 кВт.Определите расход, напор и потребляемую мощность насоса, если скорость насоса увеличится до 3600 об / мин.
Решение:
Расход
V˙ 2 = V˙ 1 (n 2 / n 1 )
= (400 галлонов в минуту) (3600 об / мин / 1800 об / мин)
= 800 галлонов в минуту
Напор
H p2 = H p1 (n 2 / n 1 ) 2
= 48 футов (3600 об / 1800 об / мин) 2
= 192 футов
Мощность
P 2 = P 1 (n 2 / n 1 ) 3
= 45 кВт (3600 об / 1800 об / мин) 3
= 360 кВт
Рисунок 8 : Изменение скоростей центробежного насосаМожно построить характеристическую кривую для новой скорости насоса на основе кривой для его исходной скорости.Метод состоит в том, чтобы взять несколько точек на исходной кривой и применить законы насоса для определения нового напора и расхода при новой скорости. Кривая зависимости напора насоса от расхода, которая возникает в результате изменения скорости насоса, графически проиллюстрирована на Рисунке 8.
Кривая характеристик системы
Рисунок 9: Типичная кривая потери напора в системеВ главе, посвященной потере напора, было определено, что оба фрикционные потери и незначительные потери в трубопроводных системах были пропорциональны квадрату скорости потока.Поскольку скорость потока прямо пропорциональна объемному расходу, потеря давления в системе должна быть прямо пропорциональна квадрату объемного расхода. Исходя из этого соотношения, можно построить кривую потери напора в системе в зависимости от объемного расхода. Кривая потери напора для типичной системы трубопроводов имеет форму параболы, как показано на Рисунке 9.
Рабочая точка системы
Рисунок 10: Рабочая точка для центробежного насосаТочка, в которой насос работает в данной системе трубопроводов, зависит от от расхода и потери напора этой системы.Для данной системы объемный расход сравнивается с потерями напора в системе на характеристической кривой. Построив график характеристической кривой системы и характеристической кривой насоса в одной и той же системе координат, можно определить точку, в которой насос должен работать. Например, на рисунке 10 рабочая точка центробежного насоса в исходной системе обозначена пересечением кривой насоса и кривой системы (h Lo ).
Система имеет расход, равный V˙ 0 , и полную потерю напора в системе, равную ∆P 0 .Для поддержания расхода V˙ 0 напор насоса должен быть равен ∆P o . В системе, описанной системной кривой (h L1 ), в системе был открыт клапан, чтобы уменьшить сопротивление системы потоку. В этой системе насос поддерживает большой расход (V˙ 1 ) при меньшем напоре насоса (∆P 1 ).
Использование в системе нескольких центробежных насосов
Типичный центробежный насос имеет относительно небольшое количество движущихся частей и может быть легко адаптирован к различным первичным двигателям.Эти первичные двигатели включают электродвигатели переменного и постоянного тока, дизельные двигатели, паровые турбины и пневмодвигатели. Центробежные насосы, как правило, имеют небольшие размеры и могут быть изготовлены с относительно низкими затратами. Кроме того, центробежные насосы обеспечивают высокий объемный расход при относительно низком давлении.
Для увеличения объемного расхода в системе или для компенсации больших сопротивлений потоку центробежные насосы часто используются параллельно или последовательно. На рисунке 11 изображены два идентичных центробежных насоса, работающих параллельно с одинаковой скоростью.
Рисунок 11: Кривая характеристик насоса для двух идентичных центробежных насосов, используемых параллельно Центробежные насосы, подключенные параллельно
Так как вход и выход каждого насоса, показанные на рисунке 11, находятся в идентичных точках в системе, каждый насос должен производить один и тот же насос голова. Однако общий расход в системе представляет собой сумму индивидуальных расходов для каждого насоса.
Когда характеристическая кривая системы рассматривается с кривой для параллельных насосов, рабочая точка на пересечении двух кривых представляет более высокий объемный расход, чем для одиночного насоса, и большую потерю напора в системе.Как показано на Рисунке 12, большая потеря напора в системе происходит с увеличением скорости жидкости в результате увеличения объемного расхода. Из-за большего напора системы объемный расход фактически в два раза меньше расхода, достигаемого при использовании одного насоса.
Рисунок 12: Рабочая точка для двух параллельных центробежных насосовЦентробежные насосы серии
Центробежные насосы используются последовательно для преодоления больших потерь напора в системе, чем один насос может компенсировать по отдельности.Как показано на Рисунке 13, два идентичных центробежных насоса, работающих с одинаковой скоростью и одинаковым объемным расходом, создают одинаковый напор. Поскольку вход второго насоса является выходом первого насоса, напор, создаваемый обоими насосами, является суммой отдельных напоров. Объемный расход от входа первого насоса до выхода второго остается прежним.
Рисунок 13: Кривая характеристик насоса для двух идентичных центробежных насосов, используемых в серииКак показано на Рисунке 14, использование двух насосов последовательно не увеличивает сопротивление потоку в системе вдвое.Два насоса обеспечивают достаточный напор для новой системы, а также поддерживают немного более высокий объемный расход.
Рисунок 14: Рабочая точка для двух центробежных насосов серииОсновные моменты этой главы кратко изложены ниже.
• Чистый положительный напор на всасывании — это разница между давлением всасывания насоса и давлением насыщения жидкости.
• Кавитация — это образование и последующее схлопывание пузырьков пара на рабочем колесе насоса, когда местное давление падает ниже, а затем поднимается выше давления насыщения перекачиваемой жидкости.
• Законы насоса можно использовать для определения влияния изменения скорости центробежного насоса на расход, напор и мощность.
V˙ 1 (n 2 / n 1 ) = V˙ 2 H p1 (n 2 / n 1 ) 2 = H p2 P 1 (n 2 / n 1 ) 3 = P 2• Кривая комбинированного насоса для двух центробежных насосов, подключенных параллельно, может быть определена путем сложения индивидуальные потоки для любой данной головы.
• Комбинированная характеристика насосов для двух последовательно включенных центробежных насосов может быть определена путем добавления отдельных напоров для любого заданного расхода.
• Рабочая точка (напор и расход) системы может быть определена путем построения кривой насоса и кривой потери напора системы на одних и тех же осях. Система будет работать на пересечении двух кривых.
Help Yourself: программа самопомощи для управления трихотилломанией
Как помочь себе, если у вас возникла такая трудная проблема, как выдергивание волос?
На протяжении почти 20 лет мы лечим сотни людей, молодых и старых, которые борются с трихотилломанией (выдергиванием волос).Но как насчет людей, которые не могут обратиться к терапевту, не имеют медицинской страховки или не могут позволить себе лечение? А как насчет тех людей, которые обращаются к отличным терапевтам, но сами терапевты не имеют опыта в лечении выдергивания волос? Как мы можем помочь этим людям? Как мы можем помочь этим людям, которые хотят перестать вырастать волосы? Это вопросы, над которыми мы боролись много лет. Как сделать хорошее лечение доступным для всех?
Шерри Вавричек, LCSW, CBCD
Рут Голомб, LCPC
Центр поведенческой терапии Большого Вашингтона, Силвер-Спринг, МэрилендПерепечатано из InTouch, Выпуск № 47, © 2017
Как помочь себе, если у вас возникла такая трудная проблема, как выдергивание волос?
Почти 20 лет мы лечим сотни людей, молодых и старых, которые борются с трихотилломанией.Но как насчет людей, которые не могут обратиться к терапевту, не имеют медицинской страховки или не могут позволить себе лечение? А как насчет тех людей, которые обращаются к отличным терапевтам, но сами терапевты не имеют опыта в лечении выдергивания волос? Как мы можем помочь этим людям? Это вопросы, над которыми мы боролись много лет. Как сделать хорошее лечение доступным для всех?
На протяжении многих лет мы особенно беспокоились о потребностях детей с трихомитом, которые не могут получить доступ к профессиональной помощи.По этой причине мы написали книгу самопомощи, предназначенную для молодых людей, но также полезную для взрослых и терапевтов. Книга называется «Привычка таскать за волосы» и «Ты» и основана на модели ComB (всеобъемлющего поведения), впервые предложенной доктором Чарльзом Мансуето. Мы также адаптировали материал из нашей книги для семинаров по самопомощи для взрослых, которые мы называем «Помоги себе». В этой статье содержится информация об этих семинарах. Мы надеемся, что это поможет вам в ваших попытках справиться с трихомом или вылечиться от него.
Определение вашего профиля вытяжкиТак же, как вы уникальный человек, таков и ваш образец тянущего поведения. Мы считаем, что самый важный первый шаг в этом процессе — это выявление и осознание уникальной комбинации факторов для вас, которые участвуют в подготовке к вытягиванию, во время вытягивания и после него. Мы называем это «вытягивающим профилем». Хотя это может быть болезненно, изучение того, что, где, когда, как и почему в приступе тяги, является важной частью процесса выздоровления.Думая, как репортер или ученый, вы можете начать думать аналитически и непредвзято о том, как понять свой трих-опыт.
Чтобы понять свой профиль вытягивания, нужно признать, что trich — это многомерная проблема, которая обычно поддерживается несколькими факторами. К ним относятся: 1) усилия по удовлетворению ваших сенсорных потребностей, 2) реакция на внутренние и внешние сигналы, стимулирующие тянущее поведение, и 3) ощущение, будто ваши руки обладают собственным разумом.
1) Сенсорные потребности
Помните науку когда-то давно? Если это так, то вы можете вспомнить, что пять чувств — это в первую очередь чувства осязания, вкуса, обоняния, зрения и слуха. Некоторые или все эти чувства могут быть чрезвычайно важны для человека с трихотилломанией. В тактильной сфере, например, ваши руки могут быть необходимы для поиска (или их беспокоят) определенных ощущений, таких как грубые, грубые, неровные или колючие. Или они могут искать прямо противоположное — гладких, тонких или мягких ощущений.У некоторых людей тянущее ощущение снимает дискомфорт или кажется интересным или приятным. Для других выдергивание волос — это всего лишь механизм, позволяющий получить волосы, с которыми можно «поиграть», которые могут быть успокаивающими, успокаивающими и расслабляющими, или бодрящими, стимулирующими и возбуждающими. Область рта, богатую нервными окончаниями, можно стимулировать ощущением кусания или проглатывания волос или прикосновения волос к коже. Могут быть задействованы и другие чувства. В некоторых случаях звук «тянуть» или визуальный осмотр волос является наиболее интересным и удовлетворительным с сенсорной точки зрения.
2) Внутренние и внешние сигналы
Второй фактор, связанный с тричем, заключается в том, что определенные «сигналы» могут спровоцировать — или вызвать — тянущее поведение. Эти сигналы могут быть эмоциональными, когнитивными или средовыми.
Эмоциональные или физиологические сигналы могут включать такие эмоции, как гнев, разочарование, нерешительность, нетерпение или даже чувство настоящего счастья! Другие внутренние состояния, которые могут приводить к потягиванию, имеют физиологическую основу и включают усталость, беспокойство или голод.В таких ситуациях тяга может помочь человеку расслабиться, сосредоточиться или почувствовать прилив энергии.
Когнитивные сигналы — это обычно неприятные мысли о несовершенстве. «Несовершенство» может быть связано с вашими волосами или ростом волос (или их отсутствием). Иногда волосы могут казаться слишком густыми, слишком вьющимися, неправильного цвета или неуместными. В других случаях вы можете попытаться «выровнять положение вещей» или «сбалансировать стороны» из-за неравномерного отрастания.
Перфекционистское мышление также может иметь место в отношении неизбежно несовершенных попыток управлять трихом.Например, некоторые люди бросают вызов себе, говоря: «Я вообще не буду тянуть сегодня!» К сожалению, это заставляет их тянуть еще больше, потому что, если они выдергивают только один волос, они могут подумать, что они «потерпели неудачу». В этот момент может показаться, что нет никаких причин для того, чтобы контролировать их выдергивание за волосы до конца дня, и может иметь место усиленное выдергивание или даже тянущие «запои». Они могут попробовать еще раз на следующий день, но снова разочароваться. Это может превратиться в порочный круг нереалистичных ожиданий, чередующихся с отказом или отказом от разочарования.
У некоторых людей тяга может возникнуть, когда перфекционистские мысли возникают в других сферах жизни. Они могут включать в себя чувство несовершенства в отношении уровня своей компетентности или самооценки или их разочарование по поводу жизненных событий.
Другой вид сигнала — экологический . Определение мест, где вы тянете, и действий, которыми вы занимаетесь в эти заманчивые времена, дает важную информацию для понимания вашего профиля тяги.Например, в некоторых комнатах или других местах, где вы занимаетесь определенными делами, может возникнуть соблазн выдернуть волосы. Использование компьютера, разговор по телефону, просмотр телевизора, чтение книги, сидение за партой на работе или в школе, вождение автомобиля или сидение в машине, или ложиться спать — все это может указывать на тянущее поведение. Эти действия и окружающая среда имеют определенные общие черты. Во-первых, это обычно малоподвижный образ жизни. Во-вторых, это ситуации, когда легко получить доступ к своей голове или лицу, потому что ваша поза часто включает согнутые локти и руки, прижатые к лицу и голове.Ванная и спальня создают особые проблемы из-за высокой степени конфиденциальности, которая обеспечивает непрерывное время для уборки, а также легкий доступ к зеркалам и пинцетам.
3) Когда у рук есть собственный разум
Бывают моменты, когда может показаться, что у ваших рук есть собственный разум! Это может быть связано с силой повторения, силой побуждений или нахождением в том, что некоторые люди называют «трансовым» состоянием. Кроме того, как только поведение вытягивания установлено, оно может происходить автоматически, иногда даже если вы даже не замечаете, что происходит, до тех пор, пока не произойдет повреждение.В других случаях вы можете осознавать, что тянете, но у ваших рук, кажется, есть своя собственная миссия, и вы можете беспомощно наблюдать, как ваши руки наносят им урон.
Распознавание элементов вытягивающего профиляВышеупомянутые факторы трудно запомнить, поэтому мы используем аббревиатуру «Fiddle SHEEP» («Ловкий, сенсорный, у рук — собственное мышление, экологическое, эмоциональное и перфекционистское мышление»), чтобы помочь вам определить факторы, которые влияют на твоя тяга.Получив эту информацию, вы сможете использовать определенные стратегии для решения каждой из ваших уникальных областей.
Ответьте на вопросы ниже, чтобы увидеть, какие области являются наиболее важными в вашем профиле вытягивания, обведя кружком или иным образом обозначив те, которые относятся к вам:
Я склонен тянуть …. (обведите подробности):
Никогда / редко Иногда Часто Почти всегда
Возникновение : когда мои руки нуждаются в стимуляции, или они беспокойны, или я хочу положить что-то в ротСенсорный : потому что это стимулирует или успокаивает, выглядит или звучит интересно, или снимает дискомфорт при работе с руками. сайт вытягивания.
Руки обладают собственными мыслями : деятельность иногда происходит за пределами моего полного осознания, или мои руки тянут, несмотря на мои усилия сопротивляться.
Окружающая среда: когда я занимаюсь сидячей деятельностью, например: или я нахожусь в определенных местах, таких как ванная или спальня, или:
_______________________________________________________________________________________
_______________________________________________________________________________________
_______________________________________________________________________________________
Эмоции: когда я злюсь, злюсь, чувствую раздражение, или испытываю другие сильные эмоции, или когда мне скучно, когда я переключаюсь с одного занятия на другое, или чувствую усталость или голод, или:
_______________________________________________________________________________________
_______________________________________________________________________________________
_______________________________________________________________________________________
Перфекционизм: когда я вижу или чувствую волосы, которые неидеальны или неуместны, или выравниваются; или когда я разочарован или разочарован в себе из-за тяги, или по другим причинам, например:_______________________________________________________________________________________
_______________________________________________________________________________________
_______________________________________________________________________________________
Стратегии, удовлетворяющие ваши уникальные потребностиПосле того, как вы определите основные факторы или «триггеры», которые приводят к потягиванию, вы сможете разработать меню стратегий для 1) удовлетворения потребностей вашего тела другими способами, 2) поиска других способов реагирования на мысли, эмоции и внутренние сигналы, которые запускают тянущее поведение, 3) разработать методы изменения окружающей среды, чтобы у вас не возникло соблазна тянуть, и / или 4) найдите способы блокировать или предотвращать тянущие усилия.
Обратите внимание на категории стратегий, перечисленные ниже. Обведите или подчеркните идеи, которые, по вашему мнению, будут наиболее полезны для вас, и добавьте любые другие, которые, по вашему мнению, не указаны в списке:
Игра : Используйте шар для кошки, мягкий шарик, шпагат, нить, нить , наждачная бумага, образец нечеткого материала, текстурированный очиститель для труб, текстурированная губка, скребок для посуды, щетка для грибов или овощей, кисточка для ногтей, перо «боа», образец шелка или мягкого материала, очиститель для труб из синели , одеяло, «бусинки для беспокойства», кусок липучки, глупая замазка.
______________________________________________________________________________________________________________________________________________________________________________
_______________________________________________________________________________________
Со многими фактурными детскими игрушками будет интересно поиграть. Ремесленные и кухонные магазины — хорошие источники сенсорных предметов с высокой текстурой.Sensory : Используйте кисточку для макияжа на лице, текстурированную губку, чтобы вымыть лицо и почистить брови, расческу или щетку с широкими зубьями, шампунь, который вызывает покалывание, пакет со льдом на голове или лицо, ополосните лицо холодной водой, прыгните в душ и намочите волосы, примите ванну, жуйте жевательную резинку, сосите мяту, жуйте сырые спагетти, сделайте иголку или крючок для коврика, ешьте семечки.
______________________________________________________________________________________________________________________________________________________________________________
_______________________________________________________________________________________
Подумайте о том, чтобы дать своему телу разные интересные ощущения. Магазины бани и косметики могут быть хорошими источниками этого типа товаров.Руки имеют собственное мнение : Используйте пластыри на кончиках пальцев, наденьте легкие перчатки или резиновые кончики пальцев, накиньте ленту на кончики пальцев или повязку Ace на локте (когда он слишком сильно сгибается, это будет неудобно) , используйте крем для рук несколько раз, чтобы руки были слегка влажными, используйте нерастворимый кондиционер (это занимает около ½ часа), накройте волосы полотенцем, наденьте шляпу, наденьте шарф, нанесите вазелин на веки или увлажняющий крем для глаз и век. , наденьте маску для глаз, наденьте гелевую маску, которую можно нагревать или охлаждать.
______________________________________________________________________________________________________________________________________________________________________________
_______________________________________________________________________________________
Экологический : смените место, где вы сидите, выключите свет, накройте зеркало, поместите заметки с напоминаниями в разных местах («используйте свои стратегии»), используйте другую ванную комнату, нанесите макияж в другой комнате_______________________________________________________________________________________
_______________________________________________________________________________________
_______________________________________________________________________________________
Эмоциональный : ведите дневник, разговаривайте с другом, делайте упражнения, пишите письмо, репетируйте то, что вы хотите сказать, посещайте занятия йогой, практикуйте техники релаксации, практикуйте техники самоутверждения_______________________________________________________________________________________
_______________________________________________________________________________________
_______________________________________________________________________________________
Перфекционизм : Терпеть несовершенство! Помните, что вы работаете над поведением, а не над волосами…. когда ваше поведение будет более контролируемым, ваши волосы будут расти. Будьте добры к себе … относитесь к себе дружелюбно, сострадательно и непредвзято. Допускать неудачи. Найдите способы помочь вам перенести несовершенный рост волос (см. Раздел «Эмоциональный фактор»)._______________________________________________________________________________________
_______________________________________________________________________________________
_______________________________________________________________________________________
Создание и использование недельного расписания:
Многие люди одновременно используют только один тип стратегии.Однако, поскольку большинство людей тянут по нескольким причинам в любой момент времени, использование только одного типа стратегии почти наверняка будет неудачным. Более того, большинство людей тянут по РАЗНЫМ причинам, в РАЗНЫХ условиях, в РАЗНОЕ время дня! Следовательно, использование более чем одной стратегии — предпочтительно трех — в каждой триггерной ситуации, будет иметь наилучшие шансы на успех.Использование еженедельного расписания может быть чрезвычайно важным для организации использования разнообразных стратегий для получения контроля над тричем.Он обеспечивает обратную связь, дает визуальные напоминания и является мотиватором. Мы рекомендуем адаптировать следующую таблицу в соответствии с вашими потребностями:
Инициирующая ситуация (местоположение и активность)
Просмотр телевизора в семейной комнате
Каждый раз, когда я смотрю телевизор:
Вс. Пн. Вт Ср Чт Пт Сб
Я буду носить пластыри на кончиках пальцев (Руки сами по себе)
Я расчешу волосы широкозубой расческой (Сенсорная)
Я «поиграю» с липучкой (Возится)
Добавьте свои идеи:
_______________________________________________________________________________________
_______________________________________________________________________________________
_______________________________________________________________________________________
_______________________________________________________________________________________
_______________________________________________________________________________________
________________________________________________3_______________________________________
________________________________________________3_______________________ 9_______________________ 9_______________________ 9
Важно помнить:1.Трихотилломания — это не просто и не просто «привычка»; это многомерная проблема, требующая многомерного подхода.
2. Чтобы успешно выдергивать волосы, вы должны полностью это понимать. (Вытягивающий профиль).
3. Используя стратегии, чтобы помочь себе, вы ДОЛЖНЫ ИСПОЛЬЗОВАТЬ БОЛЕЕ ОДНОГО ВИДА в любой данной триггерной ситуации, чтобы добиться успеха.
4. Используйте недельный график в качестве напоминания и помощи в организации вашей программы.
Мы надеемся, что эта программа окажется для вас полезной.Попытка поработать с трихом может быть ошеломляющей, разочаровывающей и чрезвычайно сложной в одиночку. Если вы пробовали другие подходы в прошлом, возможно, вы захотите переключиться на этот сейчас. Если вы никогда не использовали систематический подход, вы можете настроить всю программу за один раз или попробовать несколько предложений за раз и добавлять их каждые несколько недель.
Самое главное, мы знаем, что иметь дело с трихомоном — сложный вопрос. Для тех, кто чувствует, что они готовы попробовать это самостоятельно, мы хотели бы, чтобы вы взяли столько или меньше, сколько вам удобно.Как могут сказать хозяева званого ужина: «Пожалуйста … угощайтесь!»
TLC является партнером Amazon, и мы зарабатываем деньги на соответствующих покупках, совершаемых по ссылкам на этом веб-сайте.
Рут Голдфингер Голомб, MEd, LCPC, и Шерри Вавричек, LCSW, CBCD, работают штатными терапевтами в Центре поведенческой терапии в Большом Вашингтоне, расположенном в Силвер-Спринг, штат Мэриленд, и являются соавторами книги «The Hair Pulling» Привычка «и ты». Рут также является действующим членом Научно-консультативного совета по вопросам повторяющегося поведения, ориентированного на тело, и соавтором «Руководства для родителей по расстройству выдергивания волос: эффективные стратегии воспитания детей с трихотилломанией».
Если вы нашли эту информацию полезной, сделайте пожертвование сегодня.